Назначение суппорта токарного станка
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Читать также: Теребилка для птицы своими руками
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
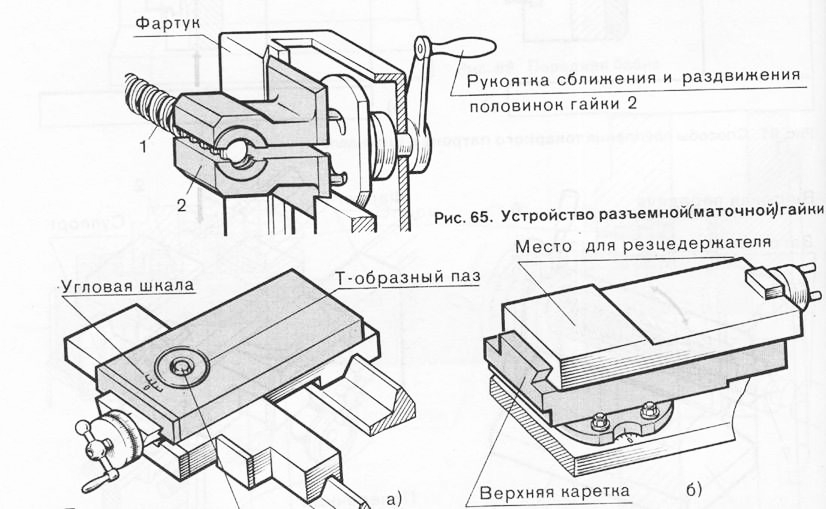
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами.
Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
 Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Читать также: Размеры резьбовых калибров пробок
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).

Резцедержатель быстросменный MULTIFIX картриджного типа
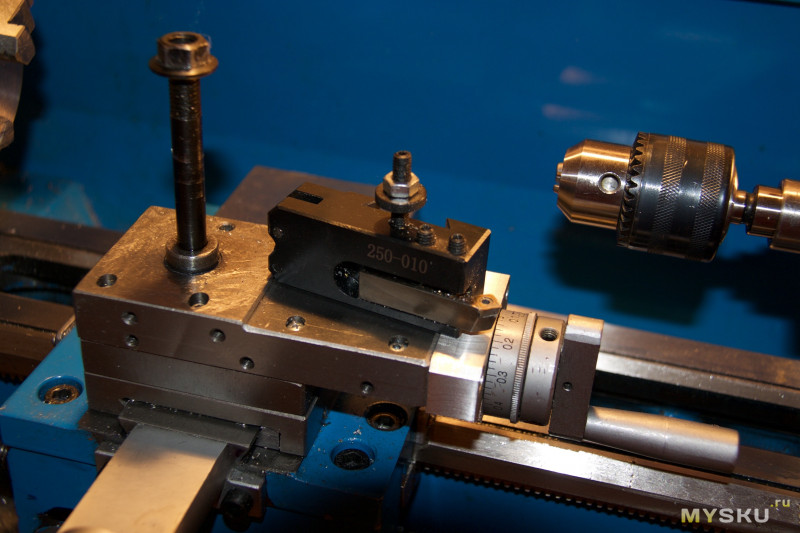
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
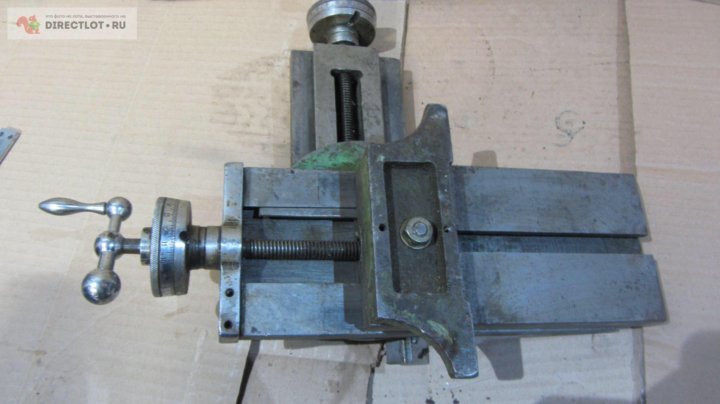
Верхние салазки суппорта токарного станка. Токарно-винторезный станок
Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Каким бы простым и, на первый взгляд, незначительным не казался этот придаток к станку, можно без преувеличения сказать, что его влияние на усовершенствование и распространение машин было так же велика, как влияние изменений, произведенных Уаттом в паровой машине. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Каким бы простым и, на первый взгляд, незначительным не казался этот придаток к станку, можно без преувеличения сказать, что его влияние на усовершенствование и распространение машин было так же велика, как влияние изменений, произведенных Уаттом в паровой машине. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Суппорт токарного станка
Ремонт суппорта токарного станка
Оснащение металлорежущих станков суппортами, стало одним из величайших достижений машиностроительной индустрии XIX столетья. Суппортом называется подвижная часть агрегата, удерживающая металлообрабатывающий инструмент. В процессе обработки заготовки, суппорт передвигается по направляющим токарного станка, перемещая резец автоматически, либо ручным способом. Несмотря на видимую незатейливость, данный механизм сыграл важную роль в удешевлении станочных агрегатов, а также в дальнейшем их усовершенствовании.
Основными компонентами суппорта выступает каретка, продольные салазки, перемещающиеся по направляющим каретки (нижних салазок), верхние салазки резцедержатель, поворотная плита, привод, приводящий механизм в движение. Суппорты различаются по принципу расположения на станке, по направленности и особенностям перемещения (поперечные, продольные, качающиеся) и по виду конструкции резцовой головки (резцовые или револьверные).
Суппорты различаются по принципу расположения на станке, по направленности и особенностям перемещения (поперечные, продольные, качающиеся) и по виду конструкции резцовой головки (резцовые или револьверные).
Состояние направляющих суппорта определяет точность обработки изделия. В ходе эксплуатации станка, наряду с другими узлами машины, рабочие поверхности и комплектующие суппорта неизменно изнашиваются, в результате чего, станок утрачивает функциональность. Ремонт суппорта токарного станка может входить в состав операций, выполняемых при капитальном ремонте оборудования, либо являться самостоятельным мероприятием, направленным на устранение неисправностей механизма (см. » «).
Одной из наиболее трудоемких процедур, выступает восстановление направляющих каретки. Цель работы состоит в возврате параллельности и перпендикулярности поверхностей направляющих по отношению к соответствующим плоскостям, восстановлении соосности всех совмещаемых отверстий. При этом, важно сохранить полноценное зацепление шестерней фартука с аппаратурой механической подачи.
Ремонт суппорта токарного станка, связанный с восстановлением направляющих, относится к ответственным и сложным мероприятиям, требующим применения специального высокоточного оборудования. В наше конструкторское бюро поступают, как правило, токарные станки тяжелого и среднего класса, которые нуждаются не только в реставрации суппорта, но и в выполнении ремонтных работ, объединенных с другими узлами и механизмами агрегата. В подавляющем большинстве случаев, речь идет о капитальном ремонте.
Суппорт — важная часть токарного станка, фактически, выполняющая функцию руки рабочего, удерживающего резец и, перемещающего его вдоль заготовки. Правильное обслуживание механического держателя, позволит продлить срок его службы и издержать серьезных проблем с ремонтом.
Уход за суппортом подразумевает периодическую регулировку зазоров в направляющих, устранение люфтов, своевременную очистку или замену набивки сальников, регулярную смазку салазок и защиту их от механических повреждений.
Суппорт токарного станка предназначен для закрепления на нем режущего инструмента и сообщения ему движения подачи при обработке.
Нижняя плита 1 cуппорта (рис. 7), называемая кареткой или продольными салазками, перемешается по направляющим станины механически или вручную. Резец при этом движется в продольном направлении (это и есть продольная подача). На верхней поверхности каретки имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещаются поперечные салазки 3 суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
Рис 7. Суппорт токарно-винторезного станка
На верхней поверхности поперечных салазок 3 расположена поворотная плита 4 суппорта, которая закрепляется после поворота гайкой 10.
На верхней поверхности поворотной плиты расположены направляющие 5, по которым при вращении рукоятки 13 перемещается верхняя плита 11-верхние салазки суппорта.
Резцедержатели и резцовые головки
На верхней части суппорта устанавливают резцедержатель или резцовую головку для закрепления резцов.
Рис 8 — Резцедержатели
На мелких и средних станках применяют одноместный резцедержатель 5 (рис. 8, а). Нижняя часть 1 резцедержателя, имеющая Т-образную форму, закрепляется на верхней части суппорта гайкой, 4. Для регулирования положения режущей кромки по высоте центров в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец в резцедержателе двумя болтами 3.
На крупных токарных станках применяют одноместные резцедержатели (рис. 8, б). В этом случае резец устанавливают на поверхность 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом 5, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис 7).
рис 7).
Резцовая головка 6 устанавливается на верхней части суппорта 11; в ней можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головку необходимо открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать рукояткой 9.
Суппорт (см.рис.1а)предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Рис. 1а. Суппорт токарного станка 16К20
Техкулачковый патрон
На токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали. В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. Трехкулачковый самоцентрирующий патрон с ручным зажимом самое распросраненное устройство для крепления деталей на токарных станках.Обладая мощным, но чувствительным механизмом, патрон позволяет надежно крепить детали с высокой точностью их центрирования, как для выполнения высокорежимной обработки, так для более тонких работ. Токарный патрон может устанавливаться на шпиндель станка или устройства. Наиболее широко применяют трехкулачковый самоцентрирующий патрон (рисунок ниже). Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона.
В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. Трехкулачковый самоцентрирующий патрон с ручным зажимом самое распросраненное устройство для крепления деталей на токарных станках.Обладая мощным, но чувствительным механизмом, патрон позволяет надежно крепить детали с высокой точностью их центрирования, как для выполнения высокорежимной обработки, так для более тонких работ. Токарный патрон может устанавливаться на шпиндель станка или устройства. Наиболее широко применяют трехкулачковый самоцентрирующий патрон (рисунок ниже). Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
Рекомендуем также
- Как построить курятник на даче своими руками на летний период из подручных материалов?
- Как построить курятник своими руками на даче
- Как построить курятник своими руками на даче
- Список строительных калькуляторов Перевод проволоки кг в метры калькулятор
- Как построить теплый деревянный сарай своими руками из бруса и досок?
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением.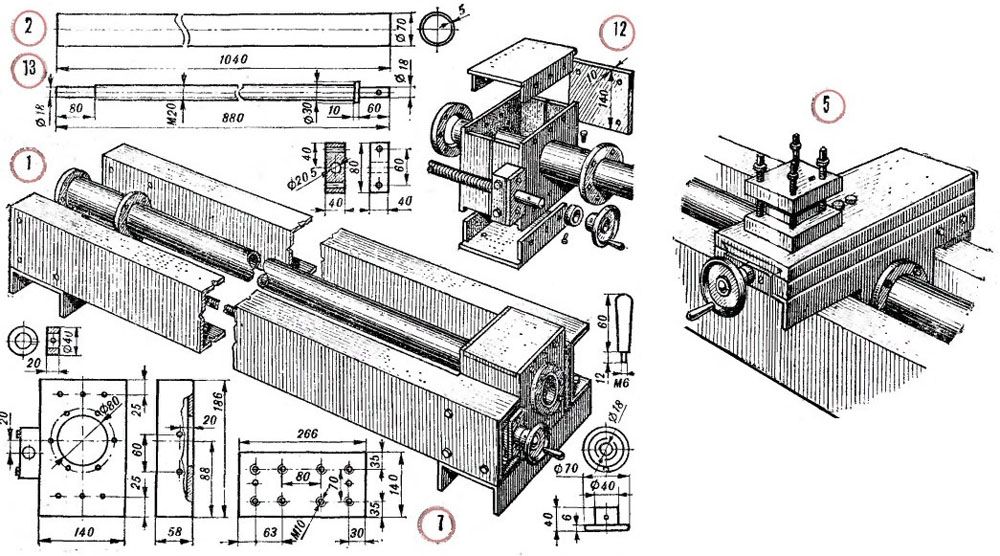 Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Токарно-винторезные станки — многофункциональное металлообрабатывающее оборудование, способное выполнять целый спектр технологических операций, среди которых обточка, расточка, обработка торцов, зенкерование, развертывание и подрезка.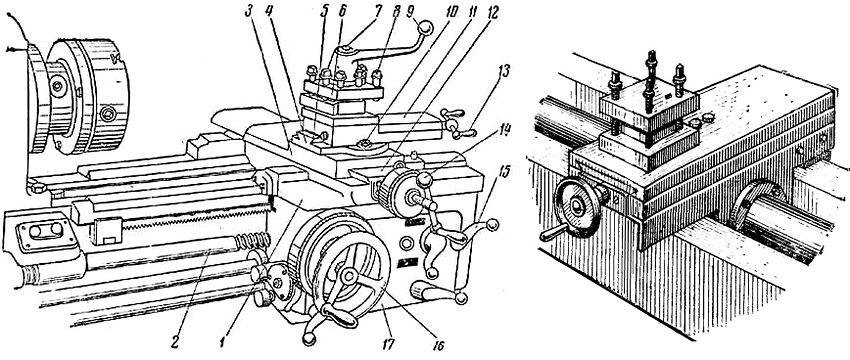
В данной статье рассмотрено устройство, функциональное назначение, принцип работы и возможности станков токарной группы. Мы изучим рынок на предмет наиболее распространенных моделей и ознакомимся с их техническими характеристиками.
Устройство токарного станка по металлу
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Своими руками токарный станок из дрели по дереву: инструкция
Каких только приспособлений не делали из обыкновенной ручной дрели! Этот электроинструмент настолько универсален, что можно сэкономить на покупке нескольких ручных обрабатывающих станков.
Делаем токарный станок из дрели за выходные
Сразу оговоримся – существуют промышленные образцы, которые продаются в магазинах электрооборудования.
Потратив определенную сумму денег, вы можете приобрести готовый экземпляр и заниматься обработкой деревянный и металлических изделий в условиях домашней мастерской.
Но отечественные Кулибины не ищут легких путей, и норовят изготовить самодельный станок из подручных материалов.
Примитивный токарный станок из дрели
Надо сказать, что несмотря на кажущуюся сложность – это одно из самых доступных в изготовлении приспособлений. Технологический уровень конструкции неограничен, и определяется материалами, которые вам удалось найти.
Из чего состоит простейший токарный станок
Чертеж для изготовления самодельного токарного станка
Станина (основание) станка
Является основой любого стационарного электроинструмента. Она определяет взаимное расположение основных частей станка, и обеспечивает устойчивость конструкции.
Если станина достаточно массивна и обладает собственными ножками – инструмент устанавливается на полу и фактически становится стационарным. Компактная станина крепится на стол или верстак, и тогда станок можно легко перенести в любое удобное место.
Передняя бабка
Ответственный узел, на котором крепится шпиндель или патрон с вращающим приводом. Как правило, в компактных моделях этот узел может перемещаться по станине, но только для настроек взаимного расположения компонентов станка или центровки.
При работе передняя бабка должна быть надежно зафиксирована. На крупных стационарных токарных станках эта часть вообще является единым целым со станиной.
Задняя бабка
Подвижный узел, обеспечивающий прижим заготовки к шпинделю (патрону). Главный принцип – идеальная соосность с передней бабкой. Этот компонент станка должен свободно перемещаться по станине, позволяя установить заготовку любой длины.
Правильно выполненная задняя бабка имеет точную регулировку упорного конуса. После фиксации узла можно подогнать усилие прижима.
После фиксации узла можно подогнать усилие прижима.
Подручник
Выполняет роль суппорта токарного станка. На компактном устройстве является упором для резцов, удерживаемых в руках оператора. Должен иметь возможность перемещения по станине и надежно фиксироваться в рабочем положении.
ВАЖНО! Передняя и задняя бабка имеют одну степень свободы – перемещение происходит вдоль оси вращения заготовки. Подручник должен перемещаться как вдоль, так и поперек оси.
Это необходимо для того, чтобы рычаг резца от подручника до обрабатываемой детали был как можно короче. В противном случае его может просто вырвать из рук, что приведет к травме и порче заготовки.
Еще один способ сделать токарный станок самостоятельно
При наличии универсального верстака с ровной и прочной столешницей, можно обойтись без станины. В этом случае дрель при помощи струбцины с хомутом фиксируется на столе за шейку. Эта конструкция объединяет в себе и переднюю бабку, и привод вращения.![]()
Вариант крепления дрели к столешнице
Напротив патрона, соосно устанавливается упор, играющий роль задней бабки. Его можно изготовить буквально из пары брусков и сточенного под конус регулировочного винта. Крепить приспособление можно струбциной. Если заготовка не очень массивная, такая конструкция вполне работоспособна.
Упор для центровки заготовки по оси
Подручником может стать брусок подходящего размера, опять же закрепленный струбциной.
При наличии времени и материала – можно изготовить простой станок по дереву, размещенный на импровизированной станине.
Элементарный токарный станок из фанеры и нескольких брусков
На таком приспособлении можно вытачивать ручки для инструмента или дверей, набалдашники и балясины для перил, а так же другие декоративные элементы из дерева.
ВАЖНО! При изготовлении любой из описанных конструкций, необходимо взаимно отцентровать ось вращения шпинделя (патрона) и конусного упора задней бабки.
И все же, лучше изготовить токарный станок согласно правилам. Оценив запасы исходных материалов – набросайте чертеж. Размеры и форму креплений подбирают согласно имеющейся в наличии электродрели, и предполагаемых размеров изготавливаемых изделий.
Оценив запасы исходных материалов – набросайте чертеж. Размеры и форму креплений подбирают согласно имеющейся в наличии электродрели, и предполагаемых размеров изготавливаемых изделий.
Чертеж размещения инструмента и центра на станине
У вас должна получиться жесткая самостоятельная конструкция, на которой не будет меняться взаимная центровка. Станина закрепляется на столе, а все остальные компоненты слажено перемещаются относительно направляющей.
На таком станке можно обрабатывать заготовки большого диаметра, только для этого надо приобрести или изготовить план шайбу с креплением в патрон дрели.
Общий вид токарного станка
Расположение на станине позволяет превратить ваше приспособление в токарный станок по металлу. Только обрабатывать болванки из стали все равно не получится.
А изготовить цилиндрические изделия из алюминиевых сплавов, бронзы или латуни – запросто.
Обратите внимание
Если вы будете работать надфилем или наждачной бумагой, обернутой вокруг бруска – можно обойтись подручником. Для работы с настоящими резцами необходимо будет изготовить суппорт с винтовым механизмом подачи.
Для работы с настоящими резцами необходимо будет изготовить суппорт с винтовым механизмом подачи.
Дополнительные приспособления к токарному станку
Перед проектированием самодельного станка, предусмотрите установку на него дополнительных устройств, расширяющих возможности.
Многие домашние мастера задаются вопросом, как сделать абсолютно одинаковые изделия в нескольких экземплярах, не примеряя каждые 30 секунд шаблон. На токарный станок по дереву можно приспособить так называемый копир.
Копир из дрели
И тогда вы сможете сколько угодно раз повторять деталь по первому экземпляру. Заготовки можно красить с нанесением узоров, делать спиральные насечки.
Такой станок можно использовать для намотки трансформаторов. Как только вы запустите его в работу, моментально возникнет масса идей для повышения универсальности приспособления.
Поэтому, прежде чем приступить к реализации плана – оцените все перспективные доработки, и продумайте их на этапе составления проекта.
Замена тормозных колодок вашего грузовика
При правильном обслуживании тормоза должны прослужить десятки тысяч километров, но тормозные колодки со временем изнашиваются и должны быть заменены. Вы можете заменить тормозные колодки грузовика самостоятельно, проявив немного терпения и смазав локоть, и сэкономив при этом деньги. В автоцентре Дейва у нас есть все необходимое для замены тормозных колодок для всего, от автомобилей до HD-приложений.
О чем следует помнить перед началом
Перед заменой тормозных колодок вам следует кое-что знать. Начнем с того, что большинство автомобилей имеют тормозные узлы со «скользящим суппортом», в то время как другие имеют узлы с «фиксированным суппортом». В этой инструкции речь пойдет о тормозной системе со скользящим суппортом. Во-вторых, заменяйте тормозные колодки по одной, начиная с начала и до конца. Переместите руль в сторону, с которой вы работаете, чтобы иметь больший доступ к тормозным колодкам и суппортам.
Внимательно осмотрите тормоза на износ.
Большинство тормозных колодок имеют индикатор износа, который предупреждает об износе колодок. Когда тормозная колодка изнашивается, небольшой кусочек металла, застрявший в колодке, соприкасается с ротором, что приводит к визгу при использовании тормозов. Пришло время заменить тормозные колодки, если вы слышите этот шум.
- Вещи, необходимые для замены тормозных колодок
- Новые тормозные колодки.
- Зажим (C-образный зажим) (для некоторых автомобилей требуется инструмент для тормозного суппорта)
- Смазка на графитовой основе
- Домкрат и подставка для домкрата
- Ключ для проушин
- Гаечный ключ (накидной, открытый или разводной)
- Перчатки механика, одноразовые
- Защитные очки и респиратор А4 90 90
Действия по замене изношенных тормозных колодок
Давайте рассмотрим шаги, которые необходимо выполнить для замены изношенных тормозных колодок вашего грузовика.
Убедитесь, что вы придерживаетесь этих шагов, и у вас никогда не возникнет никаких проблем.Шаг 1
Ослабьте гайки крепления колеса, поддомкратьте автомобиль и установите подставки под раму. Для правильного размещения домкрата и опор домкрата см. руководство по эксплуатации вашего автомобиля. Опустите домкрат после того, как стойки домкрата будут на месте, и полностью встаньте, чтобы поддержать автомобиль. Снимите колесо, когда закончите откручивать зажимные гайки.
Прежде чем продолжить, осмотрите тормозной диск (диск) на наличие повреждений и износа. Тормозной диск может иметь канавки. Если канавки глубокие или ротор кажется поврежденным, возможно, роторы необходимо заменить или «обточить» на токарном станке для тормозов. Если ваши роторы повреждены, доставьте свой автомобиль в центр NAPA AutoCare.
Шаг 2
Найдите два ползунковых болта, которые крепят суппорт. Ослабьте его гаечным ключом и сдвиньте, чтобы снять нижний болт. Болт будет длинным, но он должен легко выпасть после удаления.
Верхний болт следует оставить на месте.Шаг 3
Снимите болт нижнего ползуна и отведите суппорт от ротора. Тормозная магистраль по-прежнему будет связана с суппортом, но она изготовлена из гибкой резины и позволит вам без труда поворачивать ее. При повороте суппорта убедитесь, что тормозная магистраль не перекручена.
Шаг 4
Снимите все фиксирующие зажимы, штифты или болты, которые могут использоваться для крепления тормозных колодок. После этого старые колодки можно вытащить. На этом этапе вы можете детально проверить тормозные колодки. Их необходимо заменить, если их толщина составляет 1/8 дюйма или меньше.
Шаг 5
Как правило, новые тормозные колодки поставляются с новыми фиксаторами. Убедитесь, что вы используете звуковой клип. Зажимы могут быть специфическими для левой или правой стороны автомобиля, поэтому убедитесь, что вы используете правильный. Замените старые клипсы новыми после удаления старых. Они легко встанут на место.
Ваши тормоза перестанут скрипеть, если вы нанесете на клипсы масло на графитовой основе.Шаг 6
Вставьте сменные тормозные колодки в суппорты. Они должны легко входить в смазанные фиксирующие зажимы. Прокладки будут приварены к тормозной колодке или оставлены неприкрепленными на новых тормозных колодках. Если ваши тормозные колодки имеют отсоединенные прокладки, вам придется удерживать их на месте, пока колодки не зафиксируются на месте.
Шаг 7
Пришло время опустить суппорт на место, но сначала вам нужно втянуть поршни суппорта, чтобы они могли поместиться на более крупные новые тормозные колодки. Сначала снимите крышку бачка с тормозной жидкостью, чтобы сбросить давление тормозной жидкости. Затем, прижав конец зажима с резьбой к поршню суппорта, затяните его, чтобы отодвинуть поршень назад. Не заставляйте c-образный зажим работать, если кажется, что он не работает. Для втягивания поршней на некоторых автомобилях требуется специальный инструмент для тормозных суппортов.
Шаг 8
Переместите тормозной суппорт на ротор после втягивания поршней. Поршни, возможно, не были полностью втянуты, если суппорт не подходит к новым колодкам. Вставьте нижний болт ползунка и затяните его, как только суппорт вернется на место. Также убедитесь, что верхний болт ползунка затянут.
Шаг 9
Установите на место верхнюю часть бачка с тормозной жидкостью, выпрямите рулевое колесо и несколько раз прокачайте тормоза изнутри автомобиля, пока они не сядут правильно. После этого замените колесо и затяните зажимные гайки. Снимите подставку домкрата и опустите автомобиль. Завершите затягивание гаек, как только грузовик снова опустится на землю.
Выполнить процедуру замены тормозных колодок на противоположной стороне автомобиля в обратном порядке, начиная с первого шага. Возьмите автомобиль на тест-драйв после его завершения, чтобы убедиться, что ваша работа выполнена успешно.
Заключительные слова
Если вы хотите самостоятельно заменить тормозные колодки своего грузовика, сделайте это на свой страх и риск.
Если вы предпочитаете, чтобы этим занимались специалисты, доставьте свой автомобиль в автоцентр Дейва, и мы позаботимся об обслуживании за вас.Сделай сам УЦИ с Arduino и Android
Google Nexus 7 с ранней версией приложения DRO ОБНОВЛЕНИЕ , октябрь 2022 г. : Со времени первоначальной публикации я разработал несколько новых конструкций, которые работают намного лучше, работают с большим количеством типов шкал и более надежно считывают шкалы. В последней версии используется беспроводной модуль ESP32. Вы можете найти принципиальную схему и инструкции на цифровом считывателе DIY на основе ESP32. Другие проекты, в которых используется плата разработки MSP430 LaunchPad, можно найти в инструкциях по сборке DRO «Сделай сам» 9.0106
Наличие полнофункционального УЦИ на фрезерном или токарном станке, несомненно, было бы очень удобно.
Разделение драйвера и блока дисплея имеет несколько преимуществ:
- Аппаратное обеспечение намного проще, что делает DRO гораздо более доступным для людей, не имеющих опыта работы с электроникой. На самом деле я построил первый прототип, используя Arduino UNO, 5 резисторов и модуль Bluetooth за 10 долларов.
- УЦИ использует беспроводную (Bluetooth) связь между контроллером и столом, поэтому последний можно легко перемещать. Поэтому один планшет или телефон Android можно использовать с несколькими контроллерами. Например, если у вас есть фрезерный станок и токарный станок, вы можете разделить дисплей между ними.
- Дополнительные контроллеры могут быть разработаны для поддержки других типов весов без каких-либо изменений в блоке дисплея
- Поскольку у многих людей уже есть устройство под управлением ОС Android, общая стоимость DRO (за исключением весов) может стоить от 20 долларов США
- Даже недорогие планшеты на Android обладают огромной вычислительной мощностью и памятью (по сравнению с микроконтроллерами, доступными для любителей), планшет может легко поддерживать расширенные функции, недоступные на «встроенном» DRO
Драйвер весов
Детали, необходимые для изготовления беспроводного считывателя
для весов Grizzly iGaging с использованием Arduino UnoВесы IGaing Remote DRO имеют конструкцию, которая упрощает их считывание.
УЦИ Дисплей В отличие от стандартных штангенциркулей и весов, у которых есть собственные часы, весы iGaging получают свой тактовый сигнал от блока дисплея.
Кроме того, они использовали источник питания 3,3 В, что устраняет необходимость в переключателе входного уровня и т. д.
Используя код, аналогичный описанному в разделе «Чтение весов iGaging с помощью Arduino», контроллер может преобразовывать необработанные данные в «щелчки» и отправлять их в приложение Android по беспроводной сети, используя адаптер UART-Bluetooth.
Требуется только четыре основных вывода ввода-вывода, поэтому даже меньшие платы Arduino будут хорошо работать для этого проекта.
В этом отношении любой микроконтроллер с шестью доступными цифровыми выводами ввода-вывода может использоваться в контроллере.Использование планшета в качестве дисплея DRO дает несколько важных преимуществ. Во-первых, блок УЦИ выполняет удивительно большое количество математических операций для отображения показаний.
Брать в гараж красивый блестящий планшет может быть немного неприятно.
В конце концов, его можно легко поцарапать, уронить и т. д. К счастью, некоторые компании производят отличные защитные чехлы, некоторые даже водонепроницаемые, что делает стол гораздо более достойным гаража. Гибкая архитектура
Поскольку CPI можно настроить отдельно для каждой оси в программном обеспечении, приложение Digital Readout может поддерживать любой тип датчика положения, если контроллер реализует стандартный протокол связи. Приложение будет получать данные о положении в кликах на дюйм (CPI), а затем преобразовывать их в стандартные единицы, применять смещения и т. д. на основе введенных пользователем настроек. Точно так же пользовательский интерфейс можно настроить на лету. Например, такие вещи, как размер шрифта, количество цифр и метки осей, могут быть изменены по желанию. Наконец, добавление новых функций будет таким же простым, как загрузка новой версии приложения.
Заключение
В целом, я думаю, это хороший подход для своими руками ДРО .
С одной стороны, это значительно
упрощает процесс строительства за счет уменьшения сложности
аппаратное обеспечение считывателя. С другой стороны, это дает возможность проникнуть в
производительность и простота использования современного Android-планшета. Андроид
планшеты и телефоны быстро становятся повсеместными. Дешевый
безымянные столы продаются на eBay менее чем за 100 долларов, но
несколько полнофункциональных «фирменных» 7-дюймовых моделей в диапазоне 200 долларов. Это
имеет смысл использовать только приложение Android, работающее на старом телефоне или
планшет, а не создавать дисплей с нуля. В действительности
ничто из того, что вы или я можем построить менее чем за 200 долларов, не подойдет
производительность, гибкость и полезность Google Nexus 7 или аналогичного
единица. В дополнение к огромным вычислительным мощностям, доступным от двойного
или четырехъядерный процессор ARM, работающий на частоте 1 гигагерц, сотни
мегабайты оперативной памяти и гигабайты памяти, эти устройства предлагают
великолепный, легкий для чтения и использования сенсорный экран. - Аппаратное обеспечение намного проще, что делает DRO гораздо более доступным для людей, не имеющих опыта работы с электроникой.
 Убедитесь, что вы придерживаетесь этих шагов, и у вас никогда не возникнет никаких проблем.
Убедитесь, что вы придерживаетесь этих шагов, и у вас никогда не возникнет никаких проблем. Верхний болт следует оставить на месте.
Верхний болт следует оставить на месте. Ваши тормоза перестанут скрипеть, если вы нанесете на клипсы масло на графитовой основе.
Ваши тормоза перестанут скрипеть, если вы нанесете на клипсы масло на графитовой основе.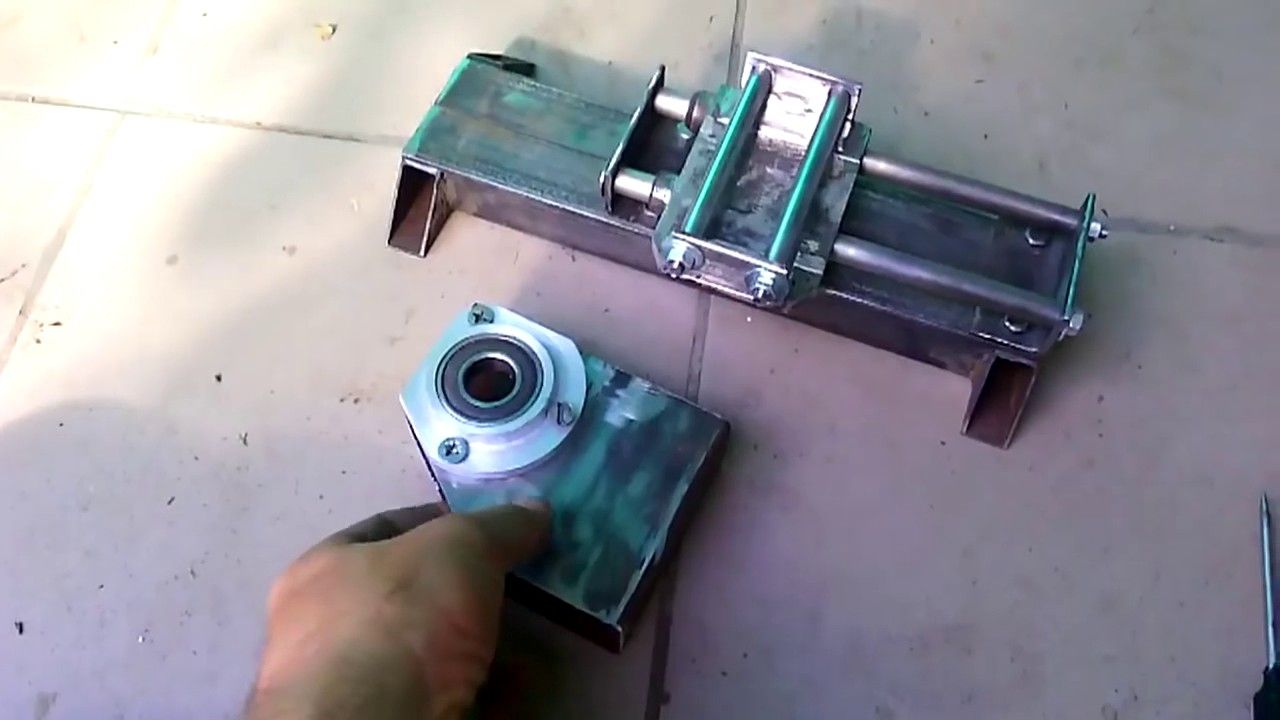
 Если вы предпочитаете, чтобы этим занимались специалисты, доставьте свой автомобиль в автоцентр Дейва, и мы позаботимся об обслуживании за вас.
Если вы предпочитаете, чтобы этим занимались специалисты, доставьте свой автомобиль в автоцентр Дейва, и мы позаботимся об обслуживании за вас.
 На самом деле я построил первый прототип, используя Arduino UNO, 5 резисторов и модуль Bluetooth за 10 долларов.
На самом деле я построил первый прототип, используя Arduino UNO, 5 резисторов и модуль Bluetooth за 10 долларов. В отличие от стандартных штангенциркулей и весов, у которых есть собственные часы, весы iGaging получают свой тактовый сигнал от блока дисплея.
Кроме того, они использовали источник питания 3,3 В, что устраняет необходимость в переключателе входного уровня и т. д.
Используя код, аналогичный описанному в разделе «Чтение весов iGaging с помощью Arduino», контроллер может преобразовывать необработанные данные в «щелчки» и отправлять их в приложение Android по беспроводной сети, используя адаптер UART-Bluetooth.
Требуется только четыре основных вывода ввода-вывода, поэтому даже меньшие платы Arduino будут хорошо работать для этого проекта.
В этом отношении любой микроконтроллер с шестью доступными цифровыми выводами ввода-вывода может использоваться в контроллере.
В отличие от стандартных штангенциркулей и весов, у которых есть собственные часы, весы iGaging получают свой тактовый сигнал от блока дисплея.
Кроме того, они использовали источник питания 3,3 В, что устраняет необходимость в переключателе входного уровня и т. д.
Используя код, аналогичный описанному в разделе «Чтение весов iGaging с помощью Arduino», контроллер может преобразовывать необработанные данные в «щелчки» и отправлять их в приложение Android по беспроводной сети, используя адаптер UART-Bluetooth.
Требуется только четыре основных вывода ввода-вывода, поэтому даже меньшие платы Arduino будут хорошо работать для этого проекта.
В этом отношении любой микроконтроллер с шестью доступными цифровыми выводами ввода-вывода может использоваться в контроллере.
 В конце концов, его можно легко поцарапать, уронить и т. д. К счастью, некоторые компании производят отличные защитные чехлы, некоторые даже водонепроницаемые, что делает стол гораздо более достойным гаража.
В конце концов, его можно легко поцарапать, уронить и т. д. К счастью, некоторые компании производят отличные защитные чехлы, некоторые даже водонепроницаемые, что делает стол гораздо более достойным гаража.  С одной стороны, это значительно
упрощает процесс строительства за счет уменьшения сложности
аппаратное обеспечение считывателя. С другой стороны, это дает возможность проникнуть в
производительность и простота использования современного Android-планшета. Андроид
планшеты и телефоны быстро становятся повсеместными. Дешевый
безымянные столы продаются на eBay менее чем за 100 долларов, но
несколько полнофункциональных «фирменных» 7-дюймовых моделей в диапазоне 200 долларов. Это
имеет смысл использовать только приложение Android, работающее на старом телефоне или
планшет, а не создавать дисплей с нуля. В действительности
ничто из того, что вы или я можем построить менее чем за 200 долларов, не подойдет
производительность, гибкость и полезность Google Nexus 7 или аналогичного
единица. В дополнение к огромным вычислительным мощностям, доступным от двойного
или четырехъядерный процессор ARM, работающий на частоте 1 гигагерц, сотни
мегабайты оперативной памяти и гигабайты памяти, эти устройства предлагают
великолепный, легкий для чтения и использования сенсорный экран.
С одной стороны, это значительно
упрощает процесс строительства за счет уменьшения сложности
аппаратное обеспечение считывателя. С другой стороны, это дает возможность проникнуть в
производительность и простота использования современного Android-планшета. Андроид
планшеты и телефоны быстро становятся повсеместными. Дешевый
безымянные столы продаются на eBay менее чем за 100 долларов, но
несколько полнофункциональных «фирменных» 7-дюймовых моделей в диапазоне 200 долларов. Это
имеет смысл использовать только приложение Android, работающее на старом телефоне или
планшет, а не создавать дисплей с нуля. В действительности
ничто из того, что вы или я можем построить менее чем за 200 долларов, не подойдет
производительность, гибкость и полезность Google Nexus 7 или аналогичного
единица. В дополнение к огромным вычислительным мощностям, доступным от двойного
или четырехъядерный процессор ARM, работающий на частоте 1 гигагерц, сотни
мегабайты оперативной памяти и гигабайты памяти, эти устройства предлагают
великолепный, легкий для чтения и использования сенсорный экран.