Станок фрезерный СФ 676 от завода-изготовителя
При разработке конструкции фрезерного станка СФ676 ставилась цель обеспечить выполнение максимального количества фрезерных и подобных им операций, производимых вращающимся режущим инструментом. В результате, с помощью этой модели можно выполнять все виды фрезерования, сверление, растачивание и другие виды обработки отверстий, а при оснащении специальной головкой – долбежные операции.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Использование станка СФ676, как и другого широкоуниверсального оборудования, наиболее эффективно на предприятиях с единичным и мелкосерийным типом производства, в экспериментальных, инструментальных, ремонтных цехах и мастерских.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Возможность обработки поверхностей самой сложной формы и ориентации достигается за счет придания режущему инструменту и заготовке необходимого взаимного расположения и траектории перемещения в пространстве, которые обеспечиваются агрегатами и механизмами станка.
Для этого он оснащен двумя шпиндельными валами, один из которых (горизонтальный) размещен в бабке, перемещающейся по направляющим в верхней части станины, а второй – в вертикальной фрезерной головке, устанавливаемой на торец бабки. Вертикальный шпиндель имеет возможность перемещения в осевом направлении, а также поворота на угол ±90° в вертикальной плоскости. Кроме этого, позиционирование и перемещение обрабатываемой детали в пространстве осуществляется с помощью механизмов подачи рабочего стола в вертикальном и горизонтальном направлении, а также применением специальной оснастки и приспособлений, обеспечивающих ее установку и закрепление на плоскости стола в заданном положении.
Перемещение режущего инструмента вместе со шпиндельной бабкой и движение рабочего стола может производиться как вручную, так и механизмами подач, приводимыми в действие электродвигателем через коробку передач и ходовые винты.
При работе с режущим инструментом горизонтального вращения используется вал шпиндельной бабки и выполняются операции горизонтального фрезерования. В случае вертикального фрезерования, сверления устанавливается головка с вертикальным шпиндельным валом.
Установка фрез, сверл, и другого инструмента производится напрямую либо через оправки в конические гнезда 7:24 шпиндельных валов с фиксацией с помощью шомпола.
Все механизмы управления движением инструмента и рабочего стола оборудованы устройствами индикации линейных и угловых параметров, позволяющими выполнять настройку на заданные размеры и производить обработку с высокой точностью. Широкий диапазон регулирования частоты вращения инструмента и скоростей подач дает возможность получить наилучшее качество поверхности.
Набор технологических возможностей, дополняемый применением специальной оснастки и приспособлений, наделил фрезерный станок СФ676 достоинствами высокоэффективного многофункционального оборудования. Свои положительные качества и превосходные характеристики он заслужил многолетним опытом работы в металлообрабатывающих производствах всех отраслей машиностроения.
Фото отдельных узлов станка СФ676
Технические характеристики на фрезерный станок СФ 676
| Размеры поверхности углового горизонтального стола, мм: | 800×250 | |
| Размеры поверхности вертикального стола, мм: | 630×250 | |
| Перемещения стола, мм: | продольное | 450 |
| вертикальное | 380 | |
| Расстояния от оси горизонтального шпинделя до плоскости съемного углового стола, MIN/MAX, мм | 80/460 | |
| Максимальное расстояние от торца вертикального шпинделя до плоскости углового съемного стола, мм | 380 | |
| Наибольшее перемещение шпиндельной бабки, мм | 300 | |
| Длина перемещения шпинделя вертикальной головки, мм | 80 | |
| Наибольший угол поворота вертикальной головки, град.: | ±90 | |
| Конус вертикального и горизонтального шпинделей | 40 (КМ4)* | |
| Число скоростей шпинделей | 16 | |
| Пределы частоты вращения шпинделей, об/мин | горизонтального | 50-1630 |
| вертикального | 63-2040 | |
| Число рабочих подач стола и бабки | 16 | |
| Пределы рабочих подач стола и бабки, мм/мин: | 13-395 | |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 | |
| 3,0 | ||
| Габаритные размеры, мм: | 1200x1240x1780 | |
| Масса станка, кг: | 1050 | |
* – шпиндель КМ4 -изготавливается по специальному заказу
Список дополнительной станочной оснастки для СФ676
|
1. |
Делительная головка мод. УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали): |
Ø 160 мм |
шт. |
1 |
|
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
Ø 320 мм |
шт. |
1 |
|||
|
2. |
Долбёжная головка станка мод. СФ676 – 7687х001, (ход долбяка): |
80 мм |
шт. |
1 |
|
|
Долбёжная головка станка мод. СФ676 – ГД100, (ход долбяка): |
100 мм |
шт. |
1 |
||
|
|
Стол круглый поворотный делительный горизонтальный |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
4. |
Стол поворотный горизонтально-вертикальный |
(max Ø стола): |
Ø 100 мм |
шт. |
1 |
|
Ø 160 мм |
шт. |
1 |
|||
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
5. |
Стол круглый поворотный делительный наклоняемый |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
6. |
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 100 мм) |
Н70 |
шт. |
1 |
|
|
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 400 мм) |
Н260 |
шт. |
1 |
||
|
7. |
Бабка задняя регулируемая (для горизонтально-вертикального стола) |
100-140мм |
шт. |
1 |
|
|
140-180мм |
шт. |
1 |
|||
|
180-224мм |
шт. |
1 |
|||
|
8. |
Тиски станочные поворотные, (ширина губок/ход губок): |
80/65 мм |
шт. |
1 |
|
|
100/80 мм |
шт. |
1 |
|||
|
125/100 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
200/160 мм |
шт. |
1 |
|||
|
9. |
Тиски станочный глобусные, (ширина губок/ход губок): |
100/80 мм |
шт. |
1 |
|
|
125/100 мм |
шт. |
1 |
|||
|
125/140 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
10. |
Тиски станочные трёхповоротные, (ширина губок/ход губок): |
105/105 мм |
шт. |
1 |
|
|
125/125 мм |
шт. |
1 |
|||
|
11. |
Переходные втулки Конус 40 на конус Морзе – 4 шт. |
Км №1,2,3,4 |
компл |
1 |
|
|
12. |
Расточная головка Конус 40 (с комплектом резцов) |
до Ø 160 мм |
компл |
1 |
|
|
Расточная головка с авто-подачей Конус 40 (с комплектом резцов) |
Ø 5-250 мм |
компл |
1 |
||
|
13. |
Центроискатель индикаторный |
Конус 40 |
шт. |
1 |
|
|
14. |
Цанговый патрон Конус 40 с набором цанг (Ø 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 16, 18, 20, 25мм) – 18 шт. |
Ø 3-25мм |
компл |
1 |
|
|
Цанговый патрон Конус 40 с набором цанг (Ø4,5,6,7,8,9,10,11,12,13, 14,15,16,17,18,19,20,21,22,23,24,25,26мм) – 23 шт. |
Ø 4-26мм |
компл |
1 |
||
|
15. |
Оправка горизонтальная фрезерная Конус 40, с гайкой и набором колец (для дисковых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
16. |
Резьбонарезной патрон с автоматическим реверсом |
М2 – М7 |
шт. |
1 |
|
|
М5 – М12 |
шт. |
1 |
|||
|
М8 – М20 |
шт. |
1 |
|||
|
17. |
Оправка вертикальная фрезерная Конус 40 (для насадных торцевых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
18. |
Сверлильный патрон самозажимной с переходной оправкой Конус 40 |
Ø 1-13 мм |
шт. |
1 |
|
|
19. |
Стойка под индикатор гибкая с магнитным основанием (с индикатором ИЧ-02) |
L 360мм / 60кг |
шт. |
1 |
|
|
L 350мм / 80кг |
шт. |
1 |
|||
|
WCU1 / 80 кг |
шт. |
1 |
|||
|
WCU2 / 80 кг |
шт. |
1 |
|||
|
Штатив для индикаторных головок с тонкой регулировкой (ГОСТ10197-70) |
L245/235 |
шт. |
1 |
||
|
20. |
Комплект прихватов (для Т-образного паза стола 14мм). Зажимные болты, зажимные сухари, зажимные гайки, удлиняющие гайки, зажимные призмы, зажимные блоки. |
58 предмет. |
компл |
1 |
|
|
50 предмет. |
компл |
1 |
|||
|
21. |
Комплект виброопор к станку СФ676 – 4 шт.(max нагрузка): |
компл |
компл |
1 |
|
vmprom.ru
676П станок инструментальный фрезерный широкоуниверсальныйсхемы, описание, характеристики
Сведения о производителе фрезерного широкоуниверсального станка 676п
Фрезерный широкоуниверсальный инструментальный станок 676П выпускался предприятием – Иркутский станкостроительный завод и Вильнюсский станкостроительный завод “Комунарас”.
Начало производства широкоуниверсального инструментального фрезерного станка повышенной точности 676П – 1975 год.
Станки, выпускаемые предприятием – Иркутский станкостроительный завод, ИСЗ
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Габаритные размеры рабочего пространства фрезерного станка 676П
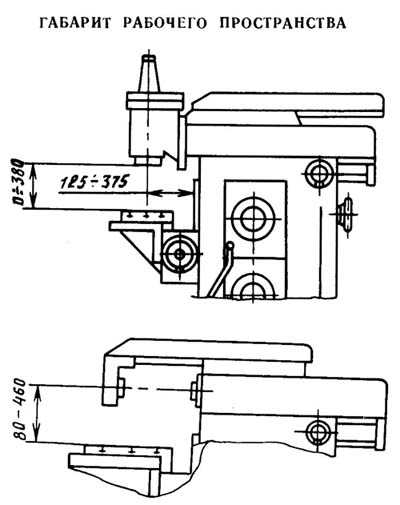
Габаритные размеры рабочего пространства станка 676П
Посадочные и присоединительные базы фрезерного станка 676П
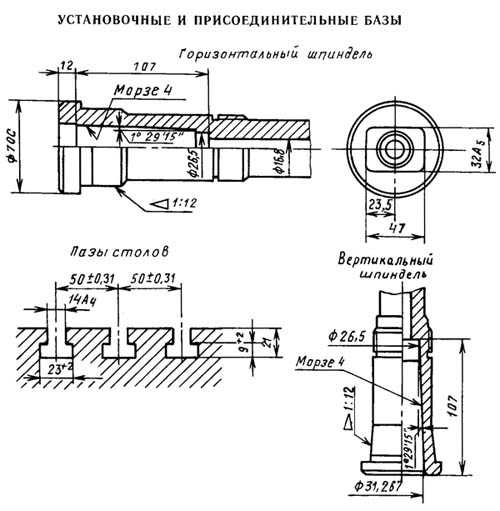
Посадочные и присоединительные базы станка 676П
Общий вид фрезерного станка 676П

Фото универсального фрезерного станка 676П
Расположение составных частей консольно-фрезерного станка 676П
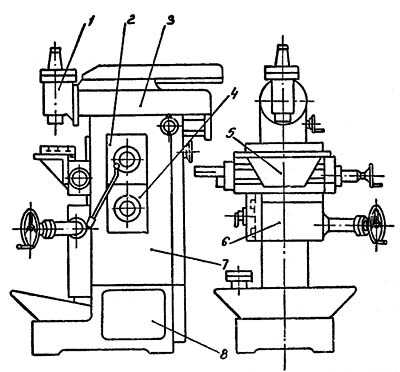
Расположение составных частей фрезерного станка 676П
Перечень составных частей широкоуниверсального фрезерного станка 676П
- Коробка скоростей – 75.1.001В
- Шпиндельная бабка – 6П.6.001
- Коробка подач – 75.2.001В
- Суппорт – 6П.3.001
- Станина – 6П.7.001
- Электрооборудование – 676П.90.001
Перечень съемных частей и принадлежностей фрезерного станка 676П
- Вертикальная головка – 5П.4.001
- Угловой горизонтальный стол – 6П.81.001
- Универсальный стол – 6П.82.001
- Тиски ГОСТ 14904—69
- Круглый стол – 5П.84.001
- Делительная головка – 5П.85.001
- Гитара – 6П.86.001
- Долбежная головка – 5П.87.001
- Инструментальный шкаф – 5П.55.001Б
- Быстроходная головка – 75.88.001В
Расположение органов управления консольно-фрезерным станком 676П
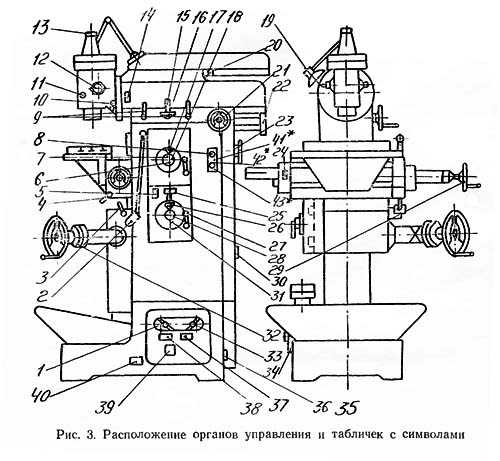
Расположение органов управления фрезерным станком 676П
Перечень органов управления консольно-фрезерным станком 676П
- Реверс шпинделя
- Рукоятка включения механической подачи стола
- Рукоятка зажима стола в вертикальном направлении
- Рукоятка зажима стола в горизонтальном направлении
- Рукоятка включения скоростей
- Грибок набора скоростей
- Пуск и остановка главного двигателя
- Рукоятка зажима шпиндельной бабки
- Рукоятка установки шпинделя в вертикальное положение
- Зажим гильзы вертикального шпинделя
- Рукоятка перемещения гильзы вертикального шпинделя
- Зажим инструмента в вертикальном шпинделе
- Гайка зажима вертикальной головки
- Рукоятка механической подачи шпиндельной бабки
- Выключатель освещения
- Зажим хобота шпиндельной бабки
- Маховик ручного перемещения шпиндельной бабки
- Зажим инструмента в горизонтальном шпинделе
- Маховик ручного вращения шпинделя
- Рукоятка ускоренных перемещений
- Рукоятка включения подач
- Маховик ручного перемещения стола в продольное направление
- Грибок набора подач
- Маховик ручного перемещения стола в вертикальное направление
- Выключатель охлаждения
- Включение станка в сеть
- Таблички
Схема кинематическая фрезерного станка 676П
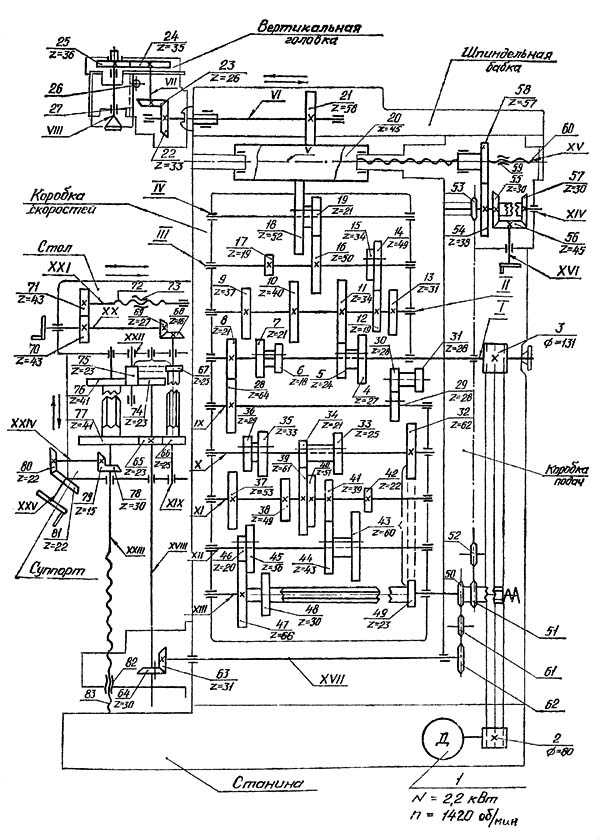
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное – через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
Суппорт фрезерного станка 676П
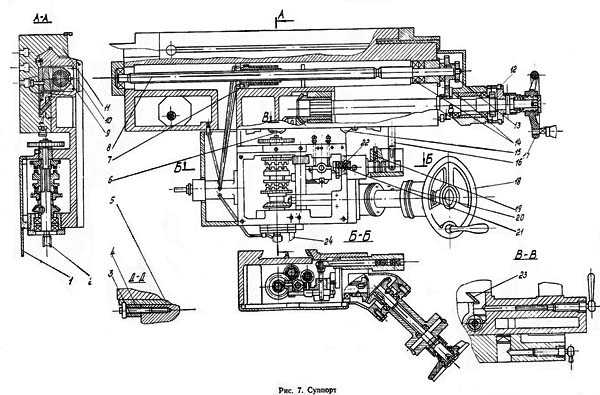
Суппорт фрезерного станка 676П
Особенности разборки и сборки станка 676П при ремонте
Периодически, в соответствии с графиком планово-предупредительных ремонтов, станок необходимо разбирать для текущего, среднего и капитального ремонтов в следующем порядке:
- отключить станок от электросети;
- снять принадлежности (вертикальную головку, стол и др.)
- снять хобот шпиндельной бабки;
- вывести шпиндельную бабку из своих направляющих, для чего:
- снять упоры 14 (рис. 8)
- снять болты и конические штифты крепления кронштейна 13 винта 12
- освободить клин в станине и движением вперед вывести бабку из направляющих;
- освободить приставные опоры винта
- вывернуть винт из ходовой гайки
- освободить клин 5
- вывести рабочий стол из горизонтальных направляющих суппорта
Дальнейшую разборку узлов следует производить по чертежам общих видов узлов, приведенным в руководстве.
Разобранные детали следует тщательно промыть керосином или уайт-спиритом и насухо протереть. На невращающихся втулках необходимо сделать метки, определяющие их положение до разборки. Это обеспечит их соосность.
Сборку после ремонта нужно производить в порядке, обратном разборке.
При сборке следует обратить внимание на регулирование подшипников качения (избегать излишних натягов, способных вызвать перегрев подшипников). При капитальных ремонтах, шлифовании или шабровке направляющих нужно помнить, что правильное положение ходовых винтов определяется компенсаторами, толщина которых устанавливается в процессе сборки.
Схема электрическая фрезерного станка 676П
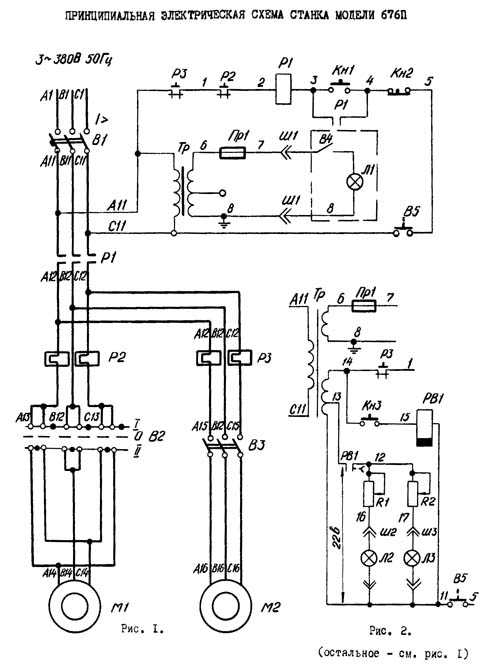
Электрическая схема фрезерного станка 676П
676П Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
| Пределы продольных и вертикальных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т – образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | – | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | – | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |
Связанные ссылки. Дополнительная информация
Каталог справочник универсальных металлорежущих станков
Паспорта и схемы к универсальным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок специализированный фрезерный СФ676 – Всё для чайников
Станок специализированный фрезерный СФ676
- Подробности
- Категория: Фрезерные станки

Станок фрезерный модели СФ 676 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами; так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами.
Станок предназначен для использования в инструментальных* и экспериментальных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счет применения высоких режимов резания и сокращения вспомогательного времени.
На станке возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, которую можно достигнуть, если станок установлен в помещении с постоянной температурой + 20° + 2° С и влажностью воздуха 65+5% и если вблизи станка нет источников тепла.
Нельзя устанавливать станок в одном помещении со станками, работающими абразивным инструментом.
Скачать документацию
Кинематическая схема
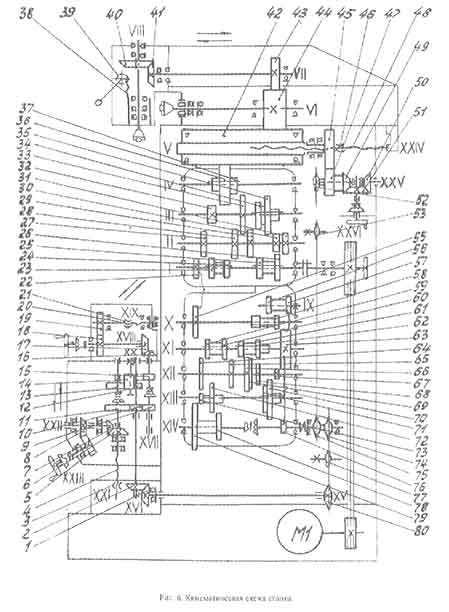
Кинематическая схема состоит из цепи главного движения и цепи подач.
Станина
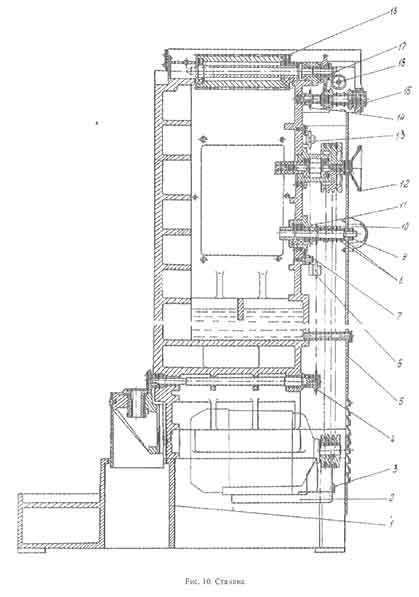
К основанию (1) на кронштейне (2) монтируется электродвигатель привода цепи главного движения и цепи подачи. Передача вращения от двигателя к коробке скоростей производится тремя клиновидными ремнями, передача вращения от коробки – подач к механизмам суппорта и шпиндельной бабки двумя цепными передачами (звездочками 4, 6, 10, 11, 13,14).
Для предохранения от перегрузки механизма подач суппорта и шпиндельной бабки имеется предохранительная кулачковая муфта (8).
Включение механической подачи шпиндельной бабки производится рукояткой, сидящей на валу (16), направление перемещения бабки соответствует положению рукоятки. Механическая подача шпиндельной бабки может автоматически отключатся упорами, установленными на ней.
Смазка всех трущихся поверхностей производится шариковыми масленками при помощи шприца смазкой ЦИАТИМ-201.
Коробка скоростей
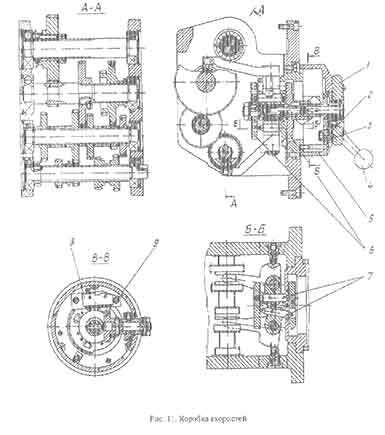
Коробка скоростей шестеренчатого типа собрана в специальный корпус, который крепят фланцем к боковой стороне станицы, сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей путем селективного набора.
Изменение скоростей производится механизмом переключения, размещенным на передней стенке корпуса коробки, следующим образом: рукоятку переключения скоростей (4) нужно поднять вверх. При этом разводятся диски (6), имеющие ряд отверстий. При повороте диска набора скоростей (1) и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев (7). Этим самым производится подготовка для переключения скоростей.
Движение рукоятки переключения вниз диски снова сводятся в первоначальное положение. При этом пальцы, перемещаясь, переводят при помощи рычагов переводные шестерни коробки скоростей.
При переключении возможны случаи совпадения торцев зубьев зацепляемых шестерен. При этом диски не сводятся. В этом случае необходимо провернуть маховиком вал 1 (см. рис. 6).
Во избежании поломки шестерен переключение скоростей под нагрузкой запрещается.
Коробка подач
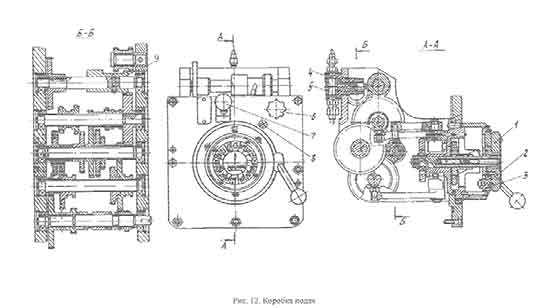
Коробка подач сообщает суппорту и шпиндельной бабке 16 различных подач и ускоренные перемещения.
Валы коробки подач получают вращение от 1 вала коробки скоростей (см. рис. 6). Последний (ведомый) вал коробки передач связан с валиком, на котором размещены две звездочки (10, 11) (см. рис, 10), передающие движение механизмам суппорта и шпиндельной §абки.
Изменение подач производится таким же образом, как и изменение в коробке скоростей (см. описание механизма набора скоростей в узле*Коробка скоростей”).
При переключении подач необходимо следит* за тем, чтобы крестовая рукоятка суппорта находилась в нейтральном положении.
Ускоренное перемещение осуществляется при нажатий рукоятки (7). При отпущенной рукоятке продолжается рабочая подача.
Для осуществления постоянного направления вращения шестерен коробки подач при реверсе коробки скоростей служит шестерня (9), автоматически сохраняющая направления вращения.
Для смазки шестерен коробки скоростей, коробки подач и шпиндельной бабки служит поршневой насос (5). Поршень (4) насоса приводится в возвратно – поступательное движение от эксцентрика шестерни (9). При возвратно-поступательном движении поршня насоса происходит всасывание масла из резервуара станины и его разбрызгивание. Создается масляный туман, который и смазывает все шестерни. Для наблюдения за работой насоса на фланце коробки подач установлен прозрачный глазок (6), в котором видно пульсирование масла.
Суппорт
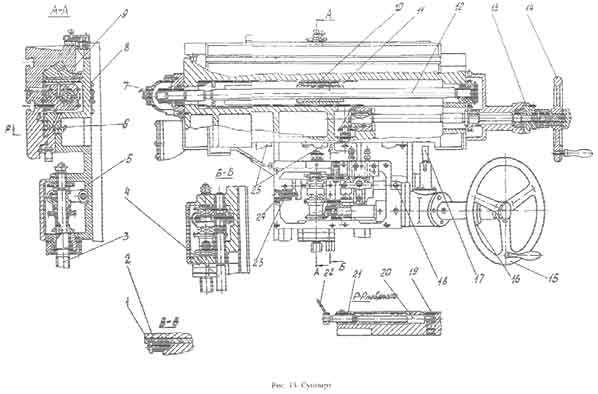
Суппорт несет основной стол (9) станка с вертикальной рабочей плоскостью и перемещает его в вертикальном и горизонтальном направлениях.
Суппорт состоит из корпуса (5), имеющего вертикальные направляющие в виде “ласточкиного хвоста”
Перемещаясь по направляющим станины, суппорт осуществляет вертикальную подачу стола. Продольная подача производится движением стола по горизонтальным направляющим суппорта.
В корпусе суппорта расположен механизм управления подачи стола. Механизм упражнения приводится во вращение ходовым валом (4), получающим вращение от коробки подач, и передает вращение на вертикальный (3) и горизонтальный (12) ходовые винты.
Управление подачами осуществляется крестовой рукояткой (17). Направление движения совпадает с направлением перемещения крестовой рукоятки.
Кроме механической подачи, стол может перемещаться вручную; в вертикальном направлении маховиком (15), в горизонтальном – маховиком (14).
Отсчет перемещений стола производится по миллиметровым линейкам, лимбам (вертикальное – лимб (16), горизонтальное- лимб (13) с ценой деления 0,005 мм), концевым мерам и индикаторам с пеней делением 0,01 мм.
На суппорте предусмотрены механизмы автоматического выключения подач. В горизонтальном направлении для этого служат проходные и конечные упоры (25). Для автоматического выключения вертикальной подачи служат проходные и конечные упоры (3) (см. рис. 5), установленные на станине. Проходные упоры перемещаются в Т – образных пазах и могут быть установлены на требуемый размер хода.
Механизмы суппорта смазываются через смазочную станцию. Сделав несколько качков рукояткой смазочной станции масло из резервуара станции через питатель ио разводящим трубкам подается к механизмам суппорта. Смазку производить (качанием рукоятки) только в крайнем левом положении углового горизонтального стола (или салазок).
Имеются рукоятки зажима суппорта в вертикальном (24) и в горизонтальном (22) (см. рис. 5) направлениях.
Шпиндельная бабка
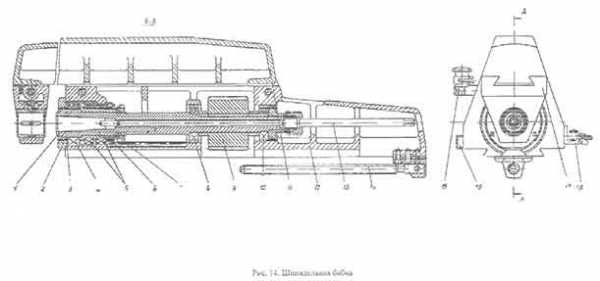
Горизонтальный шпиндель (1) монтируется в специальный корпус (12), который перемещается по направляющим станины, осуществляя тем самым поперечную подачу станка.
Шпиндель получает вращение от коробки скоростей через промежуточную барабанную шестерню (18), (см. рис. 11), смонтированную в станине и шестерню (9), сидящую на шпинделе.
Передней опорой горизонтального шпинделя является двухрядный роликовый подшипник (4) с коническим отверстием. Осевые нагрузки воспринимаются упорными шарикоподшипниковыми (5). Средняя и задняя опоры горизонтального шпинделя-радиальные шарикоподшипники (8,10), служащие одновременно опорами шестерни (9).
Верхние направляющие шпиндельной бабки предназначены для крепления вертикальной головки (рис. 15) и хобота (11). На хоботе крепится серьга (17) для поддержки оправок. Зажим вертикальной головки, хобота и серьги осуществляется сухарями при завинчивании винтов (10) (см. рис. 5) с внутренним шестигранником.
Зажим инструмента в горизонтальном шпинделе производится шомполом (13).
Величина механического перемещения шпиндельной бабки устанавливается промежуточными упорами (16).
Перемещение шпиндельной бабки производится жестко связанным с ней винтом (14) и вращающейся гайкой (17) (см. рис. 10), укрепленной в станине.
Конструкция станка обеспечивает возможность точных перемещений бабки для координатно-расточных работ. Для этого на бабке установлен индикатородержатель (18), а к станине прикреплен плиткодержатель, на которой устанавливают параллельные мерные плитки.
Головка вертикальная
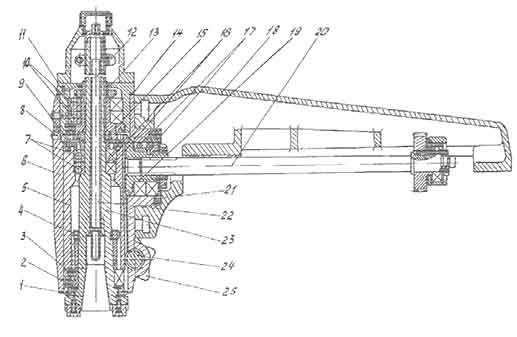
Вертикальный шпиндель смонтирован в специальной головке с хоботом для крепления в верхних направляющих шпиндельной бабки. Головка при необходимости может быть повернута на планшайбе хобота (18) на ±90° от вертикали Установка на нуль в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Зажим головки на планшайбе хобота производится болтами с внутренним шестигранником.
Вертикальный шпиндель (23) смонтирован в гильзе (5), которая при помощи реечного валика (24) перемещается в корпусе (6) вручную.
Зажим гильзы осуществляется рукояткой-звездочкой (25), имеющей для более надежного зажима шестигранник.
Вес шпинделя уравновешивается спиральной пластинчатой пружиной, один конец которой соединен с реечным валиком. другой – с корпусом вертикальной головки.
Конические шестерни головки имеют опоры из сдвоенных радиальных подшипников (10,17). Вращение хвостовику шпинделя от вертикальной конической шестерни (9) передается шлицами. Горизонтальная коническая шестерня (19) получает вращение через шлицы от горизонтального вала (20).
Нижняя опора вертикального шпинделя – двухрядный роликовый подшипник (3) с коническим отверстием.
Верхняя опора вертикального шпинделя – два радиально упорных подшипника (7), воспринимающих также осевые нагрузки.
Смазка вертикальной головки производится ежедневно с помощью шариковых пресс-масленок (8,11). Предохранением от утечки смазки и загрязнения служат лабиринтные уплотнения (1,13).
Электрическая схема
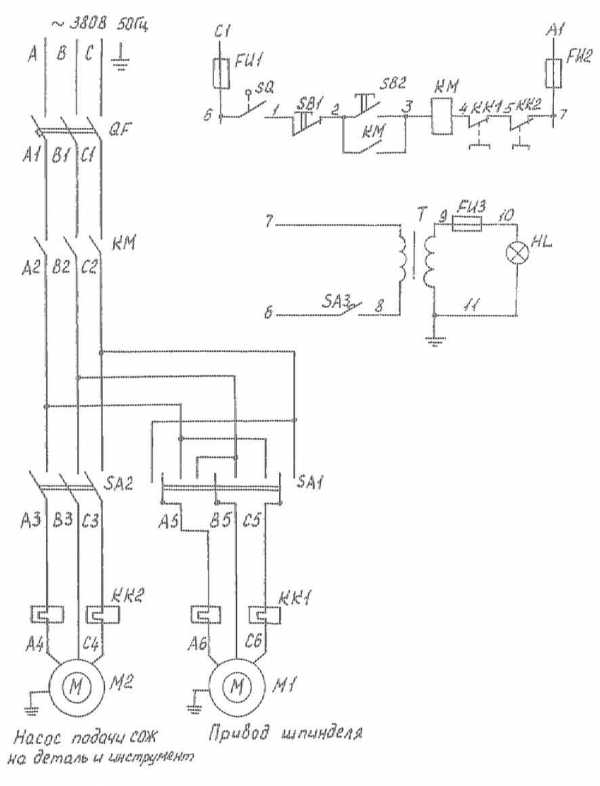
Включением автоматического выключателя В1 подается напряжение в силовую цепь и цепь управления. Включение электродвигателя осуществляется кнопкой SB2 при этом электродвигатель M1через контакты магнитного пускателя подключается к сети, кнопка “пуск” блокируется блок-контактом магнитного пускателя. Микропереключатель коробки скоростей В5 выключает электродвигатель при включении скоростей. Выключение электродвигателя осуществляется кнопкой SB1
Реверс шпинделя осуществляется реверсом электродвигателя через пакетный переключатель ВЗ. При подключении станка к электросети проверить соответствие направления вращения шпинделя указанному на табличках пакетного переключателя реверса.
Включение и выключение насоса охлаждения осуществляется пакетным выключателем В2.
Включение и отключение местного освещения производится выключателем В4.
Защита электрооборудования станка от токов короткого замыкания и тепловая защита электродвигателя осуществляется автоматическим выключателем. Нулевая защита электродвигателя и электронасоса – магнитным пускателем К.
Электрооборудование выполнено в соответствии с установленными требованиями и выдержало испытание согласно “Инструкции по электрооборудованию металлорежущих станков” Эксплуатация электрооборудования должна производиться в соответствии с требованиями “Правил технической эксплуатации и безопасности обслуживания электроустановок пром. предприятий”.
Скачать документацию
forkettle.ru
Описание универсального фрезерного станка СФ676
Фрезерный станок 676П выпускался предприятием – Иркутский станкостроительный завод и Вильнюсский станкостроительный завод “Комунарас” .
Начало производства широкоуниверсального инструментального фрезерного станка повышенной точности 676П – 1975 год.
Фрезерные станки. Общие сведения
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные)
- специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
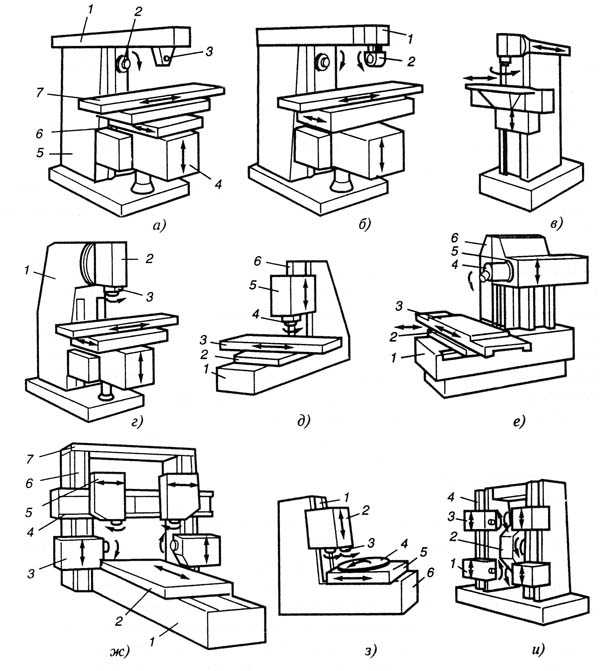
- а – станок универсальный консольный горизонтально-фрезерный
- б – станок широкоуниверсальный консольный горизонтально-фрезерный
- в – станок широкоуниверсальный бесконсольно-фрезерный
- г – станок консольный вертикально-фрезерный
- д – станок бесконсольный вертикально-фрезерный
- е – станок бесконсольный горизонтально-фрезерный
- ж – станок продольно-фрезерный
- з – станок карусельно-фрезерный
- и – станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г).
Горизонтальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7.
Универсальный консольно-фрезерный станок отличается от горизонтальных тем, что имеет стол, который может поворачиваться на требуемый угол.
Широкоуниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
676П станок инструментальный фрезерный широкоуниверсальный. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8-71.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних – три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
stroyew.ru
уточняющие вопросы перед покупкой СФ 676 – Фрезерные 675, 676, 6В75
народ приветствую! хочу купить фрезерный станок типа линейки 676, вчера ездили на смотрины местного фрезерного станка СФ 676 визуально средней убитости, все крутится, ни чего не отломано и на первый взгляд все на месте, просят 70, но думаю дороговасто, бум торговаться. вопрос сзади на ведомом шкиве стоит шестерня обваренная и какоето кольцо типа фиксирующего от осевого смещения с двумя болтами, и торец вала почему то обварен, как там должно быть по заводскому, на сколько критичные переделки может чего то в том узле не хватает?
часиками перемещение стола не проверял.
и еще, дома поизучав паспорт вроде бы понял что должен быть отдельный хобот для горизонтальных работ, вопрос так это? я вокруг станка не увидел его, буду созваниваться с хозяином уточнять.
Изменено пользователем abrazivewww.chipmaker.ru
Станок СФ-676. Указания мер безопасности.
Инструментальный фрезерный станок СФ-676 по технике безопасности должен соответствовать ГОСТу 12.2.009-80.
Заземление и эксплуатация электрооборудования должны производится в соответствии с требованиями «Правил технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий (ПТЭ и Г1ТБ)».
Для зашиты работающего от стружки предусмотрен защитный экран.
Станок имеет предохранительное устройство, (ток отсечки) от перегрузки, способный вызвать поломку станка и травмирование.
В станке предусмотрено устройство, предотвращающее самопроизвольное опускание шпинделя.
Ременная передача привода главного движения, цепи подач со звездочками и шкивы снабжены ограждениями, предохраняющими от травмирования при работе указанных устройств.
Внешние торцы шкивов главною привода, внутренняя поверхность ограждения ременной передачи и поверхность схода охлаждающей жидкости в угловом столе окрашены в желтый цвет.
С наружной стороны ограждения ременной передачи предусмотрены предупреждающий знак опасности по ГОСТу 12.4.026-76 и табличка с надписью «При включенном станке не открывать».
При установке числа оборотов шпинделя дана предупредительная символика “Менять скорость только при остановке”
Предусмотрена блокировка, отключающая вращение главного привода при переключении скорости.
Рукоятки управления снабжены фиксаторами, не допускающими самопроизвольных перемещений органов управления.
При механическом перемещении рабочих органов маховички ручных перемещений отключены.
Перемещение рабочих органов ограничивается в крайних положениях конечными выключателями и жесткими упорами.
Недопустима работа на станке без предохранительного кожуха, надеваемого на шпиндель.
Действие защитных и блокировочных устройств должно быть надежно в работе.
Перед работой на станке должны быть проверены:
а) упоры отключения механических передач,
б) настройка предохранительной муфты;
в) освещение рабочих органов, органов управления.
Допустимый уровень звуковой мощности для станка не более 93 дБА.
При работе на станке на различных режимах резания не должно быть следов вибрации, видимых на глаз.
Станок снабжен пристроенным устройством местного освещения (стационарным светильником).
Для питания стационарного светильника применено напряжение переменного тока 24 В.
Во время работы, при аварии нужно немедленно отключить станок при помощи кнопки «Стоп» красного цвета.
На крышках ниш, где находится электрическая аппаратура, должен быть нанесен предупреждающий знак высокого напряжения по ГОСТу 12.4.026-76. Нельзя открывать крышки ниш до прихода квалифицированного электрика.
Во время работы не допускается работа без охлаждения инструмента. Не допускаются удары по шпинделям фрезерного станка.
Стружка должна удаляться щеткой.
Инструмент и заготовки должны быть надежно закреплены.
ПРИ ФРЕЗЕРОВАНИИ НЕ ВВОДИТЬ РУКИ В ОПАСНУЮ ЗОНУ ВРАЩЕНИЯ ФРЕЗЫ! — при фрезеровании пользоваться защитным экраном от стружки.
Порядок перехода с режима горизонтального фрезерования в режим вертикального фрезерования и наоборот, т. е. операции по съему вертикальной головки, хобота с серьгой и меры безопасности при этом даны в разделе «Наладка станка».
При монтаже, демонтаже и ремонте для надежного зачаливания и безопасного перемещения станка и его сборочных единиц, следует использовать специальные рым-болты, отверстия и другие устройства, предусмотренные конструкцией станка.
Перед пуском фрезерного станка СФ-676 нужно ознакомиться с разделом настоящего руководства «Подготовка станка к первоначальному пуску».
Распаковку и расконсервацию производить в вентилируемом помещении, в котором должны быть средства огнетушения.
vsp-kirov.ru
Фрезерный станок СФ676-Ф1 с УЦИ. Аналоги СФ676.
Как и базовая модель СФ676 фрезерный станок СФ676-Ф1 с УЦИ предназначен для выполнения всех видов фрезерных операций, обработки отверстий в заготовках из стали, цветных сплавов, композитных материалов. При оснащении специальной головкой на нем можно производить операции долбления.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Станок СФ676-Ф1 представляет собой оборудование универсального типа, рассчитанное на максимально широкий круг технологических задач. Поэтому наиболее широкое применение он получил в производстве единичного и мелкосерийного типа. Его активно используют в экспериментальных и инструментальных цехах, ремонтных мастерских.
УСТРОЙСТВО И ОСОБЕННОСТИ
Главной особенностью станка СФ676-Ф1 является наличие у него системы цифровой индикации. Она включает в себя датчики линейных перемещений по каждой из осей координат (цифровые линейки), в качестве которых используются инкрементные линейные фотоэлектрические преобразователи перемещений ЛИР-7М, и трехкоординатное устройство цифровой индикации (УЦИ) ЛИР-530А.
Информация о положении в пространстве и перемещении инструмента и заготовки фиксируется датчиками, передается в УЦИ и отображается на дисплее в числовом виде. Для этого две цифровые линейки регистрируют перемещение рабочего стола с обрабатываемой деталью. Одна – движение в горизонтальном направлении по направляющим суппорта и вторая – вместе с суппортом в вертикальном направлении. Еще один датчик отслеживает смещение шпиндельной бабки по направляющим станины.
Устройство цифровой индикации позволяет с высокой точностью контролировать ход технологической операции и управлять ее параметрами. Информацию о перемещениях по всем трем осям координат оператор может увидеть на дисплее УЦИ и на ее основании внести коррективы в ход обработки.
Возможность получать данные на одном устройстве вместо того, чтобы снимать показания с удаленных друг от друга лимбов и линеек обычного типа, существенно упрощает управление станком. Применение системы цифровой индикации делает работу оператора комфортной и позволяет избежать многих ошибок. При этом следует иметь в виду, что корректное функционирование датчиков перемещений и аппаратуры УЦИ требует устранения внешних воздействий температурного, вибрационного и иного характера, влияющих на точность регистрации и обработки данных.
В качестве дополнительной оснастки комплект станка может быть пополнен такими устройствами, как делительная головка, различные виды поворотных столов, станочные тиски, долбежные и расточные головки, патроны, оправки и т.п. Использование этих приспособлений расширит технологические возможности станка, сделает его еще более универсальным.
Широкоуниверсальный фрезерный станок СФ676-Ф1 – высокоэффективное оборудование современного уровня. Его применение оправдает себя в любом типе производства и быстро окупит средства, направленные на приобретение.
Аналоги СФ676 (модели станков снятые с производства):
- 675П Станок фрезерный инструментальный – «Одесский завод фрезерных станков» , г. Одесса, Украина
- 675П Станок фрезерный инструментальный – “Ереванский завод фрезерных станков” (ЕрФрез), г. Ереван, Армения
- 676П Станок фрезерный инструментальный – “Вильнюсский станкостроительный завод «Комунарас», г. Вильнюс, Литва
- 676, 6М76П, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 Станок фрезерный инструментальный – «Иркутский станкостроительный завод», г. Иркутск, Россия
- ВМ130 Станок фрезерный широкоуниверсальный – «Воткинский Завод ГПО», г. Воткинск, Россия
- ФСМ-250/676М1; ФС-250 Станок фрезерный широкоуниверсальный – “ВСЗ «Техника», г. Владимир, Россия
- ДФ-6725 Станок фрезерный инструментальный – «Дмитровские станки “ДЗФС», г. Дмитров, Россия
- ВЗ-371 Станок фрезерный широкоуниверсальный – “Завод «ВИЗАС», Республика Беларусь, г. Витебск
- 6Т80 Станок горизонтально-фрезерный консольный универсальный с поворотным столом – «Читинский станкостроительный завод», г. Чита, Россия
Фото отдельных узлов станка СФ676-Ф1
Технические характеристики универсального фрезерного станка СФ-676-Ф1 с УЦИ
| Устройство цифровой индикации ЛИР-530А-00-00-ПИ-1 | Наличие | |
| Размеры поверхности углового горизонтального стола, мм: | 800×250 | |
| Размеры поверхности вертикального стола, мм: | 630×250 | |
| Перемещения стола, мм: | продольное | 450 |
| вертикальное | 380 | |
| Расстояния от оси горизонтального шпинделя до плоскости съемного углового стола, MIN/MAX, мм | 80/460 | |
| Максимальное расстояние от торца вертикального шпинделя до плоскости углового съемного стола, мм | 380 | |
| Наибольшее перемещение шпиндельной бабки, мм | 300 | |
| Длина перемещения шпинделя вертикальной головки, мм | 80 | |
| Наибольший угол поворота вертикальной головки, град.: | ±90 | |
| Конус вертикального и горизонтального шпинделей | 40 (КМ4)* | |
| Число скоростей шпинделей | 16 | |
| Пределы частоты вращения шпинделей, об/мин | горизонтального | 50-1630 |
| вертикального | 63-2040 | |
| Число рабочих подач стола и бабки | 16 | |
| Пределы рабочих подач стола и бабки, мм/мин: | 13-395 | |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 | |
| Мощность двигателя, кВт: | 3,0 | |
| Габаритные размеры, мм: | 1200x1240x1780 | |
| Масса станка, кг: | 1050 | |
* – шпиндель КМ4 – изготавливается по специальному заказу
Стандартная комплектация СФ676 с УЦИ**
|
1 |
Устройство цифровой индикации ЛИР-530А-00-00-ПИ-1 |
|
2 |
Преобразователь линейных перемещений ЛИР-7М-2-0320-00-05-ПИ-1-4-3.0-Р(РС10ТВ) |
|
3 |
Преобразователь линейных перемещений ЛИР-7М-2-0420-00-05-ПИ-1-4-3.0-Р(‘РС10ТВ) |
|
4 |
Преобразователь линейных перемещений ЛИР-7М-2-0470-00-05-ПИ-1~4-3.0-Р(РС10ТВ) |
** – допускается замена комплектующих без ухудшения качества продукции
Список дополнительной станочной оснастки СФ676-Ф1 с УЦИ
|
1. |
Делительная головка мод. УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали): |
Ø 160 мм |
шт. |
1 |
|
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
Ø 320 мм |
шт. |
1 |
|||
|
2. |
Долбёжная головка станка мод. СФ676 – 7687х001, (ход долбяка): |
80 мм |
шт. |
1 |
|
|
Долбёжная головка станка мод. СФ676 – ГД100, (ход долбяка): |
100 мм |
шт. |
1 |
||
|
3. |
Стол круглый поворотный делительный горизонтальный |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
4. |
Стол поворотный горизонтально-вертикальный |
(max Ø стола): |
Ø 100 мм |
шт. |
1 |
|
Ø 160 мм |
шт. |
1 |
|||
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
5. |
Стол круглый поворотный делительный наклоняемый |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
6. |
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 100 мм) |
Н70 |
шт. |
1 |
|
|
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 400 мм) |
Н260 |
шт. |
1 |
||
|
7. |
Бабка задняя регулируемая (для горизонтально-вертикального стола) |
100-140мм |
шт. |
1 |
|
|
140-180мм |
шт. |
1 |
|||
|
180-224мм |
шт. |
1 |
|||
|
8. |
Тиски станочные поворотные, (ширина губок/ход губок): |
80/65 мм |
шт. |
1 |
|
|
100/80 мм |
шт. |
1 |
|||
|
125/100 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
200/160 мм |
шт. |
1 |
|||
|
9. |
Тиски станочный глобусные, (ширина губок/ход губок): |
100/80 мм |
шт. |
1 |
|
|
125/100 мм |
шт. |
1 |
|||
|
125/140 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
10. |
Тиски станочные трёхповоротные, (ширина губок/ход губок): |
105/105 мм |
шт. |
1 |
|
|
125/125 мм |
шт. |
1 |
|||
|
11. |
Переходные втулки Конус 40 на конус Морзе – 4 шт. |
Км №1,2,3,4 |
компл |
1 |
|
|
12. |
Расточная головка Конус 40 (с комплектом резцов) |
до Ø 160 мм |
компл |
1 |
|
|
Расточная головка с авто-подачей Конус 40 (с комплектом резцов) |
Ø 5-250 мм |
компл |
1 |
||
|
13. |
Центроискатель индикаторный |
Конус 40 |
шт. |
1 |
|
|
14. |
Цанговый патрон Конус 40 с набором цанг (Ø 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 16, 18, 20, 25мм) – 18 шт. |
Ø 3-25мм |
компл |
1 |
|
|
Цанговый патрон Конус 40 с набором цанг (Ø4,5,6,7,8,9,10,11,12,13, 14,15,16,17,18,19,20,21,22,23,24,25,26мм) – 23 шт. |
Ø 4-26мм |
компл |
1 |
||
|
15. |
Оправка горизонтальная фрезерная Конус 40, с гайкой и набором колец (для дисковых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
16. |
Резьбонарезной патрон с автоматическим реверсом |
М2 – М7 |
шт. |
1 |
|
|
М5 – М12 |
шт. |
1 |
|||
|
М8 – М20 |
шт. |
1 |
|||
|
17. |
Оправка вертикальная фрезерная Конус 40 (для насадных торцевых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
18. |
Сверлильный патрон самозажимной с переходной оправкой Конус 40 |
Ø 1-13 мм |
шт. |
1 |
|
|
19. |
Стойка под индикатор гибкая с магнитным основанием (с индикатором ИЧ-02) |
L 360мм / 60кг |
шт. |
1 |
|
|
L 350мм / 80кг |
шт. |
1 |
|||
|
WCU1 / 80 кг |
шт. |
1 |
|||
|
WCU2 / 80 кг |
шт. |
1 |
|||
|
Штатив для индикаторных головок с тонкой регулировкой (ГОСТ10197-70) |
L245/235 |
шт. |
1 |
||
|
20. |
Комплект прихватов (для Т-образного паза стола 14мм). Зажимные болты, зажимные сухари, зажимные гайки, удлиняющие гайки, зажимные призмы, зажимные блоки. |
58 предмет. |
компл |
1 |
|
|
50 предмет. |
компл |
1 |
|||
|
21. |
Комплект виброопор к станку СФ676 – 4 шт.(max нагрузка): |
компл |
компл |
1 |
|
vmprom.ru