Плоскошлифовальные станки 3г71 в Красноярске
- Главная
- Продажа
- Плоскошлифовальные станки
- Плоскошлифовальный станок 3г71
Вы можете очень быстро сравнить цены плоскошлифовального станка 3г71 и подобрать оптимальные варианты из более чем 748 предложений
Реклама Плоскошлифовальный станок JET JPSG-0618H Полуавтоматический плоскошлифовальный станок JPSG-0618H производства компании JET предназначен для конечной обработки металлических изделий, получения необходимой чистоты и гладкости поверхности, а… Подробное описание и цена >>> Реклама Плоскошлифовальный станок PBP-300A Плоскошлифовальный станок PBP-300A — позволяет обрабатывать поверхность заготовок размером 630х310х390 мм. Плавное перемещение рабочего стола (продольное) осуществляется со скоростью от 3 до 20… Подробное описание и цена >>> Реклама Плоскошлифовальный станок PBP-350А Плоскошлифовальный станок PBP-350A — служит для финишной обработки металлических деталей в условиях промышленного предприятия или крупной частной мастерской.
Состояние: Б/У Год выпуска: 1993
Состояние отличноеподключенЦена договорнаядоставканал, безнал
12.07.2023 Красноярск (Россия)
320 000
Плоскошлифовальный Станок 3г71мСостояние: Б/У Год выпуска: 1981
Артикул № 1880Продаем Б/У Плоскошлифовальный Станок 3Г71 МВ хорошем рабочем состоянии.Подключен. Покажем в работе перед покупкой.Видео в работе прикреплено к объявлению.Цена 280 тыс руб за наличный…
14.07.2023 Красноярск (Россия)
280 000
Плоско-шлифовальный станок 3Г71Состояние: Б/У
Продам плоско-шлифовальный станок 3Г71, подробная информация по запросу. Цена договорная.
22. 05.2013
Красноярск (Россия)
05.2013
Красноярск (Россия)
Состояние: Б/У Год выпуска: 1979
Артикул № 2012Продаем Б/У Плоскошлифовальный станок ШПХ 51.01МАналог 3Л722, немного меньше 3Д725Производство Болгария.Частично разукомплектован.(как на фото)Состояние рабочее.Подключен. Проверить в…
14.07.2023 Красноярск (Россия)
240 000
Плоскошлифовальный станок 371М1Состояние:
Хорошее состояние Проверка на местеДоставка РФ
12.07.2023 Красноярск (Россия)
180 000
Плоскошлифовальный станок 3701Состояние: Б/У Год выпуска: 1973
Отличное состояниеДоставка торг
12. 07.2023
Красноярск (Россия)
07.2023
Красноярск (Россия)
210 000
Плоскошлифовальный станок 3б71Состояние: Б/У Год выпуска: 1962
Состояние отличноепроверка в работестоял в учебном заведениидоставка
12.07.2023 Красноярск (Россия)
190 000
станки БУ металлообарбатывающиеСостояние: Новый
В наличии
Вeртикaльно фрeзeрный 6р13 с чпу.Год 1990.Цена 650000р.Долбeжный 7м430.Год 1987.Цена 600000р.Станок круглошлифовальный тяжелый 3М196.Год 1990.Карусельные станки 140мм 2000мм 2800мм.Пресс…
01.10.2020 Красноярск (Россия)
станки БУ металлообарбатывающиеСостояние: Б/У Год выпуска: 2010 Производитель: Россия
Вeртикaльно фрeзeрный 6р13 с чпу. Год 1990.Цена 650000р.Долбeжный 7м430.Год 1987.Цена 600000р.Станок круглошлифовальный тяжелый 3М196.Год 1990.Карусельные станки 140мм 2000мм 2800мм.Пресс…
Год 1990.Цена 650000р.Долбeжный 7м430.Год 1987.Цена 600000р.Станок круглошлифовальный тяжелый 3М196.Год 1990.Карусельные станки 140мм 2000мм 2800мм.Пресс…
01.10.2020 Красноярск (Россия)
1 000 000
станки БУ металлообарбатывающиеСостояние: Б/У Год выпуска:
Вeртикaльно фрeзeрный 6р13 с чпу.Год 1990.Цена 650000р.Долбeжный 7м430.Год 1987.Цена 600000р.Станок круглошлифовальный тяжелый 3М196.Год 1990.Карусельные станки 140мм 2000мм 2800мм.Пресс…
01.10.2020 Красноярск (Россия)
100 000
плоскошлифовальный 372бСостояние: Б/У Год выпуска: 1978
Продаю плоскошлифовальный станок 372б,комплектный.
21.11.2022 Красноярск (Россия)
240 000
Производим выкуп и помощь в реализации станковГод выпуска: 2001
????????????????????Производим выкуп и помощь в реализации станков для металлообработки, любая форма оплаты. демонтаж произведем самостоятельно в кратчайшие сроки. Работаем с любым объемом…
демонтаж произведем самостоятельно в кратчайшие сроки. Работаем с любым объемом…
11.05.2023 Красноярск (Россия)
СтанкиСостояние: Б/У Год выпуска: 1978
Продам станки:Вертикально-фрезерный В станок 6Н-11 – 95 000 рубСтанок плоскошлифовальный 3Г-71М – 120 000 рубСтанок токарно-винторезный МК-605 – 170 000 рубСтанок токарный Kusong 3 – 120 000…
11.10.2017 Красноярск (Россия)
Токарно-Карусельный станок 1531МСостояние: Б/У
Продам токарно-карусельный станок 1531М подробная информация и фото по запросу
21.05.2013 Красноярск (Россия)
Горизонтально-расточной станок 2622ФСостояние: Б/У
Продам горизонтально-расточной станок 2622Ф, подробная информация с фото и ценой по запросу.
21.05.2013 Красноярск (Россия)
Продольно-фрезерный станок 6602Состояние: Б/У
Продам продольно-фрезерный станок 6602, подробная информация с фото по запросу. Цена договорная
21.05.2013 Красноярск (Россия)
Продольно-строгальный станок 7212Состояние: Б/У
Продам продольно-строгальный станок 7212, подробная информация с фото по запросу. Цена договорная
21.05.2013 Красноярск (Россия)
токарно-винторезный станок 1к63Состояние: Б/У
продам токарно-винторезный станок 1к63, подробная информация по запросу. Цена договорная
21.05.2013 Красноярск (Россия)
Зубофрезерный станок 5к32Состояние: Б/У
Продам зубофрезерный станок 5к32, дополнительная информация по запросу, цена договорная.
21.05.2013 Красноярск (Россия)
Вертикально-фрезерный станок 6М13Состояние: Б/У
Продам вертикально-фрезерный станок 6М13, подробная информация по запросу. Цена договорная
21.05.2013 Красноярск (Россия)
Популярные категории в Красноярске
Да кстати, на портале ProСтанки выбор предложений по плоскошлифовальному станку 3г71 почти как на Авито и TIU
Видео плоскошлифовального станка 3г71
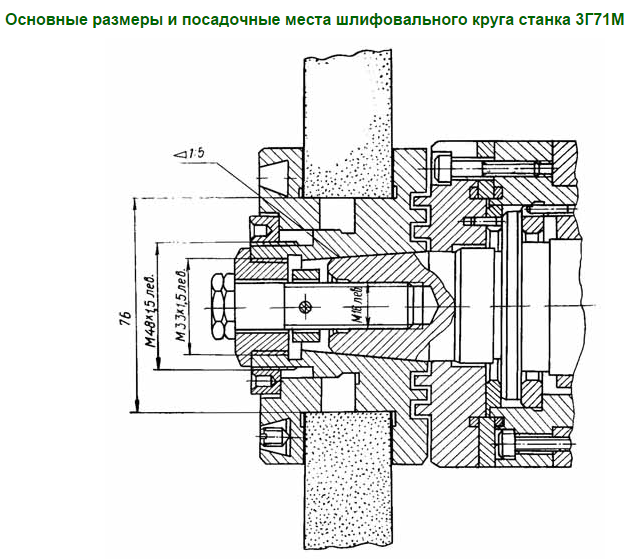
Запчасти для станка 3Г71 от производителя
Станочный парк современных предприятий зачастую представлен как сравнительно новым оборудованием, чаще зарубежного производства, так и станками, произведенными еще в Советском Союзе. Десятилетия эксплуатации последних, безусловно, сказываются на их техническом состоянии, не случайно станкам с большим «трудовым стажем» зачастую требуется ремонт. Сегодня достаточно высоким спросом пользуются запчасти 3Г71, изготовлением и поставкой которых занимается наш завод станочного оборудования.
Высокоточный плоскошлифовальный станок 3Г71 начал выпускаться в начале семидесятых, однако и сегодня, спустя почти полвека его можно встретить во многих производственных цехах. К сожалению, время нещадно – станки неизбежно подвержены износу и ремонт 3Г71, может оказаться актуальной проблемой для любого владельца парка станков.
Успех любого ремонта, как и время безупречной работы в постремонтный период напрямую зависит от качества используемых комплектующих. Его гарантом обычно выступают оригинальные детали, либо изделия, изготовленные в заводских условиях по документации производителя.
Причины неисправности шлифовальных станков
Неисправности станочного оборудования, особенно вызванные износом, проявляют себя постепенно. Как правило, это может выражаться в посторонних шумах или гуле, появившихся в звуковом спектре работающего станка, зачастую дефекты проявляются в усилении вибраций. Однако наиболее характерным признаком считается снижение точности обработки деталей, что может наблюдаться, например, при износе направляющих либо ходового винта.
В попытках систематизировать причины неисправностей, следует выделить четыре основные группы повреждений:
- механические;
- химические;
- тепловые;
- износ.
Износ, выражающийся в истирании верхних слоев трущихся поверхностей, возникает как следствие воздействия сил трения. Обычно это приводит к увеличению зазоров, появлению люфтов деталей 3Г71 и в конечном итоге страдает точность металлообработки. Ускоренному износу способствует, например пренебрежение своевременным техническим обслуживанием станка.
Негативное влияние оказывают высокое содержание пыли в атмосфере производственного помещения, повышенная влажность воздуха. Первая, оседая на смазке, образует абразивную смесь, ускоряющую механический износ, влажность воздуха активизирует коррозионные процессы.
Первая, оседая на смазке, образует абразивную смесь, ускоряющую механический износ, влажность воздуха активизирует коррозионные процессы.
Зачастую причинами серьезных поломок бывают скрытые неисправности, которые трудно определить поверхностным взглядом. Так нарушение работы системы смазки зачастую влечет за собой выход из строя опорных подшипников шпинделя, появление тепловых дефектов деталей 3Г71. Неравномерный износ ходового винта и направляющих в большинстве случаев оказывается следствием неверно выбранных режимов металлообработки. Обычно он оказывается закономерным результатом неравномерных нагрузок на различные узлы станка.
Среди основных узлов плоскошлифовального станка, которые могут нуждаться в замене, следует назвать:
- шпиндель;
- шлифовальную головку;
- крестовый суппорт;
- подшипники;
- механизмы перемещения и подач;
- направляющие;
- элементы гидропривода.
 К тому же от появления неисправностей не застрахована и оснастка 3Г71. Разумеется, запасные части, которые потребуются при ремонте 3Г71, должны быть заводского производства, в противном случае средства, потраченные на восстановление станка, вряд ли будут оправданы.
К тому же от появления неисправностей не застрахована и оснастка 3Г71. Разумеется, запасные части, которые потребуются при ремонте 3Г71, должны быть заводского производства, в противном случае средства, потраченные на восстановление станка, вряд ли будут оправданы.Детали покровского завода
Возникла необходимость купить запчасти 3Г71? Поищите нужные в каталоге нашего завода станочного оборудования. Это будет рациональным решением, поскольку предприятие специализируется на производстве запасных частей по документации производителей станков. Гарантией качества считается безукоризненное соблюдение оригинальных технологий и следование требованиям современных стандартов при производстве.Высокотехнологичное производственное оборудование и опыт профессионалов позволяют производить продукцию безупречного качества по доступной, конкурентоспособной стоимости производителя. Именно поэтому запчасти 3Г71 купить у нас можно по привлекательным, демократичным ценам.
stanko Шлифовальные станки купить б/у недорого
- категория машин:
- Обработка металлов
- Шлифовальные станки
Круглошлифовальный станок
- Интермаш БВ
- Ланге Вур 71
- 8316BC Маркнесс
- Нидерланды
- +31 (0)653235637
- info@intermach.
 nl
nl
www.intermach.nl
 nl
nl № 2050-1310015 · Круглошлифовальный станок
СТАНКО – 3М193/149 – – 1988 –
Технические детали
диаметр шлифования 610 мм︱длина шлифования 3000 мм︱центральная высота мм︱общая потребляемая мощность 30 кВт︱вес машины ок. т︱размеры машины ок. м︱Инвентарный номер 1310015 Тип станка Круглошлифовальный станок Сделать СТАНКО Тип 3М193/149 Год постройки 1988 Макс.
 диаметр шлифования 610
Макс. длина шлифования 3000
Диаметр шлифовального круга 700
Ширина шлифовального круга 75
Общая мощность (кВт) 30
Дополнительная информация
вкл. 2 стойки
диаметр шлифования 610
Макс. длина шлифования 3000
Диаметр шлифовального круга 700
Ширина шлифовального круга 75
Общая мощность (кВт) 30
Дополнительная информация
вкл. 2 стойкидиаметр шлифования 610 мм
длина шлифования 3000 мм
общая потребляемая мощность 30 кВт
Описание :
Инвентарный номер 1310015Тип станка Круглошлифовальный станок
Марка STANKO
Тип 3M193/149
Год выпуска 1988
Макс. диаметр шлифования 610
Макс. длина шлифования 3000
Диаметр шлифовального круга 700
Ширина шлифовального круга 75
Общая мощность (кВт) 30
Дополнительная информация
Вкл. 2 квартиры
Спецификация
Запрос / Контакт
Круглошлифовальный станок – универсальный
- Янсен Машинедель Б. В.
- Бредасевег 210
- 4873 LA Etten-leur
- Нидерланды
- +31 (0) 76 5015750
- [email protected]
www.jansenmachinehandel.nl
 В.
В.#2049-SL232 · Круглошлифовальный станок – универсальный
Станко – 3М193/149 – – –
Технические детали
Расстояние между центрами 3000 мм︱Центровая высота 305 мм︱Диаметр шлифования 610 мм ø︱Диаметр шлифовального круга 700 мм ø︱Каменный комод устойчивый отдых Количество люнетов: 2 Мощность: 30 кВт
Расстояние между центрами 3000 мм
Центральная высота 305 мм
Диаметр шлифования 610 мм ø
Диаметр шлифовального круга 700 мм ø
Описание:
Каменный инструментЛюнет
Количество люнетов: 2
Мощность: 30 кВт
 В.
В.Технический паспорт
Запрос/Контакт
Плоскошлифовальный станок
- Заксенринг Веркцеуг Машинен ГмбХ
- Талстр. 77 Б
- 09337 Хоэнштайн-Эрнстталь
- Германия
- +49 (0)3723 / 6684755
+49 (0)3723 / 6684750 - info@swmgmbh. de
swmgmbh.de
 de
de № 2038-4128 · Поверхностно-шлифовальный станок
СТАНКО – 3G71 – – 1970 –
Технические детали
длина шлифования 630 мм︱ширина шлифования 200 мм︱высота заготовки 320 мм︱общая потребляемая мощность 3,5 кВт︱вес станка ок. 2 t︱размеры машины ок. м︱Станок плоскошлифовальный б/у, тип: 3Г71, Производитель: Станко, Год выпуска: 1972 технические характеристики: Площадь шлифования: 200 х 630 мм, Вес: 2 т Аксессуары: магнитная зажимная пластина, Система охлаждения с магнитным сепаратором
длина шлифования 630 мм
ширина шлифования 200 мм
высота заготовки 320 мм
общая потребляемая мощность 3,5 кВт
вес машины ок. 2 т
2 т
Описание:
Станок плоскошлифовальный б/у,тип: 3G71, Производитель: Станко,
Год выпуска: 1972
технические характеристики:
Зона шлифования: 200 x 630 мм,
Вес: 2 т
Принадлежности:
магнитная прижимная пластина,
Система охлаждения с магнитным сепаратором
Технический паспорт
Запрос/контакт
- Янсен Машинедель Б.В.
- Бредасевег 210
- 4873 LA Etten-leur
- Нидерланды
- +31 (0) 76 5015750
- info@jansenmachinehandel. nl
www.jansenmachinehandel.nl
 nl
nl № 2049-SL013 · Поверхностно-шлифовальный станок
Станко – OC3 3A711B – – –
Технические детали
Вместимость 200 x 600 мм︱Марка ЧПУ – ︱Модель ЧПУ – ︱Автоматический цикл шлифования Автоматическая подача на глубину Кулер с магнитным фильтром
Емкость 200 x 600 мм
Марка ЧПУ –
модель ЧПУ –
Описание:
Автоматический цикл шлифованияАвтоматическая подача на глубину
Охладитель с магнитным фильтром
 В.
В.Технический паспорт
Запрос / Контакт
Плоскошлифовальный станок – горизонтальный
- ИВВ ГМБХ
- Niederrheinstr.298
- 40489 Дюссельдорф
- Германия
- (0049)211-4184428
(0049)211-4184430 - cd@ivwgmbh. com
www.ivwgmbh.com
 com
com #1088-E00884 · Плоскошлифовальный станок – горизонтальный
СТАНКО – 3Э711Б – – 1994 –
Технические детали
длина шлифования 400 мм︱ширина шлифования 250 мм︱высота заготовки 200 мм︱общая потребляемая мощность 9 кВт︱вес станка ок. 3 t︱размеры машины ок. 1 x 1 x 1 м︱длина шлифования 400 мм
ширина шлифования 250 мм
высота заготовки 200 мм
общая потребляемая мощность 9 кВт
вес машины ок. 3 т
3 т
размеры машины ок. 1 х 1 х 1 м
Спецификация
Запрос / Контакт
- Фейен Машинен ГмбХ
- Геллеперстр. 10
- 47809 Крефельд
- Германия
- 0049 (0)2151/5267-0
0049 (0)2151/5267-39 - info@feyen. de
www.feyen.de
 de
de №1053-003376 · Плоскошлифовальный станок – горизонтальный
СТАНКО – 3 Э 71 – – 1980 –
Технические детали
x-путешествие 700 мм︱y-путешествие 235 мм︱высота заготовки 320 мм︱площадь поверхности стола 630 x 200 мм︱нагрузка на стол 500 кп︱ скорость шлифовального шпинделя 2680 Об/мин︱регулировка головки шпинделя 365 мм︱скорость хода 2 – 30 м/мин︱поперечный ход 200 мм︱регулировка 1 деление = 0,05 900 52 мм размер шлифовального круга 250 x 25 x 75 мм︱напряжение 380 В / 50 Гц︱гидравлический двигатель 1,1 кВт︱шлифовальный двигатель 2,2 ︱общая потребляемая мощность 4 кВт︱масса машина ок. 2,2 t︱размеры машины ок. 2,0 х 1,6 х 2,0 м︱
2,2 t︱размеры машины ок. 2,0 х 1,6 х 2,0 м︱магнитная пластина 570 х 200 мм
x-путешествие 700 мм
длина пути по оси Y 235 мм
высота заготовки 320 мм
площадь поверхности стола 630 x 200 мм
Нагрузка на стол 500 кп
скорость шлифовального шпинделя 2680 об/мин
регулировка шпиндельной бабки 365 мм
число оборотов 2 – 30 м/мин
поперечный ход 200 мм
регулировка 1 деление = 0,05 мм
размер шлифовального круга 250 х 25 х 75 мм
напряжение 380 В / 50 Гц
гидравлический двигатель 1,1 кВт
шлифовальный двигатель 2,2
общая потребляемая мощность 4 кВт
вес машины ок. 2,2 т
2,2 т
размеры машины ок. 2,0 х 1,6 х 2,0 м
Описание :
магнитная пластина 570 x 200 ммСпецификация
Запрос/контакт
Подержанные машины Запрос/контакт
Номер машины
Марка/тип
Новый в
Подержанные машины Запрос/контакт 9 0535
Страна *
Ответ от. ..
..
ТелефонФаксEmail
Сохранить форму
Политика конфиденциальности
TOP Производитель:
KELLENBERGER – ELB – UNBEKANNT – BLOHM – JUNG – SCANTOOL – BERNARDO – ABA – STUDER – TOS –
Резюме – Улучшить систему автоматического управления плоскошлифовальным станком с ЧПУ для поддержания требуемые параметры шероховатости обрабатываемой поверхности
Содержание
- Введение
- 1. Актуальность темы
- 2. Цели и задачи исследования и планируемые результаты
- 3. АНАЛИЗ ВЫСОКОГО ПОМОЛА МЕТОДОМ КОМБИНИРОВАННОЙ ПРОБЫ.
- 3.1 Обзор конструкции изделий, состоящих из материалов с различными физическими и механическими свойствами.
- 3.2 Современные методы шлифовки (заточки) комбинированных образцов. Используемый инструмент.
- 3.3 Анализ современных конструкций приспособлений для плоского шлифования по упругой схеме.
- 3.4 Анализ способов подбора схем лечения.
- Заключение
- Список литературы

Введение
Современное производство характеризуется использованием материалов с высокой твердостью и износостойкостью. Следовательно, их механическая обработка вызывает определенные трудности. Для доводки таких материалов обычно применяют шлифовальные круги из сверхтвердого материала (СТМ), в состав которых входят алмаз и кубический нитрид бора. При этом круги используются в металлической связке, что требует применения электроэрозионной и проволочной электроэрозионной смены воздействия на рабочую поверхность круга (ПКК).
На кафедре «Мехатронные системы инженерного оборудования» Донецкого национального технического университета предложена новая методика поиска оптимальных схем лечения с использованием такого показателя,
как мгновенный ток ограниченного диапазона режущей способности, математическое описание которого можно найти с помощью упругой схемы шлифования. Метод широко используется в поисковых режимах плоского шлифования ванадиевых инструментальных сталей, твердых сплавов, заточки инструментов.
требует значительно меньше времени по сравнению с классическим методом поиска оптимального режима шлифования, но требует модернизации станка для реализации гибкой схемы шлифования.
Метод широко используется в поисковых режимах плоского шлифования ванадиевых инструментальных сталей, твердых сплавов, заточки инструментов.
требует значительно меньше времени по сравнению с классическим методом поиска оптимального режима шлифования, но требует модернизации станка для реализации гибкой схемы шлифования.
1. Актуальность темы
Используя параметры формирования ПКК электроэрозии, электрофизико-химическое воздействие и механическое воздействие на связку сыпучего абразива инициировали разработку способов повышения работоспособности режущих шлифовальных кругов.
При шлифовании образцов, состоящих из материалов с разными физико-механическими свойствами
оптимизация обработки осуществляется аналитически – экспериментальным методом или экспериментальным путем.
Недостатком этих методов является высокая сложность поиска, а также ограниченность объема рекомендаций, найденных экспериментальным путем.
От этих недостатков можно избавиться, если в режиме поиска выполнять обработку с использованием текущего ограниченного диапазона режущей способности (ПЛРЗК). которая описывает количество измельчаемого материала в единицу времени измельчения по упругой схеме при постоянном давлении образца на ПКК.
которая описывает количество измельчаемого материала в единицу времени измельчения по упругой схеме при постоянном давлении образца на ПКК.
2. Цели и задачи исследования и планируемые результаты
Цель исследования – определить оптимальные режимы резания для плоского шлифования композитных образцов. Поиск режимов обработки осуществляется с использованием текущей ограниченной мощности отрезного круга (ПЛРЗК).
Для поиска закономерностей изменения ПЛРЗК необходимо решить следующие задачи:
- Разработать конструкцию плоского шлифования по упругой схеме.
- Найти величину технологических ограничений, накладываемых на режим отрезного станка, шлифовального круга и заготовки.
- Исследовать влияние времени обработки на изменение шлифовки ПЛРЗК по упругой схеме.
- Разработка рекомендаций по схемам лечения, обеспечивающим полное использование круга режущей силы.
Объект исследования: скив.
Предмет исследования: схемы лечения с применением ПЛРЗК, технологические значения ограничений. Режимы обработки ПЛРЗК с использованием значений ограничений процесса.
Режимы обработки ПЛРЗК с использованием значений ограничений процесса.
3. АНАЛИЗ ОБЪЕДИНЕННОЙ ПРОБЫ ВЫСОКОГО ПОМОЛА.
3.1 Обзор конструкции изделия, состоящего из материалов с различными физическими и механическими свойствами.
К любым изделиям, состоящим из материалов с различными физико-механическими свойствами, относятся: токарные резцы, фрезы, корончатые сверла, развертки.
Для выполнения этих алмазных шлифовальных инструментов в их конструкцию внесен ряд изменений по геометрии и конструктивным элементам, которые показаны на этих рисунках.
Во избежание возможности заточки алмазных кругов стальной держатель с твердосплавными вставками резцов выступает из держателя [1] .
На лицевой поверхности изготовлена из твердосплавной пластины завышение резцедержателя (рис. 1.1а и 1.1б). Величина завышения а = 0,10 – 0,15 мм. Также было создано место для раструба и твердосплавной пластины (рис. 1.1Б). Также изменен угол наклона кармана пластины из твердого сплава (см. рис. 1.1ж). На основной и вспомогательной задней поверхности выполнено завышение (выступ) задней поверхности пластины твердосплавного резцедержателя на величину а. Проведена подтачивание задних поверхностей обоймы на глубину t = 2 – 5 мм (см. рис1.1 б).
Рабочая часть инструмента сконструирована таким образом, что резцедержатель и твердосплавные пластины заточены в трех задних углах разного размера. Второстепенная задняя поверхность обеспечивает два различных размера угла.
При проектировании режущих кромок в зависимости от конкретных условий различных сочетаний этих элементов изменяются конструктивные элементы и геометрия резца [1] .
рис. 1.1ж). На основной и вспомогательной задней поверхности выполнено завышение (выступ) задней поверхности пластины твердосплавного резцедержателя на величину а. Проведена подтачивание задних поверхностей обоймы на глубину t = 2 – 5 мм (см. рис1.1 б).
Рабочая часть инструмента сконструирована таким образом, что резцедержатель и твердосплавные пластины заточены в трех задних углах разного размера. Второстепенная задняя поверхность обеспечивает два различных размера угла.
При проектировании режущих кромок в зависимости от конкретных условий различных сочетаний этих элементов изменяются конструктивные элементы и геометрия резца [1] .
Рисунок 1 Элементы конструкции и геометрические параметры твердосплавных режущих инструментов, обработанных алмазными кругами.
Помимо режущих инструментальных материалов с различными физико-механическими свойствами изготавливаются ножи для резки бумаги.
В качестве рабочих органов используются легированные стали, твердые сплавы. В качестве материала конструкционной части используют метизы [2] . Как видно из приведенных выше примеров использования алмазного шлифования, что требует изменения конструктивных параметров, которые можно устранить при использовании алмазных шлифовальных кругов при электрофизическом и химическом воздействии на рабочую поверхность круга.
Как видно из приведенных выше примеров использования алмазного шлифования, что требует изменения конструктивных параметров, которые можно устранить при использовании алмазных шлифовальных кругов при электрофизическом и химическом воздействии на рабочую поверхность круга.
3.2 Современные методы шлифовки (заточки) комбинированных образцов. Используемый инструмент.
При использовании алмазной фрезы диапазон шлифовальных свойств во многом зависит от типа связи, в которой выполнен слой алмаза. Так, по мнению Т.Н.Лоладзе и Т.В.Бокучавого,
шлифовальные алмазные круги на бакелитовой основе АЦ 40-Б1-100, образцы молибдена МБ1 составляют всего 9 % от режущих свойств алмаза, жаропрочного сплава ХН7ОВМТЮ – 6 %, титана, сплава ВТ-1 – 3 %, стали 40 – 2 %, чугун МФ 18-28 – 0,07% [3] .
Для эффективного использования свойств алмаза режущий инструмент должен быть надежно закреплен в матрице алмазного слоя.
Прочное свойство сохранения алмазных зерен в матричном слое обеспечивают металлические связи [9]. ] представляют собой композиции на основе меди, олова, железа, алюминия, никеля и других металлов.
Однако увеличение прочности скрепления с помощью металлической связки приводит к потере кругами свойства самозатачивания, вследствие чего режущая способность РПК с увеличением времени обработки постоянно снижается.
При снижении режущей способности ПКК увеличивается мощность резания, повышается температура зоны шлифования, величина которой может превышать порог фазово-структурных изменений в поверхностном слое детали.
Улучшить режущую способность ПКК можно введением в состав металлических связок твердых неметаллических наполнителей: абразивных порошков, антифрикционных присадок, твердых смазок.
Твердые смазки, такие как графит или дисульфид молибдена, кроме вышеперечисленных эффектов, обеспечивают снижение трения на поверхности связи [5] . Менее подвержен засорению и снижает температуру в зоне резания при шлифовании твердосплавных кругов на звеньях МО13, МО4, МБ1, ТМ2, склонных к самозатачиванию. Однако перечисленные приемы не устраняют проблемы снижения производительности кругов при шлифовании широкого круга различных материалов.
Использование параметров формирования ПКК электроэрозии, электрофизико-химического воздействия и механического воздействия на связку сыпучего абразива заложило основу для разработки оперативных способов повышения режущей способности шлифовальных кругов.
Поскольку выполнение действия ПКК одновременно с обработкой интенсивности продуктов этих воздействий согласуется с задачами стабилизации выходных показателей обработки и хранения некоторых параметров константы ПКК, то такое действие ПКК может быть выполнено для контроля , а процесс сохранения режущей способности круга – возможность управления отрезным кругом в процессе обработки [6] .
Появление возможности управления режущими кругами на металлической связке связано с разработками ХГПУ коллектива ученых под руководством М.К. Беззубенко и А.И. Грабченко алмазно-искрового шлифования (АлШ) и метода заточки резания.
] представляют собой композиции на основе меди, олова, железа, алюминия, никеля и других металлов.
Однако увеличение прочности скрепления с помощью металлической связки приводит к потере кругами свойства самозатачивания, вследствие чего режущая способность РПК с увеличением времени обработки постоянно снижается.
При снижении режущей способности ПКК увеличивается мощность резания, повышается температура зоны шлифования, величина которой может превышать порог фазово-структурных изменений в поверхностном слое детали.
Улучшить режущую способность ПКК можно введением в состав металлических связок твердых неметаллических наполнителей: абразивных порошков, антифрикционных присадок, твердых смазок.
Твердые смазки, такие как графит или дисульфид молибдена, кроме вышеперечисленных эффектов, обеспечивают снижение трения на поверхности связи [5] . Менее подвержен засорению и снижает температуру в зоне резания при шлифовании твердосплавных кругов на звеньях МО13, МО4, МБ1, ТМ2, склонных к самозатачиванию. Однако перечисленные приемы не устраняют проблемы снижения производительности кругов при шлифовании широкого круга различных материалов.
Использование параметров формирования ПКК электроэрозии, электрофизико-химического воздействия и механического воздействия на связку сыпучего абразива заложило основу для разработки оперативных способов повышения режущей способности шлифовальных кругов.
Поскольку выполнение действия ПКК одновременно с обработкой интенсивности продуктов этих воздействий согласуется с задачами стабилизации выходных показателей обработки и хранения некоторых параметров константы ПКК, то такое действие ПКК может быть выполнено для контроля , а процесс сохранения режущей способности круга – возможность управления отрезным кругом в процессе обработки [6] .
Появление возможности управления режущими кругами на металлической связке связано с разработками ХГПУ коллектива ученых под руководством М.К. Беззубенко и А.И. Грабченко алмазно-искрового шлифования (АлШ) и метода заточки резания. инструменты из синтетических сверхтвердых материалов.
Сущность АШ заключается в совмещении процесса резания алмазных зерен заготовки с одновременным электрическим воздействием на инструмент и заготовку за счет введения в зону резания импульсного технологического тока среди обычных шлифовальных смазочно-охлаждающих жидкостей (СОЖ). При обработке поликристаллических сверхтвердых нетокопроводов в процессе их измельчения осуществляется непрерывное электрофизико-химическое воздействие на условия скрепления в автономной области с целью электролитического растворения и разрушения ЭДМ, что обеспечивает постоянную величину выступания зерен сгустка. Процесс воздействия на рабочую поверхность в условиях автономной зоны был распространен на обработку токопроводящих изделий, а затем на способ шлифования с подачей энергии процесса одновременно в зону обработки и в автономную зону.
инструменты из синтетических сверхтвердых материалов.
Сущность АШ заключается в совмещении процесса резания алмазных зерен заготовки с одновременным электрическим воздействием на инструмент и заготовку за счет введения в зону резания импульсного технологического тока среди обычных шлифовальных смазочно-охлаждающих жидкостей (СОЖ). При обработке поликристаллических сверхтвердых нетокопроводов в процессе их измельчения осуществляется непрерывное электрофизико-химическое воздействие на условия скрепления в автономной области с целью электролитического растворения и разрушения ЭДМ, что обеспечивает постоянную величину выступания зерен сгустка. Процесс воздействия на рабочую поверхность в условиях автономной зоны был распространен на обработку токопроводящих изделий, а затем на способ шлифования с подачей энергии процесса одновременно в зону обработки и в автономную зону.
Рисунок 2. Способы снижения режущей способности шлифовального круга с контролем электровоздействия.
3.
 3 Анализ современных конструкций приспособлений для плоского шлифования по упругой схеме
3 Анализ современных конструкций приспособлений для плоского шлифования по упругой схеме Устройство для плоского шлифования по упругой схеме расположено на станке с магнитной плитой 3Г71 [7]. Заготовка 2 закреплена в прижиме 3, 4 размещена на салазках, которые перемещаются в корпусе 5 с помощью направляющего ролика 6. Для исключения возможность движущихся частей намагничивающего устройства на нижнем комплекте? Медная прокладка 7. Ползунок опирается на подшипник 8, закрепленный на малом плече рычага 9.при высоком плече рычага грузы 10 крепятся к подвижной части балансировочного устройства и грузы 11, обеспечивающие необходимое прижимное усилие к рабочей поверхности диска-образца.
Для взятия пробы с поверхности шлифовального круга на его выходе из зоны резания устанавливаются копировальные устройства 12, которые начинают контактировать с подшипником 13. Это обеспечивается тем, что корпус агрегата закреплен магнитной пластиной станка. , а копировальный аппарат с ножками скобы 15 и штангой 14 16 на составных ползунах 17. При продольном движении стола подшипник 13 попадает на наклонную поверхность кулачка и опирается вниз 8, что прижимает ползунок к поверхности шлифовального круга. . В результате обработанный образец из ПКК опускается. Положение кулачков можно регулировать в горизонтальной плоскости перемещением их по планке 14 и вертикальным подъемом или опусканием планки 14 с помощью гаек 18 [10] .
Из-за шлифовки изменяется положение регулировки толщины образца относительно поверхности 13 кулачков, что приводит к изменению точек подачи шлифовального круга на образец. Для исключения влияния взаимного расположения масс 11 на усилие прижатия образца к ПКК на стойке 15 смонтирована скоба 19., а рычаг 9 – линия 20. При обработке взаимное положение постоянной линейки и рычага поддерживается механизмом вертикальной подачи шлифовального круга.
Для повышения точности измерения сошлифованного материала на зажиме 3 установлен штифт 21, который служит основанием для измерения образца до и после измельчения. Измерение образца фиксируется в нижнем положении ползунка.
При продольном движении стола подшипник 13 попадает на наклонную поверхность кулачка и опирается вниз 8, что прижимает ползунок к поверхности шлифовального круга. . В результате обработанный образец из ПКК опускается. Положение кулачков можно регулировать в горизонтальной плоскости перемещением их по планке 14 и вертикальным подъемом или опусканием планки 14 с помощью гаек 18 [10] .
Из-за шлифовки изменяется положение регулировки толщины образца относительно поверхности 13 кулачков, что приводит к изменению точек подачи шлифовального круга на образец. Для исключения влияния взаимного расположения масс 11 на усилие прижатия образца к ПКК на стойке 15 смонтирована скоба 19., а рычаг 9 – линия 20. При обработке взаимное положение постоянной линейки и рычага поддерживается механизмом вертикальной подачи шлифовального круга.
Для повышения точности измерения сошлифованного материала на зажиме 3 установлен штифт 21, который служит основанием для измерения образца до и после измельчения. Измерение образца фиксируется в нижнем положении ползунка. Для предохранения направляющих роликов от попадания охлаждающей жидкости корпус блока закрывается пленкой, обладающей водоотталкивающими свойствами [8] .
Для предохранения направляющих роликов от попадания охлаждающей жидкости корпус блока закрывается пленкой, обладающей водоотталкивающими свойствами [8] .
Рисунок 3 Устройство для плоского шлифования по упругой схеме.
3.4 Анализ способов подбора режимов лечения
Исходными данными для определения режима режущего шлифования являются: а) сведения о обрабатываемом материале и размерах обрабатываемой поверхности б) припуск на обработку, в) требования к точности, чистоте поверхности и другие показатели качества г) информация о машине; д) жесткость станочной детали-окружности и д) характеристика окружности, подвергающейся обработке на операции.
Режимы резания при шлифовании могут быть определены расчетным путем или назначены на основании практических рекомендаций. Расчет режима измельчения целесообразно проводить для условий серийного производства, где небольшие отклонения от оптимальных условий обработки могут привести к значительным потерям. Режимы расчета также могут подойти для разработки различных стандартов и рекомендаций, касающихся применения шлифовальных инструментов [4] . Задача определения оптимального помола выполняется в три этапа:
1) установление системы уравнений, описывающих технические ограничения, накладываемые требованиями режима резания к деталям машин, инструментам и условиям производства;
2) математическое описание целевой функции, т. е. функции, выражающей цель оптимизации;
3) Совместный учет технических ограничений и целевой функции и определение на ее основе оптимального измельчения.
Задача определения оптимального помола выполняется в три этапа:
1) установление системы уравнений, описывающих технические ограничения, накладываемые требованиями режима резания к деталям машин, инструментам и условиям производства;
2) математическое описание целевой функции, т. е. функции, выражающей цель оптимизации;
3) Совместный учет технических ограничений и целевой функции и определение на ее основе оптимального измельчения.
Заключение
Снижение режущей способности рабочей поверхности в основном связано с отсутствием пор на поверхности металлических связок, в связи с чем со временем становится невозможным размещение межкристаллитного стружечного пространства, объем которого, образующийся при правке, уменьшается в процессе шлифования, что приводит к износу зерна. а также склонность к схватыванию металлической связи с обрабатываемыми металлами и сплавами. Сниженная режущая способность ПКК? Повышает мощность резания и повышает температуру в зоне шлифования, величина которой может превышать порог структурно-фазовых переходов в поверхностном слое деталей.