| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||


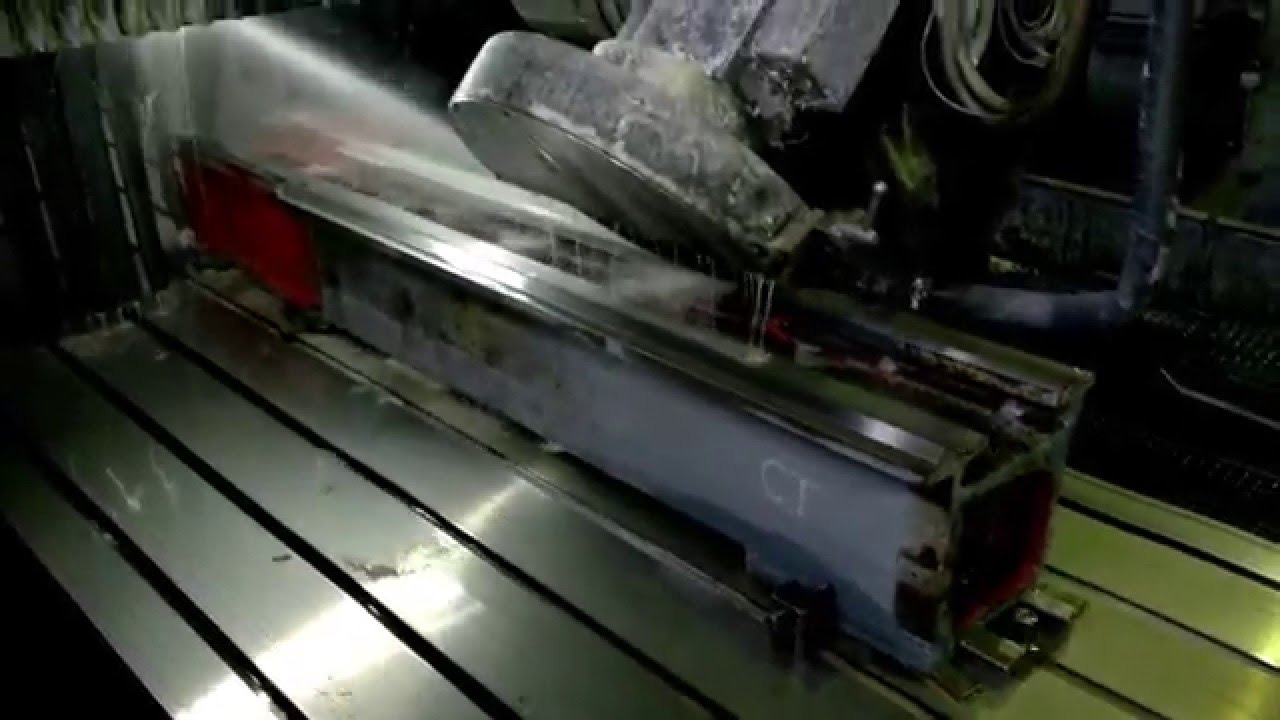 Шлифовка стола.
Шлифовка стола.Ремонт направляющих суппорта, восстановление станины токарного станка
Направляющие скольжения в станочном оборудовании различного назначения (фрезерные, токарные, шлифовальные, обрабатывающие центры, токарно-карусельные станки, радиально сверлильные станки, подшипники скольжения больших станков, промышленные червячные передачи) нуждаются в периодическом ремонте, что значительно дешевле покупки нового станка.
Какие технологии восстановления используются нашими бригадамиКлассическими вариантами ремонта направляющих станка являются:
- при незначительных степенях износа – шабрение;
- если износ большой – строгание и
шлифовка.


Однако существуют более эффективные и действенные современные технологии ремонта направляющих токарного станка, предусматривающие использование специальных полимерных материалов германского производителя Diamant, официальным представителем которого является наша компания. В первую очередь, речь идёт о Moglice (моглайсе).
В зависимости от марки он представляет собой жидкотекучий или пастообразный двухкомпонентный состав. После нанесения на предварительно подготовленную поверхность он полимеризуется. После чего последняя приобретает пониженный коэффициент трения, получает эффект самосмазывания и ещё целый ряд преимуществ эксплуатационного характера.
Высокий
профессионализм наших бригад позволяет применять указанный материал для
выполнения ремонта направляющих суппорта токарного станка по месту его нахождения
(на объекте заказчика), что существенно удешевляет и ускоряет работы. При этом
на итоговом качестве это не сказывается. Гарантией чего является деловая
репутация компании и многолетний опыт каждого из ремонтников.
Основными преимуществами материала являются:
- прекрасные антифрикционные возможности;
- существенная износостойкость;
- виброгашение;
- самосмазывание;
- возможность формировать точно сопрягаемые поверхности, что обеспечивает безусадочность моглайса;
- значительная жёсткость отремонтированного элемента;
- прекрасная адгезия практически к любым типам металла;
- высокая стойкость к негативному влиянию масел и СОЖ.
Моглайс является оптимальным альтернативным решением для восстановления направляющих токарного станка, позволяющим отказаться от накладок из металла, пластиков или тефлона (продукция Zedex).
Для примера, более подробно рассмотрим технологию ремонта станин и направляющих. В зависимости от степени повреждения и вида оборудования, может быть выбран тот или иной вариант ремонта направляющих токарного станка (цена, при этом, также будет различаться):
- Выявленным царапинам придают в сечении
форму прямоугольника. После чего заполняют их моглайсом с превышением
необходимого объёма полимера. Дождавшись завершения полимеризации, выполняют
чистовую доводку (например, шабрение или легкую притирку отремонтированной
поверхности).
 После чего заполняют их моглайсом с превышением
необходимого объёма полимера. Дождавшись завершения полимеризации, выполняют
чистовую доводку (например, шабрение или легкую притирку отремонтированной
поверхности).
После чего заполняют их моглайсом с превышением
необходимого объёма полимера. Дождавшись завершения полимеризации, выполняют
чистовую доводку (например, шабрение или легкую притирку отремонтированной
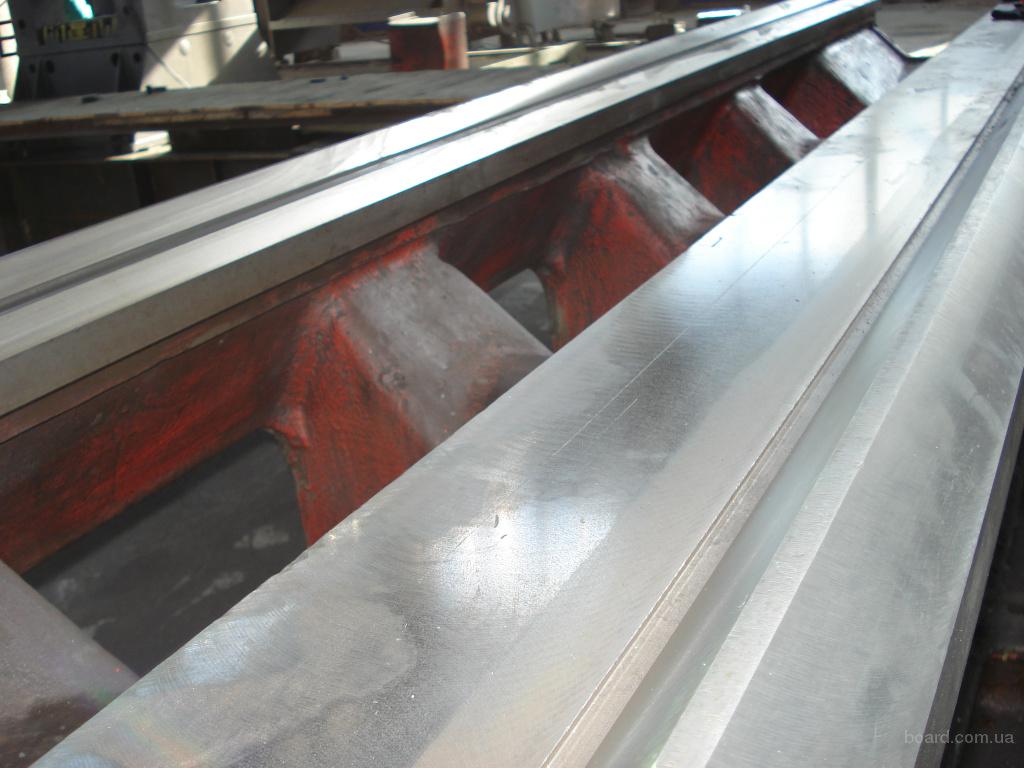
поверхности).- Если появился локальный неравномерный износ («седло») или множественные повреждения направляющих на коротких отрезках, то это можно устранить частичной заливкой направляющей на коротком отрезке. Для работы применяется специальная шлифованная линейка, в которой предусматриваются отверстия для выпуска воздуха и закачки полимера.
- Если неисправность явилась причиной значительного износа направляющих, моглайс также позволяет оперативно и качественно решить вопрос. Можно восстановить направляющую по всей длине и ширине, опять же с применением шлифованной линейки или другой формующей поверхности.
- При помощи текучего моглайса можно
восстановить вертикальные направляющие, например – поверхность колонны
радиально сверлильного станка, методом
закачки. Или отремонтировать червячную передачу методом заливки.
 Или отремонтировать червячную передачу методом заливки.
Или отремонтировать червячную передачу методом заливки.Мы готовы обучить заказчиков, приобретающих у нас продукцию Diamant, порядку и правилам осуществления самостоятельного ремонта. После чего подавляющее большинство неисправностей подобного характера, возникающих на станках различного назначения, вы сможете устранять самостоятельно, сокращая время простоя оборудования и экономя на вызове ремонтных бригад. Выполняем работы и отгружаем продукцию в РБ, РФ, Украину и Казахстан.
Оставить заявку
Переносные приспособления для обработки направляющих станин станков на месте их эксплуатации
из “Технология ремонта металлорежущих станков ”
Переносные фрезерные и шлифовальные приспособления применяют для обработки направляющих станин в случае экономической нецелесообразности транспортировки последних в ремонтный цех и для обработки крупногабаритных станин, которые не могут быть обработаны из-за отсутствия на предприятии специальных станков. [c.58]
[c.58]
Использование переносных приспособлений возможно только лишь после подготовки базовых поверхностей ремонтируемой станины. Указанные поверхности должны быть тщательно отшабрены и выверены допускается непрямолинейность и извернутость не более 0,02 мм на длине 1000 мм. [c.58]
Переносные приспособления устанавливают на базовые поверхности станин. Рабочее движение вдоль направляющих станины осуществляют с помощью приводов. [c.58]
Переносный станок для фрезерования направляющих. В корпусе / (рис. 32), закрепленном на суппорте 2, помещен шпиндель 6. Его настройку в вертикальном и горизонтальном направлениях осуществляют с помощью винтов с рукоятками 5 и 5. На неподвижной стойке смонтирована траверса, 4, которую можно поворачивать вокруг вертикальной оси на 360°. [c.58]
Суппорт 2 можно устанавливать на траверсе под различными углами таким образом, чтобы он был перпендикулярен к обрабатываемым поверхностям.
 Вращение шпинделя осуществляется от индивидуального электродвигателя. Перемещение станка по базовым поверхностям станины производится другим электродвигателем через червячную передачу и гитару настройки подач. Последняя расположена в корпусе под крышкой 7 и дает возможность путем соответствующего подбора сменных шестерен получать различные подачи.
[c.58]
Вращение шпинделя осуществляется от индивидуального электродвигателя. Перемещение станка по базовым поверхностям станины производится другим электродвигателем через червячную передачу и гитару настройки подач. Последняя расположена в корпусе под крышкой 7 и дает возможность путем соответствующего подбора сменных шестерен получать различные подачи.
[c.58]
Станок позволяет фрезеровать как плоские, так и призматические направляющие станка. Его можно приспособить и для шлифования поверхностей. [c.58]
Чистовое фрезерование осуществляют фрезой с одной широколезвийной пластинкой из твердого сплава Т30К4 для стали и из минералокерамики ЦМ-332 для чугунных деталей. Минералокерамическая пластинка закрепляется в державке механическим путем. Глубина резания при чистовом фрезеровании 0,1 — 0,2 мм. Чистота обрабатываемой поверхности соответствует V 6. [c.58]
Непрямолинейность достигается в пределах 0,02—0,03 мм на длине 1000 мм.
 [c.60]
[c.60]
Ручное шлифовальное приспособление. На рис. 33 приведено приспособление, шпиндель которого вращается от пневмодвигателя. Оно устанавливается на направляющие задней бабки станины токарного станка при помощи специальной подставки с роликами, смонтированными на подшипниках качения. Благодаря такому устройству и малому весу приспособление при шлифовании перемещают вручную. Его применяют при ремонте на месте станин средних размеров. Такое приспособление успешно используется на заводе транспортного машиностроения им. Малышева (Харьков). [c.60]
Шлифование производят торцом чашечных кругов без охлаждения, не допуская при этом нагрева направляющих. Абразивные круги отличаются как по форме (чашечные, тарелочные), так и по зернистости и твердости применяются в зависимости от размера, формы и твердости направляющих. Чем выше твердость обрабатываемой поверхности, тем мягче должен быть абразивный круг. [c.60]
Наилучшие условия шлифования достигаются при окружной скорости шлифовального круга в пределах 35—40 м сек и при движении стола со скоростью 6—8 м1мин.
 Наименьший нагрев детали и лучший отвод стружки происходит, когда шлифование ведется не всем торцом круга, а при наклоне относительно направления подачи (хода стола) на 1—3°. При этом достигается наибольшая производительность, однако качество шлифования получается невысокое.
[c.60]
Наименьший нагрев детали и лучший отвод стружки происходит, когда шлифование ведется не всем торцом круга, а при наклоне относительно направления подачи (хода стола) на 1—3°. При этом достигается наибольшая производительность, однако качество шлифования получается невысокое.
[c.60]
На поверхности остается след, представляющий собой так называемую полусетку. Поэтому этим способом пользуются для предварительного шлифования, до вывода большого износа направляющих. [c.60]
Окончательное шлифование ведут при расположении шпинделя строго перпендикулярно обрабатываемой поверхности. При этом на направляющей вследствие скрещивания штрихов образуется сетчатый рисунок. Качество обработки получается высоким, а чистота поверхностей у7—У8. Однако при таком положении шпинделя ухудшаются условия шлифования, так как резание производится всем торцом круга, при котором ухудшаются условия отвода стружки и тепла. Поэтому заканчивают шлифование при глубине резания менее 0,01 мм.
 [c.60]
[c.60]
Стационарные приспособления для фрезерования или шлифования направляющих станков устанавливаются на продольнострогальных, продольнофрезерных и других станках, где они обычно закрепляются на суппорте. Такие приспособления не требуют предварительной подготовки припиливанием и шабрением базовых направляющих ремонтируемой станины и более надежны в работе по сравнению с переносными приспособлениями, но их можно применять лишь там, где имеется соответствующее оборудование. [c.61]
На рис. 34 показано одно из наиболее совершенных шлифовальных приспособлений, в котором шпиндель 18 установлен на четырех радиальноупорных подшипниках 19 и вмонтирован в гильзу 17, установленную в корпусе 11. Нижняя опора шпинделя закреплена в корпусе и на шпинделе гайками 20, на которых сделаны лабиринтовые каназки. [c.61]
Электродвигатель (2,7 кет 2800 об мин) размещен на крышке 10 и передает вращение шпинделя через сменные спиральные зубчатые колеса 5 и 5 и валика и 7, смонтированные на подшипнике качения в стаканах 6 и 9.
 Электродвигатель соединяется с валиком 4 кулачковой муфтой 3. Валик 7 связан со шпинделем через шлицы.
[c.61]
Электродвигатель соединяется с валиком 4 кулачковой муфтой 3. Валик 7 связан со шпинделем через шлицы.
[c.61]
Шлифовальное приспособление закрепляют на суппорте станка тремя винтами 14. Корпус 11 соединен шарнирно с плитой 13 осью 12. Поворотом эксцентрикового валика 16 через сухарь 15 осуи ествляют наклон оси шпинделя на 1—3° по отношению к движению обрабатываемой поверхности (для предварительного шлифования), также устанавливают шпиндель в исходное положение (без наклона) для окончательного шлифования. [c.61]
Поворотом суппорта станка устанавливают приспособление на различные углы е зависимости от формы и расположения шлифуемых направляющих. [c.61]
Чтобы переустановить сменные колеса и изменить число оборотов шпинделя (в пределах ООО—6000 об мин), отвинчивают гайки 1 марнирных болтов и поджимают крышку 2 при помощи реечной передачи 25. [c.61]
Вернуться к основной статье
Производство станины оптом на экспорт.
 ТОП 50 экспортеров станины
ТОП 50 экспортеров станиныПродукция крупнейших заводов по изготовлению станины: сравнение цены, предпочтительных стран экспорта.
- где производят станина
- ⚓ Доставка в порт (CIF/FOB)
- станина цена 07.12.2021
- 🇬🇧 Supplier’s bed Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇺🇦 УКРАИНА (52)
- 🇰🇿 КАЗАХСТАН (44)
- 🇩🇪 ГЕРМАНИЯ (34)
- 🇨🇳 КИТАЙ (29)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (22)
- 🇺🇿 УЗБЕКИСТАН (17)
- 🇫🇮 ФИНЛЯНДИЯ (12)
- 🇮🇹 ИТАЛИЯ (12)
- 🇦🇹 АВСТРИЯ (12)
- 🇫🇷 ФРАНЦИЯ (10)
- 🇮🇳 ИНДИЯ (9)
- 🇳🇱 НИДЕРЛАНДЫ (8)
- 🇦🇿 АЗЕРБАЙДЖАН (8)
- 🇭🇰 ГОНКОНГ (8)
- 🇹🇯 ТАДЖИКИСТАН (7)
Выбрать станину: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
станину.
🔥 Внимание: на сайте находятся все крупнейшие российские производители станины, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки станины оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству станины
Заводы по изготовлению или производству станины находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить станина оптом
Части насосов
Изготовитель Части чугунные литые или стальные литые
Поставщики станки токарные
Крупнейшие производители Части и принадлежности
Экспортеры Части чугунные или стальные литые для оборудования для обработки резины или пластмасс или для производства продукции из этих материалов
Компании производители Части чугунные литые или стальные литые
Производство Части к прокатным станам и валкам для них
Изготовитель Части оборудования
Поставщики Модели литейные из дерева
Крупнейшие производители Гайки с внутренним диаметром более мм
Экспортеры барабаны для канатов
Компании производители Части оборудования
Производство Отходы и лом черных металлов; слитки черных металлов для переплавки (шихтовые слитки)
приборы
Стенды испытательные
Телевизионные камеры
Части
Металлоконструкции алюминиевые для использования в строительстве
части и принадлежности к станкам товарной позиций
Оборудование для подъема
Сепараторы молочные
Машины
Вентиляторы центробежные
Части
Машины для очистки
приспособления для крепления инструмента
станки фрезерные
инструмент для бурения скальных пород или грунтов
Отходы и лом литейного чугуна
Двигатели турбореактивные
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||

Amazon.
 com: SEX LORD: A Guide to Grinding Her Long In Bed eBook: Peter, Dickson: Kindle Store Если вы хотите узнать, как дольше растирать ее в постели (или где угодно), тем самым продлевая ее и ваше сексуальное удовлетворение, тогда эта книга для тебя!
com: SEX LORD: A Guide to Grinding Her Long In Bed eBook: Peter, Dickson: Kindle Store Если вы хотите узнать, как дольше растирать ее в постели (или где угодно), тем самым продлевая ее и ваше сексуальное удовлетворение, тогда эта книга для тебя! Если вы хотите открыть для себя простой пошаговый метод (вы можете практиковаться в уединении своего дома), который устраняет преждевременную эякуляцию и превращает вас в марафонца в постели, продолжайте читать.
Бывали ли у вас неприятные моменты в постели?
Вы хотите продержаться в постели намного дольше?
Вы эякулируете сразу во время полового акта или во время прелюдии?
Пробовали ли вы другие методы борьбы с ПЭ безуспешно?
Избегали ли вы интимных ситуаций, потому что они могут привести к преждевременной эякуляции?
Угадайте, что?
Я был в каждой из этих ситуаций.И да – это было досадно неловко.
Вы хотите, наконец, услышать слова «Вау, это было потрясающе, почему вы продержались так долго?»
Существуют новаторские стратегии, которые очистят ваш разум, поместят вас в здоровое психическое пространство и придадут вам необходимую уверенность, чтобы приблизиться к battlefield
В этой деликатной книге были тщательно собраны простые подходы и техники, извлеченные из многолетних исследований и странствий, в которой собраны лучшие подходы к этой теме.
В этой книге есть непосредственные решения, которые выросли из моей собственной борьбы с сексуальной дисфункцией и глубокого желания помогать другим. Эта книга дает вам практические и простые советы, которые помогут вам перестать стыдиться и начать чувствовать себя жеребцом, полностью контролирующим свою сексуальную жизнь.
В этой книге вы откроете для себя;
Какие позы для секса мгновенно заставят вас продержаться дольше, а каких следует избегать. Вы будете удивлены, какие именно.
Вы можете использовать сексуальные техники, которые сведут ее с ума.Объедините эти техники с вашими новыми навыками выносливости, чтобы получить незабываемый секс. Способы «заново обучить» свое тело тому, как реагировать на сексуальное возбуждение. Вы сможете контролировать, задерживать или ускорять оргазм, когда захотите.
Как правильно дышать во время секса и как контролировать свое дыхание, чтобы дольше оставаться в постели. Большинство мужчин все делают неправильно!
Правда о том, какие мышцы задействованы во время полового акта и оргазма. Узнайте, как тренировать эти мышцы, укрепляя их, чтобы вы могли работать дольше в считанные дни!
Узнайте, как тренировать эти мышцы, укрепляя их, чтобы вы могли работать дольше в считанные дни!
В нем содержатся техники, которые вы можете практиковать ежедневно, в одиночку или с партнером, которые расслабят ваш разум и тело.Когда отношения становятся интимными, вы больше не будете испытывать этого беспокойства.
Техники и практики мастурбации, которые могут «переобучить» вас морально и физически и помочь вам преодолеть свой физический стресс. во время секса. Стратегии остановки оргазма прямо перед тем, как вы почувствуете, что собираетесь эякулировать.
На чем сосредоточить свое умственное и физическое внимание во время полового акта. Это не то, что вы думаете.
Чего следует избегать во время секса, от которых у любого мужчины быстро кончится оргазм. Вы, вероятно, делаете это все время и даже не подозреваете об этом!
В этой книге я также делюсь конкретными советами, которые позволили мне:
– обрести уверенность, чтобы снова заняться сексом.
– иметь возможность получать больше удовольствия от секса, потому что я могу работать в большем количестве позиций.
– удовлетворяет моих партнеров тем, что служит дольше.
– иметь более удовлетворительную сексуальную жизнь.
Эта книга предназначена для всех мужчин, которые хотят дольше оставаться в постели, стать более мужественными и мужественными, которые хотят научиться использовать свою сексуальную энергию и дольше оставаться в действии.
Независимо от вашей ситуации, эта книга поможет вам продержаться дольше естественным образом!
Начните читать и наслаждайтесь сексуальной жизнью, которой вы заслуживаете.
Ночные стражи против бруксизма для шлифовки и стягивания зубов
Скрежетание зубами и стискивание зубов, также известное как бруксизм, довольно распространено и может быть болезненным и разрушительным для зубов. К счастью, на рынке есть множество ночных стражей от бруксизма, которые могут помочь любому, кто сжимает зубы и скрипит зубами во время сна.
О бруксизме: симптомы, побочные эффекты, причины
Бруксизм довольно распространен, и некоторые могут даже не подозревать о своем помоле.Вот некоторые симптомы бруксизма, которыми вы можете страдать:
- Шлифовка зубьев
- Просыпание с тупой головной болью
- Болезненность челюсти
- Боль в лице
- Усталость от недосыпания
Случайное скрежетание зубами может не вызывать серьезных опасений, но длительный постоянный бруксизм может привести к сломанным зубам, потере зубной эмали и, в тяжелых случаях, потере зубов.
Точная причина неизвестна, но считается, что стресс и беспокойство играют самую большую роль.Другими причинами также могут быть употребление алкоголя, сигареты, кофеин, апноэ во сне, храп, неправильный прикус и кривые зубы.
Ночные стражи
В большинстве случаев бруксизм можно легко вылечить, надев ночной защитный кожух для зубов во время сна. Ночные защитные приспособления для зубов также известны как зубные щитки, капы, ночные прикусные пластины или прикусные шины. Они работают, создавая барьер между зубами. Когда вы сжимаете челюсть, ночная защита для зубов помогает снять напряжение и смягчить мышцы челюсти.Эта амортизация не только помогает предотвратить боль в лице и челюсти, но и защищает эмаль ваших зубов. Они очень похожи на средства от храпа.
Они работают, создавая барьер между зубами. Когда вы сжимаете челюсть, ночная защита для зубов помогает снять напряжение и смягчить мышцы челюсти.Эта амортизация не только помогает предотвратить боль в лице и челюсти, но и защищает эмаль ваших зубов. Они очень похожи на средства от храпа.
Ночные накладки для зубов можно приобрести без рецепта, прямо у стоматолога или по выгодной цене в специализированном интернет-магазине. Их можно подогнать несколькими способами, и тип, который лучше всего подойдет вам, зависит от ваших индивидуальных потребностей.
Виды ночных стражей
Мягкая ночная защитаЭто наиболее часто используемый тип ночной защиты для зубов для лечения бруксизма и используется в основном в легких или редких случаях, а не в тяжелых точильщиках зубов.
ЗА:
- Самая удобная посадка из всех ночных охранников
- Наиболее легко адаптируется / легко привыкает к
- Обычно более низкая стоимость
Минусы:
- Некоторые люди непреднамеренно сжимают или жуют мягкий материал
- Не такой прочный / ограниченный срок службы
- Большинство гарантий составляют всего 6 месяцев или меньше из-за ограниченного срока службы
- Не долгосрочное решение
Этот тип ночной защиты для зубов для лечения бруксизма предназначен для точильщиков зубов средней степени тяжести. Они мягкие внутри и твердые снаружи.
Они мягкие внутри и твердые снаружи.
ЗА:
- Обрабатывает тяжелое сжатие и шлифование
- Более длительный
- Обычно предлагает более длительную гарантию, чем мягкая защита
Минусы:
- Как правило, немного толще, чем другие ограждения
- Кажется, сложнее приспособиться к
Жесткие ночные насадки для зубов при бруксизме изготовлены из акрила и очень прочные, но надежные.Их можно использовать в очень тяжелых случаях шлифовки, а также при височно-нижнечелюстном суставе.
ЗА:
- Самый прочный
- Предотвращает смещение зубов
- Обычно предлагает самую длинную гарантию
Минусы:
- Толще, чем мягкие ночные щитки
- Неудобнее других
- В сложно привыкнуть
- Необходимо заказывать непосредственно у стоматолога, так как для подгонки необходим точный слепок.
- Может быть дороже остальных

Советы по адаптации к ночным стражам для зубов
- Выберите наиболее тонкий защитный кожух, подходящий именно вам.
- Придерживайтесь его как минимум 4-6 недель и возьмите за привычку носить его. По прошествии этого времени оно должно стать нормальным явлением в вашем распорядке дня и будет казаться, что носить его будет намного легче.
- Положите его прямо перед сном. Не пытайтесь надеть его перед сном, иначе он будет казаться вам неприятным.
Установка ночного сторожа для зубов
Индивидуальная подгонка вашего ночного сторожа будет зависеть от того, какую марку вы выберете. Многие из них используют тот же процесс, что и мундштуки для храпа.Вот разные ночные стражи, подходящие для бруксизма:
- «Универсальный размер». Вы можете купить безрецептурные капы, которые подходят для , а не для . Они могут подойти для шлифовального станка, который периодически используется, и, вероятно, является самым дешевым вариантом.
- «Варить и откусить». С этим типом, вы просто кипятите в воде и кусаете ее, чтобы оставить свое собственное впечатление. Обычно это довольно просто сделать, и кажется, что это самый распространенный тип.
- Заказать онлайн. Есть ночные охранники, которые можно заказать онлайн. Компания, у которой вы заказываете, отправляет вам свое впечатление, и они отправляют обратно ваш подогнанный мундштук.
- Сделано в лаборатории. Капы можно приобрести прямо у стоматолога. Они предлагают наиболее точную подгонку, потому что они сделаны на основе вашего слепка в лаборатории.
Если вы подозреваете, что страдаете бруксизмом, не волнуйтесь. С ним легко справиться с помощью ночных охранников. Однако всегда полезно обратиться к врачу, чтобы узнать, сможете ли вы обнаружить первопричину и устранить ее, прежде чем обращаться за другим лечением.В некоторых случаях причиной может быть апноэ во сне.
Апноэ во сне и бруксизм
Незадолго до того, как мы засыпаем, мышцы нашего тела расслабляются. Сюда входят мышцы дыхательных путей, шеи и языка. Когда это происходит, избыток тканей шеи и дыхательных путей, а также язык могут блокировать поток воздуха при дыхании, вызывая паузы в дыхании. Это называется апноэ во сне.
В некоторых случаях мозг приказывает нашей челюсти сжиматься, сжиматься и скрипеть, чтобы удерживать дыхательные пути открытыми, чтобы мы могли дышать.
Это поддерживает поток воздуха, но не дает нам войти в глубокий сон. В результате может быть поставлено под угрозу психическое и физическое здоровье. Щелкните здесь, чтобы пройти бесплатную 1-минутную онлайн-оценку, чтобы определить фактор риска апноэ во сне.
Если апноэ во сне исключено, возможно, вам понадобится ночной сторож от бруксизма, чтобы немного облегчить вашу челюсть. Если ночной сторож не помогает или вы хотите изучить другие методы, узнайте о других способах перестать скрипеть зубами по ночам.
Сертифицированный по плате спящий M.D. врачи, ученые, редакторы и писатели для ASA.
Последние сообщения авторов и рецензентов ASA (посмотреть все)Сколько стоит измельчение пней?
Наконец-то вы срубили этот больной дуб – только теперь его старый пень заставляет ваш пейзаж выделяться, как больной палец. Сколько вам будет стоить измельчение этого пня?
В среднем цены на измельчение пней варьируются от 158 до 450 долларов США, при этом большинство домовладельцев платят 313 долларов .Огромный пень может заставить вас выписать чек на сумму 533 доллара.
Несколько факторов могут повлиять на общую цену, включая размер пня, время завершения проекта и тип пня. И хотя вы можете использовать методы шлифовки пней своими руками, чтобы сэкономить несколько копеек, в некоторых случаях может оказаться дешевле нанять профессионала.
Сколько стоит измельчение пней?
- Средняя цена по стране: 313 долларов
- Типичный диапазон цен: от 158 до 450 долларов
- Экстремально низкий уровень: 158 долларов
- Экстремально высокий уровень: 533 доллара
Эти средние национальные показатели помогут вам оценить, сколько измельчение пня обойдется вам дорого.Помните, что такие факторы, как состояние почвы, количество пней и почасовая оплата, повлияют на ваш окончательный счет.
Это руководство по ценам должно помочь вам оценить, сколько вы можете рассчитывать заплатить за измельчение пней.
Оценщик затрат по размеру пня
Некоторые компании по обслуживанию деревьев взимают плату за измельчение пня в зависимости от диаметра пня. Средняя ставка колеблется от $ 2 до $ 3,50 за дюйм.
Если ваша компания, занимающаяся обслуживанием деревьев, взимает 3 доллара за дюйм, а у вас есть 20-дюймовый пень, который нужно измельчить, это составит примерно 60 долларов.Тем не менее, большинство профессионалов имеют минимальную плату в размере 100 долларов США для покрытия дорожных и других расходов.
Pro Tip: Чтобы получить точное измерение диаметра культи, измерьте культи от одной стороны до другой в самом широком месте. Самая широкая точка обычно находится на уровне земли, а не обязательно сверху.
Прочие факторы, влияющие на стоимость
Хотя размер пня часто играет большую роль в окончательном счете, существует множество других факторов, которые могут повлиять на стоимость.Количество пней, которые нужно отшлифовать, время, необходимое для завершения проекта, и удаление мусора – все это может привести к увеличению цены.
Пень Тип
Лиственные породы, такие как вяз или гикори, обычно более густые, чем мягкие, такие как пальма и сосна, что затрудняет их шлифование.
Некоторые специалисты по уходу за деревьями могут взимать плату за шлифовку плоских пней за дюйм, независимо от породы дерева. Другие арбористы могут увеличить свои ставки, если они сочтут определенный тип пня трудным для измельчения.
Если ваши пни представляют собой густые твердые породы и наемный профессионал оплачивает почасовую оплату, затраты возрастут, если трудный тип пня увеличивает время работы.
Кол. Акций
Большинство компаний по уходу за деревьями предлагают сниженную ставку, если вам нужно измельчить более одного пня. Обычно они взимают полную цену за первый пень, а затем в среднем от 35 до 63 долларов за дополнительный пень .
Есть большой участок земли, переполненный пнями, которые нужно измельчить? Наем профессионала, который взимает плату за почасовую обработку, а не за пень, может быть наиболее доступным вариантом.В среднем специалисты по уходу за деревьями берут 150 долларов за час за измельчение пней.
Если вам нужно измельчить всего несколько пней, почасовая оплата может быть не идеальной.
Время завершения
Сложные проекты измельчения пней могут увеличить время работы. Такие факторы, как расположение пня, топография или состояние почвы, могут повлиять на способность профессионала работать в ожидаемые сроки. Некоторые профессионалы могут взимать почасовую оплату, когда подобные обстоятельства задерживают их работу.
Местность
Не удивляйтесь, если ваша местность будет стоить дороже. Почему? Потому что камни, склоны и уклоны могут затруднить шлифовку пней.
Если у вас каменистая почва, профессионалы рискуют повредить или затупить свое оборудование, шлифуя ваш пень или пни. Некоторые профессиональные измельчители пней могут взимать дополнительную плату, если тип почвы представляет опасность для их оборудования.
Как упоминалось ранее, сложная топография может задержать работу специалиста по дереву, заставляя его взимать среднюю почасовую оплату в размере 150 долларов в час. Наклоны, уклоны и труднопроходимость – все это может сделать шлифовку пней более длительной.
Удаление мусора
После того, как пень был отшлифован, углубление, оставшееся в земле, заполнено мульчей. Вы можете оставить мульчу там, чтобы отверстие оставалось заполненным, или вы можете добавить мульчу к своей клумбе или саду.
Если вы хотите удалить мульчу, это потребует дополнительных затрат. Большинство компаний по уходу за деревьями не предоставляют услуги по вывозу мусора и шлифовке пней.
Стоимость удаления мусора обычно составляет от до 2–4 долларов за дюйм пня . Некоторые компании могут взимать фиксированную плату за вывоз мусора независимо от размера пня.
Ваш ландшафт нуждается в обновлении? Может быть, чтобы выглядеть лучше, ему нужно нечто большее, чем измельчение пней.
Независимо от того, нуждается ли ваше дерево в обрезке, или если больное дерево угрожает здоровым деревьям, выполнение дополнительных проектов поможет вам сэкономить деньги.
Вот почему: если служба ухода за деревьями уже находится на вашем дворе и шлифует пень, дешевле добавить проекты, чем перезвонить профессионалу или нанять другую службу для выполнения дополнительных работ.
Удаление корня
Некрасивые корни могут доставлять неудобства. Они могут споткнуться и даже помешать будущим проектам по благоустройству.
Измельчение пней не включает удаление корня. Если вы просили удалить пень, но при этом хотите удалить корни, это будет стоить вам дополнительных затрат. Профессионалы обычно взимают почасовую оплату за удаление корня в размере от $ 118 до $ 175 в час .
Имейте в виду, что удаление пня включает стоимость удаления корня и отличается от шлифовки пня.При удалении пня из земли вырывается весь ствол вместе с корневой системой.
Если вы знаете, что хотите удалить корни, вы можете рассмотреть возможность удаления пня вместо шлифовки. Вы можете рассчитывать заплатить от 175 до 516 долларов за удаление пня, при этом большинство домовладельцев платят около 326 долларов.
Удаление дерева
Спилить дерево – нелегкая задача, и ее лучше доверить профессионалам. Большинство компаний не связывают шлифовку пней с удалением деревьев.Если вы удалили дерево и хотите, чтобы оно было на пне, рассчитывайте заплатить за отдельные услуги.
Большинство домовладельцев платят от 385 до 1070 долларов за вырубку деревьев. Ожидайте, что за масштабный проект по удалению деревьев вы заплатите около 2000 долларов.
Обрезка деревьев
Деревья – одни из самых привлекательных элементов ландшафта. Обрезка опасных или непривлекательных веток – это именно то, что нужно вашему газону для дополнительной дозы сдержанности.
В зависимости от размера дерева обрезка дерева обычно стоит от 315 до 700 долларов.
Пересадка деревьев
Иногда дерево стоит не там, где нужно, чтобы ваш пейзаж сиял. Небольшой проект по пересадке деревьев может стоить всего 175 долларов, в то время как высококлассный проект по пересадке может стоить 800 долларов или больше.
Стоимость шлифовки пней своими руками
Измельчение пнейсвоими руками может быть доступным вариантом для домовладельцев, которым нужно измельчить несколько пней.Если вам нужно измельчить только один пень или у вас еще нет необходимого оборудования для обеспечения безопасности, возможно, будет дешевле нанять профессионала.
Для этого самодельного проекта вам понадобится измельчитель пней. Вам также понадобится защитное снаряжение и бензопила, чтобы срезать пень до уровня земли.
| НЕОБХОДИМОЕ ОБОРУДОВАНИЕ | СРЕДНЯЯ СТОИМОСТЬ | |||
| Защитные очки | $ 13 | |||
| Рабочие перчатки | $ 14 | |||
| Рабочие ботинки со стальным носком | $ 100 | |||
| Бензопила | $ 150 | |||
| ИТОГО | $ 373 |
Домовладельцы могут арендовать измельчитель пней в местном магазине товаров для дома на полдня, целый день или неделю.
Профессиональный совет: Арендуйте измельчитель пней на целый день вместо полдня. Таким образом, если вы столкнетесь с какими-либо проблемами со шлифовкой пней, которые задерживают вашу работу, у вас не будет торопиться.
Аренда измельчителя пней обычно стоит от 190 до 380 долларов в день.
Стоимость «сделай сам» по сравнению с затратами на шлифовку пней на профессиональном уровне
В некоторых случаях вызов специалиста может быть дешевле, чем аренда измельчителя пней и выполнение проекта самостоятельно.
Большинство домовладельцев платят в среднем 313 долларов за профессиональную шлифовку пней, а некоторые платят в среднем долларов 158 за крайне бюджетные проекты.
За удаление пней своими руками домовладельцы могут рассчитывать платить от 190 до 380 долларов в день за аренду измельчителя пней. А если у вас нет бензопилы или какого-либо оборудования для обеспечения безопасности, это дополнительные 373 долларов (в среднем) к вашему счету за дома.
Измельчение пней – тоже трудоемкая работа.Выполняйте проект самостоятельно, и вы потеряете не только деньги, но и время и силы. Вы также будете отвечать за удаление мусора и уборку рабочего места.
Есть еще кое-что, о чем следует подумать: если вы повредите арендованный измельчитель пней, вам, вероятно, придется заплатить за любой ремонт.
Стоимость измельчения пней по местоположению
Затраты на измельчение пней зависят от того, где вы живете. Это руководство по затратам охватывает средние затраты на измельчение пней в национальном масштабе, но имейте в виду, что многие факторы могут повлиять на скорость измельчения пней и на местном уровне.
Местные почвенные условия, распространенные типы деревьев, топография вашего двора – это одни из многих факторов, которые могут повлиять на цены в вашем районе. Почему? Потому что каменистая почва, густые лиственные породы и крутые склоны могут затруднить работу профессионала.
Если эти факторы являются общими для вашего региона, большинство компаний, занимающихся уходом за деревьями, учтут эти проблемы и соответственно увеличат скорость измельчения пней.
Часто задаваемые вопросы об измельчении пней
1.В чем разница между удалением пней и шлифовкой пней?Измельчение пней срезает видимую часть пня до мульчи с помощью измельчителя пней.
Домовладельцы могут иметь пень на глубине всего 1 дюйма ниже уровня земли или до 12 дюймов под землей для более крупных пней. При измельчении пней корни остаются целыми и не удаляются.
Удаление пня заключается в извлечении пня и всей его корневой системы из земли. Самостоятельные методы удаления пня включают выкапывание пня вручную, а у профессионалов есть специальное оборудование, чтобы вытащить пень из земли.
Измельчение пней обычно более доступный вариант, чем удаление пней. Это также менее трудозатратно, требует меньше времени и не оставляет больших дыр в вашем ландшафте.
Удаление пней идеально, если:
– Некрасивые корни деревьев снижают привлекательность бордюров.
– Корни деревьев мешают другим проектам по озеленению.
– Корневая система повреждает вашу систему труб или дом.
– Вы хотите заменить пень новым деревом.
Большинство компаний по уходу за деревьями не связывают шлифовку пней с удалением деревьев.Так что, если вам нужно удалить дерево и вам понадобится пень, с вас, скорее всего, будет взиматься дополнительная плата.
3. Зачем нужен пень?Пни могут выглядеть красиво, когда вы украсите их цветами или интегрируете их в другой ландшафтный проект, но они также могут стать серьезной неприятностью.
Вот несколько причин, по которым вам следует подумать о шлифовании пня:
– Пни могут споткнуться.
– Пни могут снизить привлекательность бордюров.
– Пни привлекают вредителей, таких как термиты и муравьи.
– Некоторые больные пни могут распространять болезнь на здоровые деревья.
– Пень может затруднить кошение газона и повредить лезвия газонокосилки.
Заключение
Аренда профессионального измельчителя пней поможет вам сэкономить деньги, время и энергию. Позвоните ближайшему к вам специалисту по уходу за деревьями, чтобы вы снова смогли насладиться пейзажем.
Помните, что вы можете рассчитывать заплатить от 158 до 450 долларов за профессиональную шлифовку пней.Средняя работа по шлифовке пней обходится большинству домовладельцев в 313 долларов .
У вас есть большой пень, который нужно размолоть? Большинство высококлассных рабочих мест стоят около 533 доллара. Если вам нужно измельчить только небольшой пень, средняя бюджетная стоимость составит 158 долларов.
Основная фотография предоставлена: Riggwelter / Wikimedia Commons / CC BY-SA 3.0
Джейн Пурнелл
Джейн Пурнелл – писатель-фрилансер и актер из Нью-Йорка. Она заработала себе B.А. из Университета Вирджинии и наслаждается чашечкой горячего кофе во френч-прессе.Оценка возможности восстановления и всесторонняя выгода шлифовального станка, снятого с эксплуатации.
Образец цитирования: Ling T, He Y (2020) Оценка возможности восстановления для оценки осуществимости и всестороннего преимущества шлифовального станка, снятого с производства. PLoS ONE 15 (6): e0234603. https://doi.org/10.1371/journal.pone.0234603
Редактор: Ювараджа Тикараман, Институт науки и технологий Кванджу, ИНДИЯ
Поступила: 12 октября 2019 г .; Принята к печати: 26 мая 2020 г .; Опубликовано: 18 июня 2020 г.
Авторские права: © 2020 Ling, He.Это статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии указания автора и источника.
Доступность данных: Все соответствующие данные находятся в документе.
Финансирование: Лин Тианбай (LTB) Z16030384 Шанхайский фонд развития науки и технологий (CN) http://www.stefg.org/mobile/about/inventory.aspx?key=&hangye=&fenhui=72634837642510336 спонсоров или спонсоров нет играть любую роль в дизайне исследования, сборе и анализе данных, решении опубликовать или подготовке рукописи.
Конкурирующие интересы: Авторы заявили, что никаких конкурирующих интересов не существует.
Введение
Развитие модернизации за рубежом
С 1930-х по 1940-е годы американская автомобилестроительная промышленность занимала лидирующую позицию в области восстановления. После почти 80 лет развития развитые страны Европы и Америки, представленные США, Германией, Соединенным Королевством, Нидерландами и Японией, создали отраслевую систему восстановления, охватывающую многие единицы, такие как утилизация отходов и обнаружение разборки. , управление производством при восстановлении, разработка исследований в области технологий восстановления и маркетинг продукции при восстановлении [1].Восстановленные продукты охватывают многие области, такие как аэрокосмическая промышленность, тяжелое внедорожное оборудование, автомобильные запчасти, локомотивы, продукты информационных технологий, электрическое оборудование, медицинское оборудование и оргтехника. Он сформировал идеальный режим работы для восстановления и сформировал зрелую рыночную среду для восстановления. Годовой объем производства в восстановительной промышленности США быстро вырос с 75 миллиардов долларов в 2005 году до 100 миллиардов долларов в 2016 году. Соединенные Штаты стали крупнейшей страной в мире по восстановительной промышленности, а годовой объем производства в мировой восстановительной промышленности вырос со 100 долларов. миллиардов долларов в 2005 году до 140 миллиардов долларов в 2016 году.Поэтому в зарубежных странах индустрию восстановления называют «индустриальным гигантом» [2,3].
Станок – это силовое механическое устройство сложной конструкции, на котором путем резки металла изготавливаются механические детали. Шлифовальный станок, как типичное механическое и электрическое оборудование, имеет большую ценность при переработке и переработке. Измельчитель отходов может быть переработан и использован, как и железо и сталь, что значительно экономит ресурсы железа и стали. Стоимость восстановления шлифовального станка может быть снижена более чем на 40% по сравнению с покупкой новых станков, механическая часть шлифовального станка отличается прочностью и стабильностью, особенно для отливок станины и колонны, чем дольше старение, тем лучше производительность и надежность, а измельчитель подходит для вторичной переработки и восстановления.Изделие и функциональные компоненты имеют хорошую взаимозаменяемость, что значительно упрощает процесс восстановления.
Восстановление, как особый вид вторичной переработки, делает тот факт, что бывшие в употреблении товары длительного пользования можно отремонтировать до состояния, аналогичного новым реализованным. Посредством модернизации большинство бывших в употреблении деталей машин можно отремонтировать до состояния, аналогичного новым, с соответствующей гарантией, что не только снижает загрязнение окружающей среды, но и снижает потребление энергии и профессиональных трудозатрат, используемых на производстве.наиболее важным является то, что характеристики продукта после восстановления должны быть на уровне оригинального продукта или превосходить его [4–6].
На протяжении всего развития индустрии восстановления за рубежом США, Европа, Япония и другие развитые страны и регионы индустрии восстановления проделали большую работу в аспектах управления технологиями восстановления и в практике предприятий по восстановлению. Восстановление станков в Соединенных Штатах прошло стадии развития, включая техническое обслуживание, обновление, преобразование с числовым программным управлением (ЧПУ) и реконструкцию.После многих лет развития и ликвидации большого количества предприятий на рынке в США насчитывается более 300 предприятий, специализирующихся на восстановлении станков, в основном сторонних поставщиков услуг по восстановлению станков [7,8]. Компания Maintenance Service Corp. имеет 60-летнюю историю модификации и восстановления станков. Они могут трансформировать, ремонтировать и восстанавливать все виды станков. Всего компания выполнила более 20 000 комплектов машин.Machine Tool Builders, Inc. занимается восстановлением станков уже почти 20 лет. В основном они занимаются восстановлением станков для обработки зубчатых колес. В настоящее время компания имеет возможность проектировать и производить новые станки, а также завершила ряд операций по восстановлению станков. В Японии обрабатывающая промышленность отказывается от традиционной концепции обслуживания старых станков и оборудования, чтобы модернизировать их путем восстановления. По статистике, в Японии существует не менее 20 предприятий, занимающихся восстановлением станков и имеющих определенный масштаб, таких как Osaka Engineering Company, Nozaki Engineering Company, Yamazaki Mazak Company и т. Д.
Развитие производства в Китае
В последние годы в Китае быстро развивалась индустрия восстановления станков. Содействие централизованному экологическому законодательству, экологическая осведомленность клиентов постоянно повышается. экономические и социальные выгоды предприятий и клиентов, занимающихся восстановлением, постоянно увеличиваются. Однако из-за отсутствия ключевых технологий восстановления, техническое обслуживание и модификация по-прежнему являются основными услугами по восстановлению станков, что не может гарантировать их производительность и надежность.
С 1999 года правительство активно рекламирует и тщательно изучает проект по восстановлению в Китае. В 2005 году компания Jinan Fuqiang Power Co., Ltd. была признана пилотной единицей национальной экономики замкнутого цикла, что свидетельствует о готовности Китая предпринять стратегические попытки восстановления производства; В 2010 году одиннадцать министерств и комиссий совместно выпустили Заключения о содействии развитию восстановительной промышленности, что является важной вехой в восстановлении производства в Китае; В целях реализации Закона о поощрении циркулярной экономики в 2013 году китайское правительство решительно поддерживает продвижение и использование восстановленных продуктов, способствует переработке использованных восстановленных деталей и увеличивает долю рынка восстановленных товаров; В 2015 году правительство опубликовало План «Сделано в Китае до 2025 года» и предложило внедрить высококачественное восстановление и интеллектуальное восстановление для содействия устойчивому развитию индустрии восстановления [9].
Предприятия по восстановлению станков в основном включают предприятия по производству оригинальных станков и независимые сторонние предприятия по восстановлению станков в Китае. Компания Chongqing Machine Tool Group Co., Ltd. рассматривает восстановление станков как одну из основных стратегий предприятия и постепенно превращает восстановление обычных механических зубофрезерных станков в новую точку роста прибылей предприятия. Кроме того, Shenyang Machine Tool Group, Dalian Machine Tool Group, Shanghai Machine Tool Works Co., Ltd и другие компании занимаются восстановлением станков.
Наряду с быстрым ростом уровня жизни потребление энергии и невозобновляемых материалов быстро достигает, по мнению многих экспертов, неустойчивого уровня, что создает серьезные экологические проблемы [10]. Восстановление – это мощный инструмент восстановления продукта, который позволяет создавать продукты не хуже новых из старых, выброшенных. Этот метод также может помочь снизить воздействие продукта на окружающую среду при его окончательной утилизации.Растущая забота об экономии ресурсов и сокращении отходов привела к увеличению масштабов восстановления. В этой статье представлен метод оценки осуществимости восстановления измельчителя, который оценивает техническую осуществимость, экономическую осуществимость и выполнимость ресурсной среды, обеспечивает информационную поддержку восстановления измельчителя [11–14].
Обзор литературы
В условиях нехватки ресурсов и загрязнения окружающей среды восстановление как один из хорошо известных методов восстановления продуктов с истекшим сроком службы стало предметом исследований различных исследовательских институтов.Возможность разрабатывать продукты для восстановления обычно принадлежит производителям оригинального оборудования (OEM), которые контролируют этапы проектирования и восстановления станков. Не все станки подходят для восстановления, только изделия с определенной внутренней стоимостью, длительным жизненным циклом технологии или высокой износостойкостью могут рассматриваться для восстановления. Подробное руководство по определению кандидатов на восстановление или компонентов можно найти в литературе по восстановлению [15,16].
Модульная конструкция построена на основе функционального анализа продукта с разными функциями или с одинаковыми функциями, но с разными характеристиками и спецификациями. Использование модульной конструкции для реконструкции – эффективный способ выполнить конфигурацию структуры продукта на этапе концептуального проектирования. Модульное разделение станков может удовлетворить требования восстановления станков в соответствии с характеристиками каждого этапа жизненного цикла продукта, в основном рассматриваются экономические и технические критерии восстановления станков.В процессе модульного проектирования станков, разделение на модули является важным аспектом модульной конструкции, и для предприятий очень важно проводить реконструкцию станков [17,18].
Была создана многоцелевая модель оптимизации с равновесием жизненного цикла и стоимостью для максимизации восстановительной стоимости продуктов с окончанием срока службы (EOL). Анализ случая показал, что эта схема может эффективно оптимизировать восстановительную ценность продуктов EOL и улучшить экономические выгоды от восстановления [19].В отличие от восстановления деталей, таких как автомобильные детали, восстановление станков является типичным бизнесом, основанным на станках, в котором бывшие в употреблении станки повторно используются в качестве основных компонентов восстановления для удовлетворения рыночных требований с помощью процессов модернизации продукта и модернизации оборудования. Не только производительность бывшего в употреблении станка может быть восстановлена до нового состояния, но также могут быть улучшены энергоэффективность, экологическая эффективность и информационная функция.
Важной особенностью восстановления является то, что качество восстановленного продукта не уступает новому продукту, а характеристики продукта были значительно улучшены или улучшены.Стоимость восстановленной продукции составляет всего около 50% от стоимости новой продукции. По сравнению с новыми продуктами восстановленные продукты могут сэкономить около 60% энергии и 70% материалов. Воздействие восстановленной продукции на окружающую среду значительно снижается по сравнению с производством новой продукции. Восстановление списанных продуктов до их первоначального состояния – это просто ремонт или капитальный ремонт, а не восстановление [20].
На основе обзора и анализа литературы сделан вывод, что большая часть соответствующей литературы посвящена модульной конструкции и модернизации при разработке новых продуктов, а также альтернативному выбору процесса восстановления и в основном включает экономические, технические, экологические и социальные факторы.Поскольку это механический продукт с высокой стоимостью и сложной структурой, не существует подходящего метода принятия решения о восстановлении, системы оценки восстановления и анализа случаев восстановления для выбора при восстановлении измельчителя. Эта статья устанавливает технико-экономическое обоснование и модель всесторонней оценки преимуществ восстановления шлифовальных станков на основе комбинации качественных и количественных методов, чтобы заполнить пробелы в литературе о текущих решениях по восстановлению шлифовальных станков.
Анализ процесса восстановления шлифовальных станков
Введение в структуру шлифовального станка
Основные характеристики высокоскоростного шлифовального станка с числовым программным управлением (ЧПУ) включают высокую статическую жесткость и автоматизацию всего шлифовального станка, высокую точность обработки, надежность и стабильность, а также удобство использования и обслуживания. Верстак приводится в движение шарико-винтовой парой, минимальная установка 0,1 мкм. Система шпинделя шлифовального круга использует гидродинамическую систему шпинделя, которая имеет характеристики высокой жесткости, высокой точности вращения, высокой эффективности шлифования, меньшей вибрации и высокой несущей способности в рабочих условиях.Шлифовальный станок с ЧПУ имеет полностью закрытое внешнее защитное устройство, которое имеет высокий коэффициент безопасности. В то же время внутренняя электрическая цепочка машинного оборудования стабильна и надежна для обеспечения безопасного производства.
Шлифовальный станок с ЧПУпредставляет собой Т-образную общую компоновку, в которой в качестве независимого модуля находится электрический шкаф, система охлаждения и фильтрации, гидравлическая станция и пульт управления с ЧПУ. Общая конструкция шлифовального станка состоит из станины, двигателя, рабочего стола, рамы, задней бабки и системы шпинделя шлифовального круга.Общая трехмерная модель показана на рис. 1.
Верстак устанавливается на направляющую передней станины шлифовальной машины. Рама и задняя бабка устанавливаются с обоих концов верстака. В зависимости от требований к обработке и формы деталей, между передней рамой и задней бабкой может быть установлен конус Мооса, патрон или пневматический патрон. Из-за разной длины обработки различных деталей в задней бабке используется линейная направляющая, которая имеет высокую точность ведения и может перемещаться в продольном направлении для операции зажима.
Система шпинделя шлифовального круга установлена на направляющей задней станины шлифовального станка, а система шпинделя является наиболее важным основным компонентом шлифовального станка. Система шпинделя может перемещаться по поперечной направляющей, чтобы реализовать движение осевой подачи и удобно регулировать расстояние обработки между шлифовальным кругом и заготовкой. Шпиндель шлифовального станка поддерживается гидродинамическими и гидростатическими подшипниками, шпиндельная система оснащена независимым устройством смазки, что увеличивает срок службы подшипников и шпинделей.
Поскольку конструкция шлифовального станка должна отвечать требованиям высокой точности обработки, высокой жесткости и высокой несущей способности, направляющие шлифовального станка в основном выполнены в виде интегрированных направляющих, которые представляют собой жесткие рельсы. Как показано на рис. 2, направляющие и станина представляют собой интегрированные литые детали, которые обрабатываются на основе отливок станины, а затем превращаются в направляющие путем закалки и шлифования. Станки, такие как токарные станки, фрезерные станки и обрабатывающие центры, в основном имеют форму линейных направляющих.Как показано на рис. 3, линейные направляющие и станина машины представляют собой отдельные конструкции. После износа направляющих их можно разобрать и заменить. Конструкция простая, обработка удобна, но жесткость и несущая способность линейных направляющих хуже, чем у жестких.
Процесс восстановления шлифовальных станков
Модель восстановления болгарки можно разделить на контрактную реконструкцию и коммерческую реконструкцию. Поскольку существует много неопределенностей в процессе оценки качества измельчителей переработанных отходов, процесс восстановления более сложен, чем процесс производства новых станков.Таким образом, на рынке восстановления в Китае восстановление шлифовальных станков в основном основано на контрактном режиме восстановления, который предусматривает использование соответствующих станков для восстановления в соответствии с потребностями клиентов [21].
Из-за ограниченности существующей конструкции и материала процесс восстановления измельчителя отходов должен быть адаптирован к текущей ситуации с продуктами. Как показано на рис. 4, восстановление шлифовальных станков – это систематическая организация. Во-первых, в соответствии с технологической схемой восстановительного производства измельчителя отходов определяется, что станок может соответствовать стандарту восстановления до того, как его можно будет переработать.Во-вторых, этапы процесса разборки, очистки, осмотра и классификации выполняются для частей станков из отходов, которые соответствуют стандарту оценки восстановления, а восстановленные части станков из отходов хранятся на складе для обработки. Наконец, технология обработки поверхности используется для повторной обработки восстановленных деталей. Восстановленные детали и купленные новые детали собираются заново, и создается модернизированный шлифовальный станок. Детали измельчителя металлолома после разборки, очистки и тестирования можно разделить на четыре категории в зависимости от степени их повреждения: детали, пригодные для прямого повторного использования, восстановленные детали, детали, пригодные для вторичной переработки, и детали, являющиеся непосредственным утилем [22,23].
За счет модернизации измельчителей остаточная стоимость измельчителей отходов может быть полностью повторно использована. Производительность восстановленных шлифовальных станков может быть равна или лучше, чем у новых станков, а функции, которых нет в новых станках, могут быть увеличены, но стоимость новых станков составляет всего от 40% до 70%.
Технико-экономическое обоснование возможности восстановления вышедшего из эксплуатации шлифовального станка
Оценка возможности восстановления шлифовальных станков
Основываясь на анализе модели процесса восстановления измельчителей, в данной статье представлена модель комплексного метода оценки возможности восстановления измельчителей отходов на основе экспертных знаний, как показано на рис.Во-первых, учитывая серьезное повреждение и износ измельчителя переработанных отходов, восстановление измельчителя может быть затруднено, поэтому необходимо проанализировать техническую осуществимость восстановления измельчителя отходов, чтобы гарантировать, что станок может использовать современное производство. , информационные технологии, числовое программное управление и автоматизация для восстановления работоспособности и повышения производительности. Если техническая возможность восстановления измельчителя неудовлетворительна, тогда можно будет проводить только рекуперацию материала и переработку.Во-вторых, необходимо рассчитать и оценить стоимость модернизации измельчителя отходов с большей технической осуществимостью. Необходимо определить, может ли реконструкция кофемолки сделать реконструкцию прибыльной. В противном случае восстановитель будет использовать рекуперацию материала и другие методы для покрытия затрат на восстановление. Третий шаг – проанализировать ресурсные и экологические преимущества восстановления измельчителей с точки зрения экономии материалов, энергосбережения и сокращения выбросов в окружающую среду.Целью восстановления является экономия ресурсов и сокращение выбросов за счет переработки и повторного использования отходов. Наконец, измельчитель отходов с большей возможностью восстановления входит в разборку, очистку, тестирование и классификацию. В процессе ремонта, повторной обработки и повторной сборки уровень производительности новых станков может быть достигнут за счет восстановления точности, восстановления функций и повышения производительности, в то время как станки с плохой возможностью восстановления могут быть переработаны за счет рекуперации материала.
На основе исследования данных и анализа конкретных случаев в отрасли восстановления измельчителей сделан вывод, что оценка осуществимости восстановления измельчителей отходов в основном рассматривается с трех аспектов: техническая осуществимость, экономическая осуществимость, возможность использования ресурсов и окружающей среды. Система оценки осуществимости восстановления измельчителя показана в Таблице 1. Критерии оценки в основном состоят из трех частей: техническая осуществимость, экономическая осуществимость и осуществимость ресурсов и окружающей среды.Каждый критерий можно разделить на различные показатели. Значение оценки, включая техническую осуществимость, экономическую осуществимость, возможность использования ресурсов и окружающей среды, находится между 0 и 1. Когда значение оценки составляет от 0,6 до 0,74, это означает, что станок можно реконструировать. Когда оценочное значение составляет от 0,75 до 0,89, это означает хорошее, и восстановление станка выгодно. Когда оценочное значение больше 0,9, это означает отличный, и восстановление станков может принести большие выгоды.Определение и расчет каждого оценочного значения следующие.
Критерии осуществимости технологии
Технологическая возможность восстановления измельчителей отходов должна рассматриваться на всех этапах процесса восстановления, включая состояние направляющей станины отливки, простоту разборки, возможность очистки, возможность обнаружения и классификации, а также возможность восстановление деталей и комплектующих. Демонтаж – это первый шаг в процессе восстановления, а также основа и предпосылка для включения измельчителя лома в процесс восстановления.Поскольку реконструкция не предусмотрена в первоначальном процессе проектирования измельчителя отходов, части измельчителя отходов могут быть повреждены в процессе разборки.
Разборка при восстановлении измельчителя отличается от рекуперации материалов и переработки [24]. Повреждение деталей, вызванное разборкой, должно быть сведено к минимуму, а эффективность разборки должна быть повышена. На станке бывают разные виды болтов, штифтов и других соединений, эти соединения отличаются простотой демонтажа.Простота разборки – это качественный показатель, который обычно оценивается экспертами перед восстановлением с точки зрения конструкции соединения, режима соединения, количества деталей и компонентов. Чтобы упростить и количественно оценить простоту разборки, в этой статье в основном оценивается время разборки, как показано в Формулах 1 и 2.
(1) (2)Среди них t i представляет собой среднее время разборки соединительных деталей i th, c i представляет собой номер i th соединительной детали. частей, N представляет количество соединительных частей, T d представляет стандартное значение времени разборки, δ представляет собой промежуточную переменную, а t d представляет разборку значение индекса простоты.
Чтобы переработанные списанные измельчители и детали имели лучшую возможность повторной обработки, разобранные детали необходимо очистить перед обнаружением и классификацией. Для разных частей требуются разные методы очистки, и разные методы очистки имеют разную степень сложности. В этой статье возможность очистки в основном анализируется исходя из количества деталей и сложности методов очистки. На основании исследования предприятий, занимающихся восстановлением, предполагается, что степень сложности различных методов очистки, таких как продувка или чистка щеткой, выпечка, распыление химических моющих средств и ультразвуковая очистка, равна 0.20, 0,40, 0,60 и 0,80. Индекс целесообразности очистки можно рассчитать по формуле 3.
(3)Среди них L j представляет количество деталей, очищенных с помощью метода стирки j , а θ j представляет собой значение сложности j ый способ стирки.
Проверка работоспособности деталей измельчителя отходов является ключевым звеном в обеспечении качества восстановленного измельчителя. Чтобы гарантировать качество восстановленного измельчителя, необходимо проверить все демонтированные детали, чтобы убедиться, что они не повреждены и не подлежат повторному использованию.Основываясь на результатах испытаний деталей, детали можно разделить на три категории: прямое использование без повторной обработки, пригодное для использования и непригодное для использования после повторной обработки. Чтобы упростить вычисление, значение индекса в основном оценивается по среднему времени обнаружения и оценивается экспертами. Результат оценки t i можно разделить на четыре степени (A, B, C, D), и соответствующие значения индекса (0,95, 0,82, 0,65, 0,50).
Ремонт и переработка являются ключевым звеном в восстановлении деталей измельчителя отходов до нового продукта, это наиболее важный процесс восстановления измельчителя [25].Поскольку у разных пользователей разные условия работы и разные привычки использования, уровень качества переработанных деталей сильно различается. Детали измельчителя для отходов могут иметь проблемы в процессе обработки и не могут использоваться в дальнейшем, только после покупки новых или замены новых деталей. У разных деталей разные процессы обработки. У каждого процесса разные затраты и разные показатели успеха. Стоимость восстановления болгарки напрямую зависит от повторного использования отработанных деталей. Если измельчитель отходов имеет хорошую возможность восстановления деталей, это значительно повысит экономичность восстановления станков.Индекс целесообразности ремонта и переработки отработанных деталей можно рассчитать по формуле 4.
(4)Среди них, Q k представляет собой количество k -й детали после разборки и очистки, p k представляет собой степень успешности ремонта и повторной обработки k th частей, а N представляет количество частей.
Поскольку станина шлифовального станка и направляющий рельс имеют интегрированную конструкцию, шлифовальный станок нельзя изготавливать, если направляющий рельс серьезно изношен или деформирован и возникают трещины, поэтому он может напрямую перерабатывать ресурсы.На основе приведенного выше анализа каждого показателя технической осуществимости и формы конструкции измельчителя, оценочное значение технической осуществимости может быть получено по формуле 5.
(5)Среди них ƞ d , ƞ c , ƞ i и ƞ r представляют значения веса для t d , t c , t i и t r соответственно, значения веса могут быть определены AHP.Значение α равно 0 или 1. Когда α = 1, это означает, что направляющий рельс станины может быть переработан после ремонта; Когда α = 0, это означает, что направляющая станины сильно изношена или корродирована и не может быть переработана.
Критерии экономической целесообразности
С точки зрения экономической осуществимости, пригодность измельчителя отходов для восстановления в основном анализируется с точки зрения полного использования его добавленной стоимости в соответствии с существующими технологиями и уровнем технологии для получения экономических выгод.Чем больше добавленная стоимость и ниже стоимость восстановления, тем выше экономическая целесообразность и выше степень восстановления. Кроме того, восстановление шлифовальных станков также имеет значительные косвенные экономические выгоды, которые могут сэкономить большие объемы инвестиций в оборудование и затраты на техническое обучение предприятий-клиентов, значительно снизить затраты на приобретение новых станков с таким же уровнем производительности, сократить время доставки вдвое. , а производительность может достигать или превышать первоначальный уровень новых станков.В этой статье в основном оценивается экономическая целесообразность восстановления, исходя из стоимости восстановления шлифовальных машин, а также оцениваются экономические выгоды от восстановления шлифовальных машин.
В данной статье индекс оценки экономической осуществимости C делится на две части: одна предназначена для измерения стоимости восстановления C 1 , другая – для измерения стоимости производства новых станков C 2 , конкретные показатели измерения следующие.
Стоимость восстановления шлифовального станка C 1 в основном включает затраты на восстановление, разборку, очистку, тестирование, повторную обработку и повторную сборку станка. Каждая стоимость в основном включает затраты на управление, затраты на материалы, затраты на ресурсы и человеческие затраты. Новая производственная стоимость шлифовального станка C 2 в основном включает стоимость сырья, стоимость обработки, стоимость сборки и стоимость проверки качества. При оценке нового производственного сектора стоимость сырья включает не только стоимость обработки сырья, но и закупочную стоимость деталей, приобретаемых для станков.
Метод оценки экономических показателей отличается от метода оценки технических показателей. Это относится к количественной оценке. Следовательно, экономические показатели не могут быть оценены с помощью процесса аналитической иерархии. Согласно документу Лунда Роберта, если стоимость восстановленных продуктов составляет от 40% до 70% от цены новых продуктов с такими же характеристиками, восстановитель получит выгоду. Соотношение затрат на реконструкцию и новое производство является важным параметром для оценки экономической целесообразности.
Сначала объективные данные получаются путем полевых исследований и сбора доказательств по установленным показателям, а затем получается стоимость C 1 и C 2 по каждому индексу восстановления и нового производства путем статистической обработки данных.
Во-вторых, рассчитывается соотношение f C 1 к C 2 .
(6)Наконец, согласно различным значениям f , получается индекс оценки экономической осуществимости C .
(7)Если f <0,4, это означает, что стоимость восстановления составляет менее 40% от стоимости нового производства, а прибыль от восстановления больше, поэтому индекс экономической целесообразности равен 1, что означает, что это очень осуществимо. Когда 0,4 < f <0,7, стоимость восстановления составляет от 40% до 70% новой стоимости производства аналогичных шлифовальных машин, восстановление будет прибыльным, но маржа прибыли обратно пропорциональна коэффициенту пропорциональности.Когда 0,7 < f , стоимость восстановления составляет более 70% стоимости производства того же нового станка. В настоящее время рентабельность восстановления почти равна нулю, поэтому индекс экономической целесообразности равен 0, что указывает на то, что это нецелесообразно.
Критерии выполнимости ресурсной среды
Возможность восстановления измельчителя отходов в основном воплощается в трех аспектах, а именно: ценность ресурсов, ценность энергии и воздействие на окружающую среду измельчителя отходов.Уровень использования ресурсов, уровень энергосбережения и уровень защиты окружающей среды используются для оценки возможности восстановления измельчителя.
Коэффициент использования ресурсов для восстановления относится к деталям, которые собираются непосредственно на шлифовальном станке. Сырье для реконструируемого шлифовального станка поступает из отработанных деталей, поэтому коэффициент использования его ресурсов отражается в использовании восстановления отработанных деталей. Оценочный индекс коэффициента использования ресурса восстановленного шлифовального станка показан в формуле 8.
(8)Среди них N т – общее количество деталей для нового шлифовального станка, N u – количество отработанных деталей для восстановленного шлифовального станка, V t – общая стоимость новой шлифовальной машины, V u – стоимость восстановленной шлифовальной машины, N u / N t – доля отходы, V u / V t – стоимость утилизации отработанных частей.
Уровень энергосбережения при ремонте кофемолки означает количество энергии, сэкономленной в процессе восстановления, по сравнению с энергией, необходимой при производстве новой кофемолки. Энергия – это энергия, потребляемая водой, электричеством и углем для ремонта и замены деталей в процессе восстановления. Он косвенно участвует в составе модернизированной продукции. Оценочный индекс степени экономии энергии при восстановлении показан в формуле 9.
(9)Среди них n – количество типов необходимой энергии, V 1 – количество энергии, необходимое для новых производственных шлифовальных машин, и V 2 – количество энергии, необходимое для восстановление шлифовальных машин.
В отличие от других показателей, сложно количественно описать влияние возможности восстановления измельчителей отходов на окружающую среду. Целью определения этого показателя является анализ экологической целесообразности восстановления шлифовальных машин. Метод оценки заключается в сравнении загрязняющих веществ, сбрасываемых в процессе восстановления, с национальными стандартами защиты окружающей среды и в установлении функции индекса оценки степени защиты окружающей среды, как показано в формуле 10.
(10)Среди них x – это сброс различных загрязняющих веществ в процессе восстановления, а q – сброс загрязняющих веществ, соответствующих национальным стандартам выбросов.
В соответствии с индексом степени использования ресурсов, степени экономии энергии и степени защиты окружающей среды можно получить исчерпывающий индекс E индекса оценки ресурсной среды, как показано в формуле 11.
(11)Среди них ω 1 и ω 2 означают вес использования ресурса и коэффициент энергосбережения.По опыту они составляют 0,75 и 0,25 соответственно.
Определение веса для индивидуального индекса с помощью AHP
Для определения оценочного значения индивидуального индекса переделки кофемолки сначала необходимо определить весовое значение индивидуального индекса. Невозможно получить абсолютные веса, а только относительные веса. AHP – это метод принятия решений, который разбивает соответствующие элементы на цели, критерии и схемы, по которым может быть проведен качественный и количественный анализ [26–28].
Поскольку разные клиенты предъявляют разные требования к восстановлению использованных шлифовальных машин, веса отдельных индексов являются субъективными и могут варьироваться в зависимости от веса клиентов. Согласно характеристикам метода AHP, он применяется для определения веса промежуточного слоя при возможности восстановления измельчителя. Экспертная платформа состоит из заказчиков, а также конструкторского и управленческого персонала, занимающегося восстановлением станков. Процесс определения веса индивидуального индекса методом МАИ выглядит следующим образом.
Во-первых, стремясь решить проблему определения веса системы индексов осуществимости технологии, устанавливается модель процесса аналитической иерархии, как показано на рис. 6.
Во-вторых, он устанавливает приоритетную шкалу оценки показателей технической осуществимости, и значение может быть получено методом шкалы от 1 до 9, как показано в Таблице 2.
В соответствии со шкалой оценок индивидуальные индексы технической осуществимости сравниваются друг с другом, и создается матрица оценок, как показано в таблице 3.
На основе AHP относительный вес допустимого индекса технологии восстановления измельчителя может быть рассчитан по формуле 12.
(12)Среди них,,.
Наконец, веса отдельных индексов технической осуществимости определяются AHP, и результаты показаны в формуле 13.
(13)Комплексная оценка преимуществ восстановления шлифовальных машин
Содержание комплексной оценки преимуществ
Комплексная оценка преимуществ восстановления кофемолки представляет собой сложную и нечеткую систему.Выгода от восстановления шлифовальных станков носит иерархический характер. Техническую выгоду от восстановления можно разделить на качество продукции, своевременность восстановления и модернизацию технологии производства. Поскольку всесторонняя оценка преимуществ включает в себя множество факторов, но при этом отсутствуют данные, многие факторы находятся в состоянии нечеткого качественного анализа, поэтому для комплексной оценки преимуществ восстановления кофемолки можно использовать нечеткий AHP [29].
Оценка преимуществ восстановления измельчителей должна основываться на технических преимуществах, включая технические выгоды, экономические выгоды, экологические и ресурсные выгоды.Техническая выгода связана с энергоэффективностью продукта, повышением качества продукта и временем восстановления после восстановления, включая комплексную техническую модернизацию измельчителей после восстановления. Экономическая выгода относится к преимуществам деятельности по восстановлению в управлении затратами в течение жизненного цикла продукта. Экологические выгоды относятся к преимуществам восстановления ресурсов и защиты окружающей среды.
Система оценки преимуществ восстановления, изучаемая в этой статье, разделена на два уровня.Индекс оценки первого уровня – это технические, экономические и экологические преимущества восстановления кофемолки, который составляет набор коэффициентов оценки первого уровня U .
(14)На основе анализа практики восстановления измельчителей технические, экономические и экологические преимущества подразделяются на два уровня, чтобы сформировать набор вторичных факторов оценки. Комплексная система оценки преимуществ восстановления кофемолки представлена в Таблице 4.
В соответствии с опытом восстановления шлифовальных машин и фактическими потребностями определяется набор комментариев V .
(15)Набор комментариев V разделен на четыре уровня: v 1 отлично, v 2 хорошо, v 3 общий и v 4 бедный.
Процесс эволюции продуктовых технологий, основанный на теории решения изобретательских задач (ТРИЗ), подобен процессу роста видов. Он должен пройти четыре стадии: младенчество, рост, зрелость и уход. Эти четыре этапа составляют технологический жизненный цикл продуктов.Теория ТРИЗ изучает продукт как технологическую систему. Путем оценки технологии текущего продукта он предсказывает, на какой стадии текущий продукт находится в жизненном цикле технологии [30].
Техническая зрелость переделки шлифовальных станков относится к этапу технологической модернизации изделий из шлифовальных машин, в зависимости от того, могут ли они удовлетворить потребности клиентов и требования рынка. В этой статье этап технического жизненного цикла восстанавливаемого шлифовального станка прогнозируется на основе анализа производительности станков и патентных данных.Во-первых, патентные данные извлекаются и проверяются. Во-вторых, анализируется количество патентов и объем продаж продукции. Наконец, прогнозируется и оценивается технологическая зрелость продуктов.
Что касается прогноза технической зрелости восстанавливаемого шлифовального станка, то из CNIPA видно, что с 2000 по 2019 год в Китае было зарегистрировано 80315 патентов на станки, как показано в таблице 5. С 2000 по 2006 год количество количество патентов неуклонно растет. С 2007 года по настоящее время количество патентов стремительно растет.Продукция станков развивается в направлении числового управления, автоматизации и интеллекта.
В 2006 году количество металлорежущих станков с ЧПУ в Китае достигло 85 700. С тех пор производство станков и количество станков с ЧПУ росли из года в год. Доля станков с ЧПУ увеличилась с 15,2% в 2006 г. до 40,1% в 2017 г., конкретные данные приведены в таблице 6 [31].
Согласно статистике патентов на станки, производительности станков и скорости ЧПУ станков, количество патентов на станки неуклонно росло с 2000 по 2006 год, можно увидеть, что технология ручного шлифования вступила в стадию технической зрелости в 2007 году. и постепенно вошел в стадию отмены.Поэтому возвращение ручного шлифовального станка в исходное состояние не может дать значительных преимуществ. Число патентов на интеллектуальные и сложные станки быстро растет, а количество станков с ЧПУ растет с 2008 года, технология станков с ЧПУ все еще находится в стадии роста. За счет модернизации шлифовального станка добавляется система ЧПУ, чтобы улучшить автоматизацию станка и удовлетворить потребности клиентов.
Комплексная система оценки льгот
Оценка комплексного набора веса преимущества восстановления измельчителя может быть произведена путем комбинирования AHP с методом экспертных исследований (Delphi), который аналогичен определению веса индекса технической осуществимости в главе 3.5. Путем сравнения важности каждого уровня показателей в модели комплексной оценки выгод получается матрица суждения A i каждого уровня показателей оценки, а затем максимальное собственное значение λ i и соответствующий собственный вектор P i каждой оценочной матрицы, выполняется проверка согласованности λ i . CI и CR показаны в формуле 16, RI – средний индекс случайной согласованности, значения показаны в таблице 7.
(16)Когда CR меньше 0,1, согласованность матрицы оценки приемлема. В противном случае следует снова использовать метод Delphi для сравнения важности и построения оценочной матрицы до тех пор, пока CR не станет меньше 0,1. Наконец, получают набор весов индекса первого уровня и набор весов индекса второго уровня.
Для каждого фактора u i он оценивает каждый аспект набора комментариев V отдельно, образуя нечеткое подмножество оценки одного фактора.Для определения степени принадлежности каждого индекса можно использовать метод экспертной оценки. Несколько экспертов в области восстановления могут быть приглашены для формирования экспертной группы по оценке, и их оценка может быть указана путем выставления баллов. r ij – это степень принадлежности любого индекса u i в наборе индексов U к элементам в наборе комментариев V , их отношения следующие.
(17)Из них, обозначает количество экспертных групп, c ij означает количество голосов в пользу фактора u i и оценки v j , и может быть получена однофакторная матрица принадлежности R i .
(18)Весовой вектор индекса первого сорта равен W i при однофакторной нечеткой оценке, а результат комплексной оценки преимуществ B i восстановления шлифовального станка первого сорта может быть получен с помощью алгоритм взвешенной суммы.
(19)Была рассчитана комплексная оценка преимуществ нечеткого восстановления, три набора из B i взяты как подмножество комплексной оценки первого уровня, а матрица нечеткой комплексной оценки R = ( B 1 , B 2 , B 3 ) T построен.Тогда математическая модель нечеткой комплексной оценки преимуществ восстановления измельчителя выглядит следующим образом.
(20)Процентильная система используется для присвоения четырех оценок набора комментариев V . Среди них v 1 – отлично и оценка за задание составляет от 90 до 100, против 2 – хорошо, а оценка за задание составляет от 80 до 89, v 3 – общее, а оценка за задание составляет От 65 до 79, против 4 плохо, а оценка за задание составляет от 50 до 64.Была получена количественная оценка нечеткой комплексной оценки преимуществ восстановления, и уровень производительности восстановленного шлифовального станка был определен в соответствии с набором комментариев по восстановлению V .
Результаты и обсуждение
Технико-экономический анализ реконструкции болгарки
В настоящее время в Китае насчитывается более 8 миллионов станков, но общий уровень отечественных станков относительно отстает. По статистике более 60% станков находятся в эксплуатации более 10 лет.В ближайшие 5-10 лет эти станки могут столкнуться с браком, простаиванием или эксплуатацией, что создает значительный потенциальный ресурс для восстановления станков.
На заводе-изготовителе деталей двигателя три комплекта цилиндрических шлифовальных машин M1332B производства Shanghai Machine Tool Works Company находятся в эксплуатации более 15 лет и требуют отказа от технологий и отходов. Цилиндрический шлифовальный станок M1332B, снятый с производства, показан на рис. 7. На рис. Компания хочет удовлетворить потребности в обработке и сократить затраты на рабочую силу, приобретая цилиндрические шлифовальные станки с ЧПУ с такими же характеристиками.Однако из-за высокой цены на цилиндрические шлифовальные станки с ЧПУ компания не может позволить себе заплатить за три комплекта новых шлифовальных машин. Из-за высокой остаточной стоимости отходов цилиндрических шлифовальных машин предприятия предпочитают реконструировать шлифовальные машины для удовлетворения производственных потребностей. Круглошлифовальный станок – основное оборудование предприятия. Оригинальный станок использует реле для логического управления, рабочий стол приводится в движение гидравлическим цилиндром. Технология управления шлифовальными станками является обратной, частота отказов станка высока, но механическая точность хорошая.Согласно требованиям предприятий, шлифовальный станок после переделки управляется системой ЧПУ, а режим подачи рабочего стола – шарико-винтовая система подачи. Ниже приводится подробный процесс технико-экономического анализа для восстановления цилиндрической шлифовальной машины.
Во-первых, проанализирована техническая возможность переделки отходов цилиндрической шлифовальной машины М1332Б. Первым шагом в процессе восстановления является демонтаж бывшего в употреблении шлифовального станка M1332B. Основные соединительные детали машины делятся на три категории: винты, болты и установочные штифты.Общее количество винтов составляет 326, среднее время извлечения – 5,7 секунды. Общее количество болтов – 34, среднее время удаления – 5,2 секунды. Общее количество установочных штифтов составляет 21, а среднее время извлечения составляет 7,6 секунды. По опыту специалиста, эталонное значение времени разборки станка составляет 2100 секунд, а результаты расчета по формуле 1 следующие.
Используя приведенные выше результаты вычислений в формуле 2, t d = 0.85 можно получить.
После разборки кофемолка состоит всего из 107 частей, и 7 частей, таких как корпус измельчителя, необходимо очистить распылением химического моющего средства, степень сложности 0,7; Общее количество шпинделей и других деталей вала – 8, которые необходимо запечь, степень сложности – 0,4; Остальные 92 части можно обработать обдувом или кистью, а степень сложности составляет 0,2. Значение t c можно получить по формуле 3.
Большинство разобранных деталей машины можно повторно использовать с небольшим износом, а время обнаружения относительно невелико, поэтому результат оценки определяется как уровень B, который составляет t i = 0,82.
В общей сложности 107 деталей машины требуют повторной обработки после разборки и очистки. Всего 31 литая деталь – это лишь небольшая степень износа, а показатель успешности ремонта составляет 0,95; Необходимо прецизионно обработать 24 детали вала и диска с вероятностью успеха 0.85; Остальные 52 части включают легко деформируемые части, такие как защитный кожух, с показателем успеха 0,75. Значение t r можно получить по формуле 4.
В соответствии с приведенным выше расчетом можно получить результаты каждого показателя оценки технической осуществимости, как показано в Таблице 8.
Техническая возможность восстановления цилиндрической шлифовальной машины M1332B может быть рассчитана по формуле 5. Результаты оценки следующие.
Согласно результатам оценки техническая осуществимость восстановления цилиндрической шлифовальной машины лучше, и процесс оценки возможности восстановления шлифовальной машины может перейти на следующий этап.
Второй шаг – оценить экономическую целесообразность восстановления цилиндрической шлифовальной машины M1332B и рассчитать затраты на восстановление, чтобы гарантировать прибыльность восстановителя. В соответствии с требованиями клиентов цена покупки простого цилиндрического шлифовального станка с ЧПУ MKA1332 с таким же уровнем производительности составляет 320 000 юаней.Стоимость утилизации списанного станка M1332B может быть оценена в 22 000 юаней. Затраты на приобретение деталей, включая стержень винта, систему ЧПУ и подшипники, составили 46 000 юаней. Стоимость рабочей силы и расходных материалов составляет 37 800 юаней. Стоимость управления фабрикой и модернизации составляет 9000 юаней. Налог с предприятий составляет 9 200 юаней, а прибыль предприятия – 21 000 юаней. Экономическая целесообразность восстановления измельчителей может быть рассчитана по формуле 6, и результаты оценки будут следующими.
По значению f можно получить индекс оценки экономической осуществимости C .
Результаты оценки экономической целесообразности восстановления показывают, что шлифовальный станок имеет хорошую экономическую целесообразность, и предприятие, занимающееся восстановлением, может получить большую прибыль с заметными экономическими выгодами. Следующим шагом может стать процесс оценки осуществимости восстановления.
Наконец, возможность использования ресурсов и окружающей среды для восстановления цилиндрической шлифовальной машины M1332B анализируется с точки зрения экономии ресурсов, энергосбережения и защиты окружающей среды.После очистки и повторной обработки 96 частей из 107 отработанных частей могут быть использованы в качестве восстановленных деталей шлифовальной машины для сборки, в то время как 115 деталей необходимы для новой шлифовальной машины того же типа. Стоимость модернизированной кофемолки и стоимость новой кофемолки можно считать одинаковой. По формуле 8 можно получить оценочный индекс использования ресурсов восстановленной кофемолки.
Энергия, необходимая в процессе производства и восстановления шлифовального станка, – это электрическая энергия.Электроэнергия, необходимая новому шлифовальному станку, составляет около 675 кВтч, тогда как восстановленному шлифовальному станку требуется всего 56 кВтч. Загрязняющие вещества, выбрасываемые в процессе восстановления шлифовального станка, намного ниже, чем те, которые выбрасываются в процессе производства новых станков, поэтому они полностью соответствуют национальным стандартам защиты окружающей среды. По формуле 9 может быть получен оценочный индекс степени экономии энергии при восстановлении.
Подводя итог, можно сказать, что показатели осуществимости ресурсов и окружающей среды количественно определены, как показано в Таблице 9.
Впоследствии экологическая целесообразность восстановления ресурсов цилиндрической шлифовальной машины M1332B может быть рассчитана по формуле 11, и результаты оценки будут следующими.
Из результатов технико-экономического обоснования ресурсов и окружающей среды видно, что реконструкция вышедшей из эксплуатации цилиндрической шлифовальной машины M1332B обеспечивает лучшую экономию ресурсов и экологичность. Измельчитель подходит для восстановления и может максимально увеличить повторное использование отходов.
Анализ процесса восстановления шлифовальных машин
Цилиндрическая шлифовальная машинаM1332B в основном состоит из станины, верстака, рамы шлифовальной головки, рамы, задней бабки, гидравлической системы, системы охлаждения, защитного кожуха, электрической системы и т. Д. После разборки, очистки, тестирования и классификации механические части цилиндрической шлифовальной машины подвергаются механической обработке. После ремонта и повторной обработки эффект автоматической работы был достигнут за счет добавления системы ЧПУ, серводвигателя и пары шарико-винтовой пары. Электрическая система увеличивает частотно-регулируемый привод, чтобы скорость шпинделя станка достигла эффекта плавного регулирования скорости.Добавление магнитного сепаратора охлаждающей жидкости в систему охлаждения может привести к автоматическому разделению ферромагнитного материала, поддержанию чистоты смазочно-охлаждающей жидкости, повышению производительности обработки и снижению загрязнения окружающей среды. После замены вышедших из употребления деталей с сильным износом точность шлифовального станка восстанавливается до заводского стандарта, и производительность станка может удовлетворить производственные потребности клиентов.
После разборки и очистки анализируется потеря деталей и точность цилиндрической шлифовальной машины, и разрабатывается технологический план восстановления.Процесс восстановления цилиндрической шлифовальной машины M1332B заключается в следующем.
Ремонт направляющей станины шлифовального станка вызовет разную степень износа при использовании цилиндрического шлифовального станка, что повлияет на точность обработки станка. Направляющую отливки станины можно отремонтировать с помощью литейного клея, если износ не является серьезным. Затем шлифовальный станок для направляющих шин используется для шлифования направляющих до стандартных размеров. Наконец, выполняется ручная очистка направляющей станины.Целью зачистки является увеличение фактической площади контакта поверхности направляющего рельса во время работы и накопление небольшого количества смазки в яме для очистки, чтобы уменьшить трение движущейся контактной поверхности и продлить срок службы направляющего рельса. Интегрированные направляющие шлифовального станка отремонтированы, как показано на Рис. 8.
Система шпинделя рамы шлифовального круга является основным компонентом цилиндрической шлифовальной машины. Результаты восстановления рамы шлифовального круга напрямую повлияют на точность шлифовального станка.Восстановление рамы шлифовального круга включает ремонт шпинделя и замену гидродинамических и гидростатических подшипников. Поверхностный дефект шпинделя рамы колеса устраняется методом покрытия, а погрешность округлости шпинделя составляет менее 0,002 мм путем шлифования, шероховатость поверхности может соответствовать требованиям Ra 0,2 мкм. Зазор между гидродинамическим подшипником и шпинделем должен соответствовать требованиям от 0,015 мм до 0,025 мм. После ремонта система шпинделя рамки шлифовального круга показана на рис.9.
Трапециевидный винт используется в исходном режиме привода цилиндрической шлифовальной машины, который подвергся серьезному износу. Для обеспечения точности движения и повышения гибкости движения шариковую винт следует заменить. Улучшение системы подачи шлифовального станка в основном заключается в сокращении приводной цепи подачи и приводе ходового винта непосредственно с помощью серводвигателя, что может значительно снизить передачу ошибок между всеми уровнями приводной цепи. В то же время сервомоторный привод может формировать полузамкнутый контур управления для повышения точности обработки станка.Система подачи цилиндрического шлифовального станка до и после ремонта показана на рисунках 10 и 11.
Цилиндрический шлифовальный станок M1332B (списанный) – это ручной шлифовальный станок, не имеющий системы ЧПУ и имеющий низкую управляемость. Трудно удовлетворить требования к многосерийной и высокоэффективной обработке деталей. В соответствии с принципом восстановления шлифовального станка в сочетании с требованиями заказчика, схема восстановления электрической системы цилиндрического шлифовального станка заключается в установке системы ЧПУ шлифовального станка KT630G1, драйвера и панели управления компании Shanghai Capital NC, которые могут одновременно обеспечивать быстрое реагирование и точное управление производительностью каждая ось.Поскольку электрическая система управления цилиндрической шлифовальной машины M1332B полностью отличается от таковой цилиндрической шлифовальной машины с ЧПУ, а электрические компоненты цилиндрической шлифовальной машины для отходов серьезно устарели, оригинальная электрическая система управления цилиндрической шлифовальной машины требует замены и интенсивного регулирования мощности коробка должна быть переработана и изготовлена. Блок управления интенсивной мощностью и система ЧПУ цилиндрического шлифовального станка M1332B до и после ремонта показаны на рисунках 12 и 13.
Все детали восстанавливаемого шлифовального станка, включая недавно приобретенные и восстановленные детали, можно разделить на восемь категорий в соответствии с их структурой. Метод восстановления и описание каждой детали показаны в Таблице 10.
После ремонта и обработки деталей отрегулируйте зазор между деталями, зачистите стыки деталей, выполните повторную сборку в соответствии с процессом сборки и восстановите точность станка. Компоненты, собранные на модернизированных станках, должны соответствовать требованиям качества.Модернизированный цилиндрический шлифовальный станок M1332B должен быть осмотрен и проверен в соответствии с заводскими стандартами нового станка. Результаты сравнения механической геометрической точности модернизированного цилиндрического шлифовального станка и заводского стандарта приведены в таблице 11.
Геометрическая точность модернизированной круглошлифовальной машины полностью соответствует заводскому стандарту, а некоторые показатели даже лучше. Кроме того, к восстановительному шлифовальному станку добавлена система ЧПУ для реализации автоматизированной работы.В соответствии с потребностями клиента в дальнейшем могут быть добавлены интеллектуальные модули и модули автоматизации. Состояние модернизированной цилиндрической шлифовальной машины M1332B показано на рис. 14.
Отливки, такие как станина, верстак, рама шлифовального круга, рама и задняя бабка из отходов Цилиндрического шлифовального станка M1332B и другие детали с более высокой добавленной стоимостью были использованы повторно. Коэффициент использования рециркуляции ресурсов составляет более 80% по весу, а механическая часть станка отличается прочностью и стабильной производительностью.В частности, для отливок в станине, чем дольше время старения, тем лучше производительность, тем стабильнее и надежнее работа станка после восстановления.
Приемочный контроль точности работы станка круглошлифовального модернизированного М1332Б. Использовали образец из легированной стали размером 32×315 мм. Скорость вращения образца составляла от 80 до 130 об / мин, а скорость рабочего стола составляла от 0,5 до 1,5 м / мин. Как показано в Таблице 12, точность работы модернизированного цилиндрического шлифовального станка сравнивается с заводским стандартом.
По данным приемочного контроля индекса рабочей точности модернизированного цилиндрического шлифовального станка M1332B, очевидно, что модернизированный станок полностью соответствует заводскому стандарту нового станка, а некоторые показатели лучше. Стоимость модернизированного цилиндрического шлифовального станка более чем на 50% ниже, чем стоимость недавно приобретенного шлифовального станка, а производительность станка лучше, чем у нового станка.
Комплексный анализ преимуществ восстановления шлифовальных станков
Проведена комплексная оценка преимуществ модернизированного цилиндрического шлифовального станка M1332B, коэффициенты оценочного индекса приведены в таблице 4.С использованием метода масштабирования по шкале от 1 до 9 в таблице 2 определяется матрица оценки индекса первого уровня относительно целевого уровня и индекса второго уровня относительно индекса первого уровня. Матрицы представлены в таблицах 13–15.
Рассчитывается вес отдельного вторичного индекса и первичного индекса для комплексной оценки преимуществ восстановления шлифовального станка, и проверяется согласованность. Для матрицы оценки индекса первого уровня A нормализованные результаты следующие.
W = (0,6817, 0,2364, 0,0819), его максимальное собственное значение λ i = 3,0015, CI = 0,0008, RI = 0,58, CR = 0,0014.
Аналогичным образом, расчет и проверка согласованности индексов веса второго уровня для комплексной оценки преимуществ восстановления кофемолки заключаются в следующем.
W 1 = (0,4073, 0,2112, 0,0748, 0,1948, 0,1119), Его максимальное собственное значение λ i = 5.0415, CI = 0,0104, RI = 1,12, CR = 0,0093.
W 2 = (0,5714, 0,2857, 0,1429), его максимальное собственное значение λ i = 3,0000, CI = 0,0000, RI = 0,58, CR = 0,0000.
Согласно опыту, в индексе экологической выгоды всего два фактора u 3 , весовой индекс экологической выгоды может быть получен как W 3 = (0.7500, 0,2500).
Наконец, по результатам модернизации круглошлифовального станка, двадцать экспертов, которые долгое время занимались восстановлением станков, приглашаются для формирования группы оценки для всесторонней оценки восстановленного круглошлифовального станка путем голосования. Конкретные результаты оценки показаны в таблице 16.
Из Таблицы 16 можно рассчитать степень членства каждого фактора, влияющего на исчерпывающий индекс оценки преимуществ восстановления, и получить матрицу степени членства с одним фактором.Если взять в качестве примера факторы технической выгоды, матрица технического членства получается следующим образом.
По формуле 19.
Подобная проблема объяснима.
Согласно формуле 20 и нечеткой комплексной матрице оценки R = ( B 1 B 2 B 3 ), результаты комплексной оценки преимуществ восстановления шлифовальной машины являются следующими.
Чтобы преобразовать весовое распределение четырех оценок в окончательном наборе оценок в общий балл, оценки оцениваются количественно и присваиваются четырем оценкам по процентной системе. Среди них отличная оценка – 95 баллов, хорошая оценка – 85 баллов, общая оценка – 72 балла и плохая оценка – 57 баллов. Тогда результат расчета значения комплексной оценки преимуществ Q для восстановления цилиндрической шлифовальной машины M1332B выглядит следующим образом.
Согласно комплексной оценке набора преимуществ восстановления V , можно увидеть, что комплексные преимущества восстановления цилиндрической шлифовальной машины M1332B находятся на хорошем уровне, близком к отличному. Восстановленный шлифовальный станок достиг ожидаемого уровня, требуемого клиентами, а количество отходов и материалов было оптимизировано.
Руководство по борьбе с бруксизмом
Термин « бруксизм, » – это то, что ваш стоматолог называет скрежетом зубами по ночам .Более 8% взрослых страдают от него, и в будущем он может вызвать головные боли и повреждение зубов. Как ваш стоматолог Bloomfield Hills, мы не хотим, чтобы вам приходилось вечно бороться с бруксизмом и . Если вам нужны идеи по облегчению, это руководство для вас.
Вдохните… Выдохните
Сделайте еще один глубокий вдох. Расслабление так важно.
Несколько глубоких вдохов перед сном могут иметь большое значение. Стресс, возможно, является основной причиной скрежета зубами по ночам. Говорят, что ваше подсознание продолжает работать над вещами, которые вас беспокоят или вызывают стресс, а затем ваше тело воздействует на эти факторы стресса, скрипя зубами.Если что-то у вас на уме, выдохните немного, и это может быть полезно.
У всех разные средства для снятия стресса. Возможно, вам придется посетить профессионального психолога, чтобы озвучить свои стрессоры и проработать их. Еще одна идея – скорректировать ночной распорядок дня. Сделайте что-нибудь, что вас успокоит и успокоит.
Вот краткий список советов:
- Избегайте синего света
- Избегайте интенсивного умственного возбуждения
- Читать книгу
- Посмотреть успокаивающее телешоу
- Слушайте успокаивающую музыку
- Практика медитации
- Найдите 10-15 минут, чтобы ничего не делать
- Выпейте чашку чая без кофеина
Попробуйте надеть капу
Варианты защиты иногда самые пугающие для людей, но так быть не должно. Ночные стражи на заказ совершенно нормальны и могут избавить вас от сильной боли!
Если вы страдаете бруксизмом , мы можем предложить капу, чтобы предотвратить дальнейшее повреждение полости рта. Мы не рекомендуем носить капы, купленные в магазине, поскольку они не подходят конкретно для вашего рта, что может вызвать осложнения в будущем. Ночной охранник тоже отличается от спортивного.
следов укуса на ручке?
Вы грызете ручки? Или карандаши? Или другие несъедобные штучки?
Жевание предметов может вызвать зубную боль и повреждение полости рта, а также сбить вас с толку.Когда вы в течение дня ешьте то, что не является едой, ваш мозг и челюсти привыкают сжиматься. Это становится проблемой ночью, когда вы пытаетесь расслабиться и ваш мозг не знает, укусить что-то или нет. Чтобы предотвратить это, попробуйте найти другие способы возиться или пережевывать мягкую пищу, например, хлеб или йогурт.
Вот несколько из наших идей, которые вы могли бы найти у себя дома или в офисе:
- Фиджет спиннер
- Блокнот для рисования
- Мяч для снятия напряжения
- Усилитель захвата
- Куб бесконечности
- Надувной мяч
Попробуйте отказаться от кофе и алкоголя
Наши тела обладают уникальной реакцией на такие вещества, как кофеин и алкоголь.Вы можете обнаружить, что скрежетали зубами, на ночью еще больше, если бы у вас был домашний пивовар или стакан красного. Или, если вы пьете много кофеина в течение дня, вы можете ощущать его последствия во время сна.
Чтобы избавиться от утренних головных болей и болезненной челюсти, попробуйте отказаться от этих напитков на неделю или две.
Массаж челюсти
Слегка помассируйте челюсть в течение пяти минут, чтобы снизить давление и уменьшить боль в челюсти. .
В качестве вашего семейного стоматолога в Блумфилд-Хиллз мы рекомендуем использовать горячую тряпку для мытья посуды, потому что тепло расслабляет ваш рот так же, как вы расслабляете мышцы.Если вы не хотите использовать тряпку, попробуйте грелку или примите горячий душ или ванну. Ночью горячая ванна или душ – еще один отличный способ успокоиться перед сном!
Избегайте жевания
Конечно, есть еще надо. Когда мы говорим избегать жевания, мы имеем в виду пережевывать закуски, жевательную резинку или другие конфеты. Такие продукты, как стейк, попкорн и другие чрезвычайно жевательные продукты, также могут утомить вашу челюсть и поранить зубы, если вы страдаете от бруксизма ночью.
Необязательно навсегда исключать эти продукты из своего рациона, но до тех пор, пока вы не вернетесь к нормальному режиму сна, вы, возможно, захотите их избегать. Их вырезание не излечит вас сразу от бруксизма, но поможет расслабить челюсть днем и уберечь ее от нервного возбуждения ночью.
Занимайтесь внеклассной деятельностью
Если вы не знали, здоровые упражнения и хобби могут помочь снять стресс. Поскольку большая часть бруксизма вызвана стрессом, эти два совета очень важны.
Как ваша семейная стоматология, мы хотим поощрять внеклассные занятия. Если вы установите в свой распорядок дня (хотя бы 15 минут!) Режим упражнений, это может творить чудеса с вашим психическим здоровьем. Увлекательное хобби также дает вам повод задуматься или с нетерпением ждать, что помогает бороться со стрессом. Вместо того, чтобы лежать по ночам с беспокойством, вы можете думать о вещах, которые вам нравятся, например о спорте, проектах или творческих идеях.
Гипноз
Это может показаться безумным, но гипноз – это способ помочь с бруксизмом .Не думайте, что вы сидите в кресле с фокусником, который машет вращающимся циферблатом – это не так. Согласно Ассоциации бруксизма, гипноз работает как поведенческий подход к скрежету зубов. Тренируя свой мозг в бодрствующем состоянии, вы можете научить его не скрипеть зубами во время сна.
Готовы победить бруксизм?
Как ваш семейный стоматолог Bloomfield Hills, штат Мичиган, Precision Dentistry хочет быть уверенным, что все ваши стоматологические потребности будут удовлетворены. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам через Интернет или по телефону (248) 335-4427 .Если мы еще не встретились с вами, свяжитесь с нами и попросите о встрече!
Руководство по приготовлению кофе – Рекомендации по хранению, измельчению и завариванию идеальной чашки
Советы по хранению кофе:
Кофейные зерна лучше всего хранить в непрозрачном герметичном контейнере в кладовой. Избегайте хранения зерен в морозильной камере или холодильнике, потому что они подвергают их воздействию влаги из-за конденсации (однако закрытые пакеты с кофе можно хранить в морозильной камере до месяца) и других запахов.Кофейные зерна очень абсорбирующие (как масло в холодильнике), поэтому лучше хранить их вдали от:
- Влажность
- Тепло
- Прямой солнечный свет
- Кислород
- Запахи
Советы по пивоварению:
- Измельчите кофе в течение 15 минут после заваривания.
- Определите необходимый вам помол в зависимости от вашего метода заваривания – при более длительном заваривании используется более крупный помол (например, French Press), а при более коротких методах заваривания используется более тонкий помол (например, эспрессо).
- Изменение степени помола может в значительной степени повлиять на вкус вашего кофе, поэтому не стесняйтесь экспериментировать, чтобы найти свой предпочтительный вкус.
- Используйте количество кофе, соответствующее количеству воды в вашем методе заваривания, стандартное соотношение составляет 1:16 – изменение соотношения даст вам либо более слабый, либо более крепкий кофе в зависимости от того, как вы его измените.
- Используйте воду в диапазоне 195-205 *, т. Е. Чуть ниже температуры кипения
- Позаботьтесь о своем оборудовании! Когда он не используется, держите его чистым и сухим.
Регулировка вкуса:
Если вы хотите изменить вкус кофе, попробуйте сначала отрегулировать помол или количество используемого кофе. Однако важно изменять только одну переменную за раз, иначе вы не узнаете, какое изменение привело к желаемому вкусовому профилю.
Способы заваривания
Когда дело доходит до приготовления идеальной чашки кофе, существует множество вариантов, и выбор метода приготовления лучшего кофе полностью зависит от вас.Независимо от того, предпочитаете ли вы простые или изысканные, вот руководство, которое охватывает наиболее популярные методы заваривания.
Домашний пивовар
Чтобы сварить кофе домашней кофеваркой, начните с чистой и хорошо функционирующей. Определите, сколько нужно молотого кофе, исходя из того, сколько вы планируете заваривать – это должно быть соотношение кофе и воды 1:16.- Поместите чистый и сухой фильтр в корзину для заварки.
- Добавьте молотый кофе в фильтр и запустите цикл заваривания.
- Перемешайте термос перед тем, как налить чашку, и наслаждайтесь в течение 1 часа после заваривания!
Пивовар коммерческой партии
Чтобы сварить кофе в серийном пивоварне, вам понадобится молотый кофе среднего и чистого помола и чистый заварник. Обратитесь к инструкции по эксплуатации, чтобы узнать, сколько вам понадобится для желаемого объема кофе.- Поместите чистый сухой фильтр в корзину для заварки.
- Добавьте молотый кофе и убедитесь, что земля выровнена – начинайте заваривание.
- Выбросьте использованную гущу и ополосните корзину для заваривания, как только кофе закончится.
- Используйте центральную вставку, чтобы перемешать кофе и подавать в течение 3 часов после заваривания!
French Press
Чтобы сварить кофе с помощью френч-пресса, вам понадобится 50 г кофе грубого помола, 28 унций почти кипящей воды, весы (чтобы отмерить то, что вам нужно) и таймер. Весь процесс заваривания занимает около 4 минут, плюс-минус 30 секунд или около того.Разогрейте френч-пресс, ополоснув его горячей водой, и обязательно приготовьте отдельное сервировочное устройство (или большую кружку!), Чтобы перелить кофе, как только он закончится.- Добавьте молотый кофе и включите таймер – долейте всю воду от начала до 30-секундной отметки.
- Перемешайте ложкой, чтобы пропитать всю гущу, и поместите поршень сверху, оставьте на 3 минуты.
- В 3:30 начните медленно опускать поршень: 30 секунд.
- В 4:00 минуты перелейте кофе в отдельную емкость для обслуживания, перемешайте и наслаждайтесь!
Аэропресс
Для приготовления кофе с помощью аэропресса вам понадобится 15 г кофе мелкого помола, 250 г почти кипящей воды, таймер и весы. Процесс заваривания займет около 2:15 плюс-минус 15 секунд. Подготовьте свой аэропресс, добавив фильтр и промыв его горячей водой для предварительного нагрева.- Поместите Aeropress на крепкую кружку, затем поместите все на чашу весов.
- Тарируйте весы до нуля и добавьте кофейную гущу.
- Быстро добавьте 60 г воды и перемешайте, чтобы насытить всю гущу, включите таймер и дайте кофе «посыпаться» в течение 30 секунд.
- Добавьте оставшуюся воду, снимите кружку и надавите на весы.
- В 1:45 медленно нажимайте со средним давлением в течение 00:30, пока не услышите легкий шипящий звук – снимите пресс, взбейте кофе и наслаждайтесь!
Калита 185
Чтобы сварить кофе с помощью Kalita 185, вам понадобится 27 г кофе среднего / крупного помола, 400 г почти кипящей воды, весы и таймер.Перед завариванием необходимо промыть фильтр горячей водой, чтобы предварительно нагреть оборудование и взвесить весы до 0 г.- Поставьте Kalita на весы, добавьте молотый кофе и повторно тарируйте весы до 0 г.
- Включите таймер и начните добавлять 50 г воды в течение 0:30 секунд, пропитывая всю гущу.
- Дайте кофе цвести до 0:45 – 1:00 (или пока кофе не перестанет пузыриться).
- Начиная с центра, налейте по часовой стрелке по спирали по направлению к внешнему краю фильтра.
- Добавьте воды, пока уровень не достигнет 3/4 высоты капельницы, он должен быть около 220 г на 1:15.
- Дайте стечь до 1/4 уровня капельницы.
- Начиная с края фильтра, залейте по часовой стрелке по спирали к центру фильтра – залейте до 340 г с шагом 1:50.
- Дайте стечь до 1/4 уровня капельницы.
- Находясь в центре фильтра, налейте по часовой стрелке по спирали к краю фильтра – налейте до 400 г за 2:05 до 2:10.
Окончание в 3:00 (+/- 0:30) Завихрение и подача
Горшок Мока
Чтобы сварить кофе с помощью Moka Pot, вам понадобится 20 г кофе мелкого помола и 320 г кипятка. Начните с того, что налейте кипяток в нижнюю половину кастрюли, добавьте кофе в корзину, встряхните, чтобы гуща осела, и поставьте корзину на нижнюю часть.- Осторожно прикрутите горлышко горшка Мока к горлышку. * Будьте осторожны, нижняя камера будет горячей
- Поставьте кастрюлю на плиту и включите средний огонь с открытым верхом.
- Когда вода в нижней камере приближается к кипению, давление будет медленно выталкивать струю кофе вверх через верхнюю камеру.
- * Если он взрывается вверх, ваша вода слишком горячая, если она медленно бурлит, включите пламя.
- Ваш кофе готов, когда вы слышите булькающий или шипящий звук – наслаждайтесь в течение часа после заваривания!
Сифон
Для приготовления кофе с помощью сифона вам понадобится 35 г кофе среднего / мелкого помола, 590 г почти кипящей воды и таймер.- Наполните нижний шар уже нагретой водой (для экономии времени) и поместите над пламенем.
- Вставьте бункер, фильтр и все остальное в колбу. Поместите всю сборку над источником тепла. Пусть верхний шар опирается на нижний шар, но не соединяйте их слишком плотно.
- Когда вода в нижнем глобусе закипит, плотно наденьте верхний шар на нижний шар.
- По мере того, как вода переходит на верхний шар, перемешайте, чтобы вода остыла. Также выключите конфорку. Стремитесь к 94 ° C (195–200 ° F), не позволяя воде стекать обратно на дно земного шара.На дне останется немного воды – это нормально.
- Вылейте свежемолотый кофе в верхнюю чашу и осторожно перемешайте, чтобы пропитать все молотые. Избегайте металлической мешалки – используйте бамбук или пластик. Дайте настояться 1-2 минуты.
- По истечении времени замачивания еще раз перемешайте гущу и уберите пламя, чтобы начать вакуумную фильтрацию.
- Фильтрация завершена, когда кофе в нижнем шарике пузырится (около 1 минуты).
- Перелейте в предварительно нагретую керамическую чашку и сразу подавайте.
Для всех способов заваривания: если кофе горький на вкус, используйте более крупный помол; если кофе кислый на вкус, используйте более мелкий помол.
Сравнение рецептов Kalita Wave – Оборудование для кофе Prima
Имея бесчисленное количество рецептов Kalita Wave, мы собрали 7 самых известных, чтобы увидеть, какие из них нам понравились больше всего.
В наши дни существует множество пивоваров, но одна из наших любимых – Kalita Wave. Это капельница с плоским дном, доступная в двух размерах (155 и 185) и трех различных материалах (сталь, стекло, керамика).
Почему он один из наших любимых? О, спасибо, что спросили!
Благодаря своей уникальной конструкции, Kalita предлагает лучшую экстракцию, чем у многих других пивоваров. Плоское дно Kalita позволяет воде контактировать и стекать через более широкую кофейную подушку, а три отверстия в нижней части капельницы защищают от ченнелинг. В совокупности широкая варочная поверхность и несколько точек слива обеспечивают более равномерную экстракцию по сравнению с пивоварнями конической формы, такими как V60 или Chemex.Кроме того, улучшенному извлечению способствует минимальный контакт между капельницей и фильтром; это связано с тем, что кофе может проходить сквозь стенки фильтра, а не только через верхушку некоторых конических фильтров.
Поскольку Kalita Wave была довольно популярна в течение последних 5 лет, особенно после того, как Джеймс Маккарти выиграл с ней Кубок мира пивоваров в 2013 году, мы разработали семь наиболее известных методов заваривания и опробовали каждый из них. Все это время мы делали заметки, получали высокий уровень кофеина и теперь представляем вам наши результаты.Независимо от того, являетесь ли вы профессионалом Kalita, хотите добавить методы в свой репертуар или только начинаете работать с новым пивоваренным устройством, мы надеемся, что вы найдете это полезным ресурсом при работе над своей игрой в пивоварение.
Приведенный ниже формат включает указанные параметры, метод, соответствующие примечания и оценку по шкале от 1 до 10. Для этого обзора мы использовали Honduras Las Flores от Quills Coffee, Baratza Encore и Third Wave Water.
- Дозировка: 27 г кофе на 400 г воды (1:15)
- Помол: 17/40 *
- Температура: закипание.205 ° F (96 ° C)
- Предварительная инфузия: 30 г в течение 30 секунд
- Общее время: 3: 30-3: 50
* Относится к настройке измельчения из 40 на Baratza Encore.
Метод
- Промойте фильтр кипятком, налив в центр фильтра.
- Измельчить кофе и налить в Калиту. Немного встряхните, чтобы выровнять землю.
- Для предварительной инфузии налейте 30 г воды и подождите 30 секунд.
- Медленно наливая концентрические круги, поднимите кофейный слой примерно на половину края фильтра.
- Продолжить импульсное заваривание: дать суспензии немного капнуть, а затем добавить еще воды, чтобы вернуть ее к той же средней точке, каждый раз погружая корку. Завершить заливку воды (400 г) к 2: 45-3: 00.
- При необходимости немного перемешайте и дайте стечь. Общее время заваривания должно быть 3: 30–3: 50. (Вы знаете, что сделали это правильно, если после осушения кровать стала плоской.)
Банкноты
Этот метод – довольно распространенный подход к пивоварению с Калитой.И не зря. Получилась отличная чашка, и она была довольно простой. Мы заметили довольно много карамели и винограда с мягкой цитрусовой нотой, за которой следует приятное послевкусие молочного шоколада. В бэкэнде была небольшая горечь, но в целом это отличный первый способ попробовать.
Единственная проблема, с которой мы столкнулись с этим, была на стадии до инфузии. Мы использовали Fellow Stagg EKG, и нам было трудно покрыть все территории всего лишь 30 граммами. Затем это повлияло на первую заливку из-за того, что кофе не выделил много углекислого газа.Кровать быстро надувалась, не давая воде нормально течь по земле.
Оценка: 8/10
- Дозировка: 24 г кофе на 380 г воды (1:16)
- Измельчение: 14/40 (просеянная мелочь)
- Temp: Off Boil. 205 ° F (96 ° C)
- Предварительная инфузия: 50 г в течение 45 секунд (точное количество воды не указано)
- Общее время: 3:30
Метод
- Измельчите и просейте кофе.
- Промойте фильтр, налейте кофе в Kalita и встряхните, чтобы выровнять гущу.
- Для предварительной инфузии налейте 50 г воды и дайте ей настояться в течение 45 секунд.
- Используя чайник с высокой пропускной способностью, налейте импульс до 190 г, поддерживая равномерный столб воды над землей.
- Затем, переключившись на чайник с ограничением потока, залите до 380 г воды.
- Общее время заваривания должно быть 3:30.
Банкноты
Мы опробовали этот метод как с просеивателем (Kruve), так и без него. Оба подхода имели ярко выраженный карамельный вкус с легким оттенком винограда и шоколадным послевкусием.Самая большая разница между просеиванием наблюдалась во вкусе и сладости. Просеянная чаша имела более легкий корпус и повышенную сладость, тогда как непросеянная чаша была менее сладкой и немного более горькой.
Использование нескольких чайников – это, вероятно, не то, что каждый сможет или даже захочет сделать, но это связано с теорией экстракции. Идея заключается в том, что кофе быстро выделяет много аромата, а затем замедляется по мере увеличения времени заваривания. Таким образом, чайник с высоким потоком будет перемешивать гущу быстрее, в то время как чайник с ограниченным потоком вызовет меньшее беспокойство в кофейном слое, что теоретически приведет к лучшей экстракции и большей сладости.
Kalita Wave Pot – отличный чайник, который позволяет легко переключать скорость потока.
Оценка: 9/10
- Дозировка: 14 г кофе на 260 г воды (1:19)
- Помол: 10/40
- Температура: не указано. 205 ° F (96 ° C)
- Предварительная инфузия: 40 г в течение 30 секунд
- Общее время: 3: 00-3: 15
Метод
- Промойте фильтр, чтобы удалить запах бумаги, и нагрейте сосуд.
- Измельчите кофе, налейте в капельницу и немного встряхните, чтобы выровнять гущу.
- Для предварительной инфузии залейте 40 г воды, стараясь намочить всю гущу.
- Перемешайте пять раз назад вперед и слева направо, убедившись, что все пропитано.
- По истечении 30-секундного периода предварительной инфузии, начните вливание спиральными движениями до 150 г.
- С 1: 10–1: 20 завершите вторую заливку таким же спиральным движением до общего веса заварки (260 г).
- Общее время заваривания должно составлять 3: 00–3: 15.
Янис Подиньш из Five Elephant, бариста и чемпион по дегустации кубков, создал этот метод заваривания для определенного бразильского кофе, который был отправлен каждому подписчику Barista Hustle Superlatives.
Банкноты
Этот метод был создан для определенного бразильского кофе и не очень хорошо работал для гондурасского сорта Лас Флорес, который мы использовали. Хотя этот метод предполагает средний помол, нам нужно было сделать его довольно тонким, чтобы мы могли воспроизвести 40-55-секундную просадку.А благодаря мелкому помолу и особенно долгому общему времени заваривания в результате получился сильно экстрагированный кофе с большой горечью и почти без сладости.
Оценка: 4/10
- Дозировка: 25-28 г кофе на 390 г воды (1: 16-14, в зависимости от желаемой крепости)
- Помол: 14/40
- Температура: 201-205 ° F (94-96 ° C)
- Предварительная инфузия: не указано (65 г в течение 30 секунд)
- Общее время: 3:30
Метод
- Промойте фильтр, пока капельница не станет теплой.
- Взвесьте кофе до желаемой крепости (25–28 г) и измельчите.
- Залейте Kalita Wave и встряхните, чтобы выровнять поверхность.
- Импульсное заливание, добавляя 65 г воды за 15 секунд, затем выждав 15 секунд и повторив еще 5 раз (временная шкала заливки ниже). Каждая заливка должна начинаться в центре, выходить наружу, а затем возвращаться обратно в центр.
- Общее время варки 3:30.
График заливки: 0: 00-0: 15 – заливать до 65 г; 0: 30-0: 45 – налить до 130г; 1: 00-1: 15 – налить до 195г; 1: 30-1: 45 – налить по 260г; 2: 00-2: 15 – залить 325г; 2: 30-2: 45 – залить по 390гр.
Банкноты
Для этого метода мы использовали 25 г кофе для более крепкого заваривания (1:14) и начальной температуры воды 205 ° F. Используя чайник с ограничением потока, Fellow Stagg EKG, мы смогли налить ровно 65 г за 15 секунд. Импульсная заливка по времени казалась немного утомительной, но она работала хорошо, вероятно, обеспечивая более последовательную экстракцию. Кроме того, внимательные наблюдатели заметят, что для этого метода нет определенного «прединфузионного периода», но, по сути, это происходит в течение первых 30 секунд.
Мы были весьма удивлены тем, насколько фантастически этот метод работал с кофе, который мы использовали. Он выдавал наивысшую кислотность, подобную грейпфруту, предлагал превосходную сладость и, как и другие, содержал виноград, карамель и шоколад, но также выделял некоторые тропические ноты, такие как папайя.
Оценка: 10/10
- Дозировка: 25 г кофе на 400 г воды (1:16)
- Помол: 16/40
- Температура: 203 ° F (95 ° C)
- Предварительная инфузия: 50 г в течение 30 секунд
- Общее время: 3:00
Метод
- Промойте фильтр, чтобы удалить привкус бумаги, и разогрейте заварник.
- Измельчите кофе, налейте в капельницу и встряхните до ровного слоя.
- В течение 30 секунд перед завариванием налейте 50 г воды, начиная от центра и по спирали наружу, и перемешайте, убедившись, что вся гуща смочена.
- В 0:30 налейте 110 г воды, приподняв кофейную кровать примерно на дюйм от верха. Цель состоит в том, чтобы налить 6 кругов, по спирали изнутри наружу, при этом последний круг попадает в фильтр, смывая высокосухую гущу обратно в суспензию.
- С шагом примерно 15 секунд налейте 4 порции по 60 г воды 3 концентрическими кругами от центра к стене. Между каждой заливкой позвольте кровати падать на две линии по бокам Kalita. Завершите заливку (400 г воды) к 2:00 и дайте стечь.
- Общее время варки 3 часа.
Банкноты
Это был один из наиболее подробных методов, вошедших в список, требующий не только синхронизированной импульсной заливки, но и определенного количества кругов.Этот метод лучше всего работал с Kalita Wave Pot из-за его способности использовать высокую скорость потока. При использовании ЭКГ Fellow Stagg мне не удавалось одновременно налить 60 г и дать ему стечь по двум линиям за 15 секунд; к тому времени, когда я добавил 60 г., пришло время добавить еще 60 г.
Хотя с помощью этого метода была получена чашка хорошего кофе с высокой кислотностью, с нотками винограда, карамели, шоколада и некоторых различных специй, на вкус он был несколько чрезмерно экстрагированным. Это могло произойти из-за необходимости в котле с высокой пропускной способностью, более быстрого перемешивания гущи или из-за немного большего времени слива.
Оценка: 8/10
- Дозировка: 21 г кофе на 375 г воды (1:18)
- Помол: 15/40
- Температура: 205 ° F (96 ° C)
- Предварительная инфузия: 60 г в течение 30 секунд
- Общее время: 2: 45-3: 00
Метод
- Промойте фильтр, чтобы удалить запах бумаги, и все нагрейте.
- Измельчите кофе, добавьте в капельницу и встряхните, чтобы выровнять кровать.
- Пропитайте землю 60 г воды за 10 секунд, чтобы она зацвела.Затем перемешайте.
- В 0:45 залейте до 200 г воды по спирали к 1:00.
- С 1: 00-2: 00, зернобобовые вливайте небольшими порциями (25-50 г) до достижения общего количества воды 375 г.
- Дайте стечь в течение 45-60 секунд, в результате чего общее время заваривания составит 2: 45-3: 00.
Банкноты
Этот метод был похож на подход Onyx, за исключением того факта, что он не требовал кропотливой синхронизации по времени. Последняя чашка дала отчетливые нотки карамели и шоколада.Фруктовые ноты были немного туманными, и в целом вкус был немного чрезмерно экстрагированным. Более высокое соотношение кофе и воды и немного более длительное время стекания не подходили для этого кофе, несколько скрывая естественную сложность кофе с водянистым вкусом и повышенной горечью.
Оценка: 6/10
- Дозировка: 27 г кофе на 350 г воды (1:13)
- Помол: 16/40
- Температура: закипание. 95 ° C (203 ° F)
- Предварительная инфузия: 40 г в течение 45 секунд
- Общее время: 2:45
Метод
- Промывочный фильтр для бумажного ароматизатора и предварительного нагрева.
- Измельчите кофе, налейте в капельницу и встряхните до ровного слоя.
- Начните предварительную инфузию с добавления 40 г воды и подождите.
- В 0:45, импульсная заливка с шагом примерно 100 г до общего количества воды 350 г к 2:00.
- Дайте стечь в течение 45 секунд, в результате чего общее время заваривания составит 2:45.
Банкноты
Этот метод предлагает тот же подход, что и некоторые другие из этого списка, но требует меньшего отношения кофе к воде и меньшего общего времени заваривания.Эти факторы, кажется, привели к тому, что чашка этого конкретного кофе стала более плотной и слегка недоэкстрагированной. Хотя присутствовала некоторая сладость и несколько более спокойных фруктовых нот, полученная чашка была немного кислой и, возможно, даже немного соленой.
Оценка: 7/10
В конце концов, наш любимый метод заваривания Kalita Wave был от George Howell Coffee. Он предлагал высочайшее количество сладости, кислотности и сложности, а синхронизация по времени, казалось, помогала улучшить экстракцию, в результате чего получилось больше фруктов, чем любой другой метод.Это не только привело к лучшему вкусу кофе, но и было довольно легко воспроизвести заданные параметры, особенно в чайнике с ограниченным потоком.
Теперь следует помнить о некоторых предостережениях при повторении этого теста. Во-первых, некоторые сорта кофе будут сиять с разными рецептами заваривания. Так что поиграйте с ними, пока не найдете самый подходящий. Во-вторых, вода имеет большое значение. Мы решили использовать воду третьей волны, чтобы вам было легче повторить наш конкретный опыт. В-третьих, ваша кофемолка тоже будет играть большую роль.Мы использовали Baratza Encore, потому что это одна из самых популярных домашних кофемолок, но у вас может быть кофемолка, которая обеспечивает более или менее постоянный размер помола, что повлияет на ваше общее впечатление от пивоварения. Кроме того, предлагаемый параметр размера помола предназначен только для общей ориентации, поскольку не все кофемолки одинаковы. Каждый из этих методов требует помола от среднего до мелкого (немного меньше, чем у морской соли), от некоторых до более мелкого, от некоторых до более грубого.