что это такое, назначение, устройство, чертежи
Шпиндель — одна из важнейших частей токарного станка. Не будет преувеличением сказать, что без него станок — лишь груда металла, ведь практически все части, которые используются в токарном станке, предназначены для поддержания работы шпинделя.
Поэтому в этой статье будет рассказано о том, зачем он нужен, какие к нему предъявляются требования и ещё многое другое.
Содержание:
- 1 Что представляет собой шпиндель для токарного станка
- 1.1 Чертеж и конструкция устройства
- 1.2 Требования к шпиндельному узлу
- 1.3 Назначение и принцип действия
- 2 Инструкция по эксплуатации
- 3 Как производится регулировка и ремонт шпинделя
- 4 Заключение
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения.
 Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше. - «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес.
 Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Заключение
Из этой статьи понятно, для чего нужен шпиндельный узел в токарном станке. Это очень важная деталь, которая используется во всех токарных станках в наше время, не исключая и станки с ЧПУ.
Важно лишь знать, какой вид подойдёт под конкретные виды работ, ведь от этого зависит то, насколько хорошо шпиндель будет справляться со своей работой и сколько он сможет прослужить. А поэтому всегда внимательно следите за своим рабочим местом и тогда неожиданные поломки не смогут прервать вашу работу.
Шпиндель токарного станка: устройство, назначение, ремонт
Шпиндель – составная часть токарного станка, играющая важнейшую роль в процессе обработки заготовок. Он выполнен в виде вала с проделанным отверстием в виде конуса, предназначенного для установки инструментов.
Он выполнен в виде вала с проделанным отверстием в виде конуса, предназначенного для установки инструментов.
Артюхов Сергей
Шпиндель токарного станка изготавливается из высокопрочной стали, что необходимо для безопасной эксплуатации станка, долговечности детали и высокой точности выполняемых работ. Он считается главным элементом станка, так как остальные узлы и детали предназначены для обеспечения его работы.
Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров.
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы.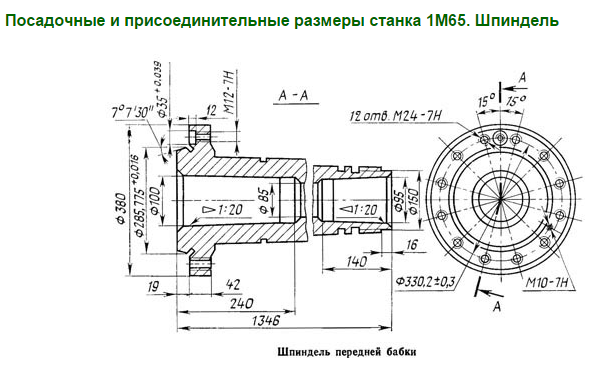 Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Скачать ГОСТ 12593-93
Назначение шпинделя
Основным назначением шпиндельной бабки является фиксация рабочих инструментов (сверл, разверток, метчиков и других деталей). Обычно в конструкции используется вращающийся шпиндель, который применяется для снятия стружки, вырезания пазов и придания формы заготовкам. Через него происходит передача крутящего момента з электродвигателя на деталь, а также изоляция рабочего инструмента от вибрационных нагрузок, который принимает на себя подшипник. Фиксация инструмента происходит с помощью зажимного патрона, установленного на конце шпинделя.
Сборка и ремонт
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной.
На срок эксплуатации сильно влияет система электроторможения, схема устройства и настройки которой предоставляется производителем.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
- Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
- Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
- Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
- Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
- Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
 Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.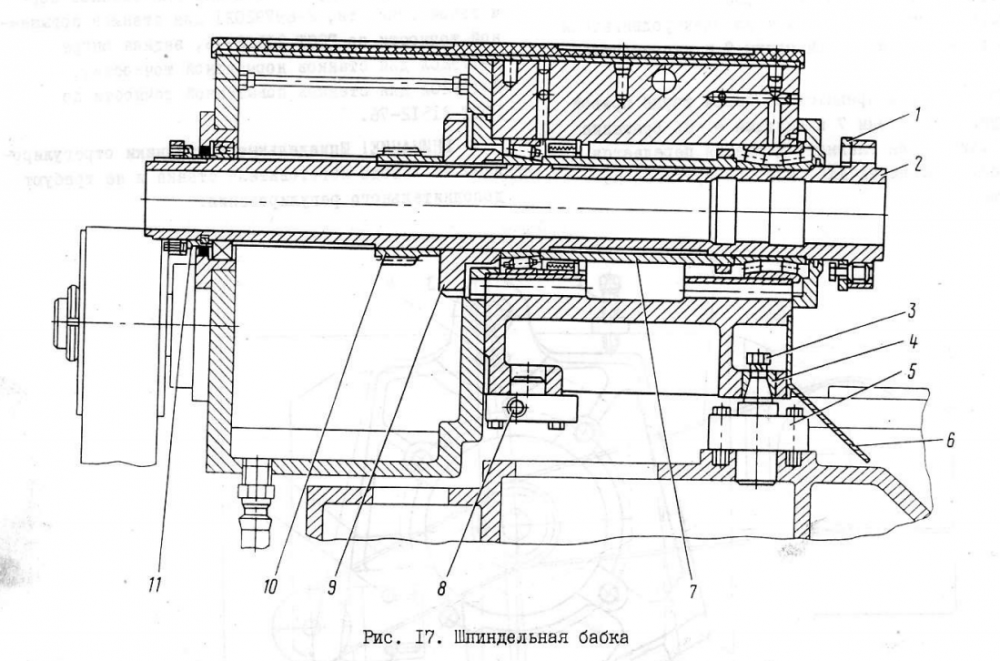
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Поделитесь этой статьей:
Еще информация по теме
Токарные станки
Устройство токарного станка по металлу
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку – схему расположения узлов. В этой статье мы перечис…
Запчасти
Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается каче…
Токарные станки
Токарно-винторезный станок 1И611П
Полное название станка звучит следующим образом «Универсальный высокоточный токарно-винторезный станок 1И611П». Станок относится к патр…
Станок относится к патр…
Запчасти
Шпиндельный узел станка
Деталь конструкции обрабатывающих станков, которая служит для крепления заготовок режущего инструмента, называется шпинельный узел. Он …
Руководство по типу и размеру шпинделя
- Работа
- Круглый инструмент
- Держатели вращающихся инструментов
- Индексируемые инструменты и вставки
- Электродвигатели
Опубликовано: [email protected] 06.10.2017
Очень важно выбрать правильный токарный патрон прямого монтажа или переходную пластину патрона при увеличении размера или замене токарного патрона на вашем станке. Может возникнуть проблема с определением типа шпинделя, когда у вас нет этой информации под рукой. Самый простой способ определить тип и размер шпинделя — снять патрон и/или переходную пластину с носика шпинделя и измерить их. Сэкономьте время, используя приведенное ниже руководство, чтобы быстро и точно измерить вашу машину.
Сэкономьте время, используя приведенное ниже руководство, чтобы быстро и точно измерить вашу машину.
Стандартные типы шпинделей станков
Шпиндель D1 Camlock
DIN 55029, ISO 702/II
A1/A2 Короткий конус
DIN 55026, ISO 702/I
Привод с длинным конусом L
Определение типа и размера шпинделя D1
Измерение диаметра и длины направляющей (B и C)
F)
Измерьте диаметр отверстий (E)
Шпиндель | А | Ф | Б | С | Е | Номер | Камлок |
Д1-3 | 3,622 | 2,7820 | 2,1250 + .00025 | .4375 | .5937 | 3 | 16 сентября |
Д1-4 | 4,606 | 3.2500 | 2,5005 + .0005 | .4375 | .6562 | 5/8 | |
Д1-5 | 5,748 | 4.1250 | 3,2505 + .0005 | .5000 | . | 6 | 3/4 |
Д1-6 | 7.126 | 5.2500 | 4,1880 + .0005 | .5625 | 1.000 | 7/8 | |
Д1-8 | 8.858 | 6.7500 | 5,50075 +.0005 | .6250 | 1,125 | 1 | |
Д1-11 | 11.732 | 9.2520 | 7,75075 +.0005 | .6875 | 1. | 1 3/16 | |
Д1-15 | 15.866 | 13.0000 | 11.251 + .001 | .7500 | 1,375 | 1 3/8 |

 8750
8750 250
250Определение шпинделя и размера типа A
- Измерение диаметра и длины направляющей (B и C)
- Измерение диаметра окружности болта (F1 и F2) и диаметра отверстий (E1 и E2)
- Проверка количество кругов болта (один для крепления A2 или два для крепления A1)
- Все патроны с креплением A1 могут быть установлены только на носик шпинделя A1
- Все патроны с креплением A2 могут быть установлены на шпиндель A2 или A1.
Шпиндель | Ф1 | Ф2 | Б | С | Резьба |
А-4 | 3. | – | 2,5005 + .0005 | .4375 | 16-14 июля |
А-5 | 4.1250 | 2,4374 | 3,2505 +.0005 | .5625 | 16-14 июля |
А-6 | 5.2500 | 3.2500 | 4,1880 + .0005 | .6250 | 1/2-13 |
А-8 | 6.7500 | 4.37500 | 5,50075 + .0005 | . | 8/8-11 |
А-11 | 9.2500 | 6,5000 | 7,75075 + .0005 | .7500 | 3/4-10 |
А-15 | 13.0000 | 9.7500 | 11.251 + .001 | .8125 | 7/8-9 |
А-20 | 18.2500 | 14,5000 | 16.251 +.001 | .8750 | 1-8 |
А-28 | 25,5000 | 20. | 23.001 + .001 | 1.000 | 1 1/4-7 |
 2500
2500 6875
6875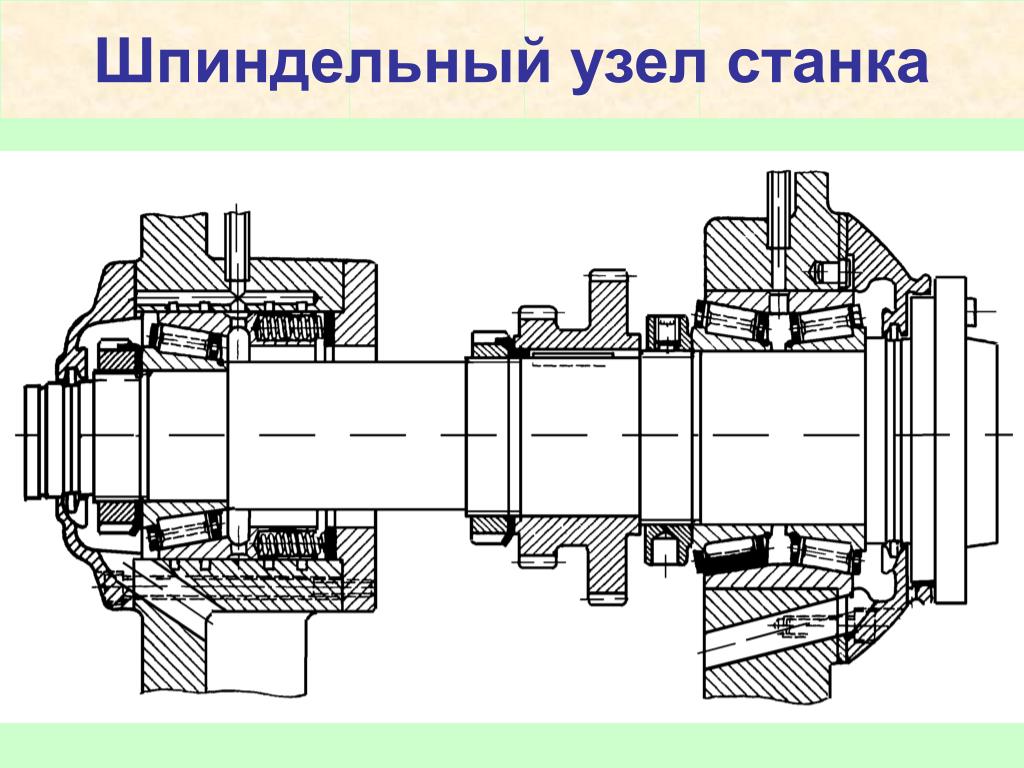 8750
8750Определение шпинделя и размера L-типа
- Измерение диаметра направляющей (A)
- Измерение длины (C)
- Измерение размера резьбы (размер B)
Шпиндель | Резьба | С | А | Ключ |
Л00 | 3 3/4″ – 6″ | 2 | 2,750 | 3/8 х 3/8 х 1 1/2 |
Л0 | 4 1/2″ – 6″ | 2 3/8 | 3. | 3/8 х 3/8 х 1 3/4 |
Л1 | 6″ – 6″ | 2 7/8 | 4,125 | 5/8 х 5/8 х 2 3/8 |
Л2 | 7 3/4″ – 5″ | 3 3/8 | 5.250 | 3/4 х 3/4 х 2 7/8 |
Л3 | 10 3/8″ – 4″ | 3 7/8 | 6.500 | 1 х 1 х 3 1/4 |
 250
250
Метки
токарные патроны ручные токарные патроны крепление
Стойки
2017
Октябрь
Руководство по типу и размеру шпинделя [06. 10.17 13:30]
10.17 13:30]
сентября
Лист выбора ручного патрона TMX [28.09.17 14:04]
Вернуться на главную страницу блога
RSS
| |||||||||||||||||||||||||||||||||||||||||||||||||
| | |||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||
 co.uk
co.uk 
 д. Короткий конус с креплением болтом или шпилькой.
д. Короткий конус с креплением болтом или шпилькой.  д.
д.  д. или 6 отверстий (соответственно для легких и тяжелых условий эксплуатации), в которые могут входить монтажные шпильки на задней стороне патрона или задней пластины. Каждая шпилька обрезается полукругом на половине ее длины, а эксцентриковый поперечный штифт, поворачиваемый стандартным ключом, заставляет их втягиваться внутрь до тех пор, пока штифт не выйдет за центр и не зафиксируется. Штифты, ввинченные в заднюю часть патрона, можно поворачивать до тех пор, пока блокирующее действие не станет положительным.
д. или 6 отверстий (соответственно для легких и тяжелых условий эксплуатации), в которые могут входить монтажные шпильки на задней стороне патрона или задней пластины. Каждая шпилька обрезается полукругом на половине ее длины, а эксцентриковый поперечный штифт, поворачиваемый стандартным ключом, заставляет их втягиваться внутрь до тех пор, пока штифт не выйдет за центр и не зафиксируется. Штифты, ввинченные в заднюю часть патрона, можно поворачивать до тех пор, пока блокирующее действие не станет положительным. 