Фрезерная (шпиндельная) головка | MoscowShpindel
Шпиндельной головкой называется узел фрезерного станка, который несет шпиндель с закрепленным инструментом. Они бывают вертикальные, горизонтальные и наклонные. В числе наклонных фрезерных головок встречаются и поворотные конструкции. Любая фрезерная головка получает вращение от основного шпинделя фрезерного станка. Такие устройства применяются на фрезерных станках с ЧПУ для расширения их возможностей в области фрезерования различных поверхностей и для выполнения других видов работ. Это достигается тем обстоятельством, что шпиндель головки имеет гораздо большую степень свободы перемещений, а следовательно при одном положении зажатой заготовки может производить обработку тех поверхностей, которые будут недоступны стандартным возможностям станка.
Это благотворно сказывается на расширении технологических возможностей фрезерного станка, повышении его продуктивности, сокращении подготовительного и операционного времени.
Очень широко используются поворотные фрезерные головки в различных обрабатывающих станках. Этот высокоточное устройство предназначено как для фрезерования, так и для сверления деталей.
К примеру, поворотная шпиндельная головка вертикальных фрезерных консольных станков оснащается механизмом, который позволяет вручную перемещать гильзу шпинделя. Это дает возможность обрабатывать даже те отверстия, ось которых располагается под углами до ±45°относительно рабочей поверхности стола. Причем мощность привода и высокая жесткость головки рассчитаны на применение фрез и сверл, изготовленных из быстрорежущей стали, твердых сплавов или сверхтвердых синтетических материалов.
А вот на широкоуниверсальных фрезерных консольных станках, предназначенных для выполнения самых разнообразных работ (фрезерных, расточных, сверлильных и других) используют два вида головок: накладную и поворотную. Они устанавливаются на специальном хоботе и имеют индивидуальную коробку скоростей и отдельный привод. Это дает возможность вести обработку детали инструментом, устанавливаемым к ее обрабатываемой поверхности практически под любым углом.
Они устанавливаются на специальном хоботе и имеют индивидуальную коробку скоростей и отдельный привод. Это дает возможность вести обработку детали инструментом, устанавливаемым к ее обрабатываемой поверхности практически под любым углом.Производители Головки фрезерной из России
Продукция крупнейших заводов по изготовлению Головки фрезерной: сравнение цены, предпочтительных стран экспорта.
- где производят Головка фрезерная
- ⚓ Доставка в порт (CIF/FOB)
- Головка фрезерная цена 23.10.2021
- 🇬🇧 Supplier’s Milling head Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇩🇪 ГЕРМАНИЯ (9)
- 🇰🇿 КАЗАХСТАН (9)
- 🇺🇦 УКРАИНА (8)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (3)
- 🇦🇺 АВСТРАЛИЯ (2)
- 🇪🇸 ИСПАНИЯ (2)
- 🇺🇿 УЗБЕКИСТАН (2)
- 🇦🇹 АВСТРИЯ (2)
- 🇨🇳 КИТАЙ (2)
- 🇦🇲 АРМЕНИЯ (2)
- 🇱🇻 ЛАТВИЯ (1)
- 🇰🇷 КОРЕЯ, НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА (1)
- 🇹🇷 ТУРЦИЯ (1)
- 🇰🇬 КИРГИЗИЯ (1)
- 🇦🇿 АЗЕРБАЙДЖАН (1)
Выбрать Головку фрезерную: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Головку фрезерную.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Головку фрезерную.
🔥 Внимание: на сайте находятся все крупнейшие российские производители Головки фрезерной, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки Головки фрезерной оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству Головки фрезерной
Заводы по изготовлению или производству Головки фрезерной находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Головка фрезерная оптом
Делительные головки и другие специальные приспособления к станкам
Изготовитель приспособления для крепления инструмента
Поставщики части и принадлежности к станкам товарной позиций
Крупнейшие производители зубчатые колеса
Экспортеры станки фрезерные с числовым программным управлением
Компании производители станки фрезерные
Производство инструмент для бурения скальных пород или грунтов
Изготовитель сверильные станки
Поставщики инструменты для фрезерования с рабочей частью из прочих металлов
Крупнейшие производители винты и болты
Экспортеры части и принадлежности к станкам товарной позиции
Компании производители Части насосов
Производство приспособления для крепления инструмента для токарных станков
станки консольно-фрезерные
станки зуборезные для нарезания прочих зубчатых колес с числовым программным управлением
Головки быстроходные к фрезерным – Энциклопедия по машиностроению XXL
Быстроходная фрезерная головка (рис. 4.12), служащая для обработки цветных металлов, крепится к торцу шпиндельной бабки широкоуниверсальных станков или к станине консольных горизонтально-фрезерных станков. Она имеет свой привод на четыре скорости, изменяемые перестановкой клинового ремня.
[c.149]
4.12), служащая для обработки цветных металлов, крепится к торцу шпиндельной бабки широкоуниверсальных станков или к станине консольных горизонтально-фрезерных станков. Она имеет свой привод на четыре скорости, изменяемые перестановкой клинового ремня.
[c.149]| Рис. 4.12. Быстроходная фрезерная головка |
Для повышения качества обработки при работе фрезами малых диаметров к станку должна быть приспособлена вертикальная быстроходная фрезерная головка (рис. 174).
Кроме быстроходной фрезерной головки, желательно оснащать фрезерные станки долбежными головками (рис. 175). Наличие такой головки дает возможность обрабатывать углы в тех случаях, когда фрезой невозможно выполнить чистовую обработку. [c.156]
Наиболее производительным способом обработки профилей является механическое шлифование по шаблону-копиру с помош,ыо специального копировального приспособления, установленного на малогабаритном фрезерном станке типа Декель со сменной быстроходной фрезерно-шлифовальной головкой 7 (рис.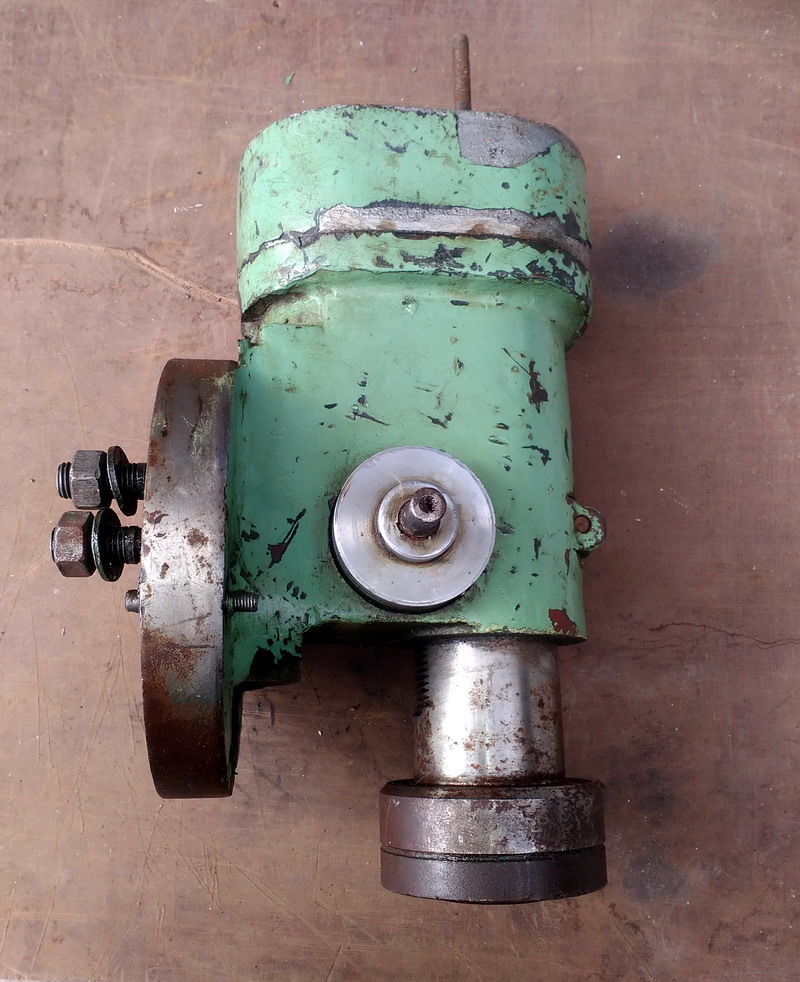 341). Перед началом шлифования приспособление тщательно устанавливают и закрепляют на столе станка. Приспособление (рис. 341) по своей конструкции очень простое и состоит из основания 1, по направ-
[c.320]
341). Перед началом шлифования приспособление тщательно устанавливают и закрепляют на столе станка. Приспособление (рис. 341) по своей конструкции очень простое и состоит из основания 1, по направ-
[c.320]
Для чистового фрезерования применяют универсально-фрезерные станки. Иногда их оснащают приспособлениями, значительно расширяющими технологические возможности. Так, имеются быстроходные фрезерные головки с прецизионными шпинделями для обработки деталей малыми фрезами. Для обработки различных поверхностей, заданных в системе координат, применяют круглые и координатные столы. На круглых столах обрабатывают наружные и внутренние дуговые участки и поверхности, находящиеся под различными углами. В ряде случаев, когда нужно обработать несколько дуговых участков, применяют оба стола. При этом координатный стол используют только для установки детали относительно оси круглого стола. [c.146]
Головки быстроходные к фрезерным станкам 80
[c.
Фрезерные головки — Ножи 321 Фрезерные станки — Головки быстроходные 80 [c.909]
Технические возможности станков могут быть значительно расширены применением принадлежностей и приспособлений сверлильной, резцовой, быстроходной фрезерной, долбежной, подрезанной и шли вальной инструментальных головок, делительной головки поворотного и поворотно-наклонного стола, измерительной оснастки и т. д. [c.435]
При наличии быстроходной вертикальной фрезерной головки можно во многих случаях вести обработку однолезвийной фрезой. Контуры пуансона можно обрабатывать грибковой фрезой с конусом Морзе, закрепленным в горизонтальный шпиндель станка, а окна в матрицах и съемниках — пальцевыми фрезами, закрепленными в цанговый патрон вертикальной головки. [c.167]
Фиг, 19. Быстроходная горизонтально-фрезерная головка. [c.79]
Для обработки цветных металлов и сверления отверстий небольшого диаметра монтируется к торцу фрезерной головки через переходную плиту 6 быстроходная головка (рис. 9.6).
[c.275]
9.6).
[c.275]
Схема фрезерной головки быстроходного бесконсольиого фрезерного станка. [c.430]
Кроме быстроходной фрезерной головки, закрепленной на хоботе 2, фрезерные станки оснащаются долбежной головкой (рис. 114). На передней части головки имеется ласточкообразный паз, по которому перемещается ползун 5 с резцом 4. Наличие такой головки дает возможность обрабатывать углы в тех случаях, когда фрезой невозможно выполнить чистовую обработку. Точность обработки при чистовом фрезеровании в значительной степени зависит от правильности установки и жесткости крепления обрабатываемой детали. [c.108]
| Рис. 178. Контур матрицы штампа, обрабатываемый шлифова.льными кругами с помощью быстроходной фрезерной головки |
 567]
567]Скорости резания 300—800 м1мин при обработке стали и 200— 300 м/мин при обработке чугуна. Глубина резания 0,1—0,2 мм, подача 75—150 мм мин. Инструментом служит торцовая сборная фреза диаметром 175—300 мм с числом ножей 2—6 из твердого сплава. Биение фрезы не должно превышать 0,03—0,04 мм. Заточка н доводка производится в собранном виде. Для скоростного фрезерования применяются вертикальнофрезерные и продольнофрезерные станки. Они должны иметь высокую точность и жесткость и должны быть быстроходными. Обработка выполняется в один проход, фрезерная головка должна полностью перекрывать всю обрабатываемую поверхность. [c.166]
Если буква стоит в конце номера станка, то это означает изменение основной, или как принято говорить, базовой , модели. Так, буква Г в конце номера 682 означает, что это станок горизонтально-фрезерный, т. е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается. Другие буквы в конце номера станка имеют другие значения. Так, буква Б в станке БН12Б означает более быстроходную модель консольного вертикально-фрезерного станка 6Н12 с размерами стола 320 X 1250. Буква Ш в станке 6Н82Ш означает широкоуниверсальную модель консольного горизонтальнофрезерного станка, имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.-
[c.316]
Так, буква Б в станке БН12Б означает более быстроходную модель консольного вертикально-фрезерного станка 6Н12 с размерами стола 320 X 1250. Буква Ш в станке 6Н82Ш означает широкоуниверсальную модель консольного горизонтальнофрезерного станка, имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.-
[c.316]
Вертикально-фрезерный станок 6Н13 и его быстроходная модификация 6Н13ПБ имеют существенное отличие шпиндельной головки от станка 6Н12, которая в этих станках выполнена подвижной по вертикальным направляющим станины. Это дает возможность быстро передвигать шпиндель с фрезой вверх и вниз для установочных перемещений при обработке плоскостей в детали на различных уровнях.
Для расширения технологических возможностей станка к нему прилагаются сменные головки 7 (вертикальная фрезерная с вертикальным шпинделем 6, долбежная и быстроходная), стол 5 (угловой горизонтальный, угловой универсальный, круглый), делительная головка. На станке можно перемещать исполнительные органы при его настройке вручную с помощью маховиков 3 (вертикальное перемещение суппорта), 14 (продольное перемещение салазок), 12 (поперечное перемещение бабки 9) и рукояткой 8 (перемещение гильзы). Переключение скоростей осуществляется рукояткой 11. Профаммное управление работой станка осуществляется вводом программы с клавиатуры пульта. УЧПУ 13 оснащено дисплеем, общее число управляемых координат — 3, одновременно управляемых — 1. Система ЧПУ получает сигналы от трех линейных фотоэлектрических измерительных преобразователей (датчиков).
[c.271]
На станке можно перемещать исполнительные органы при его настройке вручную с помощью маховиков 3 (вертикальное перемещение суппорта), 14 (продольное перемещение салазок), 12 (поперечное перемещение бабки 9) и рукояткой 8 (перемещение гильзы). Переключение скоростей осуществляется рукояткой 11. Профаммное управление работой станка осуществляется вводом программы с клавиатуры пульта. УЧПУ 13 оснащено дисплеем, общее число управляемых координат — 3, одновременно управляемых — 1. Система ЧПУ получает сигналы от трех линейных фотоэлектрических измерительных преобразователей (датчиков).
[c.271]
Плоскости картеров в основном обрабатываются теми же методами, что и плоскости блоков. Окончательно же отделываются плоскости, как правило, прецизионным фрезерованием однорезцовой или двухревцовой головкой (фиг. 452) на быстроходных продольно-фрезерных или на плоскошлифовальных станках. [c.
 500]
500]| Фрезы твердосплавные (фрезерные головки), | 8207709000 |
| Станок фрезерный широкоуниверсальный с поворотной головкой с УЦИ | 8459590000 |
| Головка фрезерная TopCut HPC ф16 z4 N HB730 45град. Garant Арт.210270 16 | 8207709000 |
| Станки фрезерные широкоуниверсальные с поворотной головкой с УЦИ: | 8459590000 |
| Фрезерная головка | 8207703800 |
| TopCut HPC ф16 z4 N HB730 45град. Garant Арт.210270 16 -4шт. Головка фрезерная TopCut HPC ф16 z4 N HB730 45град. Garant Арт.210270 16 -4шт. | 8207709000 |
| Оборудование металлообрабатывающее: фрезерная головка с режущим инструментом (пластиной) | 8207703800 |
| Станки металлообрабатывающие универсальные вертикально-фрезерные с поворотной шпиндельной головкой, | 8459699000 |
| Головка фрезерная, выпускаемая по ТУ 5148-002-68255361-2013 | 8467 |
| Фрезы: твердосплавные фрезы, фрезерные головки, фрезерные диски и фрезерные пластины | 8207703800 |
| Универсальная фрезерная головка, со встроенным электрошпинделем, напряжение 400 Вольт, тип М21 | 8466103800 |
| Станок фрезерный широкоуниверсальный с поворотной головкой с ЧПУ | 8459510000 |
| Фрезерные головки с твердосплавными пластинами, агломерированными алмазами, | 8207901000 |
| Оборудование металлообрабатывающее: станки верикально – фрезерные широкоуниверсальные с поворотной головкой | 8459691000 |
| Оборудование металлообрабатывающее: фрезерно-сверлильный станок со шпиндельной головкой | 8459699000 |
| Оборудование металлообрабатывающее: вертикальная фрезерная головка (адаптер) | 8459699000 |
| Оборудование деревообрабатывающее: автоматическая линия сращивания по длине, в составе: станина, шипорезная каретка, привод подачи, ленточный транспортёр, привод торцовочной пилы, привод фрезерной головки, головка шпиндель | 8465109000 |
| Запасные части для металлорежущих станков: осевые сверлильно-фрезерные головки, артикулы: ER32, ER32 AX, радиальные сверлильно-фрезерные головки, артикул ER 32, универсальные регулируемые ±90 головки, артикул ER 32, приспо | 8466103100 |
Запасные части и узлы для модернизации металлорежущих станков: – аксиальная сверлильно-фрезерная головка, артикул 40.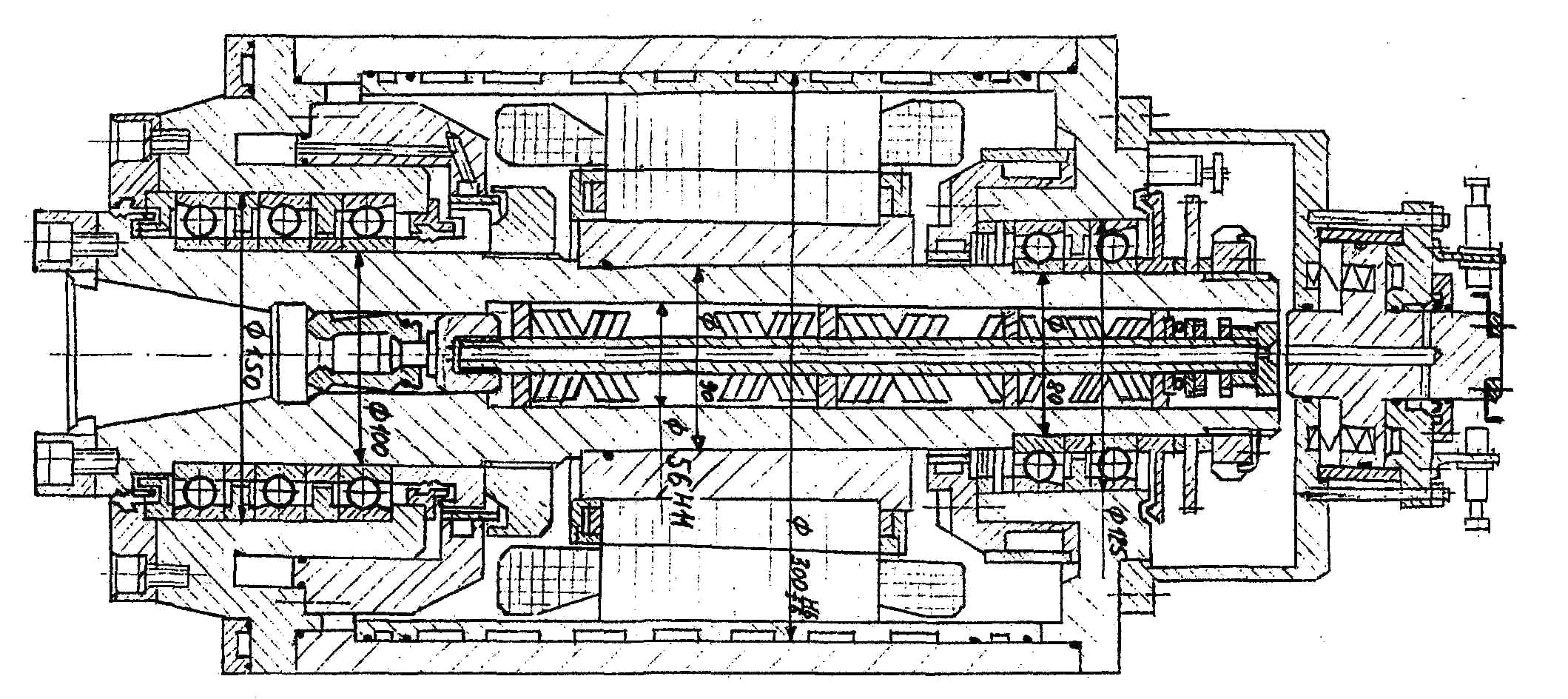 3025СТХ – 5 шт.; – радиальная сверлильно-фрезерная головка со смещением, артикул 80.3025CTXR – 5 шт.; – п 3025СТХ – 5 шт.; – радиальная сверлильно-фрезерная головка со смещением, артикул 80.3025CTXR – 5 шт.; – п | 8466103100 |
| Дополнительная комплектация для универсального фрезерного станка с вращающейся головкой X6232Cx16/1: параллельные тиски Q12160 – 1 шт., делительная головка F11125A – 1 шт., фрезерный патрон JXT25-50 – 1 шт.; дополнительная | 8466300000 |
| Запасные части к деревообрабатывающему оборудованию: приспособление для крепления инструмента фрезерная головка т.м. «PINNACLE», мод. GY50. | 8466103800 |
| Фрезерная головка, мод. AE50-Z20 845239 | 8466103100 |
Универсальная микропозиционная фрезерная головка UHAmi 30 Универсальная мануальная головка UHM 30 Прямоугольная мануальная головка PHM 37 Удлинительная мануальная головка IFVW 1B Двухосевая мануальная головка IFVW 3B Универсальая мануальная фрезерная головка UHM 20 Двухосевая фрезерная головка OHM 20 Автоматическая планшайба D’Andrea UT 5-500/UT 5-630/UT 5-800 |
Прямоугольная микропозиционная фрезерная головка PHAmi 60 Универсальная автоматическая головка UHA 30 Прямоугольная автоматическая головка PHA 37 Прямоугольная мануальная головка IFVW 2B Ускоряющая головка Прямоугольная мануальная фрезерная головка PHM 20 Полуавтоматическая планшайба FH 65/80 |
 мощность: 30 кВт
мощность: 30 кВт крутящий момент (150 об/мин): 180 Нм
крутящий момент (150 об/мин): 180 Нм мощность: 20 кВт
мощность: 20 кВт мощность: 30 кВт
мощность: 30 кВт мощность: 37 кВт
мощность: 37 кВтвыбираем расточную головку для станка по дереву, долбежную и угловую, поворотную и быстроходную, со сменными ножами
Для обработки разных типов материалов используется приспособление, именуемое фрезой. Особенность ее работы заключается в том, что фреза совершает вращательные движения, а заготовка, в которой создается отверстие, – поступательные. Современные станки способны выполнять множество операций. Такая разносторонность обеспечивается возможностью смены приспособлений, в перечень которых входят и фрезерные головки.
Особенность ее работы заключается в том, что фреза совершает вращательные движения, а заготовка, в которой создается отверстие, – поступательные. Современные станки способны выполнять множество операций. Такая разносторонность обеспечивается возможностью смены приспособлений, в перечень которых входят и фрезерные головки.
Разновидности
Фрезерная головка является частью станка, в некоторых моделях оборудования может быть установлено сразу несколько таких элементов. Существует множество видов фрезерных головок, приспособленных под разные нужды – например, для сверления и расточки боковых плоскостей. Критериев, по которым головки разделяют на виды, существует несколько.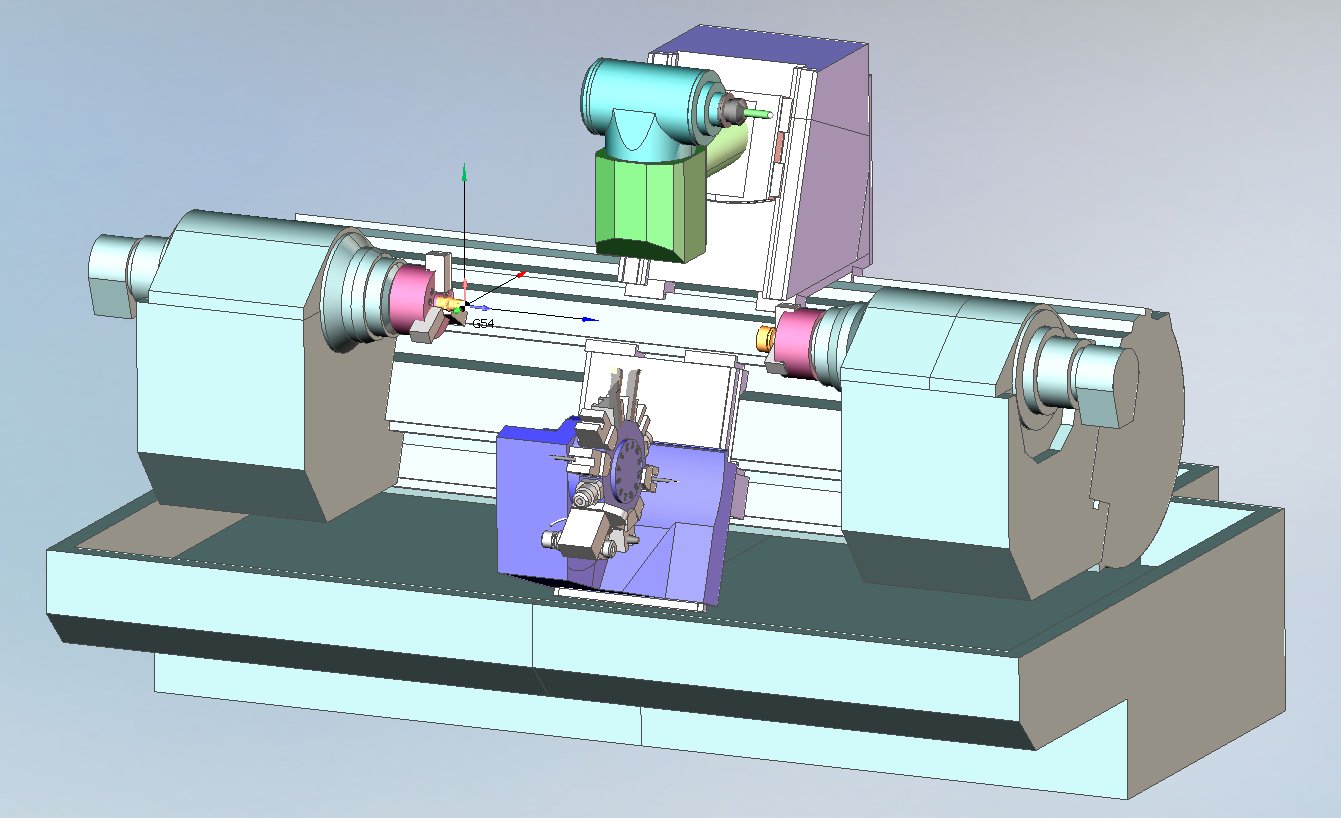 Чаще всего используется распределение по типу установки.
Чаще всего используется распределение по типу установки.
В этом случае производители предлагают:
- наклонные;
- горизонтальные;
- вертикальные варианты.
Следующим критерием является разделение в зависимости от формы имеющейся головки. В этом случае речь идет о:
- цилиндрических;
- дисковых;
- торцевых;
- угловых;
- концевых;
- шпоночных;
- фасонных.
Отдельной группой выступают головки, выпускаемые для обработки Т-образных пазов.
Фрезерные головки со сменными ножами активно используются при работе с деревом: например, мебельным щитом или оконным брусом. Если на головке по дереву установлены профильные ножи, то на станке появляется возможность изготавливать детали с более сложной конфигурацией. К ним относят такие изделия, как плинтусы и багеты. Основной особенностью данных типов головок является материал, из которого они изготавливаются.
Если на головке по дереву установлены профильные ножи, то на станке появляется возможность изготавливать детали с более сложной конфигурацией. К ним относят такие изделия, как плинтусы и багеты. Основной особенностью данных типов головок является материал, из которого они изготавливаются.
На корпус идет высокопрочный термообработанный сплав, на сменные ножи – высоколегированная сталь.
Угловые головки имеют постоянный угол наклона, равный 90 градусам. Их основное предназначение – работа с элементами, которые из-за своего сложного строения не могут быть приближены к корпусу шпинделя станка. При необходимости угловая головка устанавливается шпиндельным креплением. Используя такой способ, работают с металлами; так обрабатываются пазы и карманы, при этом смена инструмента не требуется.
Универсальная головка значительно расширяет возможности фрезерных станков. В большинстве случаев они унифицированы. Приспособление активно используется для фрезерования торцевых поверхностей, которые образуют угол между продольной и поперечной осями станка. Такие же головки применяют при необходимости создания винтообразных каналов.
В большинстве случаев они унифицированы. Приспособление активно используется для фрезерования торцевых поверхностей, которые образуют угол между продольной и поперечной осями станка. Такие же головки применяют при необходимости создания винтообразных каналов.
Сменная поворотная головка обеспечивает экономичное фрезерование поверхностей на среднюю глубину. Она работает с разными типами материалов, в том числе со сталью, алюминием, литыми деталями. Поворотная головка может иметь сразу несколько режущих поверхностей. Она имеет высокий уровень износостойкости, которая обеспечивается дополнительным никелевым покрытием.
Быстроходная головка устанавливается на горизонтально-фрезерные станки, осуществляющие вертикальное фрезерование. Таким способом ведутся работы с цветными металлами. Каждое такое приспособление крепится к торцу шпиндельной бабки. Его работа обеспечивается четырёхскоростным приводом. Изменить скорость можно, если переставить клиновый ремень.
Каждое такое приспособление крепится к торцу шпиндельной бабки. Его работа обеспечивается четырёхскоростным приводом. Изменить скорость можно, если переставить клиновый ремень.
Многошпиндельные сверлильные головки разделяются на 2 вида: с изменяемым расстояниями между осями и с фиксированным. Многошпиндельные головки с изменяемым межосевым расстоянием, в свою очередь, подразделяются еще на 2 типа в зависимости от способа передачи крутящего момента к инструментальному шпинделю.
Расточная головка предназначена для выполнения расточных работ, которые заключаются в изготовлении отверстий с заранее заданными параметрами. Чаще всего таким способом изготавливаются отверстия большого диаметра с минимальной шероховатостью.
Очень часто торцевые насадные фрезы поставляются производителем в комплекте со съемными пластинами, которые позволяют значительно повысить производительность станка. Они незаменимы в ситуациях, когда сверло работает на большой скорости – их наличие позволяет использовать резцы значительно дольше.
Как выбрать?
При выборе фрезы следует в первую очередь обращать внимание на материал, из которого произведено изделие. Это должны быть очень твердые сплавы или сталь. На рынке можно встретить фрезы и из более экзотичных материалов, например, выполненные из порошковых металлов. Ответить на вопрос, какой материал для головок лучше, невозможно. Выбор изделий подобного типа полностью зависит от материала, с которым предполагается работать.
А также на выбор покупки сильно повлияет скорость, с которой будет вращаться шпиндель. В ситуации, когда на станке будут обрабатываться мягкие металлы, такие как алюминий, твердосплавные головки будут неэффективны. Для станков, скорость шпинделя которых не превышает 6000 об/мин, для алюминия рекомендуется использовать быстрорежущую сталь при условии, что диаметр фрезы больше 1/2.
При меньших размерах – карбид вольфрама.
В продаже имеются фрезы самых разных размеров. При необходимости можно найти микрофрезы, которые используются для работы с совсем мелкими деталями. При выборе и покупке фрез следует обязательно учитывать, что диаметр почти всех концевых фрез указывается с большой погрешностью.
В ситуации, когда будущая работа должна быть выполнена с высокой точностью, рекомендуется проводить пробную резку, таким способом определяя настоящий диаметр. Обычное измерение диаметра не так эффективно, как пробная резка, поэтому ее использование считают более надежным методом.
При изучении ассортимента головок следует обращать внимание на то, какие ножи – торцевые или профильные – на ней установлены. Шлифовальная головка, например, имеет специальную маркировку, которая помогает выбрать изделие с необходимой зернистостью рабочей поверхности.
А также при выборе необходимых деталей следует учитывать, что импортные ускорительные головки обойдутся в несколько раз дороже, чем изделия отечественного производства.
Особенности эксплуатации
Качество выполняемых на устройстве операций зависит от правильности установки фрезерного станка. Для того чтобы все виды работ выполнялись максимально точно, станок при монтаже должен быть установлен на бетонный фундамент. Крепление устройства к полу осуществляется специальными болтами. Гайки для них заранее опускают в колодцы, сделанные из цемента. Положение станка точно выверяется с помощью уровней. Через определенные временные промежутки проводится контроль оборудования. При наличии износа старые детали заменяются на новые. Особенно часто приходится менять фрезерные головки, которые в ходе эксплуатации могут прийти в полную негодность.
Объем операций, выполняемых на станках такого типа, довольно широк. Иногда фрезерные головки приходится задействовать в практически ювелирных по исполнению работах.
Как фрезеровать головку блока цилиндров без наличия специального оборудования? Исправить положение постоянного износа стенок цилиндров возможно, если произвести минимальное снятие металла с помощью фрезы. Такая работа требует высокой точности, выполнить ее вручную невозможно.
Техника безопасности
Прежде чем начать установку фрезы, обязательно проверяют ее состояние, качество заточки; режущие кромки не должны иметь окрашиваний. На всей поверхности фрезы не должно быть загрязнений в виде пыли и волокон от ветоши.
Так как в изделии множество острых кромок, которыми легко можно порезаться, при выполнении любых работ требуется соблюдать все меры предосторожности. На руки надеваются защитные перчатки или кожухи на фрезу.
Мощная фрезерная шпиндельная головка Для эффективности Местное послепродажное обслуживание
Инвестиции в безупречное. Фрезерная шпиндельная головка , доступная на Alibaba.com, является эффективным способом повышения производительности различных станков. Они поставляются с привлекательными предложениями скидок, которые заботятся о карманах покупателей, чтобы гарантировать, что они не остановят работу, когда наступит срок замены. На веб-сайте эти типы файлов. Фрезерная шпиндельная головка представлена в огромном ассортименте, включающем в себя различные изделия различных размеров, форм и моделей, которые стремятся удовлетворить потребности всех покупателей в соответствии с их спецификациями.
Настоящие высокотехнологичные. Головка фрезерного шпинделя разновидностей имеют прочные материалы, которые используются при их изготовлении. Это делает их очень прочными и эффективными. Благодаря инновационному дизайну они идеально вписываются в более крупную систему для систематической работы с другими компонентами и обеспечения максимальной производительности машины. Они поступают от ведущих мировых брендов, а также от сертифицированных продавцов и дистрибьюторов, что является гарантией того, что покупателю попадут только товары с самым высоким рейтингом.
Выбор. Фрезерная шпиндельная головка на Alibaba.com пользуется популярностью среди многих пользователей из-за простоты использования. Они просты в установке и обслуживании из-за несложной конструкции и деталей. Доступны профессиональные установщики, которые выполнят более сложные процедуры установки и обслуживания. Эти компоненты сохраняют безупречную эффективность на протяжении длительного срока службы благодаря своей впечатляющей стойкости к внешним факторам, таким как тепло и механические силы удара.
При просмотре через Alibaba.com возвращается широкий выбор файлов. фрезерная шпиндельная головка опций. Это гарантирует, что покупатели найдут наиболее подходящее решение в соответствии с их функциональными и бюджетными потребностями. Покупки на веб-сайте очень полезны, поскольку покупатели экономят время и энергию, приобретая товары с самым высоким рейтингом.
X6232 Фрезерный станок с поворотной головкой
Основные рабочие характеристики :
1.Он может выполнять вертикальное и горизонтальное фрезерование с двумя функциями обработки;
2. Двухуровневая вращающаяся фрезерная головка, шпиндель на любой угол поворота и регулировки;
3. Может использоваться для обработки пресс-форм и скорлупы;
4.Моторизованная подача по оси X, Y
Основные технические характеристики продукта s:
Технические характеристики | Единицы | X6200032 | |
мм | 1370×320 | ||
Ход стола | мм | 800/320/400 | |
Количество Т-образных пазов / ширина / пространство | 900 мм3-16-60 | ||
Конус шпинделя | | ISO40 | |
Диапазон частоты вращения шпинделя | об / мин | 48-166050 об / мин | |
Расстояние между концом шпинделя и поверхностью стола | мм 900 07 | 120-520 | |
Расстояние между осью шпинделя и поверхностью стола | мм | 0-400 | |
Диапазон подачи стола | мм / мин | XY: 22-555 Z: электрический | |
Диапазон поворота фрезерной головки | ° | 360 | |
Мощность двигателя шпинделя | кВт 900 3 | ||
Мощность двигателя подачи | кВт | 1.1 | |
Масса | кг | 1700 | |
Габаритные размеры | мм | 1700x1560x1750 |
| Поставщик: | Google Analytics |
| Cookiename: | _ga |
| Время работы: | 2 года |
| URL-адрес источника конфиденциальности: | https://support.google.com/analytics/ answer / 6004245? hl = en |
| Хост: | Google Analytics |
Google Analytics _gat
Файл cookie Google Analytics обеспечивает ограничение скорости запросов.
| Поставщик: | Google Analytics |
| Cookiename: | _gat |
| Время выполнения: | во время сеанса |
| URL источника конфиденциальности: | https://support.google.com/analytics / answer / 6004245? hl = en |
| Хост: | Google Analytics |
Google Analytics _gid
Файл cookie Google Analytics регистрирует уникальный идентификатор.Это используется для сбора статистических данных о том, как пользователь использует веб-сайт.
| Поставщик: | Google Analytics |
| Cookiename: | _gid |
| Время выполнения: | во время сеанса |
| URL источника конфиденциальности: | https://support.google.com/analytics / answer / 6004245? hl = en |
| Хост: | Google Analytics |
Google Analytics Cookieconsent_dismissed
Сохраняет статус согласия пользователя с политикой использования файлов cookie.
| Поставщик: | Google Analytics |
| Cookiename: | Cookieconsent_dismissed |
| Время выполнения: | остается, пока не удаляется активно |
| URL-адрес источника конфиденциальности: | https: // support .google.com / analytics / answer / 6004245? hl = en |