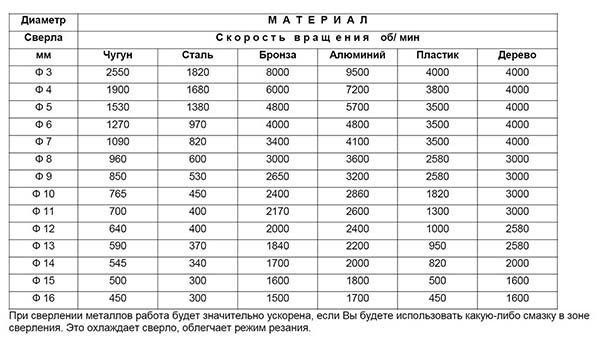
Сверление зависимость количества оборотов от диаметра сверла
При сверлении отверстий в металле важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка.
Таблица 1. Рекомендуемые скорости резания отверстий L/D ≤ 3, приведённые для быстрорежущей стали средней твёрдости
|
Подача S0, мм/об |
Диаметр сверла D, мм |
|||||||||
|
2,5 |
4 |
6 |
8 |
10 |
12 |
146 |
20 |
25 |
32 |
|
|
Скорость резания v, м/мин |
||||||||||
|
При сверлении стали |
||||||||||
|
0,06 |
17 |
22 |
26 |
30 |
33 |
42 |
— |
— |
— |
— |
|
0,10 |
— |
17 |
20 |
23 |
26 |
28 |
32 |
38 |
40 |
44 |
|
0,15 |
— |
— |
18 |
20 |
22 |
24 |
27 |
30 |
33 |
35 |
|
0,20 |
— |
— |
15 |
17 |
18 |
20 |
23 |
25 |
27 |
30 |
|
0,30 |
|
— |
— |
14 |
16 |
17 |
19 |
21 |
23 |
25 |
|
0,40 |
— |
— |
— |
— |
— |
14 |
16 |
18 |
19 |
21 |
|
0,60 |
— |
— |
— |
— |
— |
— |
— |
14 |
15 |
11 |
|
При сверлении чугуна |
||||||||||
|
0,06 |
18 |
22 |
25 |
27 |
29 |
30 |
32 |
33 |
34 |
35 |
|
0,10 |
— |
18 |
20 |
22 |
23 |
24 |
26 |
27 |
28 |
30 |
|
0,15 |
— |
15 |
17 |
18 |
19 |
20 |
22 |
23 |
25 |
26 |
|
0,20 |
— |
— |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|
0,30 |
— |
— |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
19 |
|
0,40 |
— |
— |
— |
— |
14 |
14 |
15 |
16 |
16 |
17 |
|
0,60 |
— |
— |
— |
— |
— |
— |
13 |
14 |
15 |
15 |
|
0,80 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
13 |
|
При сверлении алюминиевых сплавов |
||||||||||
|
0,06 |
75 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
0,10 |
53 |
70 |
81 |
92 |
100 |
— |
— |
— |
— |
— |
|
0,15 |
39 |
53 |
62 |
69 |
75 |
81 |
90 |
— |
— |
— |
|
0,20 |
— |
43 |
50 |
56 |
62 |
67 |
74 |
82 |
– |
– |
|
0,30 |
— |
— |
42 |
48 |
52 |
56 |
62 |
68 |
75 |
— |
|
0,40 |
— |
— |
— |
40 |
45 |
48 |
53 |
59 |
64 |
69 |
|
0,60 |
— |
— |
— |
— |
37 |
39 |
44 |
48 |
52 |
56 |
|
0,80 |
— |
— |
— |
— |
— |
— |
38 |
42 |
46 |
54 |
|
1,00 |
— |
— |
— |
— |
— |
|
— |
— |
— |
42 |
Таблица 2. Поправочные коэффициенты
Поправочные коэффициенты
|
Наименование и марка обрабатываемого материала |
Твёрдость НВ |
Поправочный коэффициент |
||
|
Быстрорежущими свёрлами |
Твердосплавными свёрлами |
|||
|
Сталь углеродистая качественная конструкционная |
||||
|
10, 15, 20 |
156 |
1,2 |
1,2 |
|
|
30, 35, 40 |
143-207 |
1,3 |
1,2 |
|
|
170-229 |
1,2 |
1,3 |
||
|
207-269 |
0,8 |
1,0 |
||
Таблица 4. Рекомендации при сверлении аустенитной стали (наиболее сложно обрабатываемой)
Рекомендации при сверлении аустенитной стали (наиболее сложно обрабатываемой)
|
Диаметр сверла, мм |
Число оборотов, об/мин |
Подача, мм/об |
|
1,59 |
1500 |
0,025 |
|
3,18 |
800 |
0,065 |
|
6,35 |
400 |
0,125 |
|
12,70 |
150 |
0,280 |
|
20,64 |
180 |
0,255 |
|
25,40 |
150 |
0,280 |
- Назад
- Вперед
You have no rights to post comments
На Каких Оборотах Сверлить Металл ~ AUTOTEXNIKA.
 RU
RUНа какой скорости сверлить металл
Сверление металла
Сверление металла. одна из самых распространенных слесарных операций. Складные и разборные соединения. заклепки, винт, болт, шпилька. требуют отверстия. Для сверления металла достаточно иметь сверло, сверло соответствующего диаметра и центральный пуансон с молотком для сверления отверстий.
Выбор дрели
Если в металле просверлены отверстия под резьбу, то по ГОСТ 24705-81 наиболее часто используемые размеры резьбы (для стандартных больших степеней): М4, М5, М6, М8, М10 и М12. диаметр сверла будет 3,3; 4,2; 5; 6,7; 8,4; 10,2 мм. Вполне допустимо, если сверление для резьбы осуществляется сверлом, диаметр которого немного (0,1 мм) отличается от размера ГОСТ в том или ином направлении.
При покупке сверл следует иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, P6M5), предназначены для сверления металлов, которые не обладают самой высокой твердостью. Для сверления металла высокой твердости требуются сверла из твердого сплава. Такие сверла могут быть полностью изготовлены из твердого сплава или иметь только твердосплавный наконечник.
Для сверления металла высокой твердости требуются сверла из твердого сплава. Такие сверла могут быть полностью изготовлены из твердого сплава или иметь только твердосплавный наконечник.
Время от времени до сверления неясно, какую твердость металл должен сверлить. Поэтому, увидев в первый момент сверления, что сверло не проникает в металл, необходимо немедленно завершить сверление, в противном случае сверло будет непоправимо повреждено, перегреется и потеряет твердость. Доказательством этого будет появление в нем синего цвета. Перед тем, как сверлить металл, твердость которого неизвестна, на нем можно нарисовать погремушку. Если последний не оставляет следов на металле, то материал имеет более высокую твердость.
Как сверлить металл
Низкие и средние скорости хороши для сверления большинства металлов. 500-1000 об / мин. Самые высокие скорости быстро нагревают сверло, что может вызвать отжиг и размягчение. При сверлении не нажимайте на сверло слишком сильно, подача должна быть гладкой и гладкой.
При сверлении металла резкость бурового долота очень важна, при этом сверло очень быстро затупляется. Скорость сверления зависит от вращения, силы подачи, охлаждения и других причин, но как бы вы ни старались, если вы не сверлите дюралюминиевый сплав, рабочее время бурения до низкой производительности измеряется в минутах ,
Перед сверлением необходимо разметить отверстие, прикрутив его. Для этого поместите точку удара (или дюбель) в предполагаемый центр отверстия и ударьте его молотком. Штамповка необходима для устранения проскальзывания сверла в первый момент сверления. Если основная дорожка не достаточно велика, чтобы удерживать сверло большого диаметра, сначала вы должны расширить углубление сверлом малого диаметра.
Чтобы создать наилучшие критерии бурения, лучше всего закопать наконечник сверла в моторное масло или закопать его вместо колонны. Нефть в зоне бурения способствует лучшему охлаждению бурового долота и упрощает резку металла. Сверла, которые сверлят с введением масла, меньше выцветают, требуют более редкой заточки и служат дольше. Специальная эмульсия, мыльная вода, керосин также используется в качестве охлаждающей воды. По мнению некоторых мастеров, свиной жир является хорошей смазкой и охлаждающей жидкостью. Перед сверлением буровое долото погружается в кусок жира, который тает во время бурения и обладает смазочным и охлаждающим эффектом. Но все же самый распространенный и удобный способ. мыльная вода. Это не пачкается, и мыло присутствует в каждом доме. Достаточно один раз капнуть до сверления и во время работы. Иногда можно погрузить сверло в мыльный раствор.
Специальная эмульсия, мыльная вода, керосин также используется в качестве охлаждающей воды. По мнению некоторых мастеров, свиной жир является хорошей смазкой и охлаждающей жидкостью. Перед сверлением буровое долото погружается в кусок жира, который тает во время бурения и обладает смазочным и охлаждающим эффектом. Но все же самый распространенный и удобный способ. мыльная вода. Это не пачкается, и мыло присутствует в каждом доме. Достаточно один раз капнуть до сверления и во время работы. Иногда можно погрузить сверло в мыльный раствор.
При сверлении с большой подачей на выходе из отверстия появляется заусенец, и сверло цепляется за боковые фрезы. В результате буровое долото может быть заблокировано, а буровое долото отрезано или отколото, и даже в этот момент сверло активно затупляется. Такие упоры отрицательно влияют на состояние бурового долота. Во избежание заусенцев необходимо сверлить отверстия в металле с низким расходом. Также лучше вставить деревянный блок под сверло, чтобы предотвратить заусенцы. Пруток и заготовка должны быть плотно прижаты друг к другу. Для большего эффекта невозможно установить деревянный блок, но плита из того же или наименее твердого металла, которая должна быть плотно прижата к месту, где выходит сверло.
Пруток и заготовка должны быть плотно прижаты друг к другу. Для большего эффекта невозможно установить деревянный блок, но плита из того же или наименее твердого металла, которая должна быть плотно прижата к месту, где выходит сверло.
В большинстве случаев необходимо сверлить сталь, но часто необходимо сверлить другие металлы, которые имеют свои характеристики сверления. Например, алюминий плетет сверло, затрудняя проникновение глубже и расширяя отверстие. Если вам нужно просверлить прозрачное отверстие в алюминии (например, для резьбы), вам обязательно следует использовать и часто вынимать сверло из отверстия, чтобы очистить его. Обычный серый чугун относительно легко сверлить и не требует охлаждения или смазки. Но бурение чугуна может стать сюрпризом. Существуют прочные чугуны из серого чугуна, которые необходимо сверлить с помощью твердосплавного материала. Белый чугун, основным структурным компонентом которого является цементит, очень тяжелый и требует прочного сверла.
Отверстия огромного диаметра следует сверлить поэтапно. Сначала необходимо сверлить деталь с помощью узкого сверла, затем просверлить отверстие большего диаметра. Например, лучше просверлить отверстие диаметром 12 мм в два или три шага. попеременно со сверлами 5, 10 и 12 мм.
Сначала необходимо сверлить деталь с помощью узкого сверла, затем просверлить отверстие большего диаметра. Например, лучше просверлить отверстие диаметром 12 мм в два или три шага. попеременно со сверлами 5, 10 и 12 мм.
Тупые упражнения должны быть заточены вовремя. Лучше его оттачивать, но без него можно обойтись. При этом следует обратить внимание на симметрию наконечника сверла. Если острые кромки не сходятся строго в центре, отверстие, просверленное таким сверлом, будет иметь больший диаметр, потому что одна режущая кромка будет длиннее другой. Стандартный угол вверху (угол между режущими кромками) составляет 118 °. Углы 130-140 °, мягкая бронза и красная медь 125-130 ° считаются хорошими для сверления алюминия. Но все эти металлы можно сверлить с помощью стандартного углового сверла. Подробнее о заточке сверл здесь
Как сверлить
металл, плитка, бетон, деревоправила скучный разные материалы: плитка, бетон, металл, дерево. На какой скорости это необходимо дрель.
На какой скорости это необходимо дрель.
Бурение для чайников или как сверлить
Бурильные для чайников или как это сделать дрель.
Во время бурения буровое долото должно быть вертикально к металлической поверхности (если не требуется) дрель наклонная яма). При изготовлении отверстий в тонких листах это требование не столь актуально, как для толстостенных или полых деталей. Например, при бурении трубы часто входы и выходы смещаются друг от друга. чем больше диаметр трубы. Поддерживать перпендикулярность сверла сложно, поэтому вы можете использовать самодельные или приобретенные проводники, чтобы обеспечить перпендикулярность сверла.
Проводники также должны просверлить два или отверстия в парных частях. Лучший способ согласовать дебюты. это сверление их сборки. Сверление отверстий для заклепок является обязательным условием для полного сверления. Просверлив первое отверстие, вы можете использовать его для соединения деталей с помощью болта, чтобы вы могли просверлить оставшиеся отверстия, не опасаясь, что детали будут двигаться относительно друг друга..jpg) Если невозможно или неудобно сверлить собранные детали в сборе, то следует использовать дроссель или направляющую. Вы должны знать, что независимо от того, насколько точно отмечены сопрягаемые, закрепленные и перевернутые отверстия, они все равно не будут точно совпадать, так как даже острое отверстие будет сверлить немного в сторону при сверлении.
Если невозможно или неудобно сверлить собранные детали в сборе, то следует использовать дроссель или направляющую. Вы должны знать, что независимо от того, насколько точно отмечены сопрягаемые, закрепленные и перевернутые отверстия, они все равно не будут точно совпадать, так как даже острое отверстие будет сверлить немного в сторону при сверлении.
При использовании содержимого этого сайта вы должны размещать активные ссылки на этот сайт, видимые для пользователей и поисковых систем.
Сверление металла
Стандартные сверла по металлу хорошо подходят для использования с мягкими металлами, такими как медь или алюминий. Для более твердых металлов, таких как нержавеющая сталь, предпочтительно использовать сверла, сделанные из хром-ванадиевого или кобальтового сплава или карбида титана. Знак HSS указывает на то, что сверло изготовлено из высокопрочного металла. Стандартные сверла для металла доступны диаметром от 1 до 13 мм.
Skil рекомендует использовать рабочие перчатки, защитные очки, респиратор и средства защиты органов слуха, как указано в руководстве пользователя при работе с электроинструментами..jpg)
Сверло можно легко охладить с помощью медицинской капельницы; Вы также можете использовать небольшой распылитель для опрыскивания растений.
Сверла по металлу
Характерной особенностью металлических сверл является их острый конец, который необходим для того, чтобы сверло легко проходило через металл. Сверла по металлу одинаковы по длине; в конце сверла они заточены под углом 118. Эти сверла также называют высокоскоростными стальными сверлами (High Speed Steel; HSS). Кобальтовые сверла HSS предназначены для сверления твердых металлов, таких как нержавеющая сталь; они заточены под слегка тупым углом 135, чтобы облегчить выравнивание в начале сверления. Такие сверла изготовлены из быстрорежущей стали с добавлением 5% кобальта; при сверлении их необходимо охлаждать специальным маслом.
Образование стружки при бурении
При сверлении металла образуются опилки или мелкие стружки (при сверлении мягких металлов, таких как латунь) или длинные стружки (при сверлении твердых металлов, таких как железо или сталь).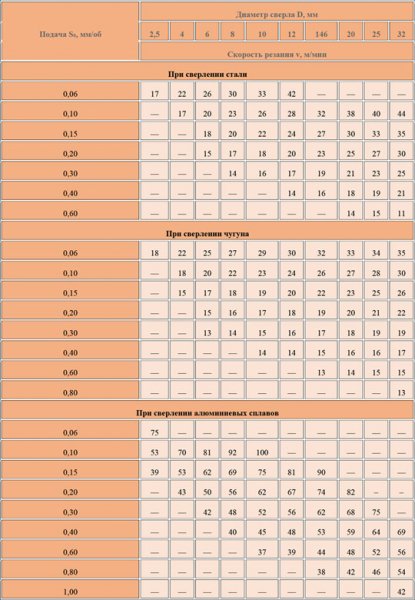 Существуют специальные сверла для каждого из этих типов металла. Режущая кромка сверла для мягких металлов плоская (A). Это делается для того, чтобы такие сверла не вгрызались в металл; их также можно использовать для других мягких материалов, таких как пластик или нейлон. Режущая кромка сверла для твердых металлов резко заострена (B).
Существуют специальные сверла для каждого из этих типов металла. Режущая кромка сверла для мягких металлов плоская (A). Это делается для того, чтобы такие сверла не вгрызались в металл; их также можно использовать для других мягких материалов, таких как пластик или нейлон. Режущая кромка сверла для твердых металлов резко заострена (B).
Сверление больших отверстий
Если вы хотите просверлить в металле отверстие большого диаметра, сначала вы должны пройти через отверстие, используя сверло меньшего диаметра. Это позволит сверлу большего размера резать металл более эффективно и снизить вероятность коробления. При необходимости предварительное сверление можно проводить в несколько проходов, постепенно увеличивая диаметр используемых сверл.
Во время предварительного сверления диаметр маленького бурового долота (B) должен быть не меньше диаметра большого бурового долота (A). Сверло. это кратчайшее расстояние между двумя режущими кромками.
Во время предварительного сверления диаметр маленького бурового долота (B) должен быть не меньше диаметра большого бурового долота (A). Сверло. это кратчайшее расстояние между двумя режущими кромками.
Сверло. это кратчайшее расстояние между двумя режущими кромками.
Скорость бурения
Распространенной ошибкой при сверлении металла является слишком высокая скорость. Чем тяжелее металл, в котором должно выполняться сверление, тем ниже должна быть скорость сверления. Например, при сверлении отверстия из латуни диаметром 8 мм скорость вращения сверла должна быть установлена на 2500 об / мин. Для нержавеющей стали, которая является гораздо более прочным металлом, правильная скорость вращения составляет 800 об / мин. Хорошим показателем того, что скорость установлена правильно, является формирование хорошего длинного чипа.
Сверление тонкого металла
Если вам нужно просверлить тонкий металлический лист, никогда не держите его руками. Когда сверло прорезает металл и выходит на противоположную сторону, существует опасность, что металлический лист может внезапно зажать сверло и убежать. Правильное решение. плотно сжать металлический лист между двумя кусками дерева. Это уменьшает вероятность опасного разрыва на листе. Это также уменьшает количество заусенцев, облегчая обработку заготовки.
Это уменьшает вероятность опасного разрыва на листе. Это также уменьшает количество заусенцев, облегчая обработку заготовки.
Смазка бура
При сверлении чугуна или стали рекомендуется прилагать как можно меньше усилий. Пусть дрель работает! Смазочное масло можно использовать для смазки и охлаждения бурового долота. Если толщина металла почти полностью исчезла, невозможно позволить буровому долоту слишком быстро достичь противоположной стороны заготовки. Это сведет к минимуму образование всплесков на выходе из шторма.
Сверление металлических труб
Прежде чем сверлить металлическую трубу, убедитесь, что она надежно закреплена. Для сверления лучше всего использовать стойку и пресс. Чтобы предотвратить деформацию трубы. из-за давления сверла. поместите кусок дерева той же формы и размера, что и труба, внутри трубы. Следует следовать тому же совету: пусть сеялка работает; не используйте слишком много силы.
Скорость бурения в зависимости от
диаметр сверлаСкорость сверления в зависимости от диаметра сверла
Полезный стол вышел правдоподобным. но мы также должны помнить, что буровые машины разные. многие автомобили, такие как 2м112, редко переворачивают ремень и пристегивают его на минимальной скорости, не торопясь. а также на станках или высокоскоростных шпинделях, а также на сверлах высотой от 0,1-2 мм до 90000 оборотов, иногда необходимо перекрутить. в общем, опыт есть. сын серьезных ошибок помогает. сверла горят. смазать и снизить скорость, быстро сесть. проверьте резкость, удалите удары или попробуйте оба. личные наблюдения, особенно буровая арматура, не скрыты. их руки запоминаются.
но мы также должны помнить, что буровые машины разные. многие автомобили, такие как 2м112, редко переворачивают ремень и пристегивают его на минимальной скорости, не торопясь. а также на станках или высокоскоростных шпинделях, а также на сверлах высотой от 0,1-2 мм до 90000 оборотов, иногда необходимо перекрутить. в общем, опыт есть. сын серьезных ошибок помогает. сверла горят. смазать и снизить скорость, быстро сесть. проверьте резкость, удалите удары или попробуйте оба. личные наблюдения, особенно буровая арматура, не скрыты. их руки запоминаются.
&# 4 Устюжанин Виталий
Устюжанин Виталий Опубликовано 14 февраля 2012 г. 12:48
Скорость бурения в зависимости от диаметра сверла
Добрый день всем
Я искал таблицу выбора скорости шпинделя в зависимости от диаметр сверла и материал. Я сталкивался с этой темой. Я решил сделать электронную таблицу из моей версии. Оказалось следующее:
По сравнению с таблицей транспортных средств таблица менее загружена (меньше вспомогательных линий), более удобна (подписи данных).
Скорость резки была следующей:
Алюминий. 60 м / с
Я буду рад услышать советы по настройке данных (скорости резания) на основе личного опыта и дизайна самой электронной таблицы (возможно, вы захотите что-то добавить). Как готово. Я опубликую регулярную версию для печати.
Сообщение отредактировал Композит: 01 июня 2014 11:33
&# 19 kuwalda1968
kuwalda1968 Опубликовано 1 июня 2014 г. 12:01
01 Июнь 2014. 12:01
Скорость сверления в зависимости от диаметра сверла
Эта таблица очень грубое руководство.
Вы никогда не получите идеальный вариант. подбор диаметра витков. Это закончится. это уменьшит оборот.
оставьте все как есть и не нужно ничего добавлять или редактировать.
&# 20 Композитный
Композитный Опубликовано 01 июня 2014 12:09 вечера
01 Июнь 2014. 12:09
Скорость бурения в зависимости от диаметра сверла
Вы никогда не получите идеальный вариант. подбор диаметра витков. Это закончится. это уменьшит оборот.
подбор диаметра витков. Это закончится. это уменьшит оборот.
Но вы будете знать, с какой скоростью развиваться.
Подачи и скорости для сверл
Лучшие высокоскоростные режущие инструменты Америки™
Различные условия сверления не позволяют разработать какие-либо жесткие правила для подач и скоростей. Следующие таблицы содержат рекомендации, которые можно использовать при сверлении стандартных материалов. Кроме того, следующие «эмпирические правила » могут быть использованы для определения правильной подачи и скорости сверления черных металлов.
ПРИМЕЧАНИЕ: Меняющиеся условия могут легко потребовать регулировки.
• Подача равна 0,001 дюйма на оборот на каждые 1/16 дюйма диаметра сверла, плюс или минус 0,001 дюйма в сумме. скорость должна быть уменьшена на 10 надводных футов в минуту для каждого
дополнительные 50 единиц твердости по Бринеллю.
• Подачи и скорости должны быть уменьшены до 45-50‰ при сверлении отверстий глубже 4 диаметров сверла.
Подачи и скорости – формулы
- • об/мин. = (3,8197 / диаметр сверла) x SFM.
• SFM = 0,2618 x диаметр сверла x об/мин.
• И.П.М. = ПИС (подача) x об/мин. (скорость)
• Машинное время (секунды) = (60 x подача минус ход) / I.P.M.
| ОБ/МИН = число оборотов в минуту | I.P.R. = дюймы на оборот |
| SFM = Поверхностные футы в минуту | Ход подачи = глубина сверления + 1/3 |
| I.P.M. = дюймов в минуту | Автомобильная развертка = 1/2 скорости сверла |
Рекомендуемая подача для сверл различного диаметра
| Диаметр сверла – дюймы | Подача в дюймах на оборот |
| Менее 1/8 | от001 до 0,003 |
| от 1/8 до 1/4 | от 0,002 до 0,006 |
| от 1/4 до 1/2 | от 0,004 до 0,010 |
| от 1/2 до 1 дюйма | от 0,007 до 0,015 |
| 1 дюйм и больше | от 0,015 до 0,025 |
Рекомендуемые скорости для стандартных материалов с H.
 S.S. Сверла
S.S. Сверла| Материал | Рекомендуемая скорость (SFM) |
| Алюминий и его сплавы | 200-300 |
| Латунь и бронза (обычные) | 150-300 |
| Бронза (Высокопрочная) | 70-150 |
| Литье под давлением (цинковая основа) | 300-400 |
| Литой чугун (мягкий) Литой (среднетвердый) Закаленный Ковкий | 75-125 50-100 10-20 80-90 |
| Магний и его сплавы | 250-400 |
| Монель-металл или сталь с высоким содержанием никеля, нержавеющая сталь | 30-50 |
| Пластмассы или аналогичные материалы | 100-300 |
| Сталь Мягкая углеродистая сталь от 0,2 до 0,3 Сталь от 0,4 до 0,5 углерода Инструмент 1.  2, углерод 2, углерод Поковки Сплав от 300 до 400 по Бринеллю | 80-110 70-80 50-60 40-50 20-30 |
| Высокопрочный (термически обработанный) | (Обратитесь к поставщику материалов) |
Рекомендуемые скорости для фрез с твердосплавными наконечниками
| Размер | Сталь | Нержавеющая сталь |
| от 11/16 до 13/16 дюйма | 700 – 1000 об/мин | 300 – 700 об/мин |
| от 7/8 до 1-3/16 дюйма | 500–800 об/мин | 200–450 об/мин |
| от 1-1/4 до 1-9/16 дюйма | 300–600 об/мин | 175 – 315 об/мин |
| от 1-5/8 до 2 дюймов | 200–500 об/мин | 120–225 об/мин |
| от 2-1/16 до 2-3/8 дюйма | 200–400 об/мин | 95–195 об/мин |
| 2-7/16 до 3 дюймов | 150–300 об/мин | 80–150 об/мин |
Методы сверления и диаграммы скорости
Теперь мы рассмотрели инструменты для сверления. Сверление металла, давайте взглянем на технику.
Сверление металла, давайте взглянем на технику.
После того, как вы отметили, где вам нужно отверстие, вам нужно будет выбить его по центру. Это обеспечит старт сверла, предотвратит его проскальзывание или катание и обеспечит точность. Совместите острие инструмента с отметкой, затем ударьте молотком по пробойнику, чтобы создать небольшое круглое углубление. Будьте осторожны, делая это на тонком металле, вам может понадобиться что-то сзади, чтобы предотвратить вмятину на большей площади. При сверлении металла всегда следует надевать защитные очки. Имейте в виду, что сверло может застрять в отверстии, поскольку оно пробивает нижнюю часть большего отверстия. Всегда держите его крепко. Также обратите внимание на любые острые края или заусенцы, которые могут быть на отверстиях. Заусенцы легко удаляются напильником.
Чтобы начать бурение, вам понадобится пилотное отверстие. Немного около 3 или 4 мм идеально подходит для пилотного отверстия. После того, как пилотное отверстие будет просверлено, замените его на более крупное сверло. Если вам требуется отверстие диаметром около 12 мм, иногда проще использовать промежуточный размер, например 8 мм, особенно если ваша дрель не особенно мощная. Очень важно, чтобы бита была как можно более острой, иначе есть вероятность, что она будет блуждать или перегреваться. Перегрев сверла приведет к его необратимому повреждению.
Если вам требуется отверстие диаметром около 12 мм, иногда проще использовать промежуточный размер, например 8 мм, особенно если ваша дрель не особенно мощная. Очень важно, чтобы бита была как можно более острой, иначе есть вероятность, что она будет блуждать или перегреваться. Перегрев сверла приведет к его необратимому повреждению.
Смазка может потребоваться, особенно если вы сверлите что-то более толстое, чем диаметр сверла, и всегда на нержавеющей стали. Скорость является еще одним ключевым фактором для сверления металла. Взгляните на таблицу ниже для руководства. Если ваша дрель не имеет регулятора скорости, хорошим способом будет периодически нажимать и выключать спусковой крючок. Это даст ему возможность замедлиться и достичь оптимальной скорости.
Если вы просверливаете глубокое отверстие в тонком материале, вам придется время от времени вынимать сверло из отверстия, чтобы удалить стружку из отверстия.
Drilling Speeds
| Diameter of Drill Bit | Steel | Aluminium |
| 3mm | 1820 rpm | 2580 rpm |
| 4mm | 1350 rpm | 2580 об/мин |
| 5mm | 1290 rpm | 2580 rpm |
| 6mm | 970 rpm | 2580 rpm |
| 7mm | 830 rpm | 2580 rpm |
| 8mm | 830 rpm | 2580 rpm |
| 9mm | 500 rpm | 1820 rpm |
| 10mm | 500 rpm | 1820 rpm |
| 11mm | 500 rpm | 1820 rpm |
| 12mm | 420 rpm | 1820 rpm |
| 13mm | 420 rpm | 1350 rpm |
| 14mm | 420 rpm | 1350 rpm |
| 15mm | 320 об/мин | 1290 об/мин |
| 16 мм | 320 об/мин | 1290 об/мин |
Используйте их в качестве основного руководства для спиральных сверл. В вашем руководстве по электродрели должны быть указаны настройки скоростей, предполагая, что это переменная скорость.
В вашем руководстве по электродрели должны быть указаны настройки скоростей, предполагая, что это переменная скорость.
Для нержавеющей стали используйте меньшую скорость, чем рекомендуется для стали.
Очень важно не вращать сверлом слишком быстро по нержавеющей стали, так как она легко нагревается и становится твердой, что затрудняет сверление.
Техника – Кольцевые пилы, ступенчатые сверла и зенкеры
Кольцевые пилы
- При использовании кольцевой пилы ее необходимо смазывать.
- Выберите фрезу нужного размера и привинтите к оправке. Пилотное сверло не должно выступать за зубья пилы больше, чем толщина разрезаемого материала. При необходимости прижмите к задней части кусок ненужного материала. Это также поможет уменьшить заусенцы.
- Отцентрируйте положение сверления и начните сверление. Оправка для кольцевой пилы будет оснащена собственным пилотным сверлом. Аккуратно просверлите отверстие на скорости около 970 об/мин.
 Замедлите сверло, когда зубья вот-вот соприкоснутся. Держите максимально перпендикулярно, чтобы зубья резались ровно. Продолжайте, пока не закончите, не поддавайтесь искушению увеличить скорость, это остановит резку и просто изнашивает зубья.
Замедлите сверло, когда зубья вот-вот соприкоснутся. Держите максимально перпендикулярно, чтобы зубья резались ровно. Продолжайте, пока не закончите, не поддавайтесь искушению увеличить скорость, это остановит резку и просто изнашивает зубья.
 Замедлите сверло, когда зубья вот-вот соприкоснутся. Держите максимально перпендикулярно, чтобы зубья резались ровно. Продолжайте, пока не закончите, не поддавайтесь искушению увеличить скорость, это остановит резку и просто изнашивает зубья.
Замедлите сверло, когда зубья вот-вот соприкоснутся. Держите максимально перпендикулярно, чтобы зубья резались ровно. Продолжайте, пока не закончите, не поддавайтесь искушению увеличить скорость, это остановит резку и просто изнашивает зубья.Конусные и ступенчатые сверла
- Опять же, важно, чтобы они были хорошо смазаны.
- В зависимости от имеющегося у вас инструмента вам может потребоваться пилотное сверло, а может и не потребоваться. У некоторых они встроены в концы.
- Отцентрируйте и при необходимости просверлите направляющее отверстие.
- Начните сверление с необходимой скоростью (см. таблицу ниже). Чем больше диаметр используемой ступени, тем меньше скорость потребуется.
- Сверло с сильным нажимом. По мере того, как вы приближаетесь к требуемому размеру, будьте осторожны, чтобы не зайти слишком далеко, что приведет к слишком большому отверстию.
Зенковки
- Смазка зенковки необходима. После того, как вы просверлите отверстие требуемого диаметра, используйте зенковку, чтобы сделать фаску для винта с потайной головкой или головки болта.
- Вам нужно будет держать его как можно более перпендикулярно к поверхности, чтобы сделать отверстие ровным. Лучше всего использовать очень низкую скорость, где-то около 300-500 об/мин и большое давление.
- Часто проверяйте размер зенковки, которую вы сделали для винта. Зенковки из углеродистой стали для деревообработки не годятся для металла. Вам понадобится HSS, обычно с тремя канавками. Они склонны к проскальзыванию в патронах, когда вы покупаете один из них с шестигранным хвостовиком.
 После того, как вы просверлите отверстие требуемого диаметра, используйте зенковку, чтобы сделать фаску для винта с потайной головкой или головки болта.
После того, как вы просверлите отверстие требуемого диаметра, используйте зенковку, чтобы сделать фаску для винта с потайной головкой или головки болта.| Diameter | Steel | Stainless Steel | Aluminium |
| 16mm | 530 rpm | 275 rpm | 900 rpm |
| 20mm | 460 rpm | 230 rpm | 690 rpm |
| 25mm | 350 rpm | 175 rpm | 525 rpm |
| 30mm | 285 rpm | 145 rpm | 425 rpm |
| 35mm | 250 rpm | 125 rpm | 375 rpm |
| 40mm | 220 rpm | 110 rpm | 330 rpm |
| 50mm | 170 rpm | 85 rpm | 255 rpm |
| 75mm | 115 rpm | 55 rpm | 165 rpm |
| 100mm | 85 rpm | 40 rpm | 125 об/мин |
| 175 мм | 115 об/мин | 55 об/мин | 165 об/мин |
Съемка по устранению неисправностей
| Симптом | Решение |
Спублика. |