СОЖ для станков ЧПУ. Виды и применение.
Что такое СОЖ?
СОЖ – это смазочно-охлаждающая жидкость, которая уменьшает трение между деталями механизма, предотвращая их перегрев и повышая качество продукции. СОЖ нужна везде, где есть вероятность повышения температур за счет постоянного соприкосновения твердых поверхностей.
В каких станках применяется СОЖ?
СОЖ устанавливается на всех станках ЧПУ, которые обрабатывают камень, стекло и металлы (в том числе мягкие: медь, алюминий, латунь).
Контактируя с поверхностью обрабатываемой детали даже на низкой скорости, инструмент подвергается излишнему трению и нагревается, что существенно сокращает срок его службы и ухудшает качество обрабатываемой заготовки. Поэтому СОЖ является неотъемлемой частью процессов резания всех твердых материалов.
СОЖ не ставят на фрезеры по дереву, пластику, т.к. там достаточно системы охлаждения самого шпинделя (водный или воздушный) и системы аспирации для удаления пыли и стружки.
Основные функции СОЖ – смазка и охлаждение.
СОЖ применяется, чтобы:
- снизить нагрев инструмента для сохранения его целостности на долгий срок службы; например, при нагреве на сверло (фрезу) может налипать стружка и нарастать кромка, из-за чего теряется качество обработки;
- поддержать низкую температуру заготовки, чтобы материал не расширялся и было меньше брака;
- предотвратить окисление металла, за счет нанесения антикоррозионного слоя на детали;
- смыть стружку, образованную при обработке изделий.
Виды смазочно-охлаждающих жидкостей в станках ЧПУ:
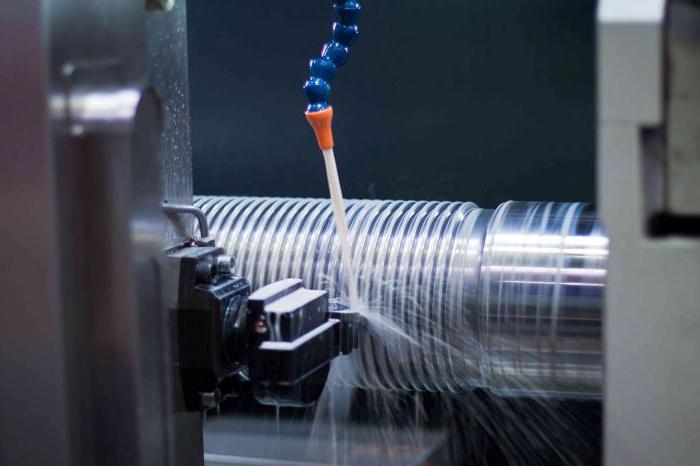
СОЖ на водной основе представляет собой эмульсию, состоящую из воды и минеральных масел. Такая СОЖ отлично охлаждает и прекрасно справляется со своими функциями при высокоскоростной обработке деталей и интенсивном удалении стружки. Из недостатков можно выделить высокий расход жидкости и появление коррозии.
Система СОЖ станка на водной основе представляет собой:
- резервуар, куда наливается жидкость;
- насос, который осуществляет подачу СОЖ из резервуара к трубкам, подведенным к инструменту для его охлаждения;
- ванна с отверстием для смыва стружки и отработанной жидкости;
- система фильтров очистки стружки от жидкости.
Таким образом СОЖ циркулирует по кругу: набирается из резервуара, подается в трубки к инструменту, далее собирается в ванне и через систему фильтров снова сливается в резервуар.
Видов эмульсий множество, можно купить готовую в магазине или приготовить самостоятельно. Однако, всегда стоит помнить, что СОЖ, приготовленные самостоятельно, могут привести к аллергическим реакциям, образованию пены, выпадению осадка, поэтому предпочтение стоит отдавать жидкостям известных брендов или достойным аналогам.
Масляный туман – это система смазки воздушно-масляным путем, подаваемой в зону резания. Воздух под давлением смешивается с маслом и распыляется на инструмент. Дозируется несколькими каплями в минуту, при этом активация и деактивация охлаждения контролируется автоматически.
Система масляный туман экономичнее и дороже, чем СОЖ на водной основе. Она особенно незаменима при обработке металлов. Видов масел такой системы также множество и зависит от технологии обработки металла.
Обратите внимание, что для каждого вида СОЖ существует срок годности и его требуется менять, в среднем, раз в 2 недели.
Нужна консультация с инженером?
Отправьте запрос, инженер свяжется с вами в течение 5 минут.
виды, состав, как сделать своими руками
СОЖ для токарных станков – необходимая составляющая работы токаря. Существуют разные виды охладителей, которые отличаются теми или иными свойствами
В этой статье вы узнаете о том, какие виды жидкостей бывают, а также их подробное описание.
Что такое СОЖ?
Аббревиатура СОЖ расшифровывается как Смазочно-охладительные жидкости. Охладители необходимы для постоянной эксплуатации оборудования. Использование в работе облегчает работу и позволяет выполнять несколько задач:
- Жидкость дает охлаждение резцу. Таким образом, деталь в полной безопасности, так как интенсивная нагрузка повышает вероятность перегрева. Охладительная жидкость способна продлить срок службы.
- Во время обработки заготовка нагревается, что повышает риск загрязнения. СОЖ необходим для создания конструкций из чистого металла, так как удаляет загрязнения.
- Смазка повышает производительность токарного станка.
- Кроме охлаждения СОЖ смазывает площадь соприкосновения с изделием. Снижается нагрузка на аппарат, что продлевает срок его жизни.
СОЖ применяется во всех видах изготовки металлоконструкций сверления, проката, точения, штамповки, резания и других видах обработки. Отличное повышение эффективности, качества и безопасности деталей – главные достоинства СОЖ.

Виды, состав и характеристики
Существует десятки видов СОЖ, которые различаются по составу и характеристикам. Выполняемые функции для одинаковы, но каждый по-разному вид повышает эффективность того или иного действия при работе со станком.
Масляные
Главным компонентом охладителя является минеральное масло, которое смешивается с минеральными элементами. В составе сож находятся такие вещества: антиизносные, антифрикционные и антизадирные присадки. Также присутствуют ингибиторы и средства против оксидаций и появления туманностей.
Характеристики веществ:
- Антиизносные присадки – уменьшают износ рабочих инструментов.
- Антифрикционные присадки – технические масла.
- Антизадирные – защищает инструменты от перегревания и износа при тяжелых условиях.
- Ингибиторы – используются для защиты инструментов от коррозийных реакций.
- Противотуманные присадки – снижают риск возникновения маслянистых туманов.

Эмульсол – маслянистая жидкость, которая изготавливается из веретенного масла и нескольких присадок. Главное преимущество – отличная защита от коррозии. В сочетании с водой становится универсальной жидкостью, которая прекрасно справляется с защитой и охлаждением.
Но также, маслянистый раствор имеет недостатки – низкая степень охлаждения, в сравнении с остальными видами жидкостей.
Использование маслянистых жидкостей повышает риск возникновения пожара.
Синтетические
Средство используется для абразивной обработки металлических заготовок. Состоит из нескольких присадок, которые обладают сбалансированным составом. Если смешать синтетическую жидкость с водой вы получите прозрачную микроэмульсию.
Синтетическая СОЖ – отличный охладитель для токарных станков, так как охлаждение её главное преимущество.
Синтетический охладитель снижает риск дымообразования на рабочем месте. Используется в различных составах воды.
Состав образован из устойчивых минералов, которые справляются с пенообразованием.
Эта жидкость применяется не всегда. Ей пользуются при работе с определенными металлами: сталь, чугун, сплавы из стекла и алюминия, нержавеющая сталь.

Полусинтетические
В отличие от предыдущего вида жидкости, он не только отлично охлаждает станок, но ещё и смазывает детали.
В составе имеет небольшое количество минеральных масел, которые смешаны с небольшим количеством других минеральных добавок.
Эмульсол, который является главным компонентом, позволяет эффективно смазывать и охлаждать детали оборудования.
Эмульсол лучше подходит для токарных станков, которые специализируются по работе с тяжелыми металлами.
Эмульсия используется для некоторых видов работ, лучше всего для абразивной обработки чугуна. Но это не единственный вид работы, сюда относится лезвийная и точильная обработка сложных металлов.
На водной основе
Жидкости на основе воды имеют одну функцию – смазывание деталей. Хоть они не являются охладителями, но лучше всех смазывают заготовленные материалы и оборудование.
Существует множество водянистых растворов, но расскажем об одном из основных:
- Водный раствор с небольшим содержанием соды (0.8%) и нитрата натрия (0.25%). Защищает заготовки и инструменты от коррозии.
- Кипяченая вода с содержанием тринатрийфосфата – 1.5%. Используется для обтачивания заготовок.
- Раствор воды с 2-3% эмульсола и небольшим количеством кальцинированной соли (1.5%). Используется для ускоренной обработки, но имеет низкое качество очистки.
Подача водянистых сож на токарном станке помогает ускорить работу по обработке материалов.

Изготовление своими руками
Существуют различные виды жидкостей, особенно водянистых. Можно долго перечислять виды и составы жидкостей, но вряд ли это вместится в одну статью. В нашей статье мы продемонстрируем только один пример охладителя, на основе масла.
Эмульсию сложно приготовить, так как для создания используется большое количество компонентов.
В нашем примере будем рассматривать рецепт эмульсии на основе жидкого мыла. Кроме того, нам понадобится нерафинированное подсолнечное масло, керосин и кальцинированная сода, а также некоторые предметы бытовой химии.
Большинство перечисленных веществ имеется в каждом доме, за исключением керосина.
Рецепт
- Залить жидкое мыло в граненый стакан, смешать с подсолнечным маслом, керосином и кальцинированной водой. Желательно подготовить 3 таких стакана и вылить в 1 емкость от 10 л.
- В полученную смесь добавляем половину стопки отбеливателя и четверть стопки моющего средства для посуды, например Fairy.
- Залить раствор теплой водой. Использовать емкость объемом в 10л. Лить воду до тех пор, пока емкость не будет полностью заполнена.

- Нагреть жидкость до температуры 90 градусов. При нагревании жидкость необходимо непрерывно перемешивать.
- Выливаем полученную смесь в емкость, и смешиваем с водой. Соотношение раствора с водой должно быть равно 1:3.
Наш раствор готов, можете смело использовать его на рабочем месте.
Если же нет некоторых компонентов, то вот вам более простой раствор. Возьмите и смешайте индустриально масло, воду и поверхностно-активное вещество.
Правила эксплуатации СОЖ для станков
Недостаточно просто залить детали небольшим количеством раствора, это может плохо отразиться на его работе.
Для повышения эффективности при работе на токарных станках придерживайтесь следующих правил:
- Расход жидкости – не менее 10л на 1 минуту.
- Вещество должно располагаться в месте, которое нагревается больше остальных, например стружка от заготовочного материала.
- Подачу жидкости осуществлять после нагревания.
При работе со сложными металлами, большая часть жидкости должна уходить на заднюю поверхность резца.

Смазочно-охлаждающие жидкости (СОЖ)
СОЖ необходима для понижения силы трения и уменьшения температуры инструмента. Благодаря применению СОЖ, минимизируется температурная деформация заготовки, уменьшаются энергетические затраты, улучшается стойкость и точность работы инструмента. Самым простым средством может быть вода с добавлением соды. Но чаще применяется эмульсия, так как она ещё и смазывает поверхность. Ознакомьтесь с перечнем рекомендованных СОЖ.
Смазочно-охлаждающие жидкости при фрезеровании и иных видах обработки абразивным и лезвийным инструментом применяются для повышения стойкости инструмента, снижения энергетических затрат на процесс резания, а также для благоприятного воздействия на точность обработки. Объясняется это комплексным влиянием СОЖ.
Во время охлаждения зоны резания при помощи СОЖ, существенно уменьшается температура инструмента, при этом его стойкость значительно повышается. Также посредством СОЖ снижаются температурные деформации заготовки, которые влияют на размеры и форму обработанной детали.
Применение СОЖ
Смазывающие свойства СОЖ прекрасно обеспечивают понижение силы трения между поверхностью резания и поверхностями кромки инструмента, а также внутреннее трение непосредственно в срезаемом слое металла. Благодаря своим химическим свойствам некоторые СОЖ уменьшают силы трения и силу резания. Многие поверхностно-активные СОЖ имеют достаточно высокие адсорбционные свойства — способность прочно сцепляться с металлической поверхностью, образуя устойчивую масляную пленку, которая значительно снижает силы трения. Специальные поверхностно-активные добавки на металл оказывают так именуемое расклинивающее действие.
Путем многочисленных исследований установлено, что удлиненные молекулы подобных поверхностно-активных веществ, проникают в микротрещины, которые имеются на поверхности металла и, действуя подобно клину внутри этих трещин, ослабляют связь частиц металла. Таким образом, жидкость как бы «помогает» рабочему инструменту отделить от основного металла срезаемый слой. Вместе с тем СОЖ существенно облегчает перемещение частиц металла непосредственно по возникающим плоскостям скольжения.
К примеру, при фрезеровании заготовок из стали затрачиваемая мощность при охлаждении зоны резания осерненные- 120 ми маслами до 30-40% снижается. Для охлаждения зоны резания самым простейшим средством может служить вода, конечно в нее нужно добавить небольшое количество соды, так как сода отлично предохраняет обрабатываемые детали и части станка от коррозии. Однако при этом, сода размягчает, а, следовательно, и разрушает лакокрасочные материалы, поэтому нужно быть предельно внимательными к обрабатываемым деталям. В машиностроении весьма и весьма широкое применение получили эмульсии.
Эмульсия
Эмульсия — двухфазная дисперсная система, которая состоит из двух жидкостей. При этом одна жидкость распределена в другой и выглядит как мелкие капели сферических форм. В качестве СОЖ применяют водные эмульсии, которые содержат непосредственно воду и минеральное масло. Для того чтобы капли сохраняли форму и при этом не слипались друг с другом, в эмульсию добавляется эмульгатор. Это вещество, которое на поверхности капель образует своеобразную защитную пленку. В качестве эмульгаторов обычно служат разные мыла.
Различия эмульсии с содовой водой значительные, так как эмульсии не только охлаждают зону резания, но и прекрасно выполняют роль смазки. Отлично смачивают металлические поверхности и существенно снижают трение инструмента о металл – минеральные масла. К ним добавляют поверхностно-активные вещества (к примеру, фосфорорганических соединений, серы, хлора), обладающих расклинивающим действием, что, безусловно, облегчает резание и повышает стойкость инструмента.
В промышленном производстве уже достаточно давно используют осерненные масла — сульфофрезолы. Изготовляют их, как правило, из машинного или солярового масел с добавкой небольшого количества серы. Однако сегодня стремительно ведутся разработки и осваивание современных и более эффективных СОЖ. Среди которых можно выделить — минеральные масла со всевозможными поверхностно-активными добавками (присадками) или усовершенствованные марки эмульсий (эмульсолов).
Современные смазочно-охлаждающие жидкости
При разработке современных СОЖ производители стремятся получить составы, которые бы позволили сделать их универсальными, то есть, чтобы была возможность использовать их для обработки самых разнообразных материалов. Потому что универсальность СОЖ – это важнейшее технико-экономическое значение, и в первую очередь для серийного производства, так как в таких условиях достаточно трудно часто менять СОЖ.
Наиболее универсальными СОЖ являются непосредственно эмульсии марок НГЛ-205, ЭТ-2, Укринол-1. Эти марки идеально подходят для фрезерования самых различных материалов. В случае доминирования заготовок из труднообрабатываемых, титановых и жаропрочных сплавов целесообразнее использовать эмульсии или масла с активными добавками, содержащими дисульфид молибдена, йод и т. д. Для обработки алюминиевых сплавов специалисты рекомендуют применять масла с присадками марок либо В-31, либо ОСМ-3.
Способы подачи СОЖ непосредственно в зону резания бывают разными. Однако с точки зрения охлаждения самой зоны резания наиболее эффективным способом считается подача СОЖ с задней стороны поверхности инструмента в распыленном виде. При попадании СОЖ на чрезвычайно раскаленный инструмент происходит весьма и весьма интенсивное парообразование, и отвод теплоты существенно улучшается, при этом стойкость работающих фрез повышается минимум в 2-4 раза.
Смазочно-охлаждающие жидкости (СОЖ), которые рекомендуются для фрезерования
|
Область применения СОЖ |
Характеристика СОЖ |
|
|
Марка |
Состав |
|
|
Фрезерование, точение и другие виды обработки лезвийным инструментом: углеродистых и легированных сталей, серых чугунов и алюминиевых сплавов |
Укринол-1, НГЛ-205, ЭТ-2 |
Эмульсия |
|
легированных и труднообрабатываемых сталей |
СДМУ-2 |
Эмульсия, содержащая дисульфид молибдена |
|
ЛЗ-СОЖ 2СО, ЛЗ-СОЖ 2СИО |
Масла, содержащие присадку типа ЛЗ-2600 |
|
|
МР-1 |
Масло с противоизносными присадками |
|
|
Фрезерование, точение и другие виды обработки лезвийным инструментом: титановых сплавов, фрезерование жаропрочных сталей и сплавов |
РЗ-СОЖ8 |
Эмульсия с добавкой Йода |
|
В-296, В-32 к, 8*35 |
Масла, содержащие серу, хлор и фосфорорганические соединения |
|
|
Фрезерование, точение, сверление, резьбонарезание и развертывание алюминиевых сплавов |
В-31 |
Масло с добавкой серы, хлора и фосфорорганических соединений |
|
осм-з |
Масло с добавкой хлора и фосфора |
|
Однако использование СОЖ в распыленном виде во время фрезерования связано с обусловленными техническими трудностями, именно поэтому зачастую используют метод полива. Крайне важно, чтобы охлаждение выполнялось непрерывно во избежание растрескивания раскаленного инструмента (особенно это касается – твердосплавного).
Во время фрезерования на невысоких скоростях резания (к примеру, наборами фрез или же фасонными фрезами) с применением СОЖ на масляной основе экономичен и весьма эффективен именно капельный способ подачи СОЖ. Чтобы СОЖ по зубьям фрезы распределялась равномерно – лучше использовать для этой цели кисточки из стальной проволоки.
Категорически нельзя забывать о том, что во время работы при пользовании смазочно-охлаждающими жидкостями нужно «строго настрого» соблюдать правила промышленной санитарии и соответственно правила пожарной безопасности.
 Применение смазочно-охлаждающих жидкостей (СОЖ) во время токарных работ:
Применение смазочно-охлаждающих жидкостей (СОЖ) во время токарных работ:- продлевает срок службы инструмента и станка;
- повышает класс чистоты обрабатываемых поверхностей;
- позволяет вести высокоскоростную металлообработку.
Самодельные аналоги СОЖ делают на основе масла (при необходимости лучшей смазки заготовки и инструмента) или воды (если требуются более высокие охлаждающие свойства).
На вопрос о том, из чего лучше самому приготовить СОЖ для станка, нет однозначного ответа. Например, дорогую смазку WD-40 для сверления алюминия можно заменить смесью керосина (70 %) и скипидара (30 %). При изготовлении эмульсий для обработки черных металлов нужно помнить о том, что в их составе обязательно должны быть ингибиторы коррозии.
Как самому сделать СОЖ на основе масла
 Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).
Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).На форумах по металлообработке предлагают и более сложные рецепты изготовления самодельных СОЖ для токарных станков. Например:
- смешать по одному граненому стакану ароматизированного жидкого мыла, нерафинированного подсолнечного масла, керосина и кальцинированной соды + полстопки бельевого отбеливателя + четверть стопки Fairy, долить теплой водой до объема в 10 л и нагреть до 90 ° при непрерывном перемешивании. Полученный концентрат разводить водой в пропорции 1:3.
- 65 л воды +7 л солярки + 1 кусок натертого на терке 60% хозяйственного мыла + 1 пачка стирального порошка Пемос Автомат + 200г жидкости для мытья посуды Фери (Fairy) + 2 столовые ложки кальцинированной соды. После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.
Как самому приготовить СОЖ на водной основе
На изготовление самодельных СОЖ для токарного станка по этим рецептам вы потратите минимум времени и денег: все компоненты дешевые и доступные, быстро растворяются в теплой воде.|
Состав |
Весовое содержание, % |
Применение |
|
Сода кальцинированная Вода (теплая) |
1,5 98,5 |
Черновая обработка. Растворы соды и тринатрий-фосфата оказывают одинаковое охлаждающее действие. |
|
Сода кальцинированная Нитрит натрия Вода (теплая) |
0,8 0,25 98,95 |
|
|
Тринатрий-фосфат Вода (теплая) |
1.5 98,5 |
|
|
Тринатрий-фосфат Нитрит натрия Вода (теплая) |
0,8 0,25 98,95 |
|
|
Мыло специальное калийное Сода кальцинированная техническая или тринатрийфосфат Нитрит натрия Вода (теплая) |
0,5 – 1 0,5 – 0,75 0,25 98,75 – 98 |
Черновое и фасонное точение. |
|
Мыло специальное калийное Сода кальцинированная техническая Вода (теплая) |
4,0 1,5 94,5 |
Сода в составе СОЖ, изготовленной своими руками, выполняет две важные функции:
- нейтрализует жесткость и снижает кислотность воды, за счет чего уменьшается риск коррозии металла заготовки, инструмента, деталей станка;
- препятствует развитию бактерий и грибков, чем продлевает срок службы раствора.
Введение в рецепты нитрита натрия улучшает защиту металлов от коррозии.
Калийное мыло повышает смазывающие и очищающие характеристики самодельных аналогов водосмешиваемых СОЖ, оказывает дезинфицирующее действие. Его можно заменить любым водорастворимым мылом, не содержащим хлористых соединений (например, хозяйственным, натертым мелкой стружкой).
Чем можно заменить СОЖ
Точные аналоги современных эмульсий для станков приготовить своими руками невозможно, но ряд из них вполне реально заменить, воспользовавшись этой таблицей:
Здесь по пятибалльной шкале резание «всухую» – это 1 балл. Если применение заменителя СОЖ дает улучшение/ухудшение по сравнению с сухой обработкой, баллы добавляются/вычитаются.
Если вы решите заменить эмульсию в станке самодельным аналогом, тщательно промойте и продезинфицируйте бачок и систему подачи. Это необходимо, чтобы избежать проблем из-за совместимости составов, уничтожить бактерии, грибки и плесень. Для этой процедуры вы можете использовать системные очистители Oilcool XR.
 Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Что лучше: приготовить СОЖ самому или купить фабричную
Хоббийщики-металлообработчики упорно разрабатывают собственные рецепты изготовления эмульсий для станков по разным причинам: кто-то хочет создать аналог импортной СОЖ, которая исчезла из продажи, кому-то просто нравится самому достигать желаемых результатов.Сделанные своими руками СОЖ дешевле фабричных, но проигрывают им по эксплуатационным характеристикам и сроку службы, а некоторые самодельные составы еще и весьма опасны для здоровья.
Сегодня российские предприятия производят полные аналоги СОЖ мировых брендов и публикуют таблицы взаимозаменяемости, с помощью которых можно самому выбрать качественную и недорогую эмульсию для токарного станка. Поэтому не стоит проводить рискованные домашние эксперименты с изготовлением составов по рецептам из интернета.
СОЖ – видео изготовления своими руками
Для тех, кто всё-таки решился сделать СОЖ самостоятельно, напоследок, предлагаем ознакомиться с одним из популярных видео по этой темеПроцесс металлообработки неотъемлемо связан с сильным трением, которое возникает между заготовкой и инструментом. Особенно это проявляется при токарных и фрезерных работах, когда резец сильно нагревается, при холодном выдавливании, скоростной многопозиционной высадке. Интенсивное трение способствует преждевременному износу инструмента, пластической деформации заготовки, изменению свойств металла вследствие перегрева. Для уменьшения силы трения и понижения температуры необходима специальная смазочно-охлаждающая жидкость (СОЖ).

Параметры классификации смазочно-охлаждающих жидкостей
Общее классифицирование смазочно-охлаждающих жидкостей осуществляется по нескольким основным параметрам:
- По происхождению компонентов. Выпускаются масляные СОЖ, основу которых составляют нефтяные масла, животные или растительные жиры.
- По способу компоновки. Эмульсол – готовый продукт с длительным сроком хранения или технические СОЖ, приготавливаемые непосредственно перед применением из концентрата в соответствии с ГОСТ.
- По отрасли применения. Производится различные виды СОЖ для разных рабочих условий применения. Синтетическая смазочно-охлаждающая жидкость для операций пластического деформирования, СОЖ для токарных или фрезерных станков.
- По физико-механическим показателям – вязкости, кислотному числу, температуре вспышки. Последняя характеристика обуславливает применение масляных СОЖ для горячей штамповки.

Классификация СОЖ по составу
По составу различают СОЖ следующих видов:
- Масляные – составы из компонентов, которые не смешиваются с водой. Базой масляных СОЖ являются парафиновые, минеральные или нефтяные масла (60-95%). Для усиления эффективности против износа, фрикционности, коррозии в состав включаются различные присадки и ингибиторы. Масляные СОЖ обладают отличными смазывающими свойствами. Используются для мягких металлов при простых режимах работы.
- Минеральные – основа производится из нефти методом каталитического гидрирования. Для повышения эффективности в состав включаются присадки из жиров, хлора, серы, соединений фосфора. Эти составы применяются при таких видах металлообработки, как: резание стали, алюминия, латуни, резьбонарезные работы, фрезерные работы по легированным сталям.
- Водосмешиваемые – водный раствор на минеральной основе. Эти составы обладают отличными охлаждающими свойствами и низкой токсичностью, но при этом невысокими смазочными характеристиками. Сфера применения – легкий и средний режим точения меди и бронзы, фрезерование и сверление всех видов цветных металлов, шлифование и штамповка стали.
- Синтетические и полусинтетические – смесь воды, поверхностно-активных веществ, водорастворимых полимеров, антипенных и антибактериальных присадок, ингибиторов коррозии. Для увеличения смазывающих свойств в синтетические составы также вводят противоизносные присадки.
- Эмульсии – составы с повышенной концентрацией дисперсных частиц. Снижают степень износа инструмента и оборудования практически во всех операциях по металлообработке.
Структура и механизм действия СОЖ
Повсеместное использование СОЖ в процессах металлообработки обусловлено эффективным разделением трущихся поверхностей заготовки и инструмента и снижению их температуры. Наиболее эффективная смазочно-охлаждающая жидкость может включать в свой состав следующие компоненты:
- Основу из синтетических масел или животных жиров.
- Присадки, повышающие антифрикционные и противозадирные показатели.
- Компоненты, препятствующие расслоению состава при хранении.
- Присадки, препятствующие коррозии и разрушению.
- Компоненты, уменьшающие пенообразование и улучшающие смачиваемость поверхностей при металлообработке.

Применение СОЖ
Смазочно-охлаждающие жидкости применяются для смазки и охлаждения рабочей зоны при металлообработке. Свойства СОЖ дают возможность снизить трение в зоне обработки, тем самым снижая износ инструмента, увеличивая качество продукции, улучшая интенсивность технологического процесса и, как следствие, общую производительность труда.
Благодаря своим смазывающим свойствам СОЖ хорошо снижают силу трения между поверхностью заготовки и кромкой режущего инструмента, внутреннее трение в срезаемом слое металла. Отдельные технические смазки обладают химическими свойствами, которые способствуют уменьшению не только силы трения, но и силы резания. Большинство СОЖ – поверхностно-активные вещества с высокими адсорбционными свойствами. Они способны образовывать устойчивую пленку на поверхности металла, которая существенно снижает трение. Некоторые специальные поверхностно-активные присадки оказывают на металл “расклинивающее” действие. Удлиненные молекулы таких добавок попадают в микротрещины на поверхности металла, подобно клину, тем самым ослабляя связь между частицами материала. Таким образом, СОЖ «помогает» рабочему инструменту срезать слой от основного металла.

Наиболее распространенные составы СОЖ для станков
Для металлообработки на токарных и фрезерных станках производятся следующие виды жидкостей:
- Эмульсолы на основе минеральных и нефтяных масел.
- Эмульгаторы с синтетическими жирными кислотами.
- Токарные и фрезерные работы, предусматривающие быстрорежущую обработку нержавеющих и легированных сталей, производятся по ГОСТ 38.01445-88. Для этих целей предусмотрены синтетические составы, основу которых составляют талловые масла, высокоатомные спирты, триэтаноламин.
- Сульфофрезолы – смеси высокоочищенного масла и серосодержащих составов. Не содержат воды, щелочей, кислот. Такие СОЖ для станков эффективно снижают трение, не вызывают коррозии.
Применение СОЖ для обработки металла давлением
Данный способ металлообработки сопровождается значительными удельными усилиями и относительным проскальзыванием между заготовкой и инструментом. СОЖ, используемые в таких технологических процессах, должны обладать значительно большей вязкостью. Характерными особенностями составов для металлообработки давлением являются:
- Достаточная вязкость.
- Стойкость против разрушения и расслоения при высокотемпературных режимах.
- Применяются воднографитовые составы с включением тонкочешуйчатого графита на основе масляной суспензии.
Особенности применения смазочно-охлаждающих жидкостей
Для более эффективного использования СОЖ следует учитывать несколько простых правил.
- Минимальный расход жидкости, независимо от того, водный раствор это или эмульсия – 10-15 л/мин.
- Очень важно, чтобы подача СОЖ осуществлялась в место образования максимального количества тепла. При токарной обработке – это участок, на котором стружка отделяется от заготовки.
- Подачу смазочно-охлаждающей жидкости следует осуществлять сразу. При подаче СОЖ спустя некоторое время сильно нагретый резец будет резко охлаждаться, что приведет к образованию в нем трещин.
- Смазочно-охлаждающая жидкость не применяется при токарной обработке хрупких металлов (бронза, чугун, др.). При точении таких материалов образуется мелкая стружка, которая, смешиваясь с СОЖ, может забивать рабочие узлы станка (каретка, суппорт, направляющая станина), что приводит к преждевременному износу и поломке этих узлов.

Производство и хранение смазочно-охлаждающих жидкостей
Помимо готовых составов долгого хранения, выпускаются концентраты и компоненты для приготовления жидкостей, адаптированных к условиям конкретного предприятия. СОЖ, СОЖ, цена которого в основном зависит от состава, отвечающего определенному виду работ, на современном рынке реализуется за 70-160 руб/литр для готовых составов отечественных производителей и 105-290 руб/литр зарубежного производства. Средняя стоимость концентрата составляет 240 р/литр. Перед применением жидкости проходят следующие процедуры:
- Перемешивание компонентов производится при установленных по составу и марке температурах (60-110 0С).
- Анализ состава на соответствие ГОСТу.
- Приготовленные составы хранятся в специализированных емкостях, позволяющих проводить периодический подогрев, перемешивание.
- При подготовке СОЖ возможно введение присадок, которое осуществляется на виброустановках тонкого эмульгирования.
- Заправка аппаратов непрерывной подачи.
- В процессе использования составы загрязняются. Предусматриваются системы очистки СОЖ от остатков металла. Отработанные продукты, не подлежащие эффективной очистке, подлежат утилизации.
 Процесс обработки металла связан с сильным трением, которое возникает между заготовкой и приспособлением. Оно способствует быстрому износу инструмента, пластическому изменению заготовки, изменению характеристик металла из-за сильного перегрева. Чтобы уменьшить силу трения и понизить температуру, нужна будет специальная смазочно-охлаждающая жидкость (СОЖ).
Процесс обработки металла связан с сильным трением, которое возникает между заготовкой и приспособлением. Оно способствует быстрому износу инструмента, пластическому изменению заготовки, изменению характеристик металла из-за сильного перегрева. Чтобы уменьшить силу трения и понизить температуру, нужна будет специальная смазочно-охлаждающая жидкость (СОЖ).
Характеристики СОЖ
Общее разделение смазочно-охлаждающих жидкостей производится по нескольким важным параметрам.
- По происхождению состава. Создаются масляные СОЖ, основание такой жидкости — это нефтяные масла, животные или различные жиры.
- По методу компоновки. Эмульсол — готовый продукт с большим сроком хранения — или технические жидкости, изготавливаемые именно перед использованием из концентрата в соответствии с нормами и правилами.
- По отраслям использования. Производятся разные виды СОЖ для различных условий использования: синтетическая специальная жидкость для операций пластического изменения, СОЖ для различных рабочих станков.
- По физико-механическим характеристикам — вязкости, кислотному числу, температурной вспышки. Последний параметр обуславливает использование масляных СОЖ для горячей работы, к примеру, штамповки.
Классификация по составу
По составу СОЖ делят на несколько видов.
- Масляные — составы из частиц, которые не нужно смешивать с водой. Основной масляных жидкостей считаются парафиновые, минеральные или другие масла (60−95%). Для улучшения эффективности во избежание износа, фрикционности и разрушения в состав вносятся разные присадки и ингибиторы. Масляные жидкости обладают прекрасными смазывающими свойствами. Применяются для мягких металлов при стандартных режимах работы.
- Минеральные — основание делается из нефти способом специального гидрирования. Для улучшения качества в состав вносятся присадки из жиров, хлора, серы, соединений фосфора. Эти составы используются при определенных видах металлической обработки, таких как: нарезание стали, алюминия, латуни, нарезание резьбы, фрезерные работы по легированным сталям.
 Водосмешиваемые — раствор из воды на минеральном основании. Эти составы обладают лучшими охлаждающими свойствами и небольшой токсичностью, но при этом слабыми смазочными характеристиками. Сфера использования — стандартный и средний режим заточки меди и бронзы, фрезерование и сверление всех разновидностей цветных металлов, шлифовка и штамповка материала.
Водосмешиваемые — раствор из воды на минеральном основании. Эти составы обладают лучшими охлаждающими свойствами и небольшой токсичностью, но при этом слабыми смазочными характеристиками. Сфера использования — стандартный и средний режим заточки меди и бронзы, фрезерование и сверление всех разновидностей цветных металлов, шлифовка и штамповка материала.- Синтетические и средне-синтетические, это смесь воды, специальных активных веществ, растворимых полимеров, качественных и специальных присадок, ингибиторов коррозии. Для улучшения смазывающих характеристик в синтетические составы тоже вносятся специальные присадки.
- Эмульсии — составы с огромной концентрацией дисперсных частиц. Уменьшают уровень износа приспособления и оборудования почти во всех операциях по металлической обработке.
 Водосмешиваемые — раствор из воды на минеральном основании. Эти составы обладают лучшими охлаждающими свойствами и небольшой токсичностью, но при этом слабыми смазочными характеристиками. Сфера использования — стандартный и средний режим заточки меди и бронзы, фрезерование и сверление всех разновидностей цветных металлов, шлифовка и штамповка материала.
Водосмешиваемые — раствор из воды на минеральном основании. Эти составы обладают лучшими охлаждающими свойствами и небольшой токсичностью, но при этом слабыми смазочными характеристиками. Сфера использования — стандартный и средний режим заточки меди и бронзы, фрезерование и сверление всех разновидностей цветных металлов, шлифовка и штамповка материала.Структура и описание действия
Частое применение СОЖ в процессах специальной обработки металла обусловлено качественным разделением трущихся поверхностей изделий и агрегатов и снижением их температурного режима. Относящаяся к разряду лучших смазочно-охлаждающая жидкость может добавить в свой состав некоторые компоненты.
- Основание из синтетических веществ или специальных жиров.
- Присадки, которые повышают антифрикционные и противозадирные параметры.
- Компоненты, которые будут мешать расслоению состава при его хранении.
- Присадки, которые мешают развитию коррозии и разрушению.
- Компоненты, которые могут помешать образованию пены и улучшающие смачиваемость деталей при металлообработке.
Использование
 СОЖ используют для смазывания и охлаждения рабочей зоны при обработке. Свойства этих жидкостей дают возможность уменьшить трение в зоне обработки, тем самым мешая износу инструмента, улучшая качество изделий, интенсивность технического процесса и, в итоге, общую производительность работы.
СОЖ используют для смазывания и охлаждения рабочей зоны при обработке. Свойства этих жидкостей дают возможность уменьшить трение в зоне обработки, тем самым мешая износу инструмента, улучшая качество изделий, интенсивность технического процесса и, в итоге, общую производительность работы.
Благодаря своим смазывающим характеристикам эти жидкости отлично снижают силу трения между поверхностью изделия и кромкой режущего приспособления, внутреннее трение в нужном слое металла. Некоторые технические жидкости обладают химическими свойствами, которые помогают убавлению не только силы трения, но и силы резки.
Большинство жидкостей — поверхностно-активные вещества с отличными адсорбционными свойствами. Они могут создавать плотную пленку на поверхности металла, которая хорошо снижает трение. Удлиненные молекулы этих добавок попадают в небольшие трещины на поверхности металла, как клин, тем самым ослабляя связь между частицами материала. Получается, что СОЖ «помогает» рабочему приспособлению срезать слой от главного металла.
Основы правильного выбора СОЖ
Смазочно-охлаждающие жидкости призваны повышать эффективность металлообработки, причем настолько, чтобы обусловить возникновение и развитие целой отрасли по их разработке и производству. Звучит неплохо, однако хотелось бы понять, как оценивается эта самая эффективность, по каким показателям?

Чтобы ответить на этот вопрос, обозначим базовые функции СОЖ, которые заложены в самом названии всей группы жидкостей такого типа. СОЖ должны эффективно смазывать, то есть снижать трение между инструментом и стружкой, а также между инструментом и заготовкой. СОЖ должны эффективно охлаждать инструмент и заготовку, уносить стружку и частицы износа инструмента из зоны резания. Существует еще одна весьма важная функция: пассивирование поверхности металла путем заполнения освободившихся в процессе резания химических связей. Способность СОЖ выполнять эту функцию значительно влияет на снижение адгезионного износа инструмента и точность обработки.
На основе перечисленных базовых функций СОЖ из всего множества показателей эффективности обработки металлов в целом можно выделить две группы, непосредственно касающиеся этих жидкостей. Назовем их технологические и экономические.
Технологические показатели в основном заключаются в снижении высотных и шаговых параметров шероховатости обработанной поверхности и повышении геометрической точности обрабатываемых деталей путем:
- снижения адгезионного износа инструмента и предотвращения наростообразования;
- удаления абразивных частиц из зоны резания;
- уменьшения деформации заготовки под действием механических нагрузок;
- уменьшения температурных деформаций заготовки и инструмента.
Экономические показатели выглядят так:
- увеличение стойкости инструмента и, соответственно, сокращение его расхода;
- повышение производительности как результат увеличения подачи и скорости резания;
- повышение производительности путем улучшения условий труда по сравнению с резанием «всухую»;
- защита заготовки от коррозии в межоперационный период;
- защита оборудования и оснастки от коррозии в течение всего периода эксплуатации.
Как видите, пунктов немало, при этом мы даже не затронули эксплуатационные и санитарно-гигиенические характеристики. Очевидно, что уровень и длительность проявления всех перечисленных показателей в значительной мере зависят от правильности выбора тонко настроенной смеси веществ, которая непосредственно участвует в процессе резания.
Выбор СОЖ — задача всегда индивидуальная. Здесь невозможен подбор «к продукту», то есть вопрос из разряда: «Какой продукт Y можно использовать вместо работающего сейчас продукта Х?» в случае с любыми жидкостями для металлообработки не имеет смысла. Не существует универсальной жидкости, одинаково хорошо подходящей для всех операций, металлов, скоростей резания, операторов станков, давлений подачи и т. д., так же, как не существует абсолютно одинаковых технологических процессов.
В рамках статьи я могу обозначить лишь критерии для предварительного подбора жидкости, которая впоследствии будет допущена или не допущена к испытаниям в реальных условиях конкретного предприятия.
В наше время большинство производителей с готовностью предлагают СОЖ к испытаниям, и это хорошо. Другое дело, что и производителей, и продуктов сейчас на рынке на несколько порядков больше, чем во времена Акволов и Укринолов, а работающее предприятие не является площадкой для экспериментов. Другими словами, прежде, чем выделять одну или несколько единиц оборудования под испытания пока неизвестной СОЖ на несколько месяцев, весьма желательно минимизировать риск выпуска брака этими выделенными единицами.
Итак, критерии следующие: обрабатываемый металл/сплав, операции обработки, а также качество воды, используемой для приготовления эмульсии или раствора. Очевидно, что в случае с масляными (неводосмешиваемыми) СОЖ качество воды мы не рассматриваем. Начнем с обрабатываемых металлов.
Обрабатываемые металлы и сплавы
Металл, безусловно, накладывает свои требования на состав и характеристики СОЖ, и требования эти зачастую определяют ее выбор. Ниже перечислены наиболее часто встречающиеся в отрасли металлы и сплавы, расположенные по возрастанию сложности их обработки:
- Сплавы магния
- Сплавы алюминия
- Сплавы меди
- Серый чугун
- Низко- и среднелегированные стали
- Высоколегированные стали
- Нержавеющие стали
- Жаропрочные стали
- Инструментальные стали
- Хромоникелевые сплавы
- Сплавы никеля и кобальта
- Сплавы титана
Безусловно, выше показано весьма упрощенное деление, основанное по большей части на значениях силы резания и уровне воздействия на инструмент и не учитывающее ряд факторов. Например, сплавы магния вроде бы находятся в первой строке. Однако такая позиция справедлива без учета необходимости принятия особых мер пожарной безопасности при их обработке. Серый чугун не требует высоких усилий резания и часто обрабатывается «всухую», однако гораздо эффективнее и безопаснее держать мелкую стружку, образующуюся при обработке этого металла в объеме СОЖ, а не в атмосфере рабочей зоны. Помимо этого, чугун подвержен коррозии, поэтому СОЖ должна обладать хорошими антикоррозионными свойствами. Алюминий тоже относительно легко обрабатывается, однако, являясь пластичным металлом, способен образовывать нарост на инструменте, что негативно сказывается на размерной точности детали, и СОЖ призвана решать именно эту проблему.
С другой стороны, при работе с жаропрочными сплавами образование нароста маловероятно, но стойкость инструмента будет сильно зависеть от наличия и количества в СОЖ противозадирных присадок, некоторые из которых вызывают коррозию сплавов меди. С особенностями обработки жаропрочных сплавов и сплавов титана мы познакомились в прошлой статье («РИТМ машиностроения» № 8/2018). Пожалуй, каждый металл или сплав достоин отдельной статьи, однако нам нужно двигаться дальше.
Операции обработки
Все операции металлообработки можно разделить на два направления, принципиально различающихся по воздействию на металл и связанных с ним процессов и явлений. Одно из этих направлений охватывает все операции, подразумевающие снятие определенного количества металла с заготовки или, другими словами, операции резания. При этом существуют операции резания, изменяющие форму заготовки и условно ее не изменяющие. Перечислим основные операции этих двух типов.
Операции с изменением формы:
- точение,
- фрезерование,
- пиление,
- сверление,
- развертывание,
- зубофрезерование,
- зубодолбление,
- нарезание резьбы,
- протягивание.
В общем случае все операции резания с изменением формы можно разделить на три категории с точки зрения энергозатрат на обработку, влияния на инструмент и требовательности к составу СОЖ:
- легкие (точение, фрезерование),
- средней сложности (сверление, пиление, нарезание резьбы фрезой),
- тяжелые (зубофрезерование, зубодолбление, развертывание, протягивание, нарезание резьбы метчиком, глубокое сверление).
Применительно к смазочно-охлаждающей жидкости «требовательность» выражается в необходимости добавления в состав и в количестве веществ и соединений, обеспечивающих насколько возможно мягкие условия для режима граничного трения. До определенных нагрузок эту роль выполняет непосредственно масло, а, в случае с синтетическими водосмешиваемыми СОЖ — водорастворимые полимеры. Однако в составе жидкостей для операций средней сложности и тяжелых операций мы обязательно увидим такие компоненты, как сложные эфиры, животные, растительные или синтезированные жиры, а также противоизносные и противозадирные присадки. При этом нельзя забывать об охлаждающей функции СОЖ, которая становится особенно актуальной с увеличением скорости резания*.
Операции без изменения формы:
- шлифование,
- хонингование,
- полирование, доводка и другие операции, которые принято называть суперфинишными.
В такой операции, как шлифование, тоже можно выделить три категории:
- легкие (плоское шлифование и шлифование двумя обращенными друг к другу кругами),
- средней сложности (бесцентровое, внутреннее, заточка инструмента),
- тяжелые (глубинное, профильное, резьбошлифование, шлифование канавок).
В операциях шлифования приобретают особенную актуальность такие характеристики СОЖ, как проникающая и смачивающая способность. Обусловлено это тем, что инструмент в этом случае имеет множество режущих кромок, а, значит, от жидкости требуется выполнить весь свой функционал в зонах резания, относительно большие поверхности которых удалены друг от друга и от места непосредственной подачи жидкости.
Выше дан краткий обзор двух основных критериев для предварительного выбора смазочно-охлаждающей жидкости. Что касается качества воды, то, учитывая важность этой составляющей в водосмешиваемых жидкостях, мы рассмотрим этот критерий в отдельной статье. Что касается ориентиров, то в техническом описании все три критерия отчетливо обозначены для каждой смазочно-охлаждающей жидкости Castrol. Это выглядит как на примере ниже.
Применение
Hysol SL 45 XBB разработана для обработки сплавов титана и алюминия, применяющихся в аэрокосмической отрасли. Также может применяться для обработки черных металлов.| Наименование | Чугун |
Низко- и среднелегированные |
Высоколегированные/ |
Сплавы аллюминия |
Желтые металлы |
| Шлифование | V | VV | VV | VV | VV |
| Точение, фрезерование (общие операции) | V | VV | VV | VV | VV |
| Сверление | V | VV | VV | VV | VV |
| Развертывание, нарезание резьбы | V | VV | V | VV | VV |
| Протягивание | V | V | V | VV | VV |
| VV — рекомендуемое применение; V — возможное применение. Проконсультируйтесь со специалистами Castrol. | |||||
Типичные характеристики
| Наименование | Метод |
Единицы измерения |
HysolТМ |
|
Концентрат |
|||
| Внешний вид |
визуально |
- | Янтарная |
| Содержание минерального масла | - | % | 45 |
|
Эмульсия |
|||
| Внешний вид |
визуально |
- | Молочная |
| PH при концентрации 5% |
DIN 52369 / ASTM E70-97 |
- | 9.4 |
| Коэффициент рефрактометра | - | - | 1 |
| Данные могут изменяться в пределах технологических допусков. | |||
Рекомендованные концентрации
Шлифование 5-7%
Общие операции 6-8%
Сверление 7-9%
Нарезание резьбы 8-10%
Развертывание 8-10%
Протягивание 8-10%
Диапазон жесткости воды 100-800 ppm CaCO3
Водосмешиваемые (водоразбавляемые), представляющие собой концентраты для последующего смешивания с водой. В общем случае водосмешиваемые СОЖ бывают трех типов:
1. На основе минерального масла, процентное содержание которого в концентрате варьируется от 40% и более, образующие при смешивании с водой молочно-белые эмульсии. При этом, чем выше содержание минерального масла в составе, тем более насыщенный молочный цвет имеет эмульсия. В ассортименте Castrol это продукты: Hysol™ SL 45 XBB, Hysol™ MB 50, Alusol™ SL 51 XBB, Hysol™ LXE.2. На основе минерального масла, где доля этого компонента менее 40%. Такие СОЖ часто называют «полусинтетическими», и их концентраты образуют в смеси с водой полупрозрачные эмульсии. В ассортименте Castrol это продукты: Alusol SL 61 XBB, Hysol SL 37 XBB и Hysol SL 35 XBB.
3. Полностью синтетические, не содержащие минеральное масло и дающие при смешивании с водой прозрачный раствор. В ассортименте Castrol это линейка Syntilo™
Масляные, не предполагающие смешивание с водой. Основу таких СОЖ могут составлять различные масла: от минеральных масел до синтетических сложных эфиров. В ассортименте Castrol линейки масляных СОЖ именуются CareCut™, Variocut™ и Honilo™. Замечу, что для одной и той же операции обработки одного и того же металла теоретически могут применяться СОЖ всех перечисленных типов.


Однако на этом процесс выбора не заканчивается. Необходимо знать предшествующие и последующие этапы технологического процесса и их особенности на конкретном предприятии, технологические требования к готовому изделию, тип системы подачи СОЖ (централизованная или индивидуальная), требования безопасности и охраны труда для операторов станков, возможности предприятия по утилизации отработанной СОЖ, а также множество тонкостей и деталей настройки процесса в условиях конкретного предприятия.
Другими словами, правильно подобрать смазочно-охлаждающую жидкость возможно только в тесном контакте с технологами, механиками и операторами станков. Такому подходу мы стараемся следовать сами и направляем на этот путь наших партнеров — дистрибьюторов во всех регионах. Чтобы увидеть результаты нашей работы в этом направлении, предприятию достаточно обратиться к одному из наших дистрибьюторов или непосредственно в технический отдел представительства Castrol.
E-mail технического отдела: [email protected].
Александр Клепиков, технический консультант по маслам
для промышленных предприятий Castrol Россия.
Статья опубликована в журнале «РИТМ машиностроения для СНАБЖЕНИЯ» / Специализированный выпуск / №1 2019.
Заказать СОЖ оптом можно в компании «Агреман». Свяжитесь с нашим отделом продаж по телефону, email или заполните заявку на сайте.90000 Jtan-1/4 “-10 Cooling Lubricant Sprayer For Cnc Machine Tool Coolant Nozzle 90001 90002 90003 JTAN-1/4 “-10 cooling lubricant sprayer for CNC machine tool coolant nozzle 90004 90005 90002 90003 Features 90004 90005 90002 The injection direction forms one angle with the fixed direction and is applied widely to deviated spraying cooling system, such as turret of the CNC lathe. 90005 90002 90013 90013 90015 90015 90005 90002 1. Easy adjustable angle. 90005 90002 2.Accurate and steady positioning. 90005 90002 3. Element cleaning after the machining process. 90005 90002 4. Get the “water” power ready to inject cutting tool, secure the cooling of the cutters in the machining course to extend the service life of cutters. 90005 90002 5. Strong injection cooling system makes the filing strap will not wind around the lathe tool and secure the elements more accuracy and the surface more smooth during the machining process. 90005 90002 6. Applied to spraying and cooling system and enector of each type of machine.90005 90002 90005 90002 90005 90002 90003 Installation: 90004 90005 90002 90039 90039 90005 90002 90005 90002 90003 paremeter: 90004 90005 90002 90049 90049 90051 90051 90005 90002 90005 90002 90003 diagram 90004 90005 90002 90003 90062 90062 90004 90065 90066 90066 90068 90068 90005 90002 90003 Application 90004 90005 90002 90005 90077 90078 High velocity coolant stream increases productivity and tool life in machining and grinding operations 90079 90078 Also ideal for low pressure applications where abrasive swarf is a problem 90079 90078 Hits any target above mounting plane 90079 90078 Interchangeable spray tips available! 90079 90078 Easy to aim 90079 90078 Choose short extensions for tight spaces like CNC Turning Centers and Screw Machines 90079 90078 Choose stainless steel bodies when using cutting oils not compatible with brass (i.e. oils containing active sulphur) 90079 90078 Pipe sizes fit NPT and BSPT threads 90079 90078 1500 PSI Max (100 bar) 90079 90078 Longer extensions are a breeze to aim and shoot farther, great for Machining Centers and CNC Multi-Axis Grinders 90079 90098 90002 90100 90100 90102 90102 90005 90002 90106 90106 90108 90108 90110 90110 90005 90002 90005 90002 90065 90005 .90000 Jtap-3/8 “-10 High Pressure Cooling Lubricant Sprayer For Cnc Machine Tool Coolant Nozzle 90001 90002 90003 JTAP-3/8 “-10 High pressure cooling lubricant sprayer for CNC machine tool coolant nozzle 90004 90005 90002 90003 Features 90004 90005 90002 The injection direction forms one angle with the fixed direction and is applied widely to deviated spraying cooling system, such as turret of the CNC lathe. 90005 90002 90005 90002 1. Easy adjustable angle. 90005 90002 2.Accurate and steady positioning. 90005 90002 3. Element cleaning after the machining process. 90005 90002 4. Get the “water” power ready to inject cutting tool, secure the cooling of the cutters in the machining course to extend the service life of cutters. 90005 90002 5. Strong injection cooling system makes the filing strap will not wind around the lathe tool and secure the elements more accuracy and the surface more smooth during the machining process. 90005 90002 6. Applied to spraying and cooling system and enector of each type of machine.90005 90002 90005 90002 90005 90002 90003 Installation: 90004 90005 90002 90005 90002 90005 90002 90003 paremeter: 90004 90005 90002 90005 90002 90005 90002 90003 diagram 90004 90005 90002 90003 90004 90053 90005 90002 90003 Application 90004 90005 90002 90005 90061 90062 High velocity coolant stream increases productivity and tool life in machining and grinding operations 90063 90062 Also ideal for low pressure applications where abrasive swarf is a problem 90063 90062 Hits any target above mounting plane 90063 90062 Interchangeable spray tips available! 90063 90062 Easy to aim 90063 90062 Choose short extensions for tight spaces like CNC Turning Centers and Screw Machines 90063 90062 Choose stainless steel bodies when using cutting oils not compatible with brass (i.e. oils containing active sulphur) 90063 90062 Pipe sizes fit NPT and BSPT threads 90063 90062 1500 PSI Max (100 bar) 90063 90062 Longer extensions are a breeze to aim and shoot farther, great for Machining Centers and CNC Multi-Axis Grinders 90063 90082 90002 90005 90002 90005 90002 90005 90002 90053 90005 .90000 Jtap-3/8 “-30 High Pressure Cooling Lubricant Sprayer For Cnc Machine Tool Coolant Nozzle 90001 90002 90003 JTAP-3/8 “-30 High pressure cooling lubricant sprayer for CNC machine tool coolant nozzle 90004 90005 90002 90003 Features 90004 90005 90002 The injection direction forms one angle with the fixed direction and is applied widely to deviated spraying cooling system, such as turret of the CNC lathe. 90005 90002 90013 90013 90015 90015 90005 90002 1. Easy adjustable angle.90005 90002 2. Accurate and steady positioning. 90005 90002 3. Element cleaning after the machining process. 90005 90002 4. Get the “water” power ready to inject cutting tool, secure the cooling of the cutters in the machining course to extend the service life of cutters. 90005 90002 5. Strong injection cooling system makes the filing strap will not wind around the lathe tool and secure the elements more accuracy and the surface more smooth during the machining process. 90005 90002 6. Applied to spraying and cooling system and enector of each type of machine.90005 90002 90005 90002 90005 90002 90003 Installation: 90004 90005 90002 90039 90039 90005 90002 90005 90002 90003 paremeter: 90004 90005 90002 90049 90049 90051 90051 90005 90002 90005 90002 90003 diagram 90004 90005 90002 90003 90062 90062 90004 90065 90066 90066 90068 90068 90005 90002 90003 Application 90004 90005 90002 90005 90077 90078 High velocity coolant stream increases productivity and tool life in machining and grinding operations 90079 90078 Also ideal for low pressure applications where abrasive swarf is a problem 90079 90078 Hits any target above mounting plane 90079 90078 Interchangeable spray tips available! 90079 90078 Easy to aim 90079 90078 Choose short extensions for tight spaces like CNC Turning Centers and Screw Machines 90079 90078 Choose stainless steel bodies when using cutting oils not compatible with brass (i.e. oils containing active sulphur) 90079 90078 Pipe sizes fit NPT and BSPT threads 90079 90078 1500 PSI Max (100 bar) 90079 90078 Longer extensions are a breeze to aim and shoot farther, great for Machining Centers and CNC Multi-Axis Grinders 90079 90098 90002 90100 90100 90102 90102 90005 90002 90106 90106 90108 90108 90110 90110 90005 90002 90005 90002 90065 90005 .90000 Jtap-3/8 “-50,30,10 High Pressure Cooling Lubricant Sprayer For Cnc Machine Tool Coolant Nozzle 90001 90002 90003 JTAP-3/8 “-50,30,10 High pressure cooling lubricant sprayer for CNC machine tool coolant nozzle 90004 90005 90002 90003 Features 90004 90005 90002 The injection direction forms one angle with the fixed direction and is applied widely to deviated spraying cooling system, such as turret of the CNC lathe. 90005 90002 90005 90002 1. Easy adjustable angle.90005 90002 2. Accurate and steady positioning. 90005 90002 3. Element cleaning after the machining process. 90005 90002 4. Get the “water” power ready to inject cutting tool, secure the cooling of the cutters in the machining course to extend the service life of cutters. 90005 90002 5. Strong injection cooling system makes the filing strap will not wind around the lathe tool and secure the elements more accuracy and the surface more smooth during the machining process. 90005 90002 6. Applied to spraying and cooling system and enector of each type of machine.90005 90002 90005 90002 90005 90002 90003 Installation: 90004 90005 90002 90005 90002 90005 90002 90003 paremeter: 90004 90005 90002 90005 90002 90005 90002 90003 diagram 90004 90005 90002 90003 90004 90053 90005 90002 90003 Application 90004 90005 90002 90005 90061 90062 High velocity coolant stream increases productivity and tool life in machining and grinding operations 90063 90062 Also ideal for low pressure applications where abrasive swarf is a problem 90063 90062 Hits any target above mounting plane 90063 90062 Interchangeable spray tips available! 90063 90062 Easy to aim 90063 90062 Choose short extensions for tight spaces like CNC Turning Centers and Screw Machines 90063 90062 Choose stainless steel bodies when using cutting oils not compatible with brass (i.e. oils containing active sulphur) 90063 90062 Pipe sizes fit NPT and BSPT threads 90063 90062 1500 PSI Max (100 bar) 90063 90062 Longer extensions are a breeze to aim and shoot farther, great for Machining Centers and CNC Multi-Axis Grinders 90063 90082 90002 90005 90002 90005 90002 90005 90002 90053 90005 .