Как спаять алюминий в домашних условиях?
Как спаять алюминий в домашних условиях?
До недавнего времени мы не знали, как легко припаять
алюминий пропановой горелкой. Горелка, которую мы используем, имеет широкое
пламя, поэтому она, вероятно, не так эффективна в нагреве конкретной области
для сварки. Горелка с более острым пламенем подошла бы лучше. В любом случае,
если у вас есть пропановая горелка и присадочные прутки для алюминия, вы можете
сварить ваши заготовки. Алюминиевые прутки различных диаметров вы можете найти в
магазинах “АКБ-Сервис”.
Рабочая температура должна быть от 370 до 400 градусов по Цельсию.
Пламя пропановой горелки горит достаточно жарко и плавится алюминий достаточно легко.
Перед пайкой зачистите рабочие поверхности металлической щеткой, что бы убрать загрязнения для более качественной и прочной пайки. Теперь можно начинать прогревать заготовки.
Направьте пламя к соединению до тех пор, пока оно не станет
достаточно горячим, чтобы расплавить алюминиевый пруток.
На всякий случай уточним, что описанный выше метод пайки можно применять только деталей к которым не предъявляются требования по качеству. Для профессиональной и качественной работы с алюминием служит аргонодуговая сварка. С её помощью вы сможете производить работы с ответственными конструкциями, швы получаются очень прочными и красивыми. Оборудование для профессиональной сварки алюминия вы так же можете найти в магазинах “АКБ-Сервис”.
Ссылка на оборудование для работы с алюминием:
https://migmag58.ru/svarochnie-apparati/argono-dugovaja-svarka-tig/
ENGLISH VERSION
How to solder aluminum at home?
Until recently, we did not know how easy it is to solder aluminum with a propane burner. The burner we are using has a wide flame, so it is probably not as effective in heating a specific area for welding. A burner with a sharper flame would be better suited. In any case, if you have a propane burner and filler rods for aluminum, you can weld your workpieces. You can find aluminum bars of various diameters in the stores of “AKB-Service”.
The burner we are using has a wide flame, so it is probably not as effective in heating a specific area for welding. A burner with a sharper flame would be better suited. In any case, if you have a propane burner and filler rods for aluminum, you can weld your workpieces. You can find aluminum bars of various diameters in the stores of “AKB-Service”.
The operating temperature should be from 370 to 400 degrees Celsius. The flame of a propane burner burns hot enough and aluminum melts easily enough.
Before soldering, clean the work surfaces with a metal brush to remove dirt for better and stronger soldering. Now you can start warming up the blanks.
Direct the flame to the joint until it is hot enough to melt the aluminum rod. When you touch the tip of the connection rod, it should melt, if not, heat the metal even more. It is necessary that the metal melts the additive, and not the flame of the burner. When everything cools down, you will have a strong seam. Look at the last photo where we tried to break the soldering place in the vise. The metal was all bent before the seam broke.
Look at the last photo where we tried to break the soldering place in the vise. The metal was all bent before the seam broke.
Just in case, we will clarify that the soldering method described above can only be used for parts that do not have quality requirements. Argon arc welding is used for professional and high-quality work with aluminum. With its help, you will be able to work with responsible structures, the seams are very strong and beautiful. You can also find equipment for professional welding of aluminum in the stores “AKB-Service”.
Link to equipment for working with aluminum:
https://migmag58.ru/svarochnie-apparati/argono-dugovaja-svarka-tig/
Как паять алюминий в домашних условиях паяльником
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С).
 Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
 Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.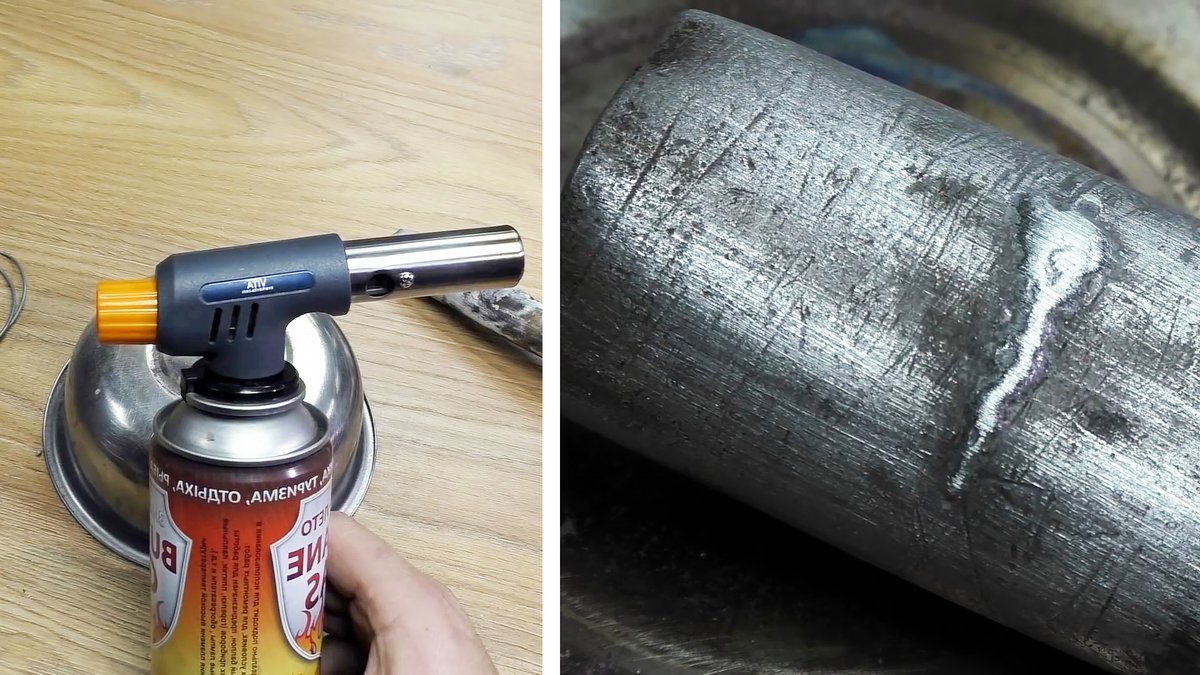 Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.Лужение алюминия оловом — Металлы, оборудование, инструкции
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
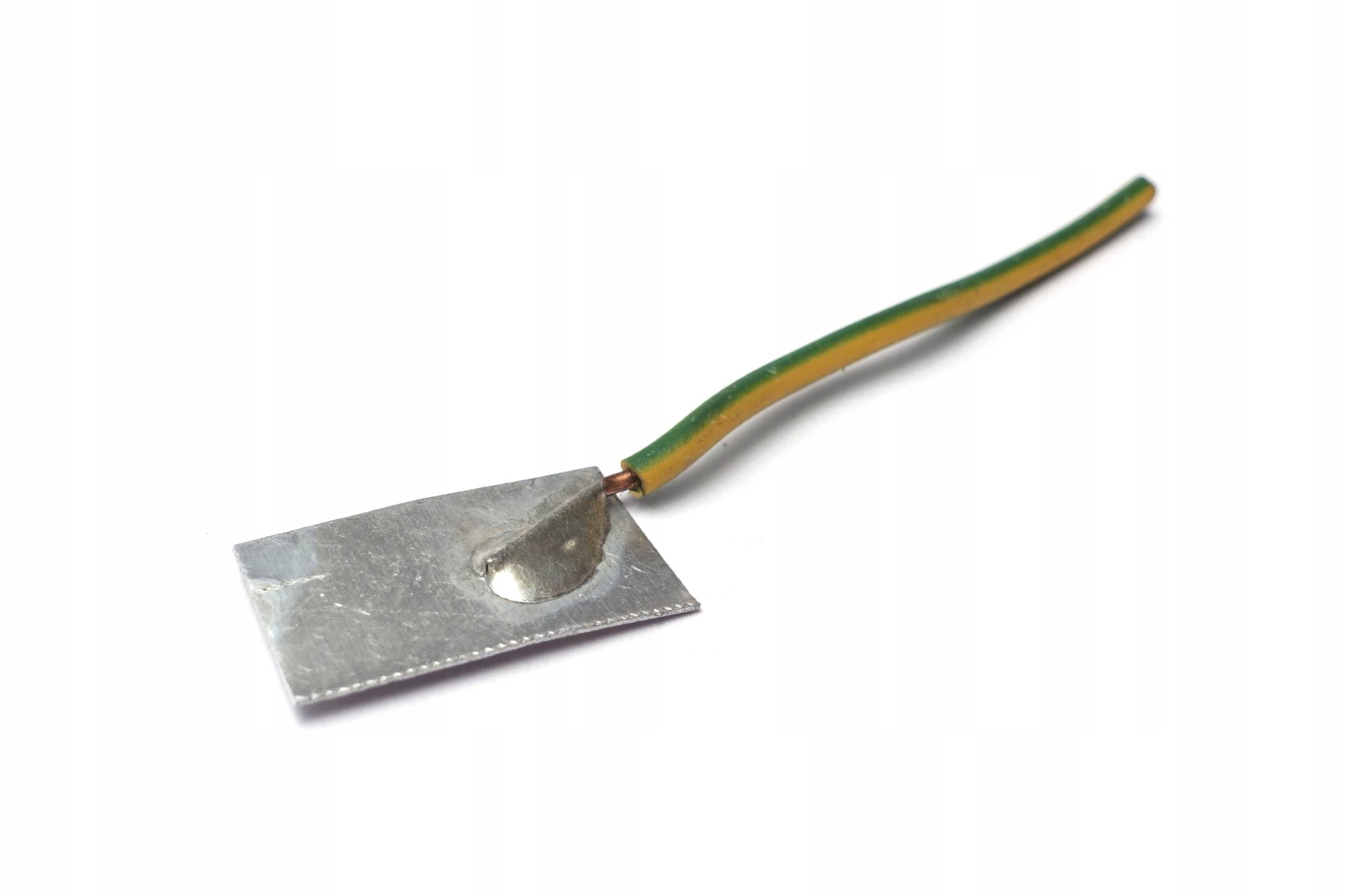
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
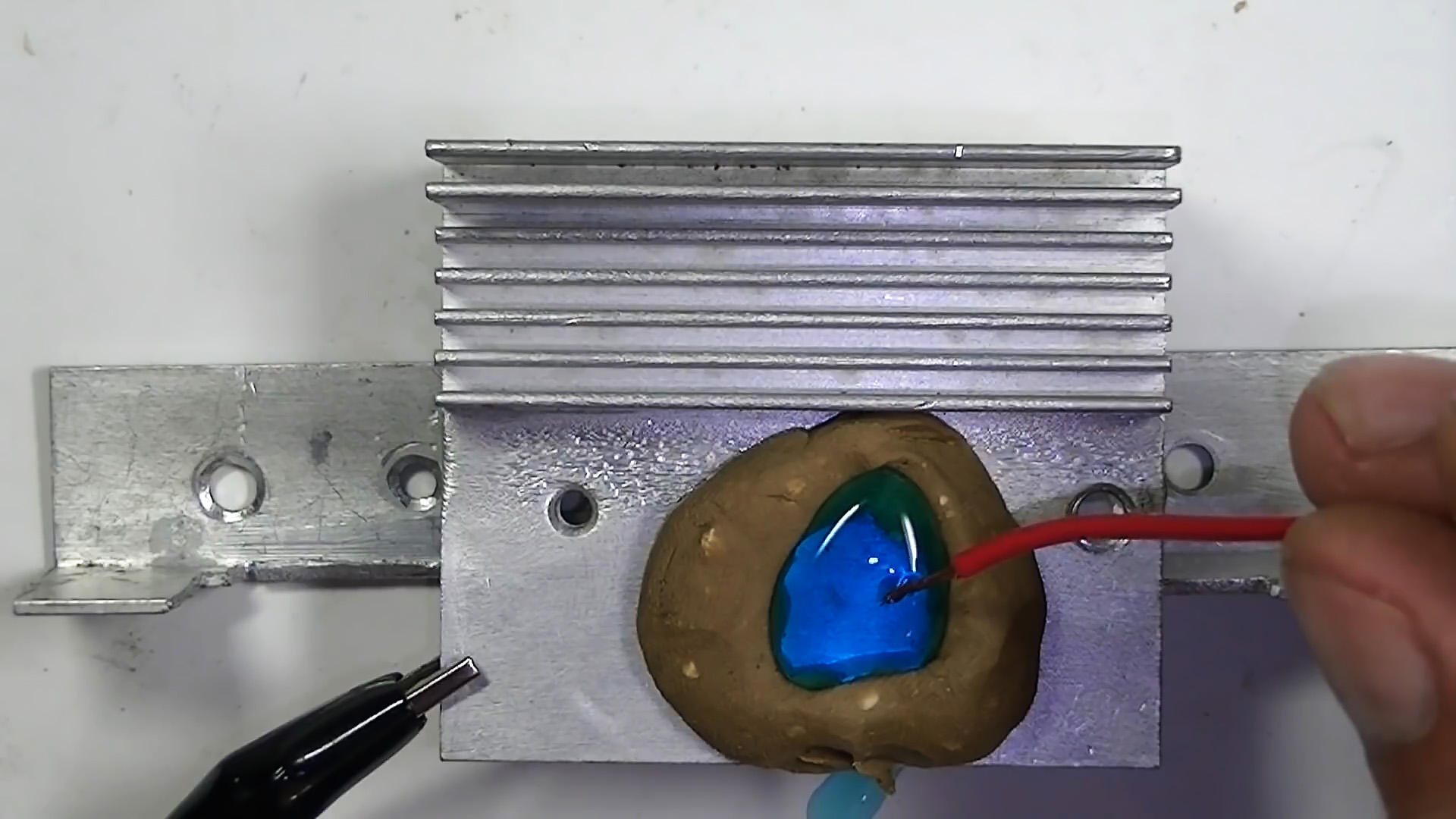
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.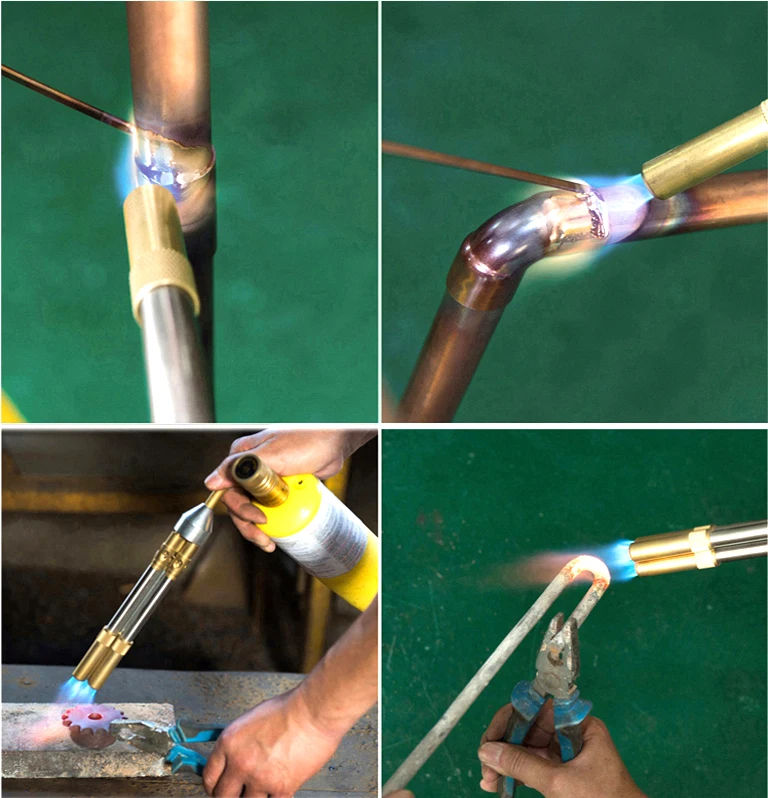
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.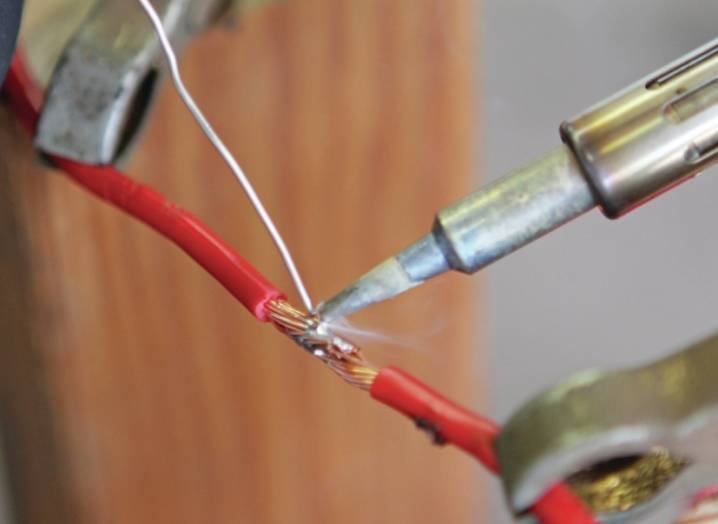
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Как паять алюминий в домашних условиях паяльником
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.
Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.
 Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением. »
»
1-8″ X 18″ 243 ALU-BOND СТЕРЖЕНЬ ДЛЯ ПРИПОЯ ДЛЯ АЛЮМИНИЯ И МЕТАЛЛА
Нажмите здесь, чтобы увеличить изображение
- НАИМЕНОВАНИЕ №: EG24340000
- СТАНДАРТНАЯ УПАКОВКА: 1 фунт
- ПРИ ПОСТАВКЕ:
- RESTRI КОДЫ: нет
Описание продукта
Alu-Bond™
Стержневой припой для алюминия и чугуна
- Низкотемпературный — предотвращает деформацию и прожог тонких металлов
- Может использоваться для придания алюминию большей износостойкости в соединениях металл-металл
- Предназначен для использования с алюминием, алюминиевыми сплавами и большинством литых цинковых сплавов
(горшечный металл) - Отличное сочетание цветов
- Флюс не требуется
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Прочность соединения: до 35 000 фунтов на кв. дюйм/235 МПа
- Рабочая температура: 710°F/375°C
- Соответствие цвета: отличное
- Коррозионная стойкость: отличная
ПРОЦЕДУРЫ
Перед любым ремонтом необходимо удалить все поверхностные окисления и загрязнения.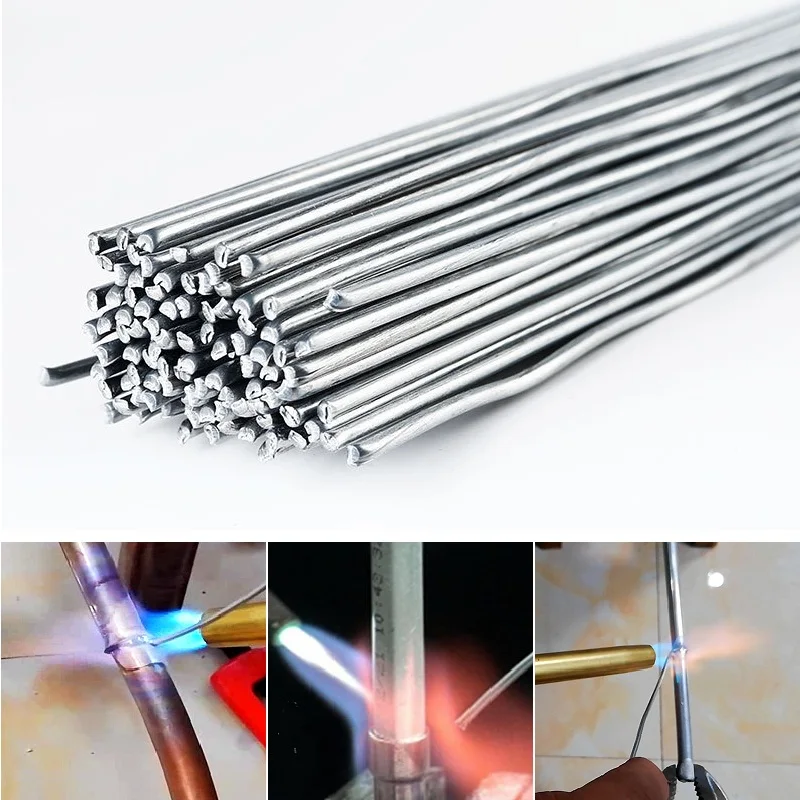 Участок, подлежащий ремонту или наращиванию, должен быть механически очищен с помощью дисков Cryo-Burrs™, Unloader™ или Tuff-Flex™. Перед пайкой тщательно обезжирьте поверхность с помощью Metal Groom™. Секции толщиной более 3/16 дюйма должны быть скошены. Зажмите детали для идеального выравнивания. Используйте науглероживающее пламя и нагрейте до 750°F/400°C. Расплавьте сплав, энергично потирая стержень о нагретую поверхность. Не нагревайте сплав непосредственно пламенем. Лучшая связь с более высоким 9Прочность 0027 можно получить, протирая расплавленный Alu-Bond чистой щеткой из нержавеющей стали, а затем повторно нанося припой. После завершения ремонта дайте заготовке остыть на воздухе.
Участок, подлежащий ремонту или наращиванию, должен быть механически очищен с помощью дисков Cryo-Burrs™, Unloader™ или Tuff-Flex™. Перед пайкой тщательно обезжирьте поверхность с помощью Metal Groom™. Секции толщиной более 3/16 дюйма должны быть скошены. Зажмите детали для идеального выравнивания. Используйте науглероживающее пламя и нагрейте до 750°F/400°C. Расплавьте сплав, энергично потирая стержень о нагретую поверхность. Не нагревайте сплав непосредственно пламенем. Лучшая связь с более высоким 9Прочность 0027 можно получить, протирая расплавленный Alu-Bond чистой щеткой из нержавеющей стали, а затем повторно нанося припой. После завершения ремонта дайте заготовке остыть на воздухе.
1/8″ X 18″ 243 ALU-BOND СПЛАВ ДЛЯ ПРИПОЯ ДЛЯ АЛЮМИНИЯ И МЕТАЛЛА
| Наименование продукта: | Alu-Bond | Процесс сварки: | Припой |
| Основание Металл: | сплавов алюминия и цинка |
| Применение: | Соединение° Наращивание° Наложение |
| Размер: | 1/8″ x 18″ |
| Тип: | Неизолированный провод |
| Фирменное наименование: | X -Ergon |
- Технические характеристики
- Сопроводительная документация
1/8″ X 18″ 243 ALU-BOND СТЕРЖЕНЬ ДЛЯ ПРИПОЯ ДЛЯ АЛЮМИНИЯ И МЕТАЛЛА
| Название продукта: | Alu-Bond |
| Процесс сварки: | Припой |
| Основной металл: | Алюминиевые и цинковые сплавы | Применение: | Соединение° Наращивание° Наложение |
| Размер: | 1/8″ x 18″ |
| Тип: | Неизолированный провод |
| Торговая марка: | X-Эргон |
| Наименование продукта: | Alu-Bond |
| Процесс сварки: | Припой |
| Основной металл: | 90 065 Алюминиевые и цинковые сплавы|
| Применение: | Соединение° Наплавка° Наложение |
| Размер: | 1/8 x 18 дюймов |
| Тип: | Неизолированный провод |
| Торговая марка: | X-Эргон |
Паспорта безопасности (SDS)
- SDS
Клиенты также купили
Низкотемпературное соединение алюминия с помощью S-Bond
Решения и услуги
Соединение алюминия
Алюминий может быть склеен с помощью сплавов S-Bond® и является отличной альтернативой процессам соединения алюминия. Время цикла может быть сокращено, и, особенно в случае чувствительных к температуре применений или небольших партий, ограниченный инструментарий и простота настройки для соединения S-Bond могут значительно снизить затраты.
Время цикла может быть сокращено, и, особенно в случае чувствительных к температуре применений или небольших партий, ограниченный инструментарий и простота настройки для соединения S-Bond могут значительно снизить затраты.
Active S-Bond® легко вступают в реакцию и разрушают оксидные слои на алюминии и меди, быстро и необратимо реагируя с металлом без использования покрытия или флюса, что снижает стоимость припоя алюминия, а также устраняет агрессивные химические вещества, которые могут создавать экологические опасности. Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250ºC) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Доступен ряд сплавов S-Bond с различными рабочими температурами от 100°C до 390°C. Эти же продукты также хорошо соединяются с медью, алюминием, карбидом кремния и другими материалами для регулирования температуры и позволяют производить экономичную бесфлюсовую сборку полных систем управления температурой.
S-Bond® может быть альтернативным процессом соединения алюминия по сравнению со сваркой или пайкой, когда требуется низкотемпературное соединение, а условия эксплуатации или эксплуатации в стрессовых условиях допускают паяное соединение. S-Bond очень эффективен при пайке алюминия с алюминием, а также при пайке алюминия с медью. В некоторых случаях соединение S-Bond может заменить пайку в контролируемой атмосфере или «пайку погружением».
Активные припои S-Bond® реагируют и разрушают оксидные слои на алюминии, а также с медью, чтобы быстро реагировать и связываться с металлом без использования покрытия или флюсов, что снижает стоимость процесса пайки алюминия или алюминия с медью. компонентов, а также устранение агрессивных химических веществ, создающих опасность для окружающей среды. Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250ºC) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Преимущества соединения алюминия S-Bond
- Склеивание при более низких температурах (от 120 до 250°C) уменьшает проблемы несоответствия теплового расширения.
- Позволяет соединять алюминий с медью и другими металлами и керамикой при условии, что несоответствие теплового расширения учитывается в конструкции компонента.
- Металлическое паяное соединение S-Bond обеспечивает теплопроводное соединение.
- Для подготовки алюминиевых поверхностей не требуется дополнительное металлическое покрытие, что снижает затраты на подготовку.

Алюминиевые конструкции обычно паяют, сваривают или паяют. Для пайки алюминия используются алюминиевые сплавы с высоким содержанием кремния, температура пайки которых на ~ 25–50 ºC ниже температуры плавления основного алюминия. Кроме того, чтобы разрушить оксиды алюминия, которые естественным образом образуются на алюминии, для склеивания алюминия необходимо использовать агрессивные химические флюсы и/или вакуумные печи. Таким образом, пайка алюминия в печах требует точного контроля и атмосферы. После пайки высокая температура обработки значительно размягчает и снижает прочность основного алюминия.