чем, как паять твердыми припоями нержавеющие стали, латунью, оловом в домашних условиях
Спайка между собой отдельных деталей, сделанных из нержавеющей стали – достаточно трудоемкая и сложная процедура. Для получения качественного соединительного шва важно правильно выбрать припой, рабочий режим используемого оборудования и соблюдать установленные требования к пайке нержавеющих сталей.
Содержание
- Как паять нержавейку оловом в домашних условиях
- Особенности пайки нержавейки
- Используемое оборудование
- Режимы пайки оловом
- Флюс для пайки нержавейки и его приготовление
- Припой для нержавейки и его типы
- Пищевые припои
- Пайка с помощью газовой горелки
- Преимущества
- Недостатки
- Отличия высокотемпературной пайки от низкотемпературной
- Почему пайка может не получиться
- Самые распространенные ошибки
- Контроль качества шва
- Техника безопасности
Как паять нержавейку оловом в домашних условиях
Отремонтировать предметы из нержавеющей стали, например, предметы кухонной посуды, вполне реально самостоятельно в бытовых условиях. Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Особенности пайки нержавейки
Пайка нержавейки — это процедура наплавления на участок соединения двух металлических деталей специальной присадки, в качестве которой часто применяют компоненты на оловянной основе. Расходный материал не содержит вредные компоненты для человеческого здоровья, поэтому подходит даже для ремонта кухонной посуды.
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.
Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
- паяльник электрический на 60-100 Вт либо небольшая горелка на пропане;
- припой, сделанный из оловянного сплава;
- флюс;
- надфиль, щетка проволочного типа, наждачная бумага;
- ветошь;
- растворитель для обезжиривания паяемых стальных поверхностей;
- средства индивидуальной защиты: щиток с прозрачной вставкой либо очки, респиратор, перчатки.
При спайке массивных металлических деталей для их первоначального нагревания потребуется паяльник большей мощности. А для более качественной очистки поверхностей соединяемых элементов рекомендуется использовать ортофосфорную кислоту.
Режимы пайки оловом
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя:
- мощность паяльного устройства – от 80 до 120 Вт;
- толщина припоя – от 2 до 4 мм;
- температура пламени – от 232 до 240 °С;
- время нагревания – от 5 до 10 сек.


Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Такие составы необязательно приобретать на строительном рынке, их можно самостоятельно изготовить в быту.
Инструкция, как приготовить флюс в домашних условиях:
- берем по одной части буры и борной кислоты;
- тщательно перемешиваем эти два компонента;
- добавляем в полученный состав воду;
- перемешиваем смесь до формирования однородной массы.
Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Флюс для пайки, изготовленный на дому, по своим эксплуатационным показателям не уступает заводским составам. А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.
А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.
Припой для нержавейки и его типы
Припой для пайки нержавейки бывает двух типов:
- Мягкий. Для изготовления используют олово (свинец). Эти химические элементы повышают текучесть и пластичность расходника, используемого для формирования сварочного шва. Минус мягких припоев – затвердевшее покрытие имеет низкие прочностные показатели.
- Твердый. В состав изделия входит техническое серебро – 30% от общего объема. Соединение деталей отличается высокой прочностью и долговечностью. Твердые припои часто применяют на производствах, в ремонтных мастерских.
Для самостоятельного спаивания деталей из нержавейки на дому рекомендуется приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения. Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Припой выпускают в форме прута с флюсовым покрытием красного цвета.
Припой HTS-528Медно-цинковый припойМедно-фосфорный припойПищевые припои
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Полезная статья: Какими электродами варить нержавейку
Пайка с помощью газовой горелки
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
Основные требования:
- применение негорючего экранирующего покрытия в рабочей зоне – листовой асбест и прочие материалы;
- рабочее помещение должно иметь качественную вентиляцию, тщательно проветриваться;
- с горелкой надо уметь правильно обращаться, рекомендуется задействовать припой многокомпонентного состава, какой не требует дополнительного нанесения флюса на спаиваемые металлы;
- в пламени горелки не допускается лишний кислород, он способствует окислению металлических поверхностей, а соединение получается недостаточно прочным.

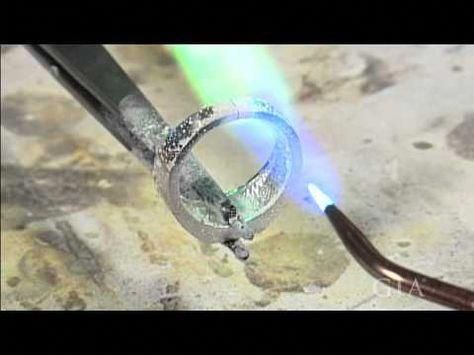
Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Полезная статья: Холодная сварка что это
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
- короткий подготовительный этап;
- простота соединения деталей небольших размеров;
- получение качественного соединительного шва;
- доступность расходного материала.
Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий. Соединение элементов осуществляется достаточно быстро. В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю. Эту технологию используют в станкостроении для ремонта деталей. Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
- более трудоемкая процедура соединения деталей, если сравнивать с другими типами припоя;
- не каждый инструмент способен выдавать необходимую температуру для соединения металла, поэтому в бытовых условиях такая процедура становится трудноосуществимой;
- большинство твердых сплавов достаточно дорогие, как и процедура пайки из-за большого расхода требуемых ресурсов;
- готовое соединение не отличается высокими прочностными показателями;
- олово – жидкотекучий химический элемент, что существенно затрудняет процесс спайки металлов;
- максимальная эксплуатационная температура запаянного металлического изделия падает до температуры пластичности олова.

Стоит отметить, что высокая текучесть олова не позволяет сделать качественный вертикальный шов при спайке в бытовых условиях. С такой задачей сможет справиться только опытный спайщик.
Отличия высокотемпературной пайки от низкотемпературной
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается и температура плавления используемых припоев, что впоследствии отражается на качестве соединения, условиях эксплуатации спаянного изделия.
После низкотемпературной спайки деталь выдерживает значительно меньшую эксплуатационную температуру, чем после высокотемпературной. Но высокий температурный режим при запаивании конструкции способен повлиять на изменение структуры металлического сплава, температура плавления которого близка температуре пайки.
Также стоит отметить, при использовании этих двух режимов предметы из нержавеющей стали спаивают оборудованием разной мощности.
Полезная статья: Форсаж Дуги
Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Обязательно на этапе запаивания конструкции надо периодически очищать наконечник используемого паяльного устройства. Не рекомендуется использовать в присадки канифоль либо другие составы с повышенным содержанием свинца.
Самые распространенные ошибки
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
- Некачественная зачистка поверхностей спаиваемых предметов. При плохой обработке кромок соединяемых деталей из нержавейки присадка не задерживается на поверхности металла, скатывается с нее. В результате кромки свариваемых изделий требуют повторной механической обработки.
- Некачественное обезжиривание спаиваемых изделий. Припой также будет плохо удерживаться на металлической поверхности и паяться.
- Недостаточный нагрев металла. При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние.
- Применение паяльного устройства с обгораемым наконечником. Жало паяльника нужно периодически очищать от нагарообразования, что препятствует непрерывному прогреванию соединяемых металлических элементов.
- Использование вместо флюса канифоли. Такой припой не эффективен для нержавейки.
- Применение припоя, содержащего большое количество свинца. Для спаивания нержавейки рекомендуется покупать припои с повышенным содержанием олова.
- Преждевременная проверка качества соединительного шва. Если жидкий припой не успел полностью затвердеть, можно нарушить качество соединения. В результате пайку изделия придется осуществлять заново, начиная с зачистки металлической поверхности.
- Пайка без предварительного лужения разных видов металла. Не удастся соединить изделие из нержавейки с деталью из меди либо латуни без специальной обработки участка спайки. Его предварительно надо залудить.
- Применение паяльного устройства для значительной площади. В данной ситуации флюс быстро окисляется. Поэтому для спайки металлических изделий большой площади применяют исключительно газовую горелку. Опытные мастера рекомендуют использовать горелки с двумя соплами.
 При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние.
При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние.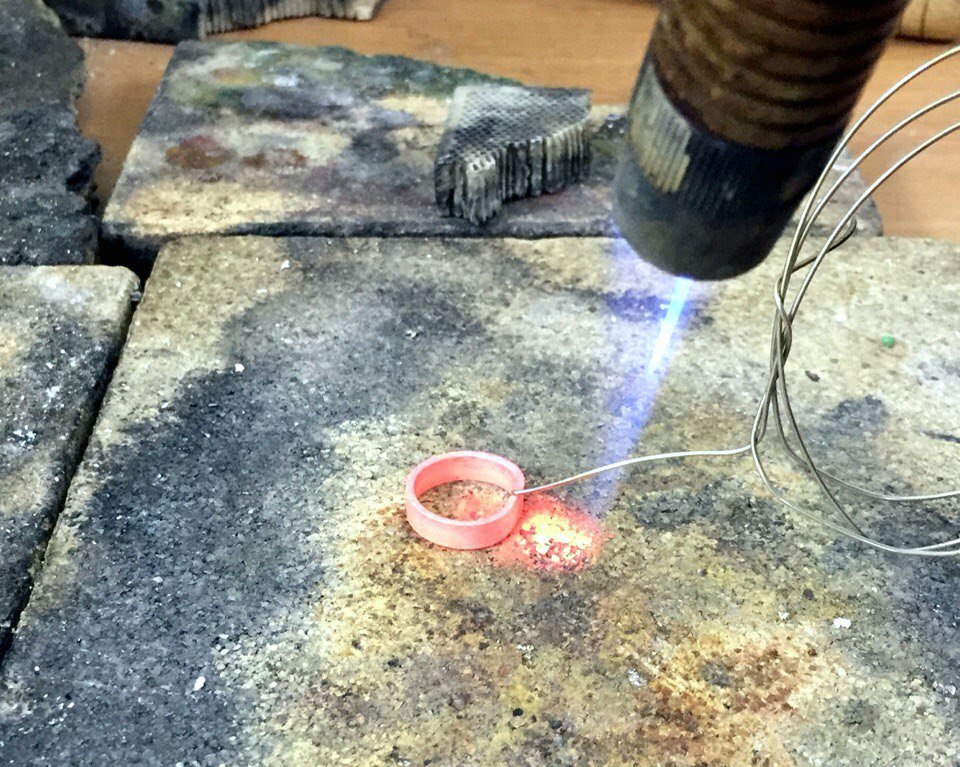 Его предварительно надо залудить.
Его предварительно надо залудить.Ознакомившись предварительно с перечисленными ошибками и рекомендациями специалистов вполне можно качественно спаять изделия из нержавейки в бытовых условиях своими руками.
Полезная статья: Как заварить глушитель
Контроль качества шва
Есть несколько вариантов, как проверить качество спайки изделий из нержавейки:
- трансформаторный;
- параметрический;
- люминесцентный;
- оптический;
- цветной;
- визуальный.
На дому часто используют визуальный способ. Опытные мастера рекомендуют дать соединению полностью остыть, затем попробовать поковырять отверткой либо шилом. Если шов качественный, на его поверхности останется небольшая царапина. В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.
В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.
Полезная статья: РДС сварка что это такое
Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать следующие правила безопасности:
- используемый припой для пайки бытовых предметов из пищевой нержавейки не должен содержать свинец и цинк;
- нельзя брать голыми руками разогретый металл до его полного охлаждения;
- газовый баллон надо размещать на достаточном удалении от открытого огня;
- работы нужно выполнять исключительно в индивидуальных защитных средствах и тщательно вентилируемом помещении.
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать маломощные паяльные устройства – от 60 до 100 Вт, лучше паяльник на 100 Вт.
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Да
80.95%
Нет
19.05%
Проголосовало: 126
Если у Вас возникли вопросы по сварке, пайке и контролю, то задайте их нашим экспертам в комментариях под статьей.
Пайка титана и титановых сплавов от поставщика Электровек-сталь / Evek
Общая характеристика
На поверхности титана есть т.н. альфированный слой, насыщенный атмосферными газами. Перед началом пайки такой слой нужно удалить пескоструйной обработкой или способом травления в растворе HNO3 (20−20 мл) и НСl (30−40мл) на 1 л воды. Время травления составляет от 5 до 10 мин при температуре 20 °C. После этой обработки еще остается оксидная тонкая пленка на поверхности титана, которая препятствует смачиванию его поверхности припоем. Как правило, пайка титана и титановых сплавов проводится в аргоне или вакууме, тщательно очищенном от примесей азота, паров воды и кислорода. В связи с этим, пайка титана проводится, как правило, при t° от 800 до 900 °C. Это обеспечивает быструю очистку его поверхности хорошее смачивание его припоями. При более высоких температурах пайка сплавов титана проводится редко, поскольку при длительном нагреве выше 900 °C появляется склонность к увеличению зерна, а также ухудшаются пластические свойства. Снижает пластичность металла находящийся в нём водород. Водород удаляется в процессе пайки или при нагреве до t° 900 °C в вакууме при давлении 0,01 Па. В связи с этим, пайка титана в вакууме предпочтительнее, чем в нейтральной атмосфере.
В связи с этим, пайка титана проводится, как правило, при t° от 800 до 900 °C. Это обеспечивает быструю очистку его поверхности хорошее смачивание его припоями. При более высоких температурах пайка сплавов титана проводится редко, поскольку при длительном нагреве выше 900 °C появляется склонность к увеличению зерна, а также ухудшаются пластические свойства. Снижает пластичность металла находящийся в нём водород. Водород удаляется в процессе пайки или при нагреве до t° 900 °C в вакууме при давлении 0,01 Па. В связи с этим, пайка титана в вакууме предпочтительнее, чем в нейтральной атмосфере.
Интерметаллиды
Выбирая припой, способ и режим пайки следует помнить, что титан способен образовывать в паяном шве хрупкие интерметаллиды со всеми элементами, которые входят в припои. Поэтому для основы припоя часто применяют серебро. Оно образует с титаном интерметаллиды, имеющие наименьшую хрупкость.
Низкотемпературные припои
Пайка титана оловянно-свинцовыми и др. низкотемпературными припоями используется довольно редко. В данном случае перед началом пайки титан покрывают никелем гальваническим или химическим способом. Чтобы увеличить сцепление никеля и титана детали нагревают до t° 250 °C в течение часа. Затем его паяют такими же флюсами и припоями, как и для чистого никеля. Паять титан и его сплавы с помощью низкотемпературных припоев также можно после предварительного покрытия серебром, медью или оловом. Чтобы покрыть оловом изделие подготовленное под пайку, его быстро опускают в нагретое до t° 700 °C олово на 10−20 минут. При помощи флюса, в который входит хлористое олово, также можно покрыть титан оловом.
В данном случае перед началом пайки титан покрывают никелем гальваническим или химическим способом. Чтобы увеличить сцепление никеля и титана детали нагревают до t° 250 °C в течение часа. Затем его паяют такими же флюсами и припоями, как и для чистого никеля. Паять титан и его сплавы с помощью низкотемпературных припоев также можно после предварительного покрытия серебром, медью или оловом. Чтобы покрыть оловом изделие подготовленное под пайку, его быстро опускают в нагретое до t° 700 °C олово на 10−20 минут. При помощи флюса, в который входит хлористое олово, также можно покрыть титан оловом.
Купить, цена
Компания ООО «Электровек-сталь» реализует металлопрокат по оптимальной цене. Она формируется с учетом ставок на LME (London metal exchange) и зависит от технологических особенностей производства без включения дополнительных затрат. Поставляем полуфабрикаты из титана и его сплавов в широком ассортименте. Все партии изделий имеют сертификат качества на соответствие требованиям стандартов. У нас вы можете купить оптом самую различную продукцию для масштабных производств. Широкий выбор, исчерпывающие консультации наших менеджеров, доступные цены и своевременность поставки определяют лицо нашей компании. При оптовых покупках действует система скидок.
У нас вы можете купить оптом самую различную продукцию для масштабных производств. Широкий выбор, исчерпывающие консультации наших менеджеров, доступные цены и своевременность поставки определяют лицо нашей компании. При оптовых покупках действует система скидок.
Оловянно-серебряный припой 96/4 | Капп сплав
Меню
Счет
8 шт.
Посмотреть как Сетка Список
Показывать
12 24 36
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
8 шт.
Посмотреть как
Показывать
12 24 36
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
KappZapp4™ Оловянно-серебряный припой — это сертифицированный NSF бессвинцовый припой для сплошной проволоки, содержащий 4% серебра, обеспечивающий повышенную прочность на растяжение, сопротивление сдвигу, удлинение и проводимость по сравнению с KappZapp3.5™. Он обеспечивает более широкий рабочий диапазон 430-475°F (221-246°C), что позволяет пользователям манипулировать деталями во время затвердевания припоя.
NSF International подтверждает, что этот продукт соответствует стандарту NSF/ANSI 372: Компоненты системы питьевой воды — содержание свинца. Продукт также сертифицирован в соответствии с NSF/ANSI 61, приложение G и соответствует требованиям к содержанию свинца для «бессвинцовой» сантехники, как это определено законами штатов Калифорния, Вермонт, Мэриленд и Луизиана, а также Законом США о безопасной питьевой воде, действующим с 4 января. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
Применения
- Ручная пайка Медных проводов и выводов, когда приложение может потребовать больше времени для позиционирования припаиваемого элемента
- Электрические и электронные приложения
- Нанесение тонких проводов из меди и нержавеющей стали на печатные платы
- Типичные области применения включают:
- Электроника
- Изготовление
- Воздуховод
- Пищевые контейнеры
- Контейнеры для хранения
- Инструменты
- Медная водопроводная труба
- Охлаждающие змеевики для холодильников
- В паре с Kapp Comet™ Flux
Недвижимость
Состав | |
Sn (олово): | 96% |
Ag (серебро): | 4% |
| |
Технические данные | |
Диапазон плавления: | 430-475°F (221-246°C) |
Прочность на растяжение (медь): | 14 000 фунтов на кв. |
Прочность на растяжение (нержавеющая сталь): | 28 000 фунтов на кв. дюйм |
Прочность на сдвиг: | 12,00 фунтов на кв. дюйм |
Удлинение: | 49% |
Электропроводность: | 16,5% |
 дюйм
дюйм
Варианты продукта
KappZapp4™ доступен в стандартных формах:
- 1/32” (0,031”) (0,06 мм)
- 1/16 дюйма (0,063 дюйма) (1,6 мм)
- 1/8 дюйма (0,125 дюйма) (3,2 мм)
Сплавы и формы на заказ — наша специализация. Позвоните представителю Kapp, чтобы обсудить, какой размер и диаметр вам подходят.
Соответствующий флюс
- Флюс Kapp Comet™
Щелкните здесь, чтобы ознакомиться с техническими данными KappZapp4™
Щелкните здесь, чтобы просмотреть паспорт безопасности KappZapp4™
Сплав олова/серебра
Поделиться
Поделиться
Поделиться
Поделиться
Сплав олова/серебра (SnAg): Применение Сплав олова/серебра обычно используется в качестве припоя. SnAg — это бессвинцовый сплав, который благодаря новому законодательству широко используется в бытовой электронике.
SnAg — это бессвинцовый сплав, который благодаря новому законодательству широко используется в бытовой электронике.
 Сплав олово/серебро используется в 9электронные сборки 0009 и толстые пленки
Сплав олово/серебро используется в 9электронные сборки 0009 и толстые пленки В процессе пайки используется плавкий металлический сплав для создания прочной связи между различными металлическими деталями. Припой должен быть сначала расплавлен, чтобы прилипнуть и соединить детали после остывания. Это требует, чтобы сплав, пригодный для использования в качестве припоя, имел более низкую температуру плавления, чем две соединяемые детали.
SnAg является одним из немногих сплавов, широко используемых в солнечной промышленности. Эти сплавы можно разделить на три типа, как показано ниже:
- сплавы SnPb (63Sn37Pb, 62Sn36Pb2Ag)
- сплавы SnAg (96Sn4Ag)
- сплавы BiSn (58Bi42Sn, 57Bi42Sn1Ag)
После сплавов SnPb , которые являются наиболее привлекательным выбором, бессвинцовые сплавы становятся все более популярными благодаря все более привлекательным экологически чистым технологиям.