Станки Гибки профильные трубы в Ростове-на-Дону: 159-товаров: бесплатная доставка, скидка-16% [перейти]
Партнерская программаПомощь
Ростов-на-Дону
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Здоровье и красотаЗдоровье и красота
Текстиль и кожаТекстиль и кожа
Детские товарыДетские товары
Продукты и напиткиПродукты и напитки
ЭлектротехникаЭлектротехника
Дом и садДом и сад
ПромышленностьПромышленность
Торговля и складТорговля и склад
Вода, газ и теплоВода, газ и тепло
Все категории
ВходИзбранное
Комплект сменных роликов для радиусной гибки из круглых и профильных труб
В МАГАЗИН191 463
Станок гибочный RBM30_400V для профильной трубы Назначение: профильные трубы, Максимальная толщина
ПОДРОБНЕЕ69 990
Трубогиб профильной трубы ТВ-6(380В) ролики L60мм Назначение: полосы, профильные трубы,
ПОДРОБНЕЕ16 990
Профилегиб ТВ-2/60 Назначение: полосы, профильные трубы, прутки
ПОДРОБНЕЕ454 507
PMB-150 M станок для гибки профиля и труб Назначение: профильные трубы
ПОДРОБНЕЕАжурсталь АМ-17 Комплект для радиусной гибки профильной трубы
ПОДРОБНЕЕТрубогиб Удачный Стандарт, прижимной винт с трапецеидальной резьбой, профилегиб ручной для проката профиля / станок для гибки труб
ПОДРОБНЕЕ10 980
Трубогиб булат + Валы для круглой трубы / профилегиб ручной Производитель: Helicon, Назначение:
ПОДРОБНЕЕ11 777
Ручной трубогиб Цепон про для прокатки профиля сечением до 80х40 и d48 Назначение: профильные
ПОДРОБНЕЕТрубогиб ручной Цепон с цепным приводом Назначение: профильные трубы, прутки, Принцип работы:
ПОДРОБНЕЕ410 850
Профилегиб электрический Stalex RBM-40HV
ПОДРОБНЕЕ166 000
Трубогиб электромеханический ERB-76B, 1500Вт. , труба 16-76мм., профиль 16-50мм., 260 кг. HHW-76B
, труба 16-76мм., профиль 16-50мм., 260 кг. HHW-76B
30 260
ИНтех Трубогиб профильной трубы ТВ-2У Производитель: ИНТех, Назначение: профильные трубы
ПОДРОБНЕЕ26 125
Гидравлический профилегиб ТНГ-60 Назначение: полосы, профильные трубы, прутки, Принцип работы:
ПОДРОБНЕЕ816 720
Профилегиб гидравлический Stalex HRBM-50HV Производитель: STALEX, Назначение: полосы, профильные
ПОДРОБНЕЕ22 662
Ручной гибочный станок Triod FBM-180K Тип: трубогибочный станок, Назначение: профильные трубы,
ПОДРОБНЕЕ19 800
Гидравлический профилегиб ТНГ-40 Назначение: полосы, профильные трубы, прутки, Принцип работы:
ПОДРОБНЕЕСтанки Гибки профильные трубы
Станок для гибки профильной трубы своими руками: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание
- Из чего состоит профилегиб
- Разновидности станков
- Разновидности устройств по приводным особенностям
- Как различается оборудование от разновидности установки
- Виды оборудования, которые отличаются методом изгиба профилей
- Устройство гидравлического типа своими руками
- Станок прокатный
- Станок прокатный трех роликовый
- Простейший способ для гибки профиля
- Станок, изготовленный на заводе
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.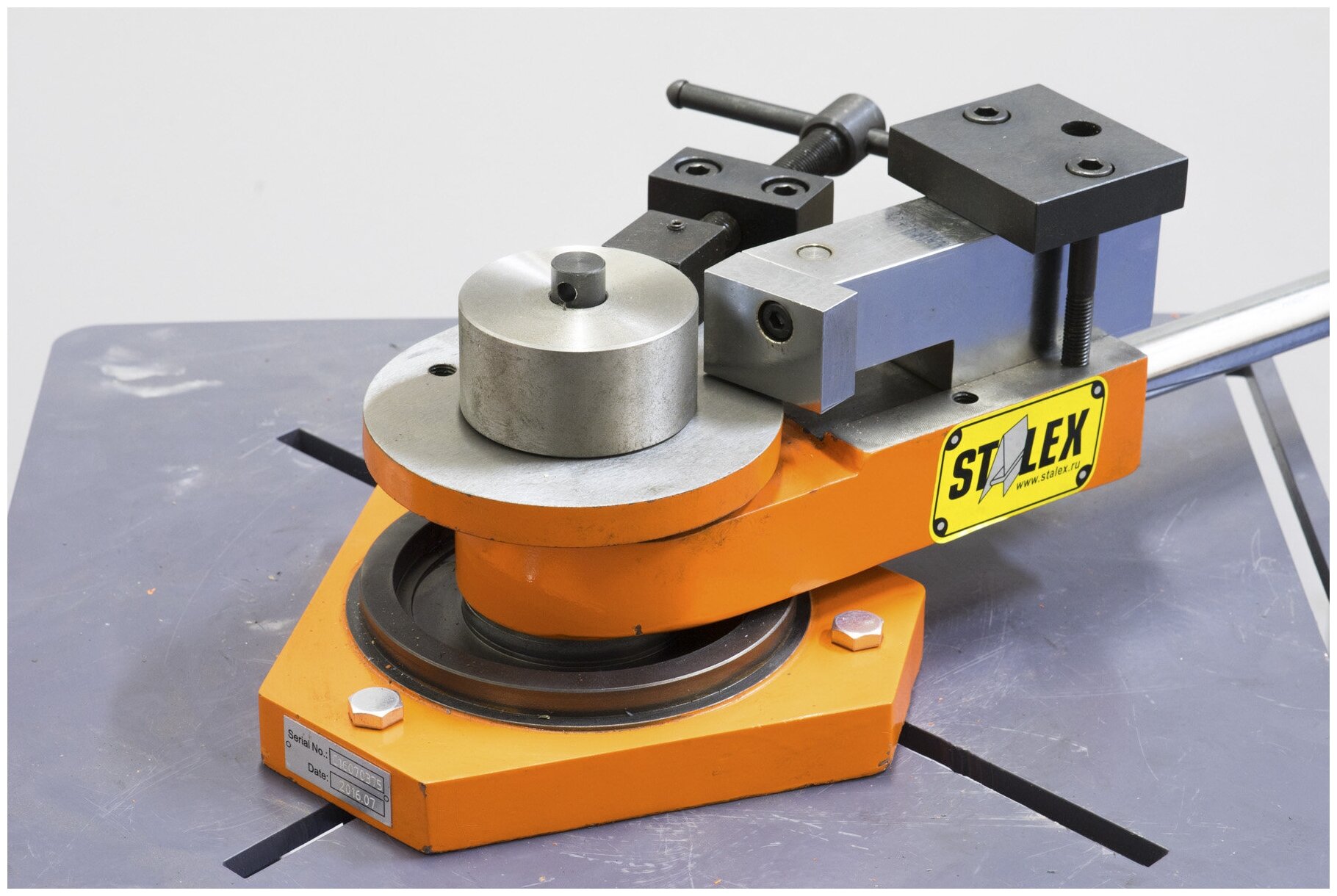
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
 youtube.com/embed/g_qZgcyXKbs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/g_qZgcyXKbs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы.
 В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
 В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
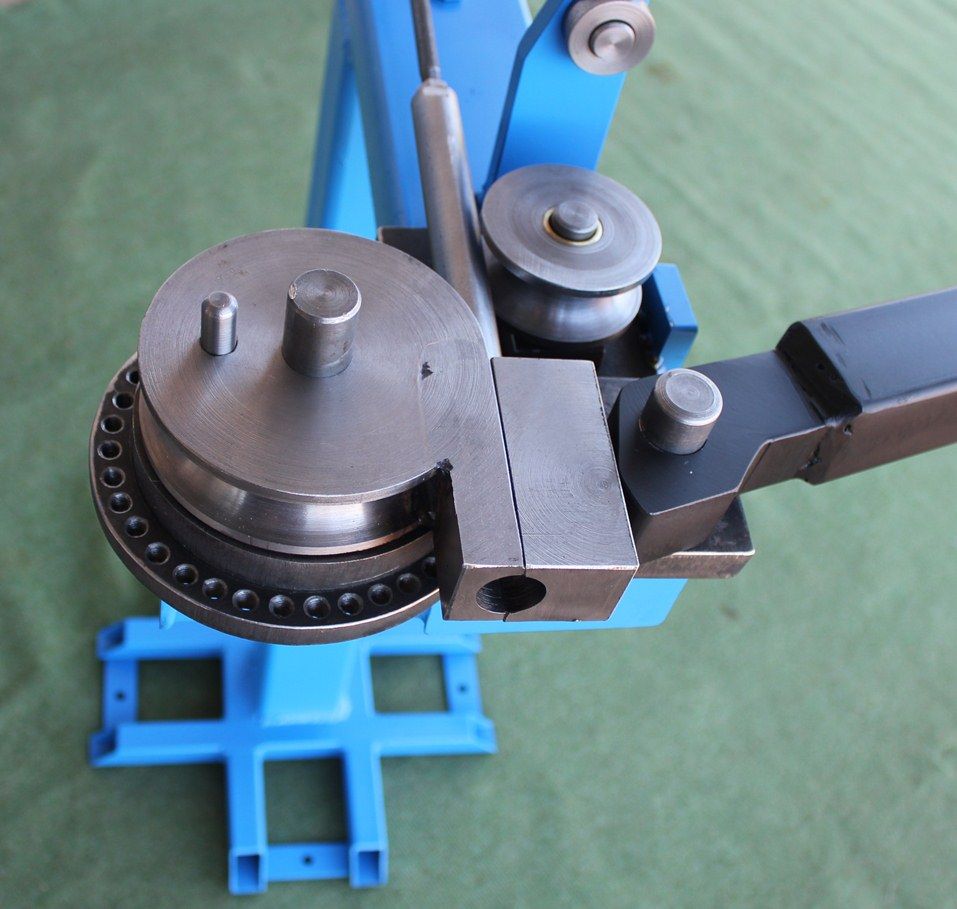
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика.
 Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.

Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.
- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля.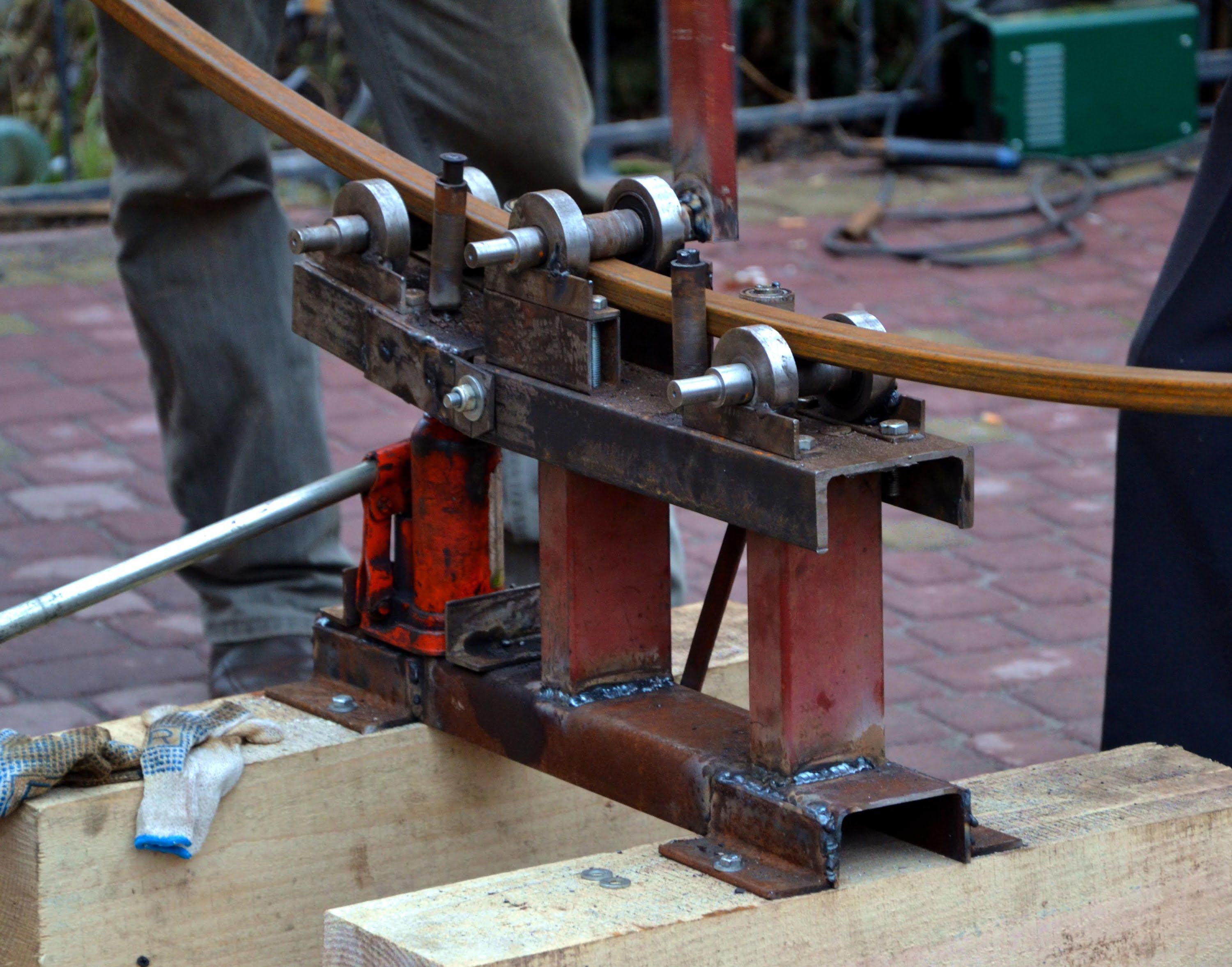 С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.

Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Трубогибочный станокдля профиля и труб
Деталь № BA-10132173 509,00 $
Доставка бесплатно!Расчетное время доставки с завода Варьируется
Доставка грузовиками
Покупка оптом? Запросить предложениеОтправить заказ на поставку
Характеристики
- 220 В, 3 фазы
- Максимальная мощность: круглые трубы из мягкой стали со стенкой 1,25 дюйма (0,078 дюйма) и 1-дюймовая труба сортамента 40.
- Конструкция с открытой поверхностью позволяет катать полные круги
- Ручной привод включает редуктор для уменьшения физических усилий.
- Поставляется с различными сегментными роликами для различных типов полосового проката, уголков и квадратных труб.
- Закаленные валы качения вращаются на бронзовых втулках, благодаря чему машина прослужит долгие годы и будет хорошо изнашиваться.
- Головка из литой стали, обработанная с соблюдением строгих допусков, сохраняет точность при гибке на полную мощность.
- Основание машины открывается в удобный шкаф для хранения.
- Многие дополнительные размеры инструментов доступны для круглых труб и труб, среди других профилей. 9
Доступны скидки за количество
Характеристики
- 220 В, 3 фазы
- Максимальная вместимость: 1,25-дюймовая (0,078-дюймовая стенка) круглая труба из мягкой стали и 1-дюймовая труба сортамента 40.
- Открытая конструкция позволяет для прокатки полных кругов
- Ручной привод включает редуктор для снижения физических усилий
- Поставляется с различными сегментными роликами для различных типов плоского проката, уголков и квадратных труб 9
- Технические характеристики
- Документация
- Отзывы
- Гарантия
- Двигатель, л. с.: 2
- Регулировка крена: Ручная
- Емкость трубы: Размер: 1 дюйм (40 дюймов) / мин. диаметр: 28 дюймов
- Вместимость круглой трубы: Размер: 1,25 дюйма (0,078 дюйма) / мин. Диаметр: 31,5 дюйма
- Вместимость квадратной трубы: Размер: 1,25 дюйма (0,078 дюйма) / мин. диаметр: 35 дюймов
- Сплошная круглая вместимость: Размер: 0,875 дюйма / мин. диаметр 20 дюймов
- Плоский стержень Легкий способ: толщина 2 дюйма / минимальный диаметр 15,75 дюйма
- Плоский стержень Hard Way: толщина 0,75 дюйма / мин. диаметр 6,5 дюйма
- Уголок Вместимость: Размер: 1,25 дюйма (0,157 дюйма) / мин. Диаметр: 30 дюймов
- Диаметр вала: 1,181 дюйма
- Расстояние между центрами вала: 6,7 дюйма
- Диаметр нижнего ролика: 4,65 дюйма
- Прижим: одинарный
- Питание: 220 В, три фазы 9 0018 Вес в упаковке: 600 фунтов.
- Тип материала: Все спецификации основаны на прочности на растяжение мягкой стали 60 000 фунтов на кв. дюйм (42 кг/мм2).
- *Дополнительные инструменты: для некоторых приложений могут потребоваться дополнительные инструменты. Пожалуйста, свяжитесь с техническим специалистом по продажам в Baileigh Industrial, чтобы уточнить детали применения.
- Транспортировочные размеры: 60″ x 44″ x 68″

 с.: 2
с.: 2 дюйм (42 кг/мм2).
дюйм (42 кг/мм2).ПРЕДУПРЕЖДЕНИЕ : Этот продукт содержит химическое вещество, известное в штате Калифорния как вызывающее рак. Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov.
Щелкните нужный файл, чтобы открыть его в другой вкладке браузера. Если вы хотите загрузить документ, вы можете сделать это в элементах управления браузера
Нет обзоров
Будьте первым, кто напишет отзыв
Электрический трубогибочный станок с ЧПУ | AMOB Трубогибочный станок
Трубогибочные станки, также известные как трубогибы, представляют собой тип оборудования, используемого для изготовления труб и труб, в первую очередь для гибки труб.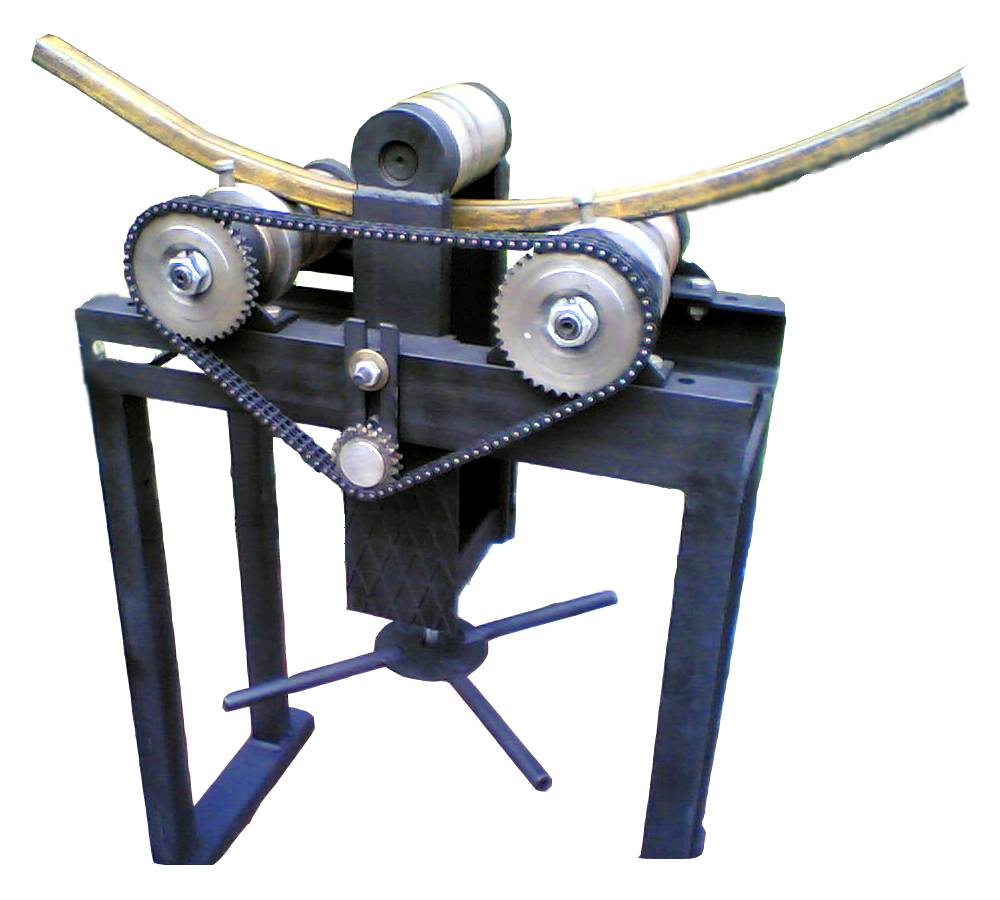
Hytek Marketing предлагает различные типы трубогибочных станков AMOB
Это:
– Пресс Гибка
– Ротационная гибка
– Гибка валков
– Функции оправки
– Матрицы стеклоочистителей
Наша продукция:
– ТРУБОГИБОЧНЫЙ СТАНОК
– СЕКЦИЯ ГИБОЧНАЯ
– МАШИНА ДЛЯ ФОРМООБРАЗОВАНИЯ КОНЦЕВЫХ КОНЦОВ
– ПРОФИЛЬНЫЙ
– CUSTOM SOLUTIONS
AMOB – ведущий мировой производитель трубогибочных станков для металлообрабатывающих технологий, основанный в 1960 году. Поставляет один из самых больших ассортиментов специализированного оборудования для трубогибочной промышленности по всему миру. AMOB обслуживает мировой рынок исключительным оборудованием и инструментами для гибки труб и труб, гибки профилей и обжатия, начиная от простых ручных приспособлений и заканчивая сложными полностью электрическими системами с ЧПУ. AMOB разрабатывает, продает и обслуживает различные продукты для целого ряда ведущих отраслей промышленности, включая автомобилестроение и судоходство, авиацию и строительство.
Полностью электрический трубогиб с ЧПУ — серия AMOB eMOB
Полностью электрический трубогиб AMOB с ЧПУ Серия eMOB оснащена самой современной технологией гибки, позволяет обрабатывать трубы с наружным диаметром от 6 мм до 225 мм и может работать в нескольких штабелях.
Наши полностью электрические трубогибочные станки AMOB с ЧПУ могут изгибать трубы фиксированного и переменного радиуса в одном и том же цикле и позволяют выполнять гибку без прямой линии между ними. Усилитель каретки позволяет выполнять изгибы с радиусом до 1D и, следовательно, устраняет следы зажима. Все полностью электрические трубогибочные станки с ЧПУ серии eMOB оснащены недавно обновленным удобным ПО AMOB 3D.
Помимо других функций, он обеспечивает автоматическую компенсацию пружинения, а также коррекцию «в цикле», сохраняет конфигурацию инструментов и хранит позиции, предотвращает столкновение и интерполирует все 9 осей.
Это сокращает время наладки и циклов, а следовательно, устраняет потери и периоды тестирования в процессе смены инструмента.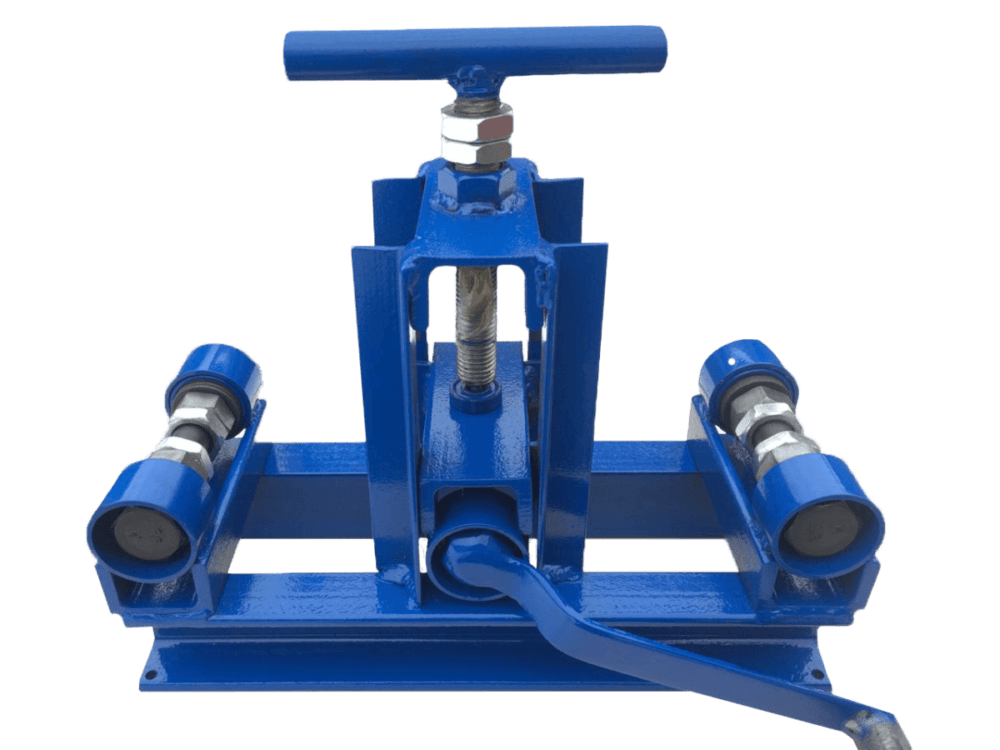 В результате он идеально подходит для тех, кто работает с премиальными материалами, где любая ошибка критична. Также доступны датчики сварки, механизмы пробивки/резки и встроенные системы загрузки/разгрузки.
В результате он идеально подходит для тех, кто работает с премиальными материалами, где любая ошибка критична. Также доступны датчики сварки, механизмы пробивки/резки и встроенные системы загрузки/разгрузки.
Различные серии инструментов для гибки труб AMOB
Инструменты для гибки труб AMOB, которые предоставляет Hytek, делятся на две разные концепции: серию eMOB 2Bend, которая изменяет направление гибки с помощью вращающейся головки, и серию eMOB LR, которая позиционируется автоматически и в цикле. в конфигурации с правым и левым изгибом.
Трубогиб с ЧПУ – серия CH
Трубогиб с ЧПУ AMOB Серия CH является основой наших трубогибочных и профильных станков. Их жесткость, стабильность и непревзойденная точность в исключительных условиях, таких как влажность или суровые температуры, выделяют их из толпы. Эти трубогибочные станки с наружным диаметром от 6 мм до 420 мм адаптированы для использования в различных секторах и отраслях производства труб.
Ассортимент включает трубогибочную версию с ЧПУ, в которой все три оси являются автоматическими в одном станке. При необходимости также можно добавить обнаружение сварки, механизмы пробивки/резки и интегрированные системы загрузки и разгрузки. Трубогибочный станок серии CH оснащен простым в использовании сенсорным экраном AMOB NC или, в версии с ЧПУ, новейшим удобным программным обеспечением для гибки AMOB 3D.
При необходимости также можно добавить обнаружение сварки, механизмы пробивки/резки и интегрированные системы загрузки и разгрузки. Трубогибочный станок серии CH оснащен простым в использовании сенсорным экраном AMOB NC или, в версии с ЧПУ, новейшим удобным программным обеспечением для гибки AMOB 3D.
Таким образом, конфигурация инструмента в этом магазине позволяет компенсировать пружинение и, помимо прочего, может похвастаться технологией предотвращения столкновений. Эти многогранные модели просты в эксплуатации и подходят практически для всех типов приложений и отраслей.
Преимущества трубогибочного оборудования AMOB
– Быстрая смена инструмента: для сокращения времени настройки все станки CH-HD оснащены функцией быстрой смены инструмента.
– Система загрузки задней и передней трубы: также могут быть добавлены интегрированные системы загрузки/разгрузки.
– Моторизованная регулировка инструмента: модели CH-HD могут быть оснащены моторизованной регулировкой инструмента
Компания Hytek Marketing всегда могла приобретать продукцию высочайшего качества и соответствовать требованиям наших клиентов.