Линия для производства саморезов по дереву
Линия для производства саморезов по дереву
Холодновысадочный автомат ID5x65 – 18 550 USD
Технические характеристики
Максимальный диаметр готовых изделий: 2-5 мм
Длина готовых изделий: 12-65 мм
Максимальная производительность: 140-160 шт/мин
Количество станций штамповки: 1
Максимальная длина резки: 85 мм
Статичная длина выдвижения матрицы (K.O ход): 90 мм
Динамическая длина выдвижения матрицы (P.K.O ход): 7 мм
Размер среза (толщина*ширина *длина): 9*32*65 мм
Диаметр статичного держателя матрицы / Размер главной матрицы: Ф34.5/80 мм
Размеры основного штампа: Ф31*60 мм
Диаметр отрезного штампа: Ф19 мм
Главный ход скользящего контакта: 92 мм
Мощность двигателя: 2.2 кВт
Мощность масляного насоса двигателя: 180 Вт
Размеры станка: 1.85*1.1*1.22 м
Вес: 1800 кг
Резбонакатный станок IC6x75 – 16 700 USD
Технические характеристики
Максимальный диаметр готовых изделий: 2-6 мм
Максимальная длина готовых изделий: 15-100 мм
Максимальная длина резьбы: 15-75 мм
Максимальная производительность: 160-180 шт/мин
Динамические /Статические размеры зубца: 127/108×25 мм
Мощность двигателя: 5. 5 кВт
5 кВт
Мощность насоса для смазки: 25 Вт
Мощность системы охлаждения насоса: 90 Вт
Вес: 2200 кг
Размеры станка: 2.14*1.7*1.6 м
ФОТО КОНЕЧНОГО ПРОДУКТА
ОСНОВНЫЕ ВОПРОСЫ ПО ПРОИЗВОДСТВУ САМОРЕЗОВ
Прессформы изготавливаются заводом под конкретный диаметр саморезов (предварительно согласованный с покупателем), поменять его невозможно
Прессформа на холодновысадочный автомат формирует дизайн головки, диаметр и длину самореза
Прессформа (состоит из 2 плашек, одна крепится на станке, другая подвижна) на резьбонакатной станок накатывает резьбу на саморезах
Чтобы производить саморезы одного диаметра, с одинаковым дизайном головки, с одинаковой резьбой, но с разной длиной нужно приобрести: 1 прессформу на холодновысадочный автомат и несколько прессформ на резьбонакатной станок в зависимости от диаметра и длины самореза), а длину самореза регулировать с помощью замены стержней в прессформе
Стержень выталкивает (высаживает заготовку), пробойник формирует тип шлица самореза, устанавливаются в прессформу на холодновысадочном автомате
Со станками поставляется инструменты: набор гаечных ключей, крестовая отвёртка, шестигранный ключ, инструкция на английском языке
Рекомендованное сырье: проволока из углеродистой стали, медь, нержавеющая сталь, карбоновая сталь можно использовать без термозакалки для дерева, гипсокартона, проволока ГОСТ 5663-79, Применяемые марки стали: 08-20 кп, 08-45, СТАЛЬ 10, 08; 08кп; 10-10кп; 15-15кп; 20; 20кп; 25; 30; 35; 40; 45
Недорого сырье можно купить в РФ цена за 1 тонну: 30-50 т. р. на Урале (Челябинск, Магнитогорск, Екатеринбург и т.д.), проволока из Китая обойдется в 5200-6500 USD/тонна
р. на Урале (Челябинск, Магнитогорск, Екатеринбург и т.д.), проволока из Китая обойдется в 5200-6500 USD/тонна
Данные станки без ЧПУ
Для производства черных саморезов необходимо использовать термозакалочную печь
Для защиты от ржавчины саморезы должны обрабатываться в линии гальванизации, где на них наносится защитное покрытие
За станками должен работать высококвалифицированный оператор (1-2 человека в зависимости от количества станков)
Прессформы для холодновысадочного автомата могут эксплуатироваться довольно длительный срок, прессформы для резьбонакатного станка подлежат замене, если возникают проблемы с нарезанием резьбы
Себестоимость самореза – 25-30 копеек, с учетом затрат на электроэнергию, зарплату, аренду и т.д
Станки охлаждаются маслом, масло подается с помощью насоса, которым оборудован станок, расход масла минимален, т.к. используется система циркуляции масла, в новых станках масло меняется раз в месяц, в редукторе масло меняется раз в 6 месяцев, количество масла определяется конкретной моделью станка, раз в месяц необходимо производить чистку масляного насоса. Смазочные материалы: любое машинное масло, летом №40, зимой №10 (Вязкость моторного масла по SAE)
Смазочные материалы: любое машинное масло, летом №40, зимой №10 (Вязкость моторного масла по SAE)
Количество саморезов в 1 тонне зависит от каждого конкретного типа, длины и диаметра самореза
Из 1 тонны получается 980 кг саморезов
Для правильного подбора станков необходимо предоставить чертеж конечного самореза с указанием всех размеров
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СТАНКОВ
Для производства одного диаметра самореза необходимы 2 прессформы –
1 на холодновысадочный автомат и 1 на резьбонакатной станок:
стоимость 1 прессформы на холодновысадочный автомат – 1450 USD
стоимость 1 прессформы на резьбонакатной станок – 970 USD
Прессформы для холодновысадочного автомата рассчитаны на производство
31 000 000 – 35 000 000 шт / (1 комплект)
Прессформы на резьбонакатной станок рассчитаны на производство
31 000 000 – 35 000 000 шт / (1 комплект)
стоимость пробойника – 21 USD/шт
стоимость стержня – 21 USD/шт
Пробойники для холодновысадочного автомата рассчитаны на производство
2 000 000 – 3 300 000 шт / (1 шт)
Стержни для холодновысадочного автомата рассчитаны на производство
2 000 000 – 3 300 000 шт / (1 шт)
КЛЮЧЕВЫЕ МОМЕНТЫ
ДОСТАВКА – 25 ДНЕЙ
СРОК ИЗГОТОВЛЕНИЯ ЛИНИИ – 45 ДНЕЙ
ОПЛАТА ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ТРАНШАМИ:
50% – ПРЕДОПЛАТА
30% – ПЕРЕД ОТПРАВКОЙ ОБОРУДОВАНИЯ С ЗАВОДА ИЗГОТОВИТЕЛЯ
20% – ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ В РОССИИ (ПЕРЕД ОТПРАВКОЙ КЛИЕНТУ)
ГАРАНТИЯ – 1 ГОД
ЦЕНА УКАЗАНА БЕЗ УЧЕТА УСТАНОВКИ, НАСТРОЙКИ И ПУСКО-НАЛАДОЧНЫХ РАБОТ
ЦЕНА ВКЛЮЧАЕТ ДОСТАВКУ ИЗ КИТАЯ В НОВОСИБИРСК И ПОЛНУЮ ТАМОЖЕННУЮ ОЧИСТКУ
ДОСТАВКА ИЗ НОВОСИБИРСКА В ДРУГИЕ ГОРОДА – ЗА СЧЁТ ПОКУПАТЕЛЯ
Оборудование для производства саморезов: станки, линии для изготовления
Саморезы требуются профессиональным строителям и каждому, кто делает ремонт своими силами.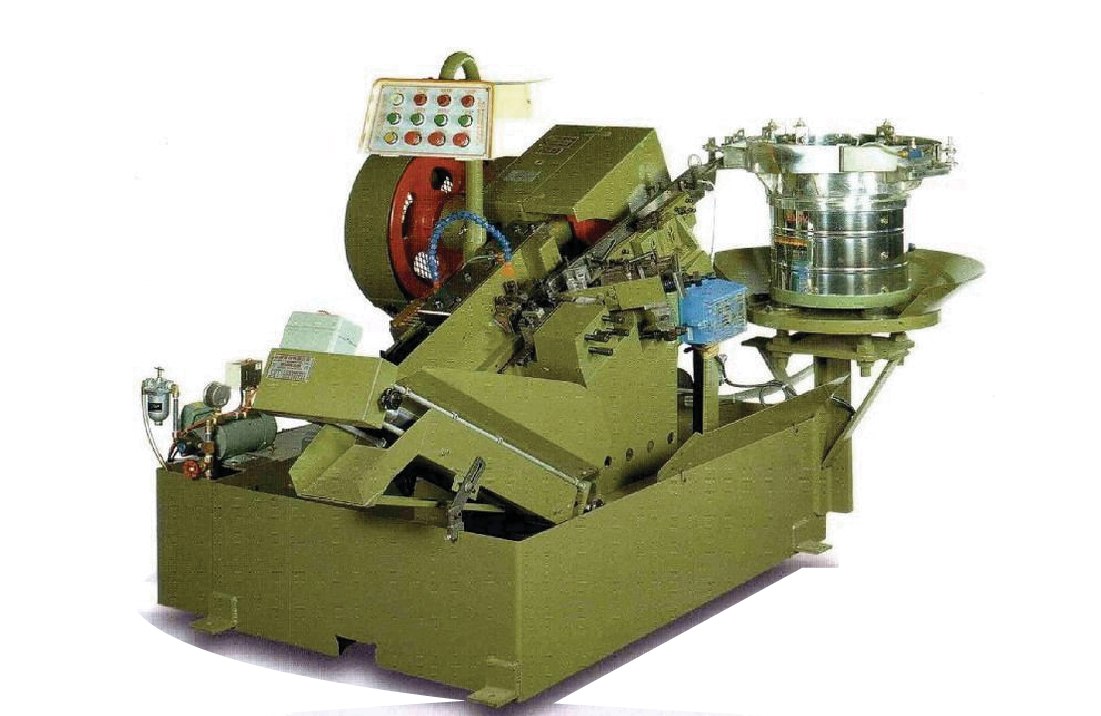 Без этих крепежных деталей невозможно изготовить мебель, отремонтировать полочку, установить стеллажи в гараже или на даче. В общем, саморезы нужны всем, поэтому бизнес-проект начать их выпуск – весьма перспективное направление.
Без этих крепежных деталей невозможно изготовить мебель, отремонтировать полочку, установить стеллажи в гараже или на даче. В общем, саморезы нужны всем, поэтому бизнес-проект начать их выпуск – весьма перспективное направление.
Саморез – крепежное изделие, стержень с головкой и резьбой, конец всегда острый.
Разновидности саморезов
Оказывается, для каждого вида материала и операции подходят саморезы только определенного качества, и таких видов немало, зависящих:
- от материала, к которому нужно закрепить конструкции: универсальные, по бетону, металлу, дереву и т. п.;
- от комплектации: с пресс-шайбой, с пластмассовым дюбелем;
- от материала, из которого изготовлены: из латуни, нержавеющей стали, углеродистой стали с защитным покрытием;
- от формы головки: шестигранной, полусферической, потайной, воронкообразной;
- от шага резьбы: средний, частый, редкий, ассиметричный;
- от размеров – диаметра и длины.


Ассортимент этого крепежа настолько многообразен, что перечислить все виды – задача непростая.
Все мы любим сладкое мороженное, а ведь это еще и способ заработать. Узнайте больше о технологии производства мороженного и изготовление сладкого десерта станет вашим любимым делом!
А узнать какое сырье используется для производства незамерзающей жидкости вы можете на этой странице.
Сырье для производства саморезов
Чаще всего при изготовлении этого крепежа применяют нержавеющую сталь, высокоуглеродистую сталь или латунь.
Выбрав оборудование, нужно учесть его возможности и технологические особенности, касающиеся вида сырья. Так как приобретение любых видов стали не является проблемой, предприниматель может выбрать себе поставщика металлопроката, руководствуясь соображениями цены сырья, условий доставки и др.
Металлопрокат, являющийся сырьем для саморезов, может поставляться в виде отдельных стержней или проволоки, в зависимости от диаметра.
Особенности технологии
Последовательность процессов при производстве саморезов такая:
- формирование заготовок – нарубка стержней заданной длины, придание головке нужной формы;
- по транспортеру из специального накопителя заготовок поступление к станку, выполняющему нарезку резьбы заданных параметров;
- закалка крепежных деталей в специальной печи;
- нанесение защитного слоя на поверхность саморезов.
Процесс изготовления крепежа не трудоемок, занимает немного рабочего времени, особенно, если выбрано качественное оборудование.
Выбор оборудования для изготовления саморезов
Исходя из размера начального капитала и наличия налаженного сбыта крепежа, предприниматель может приобрести оборудование недорогое, с выпуском в 50 шт. саморезов в минуту, или требующее более внушительных средств, но зато с высокой производительностью, примерно в 250 шт. и более в минуту.
Оборудование для производства саморезов должно быть качественным, ведь для нарезки резьбы определенных параметров нужна высокая точность. При ее несоблюдении может быть не выдержан шаг резьбы или длина нарезки, любое отступление от нормативов, малейшая неточность потребуют отнесения таких саморезов к браку. Продукция лучшего качества быстрее найдет своих покупателей.
При ее несоблюдении может быть не выдержан шаг резьбы или длина нарезки, любое отступление от нормативов, малейшая неточность потребуют отнесения таких саморезов к браку. Продукция лучшего качества быстрее найдет своих покупателей.
Станки для производства саморезов потребуются следующие:
- холодной высадки — выполняет нарезку проволочных стержней, формирует шляпку и заостряет конец, после чего направляет по желобу далее;
- для нарезки резьбы — оборудован специальными удерживающими устройствами, фиксирующими положение стержня в момент нарезки, что дает возможность соблюсти требуемые параметры резьбы;
- печь для закалки – в ней выдерживаются готовые изделия при температуре 800-900 °С, с последующим охлаждением, что обеспечивает нужную величину твердости;
- гальваника – линия, обеспечивающая строгое соблюдение временных рамок при обезжиривании, мытье, оцинковании саморезов;
- сушилка (центрифуга или специальный шкаф) — для сушки изделий горячим воздухом.

Какое бы качественное оборудование для изготовления саморезов не было использовано, контролировать качество перед расфасовкой или упаковкой готовой продукции следует обязательно.
Для обслуживания станков требуется штат специально обученных рабочих, большой расход электроэнергии, что не позволяет снизить цену на изделия. Сэкономить средства и повысить производительность можно, установив линию по производству саморезов. При использовании линии снижается процент брака, а для ее обслуживания требуется наличие 1-2 человек. Высокопродуктивная технологическая линия обеспечит окупаемость начальных затрат в более короткие сроки.
В наше время почти каждый второй мечтает сделать дома красивый ремонт и приобретя оборудование для производства натяжных потолков, вы станете обладателем очень прибыльного бизнеса.
Посмотреть видео о производстве сливочного масла вы можете здесь.
Перейдя по ссылке http://buisiness-oborudovanie.com/dlya-pishheproma/oborudovanie-dlya-proizvodstva-shokolada/, вы можете узнать какие линии по производству шоколада существуют.

О ведущих производителях оборудования
Основным поставщиком отдельных станков и линий является Тайвань, продукция фирм «FOB» и «LianTeng» предлагает разную комплектацию оборудования с варьированной производительностью, от чего зависит его стоимость. Станки и линии от тайваньских поставщиков имеют доступную цену при лучшем качестве.
Китай представлен в этом секторе фирмами «FET», Innor Machinery, станки которых имеют средние показатели производительности. Качества тайваньских компаний фирмы Китая пока не достигли, зато цена практически на одном уровне.
Оборудование России и Украины в этом секторе пока не достигло уровня Тайваня, хотя приобрести его возможно.
Бизнес по производству саморезов имеет смысл начать с приобретения оборудования б/у, заменить которое можно после наработки рынков сбыта и получения прибыли желаемого размера. В любом случае, это направление перспективное.
Смотрите видео о производстве саморезов

Republished by Blog Post Promoter
Оборудование и станки для производства саморезов
Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Отсутствие необходимости просверливания отверстия под элемент соединения, обуславливает широкое применение таких крепежей во многих отраслях народного хозяйства (промышленное и гражданское строительство, производство бытовой техники, машиностроение).
Ассортимент продукции
В России производство металлических изделий (метизов) в основном освоено на базе крупных предприятий по металлообработке, но наладить выпуск качественной продукции можно и основываясь на небольшие цеха. Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
- Кровельные.
- Для деревянных изделий.
- Для соединения металлических частей.
- Для гипсового картона.
- Создания сэндвич панелей.
- Крепления и производства оконных профилей.
- Универсального применения.
- С прессованной шайбой.
- Типа «клоп».
Ограничиваться только выпуском одного вида продукции — совершенно непрактично. Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.

Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Станки для изготовления саморезов
Процесс производства саморезов происходит на нескольких станках, различной функциональной направленности. В состав такой небольшой производственной линии входят:
- Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
- Станок — резьбонакатной. Имеет возможность обеспечить изготовление резьбы на изделие, посредством сменной плоской плашки. В зависимости от модели станка, можно варьировать шаг резьбовой нарезки.
- Печь терм закалочная. Применение её необходимо для проведения закаливания поверхности изделия до прочности не менее 55 единиц по шкале Бринелля. В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде.
- Гальваническая линия. Используется для создания на поверхности защитного антикоррозийного покрытия, которое придаёт способность использования саморезов в различных влажных средах. Покрытие может наноситься процессом фосфатирования, оксидирования и нанесением цинка. Конструктивно такая линия имеет несколько ванн, где происходят электрохимические реакции по нанесению защитного слоя.
- Центрифуга. С помощью такой установки осуществляется сушка горячим воздушным потоком готовых изделий, после проведения операции мойки от остатков химических веществ и гальванических процессов.
 Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий. При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
Как выбрать оборудование для производства саморезов. Лучший станок для производства саморезов :: BusinessMan.ru
Наверняка многие предприниматели задумывались над тем, чтобы наладить собственное производство саморезов. И действительно – почему бы и нет? Капиталовложения относительно небольшие, а технологическая линия сама по себе несложная.
И действительно – почему бы и нет? Капиталовложения относительно небольшие, а технологическая линия сама по себе несложная.
Но тут нужно уметь правильно выбрать оборудование для производства саморезов, ведь от этого зависит не только качество продукции, но и многие другие факторы. Давайте со всем детально разберёмся.
Немного о технологии
Безусловно, спрос на строительные товары постоянно растёт, а так как саморезы относятся именно к этой группе товаров, то начать бизнес в данной нише довольно перспективно. Настоятельно рекомендуется производить товар путём холодной штамповки. Обусловлено это тем, что таким образом можно добиться наиболее оптимальных технических параметров изделия. Сама по себе технология достаточно простая и делится на 2 этапа.
На первом формируется болванка. Если простыми словами, то заготовка. В это время изготавливается как основная часть, так и головка с наконечником. Следующий шаг – это нарезание резьбы при помощи специальных инструментов, которые устанавливаются на автоматические станки. Если вы планируете постепенно развивать свой бизнес, то можно еще добавить некоторое оборудование для производства саморезов. Техника позволит осуществлять закалку для повышения прочности.
Если вы планируете постепенно развивать свой бизнес, то можно еще добавить некоторое оборудование для производства саморезов. Техника позволит осуществлять закалку для повышения прочности.
Оборудование для производства саморезов
Ну а сейчас давайте поговорим о наиболее важном – о покупке станков и автоматов. От того, насколько правильно будет выбрана техника, напрямую зависит качество готовой продукции, производительность и многое другое. Прежде всего, обратите внимание на погрешность, которая допускается во время нанесения резьбы.
Чем она меньше, тем лучше, но такой станок будет довольно дорогой. Нужно понимать, что, если будет большая неточность, то велика вероятность брака целой партии, а это большой материальный убыток.
Второй важный показатель – это скорость нарезки. Если ваш бюджет ограничен, то недорогой станок для производства саморезов с производительностью 50-60 штук в минуту обойдётся порядка 3 000 долларов. Если каждые 60 секунд выпускать более 200 единиц продукции, то цена возрастёт до 10 000 долларов и выше. Конечно, вам понадобится купить не только станок, а целую линию оборудования. Давайте как раз об этом и поговорим.
Конечно, вам понадобится купить не только станок, а целую линию оборудования. Давайте как раз об этом и поговорим.
Линия для производства саморезов
Стоит сразу отметить, что технологическая цепочка может включать в себя различное оборудование, но мы поговорим о базовом. То есть о том, без чего не получится изготовить продукцию. Во-первых, сюда входит холодновысадочный станок. Он выполняет формировку головки и тела.
Помимо этого, нужно установить и резьбонакатный агрегат, собственно и наносящий резьбу. Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное – это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Как вы видите, эти два станка только и нужны. Конечно, есть смысл устанавливать закалочную печь (автоматическая), после этого готовые саморезы поступают на мойку. Стоит обратить внимание, что последний этап, то есть очистка, также не требует участия человека.
Каким должно быть сырьё?
Конечно, многие скажут, что оно должно быть качественным. И отчасти это правильный ответ. Но всё дело в том, что тут имеется возможность использовать разные металлы в зависимости от того, что нужно получить на выходе. Например, саморезы разной твёрдости, толщины, длины, а также стоимости. В общем и целом, подойдут такие материалы, как латунь или высокоуглеродистая или нержавеющая сталь.
Стоит заметить, что проволока для производства саморезов, поставленная в бобинах, предпочтительней из-за технических соображений. В принципе, тут необходимо руководствоваться видами производимого товара. Если это нержавеющие саморезы, то используете соответствующий материал. Когда вы будете расширять свой бизнес, то можете изготавливать саморезы из разных материалов. Опять же всё упирается в цену, но нужно учитывать особенности установленного оборудования.
На что еще обратить внимание
Сложно сказать, какой именно станок для производства саморезов можно считать лучшим. В настоящее время имеется достаточное количество достойных производителей, чья продукция пользуется спросом. Среди них и отечественные компании. Что касается реализации продукции, то это тоже довольно важный момент.
В настоящее время имеется достаточное количество достойных производителей, чья продукция пользуется спросом. Среди них и отечественные компании. Что касается реализации продукции, то это тоже довольно важный момент.
Нужно ориентировать на магазины крепежа, а также крупные строительные компании. Лидирующие позиции среди резьбонакатных станков занимает модель IC 6 X75. Данный образец может выпускать порядка 180 готовых саморезов в минуту. Но оборудование довольно габаритное и имеет массу порядка 2-х тонн. Диаметр готовой продукции составляет около 6 миллиметров.
Также можно обратить своё внимание и на станок IC 6 X80. Его особенности в том, что, в отличие от предшественника, диаметр саморезов увеличен до 8 миллиметров, но за счёт этого габариты стали несколько больше, а производительность ниже. Вес составляет 3,1 тонны с возможностью выпуска 110 изделий в минуту.
Заключение
Хотелось бы сказать еще несколько слов о холодновысадочных станках. Их необходимо грамотно подобрать. Дело в том, что, к примеру, модель ID 5 X85 позволяет выпустить саморез максимальным диаметром 5 мм. Следовательно, с ним в паре нерационально использовать станок для нарезки резьбы IC 6 X80. Это же касается и производительности – она должна быть одинаковой.
Дело в том, что, к примеру, модель ID 5 X85 позволяет выпустить саморез максимальным диаметром 5 мм. Следовательно, с ним в паре нерационально использовать станок для нарезки резьбы IC 6 X80. Это же касается и производительности – она должна быть одинаковой.
Таким образом, вы сможете чётко наладить свою технологическую линию. Необходимо вовремя поставлять сырье для производства саморезов, так как простои выливаются в материальные убытки, что для вас не очень хорошо. Пожалуй, это всё, что можно сказать по данной теме.
Как вы видите, наиболее важным моментом является то, насколько правильно вы подберёте станки. Оборудование для производства саморезов должно быть новым, поэтому не покупайте б/у, ведь вы не получаете никаких гарантий, и уже завтра что-то может сломаться, а капитальный ремонт займёт несколько дней минимум, а это большие убытки.
Станки автоматы для производства саморезов в домашних условиях
Содержание статьи:
Саморезы широко используются как крепление тех или иных предметов к практически любым поверхностям. Сечение резьбы, которые напоминает треугольник, позволяет саморезу проделывать отверстия в любых материалах в отличие от большинства аналогичных крепежных материалов. Изготавливается подобная разновидность крепления на специальных станках.
Оборудование, на котором производятся саморезы, состоит из нескольких отдельных станков, которые составляют производственную линию. Основными среди них являются следующие:
- волочильный стан;
- холодновысадочный стан;
- резьбонакатный автомат;
- закалочная печь;
- ванны для нанесения антикоррозийной защиты;
- установка для сушки;
- упаковочная машина.
Волочильный и холодновысадочный стан
Волочильный стан
Первая часть такого оборудования – волочильный стан, который изготавливает тонкие прутки из металла, который используется в качестве сырья.
Так как эти прутки в процессе изготовления не нагреваются до высокой температуры, то такое оборудование, которое используется для производства саморезов, не нуждается в постоянном охлаждении. Станок не нагревает металл, он его просто вытягивает, пропуская проволоку через волоки.
На следующем этапе изготовления прутки попадают во второй из основных компонентов производственной линии – холодновысадочные станки, которые проводят нарезания прутков на отрезки требуемой длины, которая равна длине самореза. Кроме самого разрезания заготовок на нужные отрезки, этот станок выполняет еще одну важную функцию – он также формирует шляпку будущего самореза. Одновременно с этим в головке проделывается шлиц, при помощи которого саморез можно будет закручивать шуруповертом или отверткой.
Подача металлических прутков из холодновысадочного станка осуществляется при воздействии его пружинных механизмов и смазочной жидкости. В результате этого болванка по специальному желобу попадает в поддон следующего станка производственной линии.
Автомат для формирования резьбы и закалочная печь
Линия по производству саморезов
Резьбонакатный автомат, как ясно из названия, нарезает на заготовках будущих саморезов резьбу. Форма резьбы вместе с ее шагом регулируется путем установки в автомат специальных плашек требуемых параметров. Поэтому для каждого вида саморезов используются разные плашки. Но при этом независимо от диаметра и длины, которую должны иметь саморезы, они могут изготавливаться на одном и томе же автомате такого типа. Точность и жесткость нарезания резьбы достигается использованием специальных захватывающих механизмов.
Саморезы, которые не проходили закаливания, совсем непригодны к использованию в силу своей мягкости. Чтобы сделать их прочными, они цементируются, т.н. «процесс цементации».
Внутри такой печи саморезы нагреваются до 900 градусов Цельсия, затем несколько охлаждаются, что способствует снятию внутреннего напряжения в металле. После этого практически готовые саморезы отправляются на моечную линию, где их резко охлаждают струи эмульсии.
В принципе, даже имея в своем распоряжении только вышесказанное оборудование, можно уже производить достаточно качественные саморезы, полностью готовые к использованию.
Но чтобы такая продукция могла достойно конкурировать с самыми известными производителями, производственная линия должна иметь также и специальные станки, в которых осуществляет нанесение на детали антикоррозийного слоя, сушки готовой продукции и ее расфасовки по пакетам.
Станки для нанесения защитного покрытия, сушки и упаковки
Готовые саморезы
Последними компонентами, которые имеют практически любые станки для производства саморезов, являются специальные ванны для нанесения слоя защиты саморезов от коррозии и окисления, а также установки для упаковки готовой продукции.
Первый такой компонент – ванна для нанесения покрытия, что предотвращает коррозию и прочие повреждения саморезов. Нанесения такого покрытия осуществляется методом гальванизации. Технология же нанесения покрытия зависит от его типа.
Внутри этого станка есть специальный барабан, который вращается внутри ванны. Именно в него поступают саморезы. Сначала этот барабан на некоторое время помещается в емкость с обеззараживающим средством. После этого он автоматически помещается в емкость с фосфатом также на определенное наперед заданное время. Далее наступает черед емкости химического оксидирования, после чего саморезы промываются водой, на них наносится цинковое покрытие.
После обработки защитой от коррозии саморезы поддаются сушке. Осуществляется это в специальной установке при сжатом воздухе и высокой температуре. По завершении этого процесса саморезы полностью готовы к использованию. На последнем этапе изготовления в специальном оборудовании они упаковываются в пакеты или ящики, после чего поставляются в точки продаж.
Производители оборудования для изготовления саморезов
Современный рынок строительного оборудования предлагает достаточно много оборудования, на котором производятся качественные саморезы разного диаметра, длины и шага резьбы.
Самый высокий спрос имеет подобное оборудования, которое изготавливается компаниями KONNAR и FOB – вся их продукция отличается высоким качеством, надежностью и долговечностью в использовании.
Одна из самых популярных моделей станков для изготовления таких строительных приспособлений — RH-65B — позволяет производить немного больше сотни саморезов за одну минуту. Несмотря на такие высокие темпы производства, такая модель оборудования отличается высокой надежностью и простотой в эксплуатации, что подтверждают годы успешного использования.
Готовая продукция, изготовленная на этой модели, имеет самое высокое качество, поэтому может работать на достаточно высоком уровне точности. Но и стоимость подобной модели не очень низкая. Однако окупается оборудование RH-65B для производства станков за достаточно короткий срок благодаря экономичностью использования, в результате чего спрос на него в наше время достаточно высокий и все продолжает расти.
Процесс создания саморезов
- Стальная катанка протягивает в нужный размер на волочильном стане.
- Холодновысадочный автомат высаживает шляпки на отрезках нужной длины.
- Накатка резьбы на заготовке.
- Закалка и отпуск.
- Нанесение гальванического покрытия.
- Сушка и упаковка готовых изделий.
Обзор моделей станков и их характеристик
Резьбонакатные станки
| Модель | JDY- 50 | JDY- 30A | JDY- 3T |
| Диапазон наружного диаметра накатываемой резьбы | 6 ~ 80 мм | 8 ~ 40 мм | 2 ~ 12 мм |
| Шаг резьбы | 1.0p ~ 6.0p | 0.5p ~ 2.5p | 0.4p ~ 1.5p |
| Скорость накатки резьбы | 10/20/28/38 об/мин | 250/500 об/мин | 40 об/мин |
| Максимальный наружный диаметр накатных плашек | 180 мм | 80 мм | 98 мм |
| Внутренний диаметр накатных плашек | 54 мм | 25.4 мм | 50.5 мм |
| Производительность | 4 ~ 30 шт/мин | 4 ~ 30 шт/мин | 24 ~ 40 шт/мин |
| Двигатель шпинделя | 10 HP | 2 HP | 1 HP |
| Вес | 2700 кг | 520 кг | 280 кг |
| Габариты | 1800 x 1500 x 1300 | 1150 x 920 x 1360 | 800 x 600 x 750 |
Холодновысадочные станки
| Модель | 1005 | RH-65B | 1025В |
| Диаметр винта, мм | 2,5 | 5 | 8 |
| Длина винта, мм | 16-20 | 50 | 125 |
| Ход, мм | 38 | 80 | 134 |
| Производительность, шт/мин | 200-240 | 120-160 | 50-60 |
| Диаметр штампа, мм | 20 | 34,5 | 43 |
| Пуансон 1-й, мм | 18 | 31 | 34 |
| Пуансон 2-й, мм | 18 | 31 | 34 |
| Мощность, кВт | 0,75 | 1,6 | 3,7 |
| Размеры, см | 120х63х100 | 198х112х136 | 270х145х165 |
| Вес нетто/брутто, кг | 650/780 | 1000/1100 | 4000/4200 |
Бизнес по производству саморезов | Бизнес в России с нуля!
Саморез – вид крепёжного изделия, позволяющий при соединении разных деталей, нарезать при этом резьбу в одной из них. Очень удобен при работе с деревянными, полимерными и металлическими материалами из-за пропускания промежуточной операции – рассверливания отверстий под соединительный элемент.
Они нашли широчайшее применение в строительном производстве; применяются при изготовлении бытовой техники; используются в машиностроении.
Открыть бизнес по производству саморезов, на сегодняшний день, достаточно выгодно.
Для этого надо пройти несколько этапов:
- ознакомиться с технологией производства саморезов;
- изучить станки и производственные линии;
- составить бизнес-план.
Технология производства саморезов
Технологическая цепочка производства саморезов состоит из нескольких ключевых отрезков:
- Сырьё, как правило, проволока определённого диаметра, поступает на автоматический станок, где формируется промежуточный полуфабрикат: происходит нарезка по требуемой длине; далее, посредством холодновысадочного процесса прессуется шляпка будущего самореза.
- По конвейеру заготовки попадают в станок, где виброзахватами направляются на образование резьбы в следующем станке.
- Почти готовый саморез проходит термообработку с последующей мойкой.
- Следующая стадия – химическая обработка, с целью нанесения антикоррозионных покрытий.
- Последняя обработка – сушка.
- Заканчивается технологическая цепочка контролем качества и упаковкой.
Из описания технологии производства становиться ясно, — для выпуска продукции необходимы несколько различных стадий, соответственно, различные станки и оборудование.
Станки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции.
Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза. - Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Бизнес-план по анализу производства саморезов
В этом теоретическом проекте проводится анализ всех операций, начиная от поставки сырья, закупа оборудования для производства и заканчивая сбытом продукции.
Основные составляющие бизнес-плана
Самый первый шаг, который необходимо сделать – это провести исследование рынка на предмет спроса на продукцию, которую предполагается выпускать. Выявляется это анализом потребности торговых сетей, рынков и производства: строительных организаций, машиностроения и мебельных предприятий. Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Совет: изучая рынок саморезов, полезно определить, какое количество представлено отечественной продукцией, какое приходится на импортный товар.
Второй шаг – выявить наиболее спрашиваемые позиции. Это определит с чего начинать производственный процесс: закупать станки с узкой специализацией на ассортиментное наполнение или ставить полноценную производственную линию.
Может получиться так, что сначала выгоднее поставить производство на небольшой ассортимент. По мере развития, постепенно улучшать и увеличивать мощности по выпуску продукции, путём приобретения более совершенных станков.
Пример:
- при монтаже гипсокартона на металлопрофиль самый применяемый – это острый оксидированный саморез по металлу длиной 25 мм;
- для крепления фанеры наиболее употребляемы острые оксидированные саморезы длиной 45…55 мм.
Очередной шаг – выбор места под будущее производство.
К расположению будущего мини-цеха есть ряд требований:
- наличие подъездных путей, минимум — автодорога с гравийным покрытием;
- обеспечением силовой энергосетью, — потребляемая мощность производственной линии может достигать нескольких десятков киловатт;
- к площадке должны быть подведены системы канализации и водоснабжения;
- на общей площади территории необходимо разместить производственную линию с удобным доступом ко всем станкам; проездные пути должны обеспечить свободный подвоз и обратную транспортировку, соответственно, исходного сырья и готовой продукции.
Из вышесказанного следует, что оптимальное решение — это будет аренда площади в простаивающих производственных цехах, мастерских.
Предварительные данные по аренде и затратам на энерго -, водо-, теплоснабжение также необходимо занести на бумагу.
Выбор производимого ассортимента продукции.
Выпускаемая номенклатура влияет на быстроту окупаемости проекта:
- чем шире будет представлен ряд метизной продукции, тем больше будет потенциальных потребителей производственной продукции, а соответственно, оборот капитала ускориться;
- более широкий выпускаемый ассортимент, автоматически предполагает наличие производительных станков, но с более высокими затратами на их приобретение.
Примечание: величина номенклатуры будущей продукции и, следовательно, необходимая производственная линия, взаимосвязаны со спросом на метизы.
- Важная, но необходимая часть затрат – это заработная плата персоналу. На производстве, как правило, принята сдельно-премиальная система материального вознаграждения, — иными словами: «больше сделали – больше получили».
Совет №1: на этапе подъёма производства, первые полгода лучше использовать твёрдую тарифную сетку, с постепенным переходом на более прогрессивные методы оплаты.
Совет №2: на квалификации работников экономить не целесообразно. За счёт своего опыта, профессиональный мастер сможет выполнить работу быстрее и с лучшим качеством.
Экономические расчёты по сырью
Стоимость исходного материала – важная компонента в конечной цене самореза. Но не всегда дёшево – значит хорошо.
- Во-первых: цена на сырьё должна учитывать транспортные расходы на доставку до места производства.
- Во-вторых: добротный, качественный металл не может сильно отличаться от средней цены по рынку.
Если это так, то металл или не соответствует требованиям ГОСТа, или возникает вопрос о происхождении продукции.
Примечание: при далеко идущих планах, лучше ориентироваться на надёжных и зарекомендовавших себя поставщиков, которые смогут обеспечить ритмичность поставок, и, при дальнейшей успешной работе, смогут предоставлять различные отсрочки по оплате исходной продукции.
Отдельным абзацем необходимо рассмотреть вопрос сбыта продукции. Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Потенциальные потребители метизной продукции:
- строительные организации, включая малые бригады по отделочным работам;
- предприятия выпускающие бытовую технику;
- мебельные цеха, вплоть до частных небольших мастерских;
- производственные предприятия связанные с выпуском строительно-отделочных материалов;
- рынки со строительным ассортиментом;
- торговые организации как крупные (оптовые), так и небольшие магазины.
Наиболее вероятными и удобными в сотрудничестве окажутся крупные и средние строительные, промышленные и мебельные организации, а также оптовые торговые предприятия и крупные строительные магазины.
Преимущества работы с ними:
- работа осуществляется по долгосрочным договорам;
- возможность получать предоплату под выпуск будущей продукции;
- постоянный источник сбыта;
Работа с небольшими предприятиями, на стадии становления производства, должна основываться только на принципе предварительной оплаты.
Реализация и отсрочка платежа невыгодна по нескольким причинам: большой выручки малые организации не принесут, но в случае задержек платежей, будет потрачено значительное количество времени на получение долгов, чем на занятие своим основным производством.
Основные затраты, разовые и текущие
Для промежуточных расчётов и окончательного составления бизнес-плана в финансовый анализ учитываются следующие расходы:
- стоимость основного и вспомогательного оборудования с учётом доставки, монтажа и подключения;
- аренда помещения за каждый месяц;
- затраты на электро-, водоснабжение за один календарный месяц;
- заработная плата сотрудникам;
- накладные расходы на химические реактивы, смазочные материалы;
- налоговые отчисления;
- ежемесячные затраты на сырьё;
- регистрация во всех фискальных органах для начала деятельности;
- выплата банковских процентов;
- накладные расходы (колеблются в пределах 5…25% от ежемесячных текущих расходов).
Сведя все эти числа к приведённым ежемесячным расходам, можно оценить примерный средневзвешенный объём выпускаемой продукции.
Для таких расчётов необходимо ориентироваться на 25…100 видов номенклатурного ассортимента и отпускную цену, ниже на 10…15% от предполагаемой, — по предварительным договорённостям с клиентами.
Полученные данные – это минимальная рентабельность производства. Она будет расти по мере увеличения сбыта, соответственно – роста производства и снижения себестоимости продукции.
Конкретные числа по затратам не приводятся сознательно – в каждом регионе свои стартовые возможности по организации бизнеса.
При вдумчивом подходе, тщательном анализе рынка, хорошей организации производства срок окупаемости составит, на сегодняшний день, от 1 года до 3 лет.
Линия по производству саморезов
Янковский Денис Васильевич: В феврале купили машину резки стебля и корня чеснока. Качество и цена вполне соизмеримы. Что ожидали, то и получили . |
| Гулякин Владимир Иванович: Приобретали автоматический станок шовной аргонно-дуговой сварки. Выбрали – оплатили – получили. Все просто и без проблем. Довольны сотрудничеством. Большое спасибо! |
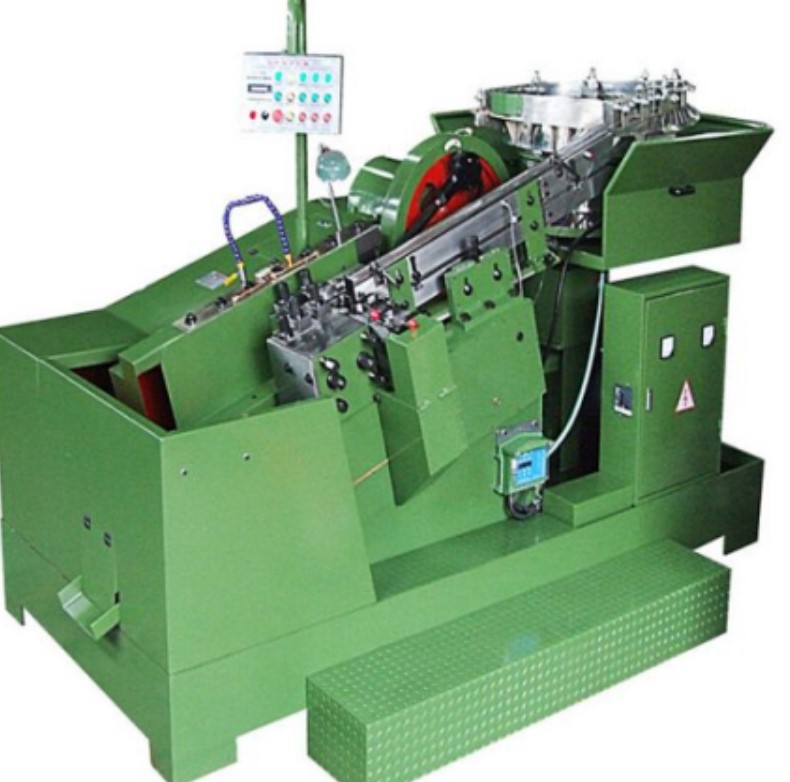
Процесс производства саморезов, винтов, болтов и других метизов включает в себя использование двух видов станков – холодновысадочного станка и резьбонакатного станка. Первый станок осуществляет формирование тела и головки винта или самореза, а второй станок наносит резьбу на изготовленный винт или саморез. Холодновысадочный станок работает в следующей последовательности: сначала отрезает от специальной металлической проволоки заготовку определенной длины, затем формует тело и головку и винта, болта или самореза. Станки разных моделей отличаются производительностью, диаметром и длиной производимых изделий. | |
Узнать актуальные цены с учетом доставки по России и оставить заказ на поставку |
-
Комплектация
Комплектация линии по производству саморезов:
- Холодновысадочный станок, модель FET-ME15В
- Резьбонакатный станок, модель FET-ME6R
Дополнительно:
– плашки (1-130 USD за ед.)
– инвертер (750 USD)
– детектор на холодновысадочный станок (1200 USD) -
Технические характеристики
Холодновысадочный станок, модель FET-ME15B
Размер изделий (мм)
Максимальная длина
55
Минимальная длина
5
Диаметр изделия (мм) 2-5,2
Производительность (штук/мин)
100-120
Мощность двигателя (кВт) 2,2
Габаритные размеры (мм) 1700*950*1250
Вес (кг) 1800
Резьбонакатный станок, модель FET-ME6R
Диаметр изделий (мм) 3-6
Максимальная длина резьбы (мм)
75 Максимальная производительность (штук/мин)
100-130
Мощность двигателя (кВт)
5,5
Габаритные размеры (мм)
2200*1200*1700
Вес (кг)
1800
-
Фото
Холодновысадочный станок
Резьбонакатный станок и готовые изделия
Примеры плашек
- Видео
-
Как заказать
За подробной информацией, пожалуйста, обращайтесь к нашим специалистам любым удобным для вас способом:
____________________________
* Информацию о процедуре приобретения оборудования Вы найдёте, перейдя сюда – Порядок работы
* Ознакомиться с образцами документов для приобретения и прочей полезной информацией вы можете здесь – Информация для клиента
* Просмотреть отзывы наших партнёров и оставить свой, Вы можете, перейдя в раздел – Отзывы
* Наши дилерские сертификаты, а также фотоотчёт нашей деятельности, представлены здесь – Фотогалерея
Самосверлящий винтовой станок | ЛЕРГЕР ИНТЕРНЕШНЛ КО., ЛТД.
1. Самосверлящий винт – это новый крепежный элемент, который широко используется в строительстве и автомобилестроении.
2. Самосверлящий винт имеет функции сверления и фиксации.
3. Он удобен и быстро вытеснил традиционные бетонные конструкции.
4. Самосверлящий винт изготовлен из проволоки из углеродистой стали AISI 1018-1022. Продукт должен пройти 5 этапов: (1) Заголовок (Заголовочная машина) (2) Формирование точки сверления (Самосверлящий винтовой станок) (3) Накатка резьбы (Резьбонакатный станок) (4) Термическая обработка (5) Гальваника.
5. Самосверлящий винтовой станок используется для формирования точки сверления винта.
6. Характеристики станка:
(1) Стол спроектирован штампом для легкого и простого обслуживания.
(2) Контролируется системой логического управления программой (PLC), неисправность отображается на плате системой светоизлучающего дисплея (LED), поэтому неисправность можно легко контролировать.
(3) Вращающиеся и скользящие компоненты на каждой части прошли термообработку для обеспечения хорошей износостойкости.
(4) Высокая скорость, бесшумность и энергосбережение.
(5) Высокая точность, возврат в исходное положение и абсолютная синхронизация.
(6) Простая конструкция, завинчивание винта и низкий уровень неисправностей.
7. Модель, производительность и скорость машины следующие:
| МОДЕЛЬ | ОБЪЕМ (диаметр по оси) | СКОРОСТЬ (об / мин) |
| LST-15 | 2,8-5,2 мм X 9,5- 125 мм | 120-600 |
| LST-20 | 2,8-6,0 ммX9,5-175 мм | 120-600 |
| LST-25 | 2.8-7.0ммX10-200мм | 45-250 |
8. LST-20 и LST-25 имеют индекс.
9. Характеристики модели LST-25 следующие:
(1) Предназначена для производства самосверлящего шурупа из нержавеющей стали или удлиненного стержня (макс. 370 мм по специальному заказу).
(2) Изогнутая поверхность кулачка трансмиссии продлевает время прессования винта и сокращает время холостого хода, не влияя на нормальный рабочий цикл во время обработки, таким образом достигая превосходных эффектов движения и продлевая срок службы винтовой матрицы.
(3) Машина с индексом и характеристиками, как показано ниже:
A. HRC, точная шлифовка на 60 градусов, трение качения, низкий расход, с красивой кривой и нулевым дефектом.
B. Высокая скорость, бесшумность и энергосбережение.
C. Высокая точность, возврат в исходное положение и абсолютная синхронизация.
D. Простая конструкция, завинчивание и низкий уровень неисправностей.
10. Мы оставляем за собой право изменять дизайн и технические характеристики без предварительного уведомления.
Машина для производства винтов по цене 300000 рупий / штука | स्क्रू मेकिंग मशीन – Precision Machine Co.Индия, Амритсар
Машина для производства винтов по цене 300000 рупий за штуку | स्क्रू मेकिंग मशीन – Precision Machine Co., Индия, Амритсар | ID: 16966081391Спецификация продукта
| Источник питания | Низкоуглеродистая сталь |
| Частота | 50 Гц |
| Обработка поверхности | Полировка |
| Размер | 50 мм X 6 мм |
| Источники питания | Электрические |
| Мощность двигателя | 3 л.с. |
Описание продукта
Используя наш огромный опыт в отрасли, мы обеспечиваем самый качественный набор винтовых станков .
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2007
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот Rs.1-2 крор
Участник IndiaMART с февраля 2008 г.
GST03BHCPS0613M1ZI
Код импорта и экспорта (IEC) BHCPS *****
Мы, «Precision Machine Co., Индия», , , индивидуальное предприятие, , занимающееся производством , оптовой продажей и , розничной торговлей высококачественным набором станков для изготовления проволочных гвоздей , станков для изготовления болтов, и т. Д. 2007 at Amritsar (Пенджаб, Индия), , мы смогли удовлетворить разнообразные потребности клиентов, предоставив продукты, которые широко ценятся за их прочную конструкцию и высокую прочность.Под строгим указанием «Mr. Нипун Шарма »(Владелец), , мы достигли предполагаемого имени в отрасли.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Машина для самонарезающих винтов, स्क्रू मशीन в Амритсаре, Singhs Industries
О компании
Год основания 1965
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников От 51 до 100 человек
Участник IndiaMART с января 2010 г.
Основанная в 1965 , Singhs Industries является ведущим в отрасли производителем и поставщиком оборудования, такого как машины для производства проволоки, станки для изготовления болтов и станки для производства винтов.В ассортимент нашей продукции также входят машины для изготовления заклепок, машины для изготовления расширенных металлических гвоздей, машины для изготовления проволочных гвоздей, машины для изготовления колючей проволоки, машины для непрерывного волочения проволоки и автоматические машины для изготовления чапати. Эти продукты известны своей долговечностью, удобной функциональностью, экологической безопасностью, жесткостью, огнестойкостью, устойчивостью к коррозии и т. Д.
Наша команда эффективно работает над производством этих качественных продуктов. Соблюдая промышленные стандарты и придерживаясь этической деловой политики, мы расширили нашу сеть клиентов за счет качества предлагаемых нами продуктов.Наши аудиторы по качеству принимают строгие меры для проверки качества продукции с момента получения сырья до доставки товаров конечному потребителю. Огромная инфраструктура, которой обладает компания, позволила команде работать еще лучше и превзойти собственные масштабы успеха. Удовлетворенность клиентов осуществляется очень внимательно, они доставляются в установленные сроки, и компания принимает все способы оплаты.
Видео компании
Высокоскоростной самосверлящий винтовой формовочный станок Напряжение: 415 Вт (Вт), диапазон цен 20000.00 – 45000.00 AUD / набор
Описание продукта
Напряжение 415 Вт (Вт)
Сенсорный экран Да
Автоматический Да
Компьютеризированный Да
Система управления PLC Control
Вес (кг) 2 тонны
Чертеж 3D
Тип сверления Станок
Общее использование Легкое сверление и фиксация винта
Основные экспортные рынки: Африка, Северная Америка, Южная Америка, Западная Европа, Центральная Америка, Ближний Восток, Восточная Европа, Австралия, Азия
Возможность поставки 200 в год
Образец политики Бесплатно доступны образцы
FOB Portfob shanghai
Срок поставки30 дней
Условия оплаты Телеграфный перевод (T / T), аккредитив (L / C)
Образцы доступны Да
Основной внутренний рынок Вся Индия
Предлагается ByNingbo Anchors Precision Machinery Co ., ООО
Товар добавлен 12 апреля 2019 г.
Последнее обновление 15 апреля 2019 г.
Brandanchors
Описание продукта
Спецификация высокоскоростной самосверлящей винтовой формовочной машины: –
Применение высокоскоростной самосверлящей винтовой формовочной машины APM-125:
Формовочная машина для самонарезающих винтов, предназначенная для формовки концов самосверлящих винтов из нержавеющей и мягкой стали, подходящая для сверхдлинный самосверлящий винт до 400 мм.
Параметры:
1.Самосверлящие винты – популярные крепежные детали, которые широко используются в таких отраслях, как строительство, автомобилестроение и т. Д.
2. Самосверлящие шурупы легко сверлятся и фиксируются.
Характеристики высокоскоростной самосверлящей винтоформовочной машины APM-125
1. Рабочий стол спроектирован с помощью штампа для легкой и простой эксплуатации и обслуживания.
2. Мониторинг и управление с помощью системы логического управления программой (ПЛК), неисправность и аварийная сигнализация отображаются на плате с помощью системы светоизлучающего дисплея (СИД), поэтому неисправность можно легко обнаружить и отсортировать.
3. Ключевые детали, такие как вращающиеся и скользящие детали, прошли термообработку для обеспечения хорошей износостойкости.
Основные технические параметры высокоскоростного самосверлящего винторезного станка APM-125
Модель: APM-125
Прибл. Размер: 190 * 140 * 160 см
Мощность: ИНВЕРТОР 7,5 кВт, ДВИГАТЕЛЬ 5,5 кВт
Диаметр и длина винта: DIA: 2,8-4,9 мм (6 # -12 #), ДЛИНА 10-125 мм
Скорость: ОДИН ЩЕЛЧОК 100-500 PCS PER MIN
Метод управления: PLC AUTOMATIC CONTROL
Система обнаружения: СЕНСОРНЫЙ ЭКРАН ОБНАРУЖЕНИЕ НЕИСПРАВНОСТЕЙ МАШИНЫ
Тип трансмиссии: СОЛЕНОИДНЫЙ КЛАПАН PLUS СЦЕПЛЕНИЕ КОМПРЕССОРА (DRIVE PLUS BRAKE) Приблизительно
Винты раздельного типа: GENEVA MACHINERY
.Вес: 2,3 тонны
Реквизиты компании
Компания Ningbo Anchors Precision Machinery Co., Ltd. Имея более чем 20-летний опыт производства оборудования для производства анкерных креплений, стандартных крепежных элементов и специальных автомобильных запчастей, мы находимся в городе Нинбо, провинция Чжэцзян, Китай.Площадь завода нашей компании составляет 8000 квадратных метров с современным оборудованием для производства машин, мы может предоставить комплексные решения для производства анкерных креплений, стандартных крепежных элементов и специальных металлических деталей.В связи с ростом потребностей мирового рынка в последнее время наши машины хорошо продаются в Индии, Турции, Вьетнаме, Малайзии, Южной Африке и других странах, которые получили высокую оценку наших клиентов благодаря хорошему качеству и отличным характеристикам нашего оборудования для анкерного крепежа. У нас есть профессиональные группы послепродажного обслуживания, которые специально готовы к обслуживанию наших зарубежных клиентов, они могут гарантировать, что машина будет бесперебойно и успешно работать на объектах наших клиентов. Мы сформировали профессиональную команду разработчиков и разработчиков, и наша компания оснащена множеством современных и высокоточных обрабатывающих центров с ЧПУ, шлифовальных станков, фрезерных станков, некоторые ключевые компоненты оборудования импортируются напрямую из Японии, Тайваня, Германии. и Италия, которые гарантируют, что производимые нами машины удовлетворяют требованиям наших клиентов с высокой точностью, высокой твердостью, высокой износостойкостью и длительным сроком службы.Более 20 лет мы придерживаемся философии «Сохранять то, что думает клиент, и одинаковая судьба с клиентами», чтобы гарантировать, что мы всегда улучшаем себя и всегда делаем наших клиентов довольными нашим оборудованием и услугами, а затем мы можем развиваться вместе с клиентами! Надеюсь, что скоро мы сможем сотрудничать с вами и вместе развиваться!
- ТИП БИЗНЕСА Экспортер, Производитель
- КОЛИЧЕСТВО СОТРУДНИКОВ 80
- УЧРЕЖДЕНИЕ 2001 г.
- ГОДОВОЙ ОБОРОТ 20 миллионов долларов США
- РАБОЧИХ ДНЕЙ С понедельника по пятницу
- РЕЖИМ ОПЛАТЫ Аккредитив при предъявлении (аккредитив при предъявлении)
Просмотреть связанные категории
Винты с шлицевой головкой | Самонарезающие винты | Самонарезающие винты
>> Винты с шлицевой головкой, самонарезающие винты и винты с резьбой Как опытный оптовый дистрибьютор метрических крепежных элементов и промышленных компонентов, Metric and Multistandard Components Corp.обладает превосходным обслуживанием клиентов и превосходными техническими знаниями для всех ваших потребностей в винтах для шлифовальных машин, самонарезающих и резьбонарезных винтах. Благодаря стратегическому размещению складов в США, MMCC имеет возможность доставить продукцию в каждый город США в течение 2 рабочих дней. Мгновенная доступность продукта предлагает вам эффективность и надежность, которые вам нужны от проверенного дистрибьютора крепежных изделий.Metric & Multistandard Components Corp. поставляет несколько типов винтов с шлицевой головкой, саморезов и винтов для формирования резьбы с различными типами головок, типами приводов и материалами, включая:
Типы винтов, самонарезающих винтов и винтов с прямым шлицем
Винты с прямым шлицем, самонарезающие винты и винты с резьбой – универсальные винты для сборки и крепления.Области применения могут быть разными, но винты с шлицевой головкой, саморезы и винты с резьбой можно использовать для обработки дерева, металла и бетона.- шлицевые Крепежные винты. Крепежные детали с внешней резьбой, которые используются с резьбовой гайкой или резьбовым отверстием.
- Машинные винты обычно доступны только диаметром до M10 и обычно не используются в каких-либо приложениях с высоким пределом прочности.
- Саморезы .Крепежные детали с внешней резьбой, которые образуют собственную резьбу, когда винты ввинчиваются в материал. На них грубая резьба, и их можно заменить только винтом аналогичного типа. Самонарезающие винты иногда называют винтами для листового металла, поскольку они чаще всего используются с листовым металлом.
- Винты для нарезания резьбы , которые вытесняют материал, образуя резьбу, когда он вдавливается в материал. Их также называют винтами с накаткой резьбы. Эти винты не образуют сколов и могут использоваться в глухих или сквозных отверстиях.
- Винты для нарезания резьбы , которые разрезают материал, в который он вбивается, создавая новую резьбу.
- Винты для нарезания резьбы и винты для нарезания резьбы могут помочь снизить производственные затраты, поскольку для них не требуется предварительно нарезанное отверстие или гайка. Поскольку эти винты образуют свою собственную резьбу, будет меньше зазора между наружной резьбой винта и внутренней резьбой отверстия, что приведет к более плотной посадке винта, который менее склонен к ослаблению. Поскольку винты для нарезания резьбы и винты для формирования резьбы образуют резьбу крепежного винта, если их необходимо заменить, эти винты часто можно заменить обычным крепежным винтом.
- Винты с цилиндрической головкой. Винты с плоской головкой с широкой головкой и закругленными краями представляют собой винты без потайной головки, идеально подходящие для соединений металл-металл или там, где требуются винты с плоским дном.
Выбор подходящего самонарезающего винта зависит от области применения.
Закажите крепежные и самонарезающие винты
Metric and Multistandard Components Corp. Metric and Multistandard Components Corp.является старейшим и наиболее опытным оптовым дистрибьютором метрических крепежных изделий и промышленных компонентов. Компания Metric & Multistandard располагает более чем 48 000 высококачественных промышленных компонентов метрической системы во всех пяти наших офисах. Персонал по продажам Metric & Multistandard имеет техническую подготовку, чтобы досконально разбираться в метрических крепежных изделиях и промышленных компонентах, которые мы продаем. Пожалуйста, нажмите ЗДЕСЬ , чтобы запросить расценки. Чтобы поговорить с торговым представителем и узнать больше о резьбовых крепежных элементах, выберите одно из 5 мест ниже, чтобы связаться с нами.| 2 4 5 6 7 * 8 9 * 10 12 14 * 1/4 5/16 3/8 1/2 | .172 .225 .252 .279 .305 .332 .358 .385 .438 .491 .507 .635 .762 .875 | 147 .195 .220 .244 .268 .292 .316 .340 .389 .437 .452 .568 .685 775 | .051 .067 .075 .083 .091 .100 .108 .116 .132 .148 .153 .191 .230 .223 | .040 .055 .062 .069 .076 .084 .091 .098 .112 .127 .131 .165 .200 .198 | .031 .039 .043 .048 .048 .054 .054 .060 .067 .075 .075 .084 .094 .106 | .023 .031 .035 .039 .039 .045 .045 .050 .056 .064 .064 .072 .081 .091 | .023 .030 .034 .038 .041 .045 .049 .053 .060 .068 .070 .088 .106 .103 | .015 .020 .022 .024 .027 .029 .032 .034 .039 .044 .046 .058 .070 .065 | .102 .128 .154 .174 .182 .189 .258 .204 .268 .283 .283 .365 .393 .424 | .089 .115 .141 .161 .169 .176 .245 .191 .255 .270 .270 .352 .380 .411 | .063 .089 .086 .106 .114 .121 .146 .136 .156 .171 .171 .216 .245 .276 | .017 .018 .027 .029 .030 .031 .034 .032 .036 .039 .035 .061 .065 .069 | 1 1 2 2 2 2 2 2-3 * 3 3 3 4 4 4 |
Краткий обзор трех стандартных типов винтов
Крепежные винты, также иногда называемые крепежными болтами, обычно меньше среднего винта.Обычно они имеют размеры до дюйма (19,05 мм), но могут быть и более крупными. Обычно крепежные винты предназначены для крепления к существующему резьбовому отверстию на металлической поверхности, обычно вместе с соответствующей гайкой. Основными отличительными характеристиками крепежных винтов являются: общий размер, форма головки, тип паза, длина, материал и тип резьбы.
Двумя основными типами приводов, связанных с крепежными винтами, являются шлицевые (с плоской головкой) и Phillips. Есть также ряд специализированных приводов, которые они могут использовать, обычно они связаны с защищенными от несанкционированного доступа винтами.Некоторые из этих типов приводов включают шестиконечный Torx, гаечный ключ и трезубец. Форма головки будет определять положение крепежного винта после того, как он будет закреплен на месте. Круглые и плоские головки будут выступать из плоской поверхности, в то время как крепежные винты с плоской головкой предназначены для отверстий с потайной головкой, так что они лежат заподлицо с поверхностью.
Крепежные винты всегда имеют резьбу по всей длине стержня. Нарезание крепежного винта очень важно, потому что соответствующие отверстия, в которые они крепятся, обычно имеют резьбу для определенного размера и типа винтовой резьбы.Двумя основными характеристиками резьбы являются размер внешнего диаметра резьбы и шаг, расстояние между каждой резьбой. Машинный винт может быть выполнен с резьбой по часовой стрелке (правая) или против часовой стрелки (левая).
Хвостовик с полной резьбой
Универсальная застежка, может использоваться в металле, дереве и пластике
Большинство из них являются саморезами и требуют только предварительно просверленного отверстия, некоторые поставляются с наконечниками для саморезов.
Специально закаленная острая резьба, позволяющая врезаться в материал и образовывать собственную внутреннюю резьбу
Винты для листового металла имеют полностью резьбовой хвостовик с острой резьбой и наконечником, которые позволяют им резать металл, дерево, пластик и различные другие материалы.Размер винтов для листового металла обычно обозначается серией из трех цифр, которые представляют диаметр, количество резьбы и длину крепежа. Винт для листового металла, обозначенный как 4-32 x 1-½ дюйма, имеет размер диаметра 4, 32 витка резьбы на дюйм и длину 1-½ дюйма.
Существуют два основных типа шурупов для листового металла, саморезов и саморезов. Саморезы имеют острый наконечник, предназначенный для прорезания металла, но перед использованием этих винтов необходимо предварительно просверлить металл.Самосверлящие винты имеют острие сверла, которое может легко прорезать металл без предварительного просверливания отверстия.
Головки винтов для листового металла могут быть разных стилей. Винты с плоской или круглой головкой будут иметь головки, которые выступают над поверхностью материала после установки. После установки плоские или овальные винты с потайной головкой будут заподлицо с верхней частью материала. Эти винты могут поставляться с крестообразным, плоским или комбинированным приводом.
Винты для листового металла, изготовленные из углеродистой стали, являются наиболее распространенными и, как правило, наиболее экономичными.Эти винты подвержены ржавчине и коррозии при воздействии влаги или химикатов, поэтому их обычно следует использовать только в помещении. Винты из оцинкованной или нержавеющей стали предназначены для защиты от ржавчины и коррозии, но, как правило, стоят дороже, чем стандартные стальные винты. Винты для листового металла могут быть покрыты цинком или никелем, чтобы изменить их внешний вид.
Обычно используется без гайки
Доступны как английские, так и метрические размеры
Крепежные детали машин – бытовая техника / бытовая электроника
Головка большая, диаметр больше резьбовой части
Винты с головкой под ключ имеют большую головку и цилиндрический вал с наружной резьбой.