Оборудование для производства саморезов и шурупов холодным способом
ОБОРУДОВАНИЕ ТАЙВАНЬ МЕТИЗ АЛЬЯНС ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморезы, произведенные на оборудовании Тайвань Метиз Альянс, используются в разных странах мира на многих компаниях-производителях электроники, таких, как SONY, PANASONIC, OLYMPUS, SAMSUNG, BenQ и др. Ниже приведен список стандартной продукции, которую можно производить на оборудовании Тайвань Метиз Альянс.
Саморез по дереву/
гипсокартону
Саморез по
бетону
Саморез для
гипсовых стен
Саморез-гвоздь
Саморез
резьбонарезающий
Саморез-клоп
Саморез кровельный
(строительный)
Саморез со сверлом
Саморез по пластику
Саморез по дереву
(мебельный)
Кровельный саморез
Саморез оконный
Биметаллический саморез для крепления конструкций солнечных панелей
Саморез со сверлом и шайбой из нержавеющей стали
Биметаллический саморез
по бетону
Тайвань Метиз Альянс предлагает широкую линейку высадочного и резьбонакатного оборудования для производства саморезов.
На что необходимо обращать внимание перед выбором модели оборудования?
Для того, чтобы правильно подобрать модель и комплект оборудования для саморезов, которая будет гарантировать выпуск продукции на который есть большой спрос на рынке необходимо указать:
- Диаметр продукции.
- Длину производимой продукции.
- Указать наличие сверла/острия.
- Указать тип самореза, его назначение (по дереву, по металлу, по бетону, кровельный, оконный).
- Предоставить чертеж, фото или указать стандарт DIN или ГОСТ.
Для Вашего удобства, мы составили таблицу соответствия оборудования и продукции и оборудования, указали список наиболее популярных саморезов на рынке крепежных изделий.
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ В ЗАЩИТНОМ КОЖУХЕ
Благодаря полностью герметичной конструкции, модели данного оборудования для производства саморезов и шурупов имеют низкий уровень шума и высокие экологические показатели, соответственно стоят дороже, чем другие модели. Модели с защитным кожухом сочетают в себе расширенные возможности с более сложной системой параметров контроля.
Модели с защитным кожухом сочетают в себе расширенные возможности с более сложной системой параметров контроля.
Комплектация оборудования для производства саморезов
Стандартная комплектация
- 1 комплект инструмента
- Размотчик проволоки для высадочных станков
- Рабочее освещение
- Инструменты для технического обслуживания
- Паспорт
- Руководство по эксплуатации на русском языке
- Электрические схемы
- Код ТН ВЭД – 8462 10 900 0
Дополнительная комплектация (опция)
- Инвертер скорости
- Конвейер для удаления стружки
- Сертификация СЕ
Модельный ряд оборудования для производства саморезов и шурупов
RA-2C
RA-5.5C
RA-10C
RA-15C
RA-20C
RA-25C
Технические характеристики оборудования для производства саморезов и шурупов
| Модель | Макс.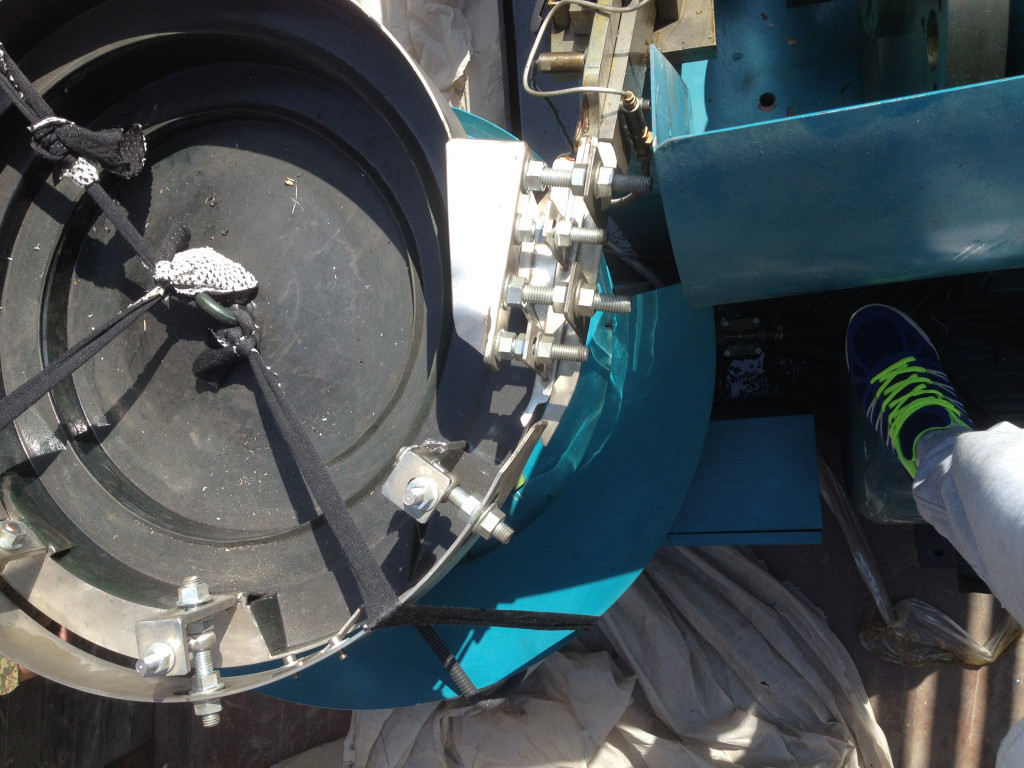 диаметр заготовки диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производительность, шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность основного двигателя | Масляный насос | Параметры, ДхШхВ, см | Вес нетто, кг | Вес брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-2C | 0.8~3 мм | 24 мм | 38 мм | 190~220 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 165x110x156 | 860 | 930 |
| RA-5.5C | 2~3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 175x115x185 | 980 | 1050 | ||||
| RA-10C | 2~4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л. с. с. | 185x130x200 | 1060 | 1360 | |
| RA-15C | 4~5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 198x130x175 | 1930 | 2130 | ||
| 76 мм | 110 мм | 2030 | 2230 | ||||||||||
| RA-20C | 4~6 мм | 76 мм | 124 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | 240x140x150 | 2775 | 2280 | |
| 102 мм | 160 мм | 265x140x188 | 3250 | 3400 | |||||||||
| RA-25C | 4~8 мм | 102 мм | 160 мм | 65~85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ л. с. с. | 350x160x180 | 4500 | 4650 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ В ПОЛУЗАЩИТНОМ КОЖУХЕ
Оборудование для высадки (производства) саморезов и шурупов в полузащитном кожухе сравнительно проще в эксплуатации по сравнению с моделями в защитном кожухе, и более экологически чистое. В настоящее время данное оборудование является самым популярным выбором среди наших клиентов. Холодновысадочное оборудование в полу-защитном кожухе представлено станками больших и средних размеров, идеально подходит для производства высококачественных больших и микроскопических винтов, применяемых в машинном оборудовании, автомобилестроении, фото-электронике, точной электронике, мобильных телефонах (iPhone), электротехнике, автомобильной промышленности и др. Крепёжная продукция данного оборудования выдерживает удары и вибрацию.
Модельный ряд оборудования для производства саморезов и шурупов
RA-5S
RA-5.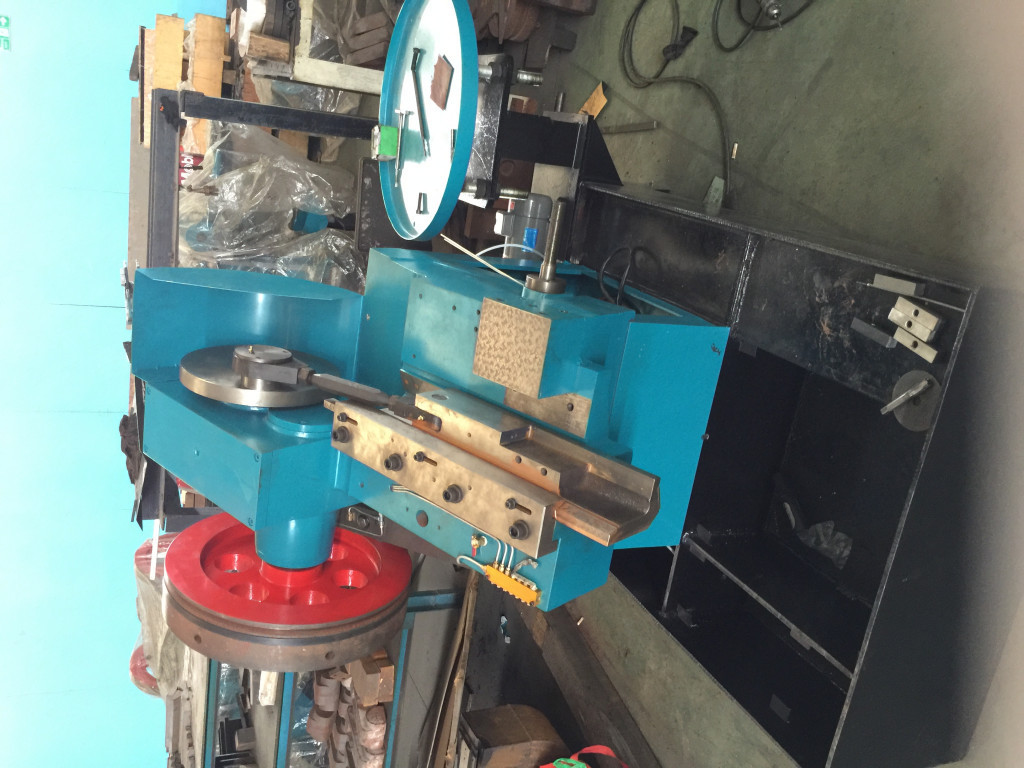 5S
5S
RA-10S
RA-15S
RA-20S
Технические характеристики оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-5S | 0. 8-3 мм 8-3 мм | 24 мм | 38 мм | 170~200 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1650x1100x1560 | 820 | 880 |
| RA-5.5S | 2-3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1750x1150x1550 | 980 | 1050 |
| RA-10S | 2-4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л. с. с. | ¼ л.с. | 1850x1300x1720 | 1050 | 1160 |
| RA-15S | 4-5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1750 | 1840 |
| RA-15S | 4-5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л. с. с. | ¼ л.с. | 1860 | 1980 | |
| RA-20S | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2645 | 2750 |
| RA-20S | 4-6 мм | 102 мм | 156 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л. с. с. | ¼ л.с. | 2650x1500x1500 | 3210 | 3360 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ БЕЗ КОЖУХА
RA-5
RA-5.5
RA-10
RA-15
RA-20
Технические характеристикии оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-5 | 0. 8-3 мм 8-3 мм | 24 мм | 38 мм | 170~200 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1370x840x1020 | 500 | 560 |
| RA-5.5 | 2-3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1750x1100x1600 | 780 | 860 |
| RA-10 | 2-4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л. с. с. | ¼ л.с. | 1690x1090x1260 | 960 | 1060 |
| RA-15 | 4-5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1640 | 1750 |
| RA-15 | 4-5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л. с. с. | ¼ л.с. | 2100x1100x1320 | 1750 | 1860 |
| RA-20 | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
| RA-20 | 4-6 мм | 102 мм | 156 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л. с. с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
| RA-25 | 4-8 мм | 102 мм | 160 мм | 65~85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ л.с. | ¼ л.с. | 3500x1510x1350 | 4000 | 4150 |
| RA-30 | 10 мм | 152 мм | 230 мм | 52~60 | 80 мм | 40 мм | 55 мм | 55 мм | 15 л. с. с. | ½ л.с. | 4450x1740x1510 | 7000 | 7000 |
| RA-40 | 13 мм | 152 мм | 230 мм | 50~60 | 98 мм | 48 мм | 68 мм | 68 мм | 30 л.с. | ½ л.с. | 5000x2050x1800 | 12000 | 12000 |
ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОРЕЗОВ, ВИНТОВ, ЗАКЛЁПКИ И ШУРУПОВ
Мы имеем возможность разрабатывать инструмент и оснастку согласно чертежам готовых изделий и техническим требованиям заказчика. Для этого необходимо уточнить размер посадочных мест для оснастки, модель используемых холодновысадочных станков и диаметр проволоки, используемый для высадки крепежа, метизов и деталей).
Для этого необходимо уточнить размер посадочных мест для оснастки, модель используемых холодновысадочных станков и диаметр проволоки, используемый для высадки крепежа, метизов и деталей).
ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА САМОРЕЗОВ
Проволока проходит несколько этапов обработки, прежде чем превратится в саморез. Формирование заготовки с помощью холодновысадочного станка. На этом этапе изделие приобретает нужную длину, наконечник, головку. Далее на резьбонакатном станке нарезается стержневая резьба. Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается, фасуется по полиэтиленовым пакетам и коробках..
Технология холодной высадки саморезов
Производство заготовок саморезов производится на двухударных однопозиционных автоматах (высадочных станках). Оборудование имеет два пуансона (черновой и чистовой) и одну высадочную матрицу.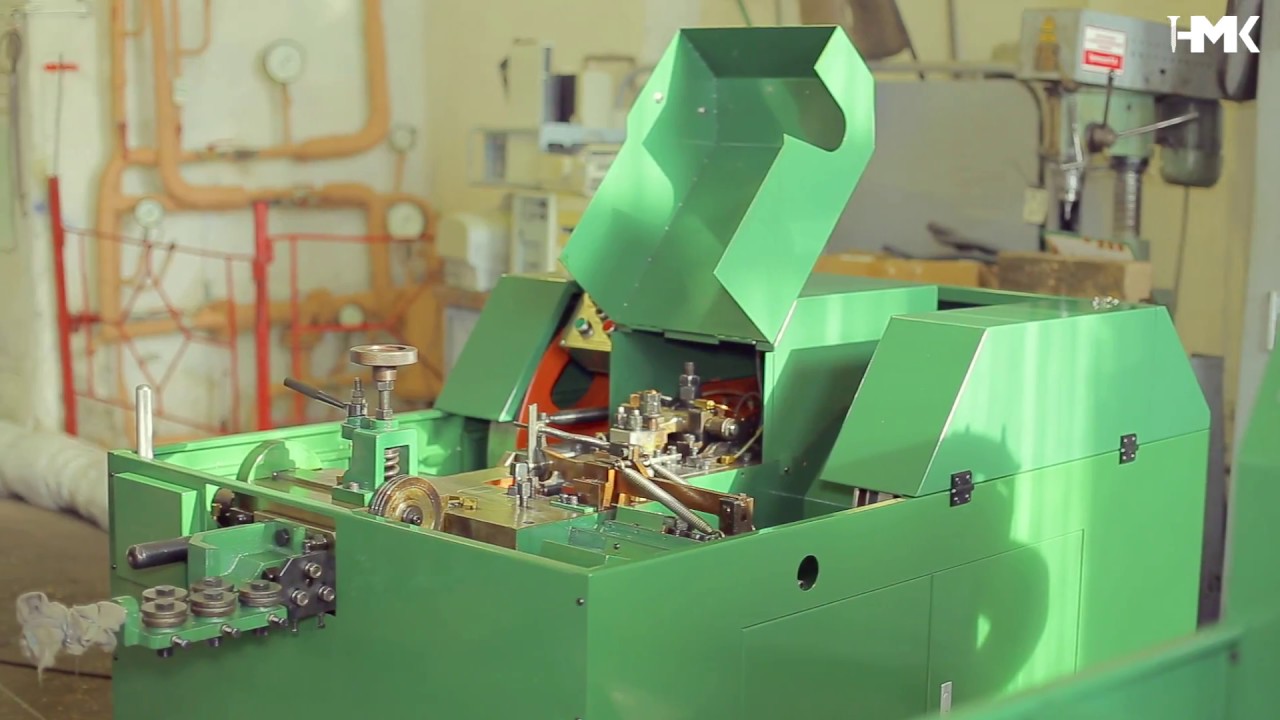
Подготовленная проволока устанавливается на разматывающее устройство и подается через систему роликов двухплоскостного рихтующего устройства в приемное отверстие отрезной матрицы. Далее необходимо выставить регулируемый упор на нужную длину заготовки. После этого автомат включается на рабочий ход.
Отрезной нож выполняет рез и прижимными лапками переносит заготовку на позицию высадки где заготовка подхватывается торцом чернового пуансона, заталкивается в высадочную матрицу до переднего конца выталкивателя, после чего происходит предварительная высадка головки.
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости высадочной матрицы, после чего цикл повторяется. Отштампованная заготовка поступает по лотку в приемную емкость.
Оборудование для производства саморезов. Станки для изготовления саморезов
Для производства саморезов применяется следующее оборудование:
- Станки холодной высадки;
- Станки для нарезания резьбы;
- Печь для закалки;
- Оборудование для нанесения антикоррозийного покрытия;
- Сушилка. Допускается применение как центрифуги, так и специального шкафа.
1. Волочильный станок.
Используется для производства саморезов из металлических (чаще латунных или стальных) прутьев. Основное сырье – прутки — поступают на завод, имея различные диаметры, часто отличающиеся от требуемых по ГОСТу для изготовления саморезов. Результат работы волочильного станка – из размягченного входного сырья под действием высокой температуры, с помощью специальных фильеров создаются прутки нужного диаметра.
2. Автомат для высадки саморезов холодным способом:
- в защитном кожухе,
- в полузащитном кожухе.
Может иметь дополнительное оборудование:
- инвертор скорости (для контроля скорости двигателя и увеличения его мощности),
- конвейер для удаления стружки (автоматический транспортер убирает в специально отведённое место стружку, полученную в процессе работы станка).
Задача автомата для высадки саморезов – нарезка промежуточных болванок заданной длины и формирование шляпки самореза с нанесенными на нее шлицами. Параметры головки и шлиц могут предустанавливаться на станке. Производительность зависит от мощности станка, может достигать 300 единиц в минуту.
3. Шлицефрезерный автомат
В случае отсутствия функции нанесения шлиц на этапе производства заготовок, применяется этот специализированный станок. Имеется возможность нанесения шлиц и под отвертку, и под шуруповерт.
4. Резьбонакатной станок
Резьбонакатной станок
Нарезает на болванках резьбу с заданными шагом и формой, которые соответствуют заготовленным плашкам. Для разной формы резьбы применяется своя плашка (резьбонарезная деталь или инструмент).
5. Печь для закаливания метала
За счет температуры печи, превышающей 900 градусов, происходит закалка готового металлического изделия – самореза. Этот этап обеспечивает требуемую твердость и прочность.
6. Бассейны для нанесения антикоррозийного покрытия гальваническим способом
В комплекте несколько ванн с реагентами + источник постоянного тока.
7. Сушилка
8. Упаковочные станки (автоматические и полуавтоматические)
Производители оборудования, представленные на российском рынке: «Тайвань Метиз Альянс», ПАО «Одесский завод по выпуску кузнечно-прессовых автоматов» (Украина), «LianTeng» (Тайвань), «FOB» (Тайвань), Nedschroef Herentals (Бельгия)
Как делают саморезы
Саморезы изготавливаются из нержавеющей стали, с уровнем углерода — 0,6 — 2 %, иногда используется латунь. Сырьё поставляется на производство в проволочных бобинах.
Сырьё поставляется на производство в проволочных бобинах.
Законченную производственную линию для выпуска саморезов можно описать процессами:
- Подготовка сырья: латунь, высокоуглеродистая сталь, нержавеющая сталь в виде скрученной проволоки или выпрямленных прутков. При работе с металлическими прутками – этап доработки на волочильном станке. Далее размещение готового сырья на специальных стойках или транспортерах холодно-высадного оборудования.
- Формирование заготовки на высадном станке + при необходимости, нарезка шлиц на шлицефрезерном оборудовании.
- Нарезание резьбы с заданными параметрами с помощью резьбонакатного автомата.
- Закаливание полученных саморезов в печи.
- Нанесение на поверхность саморезов покрытия, защищающего от коррозии.
- Сушка нанесенного покрытия горячим воздухом.
- Упаковка в различного рода полиэтиленовые пакеты, картонные коробки, ящики, количеством кратным 10. Зависит от типа упаковочного оборудования и путей сбыта готовой продукции (розница или опт).
Оборудование для производства саморезов предлагается производителями европейских стран, Америки, Тайваня и Китая. Китайская продукция популярна за счет своей дешевизны. Европейское оборудование по некоторым оценкам в 4 раза превышает стоимость китайских аналогов, однако выгодно отличается качеством используемых деталей, многообразием функций и высоким сервисом обслуживания. Средние по цене и качеству автоматы, производятся заводами Украины и Тайваня.
Автор поста: Alex HodinarЧастный инвестор с 2006 года (акции, недвижимость). Владелец бизнеса, специалист по интернет маркетингу.
Станок для изготовления саморезов.
Все используемые материалы в достаточном количестве имеются на территории нашей страны, дополнительного ввоза из-за рубежа не требуется.
Такие условия делают производство саморезов выгодным и интересным направлением, пока ещё не страдающим от избытка исполнителей и конкуренции.
Технологическая цепочка производства саморезовСырьём для производства является нержавейка, латунь или углеродистая сталь в бухтах (проволока) или заранее подготовленных кругляках.
Технология производства включает в себя процессы двух типов — механическая обработка металла и термические операции. Для этого может применяться довольно большое количество оборудования, хотя на старте можно обойтись двумя станками (холодновысадочный и резьбонакатной станки) и понемногу докупить остальное. Работы по металлу включают в себя:
- Подготовка (волочение) проволоки до нужного размера
- Формирование шляпки самореза на предварительно нарезанных заготовках
- Накатывание резьбы
Следующим циклом становится термообработка металла. Она включает в себя такие этапы:
- Гальванизация. Процесс включает в себя несколько операций, подготавливающих поверхность и создающих антикоррозийный слой. Последним действием является создание цинкового покрытия (не применяется для чёрных саморезов).
- Сушка изделий. Используется специальная центрифуга.
- Завершает цепочку контроль качества продукции и упаковка.
В зависимости от возможностей производителя можно все процессы автоматизировать, или сначала обходиться необходимым минимумом оборудования.
Применяемое оборудованиеОборудование для производства саморезов изготавливается в Европе, есть украинские линии, а также распространены станки из Китая и Тайваня. При сравнении их характеристик выясняется, что разница только в ценах, и разница значительная. Тайваньское или китайское оборудование стоит примерно в три раза меньше, чем европейское, обладая абсолютно теми же рабочими качествами, что и определяет выбор.
Как уже говорилось, список станков для обеспечения всех производственных нужд может быть довольно велик. Поэтому рассмотрим только базовый комплект, без которого не обойтись.
- Волочильный автомат. Это тоже своего рода линия, поскольку включает в себя несколько каскадов калибровки горячей проволоки через фильеры. Проволока, выходящая из такого станка, полностью подготовлена для нарезки по длине на заготовки и формированию головки самореза.
- Холодновысадочный станок. Производит штамповку головки и острия самореза. На выходе получается оконтуренная заготовка, с очертаниями будущего самореза.
- Резьбонакатной станок. Устройство, наносящее на саморез треугольную резьбу под самую шляпку (собственно, полностью покрытое резьбой тело — признак, отличающий саморез от шурупа, на котором остаётся около трети длины без резьбы). От точности и надёжности этого станка во многом зависит качество продукции, и, как следствие, доход предприятия. Ответственная операция.
- Для закалки изделий требуется печь с возможностью доводить температуру материала до 920 градусов. Объем печи зависит от общей производительности линии, хотя слишком большой размер печи — это потери на нагрев.
- На этапе нанесения покрытия потребуются гальванические ванны с разными анодами — для антикоррозийного, или финишной оцинковки.
- Завершающим процессом является сушка изделий в центрифуге, проверка качества и упаковка готовых саморезов. Оборудование для этого можно применять любое, могущее обеспечить нужный объём продукции в единицу времени.
Основными и самыми сложными станками являются два первых, именно они позволяют начать производство, временно обходясь без другого оборудования.
Работа станка заключается в нарезке проволоки по длине и штамповании головки изделия. По типу работы подразделяются на кривошипные и коленнорычажные, кроме того, имеются различия в типе матрицы. Все отличия носят чисто конструктивный характер, принципиального значения, влияющего на качество продукции не имеющий. Основные позиции, интересующие производителей — это затраты на содержание станка, на сменные комплектующие и суточная производительность станка. При этом, выдаваемые объёмы напрямую связаны с затратами, так как все сменные части рассчитываются на определённое число циклов, и изменить это соотношение нельзя. Например, одного пробойника может хватить на 50 часов работы, он стоит 10 долларов. Или стержни, одного хватает на 30 часов работы и стоит он тоже 10 долларов. Для каждого диаметра самореза используется своя прессформа, рабочий цикл которой составляет 3 года. Таким образом, расходы на сменное оборудование можно достаточно точно подсчитать заранее, что создаёт возможность вполне точного планирования производственного процесса. Кроме того, большим плюсом таких станков является практически безотходная работа — с тонны проволоки выходит 980 кг саморезов.
Резьбонакатной станокПредназначен для накатывания резьбы с помощью двух или трёх роликов (есть и другие варианты рабочего органа) с одновременным осевым перемещением заготовки. Если оборудовать станок подающим устройством, он превращается в автомат. Одной из основных характеристик станка является давление накатки, характеризующее способность обработки твёрдых материалов, что в производстве саморезов очень важно. При выборе оборудования на эту характеристику обращают внимание в первую очередь. Также следует обратить внимание на управление и настройку станка, некоторые модели отличаются сложностью и большим временем настройки, что в условиях поточного производства неприемлемо.
Роликовые методы накатки резьбы наиболее востребованы, так как показали наилучшие результаты по сравнению с другими способами. Их преимущества:
- Высокое качество поверхности
- Высокая производительность.
- При обработке на поверхности образуется наклеп, повышающий прочность изделия.
- Усталостная прочность выше, чем при нарезке резьбы стандартными способами.
При этом, отмечены и недостатки такого способа. К ним в первую очередь относят сложность настройки процесса и необходимость применения высокотехнологичного оборудования. Если при настройке допущены ошибки, то готовые изделия могут иметь такие дефекты:
- Отслаивание нанесённой резьбы.
- Поверхность изделия шероховатая.
- Чрезмерное образование наклепа, ведущее к нарушению геометрии детали.
По способу подачи заготовки станки делят на три вида:
- Тангенциальная подача детали.
- Радиальная подача роликов.
- Осевая подача заготовки.
Наиболее подходящей для производства саморезов схемой является радиальная, являющаяся самой простой и надёжной. Обычно один ролик неподвижен, а радиальную подачу осуществляет второй (при двухроликовой схеме).
Оборудование для закалкиНаибольшее распространение получили индукционные установки для закалки, как самые экономичные и эффективные. Кроме того, применяют печи ТВЧ для небольших партий изделий. Основным показателем, определяющим выбор того или иного устройства — величина потребления энергии. Исходя из соображений экономии, подбор печи должен быть таким, чтобы производительность максимально соответствовала возможностям остального оборудования, не допуская простой или нагрев пустой печи.
ГальванизацияЭтот процесс требует наличия ванн с разными составами электролита и анодов, каждая под определённую задачу. Обычно используется от пяти, до десяти ванн. Процесс ведется последовательно, включает в себя мойку, обезжиривание и собственно нанесение покрытия. Нанесение цинкового слоя требует постоянного тока, для чего используются преобразователи. Проще всего использовать готовую линию для гальванизации саморезов, полностью приспособленную к выполнению требуемых операций. Такая линия поможет решить все проблемы с нанесением покрытия и избавит от долгих поисков и подбора оборудования.
Особенности производства саморезовПри запуске производства саморезов необходимо учесть несколько важных моментов:
- Доступность сырья.
- Доставка материала не должна быть слишком долгой.
- Заранее определиться с ассортиментом и возможностями сбыта.
- Исходя из финансовых условий приобрести оборудование.
- Арендовать помещение, позволяющее вести работы в правильных условиях.
При этом, отправной точкой всех рассуждений должен быть именно ассортимент и его реализация. Под него приобретается оборудование, под планируемые объемы арендуется помещение, налаживаются поставки материала.
Оборудование может быть как новым, так и Б/У, единственное требование — если оно сборное, то желательно, чтобы станки были от одного производителя и соответствовали друг другу по своим возможностям и производительности. Наиболее верным решением было бы приобретение линии, поскольку все агрегаты там подобраны самым лучшим образом. Кроме того, линии более компактны, они проще в обслуживании и надёжнее в работе. Отдельные станки, вполне применимые сами по себе, могут быть непригодны для работы в составе производственного цикла в силу несоответствия характеристик с остальным оборудованием, чего с линией быть не может.
Определяющим фактором для выбора стратегии бизнеса является финансовое состояние предпринимателя. Ограниченность ресурсов подталкивает к нежелательным действиям, приобретению сомнительного оборудования, материала. С этих позиций лучше ограничиться необходимым минимумом оборудования, но максимально надёжного, которое позволит впоследствии докупить понемногу все остальные приспособления.
Считается, что бизнес по производству саморезов — высокорентабельный и лишен многих рисков, свойственных другим направлениям.
ПроизводителиОборудование для производства саморезов производят в Европе, в Украине, в нашей стране, а также — в Китае и на Тайване. При сопоставлении свойств подобных станков от разных производителей видно, что различия почти отсутствуют, а разница в ценах весьма существенна. В этом отношении на первый план выходят производители Тайваня, чьи цены в три раза ниже, чем у европейцев при тех же параметрах. Предприниматели хорошо отзываются о продукции фирм FOB и LianTeng, чья продукция самая недорогая и самая надёжная.
Китайские производители несколько уступают по качеству тайваньским коллегам, хотя цены на китайское оборудование практически такие же. При этом, перевозка в Россию китайского оборудования проще и дешевле.
Оборудование производства Украины не уступает тайваньским аналогам, и цены вполне приемлемые, но на сегодня они недоступны из-за введённых санкций.
В заключение необходимо отметить высокие перспективы бизнеса по производству саморезов. Доступное сырьё, высокий и стабильный спрос, возможность начинать при небольших вложениях — веские аргументы для предпринимателя, решившего заняться таким производством. При высокой скорости окупаемости, предприятие быстро выйдет из начального периода на этап ритмичной и эффективной деятельности.
Оборудование для производства саморезов
В нашей стране ежегодно увеличиваются масштабы строительных работ, в результате чего спрос на крепежные изделия неизменно возрастает. С эволюционированием технических ресурсов модернизируется и оборудование, производящее стройматериалы. Многообразие крепежей настолько безмерно, что их сложно перечислить в полном объеме, но одно изделие из широкого перечня является наиболее востребованным – это саморезы.
Данная деталь является самонарезающим шурупом, имеющим в своем составе стержень, окаймленный головкой и особой внешней резьбой по всей длине, за счет которой в элементе крепления образуется канал с внутренней спиралью и постоянным шагом. Сырьем для изготовления данных крепежей является нержавеющая сталь с содержанием углерода 0,6…2 % или латунь. Поставщики сырьевого материала поставляют его в огромных проволочных бобинах.
Большое количество отечественных и зарубежных предприятий выпускает оборудование для производства саморезов, которое разнится по технико-конструкционным параметрам. Независимо от производителя и объемов изготовления в основе выработки саморезов лежит традиционный технологический принцип.
Классическая цепочка линии изготовления крепежей данной категории выглядит так. Первоначально осуществляется формирование заготовок, в ходе которого происходит нарезание сырья до требуемой величины и образование шляпки. Затем болванки располагаются в бункере, откуда по действием выброаппарата по конвейеру направляются к станку по нарезанию резьбы. После этого уже фактически готовое изделие поступает в закалочную автопечь, потом на моечную автолинию, после чего осуществляется покрытие их антикоррозионными материалами. В идеале производственная линия должна быть доукомплектована автоматом контроля качества, выполняющим отсев некондиционных экземпляров, и упаковочным аппаратом, проводящим предреализационную подготовку продукции.
Передовое оборудование для производства саморезов различается производительностью: бюджетные модели могут изготавливать 50-60 шт./мин., дорогостоящие многофункциональные станки – более 250 шт./мин. Недорогие экземпляры не обладают возможностью формирования длины детали. Дорогие модели позволяют производить обширный ассортимент высококачественных крепежей с повышенной точностью.
Технология производства саморезов
Оснащение для выпуска саморезов включает специализированные станки пошагового выполнения работ:
• Волочильный станок оборудуется волоками (2-5 шт), кругообразной печью для проката проволочной стали. При изготовлении саморезов следует учитывать точный диаметр планируемой детали. Специализированное волочильное оборудование сохраняет регламентированную температуру нагрева и протягивает применяемый сырьевой материал до формирования необходимого диаметра. В ходе выполнения операции проката волоки охлаждаются технической эмульсией.
• Холодновысадочный автомат используется для нарезания готовой проволоки с предстоящей формировкой головки и острия детали. Ритмичная однородная подача металлического прута происходит в результате воздействия пружинных механизмов и смазочной жидкости автомата, после этого готовая болванка по особому желобу направляется в поддон.
• Резьбонакатной станок оснащен съемными тонкими плашками для нарезки резьбы на детали с разными размерами резьбового шага. Жесткое и точное нарезание осуществляется с использованием специализированных захватов, подающих заготовку в плашечную полость.
• Закалочная печь применяется для закалки готового изделия при 870…920°С с дальнейшим отпуском за счет пониженных температурных показателей. В результате этой операции твердость самореза достигает 55 HB.
• Линия гальваники используется для наружного покрытия крепежа цинком. Функции данного оснащения дают возможность производить электролит и подвергать желтому или белому цинкованию внешнюю сторону деталей для предохранения от коррозии и разрушения металла вследствие окисления. Для этого изделия направляются в особый вращающийся барабан с последующим погружением в емкость с обезжиривателем на определенное время. После этого происходит автоматическое поднятие и погружение барабана в емкость с фосфатом на заданное время. Потом барабан опускается в емкость химического оксидирования с дальнейшим промыванием водой и нанесением цинкового покрытия.
• Сушильная центрифуга в линии производства саморезов является завершающим и ответственным этапом. Данный технологический прием состоит в просушивании готовой продукции при сжатом воздухе под высокой температурой.
• Упаковка для крепежных изделий должна обладать повышенной жесткостью и прочностью, поскольку заостренные концы деталей могут ее легко надорвать или проколоть, однако упаковочный материал должен иметь низкую стоимость из-за дешевизны непосредственно саморезов. В производстве данного вида крепежной продукции хорошо зарекомендовал себя гофрокартон. Упаковка крепежей имеет две функции: удобное транспортирование в торговые сети и равномерное распределение по массе или количеству для потребительского порционирования.
№443646 — строительное оборудование в Нур-Султане (Астана) — Маркет
О товаре Описание от продавцаХолодновысадочный станок ID 5 X 85
Станок предназначен для изготовления стандартных винтов, болтов, саморезов. Он работает в следующей последовательности: сначала отрезает от специальной металлической проволоки заготовку определенной длины, затем формует тело и головку и винта, болта или самореза.
Производительность: 120-140 шт/мин
вес: 1.6 (т)
Мощность двигателя 2,2 (кВт)
размеры: 1,85*1,1*1,2 (м)
Стоимость: 14 623 доллара
( с учетом доставки в Алмаату, растаможенный, просертифицированный)
Резьбонакатный станок IC 6 X 75
Станок предназначен для навивания резьбы на винты, болты, саморезы. Процесс накатки резьбы происходит путем соприкосновения со специальными вращающимися резьбонакатными роликами, за счет чего происходит деформирование заготовок и деталей, выполненных на холодновысадочном станке, и нанесение резьбы.
Производительность: 160-180 шт/мин
вес: 2 (т)
Мощность двигателя 5,5 (кВт)
размеры: 3.2×1.8×1.4(м)
Стоимость: 15 114 доллара
( с учетом доставки в Алмаату, растаможенный, просертифицированный)
- Город
- Нур-Султан (Астана)
станок, оборудование и бизнес план
Производство саморезов – это один из вариантов организации собственного бизнеса. Бизнес по производству саморезов принесет хороший доход при условии грамотного подхода к этому вопросу. Саморез – крепежное изделие, которое пользуется особенным покупательским спросом на рынке. Именно поэтому много людей рассматривают производство саморезов в качестве идеи для организации собственного бизнеса.
Составляем бизнес-план
Первоначально необходимо составить бизнес-план производства саморезов, который будет отображать все моменты, касаются организации бизнеса. В нем можно будет рассчитать, какими будут начальные затраты. Важно продумать следующие моменты:
- закупка оборудования;
- выбор помещения для организации цеха;
- закупка сырья, его вид;
- ассортимент выпускаемой продукции;
- вопросы сбыта продукции;
- сотрудники;
- дополнительные нюансы;
- срок окупаемости.
В бизнес-плане производства саморезов с нуля необходимо выполнить расчеты, что позволит узнать сумму, которая потребуется для старта.
Помещение
Один из очень важных организационных вопросов касается выбора помещения, в котором будет организована линия по производству саморезов. Для этого необходимо выбрать помещение, которое будет отвечать запланированному предназначению и соответствующим требованиям. При этом помещение должно иметь соответствующую площадь. Как правило, площадь завода по производству саморезов должна составлять около 600 кв.м.
Оборудование для производства саморезов
Очевидно, что для производства саморезов потребуются специальное оборудование. Важный критерий выбора – это показатель, касающийся скорости производства саморезов. Выбирая станок для производства саморезов, обратите внимание на такие варианты:
- 50 – 60 изделий в минуту при выборе недорогих моделей станков;
- более 250 изделий в минуту при покупке сложного оборудования по высокой цене.
Относительно вопроса стоимости необходимо отметить, что цена на станок для производства саморезов будет около 2 000 долларов (lkx простых моделей). При планировании дальнейшего развития бизнеса по производству саморезов, рекомендуется сразу купить оборудование для производства саморезов высокого качества, отличающееся хорошей производительностью.
Это даст возможность выпускать качественную продукцию в достаточном объеме и широком ассортименте. Хорошее оборудование – это возможность получить продукцию высокого качества, пользующуюся повышенным спросом, что позволит быстро окупить все затраты.
При выборе производителей особенной популярностью пользуется оборудование марки LianTeng, а также FOB. Техника этих компаний хорошо зарекомендовала себя надежностью и долговечностью при эксплуатации. Цена на это оборудование для производства саморезов не завышена. Еще один плюс — незначительные затраты относительно привлечения к работе людей.
Сырье для производства саморезов
Для того чтобы изготавливать саморезы, необходимо использовать специальное сырье. В большинстве случаев речь идет про такие виды сырья:
- латунь;
- высокоуглеродистая сталь;
- нержавеющая сталь.
Поставка сырья может осуществляться в двух вариантах:
- нарезанные соответствующим образом заготовки;
- проволока для производства саморезов в бобинах.
При выборе сырья следует обратить внимание на виды производимой продукции, а также на особенности используемого оборудования.
Поскольку на территории страны работает большое количество заводов, деятельность которых связана с изготовлением металлопроката, найти поставщиков будет несложно. При выборе необходимо ориентироваться на условия сотрудничества – цены, качество сырья и дополнительные моменты.
Производство саморезов
Технология производства саморезов имеет свои особенности. Отметить необходимо основные этапы:
- нарезка материала, выступающего в качестве сырья, с учетом требующейся длины. Также выполняется создание шляпки. Первый этап связан с созданием «болванок»;
- заготовки попадают в бункер. Далее выполняется подача на станок, который предназначается для нарезки резьбы. Это выполняется с помощью вибромашины, по специальной конвейерной ленте;
- изделие попадает в закалочную печь, которая действует автоматически. Затем изделие передается на линию мойки саморезов. Это также автоматическая линия;
- выполняется нанесение на поверхность специального покрытия, которое имеет антикоррозийную защиту.
Сбыт продукции
При организации данного вида бизнеса очень важно продумать вопрос, касающийся сбыта продукции. Первоначально необходимо определиться с ассортиментом выпускаемой продукции. Специфика заключается в ориентации на промышленного покупателя, а не на отдельных потребителей.
В качестве хороших вариантов можно рассматривать следующие идеи:
- специализированные магазины, реализующие эту категорию продукции;
- ремонтные мастерские;
- строительные компании. Идеальный вариант – заключение долгосрочного договора на сотрудничество;
- продажа саморезов в специализированные цеха, которые занимаются изготовлением мебели;
- дополнительные варианты.
Таким образом, производство саморезов – это направление, которое можно рассматривать в качестве способа организации собственного бизнеса. При этом важно грамотно подойти к этому вопросу, что позволит достичь поставленной цели, заключающейся в получении постоянного высокого дохода.
[PDF] ПРОФИЛЬ ПРОЕКТА НА САМОРЕЗИНЕ
1 ПРОФИЛЬ ПРОЕКТА НА САМОРЕЗЬЯЩИХСЯ ВИНТАХ НАИМЕНОВАНИЕ ПРОДУКТА: Самонарезающий винт специального типа для винтовых машин КОД NIC (2004): P …
ПРОФИЛЬ ПРОЕКТА НА САМОРЕЗОЧНОМ ВИНТЕ НАИМЕНОВАНИЕ ПРОДУКТА: Винтовой станок специального типа Самонарезающий винт
КОД NIC
:
(2004)
КОД ASICC продукта (2000):
342604027
ПРОИЗВОДСТВЕННАЯ ЕМКОСТЬ:
1,20,000 пакетов по 1,000 шт.
МЕСЯЦ И ГОД ПОДГОТОВКИ
: сентябрь 2009 г.
ПОДГОТОВЛЕНО
: Механический отдел, микро-, малые и средние предприятия – Институт развития, Правительство. Индии, Министерство M.S.M.E. 31- Национальная автомагистраль ТАДОНГ, ГАНГТОК – 737102.
Тел. Телефон: 03592 – 231880 Тел. Факс: 03592 – 231262 Эл. Почта: [электронная почта защищена] Веб-сайт: www.dcdigangtok.com
1
(1 )
Введение продукта:
Самонарезающие винты известны как промышленные крепежные детали, имеющие различные типы и формы головок, длины и диаметра.В основном они производятся из H.B. Проволока. Изделие закалено, отпущено и покрыто гальваническим покрытием. Они используются для крепления двух или более деталей из листового металла. Самонарезающий винт имеет головку и внешнюю резьбу, что позволяет ему вставляться в отверстие и образовывать собственную резьбу при затягивании. Один конец винта увеличен по форме и размеру, а другой конец маленький и конусный. (2) Производственная мощность: 1,20,000 пакетов по 1,000 шт. Ежегодно. (3)
Аспекты рынка и спроса:
Этот элемент используется для крепления двух или более деталей из листового металла в кузовостроении автобусов, вагоностроении, стальной мебели и т. Д.Этот продукт имеет потенциал как на внутреннем, так и на международном рынках. Поскольку спрос на этот предмет растет, появляется много новых единиц. (4) Сырье: местный рынок (5) Процесс производства и источник технологии (i) Процесс производства: Самонарезающие винты производятся на автоматических машинах. Последовательность операций: 1. 2. 3. 4. 5.
Изготовление головки на жатке. Долбление головки на долбежном станке. Накатка резьбы на резьбонакатном станке.Закалка и отпуск шнеков в электрических печах. Гальваника на гальваническом заводе.
Саморезы обычно покрывают глянцевым цинкованием. Тем не менее, можно также нанести никелирование, особенно если это необходимо для устойчивости к морской погоде.
2
(ii)
Спецификации качества:
Предоставляемая технология применяется на практике и соответствует требованиям индийских стандартных спецификаций № IS: 7169, 7170, 7173-1974.КАЧЕСТВО И СТАНДАРТЫ:
i.
ii.
iii.
Самонарезающие винты с потайной (плоской) головкой со шлицем и потайной головкой IS: 7170 – 1974 Самонарезающие винты с цилиндрической головкой и шлицем IS; 7173-1974 Самонарезающие винты с потайной (овальной) головкой, с шлицами IS: 7169-1974
(6) Основа выбора проекта и предположения Профиль проекта был подготовлен на основе односменной работы по 8 часов каждый день 25 дней в месяц и КПД 75%. Предполагается, что в первый год загрузка производственных мощностей составит 80%, затем 85% в следующем году и 100% в последующие годы.Ставки, указанные в отношении заработной платы и заработной платы квалифицированных рабочих и других лиц, аналогичны ставкам в других штатах. Процентная ставка на основной и оборотный капитал была взята в среднем на уровне 16%, независимо от того, финансируются ли они банкирами или финансовой корпорацией. Требуемая маржа составляет минимум 30% от инвестиций в проект. Срок окупаемости проекта. После первоначального периода созревания потребуется 5 лет для возврата кредитов. Стоимость аренды рабочего сарая и другой застроенной / крытой площади была взята по ставке рупий.30,00 за квадратный метр.
3
Стоимость машин и оборудования: Ставки, указанные в отношении машин, оборудования и сырья, являются теми, которые преобладают на момент подготовки проекта, и могут варьироваться от поставщика к поставщику и от места к месту. Когда подготовлен индивидуальный профиль проекта, необходимо внести необходимые изменения. ГРАФИК РЕАЛИЗАЦИИ: 1.
2. 3. 4. 5. 6. 7.
Подготовка отчета по проекту (a) Запрос предложений (b) Подготовка предварительной регистрации в качестве SSI Финансовое соглашение Закупка и закупка оборудования Установка оборудования Электрификация Набор персонала персонала и рабочих
1 месяц 2 недели 1 неделя 3 месяца 2 месяца 1 месяц 2 недели 2 недели
(8) Производственная мощность в год: a.Количество б. Стоимость
1,20 000 пакетов (один пакет из 1000 шт.) Рупий. 96,00,000-00
(9) Коммунальные услуги (i) Соответствующие требования к двигательной мощности: 1. Механическая секция 2. Гальваническая секция 3. Секция термообработки Всего
40 л.с. 10 л.с. 10 л.с. 60 л.с.
(ii) Контроль загрязнения: в секции гальваники и секции термообработки используются цианидные соли. Они ядовиты и должны быть нейтрализованы перед удалением сточных вод
4
.В этом отношении необходимо проконсультироваться с Государственным советом по контролю за загрязнением и получить от него необходимый сертификат. (iii)
Энергосбережение:
Все машины моторизованы индивидуально; Следовательно, потери мощности из-за падения напряжения в сети и механических потерь из-за шкивов и валов будут минимальными. (10) ФИНАНСОВЫЕ АСПЕКТЫ: 1.
Основной капитал:
(i) Земля и строительство Земля и здание – в аренде @ Rs. 12,000 / – в месяц застроенная площадь / крытая площадь / открытая территория a.Офис и магазины b. Рабочие навесы c. Открытое пространство
50 кв. Метров 300 кв. Метров 50 кв. Meters
(ii) Машины и оборудование: S.No. Описание машинного оборудования Кол-во / количество Цена (рупии) 1. Жатка машины размером 4×25 мм. с 1 3 1,50,000-00 л.с. мотор и стартер 2. Жатка машины размером 5×35 мм. с 1,5 2 1,20,000-00 л.с. мотор и стартер 3. Жатка машины объемом 6х40 мм. с 2 3 2,10,000-00 л.с. Двигатель и стартер 4. Мощность станков для долбежных головок 6.40 10 3,00,000-00 мм с двигателями 1 л.с. 5. Автоматический резьбонакатный станок 6 мм 3 Мощность 2,25,000-00 с двигателем 3 л.с. и стартером 6. Автоматический резьбонакатный станок 4 мм 2 Производительность 1,00,000-00 с 2 Двигатель и стартер высокого давления 7. Полировальный барабан с двигателем мощностью 2 л.с. и стартером 1 18,000-00 8. Печь с электрическим обогревом для термообработки 1 1,25,000-00 (отпуск) 450 x 600 мм. емкость 9. Поворотная поворотная печь с электрическим обогревом 1 2,50,000-00 5
10. 11. 12. 13. 14. 15. 16. 17. 18.
19.20.
размер 410×58 мм. 40 кг. Три оцинкованных цилиндра размером 24×12 дюймов в комплекте. Одна сушильная машина размером 14×10 дюймов с двигателем мощностью 1 л.с. Одна крышка для каустической бочки. 12 ”с двигателем 1 л.с. Компрессор среднего размера с круглым воздушным резервуаром и подставкой, с двигателем 1 л.с. Выпрямитель в сборе. 16 вольт и 1000 ампер. Круглый фильтрующий блок с 12 пластинами и насосом из нержавеющей стали. Колпачок центрирующего станка. 6 футов с двигателем 3 л.с. Сверлильный станок с заглушкой 35 мм. с мотором 1,5 л.с.500×250 мм с двигателем 3 л.с. Двойная шлифовальная машина мощностью 10 дюймов с двигателем мощностью 1 л.с. Плашки и инструменты, резьбонарезные штампы и измерительные инструменты Расходы на установку и электрификацию @ 10% от общей стоимости офисного оборудования и мебели Предоперационные расходы
1 Набор
2,30,000-00
1
8,000-00
1 1
22,000-00 15,000-00
1
1,10,000-00
1
8,000-00
1 1 1
70,000-00 35,000-00 85,000-00
1
10,000-00 1,50,000-00 2,24,100-00
Итого рупий.S A Y Rs.
1,00,000-00 25,000-00 25,90,100-00 25,90,000-00
12. ОБОРОТНЫЙ КАПИТАЛ (В МЕСЯЦ):
(i) Персонал: S.No. 1. 2. 3.
Обозначение
№
Управляющий бухгалтер Руководитель
1 1 1 6
Заработная плата (рупии) 8,000 / 4,000 / 5,000 / –
Итого (рупии) 8,000-00 4,000- 00 5,000-00
4. 5. 6. 7. 8.
Квалифицированные рабочие Полуквалифицированные рабочие Неквалифицированные рабочие Чоукидар Пеон
12 4,000 / 12 3,000 / 12 2,500 / 1 2,000 / 1 2,000 / Промежуточная сумма рупий .
Добавить: Дополнительные компоненты @ 15% Общая сумма рупий.
48,000-00 36,000-00 30,000-00 2,000-00 2,000-00 1,35,000-00 20,250-00 1,55,250-00
(ii) Сырье (в месяц): S.No. Подробности Кол-во. Ставка (рупии) 1. H.B. Проволока в бухтах от 8 до 13 15 MT 26 000 / Калибры 2. Химикаты для нанесения покрытий / Расходные материалы LS Всего рупий.
Стоимость (рупий) 3,90,000-00 30,000-00 4,20,000-00
(iii) Коммунальные услуги (в месяц): Электроэнергия Вода
L.S. Л.С. Всего рупий. 7
12,000-00 2,000-00 12,000-00 1,000-00 5,000-00 5,000-00 2,000-00 1,500-00 1,500-00 8,000-00 8,000-00 10,000-00
Разное.Расходы, включая расходы на упаковку Всего рупий.
10,000-00 78,000-00
(v) Общие текущие расходы (в месяц): 1. 2. 3. 4.
Сырье и персонал Коммунальные услуги Прочие условные расходы
4,20,000-00 1,55,000-00 9,000-00 78,000-00 6,62,000-00
Итого, рупий. (vi) Общие капитальные вложения: Оборотный капитал с фиксированными затратами на общую сумму рупий за два месяца.
25,90,000-00 13,24,000-00 39,14,000-00
ОБРАБОТКА: Поскольку самонарезающие винты производятся на автоматических станках, ручная работа очень небольшая.Транспортировать продукт с одной машины на другую просто. Таким образом, эффективность 80% будет достигнута в течение двух месяцев. ФИНАНСОВЫЙ АНАЛИЗ: 1. i) ii) iii) iv)
2.
Себестоимость продукции (в год): общие текущие затраты в год – 6,62,000 x 12 Амортизация машин и оборудования при 10% амортизации офисного оборудования И мебель @ 20% процентов от общей суммы инвестиций @ 15% общей суммы рупий. Или скажем
79,44,000-00 2,59,000-00 20,000-00 5,87,100-00 88,10,100-00 88,10,000.00
Оборот (в год):
Саморезы от 2 до 14
1,20 000 шт. Из 8
80 / –
96,00,000-00
Диаметр ман. & Длина от 3,2 до 50 мм
1000 шт. Всего рупий. 96,00,000-00
3.
Чистая прибыль / Валовая прибыль – (в год): = = =
4.
Продажа – 96,00,000 – рупий. 7,90,000-00
Коэффициент чистой прибыли – (в год): чистая прибыль x 100 = объем продаж
5.
7,90,000 x 100 96,00,000
=
8.3%
7,90,000 x 100 39,14,000
=
20,18%
Норма прибыли: чистая прибыль x 100 = капитальные вложения
6.
Себестоимость продукции 88,10,000
Точка безубыточности : Фиксированная стоимость:
1) 2) 3) 4) 5) 6)
Итого амортизационная рента Итого проценты 40% от заработной платы Страхование 40% прочих условных расходов Итого рупий. B.E.P.
=
Фиксированная стоимость x 100 Фиксированная стоимость + Чистая прибыль
9
27,900-00 1,44,000-00 5,87,100-00 7,44,000-00 18,000-00 3,74,400-00 20,79,720-00
=
20,79,720 x 100 20,79,720 + 7,90,000
=
72.00%
10
НАИМЕНОВАНИЯ И АДРЕСЫ ПОСТАВЩИКОВ ОБОРУДОВАНИЯ: 1)
2)
3)
4)
5)
6)
7)
8)
РС. AMI Machine Tools, 20, Ambalal Doshi Marg, (Hamam Street), Fort, Mumbai – 23. Тел. : 022 – 22650745/33664969 Факс: 022 – 22653459 Электронная почта: [защита электронной почты] Веб: www.atlasmachinesindia.com M / s. HMT Machine Tools Ltd., HMT Bhavan, 59, Bellary Road, Bangalore – 560 032. Тел.: 080 – 23330333 Факс: 080 – 23337800 Электронная почта: [защита электронной почты] Веб: www.hmti.com M / s. Micromatic Machine Tools Pvt. Ltd., 271/272, Udyog Bhavan, Sonawala Road, Goregaon (E), Mumbai – 63. Тел. : 022 – 28717271/28717272 Факс: 022 – 28765699 Электронная почта: [электронная почта защищена] M / s. S&T Engineers, H.O. 22, Vasanth Nagar, Singanallur, Coimbatore – 641 005. Тел. : 0422 – 25/2593487 Факс: 0422 – 2573629 Эл. Почта: [электронная почта защищена] M / s. Joginder Machine Tools, Bhiwani Road, Near Ramleela Ground, Rohtak – 124 001 (Харьяна) Тел.: 01263 – 235310 Факс: 01262 – 235310 М / с. Компания Sagar Machine Tools Pvt. Ltd., 418, Indl. Площадь – А, Лудхиана. Тел. : 0161 – 2661557/2660469 М / с. Торговцы станками, апартаменты Riddhi, участок № 10, Джавахар Нагар, 1-й этаж, S.V. Road, Goregaon (W), Mumbai – 62. Мобильный: 9819425747 M / s. Bharat Machine Tools (Jamnagar) Pvt. Ltd., Pandit Nehru Road, Opp. Брук Бонд, Джамнагар – 361 002. Тел. : 0288 – 2757382/2757472 Факс: 0288 – 2757382 Электронная почта: [электронная почта защищена] M / s. Компания Modern Precision Tools Pvt. ООО, Рядом с R.D. Verma & Co., Meerut Road, Ghaziabad – 201 003 (U.P.) Тел. : 0120 – 2722285/2780986 Факс: 0120 – 2780986 Электронная почта: [электронная почта защищена] 11
НАИМЕНОВАНИЯ И АДРЕСЫ ПОСТАВЩИКОВ СЫРЬЯ: 1)
2)
3)
4)
5)
6)
7)
М / с. Bharat Enterprises, 276/278, Samuel Street, 2nd Floor, Vadgadi, Mumbai – 400 003. Тел. : 022 – 23442378 Факс: 022 – 2300248 М / с. Инженерный завод Джай Амбе, A / 14-25, Nandjyot Indl.Estate, Andheri Kurla Road, Мумбаи – 400 072. Тел. : 022 – 28512073/28513113 Факс: 022 – 28514379 Электронная почта: [электронная почта защищена] M / s. Ancara Tube Industries, E-46–49, C.S.T. Road, Behind Kurla Bus Depot, Kurla (W), Mumbai – 400 070. Тел. : 022 – 25957522/26500522 Факс: 022 – 26506131 М / с. Yogesh Metal Industries, 6A, Saroj Niwas, Gr. Этаж, 149/153, Сант Сена Махарадж Марг, (2-я Кумбхарвада), Мумбаи – 400 004, тел. : 022 – 238/25636207 М / с. Sovereign, 6, Gopal Niwas, 1st Floor, 133, S. Gandhi Marg, (Princess Street), Мумбаи – 2.Тел. : 022 – 22031079 М / с. РС. Engg. Co., камеры Минакши, цех № 7, гр. Этаж, Ghod dev Road, Bhayander (E), Dist. Тан – 401 105. Тел. : 022 – 281
/28188216 Факс: 022 – 28192604 М / с. Micro Tube Industries, 24, Dhobi Street, 2nd Floor, Mumbai – 400 003. Тел. : 022 – 23401625(13) Технологический ресурсный центр: MSME-DI, Gangtok (14) Список объектов, настроенных с помощью этого профиля – Нет ***************** ***************************************
12
Оборудование для холодной штамповки для себя саморезы и заклепки
ПРОИЗВОДСТВО ВИНТОВ САМОРЕЗЬЯ
Taiwan Fastener Alliance предлагает широкий спектр посадочного и резьбонакатного оборудования для производства саморезов.Для того, чтобы правильно подобрать модель и комплект оборудования для саморезов, гарантирующий выпуск продукции, пользующейся большим спросом на рынке, необходимо указать:
- Диаметр изделия.
- Длина выпускаемого изделия.
- Укажите наличие сверла.
- Укажите тип шурупа, его назначение (дерево, металл, бетон, кровля, окно).
- Приведите чертеж, фотографию или укажите стандарт DIN или ГОСТ.
ОБОРУДОВАНИЕ ДЛЯ ВИНТОВ САМОРЕЗИНЕНИЯ ХОЛОДНОЙ ГОЛОВКИ В ЗАЩИТНОЙ КРЫШКЕ
Благодаря полностью герметичной конструкции, модели оборудования для производства шурупов и болтов обладают низким уровнем шума и высокими экологическими показателями, соответственно, дороже других моделей. Модели с защитным кожухом сочетают в себе расширенные возможности со сложной системой контроля параметров.
Аппаратные изделия производятся на оборудовании, используемом по всему миру многими компаниями, производителями электроники, такими как SONY, PANASONIC, OLYMPUS, SAMSUNG, BenQ и др.
Комплект оборудования для производства саморезов
Стандартное оборудование
- Один (1) наборный инструмент
- Разматыватель проволоки (инструменты для заголовка)
- Рабочий свет
- Инструменты для технического обслуживания
- Паспорт
- Руководство пользователя
- Электросхемы
Дополнительное оборудование (опция)
- Частота вращения инвертора
- Транспортер для удаления стружки
- Сертификация CE
RG-2C
РГ-5.5C
RG-10C
RG-15C
RG-20C
RG-25C
Технические характеристики оборудования для производства саморезов и болтов
| Модель | Макс. диаметр заготовки | Максимальная длина заготовки | Длина хода ползуна | Производительность, шт. / Мин. | Диаметр основной матрицы | Диаметр разделяющей матрицы | Первый пуансон | Пуансон второй | Мощность ГД | Масляный насос | Опции, ДхШхВ, см | Масса нетто, кг | Масса брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RG-2C | 0,8 ~ 3 мм | 24 мм | 38 мм | 190 ~ 220 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 165x110x156 | 860 | 930 |
| RG-5.5C | 2 ~ 3,5 мм | 28 мм | 46 мм | 200 ~ 250 | 25 мм | 13,5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 175x115x185 | 980 | 1050 |
| RG-10C | 2 ~ 4 мм | 32 мм | 58 мм | 190 ~ 220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ HP | 185x130x200 | 1060 | 1360 |
| RG-15C | 4 ~ 5 мм | 64 мм | 92 мм | 150 ~ 180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ HP | 198x130x175 | 1930 | 2130 |
| RG-15C | 4 ~ 5 мм | 76 мм | 110 мм | 150 ~ 180 | 34,5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ HP | 198x130x175 | 2030 | 2230 |
| RG-20C | 4 ~ 6 мм | 76 мм | 124 мм | 80 ~ 100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 240x140x150 | 2775 | 2280 |
| RG-20C | 4 ~ 6 мм | 102 мм | 160 мм | 80 ~ 100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 265x140x188 | 3250 | 3400 |
| RG-25C | 4 ~ 8 мм | 102 мм | 160 мм | 65 ~ 85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ HP | ¼ HP | 350x160x180 | 4500 | 4650 |
ОБОРУДОВАНИЕ ДЛЯ НАПРАВКИ САМОРЕЗЬЯЩИХ ВИНТОВ В ПОЛУЗАЩИТНОЙ КРЫШКЕ
Модели оборудования для производства шурупов с полузащитной крышкой относительно проще в эксплуатации по сравнению с моделями в защитной крышке и более экологичны.В настоящее время это оборудование является наиболее популярным среди наших клиентов. Оборудование для холодной штамповки полузащитного покрытия представлено машинами большого и среднего размера, идеально подходящими для производства высококачественных больших и микроскопических винтов, используемых в машиностроении, автомобилестроении, фотоэлектронике, точной электронике (iPhone), электротехнике, автомобильная промышленность и другие. Крепеж этого оборудования выдерживает удары и вибрацию.
РГ-5С
РГ-5.5S
РГ-10С
РГ-15С
РГ-20С
Технические характеристики оборудования для производства саморезов и болтов
| Модель | Максимальный диаметр заготовки | Максимальная длина заготовки | Длина хода ползуна | Производительность, шт. / Мин. | Диаметр сердечника матрицы | Диаметр разделяющей матрицы | Первый пуансон | Пуансон второй | Мощность привода | Масляный насос | Опции ДхШхВ, мм | Масса нетто, кг | Масса брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RG-5S | 0.8-3 мм | 24 мм | 38 мм | 170 ~ 200 | 20 мм | 13,5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 1650x1100x1560 | 820 | 880 |
| RG-5.5S | 2-3,5 мм | 28 мм | 46 мм | 200 ~ 250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 1750x1150x1550 | 980 | 1050 |
| RG-10S | 2-4 мм | 32 мм | 58 мм | 190 ~ 220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ HP | 1850x1300x1720 | 1050 | 1160 |
| RG-15S | 4-5 мм | 64 мм | 92 мм | 150 ~ 180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ HP | 2100x1100x1320 | 1750 | 1840 |
| RG-15S | 4-5 мм | 76 мм | 110 мм | 150 ~ 180 | 34,5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ HP | 2100x1100x1320 | 1860 | 1980 |
| RG-20S | 4-6 мм | 76 мм | 124 мм | 90 ~ 110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 2400x1400x1500 | 2645 | 2750 |
| RG-20S | 4-6 мм | 102 мм | 156 мм | 80 ~ 100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 2650x1500x1500 | 3210 | 3360 |
ОБОРУДОВАНИЕ ДЛЯ ХОЛОДНОЙ НАПРАВКИ (ИЗГОТОВЛЕНИЯ) САМОРЕЗИНЯЩИХ ВИНТОВ БЕЗ ЗАЩИТНОЙ КРЫШКИ
РГ-5
РГ-5.5
RG-10
RG-15
RG-20
Технические характеристики оборудования для производства саморезов и болтов
| Модель | Максимальный диаметр заготовки | Максимальная длина заготовки | Длина хода ползуна | Performance, шт./ мин. | Диаметр сердечника матрицы | Диаметр разделяющей матрицы | Первый пуансон | Пуансон второй | Мощность привода | Масляный насос | Опции ДхШхВ, мм | Масса нетто, кг | Масса брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RG-5 | 0.8-3 мм | 24 мм | 38 мм | 170 ~ 200 | 20 мм | 13,5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 1370x840x1020 | 500 | 560 |
| РГ-5.5 | 2-3,5 мм | 28 мм | 46 мм | 200 ~ 250 | 25 мм | 13,5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 1750x1100x1600 | 780 | 860 |
| RG-10 | 2-4 мм | 32 мм | 58 мм | 190 ~ 220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ HP | 1690x1090x1260 | 960 | 1060 |
| RG-15 | 4-5 мм | 64 мм | 92 мм | 150 ~ 180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ HP | 2100x1100x1320 | 1640 | 1750 |
| RG-15 | 4-5 мм | 76 мм | 110 мм | 150 ~ 180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ HP | 2100x1100x1320 | 1750 | 1860 |
| RG-20 | 4-6 мм | 76 мм | 124 мм | 90 ~ 110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 2400x1400x1500 | 2400 | 2500 |
| RG-20 | 4-6 мм | 102 мм | 156 мм | 90 ~ 110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 2400x1400x1500 | 2400 | 2500 |
| RG-25 | 4-8 мм | 102 мм | 160 мм | 65 ~ 85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ HP | ¼ HP | 3500x1510x1350 | 4000 | 4150 |
| RG-30 | 10 мм | 152 мм | 230 мм | 52 ~ 60 | 80 мм | 40 мм | 55 мм | 55 мм | 15 л.с. | ½ HP | 4450x1740x1510 | 7000 | 7000 |
| RG-40 | 13 мм | 152 мм | 230 мм | 50 ~ 60 | 98 мм | 48 мм | 68 мм | 68 мм | 30 л.с. | ½ HP | 5000x2050x1800 | 12000 | 12000 |
ОБОРУДОВАНИЕ ДЛЯ ХОЛОДНОЙ РАЗГРУЗКИ ПОЛЫХ ПРОДУКТОВ
Образцы
RG-3H
РГ-5.5H
RG-15H
RG-20H
Технические характеристики оборудования для холодной высадки полых изделий
| Модель | Максимальный диаметр заготовки | Максимальная длина заготовки | Длина хода ползуна | Производительность, шт. / Мин. | Диаметр сердечника матрицы | Диаметр разделяющей матрицы | Первый пуансон | Пуансон второй | Мощность привода | Масляный насос | Опции ДхШхВ, мм | Масса нетто, кг | Масса брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| РГ-3Н | 1-3 мм | 18 мм | 38 мм | 100 ~ 120 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 1370x840x1020 | 500 | 560 |
| РГ-5.5Н | 2-3,5 мм | 30 мм | 46 мм | 100 ~ 120 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ HP | 1750x1100x1600 | 780 | 860 |
| РГ-15Н | 3-6 мм | 64 мм | 92 мм | 70 ~ 100 | 34.5 мм | 19 мм | 24 мм | 24 мм | 2 л.с. | ¼ HP | 2100x1100x1320 | 1640 | 1750 |
| РГ-20Н | 4-6 мм | 76 мм | 124 мм | 90 ~ 110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ HP | 2400x1400x1500 | 2400 | 2500 |
ОБОРУДОВАНИЕ ДЛЯ ФОРМОВКИ СВЕРЛ НА САМОРЕЗЬЯЩИХ ВИНТАХ
Оборудование для формирования сверл на саморезах и болтах Особенности
- На оборудовании изготавливаются саморезы и формируются сверла.
- Спецификация: высокая скорость, стабильность и долговечность.
- Материал: оборудование изготавливает саморезы из нержавеющей стали SUS304, углеродистой стали SAE1018.
- Комплектующие: станок может быть укомплектован стеллажом для подачи заготовок. Это экономит место и повышает эффективность работы. Стеллажи можно комбинировать с оборудованием для холодной высадки и прокатки для производства и формирования ручек саморезов.
- Набор инструментов.
Технические характеристики оборудования для бурения
| Модель | РГ14-125АН | РГ14-127АН | РГ14-203АН |
|---|---|---|---|
| РГ14-125АН-2С | РГ14-125АН-2С | РГ14-203АН-2С | |
| Главный двигатель | 7.5 л.с. x 6 фаз | 7,5 л.с. x 6 фаз | 7,5 л.с. x 6 фаз |
| Инвертор | 5,5 кВт | 11 кВт | 11 кВт |
| Напряжение | 220 В / 380 В x 3 фазы | 220 В / 380 В x 3 фазы | 220 В / 380 В x 3 фазы |
| Принцип действия | Пневматический | Пневматический | Пневматический |
| Контроллер | Н.З. 24 В постоянного тока | Н.З. 24 В постоянного тока | Н.З. 24 В постоянного тока |
| Автоматические системы | Система автоматической регистрации неисправностей | Система автоматической регистрации неисправностей | Система автоматической регистрации неисправностей |
| Вибрационный питатель | Ø620 мм | Ø720 мм | Ø850 мм |
| Производительность | 120 ~ 520 шт / мин. | 80 ~ 520 шт / мин. | 80 ~ 520 шт / мин. |
| Рабочий диаметр проволоки | # 6 (Ø2,8) ~ # 14 (Ø5,45), №1 ~ №3 | # 6 (Ø2,8) ~ # 14 (Ø5,45), №1 ~ №5 | # 6 (Ø2,8) ~ # 14 (Ø5,45), №1 ~ №5 |
| Рабочая длина | 9.5 ~ 127 мм (3/8 ~ 5 дюймов) | 9,5 ~ 127 мм (3/8 ~ 5 дюймов) | 16 ~ 203 мм (3/4 ~ 8 дюймов) |
| Инструмент для спецификации | МА, МБ | МБ, MC | МБ, MC |
| Размер оборудования в упаковке | 1990х1610х1790 мм | 2420х1820х1910 мм | 2420х1820х1910 мм |
| Масса нетто оборудования | 1944 кг | 2206 кг (2S +2 кг) | 2354 кг (2S +2 кг) |
| Масса | 2250 кг | 2556 кг (2S +2 кг) | 2704 кг (2S +2 кг) |
Саморез со сверлом
ПРИНАДЛЕЖНОСТИ ДЛЯ ОБОРУДОВАНИЯ
Стенд для подачи материала к станку
ПОЛНЫЙ ЦИКЛ ИЗГОТОВЛЕНИЯ САМОРЕЗИНЯЩЕГО ВИНТА (ДЛЯ ССЫЛКИ)
Проволока проходит несколько этапов обработки, прежде чем стать саморезом.Формовка заготовки на машине холодной высадки. На этом этапе изделие приобретает необходимую длину, кончик и головку. Затем на резьбонакатном станке нарезают резьбу стержня с резьбой. Для улучшения качества продукта могут быть добавлены процессы поверхностного упрочнения для увеличения прочности продукта и антикоррозийная обработка. Затем продукт упаковывается в полиэтиленовые пакеты и коробки.
Что такое саморезы?
Винты – это крепежные детали, используемые для соединения двух предметов; они являются альтернативой гвоздям, и их преимущество заключается в том, что их можно довольно легко удалить и заменить.Обычно они изготавливаются из стали, нержавеющей стали или алюминия, хотя существуют и неметаллические варианты. Винты различаются по нескольким характеристикам: форме головки, типу головки, близости резьбы, калибру резьбы, длине и диаметру. Наиболее распространенные формы головки – плоская головка и зенковка, у которых есть плоские вершины с конической нижней стороной, позволяющей им сидеть заподлицо; скругленная головка, имеющая закругленные стороны и плоскую вершину; овальная голова, имеющая закругленные стороны и закругленную вершину; и круглая голова, имеющая полусферическую вершину, округлую сверху и плоскую снизу.
Помимо этих различий, винты также классифицируются по материалам, из которых они лучше всего соединяются, и по тому, идет ли резьба до самого винта или частично. Кроме того, некоторые винты имеют режущую способность для создания собственных отверстий, когда они вбиваются в материал, в то время как другие требуют использования отверстия с предварительной резьбой. Крепежные винты используются для соединения частей оборудования; обычно это узкие винты, которые навинчиваются на весь вал. Обычно крепежные винты вставляются в отверстия с резьбой или резьбой.Между тем, для крепления металла к металлу используются винты для листового металла; у них есть острая резьба, которая позволяет им вырезать и продевать отверстие по мере вбивания. По этой причине винты для листового металла также называют самонарезающими винтами или винтами для нарезания резьбы. Как и крепежные винты, винты для листового металла навинчиваются снизу вверх.
Саморезы – это гибриды крепежных винтов и шурупов для листового металла. Они похожи на обычные крепежные винты, за исключением того, что у них есть возможность нарезания резьбы ближе к кончику.Разница между винтами-саморезами и винтами для листового металла состоит в том, что может обрезаться только часть резьбы, а это означает, что если винт вытащить и снова вставить, он не нарежет новую резьбу, а будет следовать предыдущей.
Лучшая цена на самосверлящий винтовой станок M6 – 8 лет производства экспортера Csk Head Самонарезающий винт Аппаратный гвоздь 2,8 мм с плоской головкой Яркий для стандарта Au – Завод и поставщики Shuangzi
Независимо от того, новый клиент или устаревший клиент, мы верим в обширную фразу и доверительные отношения для желтого самосверлящего винта с шестигранной головкой с шайбой, самосверлящего винта из нержавеющей стали, самосверлящего винта с шайбой.С момента основания в начале 1990-х годов мы открыли нашу продажу сеть в США, Германии, Азии и нескольких странах Ближнего Востока.Мы стремимся быть первоклассным поставщиком OEM и послепродажного обслуживания по всему миру!Лучшая цена на самосверлящий винтовой станок M6 – 8 лет производства экспортера Csk Head Самонарезающий винт Аппаратный гвоздь 2,8 мм с плоской головкой Яркий для стандарта Au – Shuangzi Деталь:
Это действительно наша ответственность, чтобы удовлетворить ваши потребности и профессионально предоставить вам. Ваше удовольствие – наша лучшая награда. Мы с нетерпением ждем возможности совместной разработки для 8-летнего производителя Csk Head Самонарезающий винт Hardware Nail 2.8 мм Flat Head Bright For Au Standard. Постоянная доступность высококачественных решений в сочетании с нашим превосходным предпродажным и послепродажным обслуживанием обеспечивает высокую конкурентоспособность на все более глобализирующемся рынке.
Это действительно наша ответственность – удовлетворить ваши потребности и профессионально предоставить вам. Ваше удовольствие – наша лучшая награда. Мы с нетерпением ждем возможности совместной разработки головок для декоративных гвоздей, мебельных винтов с плоской головкой, самосверлящих винтов с плоской головкой.Удовлетворение наших клиентов нашими товарами и услугами всегда вдохновляет нас на лучшее в этом бизнесе. .Мы строим взаимовыгодные отношения с нашими клиентами, предоставляя им большой выбор автозапчастей премиум-класса по сниженным ценам. Мы предлагаем вам оптовые цены на все наши качественные детали, чтобы вам гарантировалась большая экономия.
Описание продукта:
| Арт. | Саморез |
| Материал | СВЧ32А, С1022А, СС410… |
| Стандартный | DIN, ISO, ANSI, НЕСТАНДАРТНЫЙ… |
| Тип головки | Головка с шестигранной головкой, Головка Csk, Головка с полукруглой головкой, Головка для фермы, Головка вафли….. |
| Толщина | # 8 (4,2 мм), # 10 (4,8 мм), # 12 (5,5 мм), # 14 (6,3 мм) |
| Длина | 1/2 ”~ 8” (13–200 мм) |
| Понит № | № 2, № 3, |
| Упаковка | Цветная коробка + картон; Насыпью в мешки по 25 кг; Маленькие сумки + картон; или по индивидуальному заказу клиента |
Особый процесс и характерные преимущества:
- Оцинкованная поверхность, высокая яркость, высокая коррозионная стойкость.
- Науглероживание с отпуском, высокая твердость поверхности.
- Передовая технология, высокая эффективность запирания.
Дисплей продукта:
Связанные товары:
О нас:
Handan Shuangzi Metal Products Co., Ltd – профессиональный производитель предприятий по производству бурильных и самонарезающих винтов. С момента своего создания компания сосредоточилась на производстве и исследованиях буровых шурупов, что позволило создать современную, высококлассную и разнообразную профессиональную линию по производству хвостовых винтов.Все бывшее в употреблении оборудование импортируется из Германии, Японии и Тайваня, с годовым объемом производства высококачественных, разнообразных хвостовых винтов. В работе работают лучшие отечественные технологи в области формования шестигранников, клипсования, накатки резьбы, науглероживания, цинкования и т. Д. стиральная машина, упаковка и другие процессы, каждое звено стремится к совершенству и лучшему.
Мастерская:
Компания дорогое современное производственное оборудование и изысканные технологии из Германии, Японии и Тайваня.Производство в строгом соответствии с международными стандартами для производства дорогостоящих и высококачественных продуктов, закладывающих лучшую основу.
Упаковка и доставка:
Свяжитесь с нами:
Подробные изображения продукта:
Руководство по сопутствующей продукции:
{Market} Market – подробный отраслевой отчет в реальном времени, охватывающий таких игроков, как Grip-Rite, The Hillman, Wurth Group, SENCO, Katsuhana Fasteners | Винт-саморез Din7504
Клиенты солнечных батарей обеспокоены затратами 599 долларов на ремонт ржавых винтов | Din931
Мы убеждены, что совместными усилиями совместный бизнес принесет нам обоюдную выгоду.Мы можем гарантировать вам качество продукции и конкурентоспособную цену за лучшую цену на самосверлящий винтовой станок M6 – 8 лет экспортного производства Csk Head Самонарезающий винт Аппаратный гвоздь 2,8 мм с плоской головкой Яркий для стандарта Au – Shuangzi, продукт будет поставлять во все страны мир, такой как: Эстония, Греция, Южная Африка. После многих лет создания и развития, благодаря преимуществам подготовленных квалифицированных талантов и богатому маркетинговому опыту, постепенно были достигнуты выдающиеся достижения. Мы получаем хорошую репутацию от клиентов благодаря хорошему качеству наших решений и прекрасному послепродажному обслуживанию.Мы искренне желаем создать более процветающее и процветающее будущее вместе со всеми друзьями дома и за рубежом!
Винт | компонент машины | Britannica
Винт , в машиностроении, обычно круглый цилиндрический элемент с непрерывным спиральным ребром, используемый либо как крепежный элемент, либо как модификатор силы и движения.
Хотя пифагорейский философ Архит из Тарента (V век до нашей эры) является предполагаемым изобретателем винта, точная дата его первого появления в качестве полезного механического устройства не известна.Хотя изобретение водяного винта обычно приписывают Архимеду (3 век до н. Э.), Существуют свидетельства того, что подобное устройство использовалось для орошения в Египте в более раннее время. Шнековый пресс, изобретенный, вероятно, в Греции в I или II веке до нашей эры, использовался со времен Римской империи для глажки одежды. В I веке нашей эры деревянные винты использовались в прессах для вина и оливкового масла, а также использовались резаки (метчики) для нарезания внутренней резьбы.
Подробнее по этой теме
ручной инструмент: Винтовой инструмент
Хотя Архимеду приписывают изобретение винта в 3 веке до нашей эры, его винт был не сегодняшним крепежом, а на самом деле…
На рисунке, который показывает основные типы винтов и головок винтов в современном использовании, колпачковые и крепежные винты используются для зажима деталей машины вместе, либо когда одна из деталей имеет резьбовое отверстие, либо вместе с гайкой. Эти винты растягиваются при затягивании, и создаваемая растягивающая нагрузка сжимает детали вместе. Крепежные винты имеют различные типы головок, большинство из которых имеют шлицы под отвертку. Они изготавливаются меньшего размера, чем болты и винты с головкой под ключ.
Установочный винт на рисунке входит в резьбовое отверстие в одном элементе; при затягивании чашеобразное острие вдавливается в сопрягаемый элемент (обычно вал) и предотвращает относительное движение.Установочные винты также бывают с коническими и цилиндрическими точками, которые подходят к соответствующим отверстиям, и с шлицевыми и квадратными головками.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасШпилька – это стержень с резьбой на обоих концах. Он постоянно ввинчен в один элемент и зажат гайкой на другом конце.
Саморезы образуют или нарезают сопрягаемую резьбу в таких материалах, как металлы, пластмассы, стекловолокно, асбест и пропитанная смолой фанера, когда они забиваются или вкручиваются в просверленные или полые (литые) отверстия.Саморез на рисунке образует резьбу, перемещая материал рядом с пилотным отверстием так, чтобы он обтекал винт. Самонарезающие винты имеют режущие кромки и полости для стружки, которые создают сопрягаемую резьбу за счет удаления материала.
Шурупы по дереву бывают самых разных диаметров и длин; при использовании больших размеров просверливаются пилотные отверстия, чтобы избежать раскалывания древесины. Стяжные шурупы – это большие шурупы по дереву, которые используются для крепления тяжелых предметов к дереву. Головы бывают квадратными или шестиугольными.
Винты, изменяющие силу и движение, известны как винты с приводом. Шуруповерт преобразует крутящий момент (крутящий момент) в тягу. Тяга (обычно для подъема тяжелого предмета) создается поворотом винта в неподвижной гайке. Используя длинный стержень для поворота винта, небольшое усилие на конце стержня может создать большую осевую силу. Столы для заготовок на станках линейно перемещаются по направляющим винтами, которые вращаются в подшипниках на концах столов и сопрягаются с гайками, закрепленными на станине станка.Подобное преобразование крутящего момента в усилие может быть получено либо путем вращения фиксированного в осевом направлении винта для приведения в движение фиксированной во вращении гайки вдоль винта, либо путем вращения фиксированной в осевом направлении гайки для пропускания винта, фиксированного во вращении, через гайку.
Строительные винты | Самосверлящие винты | Поставщик саморезов
Продукты
Категория продуктов
Основанная в 1994 году компания Boss Precision Works Co., Ltd. накопила опыт в поставке различных крепежных деталей, таких как крепежные винты, самонарезающие винты, самосверлящие винты, шурупы для гипсокартона, шурупы для ДСП, шурупы для ДСП, шурупы по дереву, шестигранники. Болты и др.
У нас есть оборудование для проверки / контроля качества и упаковки. Мы экспортируем различные крепежные детали из углеродистой и нержавеющей стали, а также различные крепежные детали специального назначения. Теперь наша основная цель – разработать специальные крепежные детали на основе наших профессиональных знаний и услуг.
Саморезы
Boss Precision Works уже много лет является профессиональным поставщиком саморезов на Тайване. Мы предлагаем широкий выбор саморезов как из нержавеющей, так и из углеродистой стали.Они идеально подходят для использования с листами из алюминиевого сплава при использовании самонарезающего винта из нержавеющей стали и использования обоих саморезов, когда требуются высокие зажимные нагрузки.
Самосверлящие винты
Boss Precision Works уже много лет является профессиональным поставщиком саморезов на Тайване. Самосверлящий винт сочетает в себе высококачественные стальные элементы управления и производственное ноу-хау, лучшее доступное острие сверла, предназначенное для использования в мягкой стали или других металлах.Не только из углеродистой стали, но и из нержавеющей стали, наши саморезы с острым и прочным концом сверления пробивают металл без коробления, просверливают сталь быстрее, чем у других ведущих поставщиков.
Винты для ДСП для гипсокартона
Boss Precision Works специализируется на производстве шурупов для ДСП для гипсокартона различных типов. Мы также предлагаем индивидуальные винты по чертежам или запросам заказчика.Наши шурупы для ДСП для гипсокартона изготавливаются как из углеродистой, так и из нержавеющей стали, например, тонкие шурупы с плоской головкой и заусенцами, мелкая резьба с крестообразным шлицем, шурупы для гипсокартона с цилиндрической головкой.
Винты JIS
На основании JIS (Японские промышленные стандарты) для каждого клиента предъявляются строгие требования к винтам JIS.
Machine Screws & Sems Screws
Boss Precision Works специализируется на производстве крепежных винтов и винтов с плоской головкой для различных типов.Мы также предлагаем индивидуальные винты по чертежам или запросам заказчика. Наши крепежные винты и винты с плоской головкой изготавливаются из углеродистой стали, нержавеющей стали, латуни и алюминия. Машинные винты часто используются для изготовления прецизионных электронных деталей, изделий из листового металла и пластика. Как правило, застежка меньшего размера, как правило, имеет выемку под крестовую отвертку или прорезь.
Кровельные саморезы
Boss Precision Works предлагает высококачественные кровельные саморезы для различных типов.Мы также предлагаем индивидуальные услуги в соответствии с чертежами или запросами клиента. Наши кровельные саморезы изготавливаются из углеродистой и нержавеющей стали и специально разработаны для кровли из металла, пластика и стекловолокна. Доступны различные точки сверления как для деревянных, так и для металлических конструкций.
Шурупы по бетону и шурупы для настила
Boss Precision Works специализируется на производстве винтов по бетону для различных типов, таких как шестигранные головки с шайбами и шестигранные фланцевые головки.Мы также предлагаем индивидуальные винты по чертежам или запросам заказчика. Наши шурупы для бетона изготавливаются из углеродистой и нержавеющей стали.
Мебельные шурупы и болты
Мы предлагаем различные виды мебельных шурупов для удовлетворения требований клиента, которые наилучшим образом сочетаются с интерьером и мебелью клиента, а также болты широкого ассортимента от опытных вспомогательных заводов, инспектируемые нашим отделом контроля качества для обеспечения наилучшего качества.
Самосверлящий винтовой станок для изготовления винтов с максимальной длиной 200 мм
Самосверлящий винтовой станок для изготовления винта максимальной длиной 200 мм
Краткая информация
| Место происхождения: | Гуандун, Китай | Бренд: | МАШИНЫ KAINUO |
| Номер модели: | КНД6-200 | Цвет: | зеленый |
| Вместимость: | 100-450 шт. / Мин. | Вес: | 2800 сом |
| Цена: | Конкурсное | Послепродажное обслуживание: | Доступны зарубежные услуги |
| Гарантия: | 1 год | Срок службы: | 8-10 лет |
Описание продукта
Параметр машины
| Режим | КНД6-200 |
| Имя | Самосверлящий винтовой станок |
| Диаметр винта | 2.8-7,0 мм |
| Длина винта | 10-200 ММ |
| Вместимость | 100-450 шт. / Мин. |
| Главный двигатель | 7,5 кВт |
| Рабочее устройство | ПЛК / светодиод |
| Система обнаружения | Сенсорный экран Человек-машина Неисправность Дисплей |
| Масса | 2800 сом |
| Размер | 2100 ММ * 1700 ММ * 1730 ММ |
| Возможность поставки: | 3-5 комплектов в месяц |
Детали конструкции
Образцы продукции
Сопутствующее оборудование
Основные процессы производства саморез винт
Краткое описание необходимых процессов и машин:
Проволока → Заголовок → Формовка хвостовика сверла → Накатка резьбы → Термическая обработка → Покрытие (цвет)
35(1).Формируем головку винта на высадочной машине. (Винторезная машина)
(2). Формовка хвостовика / наконечника / острия хвостового винта на станке для производства самосверлящих винтов (станок для производства хвостовых винтов)
(3). Заточите накатку на резьбонакатном станке и полностью сформируйте винт с резьбой (резьбонакатный станок )
(4). Обрабатывайте шнек-полуфабрикат при термообработке в соответствии со стандартом (печь для термообработки)
(5). Согласно требованиям, процесс гальваники.(Станок для цинкования)
Информация о компании
Guangzhou Kainuo Machinery Co., Ltd. находится в Гуанчжоу. Компания специализируется на производстве станков для холодной высадки крепежных винтов, станков для накатки резьбы, станков для завинчивания хвостовых винтов, станков для сборки винтовых шайб и сопутствующих устройств. Мы являемся профессиональным поставщиком винтового оборудования, способным предоставить подходящее оборудование для производства винтов в соответствии с требованиями заказчика и предоставить услуги высокого качества.
Наши клиенты приезжают со всего мира, таких как Узбекистан, Кыргызстан, Казахстан, Туркменистан, Индонезия, Россия, Египет, Индия, Вьетнам, Таиланд, Судан и другие страны. Приглашаем посетить нашу компанию и надеемся на сотрудничество с вами. Наша цель – производить продукцию высокого качества и обеспечивать безупречный сервис для наших клиентов.
Наша служба
1.Обслуживание перед продажей
24 часа онлайн. TradeManager быстро ответит на ваш запрос.
Также может ответить на все вопросы с вами с помощью любых инструментов онлайн-чата (Wechat, Whatsapp, QQ, электронная почта, facebook).
Профессионально и терпеливо представим, чтобы показать подробные фотографии и рабочие видео наших винторезных станков.
2.Сервис в продаже
Отправьте заказанные вами фотографии машин и видеоролики, а затем упакуйте машины пленкой или деревянными ящиками после того, как подтвердите, что машины в порядке.
После доставки машин мы бесплатно отправим вам все оригиналы документов по DHL Express и сообщим вам номер для отслеживания.
3. Сервис после продажи
Помощь в приобретении сопутствующего оборудования и хранении на нашем складе.
Бесплатное обучение на нашем заводе, индивидуальное обучение.
инженеров доступны для обслуживания за рубежом.
Техническая поддержка на любом этапе через любую форму связи.
Упаковка и доставка
Подробная информация об упаковке: пленочная упаковка или деревянная упаковка
Порт: порт Гуанчжоу или порт Шэньчжэня
Время выполнения: 30 дней
FAQ
Наиболее часто задаваемые вопросы
1.Каково ваше MOQ?
1 комплект любой машины.
2. Можем ли мы посетить перед размещением заказа? Как я могу перейти на ваш завод?
Да, конечно, добро пожаловать к нам в гости.
Наш завод находится недалеко от аэропорта Гуанчжоу Байюнь, я заберу вас в аэропорту.