оборудование для производства профнастила | ООО Альта-Транс
Линия по производству профнастила: комплектация и возможности
- Разматыватель;
для подачи рулонного материала в линию - Прокатный профилирующий стан;
- Гильотина;
для отреза в заданный размер - Приёмный стол;
для приема готового материала - АСУ.
автоматическая система управления
1. РАЗМАТЫВАТЕЛЬ
Устройство используется для того, чтобы подавать рулонную сталь в профилирующий агрегат. При производстве профнастила оборудование может эксплуатироваться в ручном или автоматическом режиме, в зависимости от стадии выполнения задачи.
Основные технические характеристики оборудования для производства профнастила:
- мощность 1,5-2,2 кВт;
- предельный диаметр разжатия 510-610 мм;
- грузоподъемность 8-10 т.


По желанию заказчика розжим лопастей разматывателя может быть с механическим или гидравлическим приводом.
фото2. ПРОКАТНЫЙ СТАН
Станки для профнастила работают в соответствии с методом последовательного профилирования. Удобство эксплуатации оборудования для производства профилей обеспечивается за счёт регулировки скорости проката и использования регулируемого направляющего стола, наличия отрезных ножниц для минимизации отходов, превосходной эргономики.
Технические характеристики станка для профнастила имеют широкий диапазон и зависят от пожеланий заказчика. К таковым относятся диапазон закалки рабочего инструмента, варианты исполнения установки прокатного инструмента, производительность оборудования для изготовления профилей и множество других полезных опций.
фото3. ГИЛЬОТИНА
Этот станок для профнастила используется для отреза профилированного материала в заданный размер.
Максимальная потребляемая мощность гильотины составляет 4 кВт (данный параметр может изменяться в зависимости от толщины используемого в металла).
4. ПРИЁМНЫЙ СТОЛ СТАНКА ДЛЯ ПРОФНАСТИЛА
После отреза гильотиной готовый профнастил оборудование направляет на приемные лопасти, после чего тот сбрасывается на специальную платформу.
В зависимости от условий размещения станка (линии) по производству профнастила в конкретном помещении предусмотрено несколько вариантов исполнения приёмного стола. Мощность двигателя моторедуктора крыльев приемного стола составляет 0,57 кВт.
фото5. АСУ (автоматическая система управления)
В составе линии по производству профнастила используется автоматизированная система управления, позволяющая обеспечить эффективное согласование и управление работой каждого из станков для профнастила. Основными возможностями и преимуществами именно такой модификации АСУ является:
- использование электронных компонентов марок Mitsubishi, Panasonic;
- максимальная погрешность 0,5 мм на 1 м.п.;
- простота программирования, интуитивный интерфейс управления;
- контроль выполняемого заказа в любой стадии изготовления;
- слежение за ходом производственного процесса;
- вывод на дисплей всей текущей рабочей информации;
- возможность настройки оборудования для изготовления профнастила с минимальным количеством отходов.

Высокая точность, производительность и энергоэффективность используемого оборудования — одно из основных условий любого успешного предприятия. Польский станок (линия) для производства профнастила обладает отличными эксплуатационными показателями при доступной цене. «Альта-Транс» предлагает оборудование, приносящее успех.
Оборудование для производства профнастила от ГК «БОРА»
Линии профнастила предназначены для производства профилированного листа различной высоты гофры. ГК БОРА производит оборудование начиная от профиля С8 до Н114. Автоматизированные линии позволяют методом холодной прокатки формировать профилированный настил из тонколистовой рулонной оцинкованной стали и стали с полимерным покрытием.
Производство оборудования для профнастила занимает ведущее место в перечне продукции нашей компании с 2006 года. Более 15 лет мы производим и поставляем в российские регионы автоматизированные линии и станки с высоким рабочим ресурсом.
Прокатные станы выполнены по последовательной схеме профилирования прокатный инструмент с термоупрочнением. Данная схема исключает “уводку” исходной ленты металла по отношению к прокатным валкам при использовании разнотолщинного металла.
Увеличенное количество клетей гарантирует высокие декоративные качества и стабильность геометрических размеров производимых панелей при прокатке металлов с различными механическими свойствами и толщинами от 0,32 мм. Оборудование для профнастила ГК БОРА исключает частые переналадки межвалковых зазоров при переходе на металл другой толщины.
Линии профнастила компании БОРА способны обеспечить качественный прокат профлиста без дополнительных регулировок зазоров на большом диапазоне толщин. Линии оснащаются мощными приводами, обеспечивая производительность до 35 м.п./мин.
Специфика оборудования для профнастила от ГК «БОРА»
– в качестве рабочего сырья может использоваться листовая или рулонная сталь любых качественных параметров, причем допустимая толщина листа – 0,36-1,0 мм. Возможно использование простой оцинковки или стали с покрытием разного вида.
Возможно использование простой оцинковки или стали с покрытием разного вида.
Всю технику нашего производства можно быстро переналадить на работу с металлом выбираемой толщины.
– в конфигурацию линий профнастила включено большее число прокатных клетей, и более мощные приводы – так что чего обеспечивается требуемая точность геометрических параметров профлиста и его размерных характеристик.
– оборудование профнастил имеет высокий эксплуатационный ресурс (выше стандартных характеристик для техника аналогичного класса). Его существенный рост обеспечивается в том числе включением в линии термоупроченных валков;
– качество гильотинных ножей обеспечивает исключительную точность реза.
Станки профнастил и автоматизированные линии: варианты комплектации
ГК “БОРА” предложит поставки профилегибочной техники в любой необходимой вам комплектации. За счет изменения комплектации стандартный функционал оборудования для профнастила может быть расширен, обслуживание техники станет более простым, а производительность повысится.
В числе лучших предложений:
– линии профнастила с двухярусным расположением прокатных станов. Именно такой вариант позволяет производить профлист разного вида единовременно на одной задействованной линии.
– включение к комплектацию сменных кассет – это открывает возможность производства профлиста нескольких типов на единственной имеющейся линии. Вариант привлекателен высокой экономичностью и простотой технического решения.
– использование гильотин для резки металла с 3-d резом дает возможность выпускать профлист с фигурным краем (самый востребованный заборный профилированный лист). Гильотины с фигурным резом включаются в состав линии вместе со стандартными прямыми гильотинными ножами. Такие линии профнастил работают в стандартном режиме, не требуется прерывать их работу на замену ножа.
Для каждого нашего заказчика, заинтересованного в покупке нестандартного оборудования, наши проектировщики предложат оптимальный вариант состава линии (с учетом всех желаемых параметров, уровня производительности и, конечно, стоимости).
В числе сильных сторон техники нашего производства – использование ПО с доступным (интуитивным) интерфейсом. Для работы на станке профнастил или линии нашей сборки не потребуется сложной длительной подготовки персонала.
оборудование для профнастила с 3D резом
Подробнее:
линии профнастила со сменными кассетами
Подробнее:
Академия «БОРА»
Конструкция станка для производства профнастила
Сегодня мы подготовили статью на тему: “конструкция станка для производства профнастила”, а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.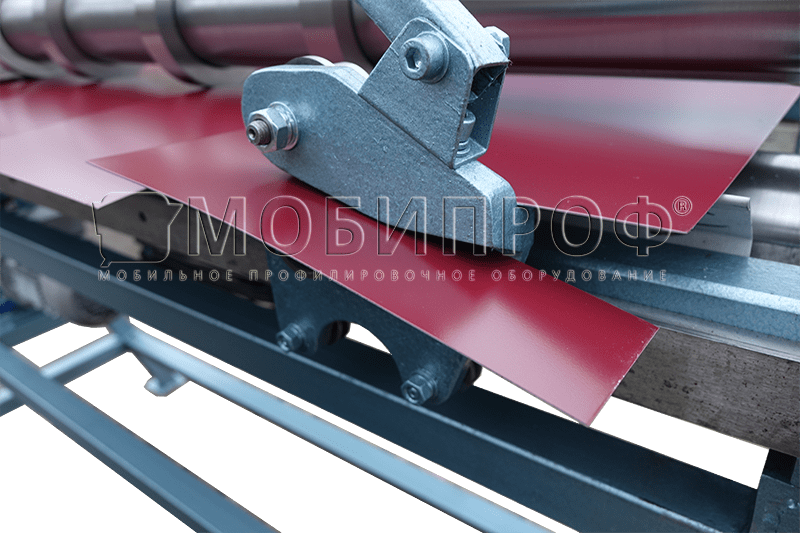
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.

Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.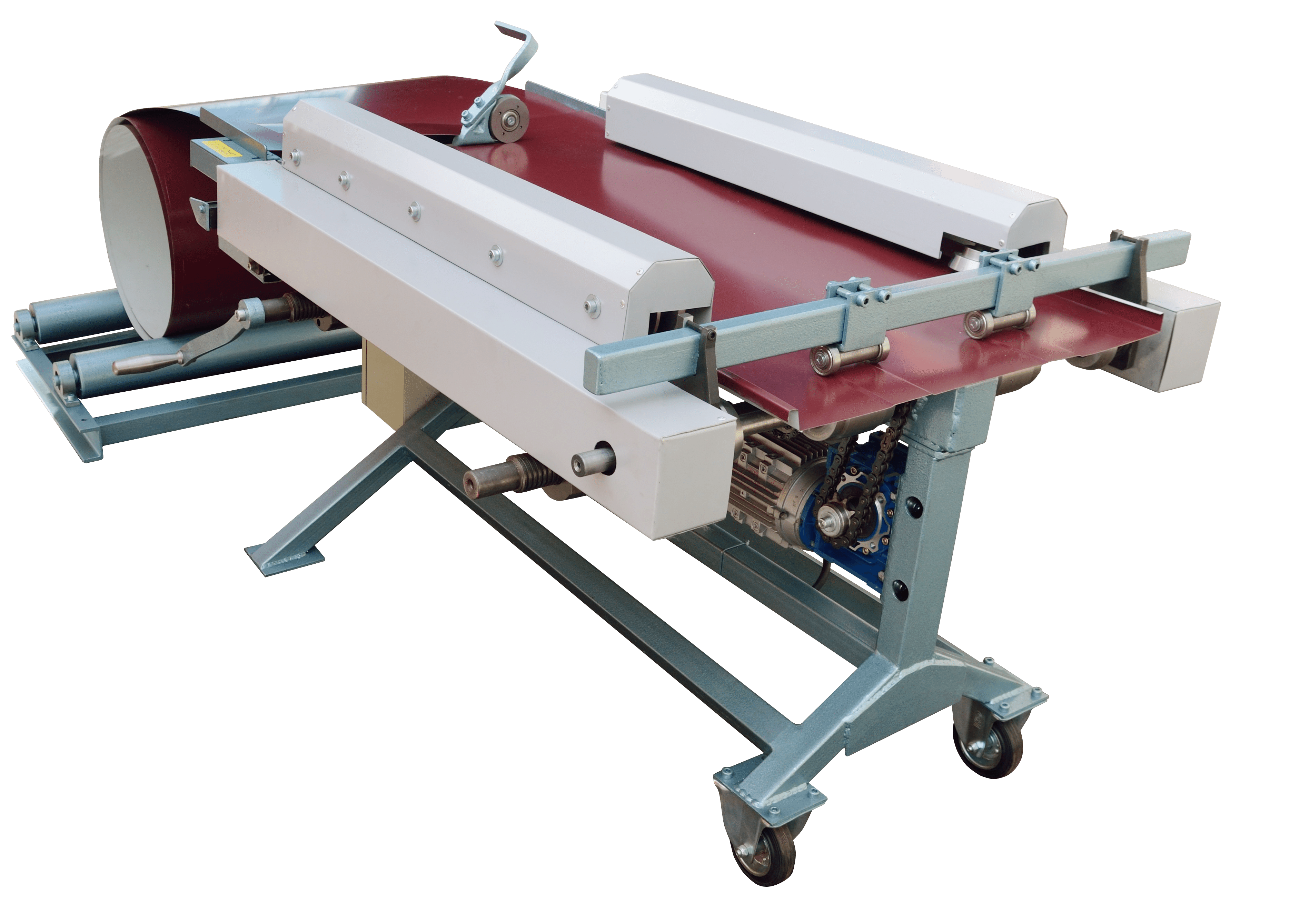
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастилаСтанок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм.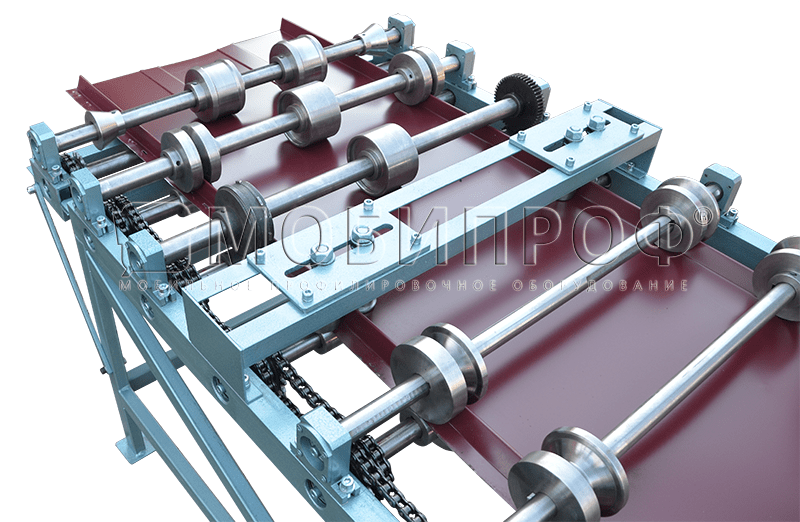 Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристикиСтанок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.

Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
Сайт oprofnastile.ru – актуальная и полезная информация о профнастиле, его монтаже и использовании, советы профессионалов и пошаговые инструкции для Вас.
Все текстовые материалы, размещенные на сайте, ДЕЙСТВИТЕЛЬНО защищены согласно действующему законодательству, на что имеются все необходимые документы, в том числе договора.
Тем не менее, если вы хотите поделиться каким-либо материалом со своими читателями, вы можете перепечатать его. При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3.7 проголосовавших: 10Станок для производства профнастила: виды, модели и цены
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
Оглавление:
- Технология производства
- Разновидности оборудования
- Обзор популярных моделей
- Расценки
Свойства профнастила
Сырьем служит:
- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.
Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.
1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
2. Передвижные.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.
Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.
3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
 При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.
Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.
3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
Стоимость
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |
 youtube.com/embed/h9EjVpVOs4g” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/h9EjVpVOs4g” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
| Машины кузнечно – прессовые: линия для производства профнастила, модель C21. Продукция изготовлена в соответствии с ТР ТС 010/2011 «О безопасности машин и оборудования», ТР ТС 020/2011 «Электромагнитная совместимость техни | 8462211008 |
| Машины кузнечно-прессовые: машины гибочные для арочного профнастила | 8462211008 |
| Оборудование для промышленности строительных материалов: станки для изготовления профнастила, | 8462211009 |
| Машины кузнечно-прессовые: станок для изготовления профнастила | 8462211009 |
| Линия для прокатки профнастила | 8455220008 |
| Машины кузнечно-прессовые: автоматизированная линия проката профнастила Н60 | 8462211009 |
| Оборудование технологическое для литейного производства: Станок для производства профнастила, в разобраном виде модель Н-21, без ЧПУ | 8455220008 |
| Оборудование для производства профнастила | 8462218007 |
| Машины кузнечно-прессовые: Линия производства металлического профнастила, металлочерепицы | 8462211008 |
| Машины кузнечно-прессовые: Оборудование для строительства бескаркасных ангаров в составе: линия для изготовления арочного профнастила | 8462211008 |
| Оборудование для металлообработки: машина гибочная, длягибки листового материала – арочного профнастила Модель ВН 1250-800 | 846229 |
| Оборудование кузнечно-прессовое: прессы листогибочные с числовым программным управлением для производства профнастила, металло-черепицы, сайдинга, профиля из листового металла, бескаркасных арочных сооружений модели: С7, | 8462211009 |
| Оборудование для промышленности строительных материалов: станок для изготовления профнастила и металочерепицы | 846221100 |
| Машины кузнечно-прессовые: линия по производству профнастила из листового металла | 8462291000 |
| Линия по изготовлению профнастила с ЧПУ, в комплекте с гибочным прессом, режущим оборудованием и разматывающим устройством в составе: платформа подачи материала и разматыватель, гибочный станок с отрезным устройством, гидр | 8462211008 |
| Оборудование для промышленности строительных материалов: станы прокатные для производства профнастила | 8455220002 |
| Станок гибочный для производства профнастила, металлочерепицы | 8462291000 |
| Оборудование кузнечно-прессовое: двухуровневая автоматическая линия по производству профнастила | 8462291000 |
| Машины кузнечно-прессовые: станок гибочный для производства профнастила | 8462291000 |
| Оборудование металлообрабатывающее: автоматическая линия для производства профнастила (Профилегибочная машина) в составе: размотчик рулона ,прокатный стан, ножницы гильотинные , автоматическая система управления (САУ) | 8455220002 |
| Машины кузнечно-прессовые: мобильное профилегибочное оборудование (машина) для производства арочного профнастила, модель CS-1250-800 | 8462299800 |
| Оборудование для промышленности строительных материалов: линии для производства профнастила | 8455220002 |
| Машины гибочные и правильные: машины листогибочные для производства профнастила и сайдинга из листового металла | 8462211008 |
| Оборудование для промышленности строительных материалов: линии по производству металлочерепицы, профнастила, фасадных кассет | 8462 |
| Станки металлообрабатывающие: автоматическая линия для производства профнастила (профилегибочная машина) | 8455220002 |
Простая, легкая и ультрасовременная машина для производства гофрокоробов Местное послепродажное обслуживание
 00-$20,800.00″ data-e2e-name=”price@@normal”> 18 800–20 800 долл. США / комплект
00-$20,800.00″ data-e2e-name=”price@@normal”> 18 800–20 800 долл. США / комплект1 комплект (минимальный заказ)
Лезвие для разделения бумаги изготовлено из высокопрочного сплава 1,2 мм и ролики подачи сделаны из резины, не оставляющей следов на бумаге. Эта машина безошибочно разделяет бумагу и экономит электроэнергию при более низком уровне мощности. Верхний чернильный валик оснащен системой без нагрузки, которая предотвращает высыхание чернил во время работы машины.
24 000–25 000 долл. США / комплект
1,0 Наборы (мин. Заказ)
Основные характеристики 1. Подходит для автоматической вставки всех видов картонной вагонки. 3. Продольно и поперечно для одновременного пересечения двух листов бумаги. 5. Подъем рабочего стола для подачи в альбомной ориентации имеет электрическую регулировку.
$ 1,500,00- $ 3,000,00 / комплект
1 комплект (минимальный заказ)
В течение гарантийного срока обслуживание оборудования и замена изнашиваемых деталей бесплатны. По истечении срока гарантии мы предлагаем долгосрочное техническое обслуживание и поставку запчастей и комплектующих по себестоимости. Мы ответим в течение 24-48 часов после получения вашей жалобы по телефону или при посещении объекта.
По истечении срока гарантии мы предлагаем долгосрочное техническое обслуживание и поставку запчастей и комплектующих по себестоимости. Мы ответим в течение 24-48 часов после получения вашей жалобы по телефону или при посещении объекта.
$ 200,000.00- $ 500,000.00 / Set
1.0 Наборы (минимальный заказ)
Линия по производству гофрокартона, прибыльные проекты Машина для производства крафт-гофрированной бумаги для варки картона 2400 мм. информации, мы можем хорошо знать ваши технические требования, тогда мы можем сделать точный дизайн и точное предложение полностью в соответствии с вашими потребностями: 1.какую бумагу вы хотите сделать 9 (1) бумага для гофрирования среднего размера, крафт-бумага; (2) коричневая верхняя прокладка для теста; (3) Белый верхний слой тестовой бумаги; 2. Производственная мощность: тонна в сутки (24 часа); 3. Максимальная ширина готовой бумаги: мм; 4. плотность или толщина бумаги: г / м 2; Линия по производству гофрированного картона, прибыльные проекты Варка картонной коробки для мусора 2400 мм Машина для производства крафт-гофрированной бумаги О производстве бумаги Эта производственная линия может использовать макулатуру, переработанную бумагу, дерево, бамбук, тростник, хлопок из пшеничной соломы и жмых в качестве сырья для производства хорошего качества крафт-бумага, готовым продуктом может быть бумажный рулон, папиросная бумага, туалетная бумага, культуральная бумага, крафт-бумага, газета и т. д.; Основной рабочий процесс выглядит следующим образом: 1 производственная линия по производству целлюлозы 2 система добавления клея 3 производственная линия по производству бумаги 4 секция конвертирования бумаги 5 секция котла Основные технические параметры линии по производству гофрированного картона, прибыльные проекты 2400-миллиметровая машина для производства бумажной массы из картона для отходов Машина для производства крафт-гофрированной бумаги 1.
плотность или толщина бумаги: г / м 2; Линия по производству гофрированного картона, прибыльные проекты Варка картонной коробки для мусора 2400 мм Машина для производства крафт-гофрированной бумаги О производстве бумаги Эта производственная линия может использовать макулатуру, переработанную бумагу, дерево, бамбук, тростник, хлопок из пшеничной соломы и жмых в качестве сырья для производства хорошего качества крафт-бумага, готовым продуктом может быть бумажный рулон, папиросная бумага, туалетная бумага, культуральная бумага, крафт-бумага, газета и т. д.; Основной рабочий процесс выглядит следующим образом: 1 производственная линия по производству целлюлозы 2 система добавления клея 3 производственная линия по производству бумаги 4 секция конвертирования бумаги 5 секция котла Основные технические параметры линии по производству гофрированного картона, прибыльные проекты 2400-миллиметровая машина для производства бумажной массы из картона для отходов Машина для производства крафт-гофрированной бумаги 1. Сырье: макулатура, старая картонная коробка; 2. Выходная бумага: крафт-бумага, тестовая лайнер-бумага, бумага для гофрирования, белая верхняя бумага; 3. Производительность: 150 тонн в сутки; 4. Ширина чистой бумаги: 3200 мм; 5.Плотность бумаги: 80-300 г / м 2; 6. Расчетная скорость: 300 м / мин; 7. Рабочая скорость: 250-280 м / мин; 8. Ширина проволоки: 3600 мм; 9. Расстояние подшипника: 4100 мм; 10. Привод и система управления: переменный ток, преобразование частоты, регулировка скорости, привод секции; Все оборудование линии по производству гофрированного картона, прибыльные проекты 2400 мм картонная коробка для отходов, целлюлоза, крафт-бумага для производства гофрированной бумаги NO. Транспортировка: товары будут транспортироваться в соответствии с их особенностями и потребностями клиентов.
Сырье: макулатура, старая картонная коробка; 2. Выходная бумага: крафт-бумага, тестовая лайнер-бумага, бумага для гофрирования, белая верхняя бумага; 3. Производительность: 150 тонн в сутки; 4. Ширина чистой бумаги: 3200 мм; 5.Плотность бумаги: 80-300 г / м 2; 6. Расчетная скорость: 300 м / мин; 7. Рабочая скорость: 250-280 м / мин; 8. Ширина проволоки: 3600 мм; 9. Расстояние подшипника: 4100 мм; 10. Привод и система управления: переменный ток, преобразование частоты, регулировка скорости, привод секции; Все оборудование линии по производству гофрированного картона, прибыльные проекты 2400 мм картонная коробка для отходов, целлюлоза, крафт-бумага для производства гофрированной бумаги NO. Транспортировка: товары будут транспортироваться в соответствии с их особенностями и потребностями клиентов.
машина для гофрированного картона Для вашего творчества Местное послепродажное обслуживание
Узнать больше. машина для гофрированного картона в наличии на Alibaba.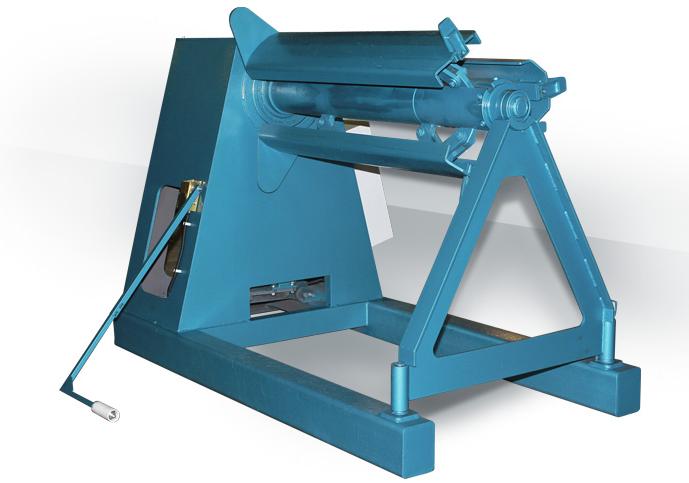 com, чтобы найти ленты и наклейки, которые подходят для ваших целей. Если вам нужно. машина для гофрированного картона на бумаге формата А4 или специальной бумаге, вы найдете необходимые продукты .. машина для гофрированного картона для ваших журналов, упаковочных этикеток и этикеток продуктов доступны.
com, чтобы найти ленты и наклейки, которые подходят для ваших целей. Если вам нужно. машина для гофрированного картона на бумаге формата А4 или специальной бумаге, вы найдете необходимые продукты .. машина для гофрированного картона для ваших журналов, упаковочных этикеток и этикеток продуктов доступны.
Можно купить. машина для гофрированного картона для маскировки и герметизации. Используемые методы склеивания – это термоклей, чувствительный к давлению и активируемый водой. Они хорошо держатся, а скрепы держатся дольше. Вы можете защитить свою мебель, стены или ковры с помощью. станок для профнастила пока их перекрашиваю. Они просты в использовании и снимаются, не оставляя следов. Убедитесь, что ваши товары в процессе доставки не потеряны при использовании. машина для гофрированного картона , чтобы должным образом запечатать их в картонные коробки.Продукты имеют хорошие возможности для печати и хорошо подходят для рекламы кузова автомобилей или рекламных щитов. Они отображают превосходную графику и легко приклеиваются к поверхности. Они также могут отображать голографические изображения для иллюстрации вашего товарного знака и штрих-кода для упрощения выставления счетов.
Они отображают превосходную графику и легко приклеиваются к поверхности. Они также могут отображать голографические изображения для иллюстрации вашего товарного знака и штрих-кода для упрощения выставления счетов.
Основные особенности. Машина для гофрированного картона экологически чистая, устойчивая к истиранию, износостойкая, водостойкая, стойкая к ультрафиолетовому излучению, антистатическая и глянцевая поверхность. Качество продукции поддерживается с помощью таких процедур тестирования, как проверка клея и проверка выпускаемой бумаги.. Станок для гофрированного картона также можно использовать для изготовления стильных плащей, сумок и т. Д. Для альбомов и DIY-проектов разноцветные. машина для гофрированного картона предложений можно рассмотреть. Это односторонние ленты с острыми краями, которые легко рвутся. Их можно настроить в соответствии с конкретными потребностями.
Хватай увлекательно. станок для гофрокартона сделок на Alibaba. com. Получите продукты премиум-класса, предлагаемые. станок для гофрокартона поставщиков и оптовиков.Купите сейчас и воспользуйтесь преимуществами.
com. Получите продукты премиум-класса, предлагаемые. станок для гофрокартона поставщиков и оптовиков.Купите сейчас и воспользуйтесь преимуществами.
Машина по производству гофрокартона-Автоматический завод гофрокартона
Машина для производства гофрокартона-Автоматический завод гофрокартона
Завод гофрокартона автоматический
Линейный комбинированный автоматический завод по производству гофрированного картона в основном состоит из прокатных валков, одинарной облицовочной машины, приемного устройства, подвесного моста, клеевого устройства, двустороннего фрезерного станка, продольно-резательного станка, отрезного устройства и укладчика. В дополнение к этой установке, он имеет вспомогательное оборудование, которое включает систему подогрева паром / маслом, систему подготовки и подачи клея, рельсы и каретки, главный привод, предварительный кондиционер, многоканальный предварительный нагреватель, электрическую панель управления и так далее. Мы можем предоставить производственную линию экспортных моделей, роскошных моделей и стандартных моделей для удовлетворения различных требований
Мы можем предоставить производственную линию экспортных моделей, роскошных моделей и стандартных моделей для удовлетворения различных требований
может использоваться для производства одностороннего гофрированного картона путем гофрирования и гофрирования, автоматического склеивания, предварительного нагрева, кондиционирования и формования, простой доставки и резки. Тип канавки разработан в соответствии с требованиями заказчика. Тип канавки национального стандарта. Завод по производству гофрированных кровельных листов – идеальное оборудование благодаря стабильной и разумной конструкции, новому и разработанному внешнему виду, передовым технологиям, простоте эксплуатации, более высокой эффективности, низкому энергопотреблению и небольшой занимаемой площади, подходит для малых и средних упаковочных предприятий и заводов по производству гофрированных ящиков. .
Компания Hebei Shengli Carton Equipment Manufacturing Co., Ltd является одной из крупнейших Изготовление гофрокартона и коробок Преобразование печатных машин Производители оборудования в Китае поставляют высокое качество машины и хороший сервис для заводов по производству гофроящиков во всем мире. Мы специализируемся на машинах для производства гофрокартона и картона.
Машина для производства гофрированного листа, резак для гофрированного листа, машина для резки картона,
флексографская печатная машина, фальцевально-склеивающая машина для коробок, высекальные машины для гофрированного картона.Если вас интересует, свяжитесь со мной:
[email protected]
Мы специализируемся на машинах для производства гофрокартона и картона.
Машина для производства гофрированного листа, резак для гофрированного листа, машина для резки картона,
флексографская печатная машина, фальцевально-склеивающая машина для коробок, высекальные машины для гофрированного картона.Если вас интересует, свяжитесь со мной:
[email protected] Машины для производства гофрированного картона | БОГЕМИЯ-ГРАФИЯ
Подержанные и бывшие в употреблении машины для производства гофрокартона (гофроагрегаты), вкл. гофроагрегаты или машины для микроволновой обработки и обработки многослойного гофрированного картона. Текущее предложение в этой группе: 11 станков в подгруппах 1 .
Подгрупп в этой группе:
Выбрано машин из этой группы:
1.Линия по производству гофрированного картона – Малая гофроагрегат – Машина для производства гофрокартона # 001069 Малый гофроагрегат от рулона к рулону или с рулона на лист Состоит из: рулонов
поддержка, два корпуса с канавками B и E, резак и стример. Год: | |
2. Производство гофрированного картона с применением FLEXOPRINTER и FOLDER GLUER # 001093 Производство гофрокартона = 3-х цветная флексографская печатная машина BOBST 2000 + Гофроагрегат Martin + Флексографский фальцевально-склеивающий станок Isowa P.С.5 (2 п.… Год: | |
3. Гофроагрегат Thrissel 1000 мм – гофрированный картон с канавкой A или B # 001051 Карманный гофроагрегат Thrissell Гофрированный картон с канавками 1000 мм (40 дюймов) A или B машина для изготовления, Max- chop ca. 1700 мм, на данный момент пробег 930… Год: | |
4. Машина для производства гофрированного картона OLIVINI + Sheeter STOCK Машина для производства гофрированного картона OLIVINI + Sheeter STOCK # 001041 ЗАПУСК Б / У КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ПЛАТЫ В ЛИСТАХ (КОРРУГАТОР + ЛИСТ) КОРУГАТОР – OLIVINI LO37 + ЛИСТЕР – АКЦИЯ S… Год: | |
5. Машина для производства гофрокартона AGNATI № 000867 КОМПЛЕКТНЫЙ КОРРУГАТОР AGNATI, РАБОЧАЯ ШИРИНА: 2.500 мм, ФЛЕЙТА: C, B, E, CB, EB, EE, LHDPG, БОЛЬШЕ ДАТ В ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ Год: | |
6. КОРРУГАТОР + 3 ЦВЕТНОЙ ФЛЕКСОПЕЧАТАЮЩИЙ СЛОТТЕР # 000793 КОРРУГАТОР 1. Год: | |
7.E&F Флейта CORRUGATOR Combi Line, 1450 мм # 000758 Комбинированная линия Corrugator для производства односторонних и двойных канавок E & F. гофрокартон торцевой, катушки односторонние, рабочая ширина м… Год: | |
8. Гофроагрегат AGNATI GO14 Без пальцев – 2280 мм # 000328 Гофрированная леска для многослойных волн (канавка B + C), Рабочая ширина: 2280 мм,
см. Видео 1: http: // www. Год: |
 Это…
Это… .8 мВт x 200 м / мин и 3-х цветный флексографский принтер Folder Gluer
Модель MITSUBISHI SUMMIT-100S с податчиком и связывающим устройством…
.8 мВт x 200 м / мин и 3-х цветный флексографский принтер Folder Gluer
Модель MITSUBISHI SUMMIT-100S с податчиком и связывающим устройством… youtube.com/watch?…
, Видео 2: ч…
youtube.com/watch?…
, Видео 2: ч…Не нашли на нашем складе именно тот станок, который вам нужен? Спросите нас, пожалуйста! Может быть, в настоящее время у нас есть для вас новая альтернатива, которую мы можем вам любезно предложить.
Другие группы в этой категории:
Mitsubishi Heavy Industries Machinery Systems, Ltd.
Более чем 60-летняя история! Эта машина используется для производства ящиков из гофрированного картона, которые являются одним из самых привычных элементов логистической инфраструктуры.
В связи с быстрым распространением интернет-торговли, мировой спрос на логистику быстро растет. Вероятно, вы регулярно пользуетесь этими услугами, чтобы доставить различные товары домой или в офис.
Всем известно, что продукты не могут быть доставлены без ящиков из гофрированного картона, они обладают легкостью, прочностью, простотой в обращении и пригодностью для вторичной переработки.
Компания Mitsubishi Heavy Industries Machinery Systems (MHI-MS) разрабатывает и производит машины для производства коробок из гофрокартона с 1955 года. Как поставщик оборудования для производства коробок, мы имеем богатый опыт поддержки логистики в Японии и во всем мире на протяжении более 60 лет. годы.
Большинство людей мало знают о машинах для изготовления коробок или механизмах, которые заставляют их работать.
Машины для переработки бумаги условно подразделяются на две категории.
Гофроагрегат
Производит большие листы гофрированного картона из конвертирующей бумаги (рулонной бумаги).
Машина для производства коробок
Печатает на листах (заготовках) гофрокартона, изготовленных гофроагрегатом, и формирует из них коробки из гофрокартона.
MHI-MS разрабатывает и производит это оборудование для переработки бумаги. Здесь мы подробно рассмотрим машину для изготовления коробок и ее особенности. Ниже мы начнем краткое описание основного механизма машины и процесса изготовления коробки.
Процесс изготовления гофрокартона
Шаг 1
Устройство подачи
Подача плоских листов гофрированного картона (заготовок).
Шаг 2
Печатный блок
Распечатайте необходимую информацию и / или дизайн на верхней поверхности листов при перемещении листов на передаточном конвейере.
Step3
Устройство для биговки и прорези
Согните листы и сделайте прорези для правильного сгиба.
Step4
Фальцовка
Склейте листы и сложите их, чтобы сформировать коробки.
Step5
Блок эжектора счетчика
Ящики складываются в стопку при подсчете произведенного количества, и ящики выбрасываются для каждого заранее определенного количества.

Как описано выше, машина для изготовления коробок, которая выполняет все, от печати листов до формования коробок с помощью одной машины, имеет уникальную функцию производства большого количества гофрокоробов с низкими затратами и с высокой скоростью.
Самая быстрая машина для изготовления коробок в мире! В чем разница между новейшими моделями EVOL и обычными моделями?
Постоянное стремление к производительности, качеству упаковки и работоспособности
Серия EVOL, выпущенная MHI-MS в 2003 году, давно стала хитом продаж во всем мире. Основными причинами этого являются высокое качество коробок и высокая эффективность производства, которых не могут достичь обычные машины для изготовления коробок.
Основными причинами этого являются высокое качество коробок и высокая эффективность производства, которых не могут достичь обычные машины для изготовления коробок.
Point1
Высокая производительность, высокая эффективность EVOL достигла самой высокой скорости производства в мире (400 заготовок в минуту), что в 1,6 раза выше, чем у предыдущей модели.
Кроме того, благодаря использованию функции автоматической настройки время изменения настроек машины для каждого типа производимых ящиков было сокращено на 60%, а также значительно повысилась эффективность производства.
Point2
Возможность обрабатывать самые разные ящики Серия EVOL позволяет изготавливать ящики с широким диапазоном размеров листов, от 220 мм до 1150 мм в направлении потока, путем совмещения машин разных размеров.
Кроме того, благодаря использованию уникальной системы сервоуправления и метода штабелирования ящики различных размеров можно стабильно штабелировать на высокой скорости.
Point3
Высокое качество, высокая точность Использование цельной всасывающей ленты в транспортном конвейере впервые в Японии устранило отклонения при печати во время высокоскоростной работы и для коротких листов, что привело к высокой точности приводки печати.
Он также поддерживает производство высококачественных высокоточных коробок за счет снижения потерь чернил и листов при замене чернил и достижения высокой точности фальцовки, которая может применяться для автоматических коробок.
Однокомпонентный транспортер с ленточным отсасыванием с высокой точностью транспортировки листов
С момента своего запуска серия EVOL с ее значительно более высокими характеристиками удовлетворяет потребности зарубежных заказчиков в массовом и высокоскоростном производстве, а также потребности японских заказчиков в мелкосерийных высококачественных коробках.
Восхождение на более высокую ступень! Какая производственная система удваивает производственные мощности?
В 2018 году родился последний EVOL.
В последние годы интернет-торговля быстро расширилась не только в Японии, но и во всем мире.
С изменениями в системе распределения, такими как распространение доставки в магазины, спрос на «маленькие коробки» увеличился, и для машин для изготовления коробок потребовалась возможность производить их на более высоких скоростях и в больших количествах.
Задача заключалась в том, чтобы достичь беспрецедентной спецификации: удвоить производственную мощность с самых быстрых в мире 400 заготовок в минуту до 2 800 заготовок в минуту.
Поэтому мы работали над разработкой системы «2-Up Production». В этом методе из одного листа гофрированного картона изготавливают две коробки.
То есть, как показано на рисунке ниже, печать для двух коробок, фальцовка и прорезь выполняются на одном листе. Затем, после процесса склеивания, складывания, формования и укладки, он, наконец, разделяется на две части в последующем процессе.
Затем, после процесса склеивания, складывания, формования и укладки, он, наконец, разделяется на две части в последующем процессе.
Этот метод теоретически удвоит производственную мощность.
Недавно разработанный «Dual Slotter Unit» решает давнюю проблему.
С 6 долбежными ножами достигается высокая точность прорезания пазов для 2 коробок одновременно!
Когда мы пытались сделать две коробки из одного листа, обработка отверстий в центральных пазах была серьезным препятствием.
Наружные прорези могут быть вырезаны, но в предшествующем уровне техники центральные прорези необходимо пробивать с помощью вырубного штампа на высекальном блоке после загибочного прорезного устройства.
Другими словами, долгое время существовала концепция «2-Up Production», но до тех пор, пока для формирования отверстий в центральных пазах использовалась режущая матрица, требовалось время на настройку для смены режущей матрицы и расположения и обслуживание многих видов режущих головок стало узким местом, и практическое применение не было достигнуто.
Ключом к практическому применению «2-Up Production» стала новая технология, которая автоматически вырезает центральные щелевые отверстия с помощью нескольких долбежных ножей.
Недавно разработанный «Двойной слоттер», установленный на EVOL, имеет 2 слоттера. Благодаря добавлению этого устройства после устройства для биговочного станка, теперь имеется три устройства для вырезания кромок вместо одного.
Поскольку одно устройство для продольной резки имеет два ножа, прорези вырезаются путем постепенного деления прорезей, всего шесть ножей на один лист, и могут быть реализованы высокоточные прорези.
MHI-MS впервые в мире успешно ввела «2-Up Production» в практическое применение, применив свои технические возможности и опыт.
Однако было невозможно добиться производства двух штук, просто добавив двойной прорезной станок.
Был повторен длительный период изучения и проверки конструкции размещения 2 долбежных устройств в узком пространстве и механизма управления для прорезания пазов с точностью менее 0,5 миллиметра.
Наконец, за счет повышения точности датчика, который точно определяет точку резания, мы разработали уникальную технологию для высокоточного выполнения прорезей одного паза несколькими ножами.
Другой серьезной проблемой в практическом применении было образование большого количества разлетающихся обрезков из-за прорезания большого количества листов гофрированного картона на высокой скорости. Это связано с тем, что коробка будет бракованной, если лом попадет в приклеенную часть коробки.
Чтобы справиться с проблемой разбрасывания обрезков, направляющие для обрезков и продувки были установлены в соответствующих местах, а также оптимизированы длина и расположение долбежных ножей.
В результате проб и ошибок с использованием всего опыта и технологий, накопленных нами за более чем 60 лет, мы преуспели в практическом применении «2-Up Production».
После североамериканского рынка, также получены заказы на европейском рынке!
Преуспевал в одном порядке за другим. Модельный ряд еще больше расширяется.
Последний EVOL с «двойным слоттером» поступил в продажу в 2018 году и завоевал признание на рынке Северной Америки, где массовое производство имеет приоритет.
Для одного клиента производство увеличилось с 300 000 коробок в день до примерно 360 000 коробок в день с введением последней версии EVOL.
Кроме того, в последнее время поступило много запросов и заказов не только от клиентов из Северной Америки, но и от клиентов из Европы, и отклик на мировом рынке был сильным.
Моделирование ежедневного производства коробок
Видно, что по мере увеличения количества заказов на производство двух штук ежедневное производство коробок значительно увеличивается.
MHI-MS стремится к расширению своей линейки продуктов для удовлетворения разнообразных потребностей мирового рынка, таких как недорогие машины для изготовления коробок с ограниченными функциями в дополнение к высокопроизводительным высокоскоростным машинам для изготовления коробок.
Цифровые принтеры для гофрированного картона | Цифровая печатная машина на гофрированном картоне
Гофрированный Настольная цифровая печатная машина
Особенности:
1. Интеллектуальная функция прыжка белого цвета: большой формат большая пустая область автоматически прыгает белой струйной печатью, производство читать далее эффективный.
2. Нет энергопотребление Система подачи бумаги: выдача бумаги гладкого формата 2500X1500мм, ручной одиночный лист может быть длиннее бумаги, картонная укладка по размеру размер доски, плоскостность, прочность, толщина.
3. Интеллектуальная система обнаружения бумаги: автоматическое обнаружение бумаги и ее толщина, интеллектуальная регулировка высоты автомобиля.
4. Автоматическое обслуживание форсунки: в программе есть автоматическая вспышка форсунки. функция обслуживания распылителя, чтобы обеспечить гладкость сопла.
5. С коррозионностойкий цельнометаллический канал подачи чернил Сопло промышленного класса: с 1280 сопел с высоким разрешением 600 точек на дюйм, срок службы сопел до 100 миллиардов раз, до восьми серого цвета; насадка поставляется с установочным штифтом, легко установка и обслуживание, быстро внутри насадки можно нагреть до 60 градусов, может адаптироваться к разной температуре окружающей среды и вязкости чернил.
6. Надежный Связь по шине PCI: использование высокоскоростной и стабильной шины PCI промышленного уровня интерфейсный режим передачи данных по оптоволоконному кабелю.
7. Технологии, Легко завершить настройку наложения печати. Чтобы эффект печати более совершенный.
8. Заказ интеллектуального порядка: заказчик может установить порядок непрерывного изготовление по разным заказам и в соответствии с автоматическим порядком производство, середина оператора не нуждается в другом ряду для достижения 3 секунды быстрее для одного, больше времени и усилий.
9. Оборудование в соответствии со стандартами CE и требованиями к промышленному дизайну человека.
Технические характеристики:
Модель | KWNP4G-2534 | KWNP8G-2534 | KWNP16G-25S4 |
Количество печатающих головок | 4 шт | 8 штук | 16 штук |
Область печати | 2500 мм * 2000 мм | ||
Тип чернил | Специальные чернила на водной основе | ||
Цвет чернил | Голубой Пурпурный Желтый Черный | ||
Модель печатающей головки | Ricoh GEN5 | ||
Контроль температуры | Встроенный нагреватель и термистор в печатающей головке | ||
Жизнь печатающей головки | 100 миллиардов срабатываний на каждую форсунку | ||
Эффективность печати | Наивысшая 300 м2 / час | Наивысшая 700 м2 / час | Наивысшая 1300 м2 / час |
Разрешение печати | ≥180 * 300 точек на дюйм | ||
Контролируемый размер точки чернил | 7 ~ 35 пл | ||
Частота струйной обработки | 30 кГц | ||
Толщина гофрированного картона | Между 3.5 мм ~ 12 мм | ||
Ширина кормления | 2500мм | ||
Режим кормления | Автоматическая подача | ||
Подача чернил | Автоматическая подача чернил | ||
Поддержка графического формата | JPG 、 BMP 、 TIF | ||
Скорость сушки | Подкладка может быть сухой после печати | ||
Система контроля | Система управления цифровой печатью от Keeponintelligent Technology | ||
Скорость сушки Система подачи чернил | Два уровня подачи, полностью закрытый канал подачи чернил эффективность. | ||
Система очистки печатающей головки | Автоматическое всасывание отрицательного давления. | ||
Рабочая среда | 5-45 ℃ в помещении, температура, влажность 20-70% | ||
Пресс-валковый метод | Электрический контроль | ||
Гарантия | 6 месяцев на печатающую головку, 1 год на машину. | ||
Управляйте системой | Система Windows 7 64-битная операционная система | ||
Источник питания | ≤ 1,7 кВт, 220 В переменного тока ± 10%, 50-60 Гц | ||
Размер машины | 4500 * 3500 * 1700 мм | ||
Масса | Вес нетто: 2300 кг | ||
Оборудование для производства гофрокартона б / у
Страна * Выберите CountryAfghanistanAkrotiriAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntiguaArgentinaArmeniaArubaAshmore и Картье IslandsAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBarbudaBassas да IndiaBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosniaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurmaBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral Африканских RepublicChadChannel IslandsChileChinaChristmas IslandClipperton IslandCocos (Килинг) IslandsColombiaComorosCongo, Демократическая Республика theCongo, Республика theCongo-BrazzavilleCongo-KinshasaCook IslandsCoral море IslandsCosta RicaCote d’IvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDhekeliaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaEuropa ОстровФолклендские острова (Мальвинские острова) Фарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные и Антарктические землиГабонГамбия Газа StripGeorgiaGermanyGhanaGibraltarGlorioso IslandsGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea BissauGuyanaHaitiHeard остров и McDonald IslandsHerzegovinaHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyIvory CoastJamaicaJan MayenJapanJerseyJordanJuan де Нова IslandKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar / BurmaNamibiaNauruNavassa IslandNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Новый GuineaParacel IslandsParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSabaSaint HelenaSaint Киттс и NevisSaint ЛюсияСент-Пьер и МикелонСент-Винсент и ГренадиныСайпанСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловацкая РеспубликаСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Грузия и Южные Сандвичевы островаСтрайт КореяСпания.BarthelemySt. CroixSt. EustatiusSt. Китс и Невис LuciaSt. Maarten / St. MartinSt. ThomasSt. ВинсентСуданСуринамСвальбардСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТортолаТринидад и ТобагоТромелинТунисТурцияТуркменистанТурк и острова КайкосТуризм. Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамВиргинские островаУэйк-АйлендУоллис и ФутунаWest BankЗападная СахараЙеменЮгославияЗамбияЗимбабве
Основная бизнес-функция * Выберите основную бизнес-функциюВеб-принтерПереплетная мастерская и отделкаФинансы / Лизинговая компанияБанк / ПолучательДилер бывшего в употреблении оборудованияКоммерческий принтерДругие производители / агентыИнженеры / электрикиУпаковка и переработкаАукционы и оценщикиКнижные принтерыКнижные переплетыПроизводитель картонаПоставщик расходных материаловFlexo and GravureForms PrinterПринтер
PressXchange.com имеет ряд полезных писем, которые помогут вам найти нужное оборудование – вы можете отказаться от подписки, когда закончите или в любое время.