Станки для художественной ковки BlackSmith и кузнечное оборудование
Профессионально занимаетесь художественной ковкой? Вы изготавливаете (или только планируете открыть свой бизнес и производить) сложные изделия из кованых элементов (заборы, ворота, ограждения, ограды, перила, решетки, навесы и козырьки, мангалы, подставки для цветов, кованую мебель и скамейки и т.п.)? Тогда вы не зря посетили наш сайт! Наша компания может вам предложить полный спектр качественного оборудования для художественной ковки BlackSmith, официальным дилером которой является наша компания – Невское Оборудование!
Каталог станков и оборудования Blacksmith можно посмотреть и скачать:
Примеры изделий художественной ковки:
Краткие видео обзоры кузнечного инструмента и станков:
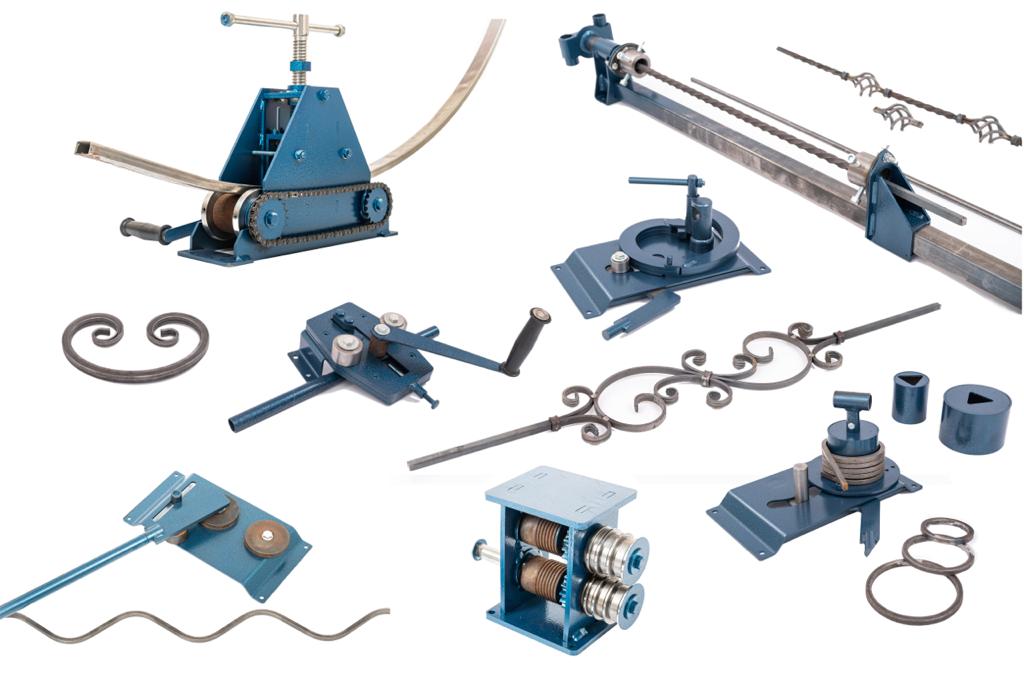
ручные станки для холодной ковки
Полный спектр ручного инструмента для холодной и художественной ковки. Это надежный и качественный инструмент: для гибки завитков, продольного скручивания, для гибки металла, для изготовления декоративных элементов методом ручного прессования, для загиба углов и колец, для изготовления декоративных “корзинок” и торсировки, для стягивания и растяжения кромок листового металла и т.д.
Вам будет полезен также раздел: ручные трубогибы и профилегибы.
кузнечные индукционные нагреватели
Кузнечные индукционные нагреватели для быстрого местного нагрева заготовок под последующую операцию ковки, или термической обработки стальных деталей. Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем. Нагрев подходит только для изделий из проводящих материалов. Основное достоинство данного оборудования – высокоскоростной нагрев деталей, а также то обстоятельство, что дает возможность нагревать определенную часть заготовки.
Основное достоинство данного оборудования – высокоскоростной нагрев деталей, а также то обстоятельство, что дает возможность нагревать определенную часть заготовки.
станки для художественной ковки
Целый спектр различных станков для холодной и художественной ковки изделий. Применяются в серийном и мелко серийном производстве кованых изделий. Это специализированные многофункциональные станки для:
- художественного проката и гибки завитков;
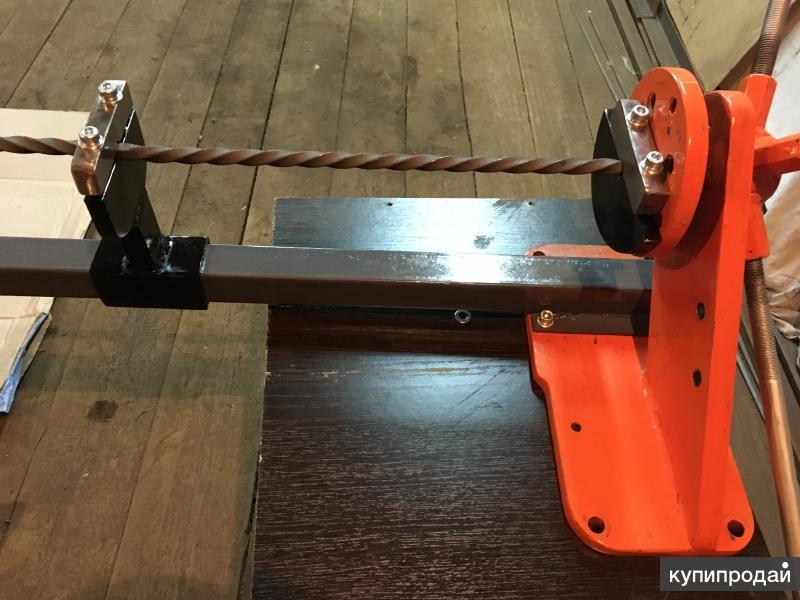
- продольного скручивания и торсировки;
- гибки колец, изготовления “лапок” и “корзинок”;
- накатки труб, проката “реборды” на профильных трубах;
А также станки для гибки и резки прутка, квадрата, прессы гидравлические для штамповки различных кованых элементов (например “балясин”) и т.д.
Смотрите также раздел электрические профилегибы и трубогибы.
пневматические кузнечные молоты
Серия кунечных молотов с пневмоприводом (вес падающих частей от 16 до 25 кг). Будут полезны как в небольших мастерских, так и на курупном производстве в качестве вспомогательного оборудования для ковки поковок из черных, цветных металлов и сплавов. Главная особенность данных молотов: простота и надежность, удобная система управления, высокая частота и точность ударов, а также, что немаловажно – низкая цена (одна из самых низких на рынке кузнечного оборудования).
Будут полезны как в небольших мастерских, так и на курупном производстве в качестве вспомогательного оборудования для ковки поковок из черных, цветных металлов и сплавов. Главная особенность данных молотов: простота и надежность, удобная система управления, высокая частота и точность ударов, а также, что немаловажно – низкая цена (одна из самых низких на рынке кузнечного оборудования).
Горны и аксессуары
Специальные небольшие кузнечные горны, работающие на пропан-бутане – предназначен для нагрева металлических заготовок, до температуры ковки. Предназначены для кузнечных мастерских, в которых нет возможности установить стационарный горн и дымоход. В разделе также представлены вентиляторы для кузнечных горнов (с различной мощностью и диаметрами выходного канала).
Ручные станки для гибки армированной и гладкой арматуры, а также прутка. Экономные и недорогие станки для простых гибочных операций. Широко применяются в строительных работах, т. к. не требуют применения электроэнергии и специального обслуживания, к тому же не требуют специальных навыков в работе.
к. не требуют применения электроэнергии и специального обслуживания, к тому же не требуют специальных навыков в работе.
*Доставка оборудования осуществляют транспортные компании по предварительному согласованию с покупателем. Территория охвата доставки – все города и регионы Российской Федерации, без исключения.
- Станки для ковки
- Ручной инструмент для холодной ковки
- Кузнечные молоты
- Индукционные нагреватели
- Кузнечные горны
Станки для холодной ковки | Камские станки
+7 (986) 926-89-66
+7 (986) 926-89-66
ЗАКАЗАТЬ ОБРАТНЫЙ ЗВОНОК
- Напрямую от производителя.
- Оплата при получении.

- Гарантия и большой срок службы.

ПЕРЕЙТИ В КАТАЛОГ СТАНКОВ
Компания «Камские станки» предлагает купить ручные и автоматические станки по выгодным ценам. В ассортименте устройства только выдающегося качества, популярные среди специалистов с опытом, простые в обращении и поэтому отлично подходящие для новичков в деле тонкой работы с металлом.
Холодная ковка предполагает обработку металла без подогрева. Куски и полоски металла подвергаются кручению, изгибанию, чеканке, протягиванию, шлифовке с последующим окрашиванием. Без специального оборудования мастер по обработке металла, как без рук. Самостоятельное изготовление импровизированных инструментов и приспособлений – неэффективный путь. Ведь в деле создания тонких кованых фигур, лестничных перил и балясин, оконных решёток, садовой мебели с узорчатыми контурами важна филигранная точность. И станок нужно собирать и настраивать по основательным инженерским чертежам и при помощи устройств с компьютерным управлением (ЧПУ станков).
И станок нужно собирать и настраивать по основательным инженерским чертежам и при помощи устройств с компьютерным управлением (ЧПУ станков).
В нашем каталоге – станки для холодной ковки с различными характеристиками, а также практичные универсальные конструкции. Мы поможем подобрать устройство строго под узкий профиль вашей деятельности. Или сформировать оптимальный набор станков, если вы владеете или желаете овладеть сразу несколькими техниками обработки металла.
Бесплатная консультация
Заполняя форму, соглашаюсь на обработку моих персональных данных
Преимущества сотрудничества с нашей компанией
Широкий ассортимент ручных станков для всех видов обработки металла
ПЕРЕЙТИ В КАТАЛОГ
Большой выбор блоков усиления профиля, трубогибов, лекал
ПЕРЕЙТИ В КАТАЛОГ
Срок службы станков – от 10 лет, гарантия на нашу продукцию – от 1 года
ПЕРЕЙТИ В КАТАЛОГ
Предлагем Вам комплект станков по специальной выгодной цене
ПЕРЕЙТИ В КАТАЛОГ
Оплата оборудования – только при получении, после тщательного осмотра
ПЕРЕЙТИ В КАТАЛОГ
Быстрая доставка в любой уголок России.
 Сроки обговариваем сразу!
Сроки обговариваем сразу!ПЕРЕЙТИ В КАТАЛОГ
ПРОДУКЦИЯ НАШЕЙ КОМПАНИИ
Предлагаем вашему вниманию качественную продукцию компании «Камские станки». Для того, чтобы ознакомиться с полным ассортиментом продукции, просим перейти Вас в более обширный каталог станков и комплектующих. Или оставить заявку на подбор нужного станка для холодной ковки.
Возможности станка для холодной ковки
Ещё пару веков назад кузнецы орудовали исключительно тяжелеными молотами, плавили металл в печи. А художественная ковка, изготовление изделий тонких витых конфигураций, считалось сложнейшим искусством. С появлением станков холодной ковки работа мастера значительно упростилась, и выдающейся физической силы ковка металла теперь не требует. Всё что нужно – это потенциал художника, желание осваивать оборудование и доля усердия.
Мастером по ковке металла может стать буквально каждый – покупайте наши станки, простые в обращении, и начинайте свой прибыльный бизнес. Работа с металлом предполагает не только создание монументальных конструкций простых форм. Да, начнёте вы, скорее всего, с простого сгибания профиля или трубы – ниша строительных и ремонтных работ всегда актуальна. А продолжите формированием завитков из полос и прутков и созданием декоративных кованых фигур и элементов.
Работа с металлом предполагает не только создание монументальных конструкций простых форм. Да, начнёте вы, скорее всего, с простого сгибания профиля или трубы – ниша строительных и ремонтных работ всегда актуальна. А продолжите формированием завитков из полос и прутков и созданием декоративных кованых фигур и элементов.
Эксклюзивные кованые предметы – узорчатые скамейки и спинки кроватей, мангалы ручной работы, фигурные заборы, каркасы навесов для террас – стоят дорого. Вы можете предлагать покупателям цену в 3-7 раз выше стоимости изначального куска металла, который в ваших руках превращается в произведение искусства. Разумеется, при помощи современного станка для холодной ковки.
КАТАЛОГ
КОНСУЛЬТАЦИЯ
Холодная ковка против горячей
Холодная ковка происходит без нагрева металла и не влияет на его характеристики. Технология основана на пластичности бронзы, меди, алюминия, низкоуглеродистых марок стали (3, 20 и 25). При прессовании металла, изгибании прутков и полос прочность материала возрастает. Ведь разрушительного остаточного напряжения в созданных элементах не возникает. По сути, холодная ковка – надёжная, но упрощённая технология. В отличие от горячей ковки, она не требует дополнительных операций – отпуска, отжига, закалки.
При прессовании металла, изгибании прутков и полос прочность материала возрастает. Ведь разрушительного остаточного напряжения в созданных элементах не возникает. По сути, холодная ковка – надёжная, но упрощённая технология. В отличие от горячей ковки, она не требует дополнительных операций – отпуска, отжига, закалки.
Особенности Камских станков для ручной холодной ковки
Валы создаются из надёжной легированной стали 40Х.
Ролики фрезерованы на ЧПУ станках из стали СТ45.
На устройствах есть заводская насечка, подшипники закрыты.
Закалка роликов – в заводских условиях, твёрдость 48-50 HRC.
Разборные валы – штатные ролики можно заменять на элементы с иной фактурой.
Станки рассчитаны на несколько рисунков, к примеру «косичка» и «плитка».
Как собрать универсальный набор станков для холодной ковки?
На оборудовании для холодной ковки металлических заготовок можно создавать типовые и оригинальные изделия. Чтобы вы понимали, какие станки нужны именно вам, мы кратко представим каждый вид устройств.
Чтобы вы понимали, какие станки нужны именно вам, мы кратко представим каждый вид устройств.
Профилегибы – помогают изготовить кольца и широкие дуги.
Гнутик – для сгибания металла под прямым углом и скручивания в полукруг, создания колец, зигзагов и сердечек.
Улитка – для формирования запятых, ажурных завитков и вензелей.
Волна – придаёт прямым полосам, пруткам, трубам волнообразные изгибы.
Торсион с насадкой «корзинка» – для продольного скручивания прутков, фонариков.
Фонарик – для создания изящных фонариков и шишек.
Твистер – для манипуляций с квадратами и полосами – превращает их в спирали.
Глобус – для формирования огромных дуг и шестигранников из кругов, квадратов, полос металла.
Если мастер не только создаёт отдельные элементы художественной ковки, но и полностью собирает изделия на продажу, в его арсенале должна быть мощная угловая шлифовальная машина («болгарка»), сварочный аппарат, дрель со свёрлами разнообразных диаметров.
КОНТАКТЫ КОМПАНИИ
- Адрес: г. Набережные Челны, Татарстан. Ул. Шамиля Усманова 5А
- Телефон: +7 (986) 926-89-66
- Эл.почта: [email protected]
- Режим работы: с 9.00 до 21.00 (без выходных)
Заполняя форму, соглашаюсь на обработку моих персональных данных
© Камские станки | 2021-2022 | Все права защищены
Web-design: VEKudelin
Тяжелое кузнечное и сталеобрабатывающее оборудование
Кузнечное оборудование | Обработка холодного прутка | Металлургическое оборудование | Прокатные станы | |||
Трубопроводное оборудование | Производственное оборудование | | Подержанные станки | Электростанции бывшие в употреблении | ||
Сохранить
Сохранить
Сохранить
4500 тонн Sumitomo TFPX-4500L с ходом 500 мм, | 1300 мм ВС, Система сервопривода переменного тока, 2004 г., Re:26067
26067
Больше информации
В наличии3,2 МВт x (16) 60 Гц Kawasaki Gas Turbine Power | Завод новый 2008 года и работает только на 60 часов, Re: 26065
26065
Больше информации
В наличии
 org/Product”>
org/Product”>Комбинированный цикл мощностью 777 МВт с (3) Siemens SGT-4000Fv1 | Газотурбинные генераторы, (3) HRSG Doosan и (2) Siemens | Генераторы паровых турбин T6187 NG 90/90, двухтопливные, Re:26069
26069
Больше информации
В наличии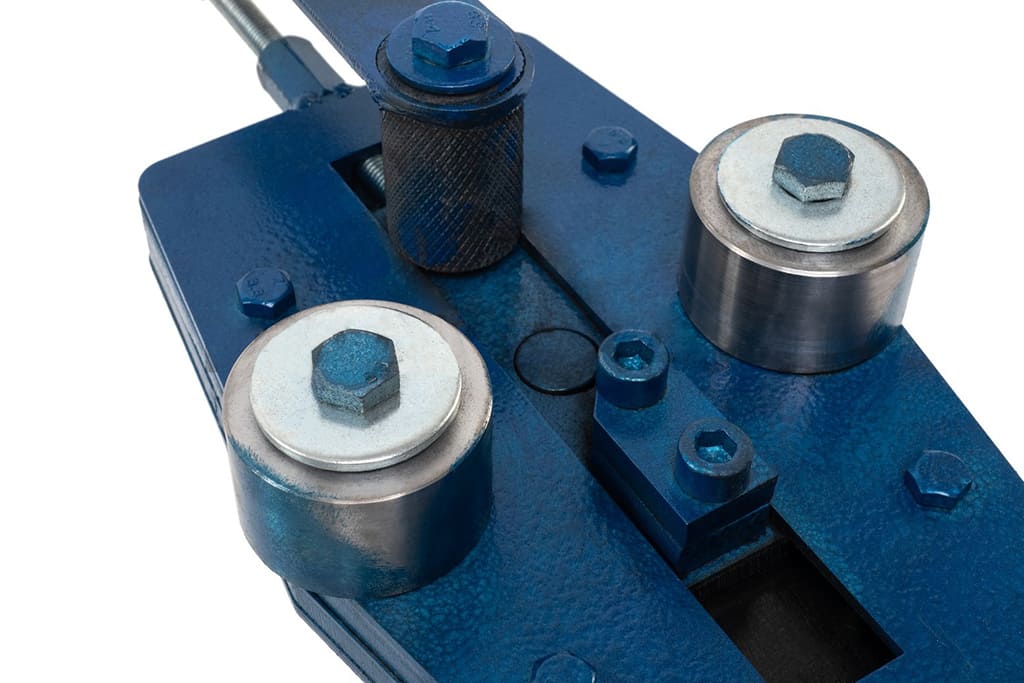 org/Product”>
org/Product”>Японский плавучий док грузоподъемностью 10 000 тонн с водоизмещением 18 000 тонн, | 122 м в длину x 34 м в ширину x 17,4 м в глубину, 1986 г. / перестроен в 2008 г., Re26057
26057
Больше информации
В наличииВнутренний диаметр 36 футов Вращающийся под Can-Eng в стиле “блин” | тип Кузнечная печь – НОВАЯ – НИКОГДА НЕ ИСПОЛЬЗУЕМАЯ, 2017, Re:26044
26044
Больше информации
В наличииSchumag RV 734 (700) высота 5 мм x 20 мм | Прецизионная бесцентровая шлифовальная машина, 1983 г., Re; 26064
26064
Больше информации
В наличии
 org/Product”>
org/Product”>1300-тонный Maxipres с пневматическим сцеплением и тормозом, Re:26054
26054
Больше информации
В наличии org/Product”>
org/Product”>Bronx 6.CR.9 7-5/8″ 9-роликовый выпрямитель для труб с (6) | Двигатели мощностью 100 л.с., до 25,4 мм Вт/Т, 2007 г., Re:26055
26055
Больше информации
В наличииКоординатно-измерительная машина Brown & Sharpe 9-12-9 | с устройством смены датчика на 6 станций и программой ПК DIMIS Re:25882
25882
Больше информации
В наличииOkuma LU45-M 2-седельный 4-осевой приводной инструмент с ЧПУ Universal | Токарный станок, OSP-U100L Ctrls, двойная револьверная головка, 12/10 позиций, Re:25885
25885
Больше информации
В наличии
 org/Product”>
org/Product”>800-тонный GFM SHP-16 (SX-16) с ЧПУ | Радиальная кузнечная линия с 4 штампами диаметром 160 мм, 1983 г., Re:26045
26045
Больше информации
В наличии org/Product”>
org/Product”>Okuma LU-35 4-осевой токарный центр с ЧПУ, | OSP-7000 ctrl, 12/10 pos Dual Turret, 2002 г., Re:25872
25872
Больше информации
В наличииTakang TKV-860HT Двойной шпиндель с ЧПУ Вертикальная токарная обработка | Центральный, макс. поворот 39,4 дюйма, 50 л.с. на шпдл, 2015 г., Re:25888
25888
Больше информации
В наличииO-M VT5-16N Стол VTL диаметром 63 дюйма, поворотный стол 78,7 дюйма, с Fanuc | 18T ctrls и 16-позиционное устройство смены инструмента, новый 2000 г., Re:25891
25891
Больше информации
В наличии
 org/Product”>
org/Product”>Okuma LC 50 CNC 4-Axis Simulturn Dual Turret | Чакер, OPS 7000L Ctrls, 12/8 турелей, Re: 25902
25902
Больше информации
В наличии org/Product”>
org/Product”>Вертикальный токарный станок с ЧПУ Okuma Howa 2SP-V80 с двумя шпинделями | Центральный, макс. поворот 40 дюймов, 40 л.с. на шпдл, 2005 г., Re:25892
25892
Больше информации
В наличии1360 тонн GFM SXL 25 диаметром 250 мм | Линия радиальной ковки с 4 штампами, 1970-е, Re:25815
25815
Больше информации
В наличии65 дюймов в диаметре x 2,362 дюйма W / T x 41 фут L Kyoung Dong Dual End | Станок для снятия фаски с труб с внутренним зажимом Re:25929
25929
Больше информации
В наличии
 org/Product”>
org/Product”>Kitamura MyTrunnion 5-Axis с управлением Fanuc 16i-MB и | 50-поз. ATC, 20 000 ш/дл об/мин, 24-дюймовый 4-кулачковый патрон, 2006 г., Re:25879
25879
Больше информации
В наличии org/Product”>
org/Product”>Диаметр 48 дюймов, 3000 тонн, модель Galdabini Twin 3000 Automatic | Машина для правки труб, новинка 2016 г., никогда не распаковывалась Re: 25483
25483
Больше информации
В наличии1910.
 218 – Машины кузнечные. | Управление по безопасности и гигиене труда
218 – Машины кузнечные. | Управление по безопасности и гигиене труда- По стандартному номеру
- 1910.218 – Машины кузнечные.
1910.218 (а)
Общие требования –
1910.218(а)(1)
Использование свинца . Требования безопасности настоящего подпункта распространяются на свинцовые отливки или другое использование свинца в кузнечном или штамповочном цехе.
1910.218(а)(1)(и)
Термостатический контроль нагревательных элементов должен быть обеспечен для поддержания надлежащей температуры плавления и предотвращения перегрева.
1910.218(а)(1)(ii)
Стационарные или постоянные установки свинцовых электролизеров должны быть отработаны.
1910.218(а)(1)(iii)
Переносные устройства следует использовать только в помещениях с хорошей общей вентиляцией помещения.
1910.218(а)(1)(iv)
Необходимо использовать средства индивидуальной защиты (перчатки, защитные очки, фартуки и другие предметы).
1910.218(а)(1)(в)
Для хранения остатков шлака должен быть предусмотрен закрытый контейнер.
1910.218(а)(1)(vi)
Оборудование должно содержаться в чистоте, особенно от скоплений желтого оксида свинца.
1910.218(а)(2)
Осмотр и техническое обслуживание . Работодатель несет ответственность за поддержание всего оборудования кузнечного цеха в состоянии, обеспечивающем непрерывную безопасную работу. Эта ответственность включает в себя:
1910.218(а)(2)(и)
Организация периодических и регулярных проверок безопасности при техническом обслуживании и ведение сертификационных записей этих проверок, включающих дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемой кузнечной машины.
1910.218(а)(2)(ii)
Планирование и регистрация осмотров ограждений и защитных устройств на рабочем месте через частые и регулярные промежутки времени. Запись инспекций осуществляется в форме сертификационного протокола, который включает дату проведения инспекции, подпись лица, проводившего инспекцию, и серийный номер или другой идентификатор проверяемого оборудования.
1910.218(а)(2)(iii)
Обучение персонала надлежащему осмотру и обслуживанию кузнечных машин и оборудования.
1910.218(а)(2)(iv)
Все потолочные части должны быть закреплены или защищены таким образом, чтобы они не слетели или не упали в случае поломки.
1910.218(а)(3)
Молотки и прессы .
1910.218(а)(3)(и)
Все молоты должны располагаться или устанавливаться таким образом, чтобы они оставались на фундаменте или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.
1910. 218(а)(3)(ii)
218(а)(3)(ii)
Все прессы должны быть установлены таким образом, чтобы они оставались на месте или были закреплены на фундаменте, достаточном для их поддержки в соответствии с применимыми техническими стандартами.
Таблица O-11 – Прочность и размеры деревянных стоек
| 4 х 4 | 16 | 5000 | 80 000 | 10 | 8000 | 44 |
| 6 х 6 | 36 | 5000 | 180 000 | 10 | 18 000 | 66 |
| 8 х 8 | 64 | 5000 | 320 000 | 10 | 32 000 | 88 |
| 10 х 10 | 100 | 5000 | 500 000 | 10 | 50 000 | 100 |
| 12 х 12 | 144 | 5000 | 720 000 | 10 | 72 000 | 132 |
1 Сноска Фактический размер.
2 Сноска Адаптировано из Технического бюллетеня Министерства сельского хозяйства США 479. Рекомендуются твердые породы древесины, чья предельная прочность на раздавливание при сжатии параллельно волокнам составляет 5000 фунтов на квадратный дюйм. (фунтов на квадратный дюйм) или выше.
3 Формула коэффициента гибкости для коротких колонн: L/d = 11, где L = длина бревна в дюймах и d = наименьший размер в дюймах; это отношение не должно превышать 11.
1910.218(а)(3)(iii)
Должны быть предусмотрены средства для отключения питания машины и для блокировки или приведения в нерабочее состояние органов управления циклами.
1910.218(а)(3)(iv)
Ползун должен быть заблокирован при замене штампов или других работах с молотом. Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого должны соответствовать или превышать спецификации и размеры, указанные в Таблице O-11.
Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого должны соответствовать или превышать спецификации и размеры, указанные в Таблице O-11.
1910.218(а)(3)(в)
Клещи должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(а)(3)(vi)
Должны быть предоставлены масляные тампоны, средства для удаления накипи или другие устройства для удаления накипи. Эти приспособления должны быть достаточно длинными, чтобы человек мог дотянуться до матрицы по всей ее длине, не помещая руку или руку между матрицами.
1910.218(а)(3)(vii)
Погрузочно-разгрузочное оборудование должно иметь достаточную прочность, размеры и размеры для безопасного выполнения операций по штамповке.
1910.218(а)(3)(viii)
На задней стороне каждого молотка должна быть предусмотрена прочная защита от накипи, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(а)(3)(ix)
На задней стороне каждого пресса должна быть предусмотрена прочная защита от окалины, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(б)
Молотки, обычные –
1910.218(б)(1)
Ключи . Ключи и прокладки должны быть изготовлены из материала, который не будет чрезмерно трескаться или раскалываться.
1910. 218(б)(2)
218(б)(2)
Устройства с ножным управлением . Все устройства с ножным управлением (например, педали, рукоятки, клапаны и переключатели) должны быть существенно и эффективно защищены от непреднамеренного срабатывания.
1910.218 (с)
Прессы . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
1910.218 (г)
Молотки с механическим приводом –
1910.218(г)(1)
Безопасная головка цилиндра . Каждый паровой или пневматический молот должен иметь предохранительную головку цилиндра, которая действует как подушка на случай поломки штока или выдергивания плунжера.
1910.218(г)(2)
Запорный вентиль . Паровые молоты должны быть снабжены быстрозакрывающимся аварийным клапаном на входном трубопроводе в удобном месте. Этот клапан должен быть закрыт и зафиксирован в выключенном положении во время регулировки, ремонта или обслуживания молота или при замене штампов.
1910.218(г)(3)
Слив цилиндра . Паровые молоты должны быть снабжены средствами опорожнения цилиндра, такими как устройство самоосушения или быстродействующий сливной кран.
1910.218(г)(4)
Напорные трубы . Паровые или воздушные трубопроводы должны соответствовать спецификациям американского национального стандарта ANSI B31. 1.0-19.67, Power Piping с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1.0-19.67, Power Piping с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е)
Гравитационные молоты –
1910.218 (е) (1)
Пневматические молоты .
1910.218(д)(1)(я)
Пневматические молоты должны иметь головку безопасного цилиндра, как требуется в пункте (d)(1) настоящего раздела.
1910.218(е)(1)(ii)
Пневматические молоты должны иметь воздушный запорный клапан, как требуется в пункте (d)(2) настоящего раздела.
1910.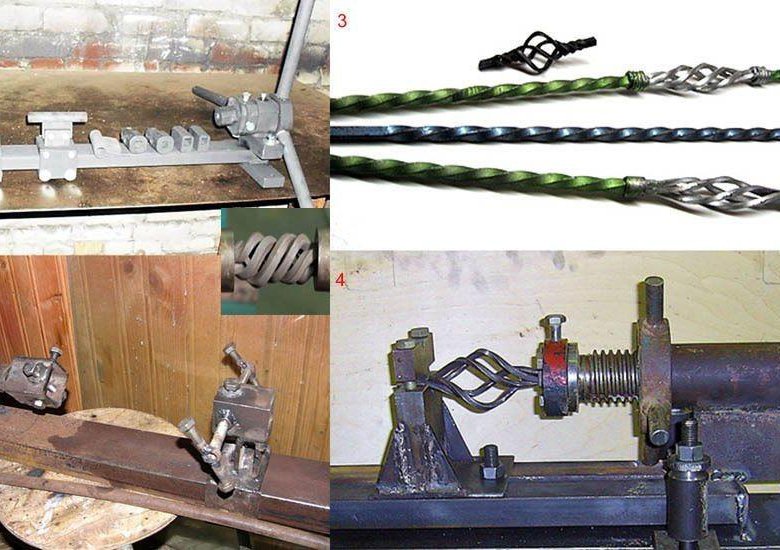 218(е)(1)(iii)
218(е)(1)(iii)
Пневматические молоты должны быть снабжены двумя сливными кранами: один на главном головном цилиндре и один на зажимном цилиндре.
1910.218(е)(1)(iv)
Воздушные трубопроводы должны соответствовать спецификациям ANSI B31.1.0-1967, Силовые трубопроводы с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е) (2)
Молотки для досок .
1910.218(д)(2)(я)
Должна быть предусмотрена подходящая оболочка для предотвращения падения поврежденных или отсоединенных досок. Корпус доски должен быть надежно закреплен на молотке.
1910. 218(е)(2)(ii)
218(е)(2)(ii)
Все основные узлы и фитинги, которые могут ослабнуть и упасть, должны быть надлежащим образом закреплены на месте.
1910.218(ф)
Ковочные прессы –
1910.218(ф)(1)
Механические кузнечные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(е)(1)(я)
Питание пресса должно быть заблокировано.
1910.218(е)(1)(ii)
Маховик должен находиться в состоянии покоя.
1910. 218(е)(1)(iii)
218(е)(1)(iii)
Поршень должен быть заблокирован материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910.218(ф)(2)
Гидравлические ковочные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(ф)(2)(и)
Гидравлические насосы и силовая установка должны быть заблокированы.
1910.218(е)(2)(ii)
Штанга должна быть заблокирована материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910. 218(г)
218(г)
Обрезные прессы –
1910.218(г)(1)
Прессы для горячей обрезки . Требования параграфа (f)(1) настоящего раздела также применяются к прессам для горячей обрезки.
1910.218(г)(2)
Прессы для холодной обрезки . Прессы для холодной обрезки должны быть защищены в соответствии с § 1910.217(c).
1910.218(ч)
Нарушители –
1910.218(ч)(1)
Общие требования . Все высадки должны быть установлены так, чтобы они оставались на своих опорных основаниях.
1910.218(ч)(2)
Блокировки . Установщики должны быть снабжены средствами для блокировки питания в точке его входа в машину и приведения в нерабочее состояние ее органов управления циклами.
1910.218(ч)(3)
Ручное управление . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
1910.218(ч)(4)
Щипцы . Щипцы должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(ч)(5)
Замена штампов . При замене штампов, выполнении технического обслуживания или любых других работ на машине питание высадочного устройства должно быть заблокировано, а маховик должен находиться в состоянии покоя.
При замене штампов, выполнении технического обслуживания или любых других работ на машине питание высадочного устройства должно быть заблокировано, а маховик должен находиться в состоянии покоя.
1910.218(я)
Другое кузнечное оборудование –
1910.218(я)(1)
Болтовая головка . Положения параграфа (h) настоящего раздела должны применяться к головке болтов.
1910.218(я)(2)
Изготовление заклепок . Положения параграфа (h) настоящего раздела применяются к изготовлению заклепок.
1910.218(к)
Другое кузнечное оборудование –
1910. 218(к)(1)
218(к)(1)
Заготовочные ножницы . Должно быть предусмотрено устройство блокировки принудительного типа для отключения питания ножниц.
1910.218(к)(2)
Пилы . Каждая пила должна быть снабжена защитным кожухом из листового металла толщиной не менее одной восьмой дюйма, предназначенным для предотвращения летящих искр.
1910.218(к)(3)
Конвейеры . Оборудование для передачи энергии конвейера должно быть ограждено в соответствии с ANSI B20.1-19.57, Кодекс безопасности для конвейеров, канатных дорог и сопутствующего оборудования, который включен посредством ссылки, как указано в § 1910.6.
1910.