как сделать зажимы своими руками
Фрезерные станки являются незаменимым оборудованием при механической обработке деталей. Они позволяют выполнять следующие операции: отрезка, растачивание, сверление, фрезерование плоских поверхностей, уступов, пазов, криволинейных и винтовых поверхностей, а также резьбы.
Выполняя все перечисленные задачи, необходимо закрепить заготовку на рабочем столе. Для этого применяют универсальные станочную оснастку, а именно прижимы для фрезерного станка.
Содержание:
- 1 Назначение
- 2 Виды зажимов для металлообрабатывающих станков
- 2.1 Универсальный безподкладочный
- 2.2 С-образный
- 2.3 Быстродействующий
- 2.4 Гребенчатый прижимной механизм
- 2.5 Использование струбцины
- 3 Какой лучше выбрать?
- 3.1 По дереву
- 3.2 По металлу
- 4 Как изготовить своими руками?
- 5 Прижим гребенка для фрезерного станка своими руками, видео
Назначение
Рациональное использование станочной оснастки позволяет облегчить работу фрезеровщика, сократить вспомогательное время на обработку заготовок, обеспечивает надежное их закрепление и повышает точность заготовки, позволяет проводить одномоментную обработку сразу нескольких заготовок, что положительно влияет на увеличение нормы выработки. Одним из таких приспособлений является прижимы для фрезерного станка.
Одним из таких приспособлений является прижимы для фрезерного станка.
Прижимами для фрезерного станка называют специальные приспособления, которые используются для базирования (неподвижного крепления) обрабатываемых заготовок на рабочем столе. Они повышают производительность труда и позволяют производить обработку без предварительной разметки и выверки. На столе фрезерного станка есть т-образные пазы, служащие для установки в них винтов прижимы для фрезерного станка.
Важно!
Винты предупреждают прокручивание, что делает соединение надежным.
Зажимы на фрезерном станке должны обеспечивать скорость и жесткость зажима обрабатываемой заготовки, а также должны иметь высокую прочность, иначе она может вылететь со стола и навредить фрезеровщику или повредить оборудование.
Виды зажимов для металлообрабатывающих станков
Стоит выделить, что для того, чтобы получить высокую степень обработки заготовок по металлу и высший уровень производительности зажимы классифицируют с ориентиром на высокий уровень требований.
Особенное внимание уделяют следующим параметрам: точность и жесткость. При базировании одной заготовки, агрегат позволяет при необходимости произвести точную настройку, которая связана с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов для фрезерного станка и их элементы установочного типа не мешали продвижению режущей кромки ко всей обрабатываемой поверхности. При этом обрабатываемые детали должны иметь поверхности, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.
Справка! Если отсутствуют надежные установочные зажимные наборы и базы для мест крепления, то можно использовать бобышки и отверстия.
Универсальный безподкладочный
Представляет собой планку, которая, собственно, и фиксирует заготовку. Фиксация происходит через винтовую опору. В качестве опоры может использоваться винтовой упор или подкладка. Прижим для фрезерного станка состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
Прижим для фрезерного станка состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
С-образный
В данном прижиме для фрезерного станка нет подкладки, но есть шарнирный механизм, с помощью которого можно регулировать нужный вылет. На шарнире имеется гайка, на которую устанавливается специальное кольцо. При необходимости кольцо можно снять, установить гайку на нужную высоту, надеть кольцо обратно. Гайка будет накручиваться по резьбе и закрепит конструкцию.
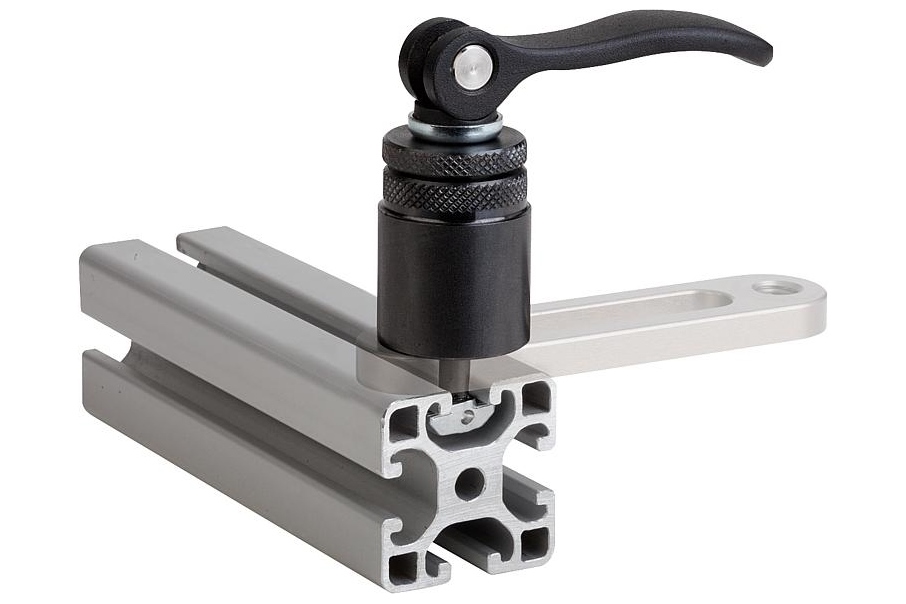
Быстродействующий
Данный прижим для фрезерного станка состоит из стойки, зубчатой пластины, пружины и корпуса прижима. Сверху у него находится пружина, далее зубчатая пластина с рукояткой. Данный механизм зажимает корпус прижима, что позволяет ему двигаться по всей высоте.
Гребенчатый прижимной механизм
Имеет несколько зубьев точной формы, что позволяет плотно зажимать заготовку. Зубцы находятся под маленьким углом, что позволяет получить равномерное давление на обрабатываемую деталь.
Использование струбцины
Струбцина — это вспомогательная оснастка, которая состоит из зажимного устройства и штифта. В нижней части струбцины находится пружина, которая держит всю конструкцию.
Типы струбцин:
- f-образные — для заготовок с большими габаритами;
- g-образные — самые распространённые струбцины, используются для фискации деталей маленьких размеров;
- трубные — используются для создания большого давления на деталь;
- угловые — соединяют детали под углом.
Какой лучше выбрать?
Выбор прижимов для фрезерного станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой детали.
По металлу
Выбор прижима для фрезерного станка зависит:
- от габаритов обрабатываемой заготовки;
- от хода;
- от материала, из которого он изготовлен;
- от механизма.

Прижимы для фрезерного станка из пластика недолговечны при работе с металлическими заготовками.
Как изготовить своими руками?
Прижимы для фрезерного станка, изготовленные своими руками, должны удовлетворять следующим критериям:
- плавный ход прижима;
- прижимная планка должна иметь большие размеры, чтобы создавать необходимое давление;
- удовлетворять всем требованиям безопасности;
- не должны повреждать заготовку.
Есть два способа изготовления прижимов для фрезерного станка самостоятельно:
- Достать из стиральной машины валы, которые работают на отжим. Сделать раму с направляющими штифтами, соединить их п-образным профилем, на котором закрепить валы и зажать их регулировочной планкой.
- С двух сторон станины установить по рейке. На ходовой вал установить два подшипника. Зажим будет регулироваться пружиной, которая свободно ходит.
После установки прижима для фрезерного станка, изготовленного своими руками, не должны ухудшиться эксплуатационные характеристики.
Прижим гребенка для фрезерного станка своими руками, видео
Прихваты станочные в категории “Промышленное оборудование и станки”
M18 Комплект прихватов (прижимов) станочных (УСП)
На складе в г. Днепр
Доставка по Украине
8 455 — 8 723 грн
от 2 продавцов
8 723 грн
Купить
Интернет-магазин “Рестоника”
M16 Комплект прихватов (прижимов) станочных (УСП)
На складе в г. Днепр
Днепр
Доставка по Украине
4 712 — 4 862 грн
от 2 продавцов
4 862 грн
Купить
Интернет-магазин “Рестоника”
M20 Комплект прихватов (прижимов) станочных (УСП)
На складе в г. Днепр
Доставка по Украине
9 564 — 9 867 грн
от 2 продавцов
9 867 грн
Купить
Интернет-магазин “Рестоника”
M10 Комплект прихватов (прижимов) станочных (УСП)
На складе в г. Днепр
Доставка по Украине
3 049 — 3 146 грн
от 2 продавцов
3 146 грн
Купить
Интернет-магазин “Рестоника”
M12 Комплект прихватов (прижимов) станочных (УСП)
На складе в г. Днепр
Доставка по Украине
3 604 — 3 718 грн
от 2 продавцов
3 718 грн
Купить
Интернет-магазин “Рестоника”
M14 Комплект прихватов (прижимов) станочных (УСП)
Доставка по Украине
3 743 грн
Купить
ООО «Гефест Плюс»
Proma M12 \ Под 14 паз набор зажимных приспособлений ( Прихваты )
На складе
Доставка по Украине
4 363. 02 грн
02 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Proma M14 \ Под 16 паз набор зажимных приспособлений ( Прихваты )
На складе
Доставка по Украине
4 782.02 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Proma M16 \ Под 18 паз набор зажимных приспособлений ( Прихваты )
На складе
Доставка по Украине
6 070.88 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Набор зажимных приспособлений Optimum SPW
Доставка по Украине
2 381 — 2 430 грн
от 5 продавцов
2 430 грн
Купить
Магазин инструмента Лес и Сад
Горизонтально-вертикальный делительный стол Optimum RT150
Доставка по Украине
13 283 — 19 718 грн
от 6 продавцов
18 000 грн
Купить
Магазин инструмента Лес и Сад
Тиски станочные Optimum BMS 85
Доставка по Украине
1 472 — 1 875 грн
от 6 продавцов
1 472 грн
Купить
Магазин инструмента Лес и Сад
Станочные тиски Optimum серии BMP
Доставка по Украине
2 272 — 2 906 грн
от 6 продавцов
2 906 грн
Купить
Магазин инструмента Лес и Сад
Тиски станочные Optimum FMS
Доставка по Украине
5 083 — 7 500 грн
от 5 продавцов
6 000 грн
Купить
интернет-магазин КУБОМЕТР
Тиски станочные Optimum ZAS50
Доставка по Украине
4 655 — 7 611 грн
от 4 продавцов
7 611 грн
Купить
интернет-магазин КУБОМЕТР
Смотрите также
Комплект из 52 зажимных приспособлений 14 мм Holzmann 52TLG14
Под заказ
Доставка по Украине
4 540. 80 грн
80 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Тиски станочные Optimum BMS
Доставка по Украине
1 850 грн
Купить
Компания “КВРС”
Станочные тиски Optimum MSO
Доставка по Украине
965 — 1 760 грн
от 3 продавцов
965 грн
Купить
Компания “КВРС”
Cтаночные тиски Optimum BME
Доставка по Украине
1 132 — 1 615 грн
от 4 продавцов
1 615 грн
Купить
Компания “КВРС”
Proma M10 \ Под 12 паз набор зажимных приспособлений ( Прихваты )
На складе
Доставка по Украине
4 040.80 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Набор зажимных приспособлений Optimum SPW 8
Доставка по Украине
2 960 грн
Купить
ООО «ВЕКТОР ГРУП УКРАИНА»
Комплект прихватов станочных 58 шт. , 16 мм, М 14 | Прижимы Bernardo
, 16 мм, М 14 | Прижимы Bernardo
Недоступен
7 768 грн
Смотреть
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
M20 Комплект прихватов (прижимов) станочных
Недоступен
10 200 грн
Смотреть
ТЕХНОІМПОРТ
М16 комплект прихватов (прижимов) станочных
Недоступен
7 500 грн
Смотреть
ТЕХНОІМПОРТ
Сухарь Т-образный (закаленная сталь) для столов с Т-образным пазом шириной 12 мм (ширина Т паза – 12 мм)
Недоступен
Цену уточняйте
Смотреть
Интернет-магазин “DEMET”
Сухарь Т-образный (закаленная сталь) для столов с Т-образным пазом шириной 14 мм (ширина Т паза – 14 мм)
Недоступен
Цену уточняйте
Смотреть
Интернет-магазин “DEMET”
Тиски станочные Optimum FMS 100
Недоступен
6 000 грн
Смотреть
Электромотор
Сухарь Т-образный (закаленная сталь) для столов с Т-образным пазом шириной 18 мм (ширина Т паза – 18 мм)
Недоступен
Цену уточняйте
Смотреть
Интернет-магазин “DEMET”
Комплекты прижимов М16 и М20
Недоступен
7 500 грн
Смотреть
ТЕХНОІМПОРТ
JLT Clamps Products – James L.
 Taylor Manufacturing
Taylor ManufacturingКомпания JLT Clamps является мировым лидером в области зажимного оборудования для дверей и панелей для небольших и крупных деревообрабатывающих мастерских .
Независимо от того, являетесь ли вы краснодеревщиком, плотником или специалистом по столярным работам, JLT может предоставить стандартную или нестандартную систему зажимов, чтобы облегчить вашу работу, улучшить качество и повысить производительность при одновременном снижении затрат.
Зажимы JLT Предлагаются зажимные системы лицевой рамы двух различных типов:
- Обычный стол с торцевой рамой и вертикальным давлением для рам с карманным отверстием
- (2) Направление горизонтального давления для рам с карманным отверстием и врезных и шиповидных рам
надежность, к которой привыкли наши клиенты благодаря JLT Clamps Machinery.
подробнее
Самые популярные и универсальные в отрасли машины для склеивания и ламинирования, предназначенные для специализированных магазинов или зон с нестандартными размерами. Панельные зажимы имеют небольшую площадь основания и имеют запатентованную конструкцию зажима Тейлора. Предлагая зажимы разной длины, зажимы разного размера, однорядные и (5) рядные конструкции, JLT предлагает панельный зажим, соответствующий вашим потребностям.
Панельные зажимы имеют небольшую площадь основания и имеют запатентованную конструкцию зажима Тейлора. Предлагая зажимы разной длины, зажимы разного размера, однорядные и (5) рядные конструкции, JLT предлагает панельный зажим, соответствующий вашим потребностям.
Щелкните ниже, чтобы получить дополнительную информацию о панельных зажимах JLT
подробнее
Самое популярное семейство дверных зажимов JLT, разработанное для эффективного и простого зажима и придания формы дверям шкафа с наличниками и направляющими. Зажимное усилие прикладывается в нужном месте на стыке, переход от двери к двери происходит быстро и легко, а двери зажимаются и подгоняются менее чем за (2) секунды, что обеспечивает быстрый и эффективный процесс. Несколько размеров и конфигураций рамы помогут вам быстрее создавать двери более высокого качества.
Щелкните ниже для получения дополнительной информации о дверных зажимах JLT для перекладин и поручней
подробнее
Благодаря инновационному дизайну и функциям JLT дверные зажимы для угловых дверей заняли первое место в списке заказчиков, производящих угловые двери. Независимый контроль каждого угла, правильное распределение прижимного усилия и быстрая переналадка позволяют создавать двери высокого качества за более короткое время.
Независимый контроль каждого угла, правильное распределение прижимного усилия и быстрая переналадка позволяют создавать двери высокого качества за более короткое время.
Нажмите ниже для получения дополнительной информации о лучшем в отрасли дверном зажиме под углом
подробнее
Buddy Systems были созданы, чтобы помочь нашим клиентам сэкономить ценное пространство. Подвешивая дверной зажим к задней части зажима для панели, мы уменьшаем отпечаток пола, занимаемый этими двумя машинами, почти на 40%. Пакеты Buddy System включают наши самые популярные модели и могут быть заказаны с несколькими различными парами машин.
Нажмите ниже для получения дополнительной информации о наших комбинированных зажимах Buddy System
подробнее
JLT #19Зажимы для выдвижных ящиков серии 0 — это прочные и эффективные машины для зажима и придания квадратной формы ящикам в форме ласточкина хвоста и на штифтах. Простая и легкая в использовании конструкция, позволяющая оператору очень быстро переходить от размера к размеру, зажимы для выдвижных ящиков JLT — это то, что нужно для вашей области выдвижных ящиков.
Нажмите ниже, чтобы получить дополнительную информацию о зажимах для ящиков #190B и #190C
подробнее
Если входные двери являются частью вашего ассортимента, зажимы для входных дверей JLT — это то, что вам нужно. JLT предлагает стандартную модель для повседневных внутренних и наружных дверей, а затем линейку машин нестандартного размера, если вы не строите стандарт. Мощная, простая в использовании и эффективная, эта машина идеально подходит для вас!
Нажмите ниже, чтобы узнать больше о зажимах JLT для входных дверей
подробнее
Достижение надлежащей толщины слоя клея очень важно. Слишком большое или слишком малое распространение клея ослабит клеевые соединения. Кроме того, слишком много клея приводит к пустой трате денег, замедляет производство и увеличивает «время очистки» как для аппликатора, так и для панельного или дверного зажима. JLT предлагает решения для нанесения клея на панели, а также для нанесения клея на детали стоек и перил.
Щелкните ниже, чтобы получить дополнительную информацию a Аппликатор клея JLT
дополнительная информация
Принадлежности к зажимам для панелей JLT являются важным фактором при покупке машин JLT. Каждый аксессуар предназначен для того, чтобы сделать один или два аспекта общего процесса намного проще для оператора. От аппликаторов клея до выравнивателей панелей JLT предлагает ряд опций, помогающих улучшить область склеивания.
Нажмите ниже, чтобы узнать больше о принадлежностях для склеивания JLT
подробнее
Зажимы – зажимы и зажим
Вернуться на главную страницу
вернуться к заготовке
Т-образные пазы
Все традиционные фрезерные станки используют Т-образные пазы по всей длине фрезерного стола для удержания заготовки. или какое-либо устройство, которое используется для удержания заготовки. Одним из вариантов является использование резьбовых отверстий, в которые затем можно вставить шпильки. Это может быть полезной альтернативой самодельным удерживающим устройствам, потому что сверление отверстий и нарезание в них резьбы может быть проще, чем фрезерование Т-образных пазов.
Это может быть полезной альтернативой самодельным удерживающим устройствам, потому что сверление отверстий и нарезание в них резьбы может быть проще, чем фрезерование Т-образных пазов.
Т-образные пазы на фрезерном столе 729
На фотографии выше видно, что область, в которой находятся Т-образные пазы, закрыта, т.е. охлаждающая жидкость на столе задерживается и может быть отведена из сборного резервуара. В этом случае максимальная длина Т-образной гайки ограничена длиной пространства, показанного выше. На небольших фрезерных столах Т-образный паз проходит от одного края стола до противоположного края.
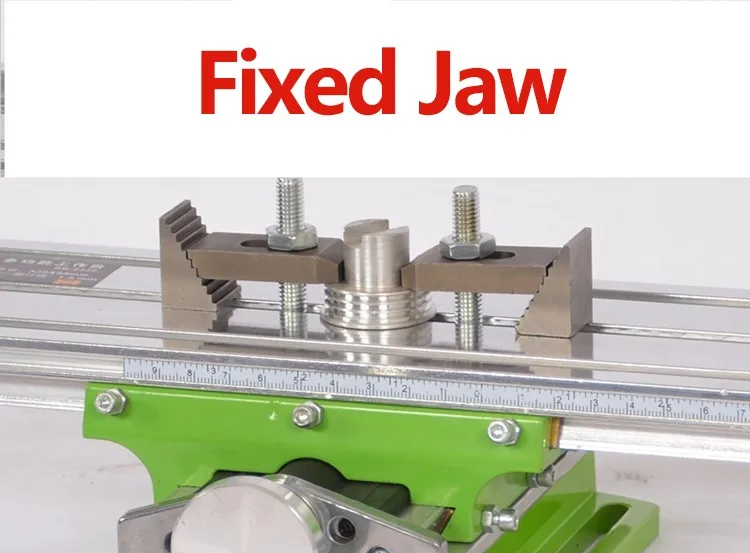
Т-образные гайки и шпильки
Если на фрезерном столе есть Т-образные пазы, то традиционный метод удержания заготовок или устройств, которые могут удерживать заготовки, — использование Т-образных гаек. Они поместятся в Т-образный паз. В них будет резьбовое отверстие, в которое можно будет вставить кусок шпильки или стержень с резьбой на обоих концах.
Т-образная гайка 217
Может использоваться для крепления зажима или болта тисков и т. д. к фрезерному столу.
д. к фрезерному столу.
Гайка должна быть достаточно большой, чтобы в полной мере использовать прочность удерживающего ее металла, но при этом она должна быть достаточно свободной, чтобы легко скользить по пазу, даже если на дне гайки осталось небольшое количество стружки. Т-образный паз. Для стола метровой длины гайка должна быть длиной около 30 мм. Для стола длиной около 1/2 метра достаточно прочной гайки длиной около 15 мм.
Часто резьба на нижней части Т-образной гайки намеренно портится, поэтому шпилька не может пройти до конца.
При покупке полного набора насадок для зажима в него входят специально изготовленные шпильки различной длины. Но любая шиповка будет работать отлично. Обычно используемые шпильки или шпильки должны быть самого большого диаметра из стандартного размера материала, который будет соответствовать пазам на фрезерном столе.
Везде, где используется Т-образная гайка и шпилька, на другом конце должны быть шайба и гайка.
Т-образная гайка может быть установлена только с конца Т-образного паза. Однако можно сделать Т-образную гайку в форме ромба. Дело в том, что в одну сторону; его поперечное сечение соответствует Т-образному пазу. С другой стороны, он достаточно узкий, чтобы его можно было поместить в Т-образный паз.
Фигурная ромбовидная Т-образная гайка
Ромбовидная Т-образная гайка не может быть затянута так сильно, как обычная Т-образная гайка того же размера. Он не будет работать в круглых Т-образных пазах.
Т-образные гайки легко изготовить. Штифты, как метрические, так и имперские, можно очень дешево купить в большинстве магазинов DIY. Гайки и шайбы очень дешевые. Это ложная экономия – не иметь их в большом количестве под рукой.
Некоторые зажимные приспособления, которые обычно устанавливаются на фрезерный стол, могут иметь прорези, которые слишком малы для установки самых больших болтов, подходящих к фрезерному столу. В этом случае либо прорези на устройстве могут быть фрезерованы для болта большего размера, либо могут использоваться специальные Т-образные гайки, которые должным образом подходят к фрезерному столу, но для которых требуется меньший размер шпильки.
Например, блоки 1-2-3 могут иметь только шпильки диаметром 10 мм, но может быть полезно закрепить их на фрезерном столе с пазами 12 мм. Нужны Т-образные гайки под паз 12 мм, но с резьбой 10 мм.
Преимущество использования Т-образных гаек и шпилек
Основное преимущество использования Т-образных гаек и шпилек заключается в том, что требуется очень мало Т-образных гаек, а шпильки дешевы и могут быть легко изготовлены любой требуемой длины. Но это означает, что пользователь постоянно перерабатывает Т-образные гайки. Далее будет видно, что очень полезно иметь болты очень определенной длины для крепления некоторых устройств. Кроме того, на некоторых устройствах, таких как зажимы, можно сэкономить много времени, если оставить зажимы с последним использованным болтом. Для этого потребуется много Т-образных гаек.
Иногда полезно использовать отверстия в заготовке, чтобы прикрепить ее к зажимному устройству. В то же время может возникнуть необходимость фрезеровать отверстия в заготовке даже там, где может быть болт. Все это нужно делать, не перемещая заготовку. Одним из преимуществ использования Т-образных гаек и болтов является то, что ими можно зажать заготовку в определенном месте во время фрезерования. После этого можно снять болт, оставив гайку под ним. Можно даже заменить болт позже, используя Т-образную гайку под заготовкой.
Все это нужно делать, не перемещая заготовку. Одним из преимуществ использования Т-образных гаек и болтов является то, что ими можно зажать заготовку в определенном месте во время фрезерования. После этого можно снять болт, оставив гайку под ним. Можно даже заменить болт позже, используя Т-образную гайку под заготовкой.
Цилиндрические болты – альтернатива Т-образным гайкам
В качестве альтернативы можно сделать комбинированную тавровую гайку и шпильку, используя скругленный болт, головка которого выточена и отфрезерована для соответствия прорези. Их также можно купить в других размерах, чтобы при необходимости они соответствовали Т-образным пазам любого другого размера.
модифицированный продольный болт 260
Головка сначала поворачивается так, чтобы глубина соответствовала прорези. Затем болт удерживается в блоке с резьбой, который можно затянуть, чтобы удерживать болт.
Приспособление для удержания ригеля при механической обработке 237
Это приспособление необходимо затянуть на удивление туго, чтобы болт не сползал во время фрезерования.
С его помощью стороны болта могут быть отфрезерованы по ширине Т-образных пазов.
Также можно просто зачистить стороны квадратной части хвостовика, которая местами может быть немного больше номинальной ширины болта.
Подобные болты также доступны в продаже.
Зажимной болт 624
При отсутствии болтов с шестигранной головкой
Обычно нецелесообразно использовать болты с шестигранными головками, поскольку количество металла под краями паза слишком мало, и это может привести к слишком большой нагрузке на эти края. Это может повредить край Т-образного паза, но может даже просто сломать часть Т-образного паза. Это предотвращает свободное скольжение чего-либо по прорези. Кроме того, в отличие от Т-образной гайки или модифицированного корешкового болта, ничто не мешает ему вращаться в пазу.
Даже если шестигранная головка подходит к Т-образному пазу, длина головки короче, чем у Т-образной гайки, поэтому нагрузка на Т-образный паз будет выше.
Силы на Т-образных пазах
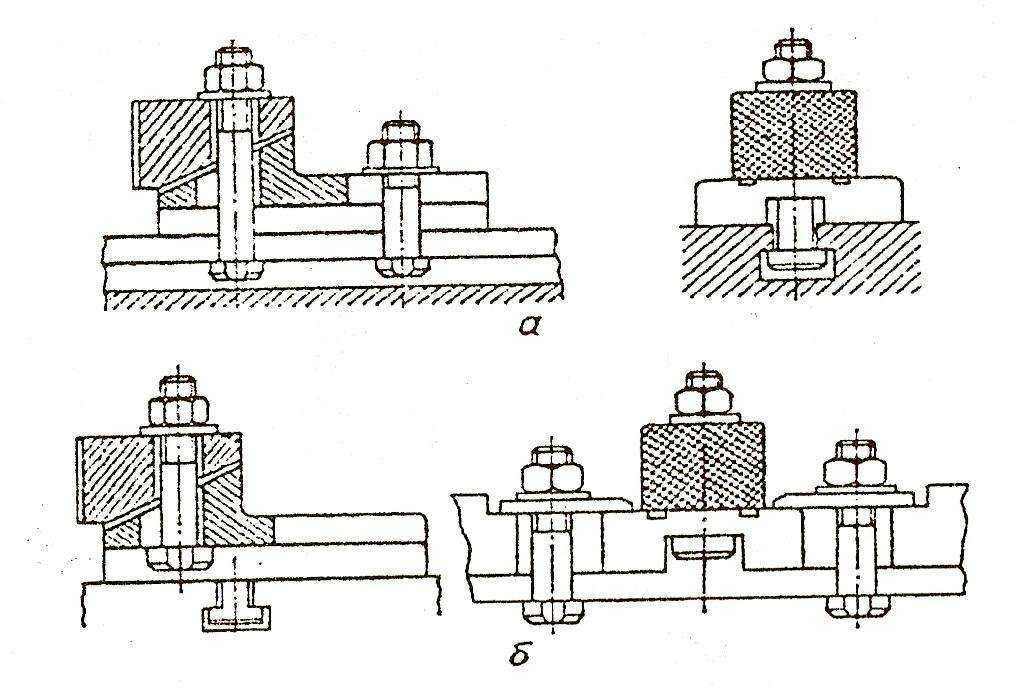
С Т-образной гайкой и шпилькой или с комбинированной гайкой и шпилькой, т.е. с модифицированным квадратным болтом, при его использовании могут возникнуть две возможные ситуации. Во-первых, шпилька проходит через Т-образный паз, а затем через металл, будь то заготовка или удерживающее устройство, окружающее шпильку. Затем идет шайба, за которой следует гайка.
зажим – случай 1 – 522
В этом случае очевидно, что возможное усилие зажима ограничивается не пределом прочности на растяжение материала фрезерного стола, а его пределом прочности на сжатие, который значительно превышает предел прочности на растяжение шпилька. Это тот случай, когда к фрезерному столу крепятся тиски. Его можно затянуть очень туго, не опасаясь что-нибудь сломать. Две защемленные таким образом поверхности можно считать неподвижными.
Вторая ситуация возникает, когда заготовка или зажимное приспособление не окружают цапфу. Это тот случай, когда Т-образная гайка, болт и т.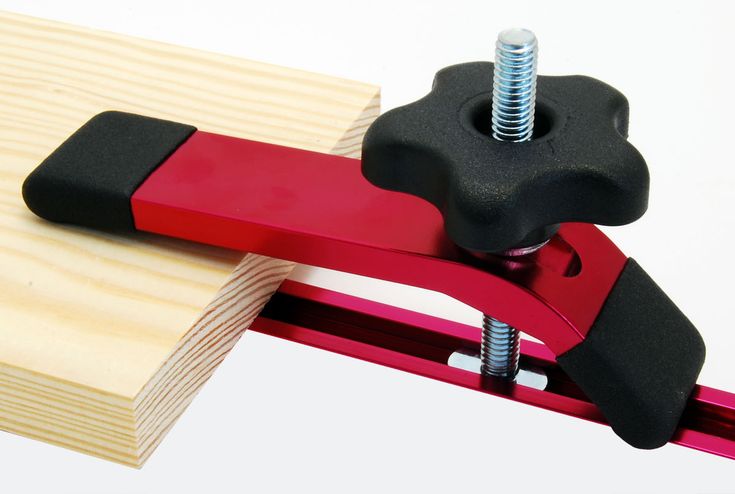 д. используются для удержания зажима. В этом случае сила стремится тянуть край Т-образного паза вверх. Стороны Т-образного паза подвергаются очень большой растягивающей силе. Учитывая, что он, вероятно, сделан из чугуна, а болт сделан из стали, это означает, что есть риск сломать часть Т-образного паза.
д. используются для удержания зажима. В этом случае сила стремится тянуть край Т-образного паза вверх. Стороны Т-образного паза подвергаются очень большой растягивающей силе. Учитывая, что он, вероятно, сделан из чугуна, а болт сделан из стали, это означает, что есть риск сломать часть Т-образного паза.
Зажим – корпус 2 – 523
В этом случае гайку можно затягивать с умеренным усилием. В некоторых обстоятельствах все, что удерживается таким образом, может быть вынуждено двигаться. Это может произойти, например, если фреза ударится о зажим.
Т-образные пазы под прямым углом
Некоторые устройства, например поворотный стол, могут иметь два набора Т-образных пазов, пересекающихся друг с другом под прямым углом. Легко видеть, что металл на углу двух таких пазов имеет гораздо меньшую прочность, чем на краю одного Т-образного паза. Это подтверждается тем, сколько раз можно увидеть эти углы обломанными.
рис проблема с пересекающимися Т-образными пазами
По возможности постарайтесь не использовать Т-образную гайку на этом этапе.
Использование длинных болтов
Поскольку любые болты, используемые для зажима, становятся длиннее, становится возможным скручивание заготовки, чего не происходит, когда болты короткие.
Использование длинных болтов – 508
Длинные болты по-прежнему будут удерживать заготовку. Что необходимо, так это какой-то способ остановить вращение заготовки, который не зависит от этих болтов. Это может быть, например, ограждение или ограждения поверхностей заготовки на уровне поверхности фрезерного стола.
Крепление заготовки к фрезерному столу
Иногда в заготовке имеются отверстия, которые можно использовать для ее болтового крепления к фрезерному столу.
Использование существующего отверстия в заготовке для зажима 48
Если отверстие большое, можно использовать более длинный зажим. Если он очень большой, его можно зажать изнутри отверстия.
Как будет объяснено позже, почти без исключения требуется как минимум два зажима.
Поверхностные зажимы
Если в заготовке нет отверстий, чтобы ее можно было прикрутить к фрезерному столу, альтернативой является зажим.
Поверхностный зажим представляет собой форму рычага. Зажим – это рычаг. Один конец упирается в заготовку. Дальний конец опирается на точку опоры, и сила прикладывается вниз между этими двумя точками. То, как может работать рычаг, приводит к классификации, в которой описанный здесь зажим является представителем третьего класса рычагов
Рис. 212 — третий класс рычагов — 1013
В этом классе рычагов усилие на поверхности заготовки всегда меньше, чем усилие, прилагаемое, т. е. при затяжке болта. По мере того, как болт перемещается вблизи точки опоры, выходное усилие, то есть усилие зажима, резко уменьшается. Поэтому болт всегда размещают как можно ближе к точке, где зажим касается заготовки. Это означает, что зажим обычно зажимает заготовку около одного из ее краев, а болт/шпилька находится как можно ближе к точке зажима.
Там, где зажим касается заготовки, он никогда не должен подниматься вверх по направлению к точке зажима. Этому есть две причины. Во-первых, если он наклонен вверх, то при движении заготовки зажим зажима ослабевает, а потом, конечно, его вообще ничего не держит. Во-вторых, чем меньше угол, тем больше площадь контакта. Конечно, сила, удерживающая заготовку, одинакова на любой площади, поэтому сопротивление боковому скольжению одинаково независимо от площади. Сопротивление вращению больше, но, как будет видно, для его предотвращения используются другие методы. Снижается риск пометить или деформировать заготовку.
Так как зажим никогда не должен наклоняться вверх и редко бывает идеально горизонтальным, он должен слегка наклоняться вниз по направлению к заготовке.
Необходимое количество зажимов
В общем, если ничего больше не используется для удержания заготовки, то, чтобы предотвратить любое возможное вращение заготовки, минимум два зажима или эквивалент необходимы для удержания заготовки при фрезерование.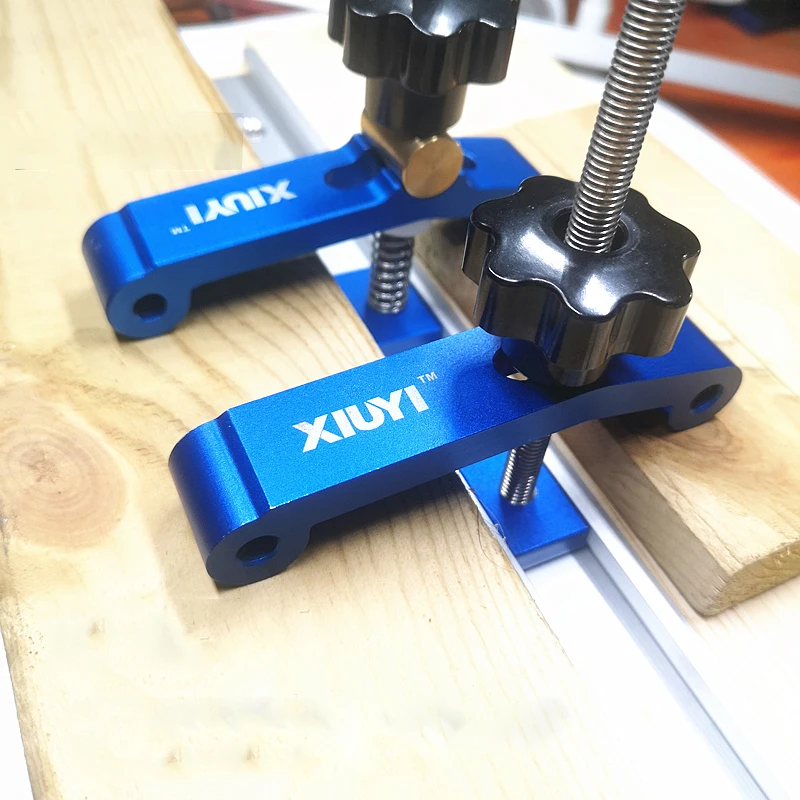 Очевидно, что если оба зажима были зажаты в одной и той же точке, высок риск вращения – как правило, чем дальше друг от друга находятся две точки зажима, тем ниже риск вращения.
Очевидно, что если оба зажима были зажаты в одной и той же точке, высок риск вращения – как правило, чем дальше друг от друга находятся две точки зажима, тем ниже риск вращения.
Типы зажимов
Зажим может быть плоским или изогнутым. Если она плоская, по указанной выше причине высота точки опоры будет немного выше, чем точка контакта с заготовкой. В качестве альтернативы, если зажим изогнут соответствующим образом, точкой опоры может быть фрезерный стол.
Плоский зажим – 525
Если конец плоского зажима имеет форму, показанную на рисунке, то угол, под которым зажим может воздействовать на заготовку и обеспечивать хороший контакт, значительно увеличивается.
Модифицированный зажим 333
Изогнутые зажимы
Рис. 215 — изогнутый зажим
Если зажимы типа «лебединая шея», то одиночный зажим подойдет для значительной разницы в толщине заготовки. У таких зажимов один конец оказывает давление непосредственно на фрезерный стол. Очень важно, чтобы он имел какие-то средства распределения давления по небольшой площади, чтобы не повредить стол.
Очень важно, чтобы он имел какие-то средства распределения давления по небольшой площади, чтобы не повредить стол.
768 однокомпонентный хомут 2
Рис. 216 – хомут со средствами распределения давления
Наиболее гибким и экономичным типом зажима является плоский зажим, предназначенный для использования со ступенчатым блоком.
215 зажим со ступенчатым блоком
Ступенчатые блоки можно использовать только с зажимом, имеющим такой же ступенчатый конец.
Если эти хомуты покупаются, они обычно закалены. Если необходимо их обработать, например, для расширения паза, то их можно обработать твердосплавными пластинами.
Альтернативой использованию ступенчатых блоков для регулировки высоты зажима является установка зажима с помощью болта с резьбой, который устанавливает высоту. Болт может быть ввернут или вывинчен из зажима по мере необходимости.
Альтернативный зажим 2 – 560
Обратите внимание, что зажим можно регулировать только с помощью ручки. Достаточную затяжку можно произвести только с помощью гаечного ключа, затягивающего гайку.
Достаточную затяжку можно произвести только с помощью гаечного ключа, затягивающего гайку.
Одним из преимуществ этого метода является то, что стержень представляет собой одно целое с зажимом, и его проще установить. Если хомут имеет такой шарнир и, насколько это возможно, удерживается собственным болтом, шайбой и гайкой, то хомут — это всего лишь один компонент, всегда готовый к использованию, не требующий дополнительных усилий.
Обратите внимание, что при использовании встроенного болта важно, чтобы усилие, прилагаемое для зажима, прикладывалось к гайке, а не к шарниру. Это связано с тем, что если поворотный элемент повернется, он может оставить след на столе. Один из способов предотвратить это — сделать нижнюю часть опоры из латуни или бронзы.
Размер зажима
Размер используемого зажима обычно определяется следующим образом. Болт должен быть наибольшего размера, который подходит к Т-образному пазу. Тогда зажим должен быть с самым узким пазом, подходящим для болта. Выбрав это, вторым параметром является длина. Короткие зажимы дают меньший рычаг, но очень часто пространство для более длинных зажимов ограничено. Возможно, компромисс состоит в том, чтобы использовать максимально возможный размер, при условии, что он не станет неудобным.
Выбрав это, вторым параметром является длина. Короткие зажимы дают меньший рычаг, но очень часто пространство для более длинных зажимов ограничено. Возможно, компромисс состоит в том, чтобы использовать максимально возможный размер, при условии, что он не станет неудобным.
В домашней мастерской часто требуются Т-образные болты самого большого диаметра, соответствующие Т-образным пазам на столе фрезерного станка. Они вполне подходят для удерживающих устройств, которые крепятся к фрезерному столу. Но если в этих устройствах также есть Т-образные пазы, они будут пропорционально меньше. Это означает, что вряд ли будет достаточно Т-образных гаек и шпилек одного размера, хомутов и т. д. болты и т. д. в отдельных коробках.
Сборка хомута
Везде, где болт проходит через хомут и удерживается гайкой, под гайкой должна быть шайба. Это должна быть не какая-то старая шайба, а шайба, которая просто надевается на резьбу, но достаточно большая, чтобы, по крайней мере, покрыть нижнюю часть гайки, но, предпочтительно, ширину хомута. Если прорезь в хомуте значительно больше диаметра болта, то гайка, которая подходит к этому болту, не закроет хомут должным образом. В этом случае следует изготовить и использовать более крупную и толстую шайбу.
Если прорезь в хомуте значительно больше диаметра болта, то гайка, которая подходит к этому болту, не закроет хомут должным образом. В этом случае следует изготовить и использовать более крупную и толстую шайбу.
Аналогичная ситуация возникает, когда устройство, такое как тиски, прижимается к чему-либо, например к фрезерному столу, где болт намного меньше, чем паз для удержания устройства. В этом случае шайба может скользить в одну сторону паза. Решение этой проблемы состоит в том, чтобы сделать шайбу, которая может находиться только в середине паза, как показано на рисунке.
Специальная шайба – 315
Обратите внимание, что скос на верхней стороне толстой шайбы значительно улучшает внешний вид работы.
Часто бывает так, что болты определенного размера часто используются на хомуте определенного размера. Стоит иметь достаточно Т-образных болтов, чтобы болт можно было держать прикрепленным к зажиму, даже когда вы закончили использовать этот зажим.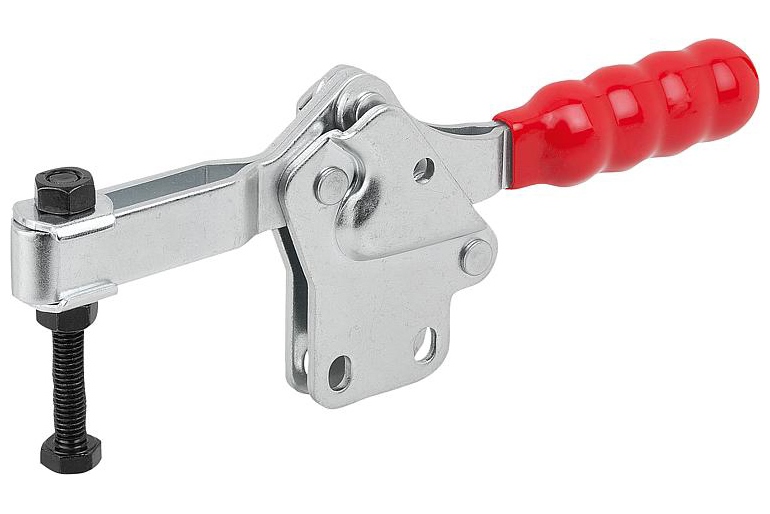
Смешанные размеры
Если самые большие болты, которые подходят к фрезерному столу, имеют размер, скажем, 12 мм, иногда может оказаться, что зажимное устройство может использовать болты только 10 мм. А вот гайки на 10 мм не подходят. Решение состоит в том, чтобы сделать Т-образные гайки, которые подходят к Т-образному пазу, в который входят 12-миллиметровые болты, но с резьбой для 10-миллиметровых шпилек.
струбцины специального назначения
Струбцины необходимы не только для крепления заготовки к столу, но также бывают случаи, когда необходимо прижать заготовку к поворотному столу или к столу инструментального микроскопа. Бывают случаи, когда такое приспособление, как слесарные тиски, нужно за что-то зажать.
Специальный зажим для слесарных тисков – 207
Вертикальные зажимы
Часто полезно иметь возможность удерживать заготовку так, чтобы ее более широкая сторона была вертикальной. Один из способов — зажать его в тиски.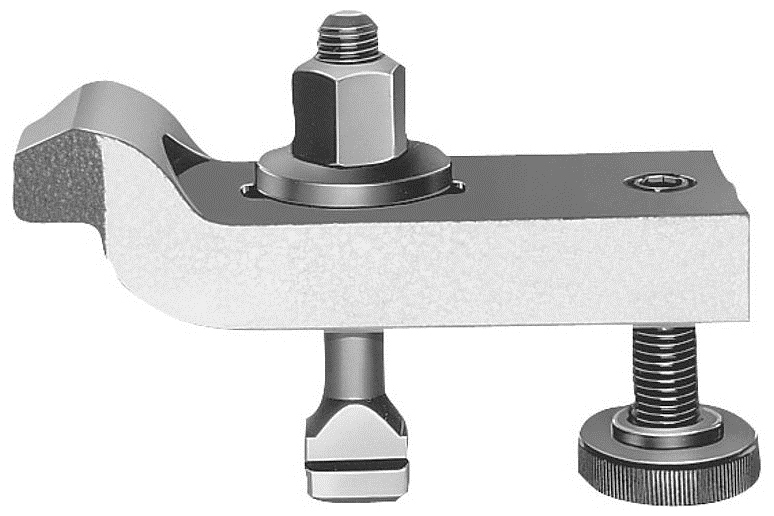 Это будет рассмотрено позже.
Это будет рассмотрено позже.
Также можно использовать уголки. Они также рассматриваются позже.
Вертикальные зажимы можно изготовить своими руками, используя зажимы инструментальных мастеров.
Вертикальный зажим – 669
На рисунке показаны некоторые имеющиеся в продаже зажимы. Ключевой особенностью является отсутствие высоты.
Вертикальные зажимы 2 – 626
Многие из наиболее необычных удерживающих устройств могут быть полезны, но не очень часто. Поэтому всегда стоит повторно использовать любые биты, которые уже могут быть вокруг. У большинства читателей уже есть множество зажимов для горизонтального зажима. Несложно изготовить деталь, позволяющую использовать «горизонтальные» зажимы в вертикальном положении.
Вертикальный зажим 3 – 670
Зажим – практические советы
Поиск болтов, гаек и шайб и установка их на зажим или упор требует времени. Будет обнаружено, что в большинстве случаев хомут используется для необходимой длины болта, обычно в очень ограниченном диапазоне длин. Можно сэкономить много времени, если зажимы достаточно прочно установлены с помощью собственных болтов и т. д.
Можно сэкономить много времени, если зажимы достаточно прочно установлены с помощью собственных болтов и т. д.
То же самое относится ко многим приспособлениям, которые будут рассмотрены позже; зажимные болты в большинстве случаев имеют достаточно фиксированный размер.
Иногда для устройства, например, поворотного стола, могут потребоваться болты особой длины. Стоит иметь небольшую коробку со специальными деталями, включая эти болты, которые должны храниться отдельно для использования с этим поворотным столом.
Крепежные болты метрических размеров и различной длины можно купить очень дешево в компании Screwfix. Покупайте самый длинный размер — они стоят немного дороже. Распилите их до нужной длины. Но сделайте их кратными единице длины, скажем, кратными 15 мм. Это облегчает определение их размера.
Обработка с зажимами
Обычно, если два зажима удерживают заготовку, ее можно обрабатывать таким образом. Если один из зажимов теперь находится на пути дальнейшей обработки, то один зажим можно снять и переместить, а затем использовать для зажима заготовки в какой-либо другой точке. При этом важно, чтобы первый зажим был затянут очень туго. Это может показаться очевидным, но удивительно, как часто при этом заготовка достаточно свободно перемещается, хотя бы незначительно. Движение не боковое в каком-либо направлении, а вращательное.
При этом важно, чтобы первый зажим был затянут очень туго. Это может показаться очевидным, но удивительно, как часто при этом заготовка достаточно свободно перемещается, хотя бы незначительно. Движение не боковое в каком-либо направлении, а вращательное.
Если необходимо переместить зажим, решение состоит в том, чтобы зажать заготовку более чем двумя зажимами. С тремя и более зажимами заготовка вообще не будет двигаться, даже если перемещается один зажим.
Фрезерование детали, которая будет фрезероваться на две и более детали
Даже если мы начнем фрезерование с одной детали, удерживаемой двумя зажимами, вполне возможно, что к концу работы у нас будет две или более детали. Где должны быть хомуты? Это происходит, когда фрезерный станок используется для резки листового металла или когда из листа вырезается круглая форма.
Самый безопасный способ – зажать обе возможные детали двумя зажимами каждую. Когда они расстанутся, они останутся там же, где и были.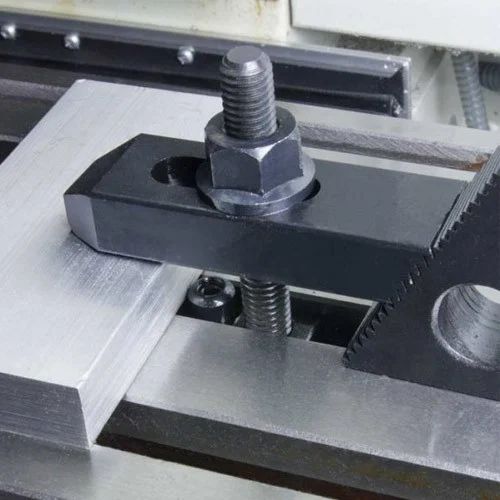
Если одна часть относительно мала, можно позволить ей упасть.
Вероятно, наихудшей ситуацией будет зажатие одной детали двумя зажимами и одним зажимом другой детали. В этом случае, когда деталь, зажатая одним зажимом, отделяется, она не может отойти, а может вращаться и может быть повреждена фрезой.
Использование лапок
Если заготовку нужно разрезать на две важные части, и невозможно правильно зажать обе эти части, одним из решений является использование лапок.
Это включает в себя выполнение большей части резки, но оставление двух частей, соединенных небольшими выступами. Этих выступов достаточно, чтобы надежно скрепить две части вместе. Например, может быть два выступа толщиной около 1 мм и шириной 10 мм каждый.
По окончании фрезеровки заготовка вынимается, выступы распиливаются, а остатки выступов спиливаются.
Предпочтительное направление удержания/фрезерования заготовок
Как правило, заготовка, длина которой в одну сторону больше, чем в другую, будет удерживаться продольным направлением вдоль фрезерного стола. Это экономит время, поскольку вы не пытаетесь установить его по-другому, а затем обнаруживаете, что для него недостаточно места.
Это экономит время, поскольку вы не пытаетесь установить его по-другому, а затем обнаруживаете, что для него недостаточно места.
Использование направления x часто имеет другие преимущества по сравнению с направлением y. Часто на него подается питание, и у него могут быть остановки.
Перемещение по оси x всегда больше, чем перемещение по оси y, но всегда существенно меньше длины стола. Полезно разместить на столе два маркера, показывающих пределы, до которых может доходить центр шпинделя. Это избавляет от необходимости подгонять заготовку, а затем обнаружить, что режущий инструмент не может ее достать.
Фрезерование на всю глубину заготовки
Часто необходимо фрезеровать отверстие или кромку насквозь по толщине заготовки, закрепленной на столе. Ясно, что мы не хотим помечать таблицу. Самый простой способ обойти это — поднять заготовку, поставив ее на что-нибудь.
Используется для фрезерования краев листового материала, особенно если он длинный и узкий.
Заготовку можно поднимать двумя различными способами:
Параллели
Параллели представляют собой металлические детали, обычно изготавливаемые из закаленной стали. Они квадратные или прямоугольные в сечении. Стороны перпендикулярны друг другу, а противоположные стороны параллельны. Часто они имеют длину около 150 мм, но могут быть как длиннее, так и короче. Они очень точно сделаны парами, поэтому можно предположить, что пара будет идентичной по ширине и глубине, но не обязательно по длине.
Более крупные могут иметь I-образное поперечное сечение или отверстия.
Иногда концы имеют прямоугольную шлифовку, а иногда нет.
Их можно купить в наборах, состоящих из пар параллелей разной высоты. Они также могут быть домашними. Они все еще полезны, даже если они не закалены. Но если они не закалены, они склонны к образованию вмятин по краям, которые, если их не удалить, ставят под угрозу их точность.
Куски быстрорежущей стали часто имеют очень точные размеры и могут также использоваться в качестве параллелей.
Поскольку параллели обычно закалены, если режущий инструмент случайно наткнется на них, режущие кромки, соприкасающиеся с ними, будут испорчены.
Использование дерева под
Дерево очень хорошо подходит для подкладки под обрабатываемую деталь. Он может быть достаточно прочным, чтобы поддерживать заготовку. Он дешев и, следовательно, необязателен, поэтому не имеет значения, будет ли он подвергаться механической обработке. Его легко вырезать до нужной формы. Толщина древесины может быть очень точной. Большинство фанеры и МДФ вполне достаточно хороши и дешевы.
При использовании дерева под куском тонкого металлического листа, который необходимо фрезеровать, необходимо использовать что-то поверх металлического листа для распределения давления зажимов. В противном случае, если зажимы применяются непосредственно, они могут деформировать лист.
Не оставляйте куски дерева или древесные материалы, такие как МДФ, на столе фрезерного станка при использовании смазочно-охлаждающей жидкости – это может привести к появлению пятен на столе. Если МДФ намокнет и будет оставаться влажным какое-то время, он набухнет.
Если МДФ намокнет и будет оставаться влажным какое-то время, он набухнет.
Заготовка, установленная на параллели и закрепленная на столе
Если заготовка представляет собой кусок листового материала примерно квадратной формы, становится трудно зажать край обрабатываемого листа. В этом случае край может поддерживаться параллели внизу и другой параллели или куском уголка сверху, а затем зажиматься с обоих концов. Крайне важно, чтобы в месте зажима струбцина воздействовала на параллельную или уголковую деталь, затем на заготовку, а затем на параллельную.
Также можно использовать тонкий кусок дерева между уголком и заготовкой. Это действует как упругое вещество, которое оказывает давление по всему краю. Это полезно для тонкого листа, который может вибрировать при резке.
Если резать тонкий лист продольной пилой, и он поддерживается только снизу, то лучше резать продольной пилой вниз.
Шарнирно-рычажные зажимы
Шарнирно-рычажные зажимы предназначены для очень быстрого и легкого зажима заготовки вручную без использования какого-либо другого инструмента.