Станок токарно-винторезный универсальный 165 (РМЦ 5000) – цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1Н65-5 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.


| Характеристика | Значение |
|---|---|
| Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: | |
| над суппортом, мм | 650 |
| над выемкой в станине, мм | 1400* |
| Наибольшая длина обрабатываемой заготовки, мм | 5000 |
| Длина выемки в станине от зеркала патрона, мм | 390 |
| Размер конца шпинделя передней бабки по DIN | 2-15М |
| Количество ступеней частот вращения шпинделя | 24 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
| Пределы частот вращения шпинделя, об/мин | 5 – 500 |
Пределы рабочих подач, мм/об. : : | |
| продольных, мм/об | 0,06 – 2,42 (0,6 – 19,36***) |
| поперечных, мм/об | 0,022 – 0,88 (0,022 – 7,04***) |
| резцовых салазок, мм/об | 0,022 – 0,88 (0,022 – 7,04***) |
| Пределы шагов нарезаемых резьб: | |
| метрических, мм | 1 – 96 |
| дюймовых, ниток/дюйм | 24 – 0,25 |
| модульных, модуль | 0,5 – 24 |
| питчевых, питч диам. | 96 – 1 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 3 |
| 1 | |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 10000,8000* |
| Мощность главного привода,кВт | 22 |
| Масса 165 (РМЦ 5000) 1Н65-5 , кг | 15750 |
| Габариты: | |
| длина, мм | 8180 |
| ширина, мм | 2200 |
| высота, мм | 1770, 1880 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о 165 (РМЦ 5000):
Отзывов пока нет, но ваш может быть первым.Оставить отзыв
Станок 165 технические характеристики
Технические характеристики станка 165
Технические характеристики станка 165 это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-винторезных станков основными характеристиками является:
- Наибольший диаметр обрабатываемого изделия
- Расстояние между центрами
- Наибольшая длинна обрабатываемого изделия
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 165. Более подробно технические характеристики станка можно посмотреть в паспорте станка 165 расположенном ниже.
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Общий вид токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Паспорт станка 165
Данное руководство по эксплуатации (Паспорт станка 165) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж, установка
Технический паспорт станка
- Основные данные
- Суппорт
- Задняя бабка
- Дополнительные данные
- Привод
- Муфты трения
- Спецификация основных групп станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Механизм главного движения
- Механизм подач
- Сменные зубчатые колеса
- Механизм подач
- Насосы
- Изменения в станке
- Капитальные ремонты
- Спецификация принадлежностей и приспособлений
Краткое описание ставка
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт и каретка
- Фартук
- Коробка подач
- Гитара
- Патрон
- Люнеты
- Охлаждение
Электрооборудование станка
- Общие сведения
- Описание электропривода и схемы управления
- Включение и отключение электрооборудования станка
- Главный привод
- Привод подач
- Привод охлаждения
- Обслуживание электрооборудования станка
- Возможные неисправности электрооборудования станка и меры их устранения
- Спецификация электрооборудования
Смазка станка
- Спецификация к схеме смазки станка
- Указания по обслуживанию и краткое описание смазочной системы станка
Подготовка станка к первоначальному пуску
Техника безопасности
- Технические средства безопасности, предусмотренные в конструкции станка
- Правила техники безопасности по эксплуатации станка
Регулировка станка
- Регулировка подшипников шпинделя
- Регулировка предохранительной муфты фартука
- Регулировка зазора в направляющей верхней и нижней половинах гайки ходового винта
- Схема расположения штуцеров электромагнитных муфт и регулировка
- Регулировка натяжения ремней главного двигателя
Спецификация подшипников качения и важнейших подшипников скольжения
Спецификация быстроизнашивающихся деталей
- Символы, нанесенные на таблицах станка
- Акт приемки универсального токарно-винторезного станка
Скачать паспорт токарно-винторезного станка 165 в хорошем качестве можно по ссылкам расположенным ниже.
Паспорт станка 165. Вариант 1. Скачать бесплатно.Паспорт станка 165. Вариант 2. Скачать бесплатно.
Расположение составных частей токарно-винторезного станка 165
Расположение основных узлов токарного станка 165
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.01 — Для РМЦ-2800; (165.21 Для РМЦ-5000)
- Бабка передняя — 165.02
- Бабка задняя — 165.03
- Суппорт — 165.041
- Каретка — 165.05
- Фартук — 1А64.06
- Коробка подач — 1А64.07
- Шестерни сменные — 165.08
- Патрон — 165.09
- Люнет подвижный 165.10
- Охлаждение — 1А64.14
- Ограждение — 1А64.16
- Ограждение патрона — 165.19
- Люнет неподвижный — 165.20
- Электрооборудование — 165.80
- Электротруборазводка: — 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
Токарно-винторезный станок ДИП-500 (1М65)
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный, Ø 800 - 1М63
станок токарно-винторезный универсальный, Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности, Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ, Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ, Ø 630 - 1М63Н
станок токарно-винторезный универсальный, Ø 630 - 1М65
станок токарно-винторезный тяжелый, Ø 1000 - 1Н65
станок токарно-винторезный тяжелый, Ø 1000 - 1Н983
станок трубонарезной, Ø 830 - 1П756ДФ3
станок токарный с ЧПУ, Ø 630 - 16К30
станок токарно-винторезный универсальный, Ø 630 - 16К30Ф3
станок токарный с ЧПУ, Ø 630 - 16К40
станок токарно-винторезный универсальный, Ø 800 - 16К40Ф101
станок токарно-винторезный с УЦИ, Ø 800 - 16М30Ф3
станок токарный с ЧПУ, Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности, Ø 500 - 163
станок токарно-винторезный универсальный, Ø 630 - 165
станок токарно-винторезный тяжелый, Ø 1000 - 1658
станок токарно-винторезный тяжелый, Ø 1000 х 8000 - РТ117
станок токарно-винторезный тяжелый, Ø 1140 - РТ817
станок токарно-винторезный тяжелый, Ø 1370 - РТ755Ф3
станок токарный с ЧПУ тяжелый специальный, Ø 1000 - ТНП-111
станок токарный настольный, Ø 150
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Технические характеристики токарного станка 165
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25. .192 .192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225.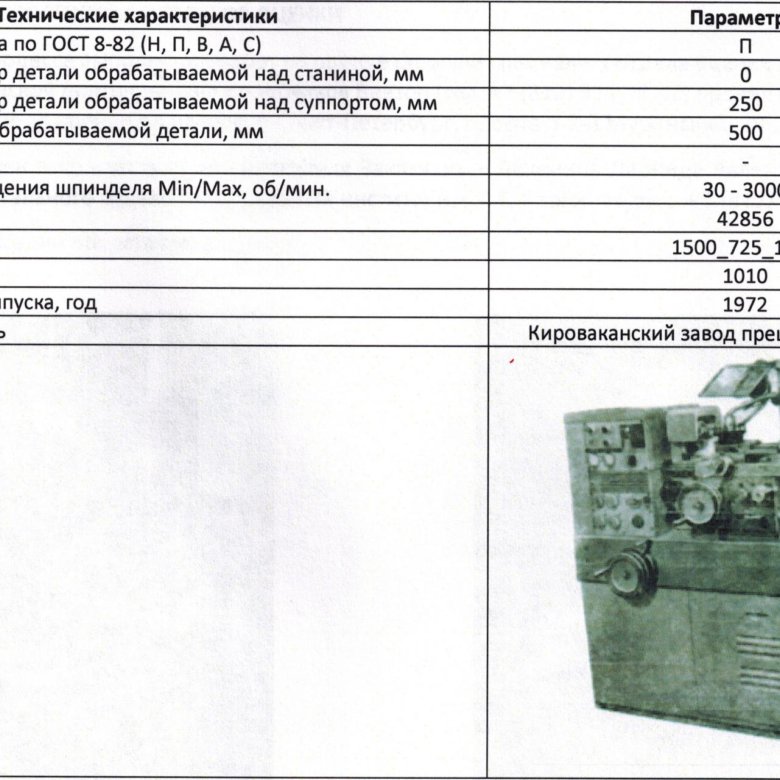 .3,15 .3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25. .3,5 .3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
- Универсальный токарно-винторезный станок 165. Руководство по обслуживанию и уходу, Рязань, 1970
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по обслуживанию и уходу, Рязань, 1970
Руководство по обслуживанию и уходу, Рязань, 1970Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станкеГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Конструкция насоса секционного горизонтального ЦНС 60-165
Основными конструктивными блоками насоса являются корпус и ротор.
К корпусу относятся крышки линий всасывания и нагнетания, направляющие аппараты, передний и задний кронштейны. Корпуса направляющих аппаратов, крышки всасывания и нагнетания стягиваются стяжными болтами.
Направляющий аппарат, кольцо (с уплотняющими кольцами) и рабочее колесо образуют секцию насоса. Стыки корпусов направляющих аппаратов уплотняются резиновыми кольцами, выполненными из маслобензостойкой резины.
Благодаря тому, что корпус насоса состоит из отдельных секций, имеется возможность, не меняя подачи, менять напор путем установки нужного числа рабочих колес и направляющих аппаратов с корпусами. При этом меняется только длина вала и стяжных шпилек.
Ротор насоса состоит из вала, на котором установлены рабочие колеса, кольцо, рубашка вала, дистанционная втулка, регулировочные кольца и диск разгрузки. Все детали на валу стягиваются гайкой ротора.
Опорами ротора служат два радиальных сферических подшипника, установленные в переднем и заднем кронштейнах по скользящей посадке, позволяющей ротору перемещаться в осевом направлении на величину «разбега» ротора.
Подшипниковые камеры уплотняются манжетами, установленными в крышках подшипников.
Кронштейн с наружной стороны закрыт крышкой, в которой смонтировано устройство контроля смещения ротора.
Принцип работы насоса секционного горизонтального ЦНС 60-165
Работа насоса основана на взаимодействии лопаток вращающегося рабочего колеса и перекачиваемой жидкости.
Вращаясь, рабочее колесо сообщает круговое движение жидкости, находящейся между лопатками. Вследствие возникающей центробежной силы жидкость от центра колеса перемещается к внешнему выходу, а освободившееся пространство вновь заполняется жидкостью, поступающей из всасывающей трубы под действием создаваемого разрежения.
Выйдя из рабочего колеса первой секции, жидкость поступает в каналы направляющего аппарата и затем во второе рабочее колесо с давлением, созданным в первой секции, откуда — в третье рабочее колесо с увеличенным давлением, созданным во второй секции и т.д.
Вышедшая из последнего рабочего колеса жидкость через направляющий аппарат поступает в крышку нагнетания и из нее в нагнетательный трубопровод.
Во время работы насоса, вследствие давления воды на неравные по площади боковые поверхности рабочих колес, возникает осевое усилие, которое стремится сместить ротор насоса в сторону всасывания.
Для уравновешивания осевого усилия в насосе предусмотрено разгрузочное устройство, состоящее из диска разгрузки, кольца и втулки разгрузки и дистанционной втулки.
Жидкость из последней ступени проходит через кольцевой зазор между втулкой разгрузки и дистанционной втулкой и давит на диск разгрузки с усилием, равным сумме усилий, действующих на рабочие колеса, но направленным в сторону нагнетания. Ротор насоса оказывается уравновешенным, равенство усилий устанавливается автоматически.
Ротор насоса оказывается уравновешенным, равенство усилий устанавливается автоматически.
Выходящая из разгрузочной камеры жидкость охлаждает сальник со стороны нагнетания.
Сальник со стороны всасывания омывается жидкостью, поступающей под давлением из всасывающего трубопровода. Жидкость, проходя по рубашке вала через сальниковую набивку, предупреждает засасывание воздуха в насос и одновременно охлаждает сальник. Большая часть жидкости проходит через зазор между рубашкой вала и втулкой гидрозатвора в полость всасывания, часть проходит между рубашкой вала и сальником со стороны всасывания, охлаждая его, остальная часть выходит наружу через штуцер.
Затяжка сальника должна обеспечивать возможность просачивания перекачиваемой жидкости между валом и сальниковой набивкой наружу в количестве 5-15 л/ч. Меньшее количество свидетельствует об излишнем затягивании сальника, что увеличивает потери на трение и ускоряет износ рубашки вала и гайки ротора.
Ротор насоса приводится во вращение электродвигателем, присоединенным к насосу через упругую втулочно-пальцевую муфту, состоящую из двух полумуфт (насоса и электродвигателя) и пальцев с резиновыми втулками.
Направление вращения ротора насоса по часовой стрелке, если смотреть со стороны электродвигателя.
Насос и электродвигатель устанавливаются на общей фундаментной плите так, чтобы между полумуфтами оставался зазор 10 мм при роторе насоса, сдвинутом до отказа в сторону всасывания.
Перед эксплуатацией электродвигатель агрегата должен быть заземлен.
Насос ЦНС имеет возможность самовсасывания. Данное условие достигается за счет установки внутри насоса клапана.
В составе насосного агрегата ЦНС, как правило, на насос устанавливают общепромышленные асинхронные электродвигатели. Чаще всего для этих целей применяется применяется трехфазный асинхронный двигатель с коротко замкнутым ротором.
Насосы изготавливаются как с сальниковыми, так и с торцовыми уплотнениями. Утечки через торцовые уплотнения — согласно технической документации на торцовые уплотнения.
Опорные кронштейны насоса выполнены из чугуна, материал проточной части насосов ЦНС СЧ-20, Сталь 35Л, вал сталь 40х, направляющий аппарат, кольцо и корпус направляющего аппарата, втулка сальника — из прессматериала АГ-4В . Уплотнение вала насоса осуществляется с помощью — сальниковой набивки сечением 10 мм.
Уплотнение вала насоса осуществляется с помощью — сальниковой набивки сечением 10 мм.
Насосы ЦНС стабильно и долговечно работают с подпором 2-6 м. При отсутствии подпора на входе, кавитация быстро разрушает эти быстроходные насосы. При установке их для перекачивания воды с температурой более 45°С необходимо повышать подпор на входе в насос.
Рис. Графические Характеристики насосов ЦНС 60-165
испытанных в воде, плотностью 997 кг/м куб
при частоте вращения 2950 об/мин
Технические характеристики
Оборудование обладает следующими характеристиками технического плана:
- Общая масса до 12 800 килограмм.
- Габаритные размеры: 6140 на 2200 на 1770 миллиметров.
- В центрах максимальный размер для обрабатываемых деталей – 8000 килограмм.
- 22 кВт-ный электрический двигатель.
- Перемещение суппорта с ускорением в поперечном направлении составляет 1 метр в минуту.
- В случае с перемещением вдоль показатель равен 3 метрам.

Габариты станка
- Пределы частот для шпинделя – 5-500 оборотов в минуту.
- Всего имеется 24 ступени частот вращения шпинделя.
- Диаметр, равный 128 мм – у отверстия в форме цилиндра внутри шпинделя.
- По DIN размер конца шпинделя передней бабки равен 2-15.
- Расстояние от одного центра до другого – 3 тысяч до 10 тысяч миллиметров.
- Диаметр обработки над суппортами – 650 мм.
- Наибольший диаметр обработки над станиной – 1000 мм.
160 P-уровень | Экскаватор среднего размера
- Полезная мощность: 90 кВт (122 л.с.)
- Макс. Глубина копания: 6,49 м (21 фут 4 дюйма)
- Эксплуатационная масса: 17 945 кг (39 526 фунтов)
Создайте свой собственныйЗагрузить брошюру о продукте
Функции
Особенности
Развернуть всеСвернуть все
Повышенная прочность переднего шарнира
Центральная смазка на конце рычага
Зажим передней трубы из двух частей
Внутренний вид канала центральной смазки
Обзор
Обновления уровня P основаны на проверенной конструкции серии G.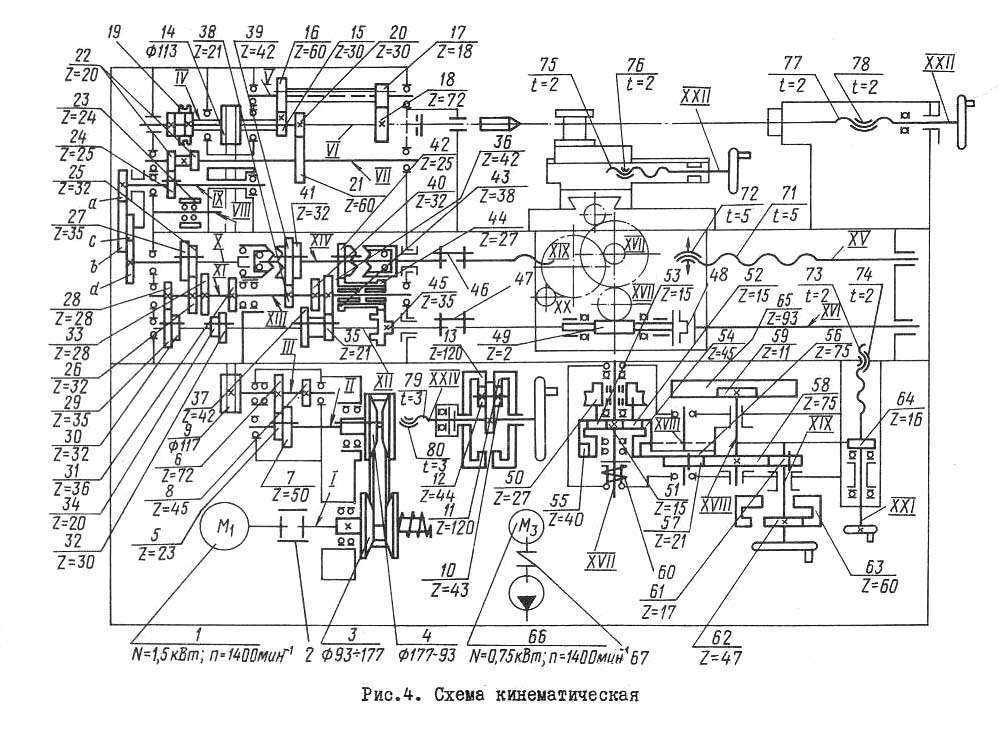 Поднимите долговечность переднего шарнира на новый уровень по сравнению с серией G.
Поднимите долговечность переднего шарнира на новый уровень по сравнению с серией G.
- Точка смазки на конце рычага для облегчения смазки и увеличения времени безотказной работы.
- Лучшее сохранение крутящего момента на хомуте снижает вероятность смещения передних гидравлических труб.
- Модернизированные втулки опор стрелы повышают долговечность.
Быстросменное навесное оборудование со встроенной гидравлической муфтой, опция
Готовый вариант гидравлической муфты
Обзор
Установленная на заводе гидравлическая система до конца стрелы. Органы управления сцепкой интегрированы в переключатель в кабине. Быстрая и эффективная установка муфты. Популярные в подземном сегменте муфты позволяют экскаваторам эффективно менять навесное оборудование и каждый день работать более продуктивно.
- Простота установки – закрепите муфту, подключите гидравлику, приступайте к работе.
- Совместим с муфтами разных производителей (подробности см. у дилера).
Дополнительные сведения:
Переключатель управления сцепкой на левой боковой башне пилота
Переключатель управления муфтой
Работайте уверенно благодаря дополнительным камерам и освещению
Правая, задняя и левая камеры с дополнительной светодиодной подсветкой
Обзор
Дополнительная система правой задней и левой камер с дополнительным объемным светодиодным освещением работает вместе, обеспечивая оператору улучшенный обзор вокруг машины на 270 градусов. Все интегрировано в основной монитор.
Преимущества
- Уверенная работа с улучшенной видимостью даже в условиях низкой освещенности
- Мощные светодиоды освещают 270 градусов по бокам и сзади машины.
- Светодиодные передние рабочие фары и задняя камера по-прежнему входят в стандартную комплектацию

Показать больше Показать меньше
Спецификации и сравнение
Характеристики и сравнение
БЛИЖАЙШЕЕ СРАВНЕНИЕ –Пожалуйста, выберите–ДОБАВИТЬ МОДЕЛЬ –Пожалуйста, выберите–Добавить модель
БЛИЖАЙШЕЕ СРАВНЕНИЕ –Пожалуйста, выберите–ДОБАВИТЬ МОДЕЛЬ –Пожалуйста, выберите–Экспорт в Excel
DRIVELINE
| Класс эмиссии | Уровень 4 / Уровень IV | |||
|---|---|---|---|---|
| Производитель двигателей | Джон Дир Пауэр Тех | |||
| Количество цилиндров | 4 | |||
| Рабочий объем, л (дюймы³) | 4,5 (275) | |||
| Скорость номинальная, об/мин | 2200 | |||
Мощность двигателя — полезная, кВт (л. с.) с.) | 90 (122) | |||
| Количество несущих роликов — с каждой стороны | 2 | |||
| Количество опорных катков — с каждой стороны | 7 | |||
| Ширина башмака гусеницы, мм (дюймы) | 600 (24) |
РАЗМЕРЫ
| Транспортная длина Моноблочная стрела, мм (фут/дюйм) | 8650 (28 футов 5 дюймов) | |||
|---|---|---|---|---|
| Транспортная высота — максимальная, мм (фут/дюйм) | 3110 (10 футов 2 дюйма) | |||
| Габаритная ширина ходовой части, мм (фут/дюйм) | 2590 (8 футов 6 дюймов) | |||
| Длина гусеницы по земле, мм (фут/дюйм) | 3100 (10 футов 2 дюйма) | |||
| Общая длина ходовой части, мм (фут/дюйм) | 3920 (12 футов 10 дюймов) | |||
| Радиус поворота задней части, мм (фут/дюйм) | 2550 (8 футов 4 дюйма) | |||
| Дорожный просвет, мм (дюймы) | 470 (19) | |||
| Ширина над неподвижными гусеницами, мм (фут/дюйм) | 2590 (8 футов 6 дюймов) | |||
| Ширина колеи, мм (фут/дюйм) | 1990 (6 футов 6 дюймов) | |||
| Вылет копания — моноблочная стрела, мм (фут/дюйм) | 9330 (30 футов 7 дюймов) | |||
| Вылет на уровне земли — моноблочная стрела, мм (фут/дюйм) | 9160 (30 футов 1 дюйм) | |||
| Высота копания — моноблочная стрела, мм (фут/дюйм) | 9130 (29 футов 11 дюймов) | |||
| Высота разгрузки — моноблочная стрела, мм (фут/дюйм) | 6400 (21 фут) | |||
| Глубина копания — 2,44 м / 8 футов, плоское дно, мм (фут/дюйм) | 6270 (20 футов 7 дюймов) | |||
| Глубина копания — моноблочная стрела, мм (фут/дюйм) | 6490 (21 фут 4 дюйма) |
 44m-/-8’ft-flat-bottom,-mm-(ft/in)”>
44m-/-8’ft-flat-bottom,-mm-(ft/in)”>ОБЪЕМ
| Топливный бак, л (галлоны (США)) | 285 (75,3) | |||
|---|---|---|---|---|
| Гидравлический бак, л (галлоны (США)) | 125 (33) |
ПРОИЗВОДИТЕЛЬНОСТЬ
| Давление на грунт, кПа (PSI) | 41 (5,95) | |||
|---|---|---|---|---|
| Скорость поворота, об/мин | 13,3 | |||
| Крутящий момент, кНм (lbf/ft) | 44 (32353) | |||
| Скорость движения — высокая, км/ч (миль/ч) | 5,3 (3,3) | |||
| Тяговое усилие, кН (фунт-сила) | 169 (38030) | |||
| Разрыв рукояти, кН (фунт-сила) | 81 (18210) | |||
| Вырыв ковша, кН (фунт-сила) | 112 (25180) | |||
| Преодолеваемый подъем, % | 70 | |||
| Концевой подъемник – 7,5 м Вылет, кг (фунты) | 3500 (7550) | |||
| Боковой подъем – 7,5 м Вылет, кг (фунты) | 2270 (4890) | |||
| Общий расход, л/мин (галлоны (США)/мин) | 382 (100) | |||
| Давление в ковше, бар (PSI) | 343 (4980) | |||
| Давление наддува, бар (PSI) | 380 (5511) |
 5m-reach,-kg-(lbs)”>
5m-reach,-kg-(lbs)”>ВЕС
| Эксплуатационная масса, кг (фунты) | 17945 (39526) |
|---|
Показать больше Показать меньше
Предложения и скидки
Предложения и скидки
Развернуть всеСвернуть все
Показать большеСкрыть
Сопутствующие товары
75Г Экскаватор среднего размера
85Г Экскаватор среднего размера
130 P-уровень Экскаватор среднего размера
135 P-уровень Экскаватор среднего размера
160 P-уровень Экскаватор среднего размера
190 Г Вт Экскаватор среднего размера
200 G-уровень Экскаватор среднего размера
210 P-уровень Экскаватор среднего размера
245 P-уровень Экскаватор среднего размера
250 P-уровень Экскаватор среднего размера
300 P-уровень Экскаватор среднего размера
345 P-уровень Экскаватор среднего размера
350 P-уровень Экскаватор среднего размера
380 P-уровень Экскаватор среднего размера
Ресурсы
Комплексные решения
Технология точного строительства
Выполняйте больше работы более эффективно с помощью нашего набора решений для точного строительства.
Прецизионная конструкция
Служба поддержки дилеров
Оставайтесь на связи и сокращайте свои расходы, максимально используя возможности нашей дилерской сети мирового класса.
Подключенная поддержкаRebuild & ReLifeНайдите своего дилера
Финансирование
Вам нужна финансовая команда, которая будет в окопах, чтобы узнать обо всей вашей деятельности, а не только о вашем кредитном рейтинге.
Варианты финансирования Кредитная линия PowerPlanПросмотр текущих предложений
Функции и спецификации основаны на опубликованной информации на момент публикации. Особенности и технические характеристики могут быть изменены без предварительного уведомления.
IRB 2600 | ABB Robotics – Ассортимент шарнирных роботов | ABB Robotics (портфолио роботов
АББ расширяет семейство роботов среднего класса. IRB 2600 — вторая модель в линейке Sharp с расширенными и новыми возможностями. Это компактный робот с высокой грузоподъемностью.
 Конструкция оптимизирована для целевых применений, таких как дуговая сварка, погрузочно-разгрузочные работы и обслуживание машин. IRB 2600 доступен в трех вариантах: для напольного, настенного, полочного, наклонного или перевернутого монтажа.
Конструкция оптимизирована для целевых применений, таких как дуговая сварка, погрузочно-разгрузочные работы и обслуживание машин. IRB 2600 доступен в трех вариантах: для напольного, настенного, полочного, наклонного или перевернутого монтажа.Основные характеристики
Точность Sharp
Обладая лучшей точностью в своем классе, IRB 2600 может помочь вам увеличить производительность за счет более высоких скоростей обработки и меньшего количества брака, что приведет к повышению производительности. Это особенно полезно в технологических процессах, таких как дуговая сварка. Высокая точность достигается за счет использования запатентованного программного обеспечения для управления движением TrueMove™.
Короткое время цикла
Благодаря компактной и оптимизированной конструкции, обеспечивающей малый вес, IRB 2600 может сократить время цикла до 25 %. Запатентованное программное обеспечение для управления движением QuickMove™ гарантирует, что максимально достижимое ускорение является самым высоким в своем классе, наряду с высокими максимальными скоростями. Преимуществом является увеличение производственных мощностей и высокая производительность.
Преимуществом является увеличение производственных мощностей и высокая производительность.
Большой рабочий диапазон
Сочетание большого рабочего диапазона и гибкой установки позволяет добраться до обслуживаемых машин, не мешая вспомогательному оборудованию. Оптимизировав размещение робота, вы получите более высокую производительность. Гибкий монтаж также очень полезен, когда вы имитируете наилучшее положение для вашего приложения.
2 как опция.
Компактная конструкция
IRB 2600 имеет такие же небольшие размеры, как и IRB 4600. С помощью IRB 2600 вы можете создать свою производственную ячейку с уменьшенной площадью, разместив робота ближе к обслуживаемым машинам. Конструкция роботов облегчает опускание нижней части руки прямо вниз.
Наилучшая доступная защита
Компания АББ предлагает наиболее полную программу защиты промышленных роботов на рынке. IRB 2600 имеет стандарт IP67 и FoundryPlus 2 в качестве опции.