Токарный станок 16в20: паспорт, технические характеристики, схемы
Токарно-винторезный станок 16К20 – знаменитая модель, которая известна многим мастерам ещё со времен Советского Союза. Этот агрегат был и является весьма популярным оборудованием. Такому успеху и признанию среди специалистов он обязан своей универсальности – с его помощью можно совершать токарную обработку широкой номенклатуры деталей. Он рассчитан на работу с наиболее распространенными типоразмерами заготовок. Это делает его незаменимым помощником как на больших производственных объектах, так и в бытовом использовании.
Модель 16К20 применяется для обработки поверхностей цилиндрической и конической формы, а также заготовок, имеющих сложную форму. Кроме того, техника весьма эффективна при нарезании резьбы. Дополнительный инструмент (резцы, сверла и прочие) расширяет функционал станка и дает возможность обрабатывать торцевые поверхности.
Из названия станка можно получить детальную информацию о том, что это за техника. Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Программы управления и автоматизации процесса обработки
При использовании ЧПУ процессы по обработке деталей осуществляются с помощью установленных программ с возможностью корректировки ввода данных с клавиатуры операторского пульта, а также с применением кассет внешней памяти с отображением на дисплее, что позволяет менять характеристики обрабатываемой детали.
Для автоматизации процесса обработки оснащаются 6, 8 или 12-позиционными головками имеющими ось поворота в горизонтальной плоскости. Головка оснащена диском с возможностью установки 3 осевых и 6 радиальных приспособлений, а также 8 или 12 блоков под осевые или радиальные инструменты.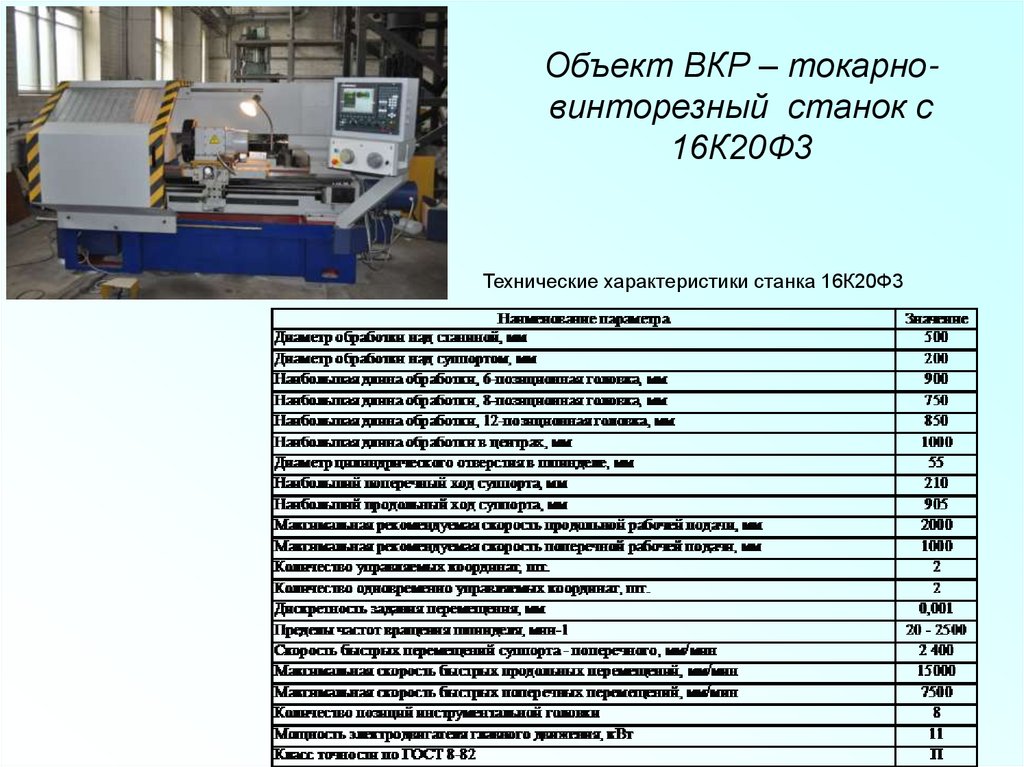
Для повышения производительности токарных станков 16К20ФЗ производится их модернизация: меняется кинематическая схема, система энергоснабжения устанавливается комплекс с ЧПУ NC-210 (прилагается полное описание, схема) производства из города Санкт-Петербурга, что позволяет значительно повысить точность обработки, операционные возможности и характеристики.
Кинематическая схема токарно-винторезного станка 16В20
Кинематическая схема токарно-винторезного станка 16в20
Схема установки подшипников на токарно-винторезном станке 16в20
Схема установки подшипников токарно-винторезного станка 16в20
Перечень подшипников токарно-винторезного станка 16в20
Регулировка шпиндельных подшипников токарно-винторезного станка 16в20
Шпиндельные подшипники отрегулированы на заводе и не требуют дополнительного регулирования.
В случае крайней необходимости потребитель может силами высококвалифицированных специалистов прибегнуть к регулированию шпиндельных опор.
Однако перед этим необходимо проверить жесткость шпиндельного узла. Для этого на станине под фланцем шпинделя устанавливается домкрат с проверенным в лаборатории динамометром и через прокладку, предохраняющую шпиндель от повреждений, к его фланцу прилагается усилие, направленное вертикально снизу вверх.
Смещение шпинделя контролируется аттестованным индикатором с ценой деления не более 0,001 мм, устанавливаемым на шпиндельной бабке и касающимся своим измерительным наконечником верхней части фланца шпинделя. Отклонение шпинделя на 0,001 мм должно происходить при приложенном усилии не менее 45—50 кгс. Если величина нагрузки при смещении на 0,001 мм значительно ниже указанной, то пошипник необходимо регулировать.
Комплект шпиндельных подшипников:
- 33. Передний подшипник № 4-3182120 — роликовый радиальный двухрядный
- 18. Задний подшипник № 6-8116 — шариковый упорный одинарный
- 17. Задний подшипник № 6-7216 — роликовый радиально-упорный конический, 80х140х26
Профилактика и стабильность
Работа токарного оборудования связана с постоянными нагрузками на его основные узлы. При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
Периодически устройство нуждается в техническом осмотре, по результатам которого механик приходит к выводу, нужно ли делать ремонт токарного станка 16к20. Технология его обслуживания предполагает выполнение ряда задач.
При этом обязательно проверяется наличие смазки. Такая процедура поможет избежать травматизма на рабочем месте.
Планово-предупредительный ремонт оборудования направлен на поддержание его деталей в рабочем состоянии. Для этого составляется график, и разрабатываются специальные мероприятия, направленные на восстановление технических возможностей станка. В комплексе работ проводится диагностика составляющих элементов конструкции с последующей чисткой, смазкой и заливкой масла, а также заменой изношенных частей и промывкой основных узлов. Все виды работ предполагают определенные временные затраты.
Капитальный ремонт позволяет значительно увеличить срок эксплуатации прибора и его составных частей. Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента
Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
Особое внимание уделяется шлифовке станины, коробке скоростей и передач, фартуку, суппорту, задней бабке, электрической части станка и системе его охлаждения
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.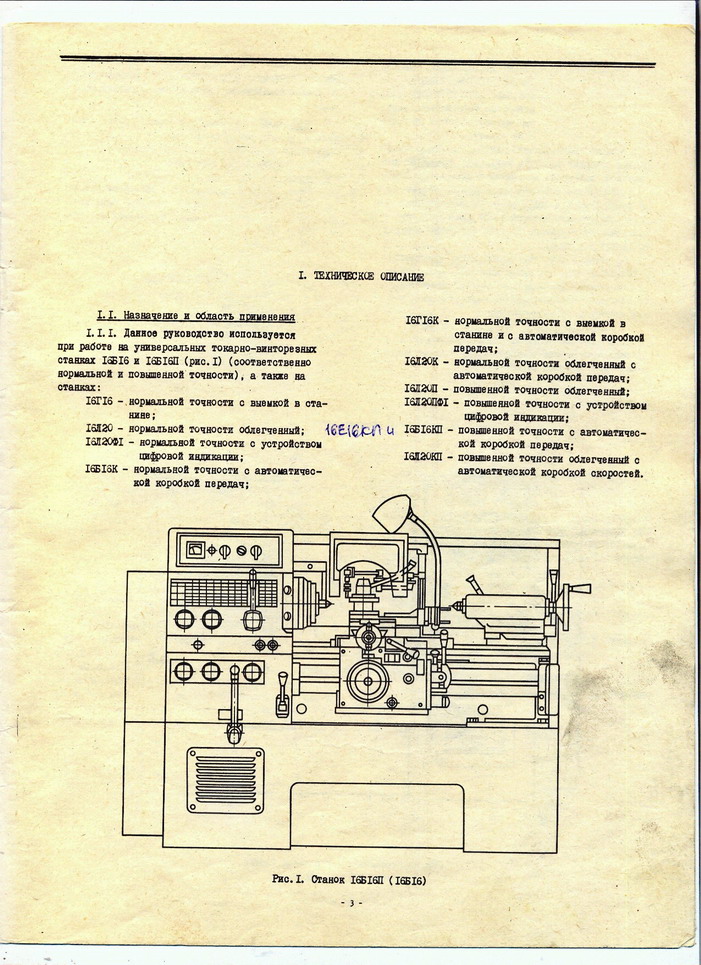
К прочтению: Характеристика и описание токарного станка СВ141П с ЧПУ
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Тех обслуживание
Проверки состояния и функциональности 16к20 проводятся с целью недопущения падения точности, а также обеспечения нормированных показателей работы оборудования. Краткий список регламентных операций:
- Наружный осмотр и устранение дефектов как станка в целом, так и отдельных узлов.

- Контроль состояния механизмов, производимый с открыванием крышек узлов.
- Проверка правильности переключения рукоятей управления коробками передач, подач, скоростей шпинделя, подач.
- Выборка люфта винта привода поперечных салазок.
- Регулировка ленточного тормоза шпинделя и фрикционной муфты главного привода.
- Подтягивание прижимных планок, клиньев в конструкции поперечных салазок резцов.
- Очистка поверхностей резцедержателя, при необходимости — зачистка царапин, забоев.
- Проверка состояния направляющих станины, каретки, зачистка задиров, забоев, царапин.
- Очистка, промывка протекторов каретки, салазок суппорта, задней бабки.
- Подтягивание или полная замена изношенных крепежных элементов, пружин.
- Проверка состояния ременных передач главного привода и механики быстрого перемещения суппорта, чистка шкивов, проверка натяжения, по необходимости ремонт и замена.

В ходе периодического технического обслуживания производятся все необходимые мелкие ремонты таких элементов, как ограждающие щиты и кожухи, системы охлаждения и смазки. Также составляется дефектационная ведомость на детали и узлы, которые необходимо заменить в ходе планового или капитального ремонта.
Также составляется дефектационная ведомость на детали и узлы, которые необходимо заменить в ходе планового или капитального ремонта.
Расположение органов управления токарным станком 16В20
Расположение органов управления токарным станком 16в20
Перечень органов управления токарно-винторезного станка 16В20
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьбы (подачи)
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14)
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода, а также «СТОП/АВАРИЙНЫЙ СТОП»
- Рукоятка включения подачи при ее выключении в результате перегрузки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой
- Маховик перемещения пиноли задней бабки
- Рукоятка закрепления задней бабки на станине
- Винты поперечного перемещения задней бабки
- Рукоятка крепления (зажима) пиноли задней бабки
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления резцовой головки
- Винт закрепления каретки на станине
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло регулировки подачи охлаждающей жидкости
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Переключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа «Станок подключен к сети»
- Вводный автоматический выключатель
- Сигнальная лампа «Главный электродвигатель включен»
- Упор продольного перемещения
- Рукоятка переключения шага дюймовой резьбы с 11 на 19 ниток на дюйм
- Рукоятка включения и выключения механического привода верхнего суппорта (салазок)
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Технические характеристики токарно-винторезного станка 1е61м, схемы
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
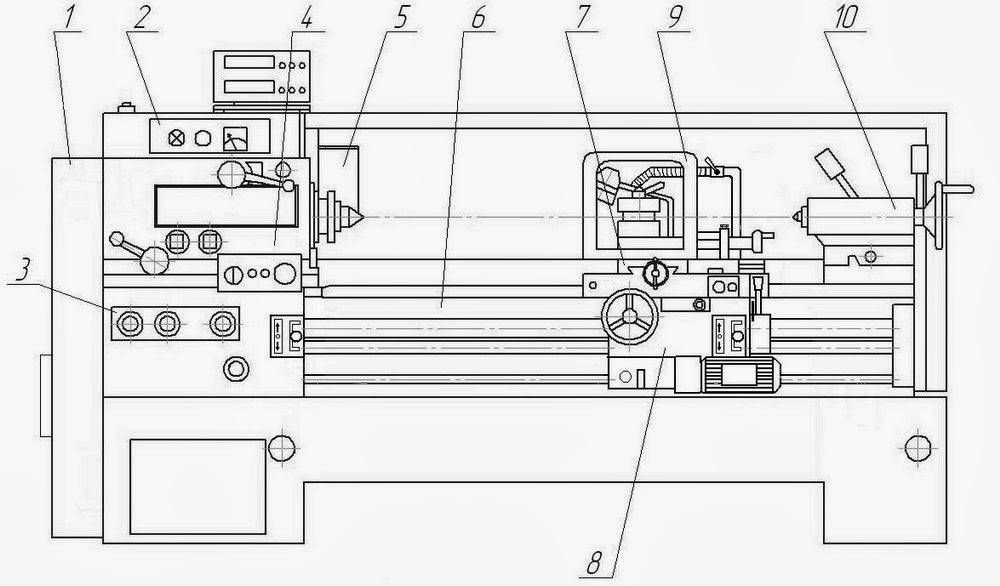
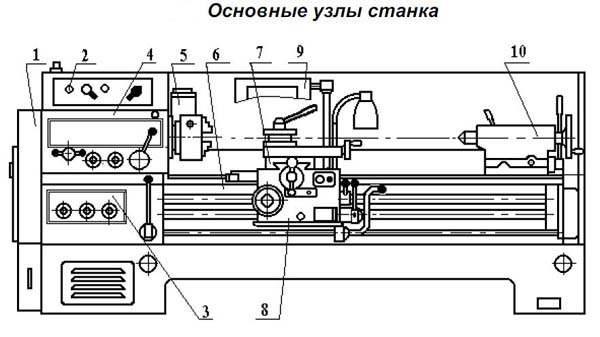
Расположение основных узлов токарно-винторезного станка 16В20
Расположение основных узлов токарного станка 16в20
Спецификация основных узлов токарно-винторезного станка 16В20
- Коробка передач — 1В62Г.81.000
- Электрошкаф — 1В62Г.83В.000
- Коробка подач — 16Б20П.070.000
- Бабка передняя — 1В62Г.24.01
- Ограждение патрона — 1В62Г.93.01
- Станина — 16В20.12.000, -01; 1В62Г.12.000
- Каретка и суппорт — 1В62Г.35.000
- Фартук — 16Б20П.061.000
- Ограждение суппорта — 16К20. 261.000
- Бабка задняя — 1В62Г.30.000
 261.000
261.000Спецификация основных узлов станка 16В20А с механическим приводом верхнего (резцового) суппорта (поставляется по особому заказу)
- Коробка передач — 1В62Г.81.000
- Электрошкаф — 1В62Г.83В.000-01
- Коробка подач — 077.0000.000
- Бабка передняя — 1В62Г.24.01
- Ограждение патрона — 1В62Г.93.01
- Станина — 16В20.12.000, -01; 1В62Г.12.000
- Каретка и суппорт — 1В62Г.35.000
- Фартук — 067.0000.000
- Ограждение суппорта — 16К20.261.000
- Бабка задняя — 1В62Г.30.000
Станок 16К20
Данную модель начали производить в 70-е годы XX века на Московском станкостроительном заводе, до сих пор он остаётся основным универсальным токарно-винторезным агрегатом. Он предназначен для выполнения разного вида токарных работ:
- Обтачивание и расточка поверхностей конической и цилиндрической формы.
- Нарезание резьбы — внутренних, наружных, дюймовых, метрических, модульных и питчевых.
- Сверление с разными видами свёрл, зенкерования, развёртывания и другие виды работ с горячекатаного и холодного проката.
Буквенно-цифровые обозначения на оборудовании имеют свою расшифровку: цифра 1 — означает токарный станок, 6 — указывает, что станок токарно-винторезный, буква «К» на поколение агрегата, цифра 20 — высота центра (220 мм). В конце индекса также стоит ещё одна буква, в этом станке наличие буквы «П» указывает на характеристику повышенной точности.
В настоящее время агрегат уже не выпускается в таком виде, как раньше, но на его смену пришли более современные и усовершенствованные модели. Они проектируются с помощью компьютерных программ, поэтому станины имеют повышенный класс точности.
https://youtube.com/watch?v=IRvR9x47u8U
Технические характеристики токарно-винтового станка 16К20
Основные технические характеристики являются главными показателями готовности станка к выполнению широкого спектра работ.
- Класс точности — P.
- Максимальный диаметр обработки заготовки над станиной — 400 мм, точения над суппортом поперечным — 220 мм, обрабатываемого прутка — 50 мм.
- Максимальная длина изделия для обработки — 710, 1000,1400,2 тыс. мм.
- Предельное число оборотов шпинделя — 12,5–1200 об/мин.
- Пределы подач продольных — 0,05–2,8 мм/об, поперечных — 0,0025–1,4 мм/об.
- Максимально допустимое усилие механизмом подач на упоре (продольное) — 800 кгс, поперечное — 460 кгс.
- Максимально допустимое усилие механизмом подач на резце (продольное) — 600 кгс, поперечное — 360 кгс.
- Электродвигатель главного движения, его мощность — 11 квт.
- Наибольший вес детали, которую в состоянии обработать станок — 1300 кг.
- Габариты станка — длина — 2605,2795,3195, 3795 мм, ширина — 1190 мм, высота — 1500 мм.
- Масса токарно-винторезного станка — 2635,3005, 3225, 3685 кг.

Все модификации станка 16К20, выполненные на его базе, имеют схожую конструкцию, поскольку максимально унифицированы. Все модели установок имеют также и другие важные показатели в процессе работы:
Все модели установок имеют также и другие важные показатели в процессе работы:
- безопасность использования;
- надёжность в работе;
- нормальная и повышенная точность;
- удобство обслуживания;
- производительность;
- долговечность при активной эксплуатации.
Агрегат запускается при помощи кнопки, её должен нажать оператор. Кнопка замыкает электрическую цепь катушки контактора. В электросхеме также есть и другие кнопки, которыми можно управлять, переключать, все они помогают:
- Управлять перемещениями суппорта и каретки на высокой скорости — толчковая кнопка.
- В нужный момент остановить двигатель.
- Запустить и остановить электрический насос охлаждения.
- В конструкции станка предусмотрено реле времени, чтобы оно могло ограничить холостой ход двигателя установки.
Сведения о производителе токарно-винторезного станка 16В20
Изготовителем токарно-винторезного станка 16В20 является Астраханский станкостроительный завод, основанный в 1944 году.
Основным видом деятельности Астраханского станкостроительного завода является выпуск металлорежущего, кузнечно-прессового, абразивно-отрезного, деревообрабатывающего оборудования. Кроме того, завод производит комплектующие к станкам и оснастку.
Завод выпускает токарно-винторезные станки модели 1В62Г, 16В20, 1В625, 1В625М с расстоянием между центрами 750, 1000 и 1500 мм и токарный станок с ЧПУ АС16М20Ф3.
Станки, выпускаемые Астраханским станкостроительным заводом, АСЗ
- 1А62Г
— станок токарно-винторезный универсальный, Ø 400 - 1В62Г
— станок токарно-винторезный универсальный, Ø 445 - 1В625м
— станок токарно-винторезный универсальный, Ø 500 - 16В20
— станок токарно-винторезный универсальный, Ø 445 - АС2116м
— станок сверлильный настольный, Ø 16 х 100 - СМЖ-172
— станок для резки арматурной стали, Ø 24
Электрооборудование токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16в20
- Электрошкаф, модель 1В62Г. 83В.000
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь управления: напряжение — 110 В, ток — переменный
- Цепь местного освещения: напряжение — 24 В, ток — переменный
- Цепь сигнализации: напряжение — 22 В, ток — переменный
- Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) — 17,6 А
 83В.000
83В.000Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом, а также для обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением нескольких аппаратов, смонтирована в электрошкафе 2 (рисунок 8), расположенном на задней стороне корпуса передней бабки.
Силовая цепь станка включает в себя три трехфазных асинхронных электродвигателя, предохранительные устройства и выключатели.
В цепь управления входят релейно-контактные и другие аппараты, расположенные в шкафу, а также кнопочная станция 11 SB1.1 SB1.2 (рисунок 9) пуска — останова главного привода, путевые выключатели 19 SQ1 управления электродвигателем ускоренных перемещений и путевые выключатели SQ2, SQ3 блокировок ограждения патрона и крышки коробки передач.
Цепь местного освещения EL1 обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем. Освещенность 1500 лк.
В цепь сигнализации входят сигнальные лампы 29 (HL1) и 31 (HL2).
Описание работы электросхемы
Включение вводного выключателя QF1 (рисунок 12) при наличии напряжения в сети сопровождается загоранием лампы HL1.
Пуск электродвигателя главного привода М1 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1. 1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
Останов электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB1.2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
Требования к безопасности
Станок 16В20П сертифицирован на соответствие требованиям безопасности. Для реализации мер безопасной работы производитель предусмотрел:
- ограждение ременной передачи и сменных зубчатых колес, сблокированное с системой управлении привода главного движения. При открытом ограждении включение привода главного движения невозможно;
- специальную блокировку рукоятки управления вводным выключателем, в результате чего дверь электрошкафа можно открыть только при выключенном вводном выключателе;
- ограждение патрона сблокированное с системой привода главного движения. При открытом кожухе ограждения невозможно включение вращения шпинделя.
 При открытом кожухе ограждения невозможно включение вращения шпинделя.
При открытом кожухе ограждения невозможно включение вращения шпинделя.Предусмотрены и другие меры безопасности, которые гарантируют безопасность работы оператора на станке 16В20П.
Токарный станок 16К20 – технические характеристики, паспорт, фото
Токарно-винторезный станок 16в20 можно назвать прямым потомком знаменитого первенца советского станкостроения ДИП-200, первым «наследником» которого является токарный станок 1А62. В 1949 году производство 1А62 было передано с флагмана советского станкостроения московского на вновь созданный Астраханский станкостроительный завод. Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
16В20 выпускался в рамках советских народно-хозяйственных планов и предназначался для использования в небольших ремонтных предприятиях и мастерских колхозов и совхозов. В инструкциях по эксплуатации 80-90-х годов прямо указано его назначение: использование «на ремонтных или … сельскохозяйственных предприятиях». 16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Основные технические характеристики
Винторезный станок 16В20 выпускался в трех типоразмерах с межцентровыми расстояниями 750, 1000, 1500 мм. Другие технические характеристики станка (линейные размеры в мм):
- расстояние от межцентровой оси до направляющих — 222.5;
- расстояние от межцентровой оси до каретки — 110;
- диаметр шпиндельного отверстия — 54;
- максимальный ход каретки — 900;
- максимальный ход салазок — 280;
- максимальное выдвижение пиноли — 150;
- максимальная скорость вращения шпинделя — 1400 об/мин;
- мощность главного привода — 7.5 кВт.
По своим техническим характеристикам токарно-винторезный 16В20 станок аналогичен 16К20.
 Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.
Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Надежность и долговечность коробки передач достигается применением надежных материалов. Шестеренки выполняются из стали углеродистого класса, проходящей термическую закалку. Чтобы элементы конструкции служили долго — не следует изменять показатели оборотов шпинделя на рабочем ходу.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию. Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
Комбинированный станок 1М95
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских. Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы.
Паспорта сверлильных и расточных станков
2н118
станок вертикально-сверлильный: — djvu; 1,0 Мб. Фото станка
2н118
2с132
станок сверлильный: — pdf, Фото станка
2с132
2а125
станок вертикально-сверлильный: — djvu; 8,1 Мб. Фото станка
2а125
2е52
станок радиально-сверлильный: — djvu; 0,7 Мб. Фото станка
2е52
2л53у
станок радиально-сверлильный: — djvu; 0,9 Мб. Фото станка
2л53у
2к52-1
станок радиально — сверлильный: — 1989, doc, 2,4 Мб. Фото станка
2К52
2н125, 2н135, 2н150
станок вертикально — сверлильный: — 1987, djvu; 1,9 Мб. Фото станка
2н125
2431сф10
станок координатно-расточной: — djvu. Фото станка
2431сф10
2620, 2622, 2622а
станок горизонтально-расточной: — pdf. Фото станка
2620, 2622, 2622а
мс-36
станок сверлильный магнитный: — pdf; 1,0 Мб. Фото станка
МС-36
нс-12а
станок сверлильный настольный: — djvu. Фото станка
нс-12а
нс-12Б
станок сверлильный настольный: — djvu.
нс-16, нс-16.01 (СНВШ-2)
станок настольный сверлильный: — pdf; 0,5 Мб. Фото станка
НС-16
Конструкция
Основу агрегата составляет станина, к которой прикреплены все основные механизмы и узлы: салазки, консоль, стол, станция управления, а также боковой и главный пульт, коробки, переключающие подачи, скорости, поворотная головка и механизм замедления подачи.
Станина и консоль снабжены прямоугольными направляющими. Эти составные части увеличивают надежность и прочность конструкции. Поэтому на таком оборудовании работать просто и безопасно. Агрегат может без перерыва работать длительное время, несколько рабочих смен. Рассматриваемый агрегат снабжен следующими стандартными узлами для оборудования такого типа:
- система запуска насоса подачи охлаждающей жидкости;
- система, для управления направлением движения шпинделя;
- основной электродвигатель для привода стола;
- устройство для зажима инструмента;
- шкаф управления;
- головка подач;
- боковой пульт;
- консоль;
- лимб со шкалой для указания количество оборотов.
Отдельно имеются дублирующие рукояти для вертикальной и поперечной передачи.
Пульты управления фрезерным станком 6Т12-1
Пульты управления фрезерным станком 6Т12-1: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Infineon N Channel MOSFET Transistor, 16 V, 20 A, Surface Mount, specification and features
Ask Price
| Part Number | IPG20N04S4L08ATMA1, IPG20N04S4L11ATMA1, IPG20N06S4L26ATMA1 |
| Maximum Drain Source Resistance | 10. 9 mΩ, 15,5 мОм, 46 мОм 9 mΩ, 15,5 мОм, 46 мОм |
| Максимальная рабочая температура | +175°C |
| Торговая марка | Infineon |
| Тип канала | N Канал |
| Максимальное напряжение источника затвора | 16 V |
Просмотр Полные спецификации
Получить лучшую цену
. -C, Ятрик Билдинг, Нью-Бадам-Вади, ВП-роуд, Нью-Бадам-Вади, Грант-роуд Восточный храм Парси, Грант-роуд, Мумбаи – 400004, р-н. Мумбаи, МахараштраЗвоните по телефону +91-8046042562
₹ 15/ шт.
Свяжитесь с поставщиком
S S Impex
Lamington Road, Mumbai, Maharashtra1st Floor 9, Alankar Building, Balaram Street, Badar Baug, Lamington Road, Mumbai – 400004, Dist. Мумбаи, Махараштра
Позвоните +91-7942563357
₹ 13/ Piece
Контактный поставщик
Rajratan Semiconductors
Mumbai, Maharashtrafloor-3rd 303 Tara Temple Lane, Dravep, Dravep, Dravemep, Dravemeel, Dravemeel, Dravemeel, Dravemep, Dravemep, Dravemep, Dravemep, Dravemep, Dravemep, Dravemep, Dravemep-3-й. AI, Мумбаи, Махараштра, 400007, Мумбаи – 400007, р-н. Мумбаи, Махараштра
AI, Мумбаи, Махараштра, 400007, Мумбаи – 400007, р-н. Мумбаи, Махараштра
Звоните по телефону +91-8047673548
55 ₹ за штуку
Свяжитесь с поставщиком
Regency Semiconductors Private Limited
Girgaon, Mumbai, MaharashtraNo. 404, Kartar Mansion, 4th Floor Tribhuvan Road, Lamington Road, Girgaon, Mumbai – 400004, Dist. Мумбаи, Махараштра
Позвоните по телефону +91-8048962143
11,75₹/шт.0003
Infineon N -канал MOSFET Transistor, 16 В, 20 A, поверхностное крепление, IPG20N04S4L08ATMA1
Номер деталей:
IPG20N04S4L08ATMA1
Максимум. C
Получить лучшую цену0004 Maximum Drain Source Resistance:
15.5 mΩ
Maximum Operating Temperature:
+175°C
Get Best Price
Infineon N Channel MOSFET Transistor, 16 V, 20 A, Surface Mount, IPG20N06S4L26ATMA1
Part Номер:
IPG20N06S4L26ATMA1
Максимальное сопротивление источника дренажа:
46 МОм
Максимальная рабочая температура:
+175 ° C
Получите лучшую цену
. , Поверхностный монтаж
, Поверхностный монтаж
Suraj Electronics
Chandni Chowk, New Delhi 1687/306, 3rd Floor, Bhagirath Place, Chandni Chowk, New Delhi – 110006
Call +91-8048951884
₹ 55/ Piece
Contact Supplier
G D Компоненты
Гиргаон, Мумбаи, Махараштра Номер приложения whats 9819869583 //No. 85, 3-й этаж, Новое здание Ханумана, Шамрао Витал Марг, Ламингтон-роуд, Гиргаон, Мумбаи – 400007, р-н. Мумбаи, Махараштра
Звоните по телефону +91-8048616512
₹ 15/шт.
Связаться с поставщиком
Prahar Polymers
Thane, Махараштра G-15, Shanti Apartment-3 CHS LTD, Nr Ambe Mata Mandir Moti Nagar Road, Bhayandar West, Thane – 401101, Dist. Thane, Maharashtra
Звоните по номеру +91-8046054283
905 ₹/шт. Железнодорожный депо посылок, Грант Роуд (Восток), Мумбаи – 400007, р-н. Мумбаи, Махараштра
Позвоните по номеру +91-8047635432
Запросите цену
Свяжитесь с поставщиком
Namanvidhi World Trade Private Limited
Мумбаи, Махараштра № 4-C/4-D, Виджай Чемберс, Трибхуван-Роуд, Грант-Роуд, Грант 400004, р-н. Мумбаи, Махараштра
Мумбаи, Махараштра
Позвоните +91-8046056957
₹ 95/ Piece
Контактный поставщик
Magnum Semiconductors LLP
Lamington Road, Mumbai, Maharashtra Off № 107, 1-й этаж Valencias Мумбаи – 400007, р-н. Мумбаи, Махараштра
Позвоните +91-8047631486
Цена ASK
Контактный поставщик
Спецификации инфинеона N Transistor Mosfet, 16 V, 20 A, поверхностное крепление
Подробности продукта
Части. | ИПГ20Н04С4Л08АТМА1, ИПГ20Н04С4Л11АТМА1, ИПГ20Н06С4Л26АТМА1 |
| Максимальное сопротивление источника стока | 10,9 мОм, 15,5 мОм, 46 мОм |
| Максимальная рабочая температура | +175°С |
| Торговая марка | Инфинеон |
| Тип канала | Канал N |
| Максимальное напряжение источника затвора | 16 В |
| Максимальный непрерывный ток стока | 20 А |
| Тип крепления | Поверхностный монтаж |
Дополнительные сведения
| Прямое напряжение диода | 1,3 В |
| Количество выводов | 8 |
| Конфигурация транзистора | Изолированный |
| Типовая входная емкость Вдс | 2350 пФ при 25 В, 1530 пФ при 25 В, 1100 пФ при 25 В |
| Категория | Силовой МОП-транзистор |
| Режим канала | Расширение |
| Размеры | 5,15 х 6,15 х 1 мм, 5,15 х 5,9 х 0,75 мм |
| Максимальное напряжение источника стока | 40 В, 60 В |
| Максимальное пороговое напряжение затвора | 2,2 В |
| Максимальная рассеиваемая мощность | 54 Вт, 41 Вт, 33 Вт |
| Минимальное пороговое напряжение затвора | 1,2 В |
| Минимальная рабочая температура | -55°С |
| Тип упаковки | ТДСОН |
| Количество элементов на микросхему | 2 |
| Серия | OptiMOS T2, OptiMOS |
| Материал транзистора | |
| Типичная плата за ворота при Vgs | 30 нКл при 10 В, 20 нКл при 10 В, 15 нКл при 10 В |
| Типичное время задержки выключения | 40 нс, 25 нс, 18 нс |
| Типичное время задержки включения | 7 нс, 5 нс |
Фото продукта
Вас также может заинтересовать
Интегральные схемы
MOSFET транзистор
Силовой MOSFET модуль
Электронные компоненты0001
Список лучших сварочных аппаратов для сварки TIG – 1. ESAB ET 141I AC/DC; 2. Miller TIG Diversion 180; 3. Lincoln Square Wave TIG 200; 4. Fronius MagicWave 230i
ESAB ET 141I AC/DC; 2. Miller TIG Diversion 180; 3. Lincoln Square Wave TIG 200; 4. Fronius MagicWave 230i
Сварка ВИГ (вольфрам в среде инертного газа), также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), — это популярный, но сложный процесс сварки, который творит чудеса с тонкими металлами, особенно с алюминием. Его популярность в немалой степени связана с чистотой, точностью и эстетичным видом сварных швов, которых могут добиться с его помощью опытные сварщики.
Что касается самого сварочного аппарата, то сварочный аппарат TIG состоит из нескольких компонентов, и вам следует ознакомиться с ними, прежде чем вы начнете делать сравнительные покупки. К этим основным частям относятся:
- Кабель горелки, соединяющий сварочный аппарат с горелкой
- Шланг защитного газа, прикрепленный к сварочному аппарату
- Нерасходуемый вольфрамовый электрод внутри горелки и какой из них следует использовать
- Сменная керамическая чашка
- Газовый диффузор или газовая линза
- Ножная педаль для регулировки силы тока (не входит в стандартную комплектацию всех сварочных аппаратов)
Имея всю необходимую информацию, вы можете начать сравнивать сварочные аппараты, а не просто бежать и покупать первый сварочный аппарат TIG на продажу.
Содержание
ЭСАБ ET 141I AC/DC | Lincoln Square Wave TIG 200 |
Miller TIG Diversion 180 | Фрониус MagicWave 230i |
| Несколько факторов, которые следует учитывать перед покупкой сварочного аппарата TIG |
|
Бонус: Закажите личную встречу в g со инженером-сварщиком, чтобы узнать, как ваша мастерская может улучшить технологический процесс, чтобы сэкономить ваши деньги и время. |
ESAB ET 141I AC/DC Обзор
ESAB ET 141i — это многопроцессорная сварочная машина, обеспечивающая два процесса сварки TIG и сварку электродом. Двухпроцессный пакет позволяет работать с различными металлами, включая нержавеющую сталь, мягкую сталь и алюминий.
Двухпроцессный пакет позволяет работать с различными металлами, включая нержавеющую сталь, мягкую сталь и алюминий.
Модель ET 141i отличается высокой портативностью, ее общий вес составляет всего 48 фунтов, а также предустановленные элементы управления для проектов «сделай сам». Он предлагает возможность работы от ограниченного источника питания 120 вольт.
Плюсы и минусыНесколько преимуществ аппарата:
- При цене около 1571 долл. США это более экономичный вариант
- Предварительная/последующая настройка потока для управления защитным газом
- Hot Start обеспечивает большой ток в начале сварки
- Lift TIG Start обеспечивает стабильный запуск дуги без высокой частоты
И несколько недостатков:
- Машина не может работать длительное время без перегрева
- Первичное напряжение: 120 В переменного тока
- Длина шнура: 10 футов.
- Максимальная мощность: 140 А
- Мощность сварки TIG: 140 А/15,6 В при рабочем цикле 20 %; 75 А/13 В при рабочем цикле 60 %; и 60 А/12,4 В при 100 % рабочего цикла
- Мощность сварки электродом: 90 A/23,6 В при рабочем цикле 20 %
- Вес: 48,4 фунта
- Размеры машины: В 15,75 дюйма x Ш 9,45 дюйма x Д 17 дюймов

Miller TIG Diversion 180
Мощный сварочный аппарат Miller Diversion 180 обладает множеством функций. Наряду с универсальностью сварочный аппарат Diversion зарекомендовал себя как инструмент, облегчающий и повышающий эффективность процесса сварки. Благодаря этому он стал идеальным выбором как для профессионалов, так и для любителей.
Diversion 180 имеет простой для понимания интерфейс, который помогает операторам в процессе настройки. Аппарат оснащен ножной педалью и эргономичной горелкой TIG на 150 ампер, а инверторный источник питания обеспечивает более плавную и стабильную дугу.
Устройство работает на двойном напряжении, а функция «вентилятор по требованию» включает систему охлаждения только при необходимости. Эта функция помогает свести к минимуму шум, снизить энергопотребление и предотвратить попадание нежелательных частиц в машину.
Плюсы и минусыMiller Diversion 180 предлагает следующие преимущества:
- Надежный запуск дуги
- Эргономичный и прочный фонарь
- Возможность работы на переменном и постоянном токе, так что вы можете сваривать как алюминий, так и сталь
- Двойной штекер напряжения для быстрой смены требуемой мощности
- Педаль дистанционного управления
- Вентилятор по требованию продлевает срок службы устройства и экономит энергию
- Простой для понимания интерфейс и цифровой дисплей позволяют безукоризненно пользоваться даже новичкам
- Использование инверторной технологии делает это устройство одновременно мощным и портативным
- Функция автоматической продувки предотвращает потери газа и защищает электрод и зону сварки
И с другой стороны:
- Ценник в 2499 долларов может оттолкнуть некоторых покупателей с ограниченным бюджетом
- Не подходит для многих промышленных применений
- Первичное напряжение: 120/240 В переменного тока
- Длина рабочего кабеля: 12 футов.
- Максимальная мощность: 180 ампер
- Сварочная мощность: 150 А при 16 В, рабочий цикл 20 %
- Вес: 50 фунтов
- Размеры машины: В 17 дюймов x Ш 9,875 дюймов x Г 23,875 дюймов

Lincoln Square Wave TIG 200
Lincoln Square Wave 200 обеспечивает дополнительную гибкость благодаря возможностям сварки TIG и дуговой сварки. Благодаря этому операторы сварки могут работать с более широким спектром материалов.
Square Wave предлагает как TIG на переменном токе для сварки алюминия, так и TIG на постоянном токе для стали и нержавеющей стали. Устройство работает на два напряжения и поставляется с двумя шнурами питания, по одному на каждое напряжение. Высокочастотный (бесконтактный) пуск, импульсный режим и инверторная технология дополняют список возможностей сварочного аппарата.
Плюсы и минусыПлюсы:
- Легкий и портативный
- Возможности TIG и Stick
- Опции переменного и постоянного тока
- Универсальная машина, простая в использовании
- Идеальный сварщик для всех уровней квалификации
- Несколько регулируемых функций: сила тока, напряжение, баланс переменного тока, частота переменного тока и частота импульсов
- Ножная педаль в комплекте
- Простой интерфейс
И пара минусов:
- Несмотря на то, что он высоко оценен потребителями, он все же стоит немного дороже — 2 099,00 долларов США
- Первичное напряжение: 120/230 В переменного тока
- Длина кабеля: 12,5 фута.
- Максимальная мощность: 200 ампер
- Мощность сварки TIG: рабочий цикл 40 % при 100 А (120 В) и 40 % при 160 А (230 В)
- Вес: 46,5 фунтов
- Размеры машины: В 14 дюймов x Ш 10,75 дюймов x Г 19,25 дюймов

Fronius MagicWave 230i
Fronius MagicWave 230i представляет собой полностью оцифрованный источник питания переменного/постоянного тока для сварки вольфрамовым электродом в среде инертных газов. Легкий и портативный, аппарат специально используется для сварки алюминия методом TIG.
В MagicWave используется технология Active Wave, которая снижает уровень шума и обеспечивает максимально возможную стабильность дуги. Его интуитивно понятная навигация по меню позволяет пользователям переключаться между настройками в перчатках или без них. Кроме того, возможности Bluetooth обеспечивают возможность подключения к телефонам и сварочным маскам.
Плюсы и минусыНесколько плюсов:
- Связь Bluetooth с беспроводными устройствами
- Детали производятся компанией Fronius специально для машины Функция
- TAC создает одну сварочную ванну вместо двух
- Технология зажигания Touchdown предотвращает электромагнитные помехи
- Простой вариант для зажигания дуги с помощью функции ВЧ-зажигания
- Автоматическое формирование крышки экономит время при сварке алюминия
- Удобная навигация по меню
- Горелка TIG со встроенным светодиодом
- Прочная, но легкая педаль с крючком для переноски
И пара минусов:
- Головки резака работают только с резаком Fronius
- Ножная педаль может быть чувствительной
- Цена в 6271 доллар может быть высокой для некоторых
- Первичное напряжение: 230 В
- Длина шнура: 26 футов
- Максимальный выходной ток: 230 А
- Мощность сварки TIG: 10 мин/40°C (104°F) 35% постоянного тока; 10 мин/40°C (104°F) 60% постоянного тока; 10 мин/40°C (104°F) 100% D. C.
- Вес: 36,4 фунта
 C.
C.Несколько факторов, которые следует учитывать перед покупкой сварочного аппарата TIG В каких условиях вы будете работать?
Допустим, у вас есть небольшая мастерская по сварке алюминия методом TIG, но вы также время от времени выполняете работы по техническому обслуживанию на открытом воздухе. Многоцелевой аппарат с функциями TIG и Stick может служить вам лучше, чем аппарат, предназначенный исключительно для сварки TIG.
Какие сварочные работы вы будете выполнять? Имейте в виду, что толщина материала будет определять силу тока, которая потребуется для его сварки. Эмпирическое правило заключается в том, что вам потребуется один ампер выходной мощности на каждые 0,001 дюйма толщины металла. Кроме того, учтите, что не все перечисленные здесь сварочные аппараты имеют двойное напряжение (120/240). только при напряжении 240 В потребуется электрическая модернизация.0003
только при напряжении 240 В потребуется электрическая модернизация.0003
Хотя цена сварочного аппарата всегда будет иметь значение, подумайте также о функциях и гарантии, которые вы получаете за свои деньги.
Должен ли я покупать многопроцессорную машину вместо машины, предназначенной только для TIG?Пользователи-любители или домашние пользователи, скорее всего, сочтут гибкость многопроцессорной машины более полезной. Точно так же профессиональные производители обычно предпочитают многопроцессорные машины для большинства промышленных применений. Однако это не относится к сварке TIG. Компании, которые занимаются исключительно сваркой TIG или имеют отделы, предназначенные исключительно для сварки TIG, обычно хотят использовать станки, предназначенные только для сварки TIG.
Где купить? Многие магазины сварочного оборудования и расходных материалов, такие как RedBallOxygen.