|
НОВОСТИ29.03.2010 Новый партнер Новый партнер РСЗ СтанкоЦентр – ООО «ПромИнструмент», – официальный представитель маркировочного оборудования Gravurem. 26.03.2010 stankoff.su – новый сайт РСЗ СтанкоЦентр |

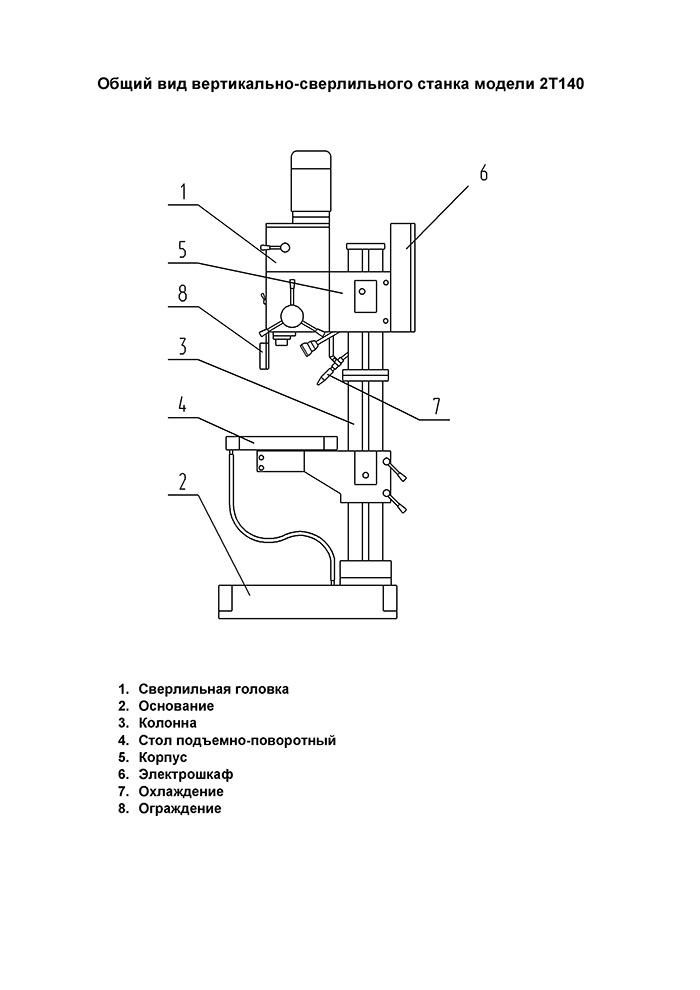
Вертикально-сверлильный станок 2Н135: описание, характеристики, видео
Одношпиндельный вертикально-сверлильный станок модели 2Н135 считается одним из наиболее распространённых типоразмеров металлорежущего оборудования, предназначенного не только для сверления, но и для выполнения иных родственных операций – рассверливания, зенкования, внутреннего шлифования, нарезания резьбы. Разработчик и основной изготовитель данной техники – Стерлитамакский станкостроительный завод – первые аналоги произвёл ещё в 1945 году, а закончил серию (станками типа 2Н135Л) в середине 1990.
Оглавление:
- Описание
- Модификации
- Советы по выбору
- Конструкция и управление
- Технические характеристики
Эксплуатационные характеристики
Сверление – весьма распространенная операция механической обработки. Малые и средние отверстия диаметром до 35 мм (а именно на такой размер рассчитаны возможности шпиндельной головки станка) широко применяются как обязательное условие легкой сборки различной техники.
Характерная особенность конструкции станка 2Н135 – компоновка основных его узлов по принципу «сверху вниз». Вертикальный шпиндель, вертикальная запрессовка подшипников, вертикальный двигатель предопределяют относительно небольшие габариты оборудования в плане. Это позволяло с лёгкостью встраивать такое оборудование в комплексные механизированные поточные линии сборки деталей гидравлического оборудования, сеялок, двигателей и иных систем средних размеров при плотной насыщенности техникой каждого рабочего места. Таким образом, удельная площадь участка производства и протяженность энергокоммуникаций являются небольшими, сохраняются также условия для удобного технического обслуживания.
В современных условиях оправданность использования станков типа 2Н135 заключается в их многофункциональности, простоте управления, а также благодаря широкой номенклатуре производимой технологической оснастки.
При необходимости найти сверлильное оборудование стационарного исполнения стоит вспомнить, что, наряду с базовой модификацией, на рынке б/у техники широко представлены также станки:
- 2Н135А, где автоматизировано перемещение шпинделя посредством кулачкового механизма;
- 2Н135С, оснащённые салазками, на которые может устанавливаться многошпиндельная инструментальная головка;
- 2Н135Н с подвижным столом;
- 2Л135 – полный аналог рассматриваемого станка, выпускаемый Липецким станкостроительным заводом.
Характеристики модификаций полностью соответствуют техническим возможностям 2Н135, а по ряду позиций даже превосходят их.
Купить б/у станок с надёжной гарантией его дальнейшей работоспособности в течение многих лет возможно при следующих условиях:
- Машина реализуется после капитального ремонта: восстановлены направляющие, обеспечивается параллельность оси вертикальной колонны оси шпинделя, перпендикулярность поверхности стола этой оси, а зазоры в шпиндельной бабке соответствуют принятым нормам точности;
- Заменён или перебран электродвигатель;
- Т-образные пазы на столе не выбиты/деформированы, а находятся в нормальном техническом состоянии;
- Нормы жёсткости находятся в пределах, установленных ГОСТ 370-93;
- В паспорте на станок указаны результаты последних поверок безопасности всего электрооборудования и цепей управления.
Устройство, состав узлов и управление станком 2Н135
Рассматриваемое оборудование включает в себя:
- Фланцевый электродвигатель.
- Узел коробки скоростей.
- Насос плунжерного типа для подачи смазочно-охлаждающей жидкости в зону сверления.
- Коробку подач.
- Вертикальную колонну-стойку, в которой располагаются все исполнительные гидравлические и электрические коммуникации.

- Рабочий стол, имеющий возможность вертикального перемещения в направляющих стойки и горизонтального — по опорной плите-станине.
- Станину (иногда в комплект входят также виброопоры).
- Шпиндель.
- Шкаф с электрооборудованием.
- Инструментальную головку.
- Резервуар с охлаждающей жидкостью и отстойник.

Основными корпусными деталями вертикально-сверлильного станка 2Н135 считаются колонна и станина. Они изготавливаются из высококачественного чугуна и рассчитываются на определённые значения изгибающих усилий и текущих вибраций от работающего оборудования. Перемещение инструментальной головки и стола производится ручным вращением штурвала, в направляющих пазах стойки-колонны. В станине монтируется электронасос, производящий подачу смазочно-охлаждающей жидкости к узлам. Там же устанавливается система дежурного освещения зоны сверления лампой, рассчитанной на напряжение 28 В.
В число органов управления станком входят рукоятки перемещения стола и сверлильной головки, ручки переключения подач и скоростей вращения шпинделя, кнопки управления электродвигателем главного привода и насосом, а также дополнительные органы управления, которые задействуются в случае нарезания резьбы.
Кинематическая цепь вертикально-сверлильного станка функционирует так. Крутящий момент от асинхронного двигателя переменного тока передается через выходной вал и муфту на коробку передач, которая представляет собой систему пар шестерен, управляющие вращением шпинделя и червячными механизмами подачи. Одновременно, при помощи реечной передачи и жесткой зубчатой муфты может регулироваться подача обрабатываемой заготовки. Отдельные участки цепи представляют собой червячные передачи подъема и перемещения стола. Всего в станке имеется 9 дискретно устанавливаемых скоростей вращения шпинделя.
Все элементы привода смонтированы в подвижных блоках, опоры валов через подшипники качения установлены в станине. Контроль режимов вращения производится посредством датчика температуры, показания которого связаны с уровнем смазочно-охлаждающей жидкости в резервуаре и интенсивностью сверления материала. Механизм переключения – рычажного типа, постепенность установки той или иной скорости обеспечивается срабатыванием соответствующей муфты.
Механизм переключения – рычажного типа, постепенность установки той или иной скорости обеспечивается срабатыванием соответствующей муфты.
Комплекс органов управления позволяют работающему производить следующие операции:
- Холостое перемещение инструмента к точке начала сверления;
- Включение механизма подачи и выбор необходимой скорости;
- Ручной подвод головки к заготовке;
- Выключение механизма подачи;
- Отвод шпинделя от заготовки;
- Включение механизма нарезания резьбы.
Остальные действия выполняются вручную.
Основные технические характеристики станка
Описание технических параметров приводится для базовой модели 2Н135:
- Наибольший диаметр получаемого отверстия – 35 мм (при материале заготовки сталь 45, для менее прочных сталей размеры отверстия могут быть пересчитаны пропорционально уменьшению предела прочности материала).
- Диапазон изменения горизонтальных размеров обрабатываемой заготовки 30-750 мм.
- Диапазон изменения вертикальных размеров обрабатываемой заготовки 700-1120 мм.
- Наибольший ход шпинделя — 300 мм (максимальная глубина получаемого отверстия без перемещения стола).
- Габаритные размеры рабочей поверхности стола – 450×500 мм.
- Холостое перемещение шпинделя при наладке станка – 250 мм.
- Наибольшее усилие на механизм подачи – 15 кН.
- Возможность динамического торможения/реверсирования шпинделя – предусмотрена.
- Диапазон скоростей вращения шпинделя 31,5-1600 мин-1.
- Мощность фланцевого электродвигателя 4 кВт.
- Рабочие параметры питающей электросети – трехфазная, напряжением 380 В.
- Габаритные размеры станка – 2535×825×1030 мм.
- Масса станка, 1,2 т.
С учетом поворота шкафа электроуправления и замены отстойника с отработанной смазочно-охлаждающей жидкостью для монтажа вертикально-сверлильного станка в производственном помещении требуется площадь размером 1745 на 1180 мм. Машина должна устанавливаться на сплошную поверхность из бетона марки не менее М400 или асфальтобетона. На поверхности допускаются незначительные неровности, которые устраняются при помощи виброопор или регулируемыми клиньями (последние можно купить отдельно).
Машина должна устанавливаться на сплошную поверхность из бетона марки не менее М400 или асфальтобетона. На поверхности допускаются незначительные неровности, которые устраняются при помощи виброопор или регулируемыми клиньями (последние можно купить отдельно).
Электрическая схема станка предусматривает его обязательное заземление. Питание всех элементов должно производиться от контакторного блока. Кнопки управления предусматривают режимы «Включено» для подачи напряжения в питающую цепь, «Влево», «Вправо» – для пуска и реверсирования электродвигателя и «Ручной проворот» – для наладочного режима работы.
Немного об ограничениях, связанных с использованием оборудования. Текущая эксплуатация вертикально-сверлильного станка не предусматривает сверление отверстий в древесине, поскольку коробка передач не допускает повышенных скоростей резания. Также желательно применять в качестве оснастки сверла, изготовленные из инструментальных легированных сталей по ГОСТ 5950-93. Поскольку корпусные детали станка не имеют антикоррозионного покрытия, а применение смазочно-охлаждающих жидкостей требует равномерной вязкости состава, то установка станка целесообразна в закрытых отапливаемых помещениях.
С ручным управлением с откидным подъёмным столом и обработанной фундаментной плитой, предназначен для выполнения следующих операций: · сверления · зенкерования · зенкования · развёртывания · резьбонарезания в различных материалах. Позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности. Станок может использоваться в мелкосерийном производстве, на малых предприятиях, в ремонтных мастерских. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНОК СВЕРЛИЛЬНЫЙ 2Н135
С Уважением Артём Романовичтел/факс: 8(34145)47-992сот: 8-950-837-00-77 |
 Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.

 Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Гайка 16 и винт 17 служат для регулирования пружинного противовеса. Происходит электродинамическое торможение шпинделя.
Происходит электродинамическое торможение шпинделя..jpg) Кулачки устанавливаются на вращающемся лимбе 13. Подъем шпинделя в верхнее положение производят вручную вращением штурвала 5 «от себя».
Кулачки устанавливаются на вращающемся лимбе 13. Подъем шпинделя в верхнее положение производят вручную вращением штурвала 5 «от себя». е. на угол, образованный между штифтом 2 и стенкой д паза для этого штифта на ступице штурвала 1 (см.
е. на угол, образованный между штифтом 2 и стенкой д паза для этого штифта на ступице штурвала 1 (см. Строгальные станки в этих условиях применяются только в исключительных случаях.
Строгальные станки в этих условиях применяются только в исключительных случаях. Они осуществляются прерывисто в момент переключения движения ползуна с обратного на рабочий ход.
Они осуществляются прерывисто в момент переключения движения ползуна с обратного на рабочий ход.
 youtube.com/embed/yp7Lmxhjpvs?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/yp7Lmxhjpvs?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/> ucoz.ru
ucoz.ru

 При обработке, производимой без вертикальной подачи салазок 17, они должны быть закреплены зажимом 16.
При обработке, производимой без вертикальной подачи салазок 17, они должны быть закреплены зажимом 16.
 Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания. Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы. Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания. Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы. Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них Подрезка торцов производится при помощи специальных ножей.
Подрезка торцов производится при помощи специальных ножей.
 После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.
После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135. (обзор вариантов достаточно длинен).
(обзор вариантов достаточно длинен). Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.
Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи. И в этом плане сверлильный станок 2н135 можно назвать весьма успешным агрегатом, поставляемым на рынок в достаточно большом количестве по приемлемой цене.
И в этом плане сверлильный станок 2н135 можно назвать весьма успешным агрегатом, поставляемым на рынок в достаточно большом количестве по приемлемой цене.

Вертикально сверлильный станок 2Н135 – Станки
Станки для обработки металлических, деревянных и других видов заготовок широко используются в производственных цехах и призваны облегчить труд человека. Благодаря активному развитию технологического прогресса на современном рынке производственного оборудования сегодня представлен широкий выбор станков различного назначения. Среди множества типов сверлильных станков большой популярностью пользуются установки вертикального типа, предназначенные для обработки заготовок малого и среднего размера. Модельный ряд вертикально-сверлильных станков достаточно обширен, однако, базовыми считаются универсальные модели 2Н118, 2Н150, 2Н125 и 2Н135.
Область применения и назначение
Станки серии 2н135 – это рабочее оборудование, нашедшее широкое применение в условиях мелкосерийного производства с минимальным коэффициентом загрузки 50%. Обладая достаточно обширными технологическими возможностями, вертикально сверлильный станок 2н135 предусматривает выполнение пяти основных операций:
1) сверление;
2) зенкерование отверстий;
3) развертывание;
4) зенкование;
5) нарезка резьб.
Конструкцией станка для выполнения перечисленных технологических операций предусмотрено использование различных сверл, зенкеров, метчиков, разверток, также возможно применение других дополнительных инструментов и приспособлений.
Конструктивные особенности
Основными конструктивными элементами и узлами модели станка 2н135 выступают:
– станина;
– рабочий стол;
– электропривод;
– шпиндель;
– фундаментальная плита;
– штурвал;
– лимб;
– шкаф электроаппаратуры;
– рукоятки;
– плунжерный насос;
– система охлаждения.
Станина станка изготовлена из литого чугуна и оснащена вертикальными направляющими по типу «ласточкин хвост», ее опорой служит фундаментальная плита. По направляющим происходит перемещение рабочего стола и сверлильной головки. Рабочий стол служит для расположения обрабатываемой заготовки. Сверлильная головка выполнена в форме короба и содержит все основные узлы станка, включая шпиндель, коробку скоростей, механизм и коробку подач, рукоятки. Шпиндель предназначается для крепления инструмента, его вращение осуществляется посредствам электропривода через коробку скоростей. Предусмотрено 12 скоростных режимов. Диапазон перемещения шпинделя по вертикали регулируется при помощи штурвала (ручная подача) либо коробки подач (механическая). Коробки подач и скоростей управляются рукоятками. На фундаментальной плите станка располагается плунжерный насос, предназначенный для подачи смазки в основные рабочие узлы сверлильной установки. Для размещения электрооборудования конструкцией станка предусмотрен специальный шкаф.
Возможность подачи шпинделя механическим способом при осуществлении управления рабочими циклами в ручном режиме значительно расширяет возможности сверлильной установки.
Электрическая принципиальная схема
Технические параметры
Основными показателями любого производственного оборудования, определяющими его пригодность к выполнению определенных видов технологических операций, являются технические характеристики.
Станок сверлильный 2н135 характеризуется следующими техническими параметрами:
– максимальный диаметр сверления стальной заготовки – 35 мм;
– габариты рабочего стола – 450*450 мм;
– наибольшее расстояние от шпинделя до поверхности рабочего стола – 750 мм;
– предельно допустимый ход шпинделя – 250 мм;
– вылет шпинделя – 300 мм;
– скорость вращения шпинделя: «min» – 31,5 об/мин. , «max» – 1400;
, «max» – 1400;
– вес станка – 1200 кг.
Станки серии 2Н135 – это универсальные рабочие механизмы способные решить различные технологические задачи.
|
Наибольший диаметр сверления в стали 45, мм |
35 |
|
Размеры конуса шпинделя |
Морзе 4 |
|
Расстояние от оси шпинделя до направляющих колонны, мм |
300 |
|
Наибольший ход шпинделя, мм |
250 |
|
Расстояние от торца шпинделя, мм |
|
|
до стола |
30-750 |
|
до плиты |
700-1120 |
|
Наибольшее перемещение сверлильной головки, мм |
170 |
|
Перемещение шпинделя за один оборот штурвала, мм |
122,46 |
|
Рабочая поверхность стола |
450х500 |
|
Наибольший ход стола, мм |
300 |
|
Установочный размер Т-образных пазов в столе |
|
|
центрального |
18Н9 |
|
крайних |
18Н11 |
|
Расстояние между двумя Т-образными пазами, мм |
100 |
|
Количество скоростей шпинделя |
12 |
|
Пределы частоты вращения шпинделя, мин-1 |
31,5-1400 |
|
Количество подач |
9 |
|
Пределы подач, мм/об |
0,1-1,6 |
|
Наибольшее количество нарезаемых отверстий в час |
55 |
|
Управление циклами работы |
Ручное |
|
Габаритные размеры, мм |
|
|
высота |
2535 |
|
ширина |
825 |
|
длина |
1030 |
|
Масса , кг |
1200 |
Вертикально-сверлильный станок 2С135 (аналог 2Н135, 2Н135Л, 2Л125, ZN5035А)
Описание вертикально-сверлильного станка 2С135
|
Технические характеристики |
ZN5035A |
|
Максимальный диаметр сверления и нарезания резьбы, мм |
ф35/м20 |
|
Ход шпинделя,мм |
160 |
|
Макс. |
320 |
|
Конец шпинделя (конус Морзе) |
MT4 |
|
Макс. расстояние от шпинделя до поверхности рабочего стола, мм |
585 |
|
Макс.расстояние от шпинделя до рабочей поверхности опорной плиты,мм |
1140 |
|
Макс.перемещение коробки шпинделя,мм |
— |
|
Макс.перемещение рабочего стола и кронштейна,мм |
545 |
|
Угол поворота рабочего стола,град. |
±45 |
|
Диапазон частот вращения шпинделя,об/мин |
125-3030 |
|
Мощность двигателя кВт (50HZ) |
1,0/1,2 |
|
Скорость вращения шпинделя (шаг) |
12 |
|
Количество механических подач |
3 |
|
Диапазон механических подач шпинделя,мм/об |
0,1-0,3 |
|
Размеры рабочего стола,мм |
500х420 |
|
Эффективная рабочая обл. |
400×360 |
|
Диаметр колонны,мм |
ф120 |
|
Размер в упаковке, мм |
940x580x2290 |
|
Размер станка,мм |
835х510х1730 |
|
Вес нетто/брутто, кг |
430/470 |
 расст. от шпинделя до образующей колонны,мм
расст. от шпинделя до образующей колонны,мм рабочего стола,мм
рабочего стола,ммВертикально-сверлильный станок 2С135 КНР предназначен для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Выполняет операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками, фрезерования.
Особенности 2С135:
· Автоматизированная подача пиноли шпинделя;
· Откидной подъемный стол;
· Механизм настройки глубины сверления состоит из корпуса переключателя, муфты, ручек управления лимба и является составной частью сверлильной головки и предназначен для выполнения следующих операций:
-включения, отключения подачи;
-автоматического отключения подачи;
-задание определенной глубины резания;
-ручная подача;
· Настройка глубины сверления производится фиксатором, путем его зацепления с лимбом. При достижении установленной глубины сверления кулачок упирается в упор и скосом разъединяет зацепление муфты с червячным колесом.
· Оснащен системой СОЖ (система охлаждения).
Технические характеристики станка 2С132 | 2С132 |
Основные параметры станка | |
Наибольший диаметр сверления в стали 45 по ГОСТ 1050-88, мм | 35 |
Диаметр нарезания резьбы в стали 45 по ГОСТ 1050-88, мм | М3. |
Наибольшая высота заготовки, мм | 800 |
Рабочий стол | |
Максимальная нагрузка на стол (по центру), кг | 600 |
Размеры рабочей поверхности подъемного стола, мм | 500 х 500 |
Наибольший ход подъемного стола (ось Z), мм | 300 |
Число Т-образных пазов Размеры Т-образных пазов | 3 |
Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 500…750 |
Расстояние от оси шпинделя до направляющих стойки, мм | 300 |
Шпиндель | |
Наибольшее перемещение (установочное) шпиндельной головки, мм | 420 |
Наибольшее перемещение (ход) шпинделя, мм | 250 |
Перемещение шпинделя на одно деление лимба, мм | 1 |
Частота вращения шпинделя, об/мин | 31,5…1400 |
Количество скоростей шпинделя | 12 |
Наибольший допустимый крутящий момент, Нм | 400 |
Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Морзе 4 |
Механика станка | |
Число ступеней рабочих подач | 9 |
Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1. |
Управление циклами работы | Ручное |
Наибольшая допустимая сила подачи (осевое усилие на шпинделе)), Н | 1500 |
Динамическое торможение шпинделя | Есть |
Привод | |
Количество электродвигателей на станке | 2 |
Электродвигатель привода главного движения, кВт | 4 |
Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
Суммарная мощность электродвигателей, установленных на станке кВт | 4,12 |
Габариты и масса станка | |
Габариты станка (длина ширина высота), мм | 1050 х 850 х 3000 |
Масса станка, кг | 1400 |
 ..М33
..М33 ..1,6
..1,6Сверлильные работы на станке вертикально-сверлильном универсальном одношпиндельном 2Н135
Пределы скорости и подачи шпинделя позволяет обрабатывать различные виды отверстий с рациональными параметрами резания.
Доступен на станке с механической подачей шпинделя, если циклы ручного управления.
может обрабатывать детали самых разных размеров из различных материалов, используя инструмент из высокоуглеродистой и быстрорежущей стали и твердых сплавов.
Станки снабжены устройством реверсирования двигателя основного движения, позволяющим нарезать резьбовые метчики для ручной подачи шпинделя.
Технические характеристики станка 2Н135
| Название параметра | 2Н135 |
|---|---|
| Основные характеристики | |
| диаметр сверления по стали 45, мм | 35 |
| Наименьшее и наибольшее расстояние от вершины шпинделя до стола, мм | 30 . .. 750 .. 750 |
| Наименьшее и наибольшее расстояние от вершины шпинделя до пластины, мм | 700…1120 |
| Расстояние от вертикальной оси шпинделя до направляющей стойки (радиус) мм | 300 |
| Рабочий стол | |
| Максимальная нагрузка на стол (центр), кг | |
| Размеры рабочей поверхности стола, мм | 450 х 500 |
| Количество Т-образный паз Размер Т-образный паз | 3 |
| Максимальный вертикальный ход стола (ось Z), мм | 300 |
| перемещение стола за один оборот ручки, мм | |
| Шпиндель | |
| максимальное перемещение (установочная) шпиндельной головки, мм | 170 |
| максимальный рабочий ход (ход) шпинделя, мм | 250 |
| шпиндель Перемещение на одно деление лимба, мм | 1,0 |
| шпиндель Перемещение маховика на оборот, мм | 122,46 |
| Частота вращения шпинделя, об / мин | 31,5…1400 |
| Количество скоростей шпинделя | 12 |
| максимальный крутящий момент Нм | 400 |
| Конический шпиндель | Морзе 4 |
| Механика станка | |
| Количество ступеней рабочей подачи | 9 |
| Ограничивает вертикальную рабочую подачу на оборот шпинделя, мм | 0,1…1,6 |
| Циклы управления | Руководство |
| максимальная мощность, кН | 15 |
| Шпиндель динамического тормоза | E |
| Привод | |
| Электродвигатель главного привода, кВт | 4,0 |
| Электронасос охлаждающей жидкости Тип | x14-22M |
| Размер станка | |
| Габаритные размеры станка, мм | 2535 х 825 х 1030 |
| Масса станка, кг | 1200 |
Отзывов о продукте пока нет. Вы можете оставить свое заполнение формы.
Вы можете оставить свое заполнение формы.
WL18-2N135 | SICK
WL18-2N135 | БОЛЬНОЙТип: WL18-2N135
Номер детали: 1012911
Паспорт продукта английский Чешский Датский Немецкий испанский Финский французкий язык Итальянский Японский Корейский нидерландский язык Польский португальский русский Шведский турецкий Традиционный китайский Китайский
Копировать короткую ссылкуТехнические детали
Загрузок
Аксессуары
Таможенные данные
Характеристики
Датчик / принцип обнаружения Фотоэлектрический световозвращающий датчик Размеры (Ш x В x Г) 17 мм x 75 мм x 32.5 мм Тип корпуса (световое излучение) Прямоугольный Дальность срабатывания макс. 0 м … 7 м 1) Дальность срабатывания 0 м … 5 м 1) Тип света Видимый красный свет Источник света Светодиод Регулировка Потенциометр
Механика / электроника
Напряжение питания 10 В пост… 30 В постоянного тока Пульсация pp Потребляемая мощность 25 мА 1) Коммутационный выход NPN Режим переключения Переключение света / темноты Время отклика 2) Тип подключения Кабель, 5 м 3) Сечение проводника 0,25 мм² Материал корпуса Пластик, ABS Материал оптики Пластик, PMMA Степень защиты корпуса IP65 Рабочая температура окружающей среды –40 ° C. .. +60 ° CТемпература окружающей среды при хранении –40 ° C … +75 ° C Номер файла UL NRKH.E181493 и NRKH7.E181493
Технические чертежи
Габаритный чертеж
Возможны корректировки
 .. +60 ° C
.. +60 ° CПожалуйста, подождите…
Ваш запрос обрабатывается и может занять несколько секунд.
Замена батареидля Dell 7F948 BAT-I2600 BAT3151L8 2N135 8F967 8F871 312-0022 461-7299
Мы специализируемся на предоставлении высококачественных аккумуляторов и сопутствующих аксессуаров. Этот новый аккумулятор для Dell 7F948 BAT-I2600 BAT3151L8 2N135 8F967 8F871 312-0022 461-7299 разработан для долговечной и стабильной работы. Он предоставляет годовую гарантию и прошел сертификацию безопасности CE / RoHS / ISO9001.Запечатанная упаковка, быстрая доставка и продуманное послепродажное обслуживание заставят вас чувствовать себя уверенно при покупке.Технические характеристики
| Тип продукта | Сменный аккумулятор |
| Тип элемента | Литий-ионный |
| Напряжение | 14,8 В |
| Емкость | 4400 мАч |
| Цвет | Черный |
| Совместимый номер детали | 2N135 312-0022 461-7299 7F948 |
| Совместимые модели | DELL series Inspiron 2600 Inspiron 2650 Smart PC100N Winbook N4 |
ПРИМЕЧАНИЕ: Убедитесь, что этот продукт точно подходит перед покупкой оригинальной модели Dell.
В связи с текущей ситуацией в мире поставки могут задерживаться, но будьте уверены, что ваш заказ будет доставлен вам. Благодарим вас за терпение в эти трудные времена.
Благодарим вас за терпение в эти трудные времена.
| Способы доставки | Доставка до | Расчетное время доставки |
|---|---|---|
PostNL | Великобритания | 20-40 рабочих дней |
USPS3 / CanadaPost | США, Канада | 20-30 рабочих дней |
AusPost / NZPost | Австралия, Новая Зеландия | 20-30 рабочих дней |
PostNL | Австрия, Бельгия, Чехия, Дания, Франция, Германия, Венгрия, Италия, Люксембург, Нидерланды, Норвегия, Польша, Португалия, Словакия, Испания, Швейцария, Ирландия | 22-40 рабочих дней |
17 Гусеница.нетто | Болгария, Хорватия, Эстония, Финляндия, Израиль, Греция, Латвия, Литва, Мальта, Монако, Румыния, Словения, Швеция | 22-40 рабочих дней |
17Track.net | Беларусь, Украина, Российская Федерация, Казахстан, Объединенные Арабские Эмираты | 25-40 рабочих дней |
17Track.net | Гонконг, Япония, Макао, Малайзия, Сингапур, Южная Корея, Тайвань Китай, Таиланд | 15-25 рабочих дней |
PayPal стал одним из крупнейших поставщиков платежных услуг в мире, сопоставимым с Visa и MasterCard. С PayPal вы можете принимать как кредитные карты, так и собственный способ оплаты PayPal.
Это быстрый и безопасный способ для клиентов оплаты в Интернете с помощью всех основных дебетовых и кредитных карт, банковских переводов в Интернете и платежей от владельцев счетов PayPal. Клиентам даже не нужен аккаунт PayPal для оплаты через PayPal.
30-дневная гарантия возврата денег
Мы обещаем, что новый аккумулятор можно использовать бесплатно в течение 30 дней, без прямого возврата.
Годовая гарантия
Мы предлагаем 12-месячную гарантию! А пока, если ваша батарея выйдет из строя из-за проблем с качеством, мы бесплатно заменим ее на новую.
100% безопасный платеж
Мы уделяем особое внимание защите личной информации о конфиденциальности, и мы предприняли все меры, чтобы ваши покупки были безопасными и надежными, покупайте сменный аккумулятор с уверенностью!
Поддержка 24/7
Наш сайт открыт 24 часа в сутки.
Q: «Мой заказ все еще поступает?»
С вашим заказом может быть небольшая задержка, но будьте уверены, он уже на пути к вам. Мы рекомендуем следить за обновлениями на веб-сайте вашей местной почтовой службы, чтобы узнать о текущем статусе службы доставки, так как это зависит от региона.
Q: «Какие дополнительные меры предосторожности приняты на складе?»
Было установлено, что вероятность заражения Covid-19 через отправленные товары очень мала.Мы принимаем все необходимые меры предосторожности в соответствии с рекомендациями CDC и ВОЗ.
- Мы ввели меры социального дистанцирования, соблюдая 6-футовое расстояние между каждой станцией.
- Мы увеличили количество запланированных чисток во всех наших центрах выполнения заказов
- Мы также распространяем СИЗ, такие как защитные маски и перчатки.
Q: «Бесконтактная доставка»
Некоторые местные службы доставки предпочитают использовать «бесконтактную доставку» – метод, при котором работник почты стучит в вашу дверь и оставляет посылку на пороге, а не передает ее. напрямую, чтобы избежать прямого контакта с людьми.
Q: Как хранить аккумулятор, если долго не будешь пользоваться?
Полностью зарядить или полностью разрядить аккумулятор при длительном хранении нереально. Риски безопасности будут возникать, если в полностью заряженном состоянии, в то время как блокировка защиты как ячеек, так и схемы управления будет деактивирована, если в полностью разряженном состоянии. Поэтому лучше хранить аккумулятор наполовину полностью заряженным в прохладном сухом месте. Оптимальная температура хранения – 20 градусов Цельсия.
Риски безопасности будут возникать, если в полностью заряженном состоянии, в то время как блокировка защиты как ячеек, так и схемы управления будет деактивирована, если в полностью разряженном состоянии. Поэтому лучше хранить аккумулятор наполовину полностью заряженным в прохладном сухом месте. Оптимальная температура хранения – 20 градусов Цельсия.
Устанавливайте и запускайте аккумулятор как можно чаще (не реже одного раза в месяц), чтобы обеспечить его доступность и избежать утечки энергии.
Q: Как продлить срок службы аккумулятора?
Пожалуйста, полностью зарядите ноутбук перед первым использованием. Поскольку аккумулятор обычно поставляется в частично заряженном состоянии. Пожалуйста, циклически перезарядите аккумуляторную батарею: полностью зарядите (более 12 часов) и разрядите (менее 10%) 3-5 раз, чтобы достичь максимальной номинальной емкости.
Пожалуйста, не разряжайте аккумулятор до 0%, что является наиболее частой причиной неисправных аккумуляторов.Это приведет к повреждению аккумулятора, если ноутбук обычно работает на критическом уровне мощности (ниже 3%).
Зарядите аккумулятор, прежде чем он разрядится до 20%. Научно обосновано, что зарядка аккумулятора от 20% до 80% максимально продлит срок службы аккумулятора.
Если аккумулятор не будет использоваться в течение длительного времени, заряжайте его раз в месяц и поддерживайте уровень заряда более 50%, извлеките его из ноутбука и храните в антистатическом пакете в прохладном сухом месте.
Станочный парк – Турбоэнергоремонт: Турбоэнергоремонт
Станкостроительный парк
Есть:
• токарные станки с обработкой диаметром до 1000 мм и длиной до 5 м, в том числе с ЧПУ
• токарно-карусельные станки с размером патрона 1200 и 2500 мм
• буровое оборудование, в том числе радиальное с диаметром сверления до 50 мм
• расточные станки с размером стола до 1600х1600 и высотой подъема передней бабки до 2000, а также координатно-расточные станки с размером стола до 1000 мм
• станки фрезерные и долбежные, в том числе станки станиново-фрезерные с размером стола 1000 × 4000 мм
Комплектация и количество применяемого оборудования, машин и работ:
Многоосевой сверлильный станок | ||
Требования к статусу | 1. Наименование производителя: Куйбышевский завод многоосных сверлильных станков. | 2. Модель и мощность: 2Е460А, 8,5х2 кВт. |
3. Диаметр обработки: 1000х1600 мм. | ||
Многоосевой сверлильный станок | ||
Требования к статусу | 1. Наименование производителя: Самарское научно-производственное предприятие многоосевого расточного станка. | 2. Модель и мощность: КР-450М, 0,55 кВт. |
3. Диаметр обработки: 525х380 мм. | ||
Многоосевой сверлильный станок | ||
Требования к статусу | 1. Наименование производителя: Куйбышевский завод многоосных расточных станков. | 2. Модель и мощность: 2А450, 4,5 кВт. |
3. Диаметр обработки: 1100 х 630 мм. | ||
Горизонтально-расточной станок | ||
Требования к статусу | 1. Наименование производителя: Ленинградский станкостроительный завод им. Свердлова. | 2. Модель и мощность: 2620G, 10 кВт. |
3.n Диаметр обработки: 900 х 1120 мм. | ||
Вертикальный токарно-карусельный станок | ||
Статусные требования. | 1. Наименование производителя: Сединский станкостроительный завод. | 2. Модель и мощность: 1512, 30 кВт. |
Двухколонный токарно-карусельный стан | 3.
| |
Статусные требования. |
1. Наименование производителя: Коломенский завод тяжелого станкостроения. |
2. Модель и мощность: 1551, 110 кВт. |
3. Диаметр обработки: 5000 мм. | ||
.jpg)
 Диаметр обработки: 1250 мм.
Диаметр обработки: 1250 мм.Станок токарно-винторезный | ||
Статусные требования. | 1. Наименование производителя: Рязанский станкостроительный завод. | 2. Модель и мощность: 1М65, 22 кВт. |
3. Диаметр обработки: 1000 мм. | ||
Станок токарно-винторезный | ||
Статусные требования. | 1. Наименование производителя: Рязанский станкостроительный завод. | 2. Модель и мощность: 1М63, 13 кВт. |
3. Диаметр обработки: 630 мм. | ||
Станок токарно-винторезный | ||
Статусные требования. | 1. Наименование производителя: Московский станкостроительный завод им. Ефремова «Красный пролетарий» | 2.Модель и мощность: 16К20, 11 кВт. |
3. Диаметр обработки: 400 мм. | ||
Универсальный фрезерный станок для колен | ||
Статусные требования. | 1. Наименование производителя: Дмитровский завод фрезерных станков | 2.Модель и мощность: 6Д81Ч, 9,32 кВт. |
3. Диаметр обработки: 315х1250 мм. | ||
Вертикальный токарный станок | ||
Статусные требования. | 1. Название производителя: Fritz Heckert. | 2. Модель и мощность: FSS350ТС-06, 5,5 кВт. |
3.Диаметр обработки: 250 х 1250 мм. | ||
Вертикальный токарный станок | ||
Статусные требования. | 1. Наименование производителя: Горьковский завод фрезерных станков. | 2. Модель и мощность: 6М13П, 13,125 кВт. |
3. Диаметр обработки: 1600 х 400 мм. | ||

Станок горизонтально-фрезерный | ||
Статусные требования. | 1. Наименование производителя: Горьковский завод фрезерных станков. | 2. Модель и мощность: 6Т83Г, 14,37 кВт. |
3. Диаметр обработки: 1600 х 400 мм. | ||
Вертикальный токарный станок | ||
Статусные требования. | 1. Наименование производителя: Горьковский завод фрезерных станков. | 2. Модель и мощность: 6Т13-29, 14,37 кВт. |
3. Диаметр обработки: 1600 х 400 мм. | ||
Торцевое шлифование | ||
Статусные требования. | 1. Наименование производителя: Липецкий станкостроительный завод | 2. Модель и мощность: 3L722V, 18,25 кВт. |
3. Диаметр обработки: 1250 х 320 х 400 мм. | ||
Вертикальный долбежный станок | ||
Статусные требования. | 1. Наименование производителя: Чкаловский станкостроительный завод. | 2. Модель и мощность: 7417 |
3.Диаметр обработки: 170 мм. | ||
Прижимная машина | ||
Статусные требования. | 1. Наименование производителя: VEB Werkzeugmaschinenfabrik Zeulenroda | 2. Модель и мощность: ВЭБ, 11 кВт. |
3.Диаметр обработки: 250 тс. | ||
Печь камерная для термообработки | ||
Статусные требования. | 1. Наименование производителя: НПП «Теплоприбор» (Россия). | 2. Модель и мощность: ПКТ-1,2-180, 25 кВт. |
3. Диаметр обработки: 1200 ° С. | ||

Количество станков:
Инструмент токарный 1к62 |
Станок шлифовальный горизонтальный 3г72 |
Станок круглошлифовальный 3а64д |
Инструмент токарный 1Ч611П |
Вертикальный токарный стан Маргита |
Станок токарный вертикальный 6П80Ш «Вильнюс» |
DMG Mori Seiki CTX 450 EKOLINE |
Yamazaki MAZAK Quick Turn Smart 100 MS |
Yamazaki MAZAK Quick Turn Smart 200 мл |
Yamazaki MAZAK Вертикальный центр smart 530 |
Набор для проверки давления воды и воздуха |
Станок вертикально-сверлильный 2Н135, 1986 |
Кромкооблицовочный станок Casadei KS21 |
Кромкооблицовочный станок Turanlar T-EB 130 |
Ленточная пила Metal Master BSG-220 |
Ленточная пила Metal Master BSG-220 |
Ленточная пила Metal Master BSG-220 |
Пила Mini Max C30 Genius |
Ножницы гильотинные НД3316Г, № 7800-210000 |
Переносной фильтр-вентилятор ФМАС-1800УМ (30м2ф / э)) |
Подъемник ножничный LM WPSM-030-030 |
Гидравлический пресс P 6326 |
Устройство проверки выравнивания Karl Zeiss с отметками 7 |
Маркировочная пила 1000 * 1500 |
Точечная сварка пола электродами ARO |
Панельно-расточной станок MZ42 |
Станок сверлильный на магнитной основе d 12-55мм, КМЗ, обратный – ESO. |
Сканер Colortrac SmartLF SC Xpess 36c 01Н064 |
Станок горизонтально-расточной 2622В |
Ленточная пила Pilous ARG 400 Plus S.A.F. подержанные |
Станок радиально-сверлильный модели 2М55 |
Станок фрезерный 6М13CN-2 |
Станок фрезерный 6М13П б / у |
Станок фрезерный 6Р82Ш |
Станок фрезерный 6Р83Ш |
Фрезерный станок FSS400 Hechert |
Станок фрезерный ГФ2171С5 |
Сварочный стенд предоставлен 2000 * 1000 * 100 |
Сварочный стенд в комплекте 2000 * 1000 * 100 (1) |
Сварочный стенд в комплекте 2000 * 1000 * 100 (2) |
Инструмент токарный 16К20 б / у |
Инструмент токарный 16К20, 1974 г. |
Инструмент токарный 16К20, 1974 г. |
Универсальный фрезерный станок |
Пила с подвижным столом |
Пила с продольным столом MiniMfx Formula S30 |
Станок фрезерный 6Т12-1, № 918-320000 |
Станок фрезерный V75 1962 |
Станок фрезерный ЗИФ 6Т12-1, 1987 г. |
Станок фрезерный с ЧПУ «Мегаплот» |
Цепная пила по бетону STIHL GS 461, 40 GBM |
Печь сопротивления 400х800х400 мм, 700 С |
Печь сопротивления 500х900х500 мм, 1150 С |
Токарный блок: ИЖ 250 |
Токарный блок: 16K20 |
Токарный блок: VDF 36S |
Узел токарный: 1М63 |
Узел токарный: 1М64 |
Токарный агрегат: вертикальный токарно-карусельный стан 1508 |
Группа фрезерных станков: JET |
Группа фрезерных станков: ВМ127 |
Группа фрезерных станков: MANO 1000 |
Группа фрезерных станков: 6Т83Г |
Сверлильные станки: TOS W9 |
Сверлильные станки: 2Д450 |
Шлифовальные станки: 3Л722 |
Станок долбежный вертикальный 7А420 |
Трехвалковые валки IB2213 |
Трехвалковые ролики IB2219 |
Ножницы гильотинные ScTP 16х3150 |
Ножницы гильотинные ScTP 10х2500 |
Миллер Мигматик 383 |
Сварог (Jasic) TIG 315 P, МНОГОЛН. |
Сварог (Яшич) REAL CUT 90 |
 55-Т
55-Т ВОЛН. / ПОСТОЯН. (E202)
ВОЛН. / ПОСТОЯН. (E202)ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛИ «ВСТАВКА» И СБОРКА ФОРМЫ ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ
СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЯ
КОМПОНЕНТОВ: ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛИ В СБОРЕ В УСТАНОВКЕ
Реферат: В статье представлен технологический процесс изготовления формовочной детали «Вставка» и сборка пресс-формы для литья под давлением
детали «Крышка рычага стеклоочистителя».Обращено внимание на описание
рекомендуемого технологического оборудования, оснастки и способов механической обработки, электроэрозионной обработки
и термообработки заготовки.
Ключевые слова: деталь, станок, операция, деталь.
Язык: английский
Образец цитирования: Чемезов Д. (2018) СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЕЙ
КОМПОНЕНТОВ: ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛИ «ВСТАВКА» И СБОРКА ФОРМЫ
ДЛЯ ВПРЫСКА.ISJ Теоретические и прикладные науки, 04 (60): 1-8.
Soi: http://soi.org/1.1/TAS-04-60-1 Doi: https://dx.doi.org/10.15863/TAS.2018.04.60.1
Введение
Массовое производство второстепенных деталей автомобиля
(в основном из пластика) осуществляется литьем в специальные формы
. Процесс изготовления пресс-формы для литья под давлением
занимает много времени и составляет
, состоящий из ряда технологических этапов: проектирование пресс-формы
, изготовление деталей пресс-формы, сборка
и испытание пресс-формы.Формующие детали пресс-формы
требуют особой точности изготовления.
Деталь «Вкладыш» используется для формирования отверстия под фитинг
в крышке рычага стеклоочистителя на автомобилях «УралАЗ» [1].
Рычаг стеклоочистителя крепится гайкой к валу механизма стеклоочистителя
. Гайка закрывается черной пластмассовой крышкой
почти квадратной формы.
Общий вид крышки рычага стеклоочистителя для автомобилей
«УралАЗ» представлен на рис. 1.
1.
Рисунок 1 – Общий вид крышки рычага стеклоочистителя для автомобилей «УралАЗ».
Деталь «Крышка рычага стеклоочистителя» изготовлена методом литья под давлением
из полиамида PA6-GF30, модифицированного
добавлением 30% стекловолокна. Добавление стекловолокна
значительно увеличивает твердость, жесткость и износостойкость
детали. Полиамид PA6-GF30
применяется для изготовления деталей, работающих при повышенных температурах
и значительных механических нагрузках.
Особенности обработки формовочных деталей пресс-формы
и пресс-формы для литья под давлением
Деталь «Крышка рычага стеклоочистителя» можно представить
после анализа всех этапов производственного процесса
изготовления рассматриваемого автомобильного компонента
.
Иван (Джек) Сэддлер
Полупроводниковая промышленность с ее многочисленными дочерними предприятиями существует достаточно долго, и теперь мы пытаемся вести хронику ее истории.Ряд статей документируют технический прогресс. Развитие отрасли было достигнуто и осуществляется людьми, преданными изобретениям, технологиям, доходам, славе и месту в истории. Со всеми этими побуждениями они все же люди, и у них есть как слабости, так и успехи. Эта статья поможет нам вспомнить человеческую сторону роста этой очень важной отрасли. Моя точка зрения на первые дни внедрения полупроводников в качестве замены электронных ламп в электронную промышленность принадлежит RCA.Угроза того, что вместо электронных ламп появятся какие-то твердотельные элементы, заставила руководство RCA сесть и обратить на это внимание. В 1950 году компания была доминирующим производителем электронных ламп в мире. Добавьте к этому тот факт, что генерал Дэвид Сарнофф, президент, председатель совета директоров и духовный лидер, был техническим провидцем, который чувствовал инновации, и вы найдете атмосферу для изобретений. Свидетельством тому является тот факт, что RCA широко использовалась в глобальных коммуникациях с коммерческими записями, звукозаписи для фильмов, телевидении, цветном телевидении, сканирующей электронной микроскопии и компьютерах для бизнеса. Нетрудно понять, что RCA пришлось заняться полупроводниковым бизнесом.
Нетрудно понять, что RCA пришлось заняться полупроводниковым бизнесом.
Первая попытка RCA была прыщавой на рынке трубок. Доктору Алану Гловеру было поручено возглавить развитие технической компетенции, а также организацию бизнеса. Единственным проверенным полупроводником в то время был точечный транзистор. Технические специалисты в RCA решили применить похожий, но усовершенствованный подход. Они использовали бы вертикально ориентированную пластину из монокристаллического германия, которая служила бы основой и приводила бы заостренные провода с обеих сторон в контакт с основанием.Эти провода были сделаны из материала, который обеспечивал бы легирующую добавку при плавлении с основанием. Насколько я помню, провода были из фосфористой бронзы. Проволока обеспечивала необходимый материал n + для компенсации легирования базового материала бором (p). Сплав проводов осуществлялся разрядом конденсатора между эмиттером и базой, а затем между коллектором и базой. Затем машина, которая сформировала эти переходы, использовалась для проверки усиления прямого тока постоянного тока (бета). Однажды, путешествуя по операции, я наблюдал, как работают операторы узловых станций.Рядом с каждой машиной стояли два пластиковых ведра. Контейнер для брака был намного больше, чем для хороших запчастей. Потенциальные транзисторы были заключены в прозрачный пластик перед формированием перехода. Очевидно, тогда важность света как генератора носителей не волновала. Незадолго до того, как RCA прекратили производство германиевых транзисторов таким способом.
RCA хорошо продвигала свою продукцию. Когда они получали некоторый объем транзисторов с производственной линии, упомянутой в предыдущем абзаце, они созвали пресс-конференцию в Принстонском исследовательском центре RCA.Представители прессы знали, что конференция была посвящена объявлению о вступлении корпораций в полупроводниковый бизнес. Подвальный зал был заполнен до отказа представителями прессы. После официального объявления была сессия вопросов и ответов.
Когда один журналист спросил, какова цена транзисторов, в комнате воцарилась тишина. Этот вопрос был у всех на уме. Прежде чем парень из RCA смог ответить кому-то, сработали наручные часы с будильником. Это почти сорвало встречу.
Чувствуя необходимость более пристального внимания к полупроводниковому бизнесу, компания построила в Сомервилле, штат Нью-Джерси, завод по производству полупроводников. Это здание было одним из первых, спроектированных специально для нужд этой развивающейся отрасли. Еще в конце 1950-х годов было известно, что пыль – враг. Электрофильтры, которые обрабатывали поступающий на завод воздух, были слышны на входе сотрудников на завод. В Нью-Джерси всегда было влажно, и почти всегда можно было услышать искры.Я считаю, что RCA выбрала Сомервилль из-за его близости к Принстону, где располагались исследовательские лаборатории RCA.
На заре развития полупроводниковой промышленности правительство в лице Министерства обороны сильно повлияло на направление развития отрасли. Это было достигнуто за счет контрактов на исследования и разработки, а также заказов от производителей электронного оборудования, использующего полупроводники, разработанного в рамках государственных контрактов. RCA получила контракт на разработку автоматизированной линии по производству транзисторов из германиевого сплава.Каждый сегмент производственной линии был хорошо продуман и хорошо зарекомендовал себя. Линия почти не выходила из строя, потому что было трудно обеспечить одновременную работу всех элементов линии. Это был первый раз, когда мы осознали необходимость буферной памяти между процессами. В полупроводниковой промышленности мы часто учимся не только на успехах, но и на ошибках. Неудачи – это просто ответы «нет».
Один из ответов «нет», который мучил RCA, заключался в том, следует ли переводить производство с германия на кремний.Вооруженные силы требовали кремниевых транзисторов из-за их способности работать при более высоких температурах. Bell Labs сделала несколько транзисторов из кремния. Одного проницательного маркетолога из RCA Semiconductor попросили изучить и сообщить его рекомендации относительно того, должна ли RCA получить возможность для кремниевых полупроводников. Его исследование показало, что RCA следует избегать этого материала, потому что он может быть полезен только в военных целях. В конечном итоге вооруженные силы составят лишь небольшую часть рынка.Он был наполовину прав. Этого недостаточно. Вскоре он ушел из полупроводниковой промышленности и занялся производством стали, например, той, что используется для антенных вышек. Можно утверждать, что вера в этот отчет привела к тому, что RCA стала крайне малой частью отрасли, в то время как Texas Instruments безоговорочно приняла кремний и адаптировалась к технологии, которая последовала за точечно-контактными транзисторами. Для кремния это был выращенный переходный транзистор. Это была действительно сложная технология, но она продвинула отрасль в область высоких частот.Одно из первых, если не самое раннее, портативное транзисторное радиоприемник для радиовещания было создано известным часовщиком,
Булова. В радиоприемнике использовались транзисторы серии 2N135, все из которых были выращенными переходами.
Bell Labs сделала несколько транзисторов из кремния. Одного проницательного маркетолога из RCA Semiconductor попросили изучить и сообщить его рекомендации относительно того, должна ли RCA получить возможность для кремниевых полупроводников. Его исследование показало, что RCA следует избегать этого материала, потому что он может быть полезен только в военных целях. В конечном итоге вооруженные силы составят лишь небольшую часть рынка.Он был наполовину прав. Этого недостаточно. Вскоре он ушел из полупроводниковой промышленности и занялся производством стали, например, той, что используется для антенных вышек. Можно утверждать, что вера в этот отчет привела к тому, что RCA стала крайне малой частью отрасли, в то время как Texas Instruments безоговорочно приняла кремний и адаптировалась к технологии, которая последовала за точечно-контактными транзисторами. Для кремния это был выращенный переходный транзистор. Это была действительно сложная технология, но она продвинула отрасль в область высоких частот.Одно из первых, если не самое раннее, портативное транзисторное радиоприемник для радиовещания было создано известным часовщиком,
Булова. В радиоприемнике использовались транзисторы серии 2N135, все из которых были выращенными переходами.
Одним из преимуществ выращенного транзистора с переходом было то, что основание теоретически можно было сделать толщиной всего в несколько решеток, позволяя основной массе неосновных носителей проходить через базу до того, как произошла рекомбинация.
На практике все было не так просто. Ученые из Lansdale Transistor, подразделения
Филко, в том числе молодой инженер по имени Клэр Торнтон, нашли другой способ создания тонких сечений основания.Они электрохимически протравили пластину германия, которая должна была стать основой. Струя химического травителя с электрическим смещением была направлена на обе стороны плиты. Когда пластина монокристаллического германия стала достаточно тонкой (прозрачной для видимого света), травление было остановлено, и эмиттерная и коллекторная проволоки были сплавлены с пластиной. Хотя этот процесс также был трудным для управления, он все же произвел транзисторы, которые могли работать с разумным усилением выше 30 МГц. Эти транзисторы были включены в
Backpack радио AN / PRC 25 о корейской войне.Миллионы этих транзисторов были использованы, хотя Лэнсдейл исчез со сцены и был заменен лицензиатом Спрагом. Позже Motorola с несколько более щадящим процессом – строительством мезы – обеспечивала большую часть военных и промышленных нужд. В настоящее время доктор Торнтон работает в Командовании по исследованиям и разработкам в области электроники армии, возглавляя организацию, которая исследует новейшие концепции будущего использования полупроводников.
Хотя этот процесс также был трудным для управления, он все же произвел транзисторы, которые могли работать с разумным усилением выше 30 МГц. Эти транзисторы были включены в
Backpack радио AN / PRC 25 о корейской войне.Миллионы этих транзисторов были использованы, хотя Лэнсдейл исчез со сцены и был заменен лицензиатом Спрагом. Позже Motorola с несколько более щадящим процессом – строительством мезы – обеспечивала большую часть военных и промышленных нужд. В настоящее время доктор Торнтон работает в Командовании по исследованиям и разработкам в области электроники армии, возглавляя организацию, которая исследует новейшие концепции будущего использования полупроводников.
Роль RCA в развитии цветного телевидения была уникальной. Когда появился спрос на цветное телевидение, было два главных героя.Это были CBS и RCA. Системой CBS руководил доктор Питер.
Золотая марка. Гуру RCAs был д-р Эл Голдсмит. Эти два ученых были похожи на бездомную кошку и бычью собаку. Доктор Голдсмит считал доктора Голдмарка нечестным в интеллектуальном плане (я цитирую его), и доктор Голдмарк имел аналогичные мысли об Эле Голдсмите. Федеральная комиссия по связи (FCC) после некоторых требований промышленности предложила конкурсные демонстрации всех систем, которые будут продемонстрированы в Вашингтоне, округ Колумбия. Система CBS использовала большой (обычно более трех футов в диаметре) вращающийся диск между сценой и камерой.Обычным фотоаппаратом в то время был Image Orthicon. Диск содержал серию спиральных линз и последовательных цветовых фильтров. Ресивер и, в меньшей степени, домашний диск дублировали студийную настройку. Цветные поля отправлялись последовательно, и синхронизация между передатчиком и приемником была необходима, чтобы иметь правильный цветной фильтр на кинескопе в нужный момент. У системы было одно большое преимущество. Он был совместим с существующими черно-белыми телевизионными приемниками.Поскольку они не получали и не нуждались в информации о цвете, они работали так, как раньше. Основным недостатком было то, что в то время последовательные цветные фильтры должны были быть того же размера, что и кинескоп. Представьте себе диск, содержащий последовательные красные, зеленые и синие фильтры с диагональю 14 дюймов, вращающиеся так, чтобы три цвета отображались на черно-белой трубке каждые 1/30 секунды. RCA продемонстрировала большой шкаф, содержащий три отдельных кинескопа, дихроичный фильтры и зеркала.Изображения накладывались друг на друга для создания цветного рисунка. Система ни с чем не была совместима. FCC выбрала систему CBS, которая была стандартом цветного телевидения в течение года или более.
Основным недостатком было то, что в то время последовательные цветные фильтры должны были быть того же размера, что и кинескоп. Представьте себе диск, содержащий последовательные красные, зеленые и синие фильтры с диагональю 14 дюймов, вращающиеся так, чтобы три цвета отображались на черно-белой трубке каждые 1/30 секунды. RCA продемонстрировала большой шкаф, содержащий три отдельных кинескопа, дихроичный фильтры и зеркала.Изображения накладывались друг на друга для создания цветного рисунка. Система ни с чем не была совместима. FCC выбрала систему CBS, которая была стандартом цветного телевидения в течение года или более.
Когда генерал Сарнофф услышал решение Федеральной комиссии по связи, он позвонил доктору Голдсмиту по телефону и сказал: «Изобретите цветное телевидение». Эта история исходит от доктора Голдсмита и правдоподобна. Рассказывая эту историю, Ал весь день размышлял о способах представления информации о цвете и перечислил около 17. Его беспокоил цветной кинескоп.
Поработав над идеями, он сузил свой выбор до четырех, которые, по его мнению, были наиболее жизнеспособными. Те RCA поданы как патентные заявки. Одной из четырех была система теневых масок с тремя пушками, которая до сих пор является доминирующим типом кинескопов.
Цветная трубка была доведена до совершенства, сначала как трубка металл-стекло 15 дюймов, а затем 21 дюйм стекла. Несмотря на тщательный подбор материалов, оставалась разница в коэффициенте линейного расширения между стеклом и сталью оболочки.Из-за циклического нагрева, вызванного включением и выключением устройства, некоторые лампы стали негерметичными и больше не могли поддерживать генерацию трех электронных лучей. Первый полностью стеклянный кинескоп прямоугольной формы был настоящим чудом техники. Лицевая панель с триадами цветов люминофоров и прецизионно вытравленная теневая маска была изготовлена, а затем соединена с пушками и ускоряющей частью оболочки. Ланкастер, штат Пенсильвания, был источником этого развития.
Большинство потенциальных производителей цветных телевизоров объединились в добровольную кооперативную организацию под названием Национальный комитет по телевизионным стандартам (NTSC).Они очень тщательно проработали определение того, как система цветного телевидения может функционировать в качестве дополнения к существующей системе черно-белого телевидения в США. В этой системе использовалось 525 горизонтальных строк в кадре, причем половина строк в каждом поле составляла одну шестидесятую (почти) долю секунды. Чередующиеся поля содержали нечетные и четные числа из 525 строк. Таким образом, каждая 1/30 секунды содержала полное изображение с чересстрочной разверткой по горизонтали. Передача видеосигнала по радио включала обрезание почти всей одной боковой полосы (теперь это называется передачей рудиментарной боковой полосы).Ширина оставшейся боковой полосы составляла 4,5 МГц. Члены NTSC в ходе анализа обнаружили, что около предела в 4,5 МГц передавалось мало или совсем не передавалось информации. Они решили разместить информацию о цвете на поднесущей, между тем, где передавалась информация, около границы диапазона. Эта поднесущая была размещена на 3,579 МГц (плюс некоторые другие значащие числа) выше несущей. Поднесущая была модулирована информацией о цвете в очень компактной форме. Для технического описания цвета требуется знание яркости (яркости) и цветности (цвета по абсолютной шкале).Цветность подразделяется на два атрибута: оттенок (цветовая температура) и насыщенность (интенсивность цвета серого). Члены NTSC знали, что система CBS не переживет потребности в улучшениях, и поэтому обратились в FCC с просьбой пересмотреть свое решение разрешить цветовую систему прялки.
FCC после многих слушаний отменила свое предыдущее решение и выбрала систему NTSC. И цветное телевидение заработало всерьез. Одним из первых пользователей цветного телевидения должен был стать Институт патологии Вооруженных сил.
(AFIP).Эта организация должна была стать источником патологической информации для всех вооруженных сил, а также учебной организацией для военных патологоанатомов. Планы предусматривали возможность предоставления цветных телевизионных изображений патологии и патологических процедур во всех классных комнатах, а также возможность передачи такой информации по обычным кабельным и микроволновым маршрутам по всему миру. Здание расположено на территории армейского госпиталя Уолтера Рида в Вашингтоне, округ Колумбия. Когда пришло время выбирать систему цветного телевидения, она была практически завершена.
Планы предусматривали возможность предоставления цветных телевизионных изображений патологии и патологических процедур во всех классных комнатах, а также возможность передачи такой информации по обычным кабельным и микроволновым маршрутам по всему миру. Здание расположено на территории армейского госпиталя Уолтера Рида в Вашингтоне, округ Колумбия. Когда пришло время выбирать систему цветного телевидения, она была практически завершена.
Поскольку телевидение было по большей части замкнутым, проблема совместимости не имела первостепенного значения. Полковник, возглавлявший AFIP, решил провести техническую конференцию в Институте, чтобы изучить возможности использования цветного телевидения в патологии и в то же время разрешить демонстрации конкурирующих систем, чтобы система могла быть выбрана для установки в здании. В расписании было два дня презентаций и демонстраций. Первый день должен был быть большим.Поздним утром с докладом должен был выступить доктор Эл Голдсмит, а затем доктор Питер.
Золотая марка. Голдсмит, естественно, был сторонником того, чтобы система NTSC была изобретателем кинескопа типа теневой маски. Столь же страстным поклонником системы CBS был Питер.
Золотая марка. Доктор Голдсмит, услышав приказ о выступлении, отказался явиться. После некоторой закулисной консультации мы с доктором Голдсмитом купили для меня бутерброды, безалкогольный напиток и молоко для него. Мы нашли кладовку, почти полную хвороста, и спрятались, заперев дверь, пока ели ланч.Сидеть на недоделанной осколочной доске было не совсем похоже на ресторан изысканной кухни, но цель была достигнута. Доктор Голдмарк выступил с презентацией до обеда. Доктор Голдсмит снова появился в 13:00 и выступил с речью. Более поздние демонстрации CBS и RCA позволили AFIP решить, какая система цветного телевидения будет использоваться. RCA выложился на полную, представив операцию по поводу подозрения на рак груди в Филадельфии. Узелок, удаленный из груди, замораживали, подвергали микротомированию и окрашивали. Окрашенный образец был показан в цвете под микроскопом. Патологоанатомы в Балтиморе изучили видеоизображение, переданное по кабелю, и решили, что узелок указывает на карциному. Мы в Вашингтоне могли увидеть операцию и обе стороны дискуссии между хирургом и патологами. На противоположном конце шкалы возможностей цветного телевидения оказался фильм о вскрытии трупа молодого слона из Вашингтонского зоопарка. Вскрытие трупа проводится для животных так же, как вскрытие для человека. Инструменты, правда, вместо скальпелей – мясные ножи и топоры.28-летний слон, по-видимому, умер от болезни легких. Врачи из Института патологии вооруженных сил решили, что система NTSC, вероятно, прослужит дольше, чем система CBS, и решили оснастить свое учреждение совместимой системой.
Окрашенный образец был показан в цвете под микроскопом. Патологоанатомы в Балтиморе изучили видеоизображение, переданное по кабелю, и решили, что узелок указывает на карциному. Мы в Вашингтоне могли увидеть операцию и обе стороны дискуссии между хирургом и патологами. На противоположном конце шкалы возможностей цветного телевидения оказался фильм о вскрытии трупа молодого слона из Вашингтонского зоопарка. Вскрытие трупа проводится для животных так же, как вскрытие для человека. Инструменты, правда, вместо скальпелей – мясные ножи и топоры.28-летний слон, по-видимому, умер от болезни легких. Врачи из Института патологии вооруженных сил решили, что система NTSC, вероятно, прослужит дольше, чем система CBS, и решили оснастить свое учреждение совместимой системой.
Эти истории показывают, что прогресс создается людьми, которые недовольны положением вещей. У техасцев есть подходящая поговорка: «Толстые собаки не охотятся». Больше о человеческой стороне технологического прогресса будет рассказано в будущих выпусках.-IRS
И действительно, его приняли и использовали повсюду Уолтер. Рид!
mitsui seiki j3gb цена
KUNARK HITECH MACHINING & SALES PVT.LTD.
Купля-продажа бывшего в употреблении горизонтального обрабатывающего центра MITSUI-SEIKI по торгам на оборудование.
Получить большеПродам координатно-шлифовальный станок Mitsui Seiki J3GB – YouTube
8 Ширина 18 Длина Mitsui-Seiki MSG-250MH ШЛИФОВАЛЬ ДЛЯ ПОВЕРХНОСТЕЙ, ТОЧНАЯ ПОДАЧА.0000, ID # 16759, марка Mitsui-Seiki, модель MSG-250MH выставлена на продажу на MachineKs.com Подержанный …
Получить большеJKGEARS / Mitsui Seiki 3GB-J3GB-Подержанный сверхмощный высокоскоростной джиг-прижим …
О компании Mitsui Seiki Kogyo Co. Ltd. в 1928 году, mitsui seiki co., Ltd. была создана с целью производства прецизионных измерительных устройств внутри страны и .. .
.
Координатно-шлифовальный станок MITSUI SEIKI J3GB – scgmachinery.com
Высокоскоростной 3-осевой вертикальный обрабатывающий центр Mitsui Seiki VT3A Приобретен Новый 1995 год 36 000 об / мин Шпиндель (плюс один запасной 36,000 в транспортировочном ящике) BT
Получить большеПодержанный станок MITSUI SEIKI JIG GRINDER на продажу – 45017
Получить большеПодержанные станки с ЧПУ на продажу | Premier Equipment Inc.
Mitsui Seiki, J3GB, Джиг-шлифовальный станок. Mitsui Seiki J3GB Координатно-шлифовальный станок. Просмотр страницы: 455. Код запроса. G5H-001. ID машины … Цена – Страна. Тайвань. Расположение. Taoyuan …
Получить большеMitsui Seiki Kogyo Co Ltd: Профиль компании – Bloomberg
Подержанная продукция Mitsui Seiki, оптовая продажа различных высококачественных подержанных продуктов Mitsui Seiki от мировых поставщиков подержанных товаров Mitsui Seiki и подержанных заводов Mitsui Seiki, импортеров, экспортеров. ..
Получить большеMitsui Seiki USA – Координатно-расточные станки, координатно-шлифовальные машины, горизонтальные…
О компании Mitsui Seiki Kogyo Co. Ltd. в 1928 году, mitsui seiki co., Ltd. была создана с целью производства прецизионных измерительных приборов и …
ПодробнееГоризонтальный обрабатывающий центр Mitsui-Seiki HU50A. Тип: … Производитель: Mitsui Seiki. Номер модели … Горизонтальный обрабатывающий центр Mitsui-Seiki HU50A. Тег: 16392 …
Получить большеГоризонтальный обрабатывающий центр Mitsui-Seiki HU50A Серийный номер 158
Сверхмощный координатно-шлифовальный станок с высокой частотой вращения… J3GB: Марка: Mitsui Seiki 3GB: Год: 0: Размеры: Мощность: Местоположение: Склад в Мумбаи, Индия: Категория:
Получить большеКоординатно-шлифовальный станок MITSUI SEIKI J3GB – scgmachinery.com
Подержанный MITSUI SEIKI HT4A HORIZONTAL ОБРАБАТЫВАЮЩИЙ ЦЕНТР на продажу Perfection Machinery Sales
Получить большеMitsui Seiki J3GB Координатно-шлифовальный станок для продажи – YouTube
Продукция МОДЕЛЬ HU50-5X С FANUC 30i ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ MITSUI SEIKI High Production Machinery Square Model HU50-5X поддоны.
Mitsui Seiki, Поставщики и производители Mitsui Seiki в …
Все бывшие в употреблении машины Mitsui Seiki на продажу. Наше оборудование можно увидеть под напряжением на нашем предприятии рядом с аэропортом О’Хара в Чикаго.
Get MoreMitsui Seiki, J3GB, Координатно-шлифовальный станок | Used Machinery.bz
Профиль компании и ключевые руководители Mitsui Seiki Kogyo Co Ltd (MTSKZ :-), включая описание, корпоративный адрес, руководство и контактную информацию.
Get Moreвинтовой воздушный компрессор, винтовой воздушный компрессор View, mitsui…
Япония. MITSUI & CO., LTD. (Головной офис) Северная Америка. Mitsui & Co. (США), Inc. Mitsui & Co. (Канада) Ltd. Центральная Америка и Южная Америка. Mitsui de Mexico, S …
Получить большеMitsui-Seiki Координатно-расточные станки с ЧПУ на продажу, новые и бывшие в употреблении …
MITSUI SEIKI HU40A – Торговец промышленными машинами, предлагает на продажу тысячи нового и бывшего в употреблении промышленного оборудования. Такие машины, как ЧПУ, токарные станки, фазопреобразователи …
ПодробнееJKGEARS / Mitsui Seiki 3GB-J3GB-Used Heavy Duty High RPM Jig…
Продам координатно-шлифовальный станок Mitsui Seiki J3GB … Высокоскоростной сверхточный VMC Mitsui Seiki VT-3A, оборудование Got, оборудование Prestige – Продолжительность: 6:15.
Get MoreMitsui Seiki, J3GB, Координатно-шлифовальный станок | Used Machinery.bz
MITSUI SEIKI MODEL #JBD BRIDGE TYPE JIG BORER: STOCK # 13870. Производитель Mitsui Seiki … и цены считаются правильными и должны использоваться только в качестве ориентировочных.
Получить большеUsedMitsuiSeikis.com – Рекомендуемая машина
Найдите отличные предложения на eBay для mitsui seiki makino.Делайте покупки с уверенностью.
Получить большеПродам джиг-шлифовальную машину Mitsui Seiki J3GB – YouTube
mitsuiseiki; mitsuiseiki. бренды, типы фильтров. бренды. abac; adicomp; Aerzner; согласен; aias; воздушный блок; такс воздуха; air tek; летчик; воздушный лабиринт; aircel; акром; almig; alup …
бренды, типы фильтров. бренды. abac; adicomp; Aerzner; согласен; aias; воздушный блок; такс воздуха; air tek; летчик; воздушный лабиринт; aircel; акром; almig; alup …
Mitsui Seiki – Wotol.com
Mitsui Seiki J3GB Координатно-шлифовальный станок для продажи … Mitsui Seiki VT-3A High-Speed Super-Precision VMC, Got Machinery, Prestige Equipment – Продолжительность: 6 : 15.
Получить большеПроизводители Mitsui Seiki | Поставщики Mitsui Seiki …
Mitsui Seiki J3GB координатно-шлифовальный станок для продажи … Запрашиваемая цена: по запросу … Mitsui HS-5A – Продолжительность: 4:36.
Получить большеmitsui seiki | eBay
Координатно-шлифовальный станок MITSUI SEIKI J3GB; Частые поисковые запросы. плоское фрезерование; Станок токарно-винторезный ARAD SN401; 1335; 2N135; 2240; коике; гидравлический пресс 630 тонн …
ПодробнееMITSUI & CO., LTD.
Сверхмощный шлифовальный станок с высокой частотой вращения … J3GB: Марка: Mitsui Seiki 3GB: Год: 0: Размеры: Мощность: Местоположение: Склад в Мумбаи, Индия: Категория:
Получить большеПодержанное оборудование Mitsui Seiki | Perfection Global
Подержанный MITSUI SEIKI JIG GRINDER на продажу – 45017 от Wigglesworth Machinery, T.R. в Бедфорде, Огайо,
Подробнее1982 Mitsui Seiki HR5B (Горизонтальный обрабатывающий центр …
Добро пожаловать на сайт UsedMitsuiSeikis.com, лучшее место для покупки и продажи подержанного оборудования в Интернете.Наше больше … ONE (1) 1997 MITSUI SEIKI HT-4A, 4-ОСЕВОЙ ЧПУ ГОРИЗОНТАЛЬНЫЙ
Получить больше8 Ширина 18 Длина Mitsui-Seiki MSG-250MH ШЛИФОВАЛЬ ДЛЯ ПОВЕРХНОСТЕЙ …
Подержанный Mitsui Seiki Инвентарь Подержанный Mitsui Seiki Продажа станков с чпу. Premier Equipment представляет собой самую современную торговую площадку с ЧПУ Mitsui Seiki в сети.
Получить больше