3В423 станок круглошлифовальный для перешлифовки шеек коленваловСхемы, описание, характеристики
Производитель универсального круглошлифовального станка для перешлифовки шеек коленвалов модели 3В423 – Лубенский станкостроительный завод в настоящее время ОАО «Шлифверст».
Завод “Феникс” основан в 1915 году и в 1918 году получил наименование “Коммунар”. С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3В423 станок круглошлифовальный для перешлифовки шеек коленвалов. Назначение и область применения
Круглошлифовальный станок 3В423 является дальнейшим усовершенствованием станка модели 3А423.
Шлифовальный станок 3В423 предназначен для перешлифовки коренных и шатунных шеек коленчатых валов длиной до 1600 мм и весом до 150 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.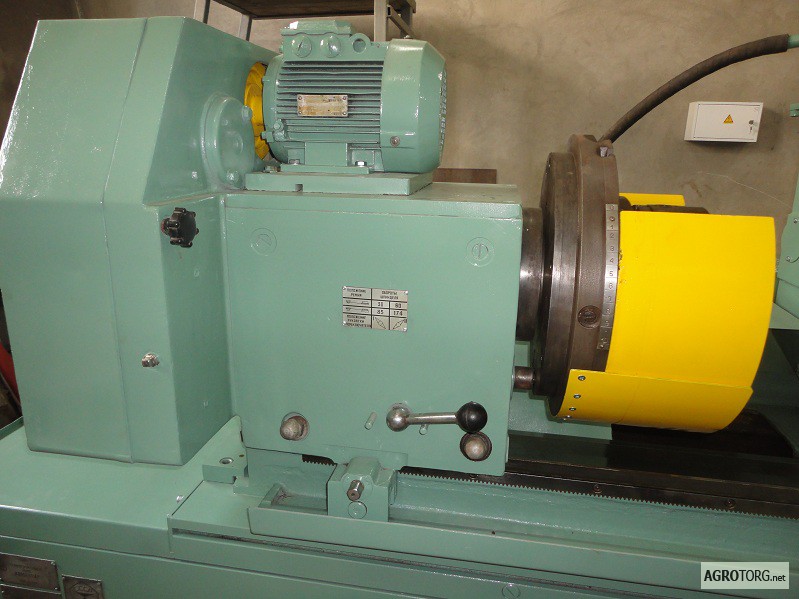
Станки 3В423 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Разработчик — лубенский станкостроительный завод «Коммунар».
Шлифование шеек коленчатых валов на круглошлифовальном станке
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
- допуск на диаметр 6 — 10 мкм
- допуск на некруглость и нецилиндричность 3 мкм
- шероховатость Ra = 0,63 мкм
- непараллельность осей коренных и шатунных шеек 6—8 мкм
Шлифование шеек коленчатых валов представляет значительные трудности из-за его сложной конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего отношения длины вала к диаметру шеек и поэтому пониженной его жесткости. Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
Габарит рабочего пространства станка 3В423 для перешлифовки коленвалов
Габарит рабочего пространства станка 3в423
Общий вид круглошлифовального станка 3В423
Фото круглошлифовального станка 3в423
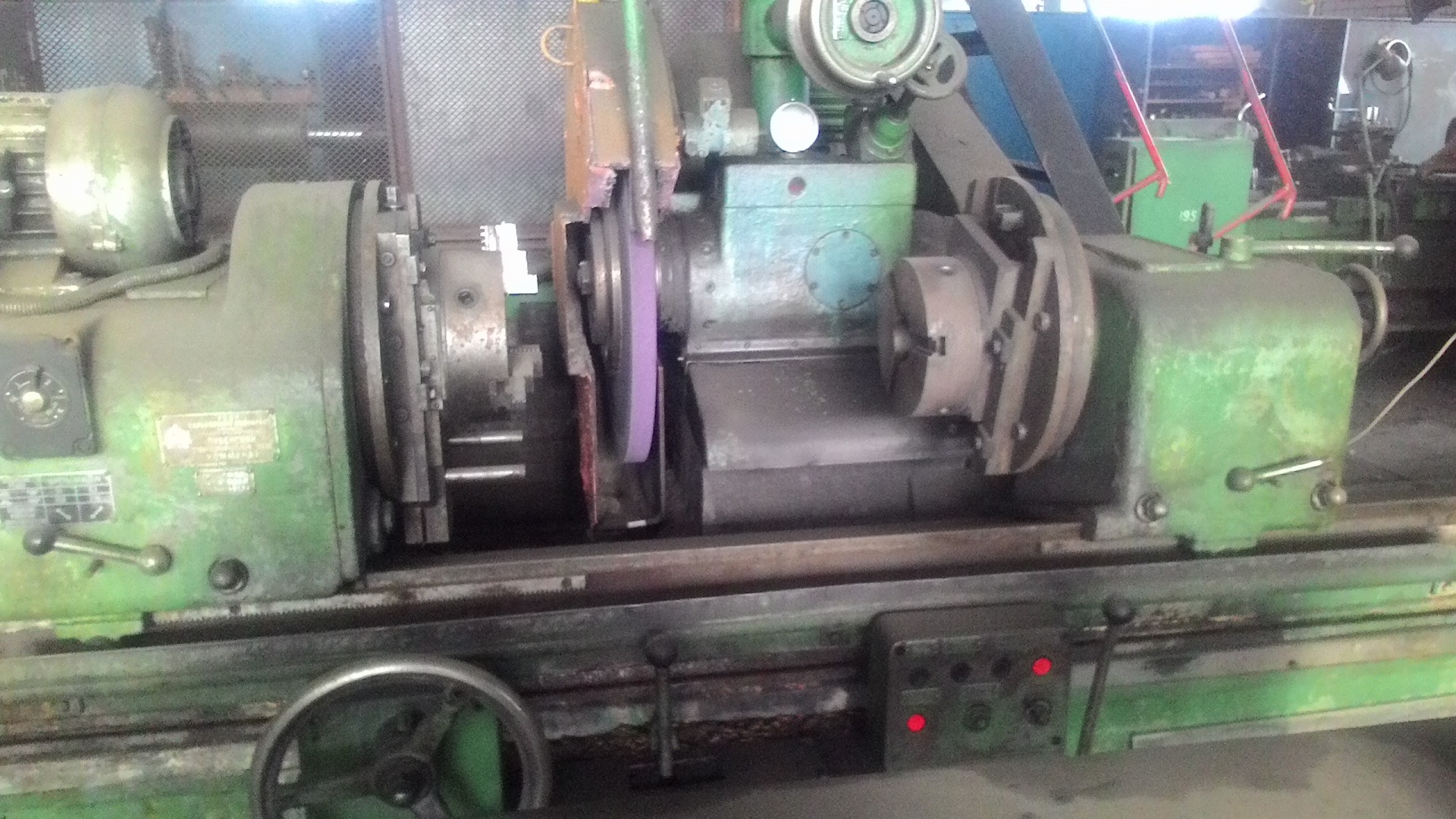
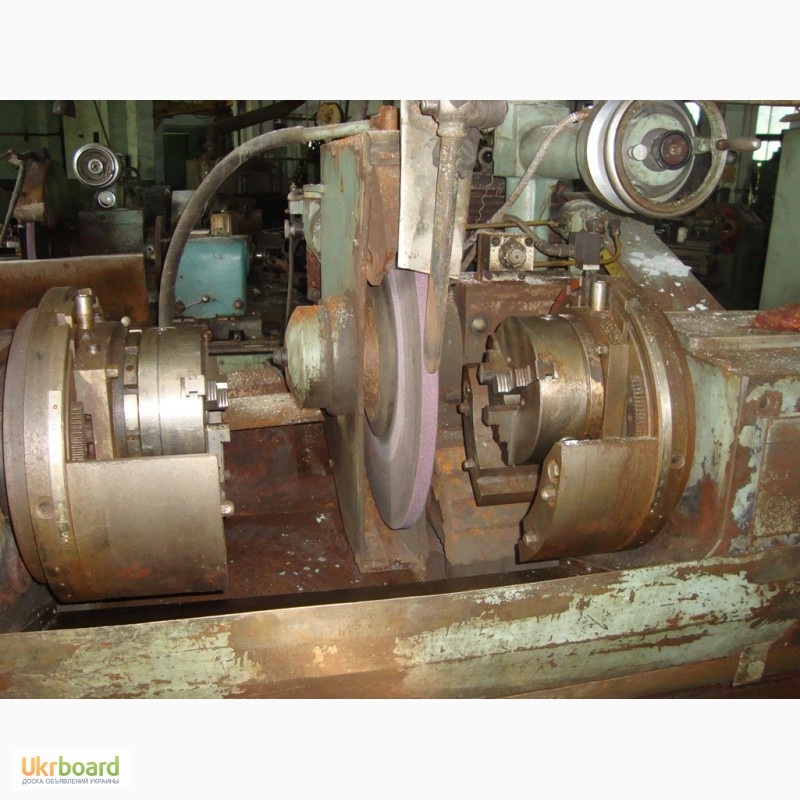
Процесс шлифовки на круглошлифовальном станке 3В423
Процесс шлифовки на круглошлифовальном станке 3в423
Образец шлифовки на круглошлифовальном станке 3В423
Образец шлифовки на круглошлифовальном станке 3в423
Расположение составных частей круглошлифовального станка 3В423
Расположение составных частей круглошлифовального станка 3в423
Перечень составных частей шлифовального станка 3В423
- Станина – 3В423.
 100-1
100-1 - Шлифовальная бабка – 3В423.200-1
- Гидравлическое управления – 3В423.300-1
- Механизм ручного перемещения стола – 3В423.400
- Механизм поперечной подачи – 3В423.500-1
- Бабка передняя – 3В423.610-1
- Бабка задняя – 3В423.710
- Кожух шлифовального круга – 3В423.831
- Охлаждение – 3В423.850-1
- Фланец шлифовального круга – 3В423.860; 3В423.865
- Прибор правки – 3В423.875
- Ограждение – 3В423.910-1
- Электрооборудование – 3В423.95000-2
- Патрон левый – 3В423.936-1
- Патрон правый – 3В423.939
 100-1
100-1Расположение органов управления круглошлифовальным станком 3В423
Расположение органов управления круглошлифовальным станком 3в423
Перечень органов управления шлифовальным станком 3В423
- Маховик поперечной подачи шлифовального круга
- Рукоятка толчковой подачи шлифовального круга
- Механизм ручного перемещения стола
- Рукоятка гидравлического перемещения стола, быстрого отвода и подвода шлифовальной бабки
- Пульт управления
- Рукоятка отвода пиноли задней бабки
- Механизм вертикального перемещения левого патрона
- Механизм вертикального перемещения правого патрона
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка фиксации планшайбы задней бабки
- Рычаг реверса стола
- Кран охлаждающей жидкости
- Гидропанель стола
- Дроссель скорости стола
- Шестигранник под ключ для включения муфты привода изделия
Расположение органов управления на пульте круглошлифовального станка 3В423
Расположение органов управления на пульте станка 3в423
Перечень органов управления на пульте станка 3В423
- Общий стол
- Пуск
- Стоп
- Гидравлика
- Шлифовальный круг
- Вращение изделия
- Правка круга
- Только продольное шлифование
- Освещение
Кинематическая схема круглошлифовального станка 3В423
Кинематическая схема круглошлифовального станка 3в423
Схема кинематическая круглошлифовального станка 3В423. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Посредством ряда кинематических цепей и гидравлического привода в станке осуществляются следующие движения
- Вращение шлифовального круга
- Вращение изделия
- Ручная поперечная подача шлифовального круга
- Быстрый (гидавлический) подвод и отвод шлифовальной бабки
- Ручное продольное перемещение стола
- Продольное перемещение стола от гидропривода
- Осевое перемещение пиноли задней бабки
- Вертикальное перемещение зажимных патронов
- Автоматическая правка периферии круга
Гидравлическая схема круглошлифовального станка 3В423
Гидравлическая схема круглошлифовального станка 3в423
Схема гидравлическая круглошлифовального станка 3В423. Смотреть в увеличенном масштабе
Установочный чертеж круглошлифовального станка 3В423
Установочный чертеж круглошлифовального станка 3в423
Читайте также: Ремонт гидравлических систем металлорежущих станков
 youtube.com/embed/oCWEuqxN6yM” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/oCWEuqxN6yM” frameborder=”0″ allowfullscreen=””/>
Технические характеристики станка 3В423
| Наименование параметра | 3В423 | |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-71 | П | |
| Наибольший диаметр устанавливаемого изделия, мм | 580 | |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 1600 | |
| Наибольшая длина устанавливаемого изделия в патронах, мм | 1450 | |
| Диаметр шлифования без люнета, мм | 30..150 | |
| Диаметр шлифования в люнете, мм | 30..110 | |
| Расстояние от оси шпинделя передней бабки до зеркала стола – высота центров, мм | 300 | |
| Наибольшая длина шлифования, мм | 1600 | |
| Наибольший радиус кривошипа, мм | 105 | |
| Наибольшая масса обрабатываемого изделия, кг | 150 | |
| Станина и столы станка | ||
| Наибольшее продольное перемещение стола от руки/ от гидравлики, мм | 1600/ 1600 | |
| Скорость перемещения стола от гидросистемы наименьшая/ наибольшая, м/мин | 0,2/ 4,0 | |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 2/ 15,2 | |
| Наименьший ход стола между упорами, мм | ||
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 | |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 3 | |
| Цена деления шкалы поворота верхнего стола, град | ||
| Цена деления шкалы поворота верхнего стола (конусность), мм/м | ||
| Шлифовальная бабка | ||
| Диаметр шлифовального круга – наименьший/ наибольший, мм | 750/ 900 | |
| Диаметр шлифовального круга – посадочный, мм | 305 | |
| Наибольшая высота устанавливаемого круга, мм | 63 | |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 740 | |
| Конец шлифовального шпинделя, мм | 1:5 | |
| Механизм поперечных подач шлифовальной бабки | ||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 175 | |
| Величина быстрого подвода шлифовальной бабки, мм | 100 | |
| Время быстрого подвода шлифовальной бабки, с | ||
| Толчковая подача – периодическая подача с реверсированием стола (на один зуб храпового колеса), мм | 0,0025 | |
| Цена деления лимба поперечной подачи, мм | 0,005 | |
| Цена деления лимба тонкой поперечной подачи, мм | 0,0025 | |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика (лимба), мм | 0,5 | |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | ||
| Передняя бабка | ||
| Частота вращения изделия (при частоте тока 50 Гц), об/мин | 30; 60; 90; 180 | |
| Количество скоростей вращения изделия | 4 | |
| Конус шпинделя передней бабки | Морзе 5 | |
| Задняя бабка | ||
| Величина отвода пиноли задней бабки от руки рычагом/ винтом, мм | 35/ 55 | |
| Конус шпинделя пиноли задней бабки | Морзе 4 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | |
| Электродвигатель шпинделя шлифовальной бабки М1, кВт | 11,0 | |
| Электродвигатель насоса системы охлаждения М2, кВт | 0,25 | |
| Электродвигатель магнитного сепаратора М3, кВт | 0,09 | |
| Электродвигатель основного насоса гидросистемы М4, кВт | 2,2 | |
| Электродвигатель насоса системы смазки шпинделя М5, кВт | 0,09 | |
| Электродвигатель насоса системы смазки направляющих стола М6, кВт | 0,09 | |
| Электродвигатель привода изделия М7, кВт | 1,75 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 5500 х 2550 х 1670 | |
| Масса станка с электрооборудованием и охлаждением, кг | 8180 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
Cтанок для шлифовки коленвалов 3В423 – низкая цена, описание
Цена: по запросу
Станки предназначены для перешлифовки коренных и шатунных шеек коленчатых валов автомобильных, тракторных и тепловозных двигателей, компрессоров и других деталей типа кривошипа в условиях авторемонтных, тракторных заводов, мастерских и других ремонтных служб, занятых восстановлением коленчатых валов.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне.
Для балансировки тяжелых коленчатых валов имеется дополнительный груз, который крепится на планшайбе патрона.
| Параметры | Значения |
|---|---|
| Высота центров, мм | 300 |
| Наибольший размер устанавливаемой заготовки, мм: | |
| – в центрах | 1600 |
| – в патронах | 1400 |
| – диаметр вращения | 580 |
| – масса, кг | 160 |
| Шлифовальная бабка | |
| Размеры шлифовального круга, мм | |
| – наружный диаметр | 900 |
| – внутренний диаметр | 305 |
| – высота, max | 63 |
Окружная скорость вращения шлиф. круга, м/с круга, м/с | 35 |
| Передняя бабка | |
| Частота вращения, об/мин: min/ max | 30/174 |
| Радиус кривошипа, мм | 110 |
| Диаметр самоцентрирующихся патронов, мм | 250 |
| Стол верхний | |
| max угол поворота, град: | |
| по часов./против часов. стрелки | 2,0/3,5 |
| Суммарная мощность эл/двигателей, кВт | 11,22/11,92 |
| Точность обработки: | |
| – конусообразность, мкм | 2,5 |
| – овальность, мкм | 2,5 |
| Габариты, без упаковки, мм: | |
| – длина | 5650 |
| – ширина | 2530 |
| – высота | 1930 |
| Масса нетто, кг | 7250 |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Настольные правильные приборы для правки шлифовального круга по периферии
- Настольные правильные приборы для правки шлифовального круга по радиусам
- Приспособления для установки шлифуемых шеек коленвала в горизонт. и вертик. плоскостях
- Индикаторная стойка для контроля биения прошлифованной шейки
- Накидная измерительная скоба для замера изделий на ходу
- Слесарно-монтажный инструмент
- Башмаки, люнеты, хомутик для заготовки, поводок, центры
- Фланец шлифовального круга
- Устройство для деления и угловой ориентации шатун. шейки коленвала на станке в конструкции патрона
- Гидрофицированный правильный прибор шлифовального круга (кроме мод. 3411, 3Д4230)
- Механизм для динамической балансировки шлиф. круга (кроме мод. 3Д4230)
- Индикатор электронный для контроля вибрации шлиф. бабки (кроме мод. 3Д4230)
- Устройство цифровой индикации подачи шлиф. бабки (кроме мод. 3411, 3Д4230, 3В423, ЛТ-235)
- Техническая документация
 и вертик. плоскостях
и вертик. плоскостяхПРИНАДЛЕЖНОСТИ ЗА ОТДЕЛЬНУЮ ПЛАТУ
- Приспособление для статической балансировки шлиф. круга
- Полировальное приспособление (кроме мод. 3411)
- Фланец шлиф. круга
 3411)
3411)| Параметры | Значения |
|---|---|
| Высота центров, мм | 300 |
| Наибольший размер устанавливаемой заготовки, мм: | |
| – в центрах | 1600 |
| – в патронах | 1400 |
| – диаметр вращения | 580 |
| – масса, кг | 160 |
| Шлифовальная бабка | |
| Размеры шлифовального круга, мм | |
| – наружный диаметр | 900 |
| – внутренний диаметр | 305 |
| – высота, max | 63 |
Окружная скорость вращения шлиф. круга, м/с круга, м/с | 35 |
| Передняя бабка | |
| Частота вращения, об/мин: min/ max | 30/174 |
| Радиус кривошипа, мм | 110 |
| Диаметр самоцентрирующихся патронов, мм | 250 |
| Стол верхний | |
| max угол поворота, град: | |
| по часов./против часов. стрелки | 2,0/3,5 |
| Суммарная мощность эл/двигателей, кВт | 11,22/11,92 |
| Точность обработки: | |
| – конусообразность, мкм | 2,5 |
| – овальность, мкм | 2,5 |
| Габариты, без упаковки, мм: | |
| – длина | 5650 |
| – ширина | 2530 |
| – высота | 1930 |
| Масса нетто, кг | 7250 |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Настольные правильные приборы для правки шлифовального круга по периферии
- Настольные правильные приборы для правки шлифовального круга по радиусам
- Приспособления для установки шлифуемых шеек коленвала в горизонт. и вертик. плоскостях
- Индикаторная стойка для контроля биения прошлифованной шейки
- Накидная измерительная скоба для замера изделий на ходу
- Слесарно-монтажный инструмент
- Башмаки, люнеты, хомутик для заготовки, поводок, центры
- Фланец шлифовального круга
- Устройство для деления и угловой ориентации шатун. шейки коленвала на станке в конструкции патрона
- Гидрофицированный правильный прибор шлифовального круга (кроме мод. 3411, 3Д4230)
- Механизм для динамической балансировки шлиф. круга (кроме мод. 3Д4230)
- Индикатор электронный для контроля вибрации шлиф. бабки (кроме мод. 3Д4230)
- Устройство цифровой индикации подачи шлиф. бабки (кроме мод. 3411, 3Д4230, 3В423, ЛТ-235)
- Техническая документация
 и вертик. плоскостях
и вертик. плоскостяхПРИНАДЛЕЖНОСТИ ЗА ОТДЕЛЬНУЮ ПЛАТУ
- Приспособление для статической балансировки шлиф. круга
- Полировальное приспособление (кроме мод. 3411)
- Фланец шлиф. круга
 3411)
3411)Также посетители сайта смотрят
Техническое описание товара предоставлено официальными представительствами компаний производителей и актуально на дату появления товара в нашем каталоге. Характеристики могут быть изменены без нашего ведома. Для уточнения обращайтесь к менеджерам ЗАО «Гигант».Указанные на сайте цены носят информационный характер и не являются публичной офертой (ст.435 ГК РФ).
Для получения подробной информации о наличии и стоимости указанных товаров, пожалуйста, обращайтесь к менеджерам компании с помощью специальной формы связи или по телефону.
cтанок для шлифовки коленвалов 3в423 возможно приобрести в лизинг. А также мы доставим cтанок для шлифовки коленвалов 3в423 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
Обращайтесь к специалистам компании.
Описание станка модели 3В423 (стр. 1 из 2)
Описание станка модели 3В423
Введение
В условиях электрификация являлась надежным фундаментом для непрерывного повышения производительности труда и на этой основе росло благосостояние советского народа.
Для современного производства характерно большое количество автоматизированных установок водоснабжения и орошения, высокопроизводительных поточных агрегатов по сушки и сортировки зерна, поточных линий цехов и заводов, специализирующихся на приготовлении кормов, крупных птицефабрик, комплексов промышленного типа по откорму скота сотни тысяч голов, агрофабрик закрытого грунта и других предприятий с комплексной механизации всех процессов производства.
Для того чтобы грамотно и по назначению применять электроустановки в специфических условиях промышленного производства, необходимо знать конструктивные, технические параметры исполнения и области наиболее целесообразного применения каждой электроустановки. Приведенные сведения по этим вопросам в совокупности с характеристикой возможных условий эксплуатаций электроустановок позволяют правильно выбирать электроустановки исходя их характера окружающей среды и режима работы технологического оборудования, а также планировать объем необходимых профилактических мероприятий при эксплуатации. При этом по применению многих видов электроустановок даются конкретные рекомендации.
Приведенные сведения по этим вопросам в совокупности с характеристикой возможных условий эксплуатаций электроустановок позволяют правильно выбирать электроустановки исходя их характера окружающей среды и режима работы технологического оборудования, а также планировать объем необходимых профилактических мероприятий при эксплуатации. При этом по применению многих видов электроустановок даются конкретные рекомендации.
Для повышения надежности электроустановок приходиться иметь дело с различными понятиями теории надежности. С ними приходится сталкиваться при ознакомлении с технической документацией на изделия, количественной оценке надежности этих изделий в условиях эксплуатации, определении экономической эффективности от внедрения новых и модернизированных электроустановок и др.
Поэтому далее рассматриваются основные понятия надежности, ее количественные оценки и простейшие методы определения, анализируются причины низкой эксплуатационной надежности некоторых видов электроустановок и указываются пути их устранения.
Чтобы обслуживать современное электрооборудование, соответствующее современному уровню развития науки и техники, электромонтер должен обладать знаниями по устройству электрических двигателей, аппаратов защиты и управления, об особенностях работы полупроводниковой техники и устройств и т.д.
1. Технологическая часть
Станок 3В423 изготовлен с электрооборудованием для работы от умеренного климата в сухих отапливаемых и вентилируемых помещениях. Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока 380 В 50Гц в условиях напряжения.
Питание цепи управления осуществляется переменным током напряжения 110В 50 (60) Гц, цепи сигнализации – переменным током 5В, 50 (60) Гц.
Привод механизмов осуществляется семью трехфазным асинхронными электродвигателями
М1-М7.
Электродвигатели приводят в действие:
М1 – привод шлифовального круга
М2 – насос охлаждения
М3 – магнитный сепаратор
М4-гидронасос
М5-насос для смазки подшипника и шпинделя
М6-носос для смазки направляющих
М7-изделие
Для управления гидроприводом отдельных механизмов на станке установлены три золотника, которые управляются Электромагнитами YA1 – YA3:
YA1 – прямой ход правильного прибора
YA2 – прямой ход стола
YA3 – шлифовальная бабка автоматически отводится.
2. Краткая характеристика. Назначение
Станок специализированный круглошлифовальный 3 В 423 предназначен для перешлифовки круглых и шатунных шеек коленчатых валов автомобильных и тракторных двигателей при их ремонте.
Шлифование производится при ручной врезной подаче шлифовального круга. На станке можно шлифовать гладкие цилиндрические и конические поверхности с малым углом конусности.
Технические данные.
Наибольший радиус вращения устанавливаемого Изделия (мм) 290 Наибольший диаметр шлифования (мм) 150 Наибольшая длина шлифования (мм) 1600 Наибольшая масса обрабатываемого изделия (кг) 150 Диаметр шлифовального круга (мм): Наибольший 900 Наименьший 150 Перемещение шлифовальной бабки за один: Лимба (мм) 0.5 Длинна 5.500 Ширина 2.550 Высота 1.670 Масса станка 7500 Масса станка с электрооборудованием Без принадлежностей (кг) 7485
Механизм главного движения и подач.
Диаметр шкива (мм): На приводе 176 На шпинделе 140 Окружная скорость шлифовального круга (При диаметре) 1 м/с 900 мм 35. 750 мм 29
750 мм 29
Наиболее слабое звено в цепи главного движения ремни кленовы Номинальное давление (МПа) В гидросистеме 1.2…. 1.6 В гидросистеме привод стола 1.0…. 1.4 Тип насоса С12 – 15 Суммарная мощность электродвигателя 50Гц 60Гц КВТ при 14.62 15.32
3. Перечень электрооборудования
4. Описание работы принципиальной электросхемы, порядок пуска и остановки всех двигателей
А. Ручное управление при перешлифовке коренных и шатунных шеек коленвалов при ручной врезной подаче шлифовального круга переключатель SA2 – выбор частоты вращения изделия устанавливается в любое положение в зависимости от выбора оператором режима обработки. Переключатель SA2 – установить в положение «врезное шлифование».
Независимо от режима работы схема электроуправления работает только при включенной гидросистеме станка. При нажатии кнопки SA2 запускается электродвигатели M4, M5, M6. После появления смазки шпинделя шлифовального круга, срабатывает реле давления SP, гаснет сигнальная лампа HL2. При нажатии кнопки SB3 включаются электродвигатели М1, М3.
При нажатии кнопки SB3 включаются электродвигатели М1, М3.
Пуск и остановка электродвигателя М7 происходит при нажатии кнопок SB5 и SB4 соответственно правильный исключается, что обеспечивает включением в каждую фазу двигателя М7, резисторы R1, R2, R3 на время установки реле КТ. Поворот изделия происходит, если нажмете кнопку SB6.
Подвод шлифовальной бабки разрешается при включении электромагнита YA3, шлифовальная бабка автоматически отводится. При подводе шлифовальной бабки освобождается микропереключатель SQ3 включается двигатель, М2 насоса охлаждения. При отводе шлифовальной бабки автоматически отключается охлаждение и двигатель изделия, включается электромагнит YA2, разрешающий продольный ход стола при нажатии кнопки SB1 (общий стол) происходит остановка всех двигателей.
Б. Ручное управление шлифованием гладких цилиндрических и конических поверхностей с малым углом конусности. Переключатель SA2 устанавливается по выбору оператора. Переключатель SA3 установит в положение «продольное шлифование».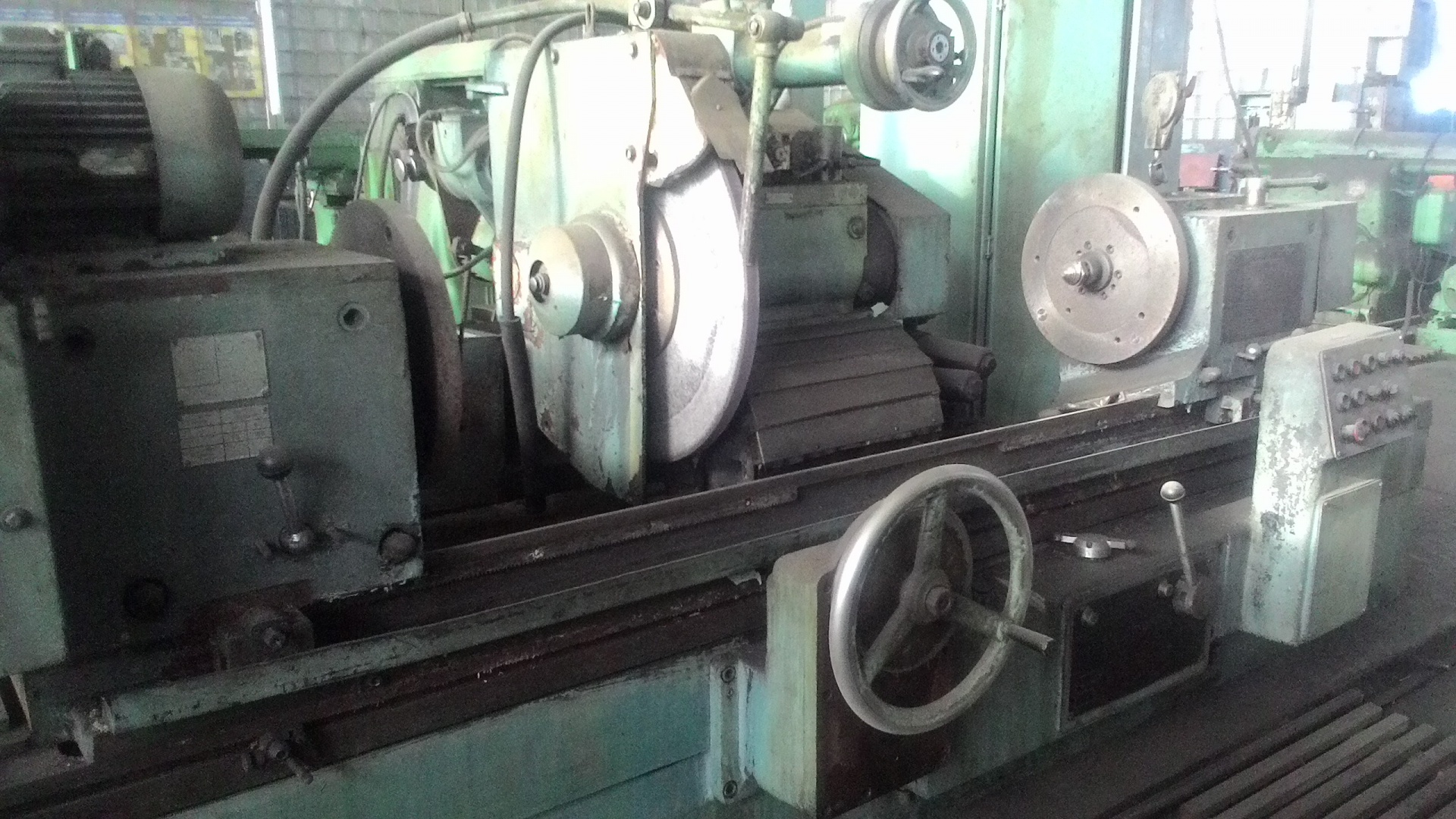 Управление приводами аналогично описанному в п.А. дополнительно включается электромагнит YA2, что обеспечивает продольный ход стола при подведении шлифовальной бабки. На пульте управления горит сигнальная лампа YL2 «Продольный ход стола разрешен».
Управление приводами аналогично описанному в п.А. дополнительно включается электромагнит YA2, что обеспечивает продольный ход стола при подведении шлифовальной бабки. На пульте управления горит сигнальная лампа YL2 «Продольный ход стола разрешен».
В. Автоматическая правка периферии круга. Переключатель SA2, SA3 на пульте управления могут, находится в любом положении. Управление прибором правки производится с двух мест: с главного пульта управления кнопками SB7 и SB9 и поста управления правкой кнопками SB8 и SB10.
Если нажать одну из кнопок SB9 или SB10, включится электромагнит YA1, произойдет прямой ход правильного прибора до нажатия микропереключателя SQ2, который отключит электромагнит золотника произойдет перезарядка механизма подачи и возврат правильного прибора, включается насос охлаждения на пульте управления горит сигнальная лампа HL3. Остановить процесс правки можно в любом положении правильного прибора, если нажать кнопки SB7 и SB8.
Г. Защита.
1) от коротких замыканий – автоматические выключатели FA1 – FA5 и предохранители Fh2, Fh3 2) от недопустимых перегрузок – тепловые реле FP1 – FP7
3) от самопроизвольного включения электродвигателей – при восстановлении напряжения магнитными пускателями KM1, KM2, KM5, KM6, KM7, KM9
5. Возможные неисправности и способы их устранения
Возможные неисправности и способы их устранения
6. Техника безопасности при обслуживании электрооборудования станка
Безопасность работы с электрооборудованием станка обеспечивается его изготовлением в соответствии с требованиями ГОСТа.
Для обслуживающего персонала: персонал, связанный обслуживанием электрооборудования станка, а также его наладкой и ремонтом обязан:
1. Иметь допуск к обслуживанию электроустановок напряжением до 1000 В. 2. Знать действующие правила технической эксплуатации и безопасности обслуживания электроустановок промышленного предприятия. 3. Руководствовать указаниями мер безопасности, которые содержатся в настоящем руководстве, руководстве по эксплуатации механической документации, прилагаемой к устройствам и комплектным изделиям, входящим в состав станка. 4. Знать принцип работы электрооборудования станка и работу его схемы автоматического управления.
Параметры станка 3В423, 3А423. Видео работы станка 3В423, 3А423
Параметры станка 3В423, 3А423. Видео работы станка 3В423, 3А423 — Оборудование для старта вашего бизнеса Skip to content
Видео работы станка 3В423, 3А423 — Оборудование для старта вашего бизнеса Skip to content
В чем отличия станков?
- Наибольшая длина устанавливаемого изделия в патронах: 3В423 1450 мм, а у 3В423 1500: мм
- Наибольший диаметр шлифования в люнете: 3В423 30..110 мм, а у 3В423 30..100: мм
- Наибольший радиус кривошипа: 3В423 105 мм, а у 3В423 110: мм
- Наибольшая масса обрабатываемого изделия: 3В423 150 кг, а у 3В423 130: кг
- Скорость перемещения стола от гидросистемы: 3В423 0,2..4,0 м/мин, а у 3В423 0,2..7,0: м/мин
- Ручное замедленное/ ускоренное перемещения стола за один оборот маховика: 3В423 2/ 15,2 мм, а у 3В423 5,3/ 14,2: мм
- Цена деления шкалы поворота верхнего стола: 3В423 мин, а у 3В423 15: мин
- Цена деления шкалы поворота верхнего стола (конусность): 3В423 мм, а у 3В423 0,005: мм
- Диаметр шлифовального круга — наименьший/ наибольший: 3В423 750/ 900 мм, а у 3В423 600/ 900: мм
- Наибольшая высота устанавливаемого круга: 3В423 63 мм, а у 3В423 40: мм
- Количество скоростей шпинделя шлифовальной бабки: 3В423 Количество скоростей шпинделя шлифовальной бабки, а у 3В423 2: Количество скоростей шпинделя шлифовальной бабки
- Частота вращения шпинделя шлифовальной бабки: 3В423 740 об/мин, а у 3В423 730. .830: об/мин
- Наибольшее перемещение шлифовальной бабки по винту: 3В423 175 мм, а у 3В423 210: мм
- Величина быстрого гидравлического подвода шлифовальной бабки: 3В423 100 мм, а у 3В423 50: мм
- Частота вращения изделия (при частоте тока 50 Гц): 3В423 30, 60, 90, 180 об/мин, а у 3В423 31, 62, 108, 216: об/мин
- Величина отвода пиноли задней бабки от руки рычагом/ винтом: 3В423 35/ 55 мм, а у 3В423 35: мм
- Количество электродвигателей на станке: 3В423 7 Количество электродвигателей на станке, а у 3В423 4: Количество электродвигателей на станке
- Электродвигатель шпинделя шлифовальной бабки: 3В423 11,0 кВт, а у 3В423 7,5: кВт
- Электродвигатель насоса системы охлаждения: 3В423 0,25 кВт, а у 3В423 0,125: кВт
- Электродвигатель магнитного сепаратора: 3В423 0,09 кВт, а у 3В423 -: кВт
- Электродвигатель основного насоса гидросистемы: 3В423 2,2 кВт, а у 3В423 1,7: кВт
- Электродвигатель насоса системы смазки шпинделя: 3В423 0,09 кВт, а у 3В423 -: кВт
- Электродвигатель насоса системы смазки направляющих стола: 3В423 0,09 кВт, а у 3В423 -: кВт
- Электродвигатель привода изделия: 3В423 1,75 кВт, а у 3В423 0,7/ 1,2: кВт
- Габаритные размеры станка (длина х ширина х высота): 3В423 5500 х 2550 х 1670 мм, а у 3В423 4600 х 2100 х 1580: мм
- Масса станка с электрооборудованием и охлаждением: 3В423 8180 кг, а у 3В423 5750: кг
 .830: об/мин
.830: об/минОдинаковые характеристики 3В423, 3А423
- Класс точности по ГОСТ 8-71: П
- Наибольший диаметр устанавливаемого изделия: 580 мм
- Наибольшая длина устанавливаемого изделия в центрах: 1600 мм
- Диаметр шлифования без люнета: 30. .150 мм
- Наибольшая длина шлифования: 1600 мм
- Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров: 300 мм
- Наибольшее продольное перемещение стола от руки/ от гидравлики: 1600/ 1600 мм
- Наибольший угол поворота верхнего стола по часовой стрелке: 2 град
- Наибольший угол поворота верхнего стола против часовой стрелки: 3 град
- Наибольшая конусность верхнего стола по часовой стрелке: 0,075 мм
- Наибольшая конусность верхнего стола против часовой стрелки: 0,1 мм
- Диаметр шлифовального круга — посадочный: 305 мм
- Конец шлифовального шпинделя: 1:5 мм
- Толчковая подача — периодическая подача с реверсированием стола (на один зуб храпового колеса): 0,0025 мм
- Цена деления лимба поперечной подачи: 0,005 мм
- Цена деления лимба тонкой поперечной подачи: 0,0025 мм
- Величина поперечного перемещения шлифовальной бабки за один оборот маховика (лимба): 0,5 мм
- Количество скоростей вращения изделия: 4
- Конус шпинделя передней бабки: Морзе 5
- Конус шпинделя пиноли задней бабки: Морзе 4
 .150 мм
.150 ммНавигация по записям
Производители станка круглошлифовального из России
Продукция крупнейших заводов по изготовлению станка круглошлифовального: сравнение цены, предпочтительных стран экспорта.
- где производят станок круглошлифовальный
- ⚓ Доставка в порт (CIF/FOB)
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇺🇦 УКРАИНА (8)
- 🇨🇳 КИТАЙ (6)
- 🇱🇹 ЛИТВА (5)
- 🇰🇿 КАЗАХСТАН (5)
- 🇩🇪 ГЕРМАНИЯ (3)
- 🇹🇷 ТУРЦИЯ (2)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (2)
- 🇮🇳 ИНДИЯ (1)
- 🇸🇰 СЛОВАКИЯ (1)
- 🇲🇽 МЕКСИКА (1)
- 🇲🇲 МЬЯНМА (1)
- 🇷🇸 СЕРБИЯ (1)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (1)
- 🇺🇿 УЗБЕКИСТАН (1)
- 🇧🇾 БЕЛАРУСЬ (1)
Выбрать станок круглошлифовальный: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
станок круглошлифовальный.
🔥 Внимание: на сайте находятся все крупнейшие российские производители станка круглошлифовального, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки станка круглошлифовального оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству станка круглошлифовального
Заводы по изготовлению или производству станка круглошлифовального находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить станок круглошлифовальный оптом
станки для шлифования цилиндрических поверхностей
Изготовитель шлифовальные станки
Поставщики шлифовальные станки с точностью позиционирования по любой оси не ниже
Крупнейшие производители приборы
Экспортеры станки шлифовальные
Компании производители станки плоскошлифовальные с точностью позиционирования по любой оси не ниже
Производство Станки внутришлифовальные с числовым программным управлением для шлифования цилиндрических поверхностей
Изготовитель фланцы из черных металлов
| Наименование параметра | 3В423 |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-71 | П |
| Наибольший диаметр устанавливаемого изделия, мм | 580 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 1600 |
| Наибольшая длина устанавливаемого изделия в патронах, мм | 1450 |
| Диаметр шлифования без люнета, мм | 30.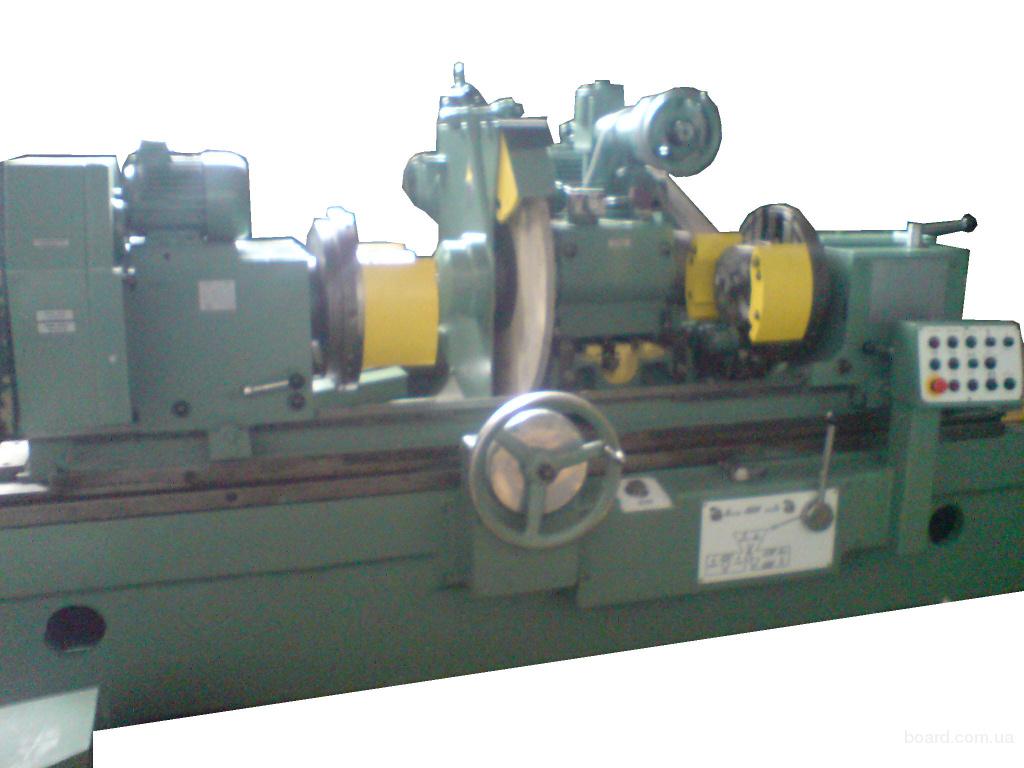 .150 .150 |
| Диаметр шлифования в люнете, мм | 30..110 |
| Расстояние от оси шпинделя передней бабки до зеркала стола – высота центров, мм | 300 |
| Наибольшая длина шлифования, мм | 1600 |
| Наибольший радиус кривошипа, мм | 105 |
| Наибольшая масса обрабатываемого изделия, кг | 150 |
| Станина и столы станка | |
| Наибольшее продольное перемещение стола от руки/ от гидравлики, мм | 1600/ 1600 |
| Скорость перемещения стола от гидросистемы наименьшая/ наибольшая, м/мин | 0,2/ 4,0 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 2/ 15,2 |
| Наименьший ход стола между упорами, мм | |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 3 |
| Цена деления шкалы поворота верхнего стола, град | |
| Цена деления шкалы поворота верхнего стола (конусность), мм/м | |
| Шлифовальная бабка | |
| Диаметр шлифовального круга – наименьший/ наибольший, мм | 750/ 900 |
| Диаметр шлифовального круга – посадочный, мм | 305 |
| Наибольшая высота устанавливаемого круга, мм | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 740 |
| Конец шлифовального шпинделя, мм | 1:5 |
| Механизм поперечных подач шлифовальной бабки | |
| Наибольшее перемещение шлифовальной бабки по винту, мм | 175 |
| Величина быстрого подвода шлифовальной бабки, мм | 100 |
| Время быстрого подвода шлифовальной бабки, с | |
| Толчковая подача – периодическая подача с реверсированием стола (на один зуб храпового колеса), мм | 0,0025 |
| Цена деления лимба поперечной подачи, мм | 0,005 |
| Цена деления лимба тонкой поперечной подачи, мм | 0,0025 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика (лимба), мм | 0,5 |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | |
| Передняя бабка | |
| Частота вращения изделия (при частоте тока 50 Гц), об/мин | 30; 60; 90; 180 |
| Количество скоростей вращения изделия | 4 |
| Конус шпинделя передней бабки | Морзе 5 |
| Задняя бабка | |
| Величина отвода пиноли задней бабки от руки рычагом/ винтом, мм | 35/ 55 |
| Конус шпинделя пиноли задней бабки | Морзе 4 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель шпинделя шлифовальной бабки М1, кВт | 11,0 |
| Электродвигатель насоса системы охлаждения М2, кВт | 0,25 |
| Электродвигатель магнитного сепаратора М3, кВт | 0,09 |
| Электродвигатель основного насоса гидросистемы М4, кВт | 2,2 |
| Электродвигатель насоса системы смазки шпинделя М5, кВт | 0,09 |
| Электродвигатель насоса системы смазки направляющих стола М6, кВт | 0,09 |
| Электродвигатель привода изделия М7, кВт | 1,75 |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 5500 х 2550 х 1670 |
| Масса станка с электрооборудованием и охлаждением, кг | 8180 |
Описание станка модели 3В423 – Telegraph
➡➡➡ ПОДРОБНЕЕ ЖМИТЕ ЗДЕСЬ!
Описание станка модели 3В423. Введение. В условиях электрификация являлась надежным фундаментом для непрерывного повышения Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока…
Введение. В условиях электрификация являлась надежным фундаментом для непрерывного повышения Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока…
stanki-katalog.ru/sprav_3v423.htm
Круглошлифовальный станок 3В423 является дальнейшим усовершенствованием станка модели 3А423. Шлифовальный станок 3В423 предназначен для перешлифовки коренных и шатунных шеек коленчатых валов длиной до 1600 мм и весом до 150 кг, а также конических…
studentlib.com/kontrolnaya_rabota-132975-opisanie_stanka_modeli_3v423.html
Описание станка модели 3В423 – контрольная работа по технологиям машиностроения. Описание работы принципиальной электросхемы, порядок пуска и остановки всех двигателей. Техника безопасности при обслуживании электрооборудования станка.
mobiro.org/doc/123473/opisanie_stanka_modeli_3v423
Описание станка модели 3В423. Тип работы: Контрольная работа. Формат: MS Word (.doc), в zip-архиве. Размер: 27. 6 кб. Похожие контрольные работы. Расчет настройки токарно – затыловочного станка модели 96.
6 кб. Похожие контрольные работы. Расчет настройки токарно – затыловочного станка модели 96.
Общая характеристика и функциональные особенности станка 3В423, сферы его использования и назначение. Описание работы принципиальной электросхемы, порядок пуска и остановки всех двигателей. Ремонт и техническое обслуживание станка, техника безопасности.
Станок 3В423 изготовлен с электрооборудованием для работы от умеренного климата в сухих отапливаемых и вентилируемых помещениях. Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока…
Станок 3В423 изготовлен с электрооборудованием для работы от умеренного климата в сухих отапливаемых и вентилируемых помещениях. Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока…
Картинки по запросу “Контрольная работа: Описание станка модели 3В423”
Документ из архива “Описание станка модели 3В423”, который расположен в категории “контрольные работы”. Всё это находится в предмете “промышленность, производство” из раздела “Студенческие работы”, которые можно найти в файловом архиве Студент.
Всё это находится в предмете “промышленность, производство” из раздела “Студенческие работы”, которые можно найти в файловом архиве Студент.
Название: Описание станка модели 3В423. Вид работы: контрольная работа. Станок специализированный круглошлифовальный 3 В 423 предназначен для перешлифовки круглых и шатунных шеек коленчатых валов автомобильных и тракторных двигателей при их ремонте.
Описание станка модели 3В423. Введение. В условиях электрификация являлась надежным фундаментом для непрерывного повышения Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока…
stanki-katalog.ru/sprav_3v423.htm
Круглошлифовальный станок 3В423 является дальнейшим усовершенствованием станка модели 3А423. Шлифовальный станок 3В423 предназначен для перешлифовки коренных и шатунных шеек коленчатых валов длиной до 1600 мм и весом до 150 кг, а также конических…
studentlib.com/kontrolnaya_rabota-132975-opisanie_stanka_modeli_3v423. html
html
Описание станка модели 3В423 – контрольная работа по технологиям машиностроения. Описание работы принципиальной электросхемы, порядок пуска и остановки всех двигателей. Техника безопасности при обслуживании электрооборудования станка.
mobiro.org/doc/123473/opisanie_stanka_modeli_3v423
Описание станка модели 3В423. Тип работы: Контрольная работа. Формат: MS Word (.doc), в zip-архиве. Размер: 27.6 кб. Похожие контрольные работы. Расчет настройки токарно – затыловочного станка модели 96.
Общая характеристика и функциональные особенности станка 3В423, сферы его использования и назначение. Описание работы принципиальной электросхемы, порядок пуска и остановки всех двигателей. Ремонт и техническое обслуживание станка, техника безопасности.
Станок 3В423 изготовлен с электрооборудованием для работы от умеренного климата в сухих отапливаемых и вентилируемых помещениях. Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока. ..
..
Станок 3В423 изготовлен с электрооборудованием для работы от умеренного климата в сухих отапливаемых и вентилируемых помещениях. Безаварийная работа станка обеспечивается при изменении от 0.9 до 1.1 номинального значения рабочего сети трехфазного переменного тока…
Картинки по запросу “Контрольная работа: Описание станка модели 3В423”
Документ из архива “Описание станка модели 3В423”, который расположен в категории “контрольные работы”. Всё это находится в предмете “промышленность, производство” из раздела “Студенческие работы”, которые можно найти в файловом архиве Студент.
Название: Описание станка модели 3В423. Вид работы: контрольная работа. Станок специализированный круглошлифовальный 3 В 423 предназначен для перешлифовки круглых и шатунных шеек коленчатых валов автомобильных и тракторных двигателей при их ремонте.
Реферат: Фінанси підприємства контрольна
Реферат: Принцип динамического баланса как методологическая основа научного познания
Реферат: Москва становится столицей единого государства
Реферат: Соціальні групи
Реферат: Рене Декарт
От Эдуарда Зюсса до Альфреда Вегенера
Арган, Э .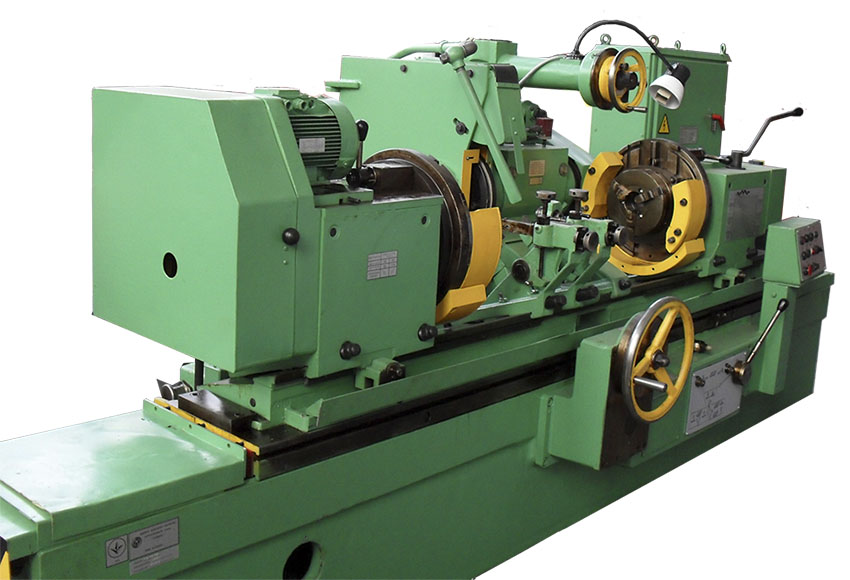 : La tectonique de l’Asie. – Конгр. геол. internat., C.R. xiii session, en Belgique 1922, Fasc. 1 , 171–372, 27 рис., Льеж 1924.
: La tectonique de l’Asie. – Конгр. геол. internat., C.R. xiii session, en Belgique 1922, Fasc. 1 , 171–372, 27 рис., Льеж 1924.
Google Scholar
Бертран, М .: Структурные отношения Гларис-де-Альп и бассен-холл-дю-Нор. – Бюл. Soc. геол. Fr., (3) xii , 318–330, 8 рис., Париж 1884.
Google Scholar
-: La chaîne des Alpes, et la формация европейского континента.- Бык. Soc. геол. Пт. (3) 15 ; 423–447, 5 инжир., Париж 1887 г.
Google Scholar
-: Etudes dans les Alpes françaises. Структура en éventail, массивы amygdaloïdes et métamorphisme. – Бык. Soc. геол. Пт. (3) xxii , 69–118, пл. iv – vi, Париж 1894 г. а.
Google Scholar
-: Etudes dans les Alpes françaises. Schistes lustrés de la zone centrale.- Бык. Soc. геол. Пт, (3) xxii , 119–162, пл. vii, Париж 1894 г. б.
геол. Пт, (3) xxii , 119–162, пл. vii, Париж 1894 г. б.
Google Scholar
-: Structure des Alpes françaises et récurrence de specific faciès sédimentaires. – Конгр. геол. internat., сессия C.R. VIe, en Suisse Août 1894, Zürich, 163–177, Zürich 1897.
-: Préface. В: Ред. Suess: La Face de la Terre. Том I: v-xv, Париж (Колин) 1897.
Google Scholar
Дана, Дж.Д .: О некоторых результатах сжатия Земли из-за охлаждения, включая обсуждение происхождения гор и природы земных недр. – амер. J. Sci. (3) v , 423–443, vi , 6–14, 104–115, 161–172, Нью-Хейвен 1873.
Google Scholar
Фалло, П .: Морис Люжон (1870–1953). – Бык. Soc. геол. Пт. (6) 4 , 303–340, 1 порт., Париж, 1954.
Google Scholar
Георгий, А. : Пьер Термье. – 289 с., Париж (Фламмарион) 1933.
: Пьер Термье. – 289 с., Париж (Фламмарион) 1933.
Google Scholar
Gracht, W. A. J. M. van Waterschoot van der: Проблема дрейфа континентов. – В кн .: Теория дрейфа континентов. Симпозиум по происхождению и перемещению континентальных и внутриконтинентальных массивов суши, предложенный Альфредом Вегенером, 1–75, 12 рис., Талса (Amer. Ass. Petrol. Geol.) 1928.
Google Scholar
Холмс, А.: Радиоактивность и движения земли. – Пер. Геол. Soc. Glasg., xviii , 559–606, 12 figs., Glasgow 1928.
Google Scholar
Keilhack, W .: Alte Eiszeiten der Erde. – Himmel und Erde. VII , 249–261, 1895.
Google Scholar
Lugeon, M .: Большая одежда для восстановления Альп Шабле и Швейцарии. – Бык. Soc. геол.Пт. (4), 1 , 723–823, 14 фиг. , Пл. xiv – xvii, Париж, 1902 г.
, Пл. xiv – xvii, Париж, 1902 г.
Google Scholar
-: Эмиль Арган. – Бык. Soc. neuchâtel., Sc. нат., 65 , 25–53, 1 фиг., 5 пл, 1 порт, Невшатель 1940.
Google Scholar
Люто, Л .: Эмиль Хауг (1861–1927). – Бык. Soc. геол. Пт., (6) 8 , 377–396, 1 порт., Париж, 1958.
Google Scholar
Науманн, К.Ф .: Lehrbuch der Geognosie. – 2. Aufl., 1. Bd., XVI, 960 pp., Ills., Leipzig 1858.
Рагин, Э .: Пьер Термье (1859–1930). – Бык. Soc. геол. Пт., (5) 1 , 429–495, 1 порт., Париж 1931.
Google Scholar
Suess, Ed .: Die Entstehung der Alpen. – iv, 168 с. Wien (Braumüller) 1875.
Google Scholar
Сутер, Х.: Проф. Д-р Ханс Шардт (1858–1931). – Verhandl. Schweiz. натурф. Ges., 112 , 411–422, Zü rich 1931.
Schweiz. натурф. Ges., 112 , 411–422, Zü rich 1931.
Google Scholar
Тейлор, Ф. Б .: Перенос горных поясов третичного периода на происхождение земного плана. – Бык. Геол. Soc. Amer., 21 , 2, 179–226, New York 1910.
Google Scholar
Termier, P .: Покрытие Восточных Альп и остров Альп.- Бык. Soc. геол. Пт., (4) III : 711–765, 4 фиг., Пл. XXII – XXIII, Париж 1904.
Google Scholar
-: Марсель Бертран (1847–1907). – Бык. Soc. геол. Пт. (4) 8 , 163–204, 1 порт., Париж 1908.
Google Scholar
Wegener, A .: Die Entstehung der Kontinente. – Петерм. Mitt., 58 , 185–195, 253–256, 305–309, 7 Abb. Я Таф., Гота 1912 а.
Google Scholar
-: Die Entstehung der Kontinente. – Геол. Rundsch., 3 , 276–292, 3 Textfig., Leipzig 1912 b.
– Геол. Rundsch., 3 , 276–292, 3 Textfig., Leipzig 1912 b.
Google Scholar
-: Die Entstehung der Kontinente und Ozeane. – 94 стр., 20 абб., Брауншвейг (Vieweg) 1915.
Google Scholar
-: Die Entstehung der Kontinente und Ozeane.- 4. Aufl., X, 231 pp., 63 Abb., Braunschweig (Vieweg), 1929.
Google Scholar
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
 Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
REM54 ParlistENc | Ввод / вывод | Параметр (программирование)
Вы читаете бесплатный превью
Страницы с 7 по 12 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 16 по 18 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 25 по 30 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 37 по 45 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 54 по 83 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 89 по 97 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы 103–113 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 121 по 124 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 131 по 138 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 142 по 143 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 147 по 150 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 156 по 157 не показаны в этом предварительном просмотре.