Вертикально-фрезерный станок 6Р13 описание, характеристики
Едва ли найдется отрасль тяжелой промышленности и машиностроения, где не задействуются, так или иначе, фрезерные станки. С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
Современный рынок предлагает фрезерные станки различных типов и конфигураций, что позволяет подбирать устройства в точном соответствии с потребностями технологического процесса. Однако не теряют популярности и универсальные модели, прошедшие испытание временем и доказавшие на деле свою надежность и практичность. Одним из наиболее известных устройств подобного рода является вертикально-фрезерный станок 6Р13. Несмотря на появление новых представителей того же модельного ряда (серии 6Т и FSS), модель 6Р13 остается на плаву благодаря совокупности описанных эксплуатационных качеств и лояльной цене.
Сведения о производителе консольно-фрезерного станка 6р13, 6р13Б
Производитель серии универсальных фрезерных станков 6р13, 6р13Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р13Б отличается от станка 6Р12Б установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р13Б имеют, в отличие от станков 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.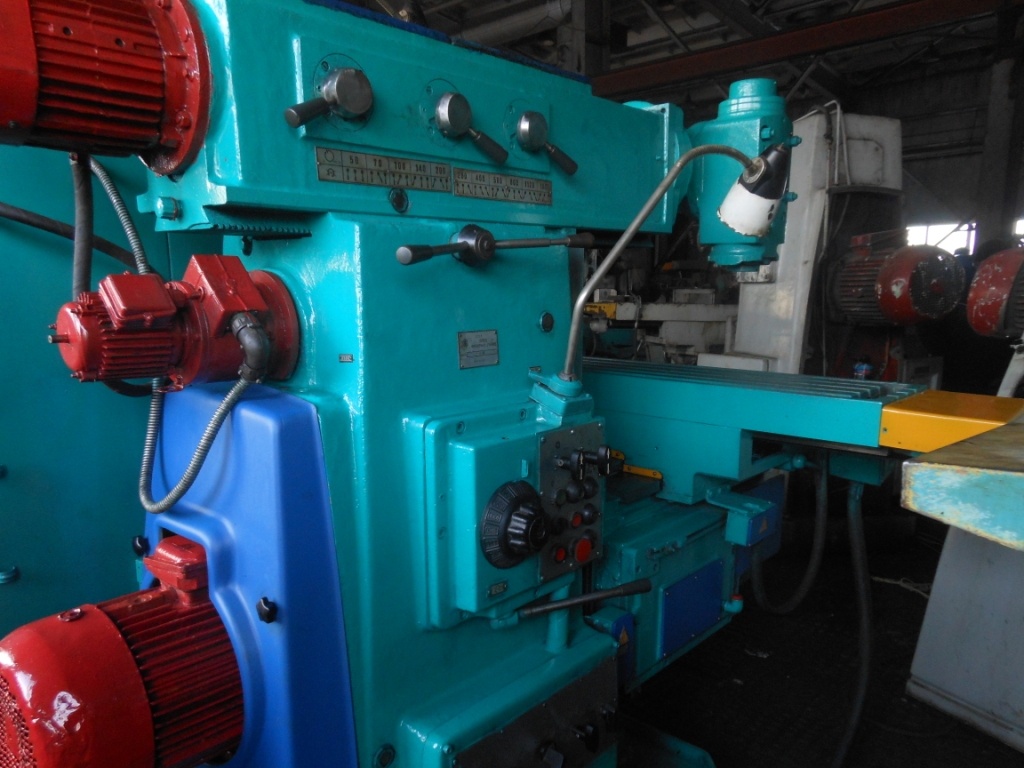
Сегодня консольно-фрезерный станок 6р13, 6р13Б — выпускает:
- ООО «Станочный Парк»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера)..jpg)
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Сравнительные характеристики консольно-фрезерных станков
Вывод
Данный станок является как хорошим учебным пособие по изучению базы программирования станков с ЧПУ, так и хороший выбор для производства только начинающего автоматизацию процесса обработки за счёт не высокой стоимости (его можно приобрести б.у. с рук в интернет магазине Avito) и простоте в обучении персонала. Пусть станок не позволяет добиться высочайших показателей автоматизации, но может являться прекрасным переходным звеном для производства, только наращивающим произведённые мощности и количество выпускаемой продукции. Также станок из 3го этапа развития станков с ЧПУ и в плане технического обслуживания самого станка не прихотлив, а связанно это с тем что третий этап обозначил появление электрооборудования с микропроцессорами, но не интеграцию этого оборудования конкретно в производство станков (появления тех самых «шкафов» подсоединяемых к станкам), что происходит с оборудование 4го этапа. Как раз это и расширяет возможности станка по использованию на производстве. Не чувствительная к сильным нагрузкам кинематика позволяет использовать его даже для обдирачных (черновых) работ, а лёгкость ремонта позволяет использовать даже старые станки по всё той же высокой точности, что заявлена по паспорту.
Как раз это и расширяет возможности станка по использованию на производстве. Не чувствительная к сильным нагрузкам кинематика позволяет использовать его даже для обдирачных (черновых) работ, а лёгкость ремонта позволяет использовать даже старые станки по всё той же высокой точности, что заявлена по паспорту.
6Р13 станок вертикальный консольно-фрезерный. Назначение, область применения
Станок с вертикальным пинольным шпинделем. Крестово перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Вертикальный консольно-фрезерный станок 6Р13 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станка Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р13
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J. S.Co. — Kazanlak, Арсенал АД, Болгария
S.Co. — Kazanlak, Арсенал АД, Болгария
Аналоги
Как в России, так и за рубежом выпускаются станки аналогичного типа. Фрезерование с их помощью проходит довольно легко.
FSS315 – вертикально- фрезерный, выпускается Гомельским заводом, рассчитан на немного меньший размер рабочего пространства: 400 на 1,25 тыс. миллиметров.
ВМ127М — эта марка станка аналогична рассматриваемому, производится Воткинским заводом.
6К12 и 6Д12 — изготавливается на Дмитровском заводе, рассчитан агрегат на рабочий стол размером 320 на 1,25 тыс. миллиметров.
X5032 производится в Китае.
FV321M — выпускается на заводе Арсенал в Болгарии. Параметры зависят от сборки агрегата.
Расположение составных частей консольно-фрезерного станка 6Р13
Расположение составных частей фрезерного станка 6р13
Перечень составных частей консольно-фрезерного станка 6Р13
- Станина — 6Р13-1
- Поворотная головка — 6Р13-31
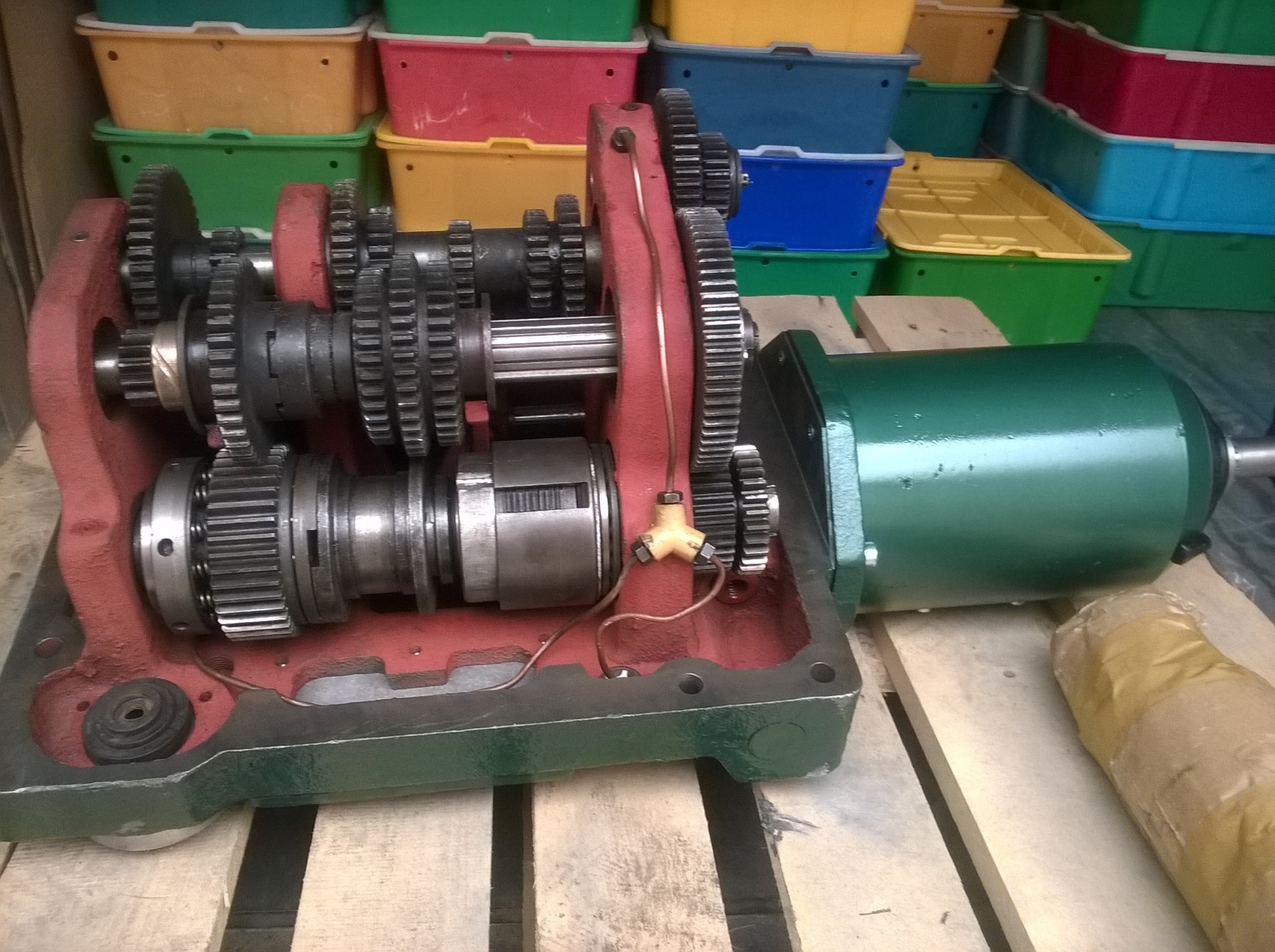
- Коробка скоростей — 6М13-3
- Коробка подач — 6Р83-4
- Коробка переключения — 6Р83-5
- Консоль — 6Р13-6
- Стол и салазки — 6Р83Г-7
- Электрооборудование — 6Р13-8
Шпиндельная головка станка
Верхушка на станках имеет три главных компонента:
- Салазки.

- Редуктор.
- Ползун с валом.
Салазки совмещаются с кругообразной выточкой шейки станка и удерживаются с ней с помощью четырех болтов. Задвижка с валом в таком случае может быть перемещена в сторону прямоугольных направляющих салазки (координата Z).
Редуктор предназначен для представления главного кругового перемещения шпинделю при помощи коробки скоростей, а также пары конусных и трех цилиндрических колес.
Группировка ползунка с валом по проекту реализовывается с помощью движка, а также редуктора с двух трубчатых роликов плюс перемещение винта к гайке, а гайки к качению.
Расположение органов управления консольно-фрезерным станком 6Р13
Расположение органов управления фрезерным станком 6р13
Перечень органов управления консольно-фрезерным станком 6Р13
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р13
Кинематическая схема консольно-фрезерного станка 6р13
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р13
Чертеж поворотной головки консольно-фрезерного станка 6р13
Поворотная головка (рис.
центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
 Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Стол и салазки
Данные компоненты создают благоприятные условия для движения стола в устремлении к координатам X и У (осевое и перпендикулярное). Для начала, чтобы подвижный винтик помог осуществить столику горизонтальные передвижения, он совершает обороты в шарикоподшипниках, которые устанавливаются с левой стороны держателя.
Опора также фиксирует и гайки шурупа, которые прикрепляются к столу. Регулятор долевого движения имеет преобразователь вида БТМ-1В, описание работы которого доводиться контроллером инверсного взаимодействия.
Сдвиг стола по ординате Y проводится от движителя, который смонтирован в балке. Подвижный шариковый винт перпендикулярного движения стола устроенный в станине балки. Для того, чтобы переместить стол вручную, нужно использовать шестигранный вывод.
Схема электрическая принципиальная фрезерного станка 6Р13
Электрическая схема фрезерного станка 6р13
Примечания
- * — только для станков 6Р82Ш, 6Р83Ш
- ** — в электросхему механизма зажима инструмента
- *** — только для станков 6Р13Б
Особенности ЧПУ станка
Аппарат оснащен числовым программным управлением, благодаря которому:
- выдает цепочка управленческих команд;
- происходит индикация сведений;
- контролируются функции аппарата и проводится его диагностика;
- обеспечивается работа всех режимов автоматики станка;
- происходит ввод и выключение программ управления и их корректировка.
Система ЧПУ
В составе вертикально-фрезерного станка с чпу 6р13ф3 имеются:
- система линейной, круговой интерполяции;
- датчик обратного типа;
- привод следящего типа.

С помощью чпу у оператора имеется возможность проводить контроль инструмента и отслеживать визуально направление его движения. При этом у него отсутствует необходимость постоянно проводить отработку программы на аппарате.
Все необходимые данные оператор данного устройства с чпу получает через 5 главных индикаторов:
- «Вид А», являющийся основным индикатором, содержащим главную информацию;
- «Вид Б», содержащий дополнительную информацию;
- «Ошибки»;
- «Программы управления»;
- «Параметры».
Через клавиши F1 и далее оператор устанавливает нужную управляющую программу.
Электрооборудование станка 6Р13
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Технические характеристики консольного фрезерного станка 6Р13, 6Р13Б
| Наименование параметра | 6Р12 | 6Р12Б | 6Р13 | 6Р13Б |
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1600 х 400 | 1600 х 400 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..450 | 30..500 | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих (вылет), мм | 350 | 350 | 420 | 420 |
| Наибольшее ручное перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 250/ 420 | 800/ 250/ 420 | 1000/ 320/ 420 | 1000/ 320/ 420 |
| Наибольшее механическое перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 240/ 410 | 800/ 240/ 410 | 1000/ 300/ 410 | 1000/ 300/ 410 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 300 | 300 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..2500 | 31,5..1600 | 31,5..2500 |
| Количество скоростей шпинделя | 18 | 20 | 18 | 20 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 70 | 70 | 80 | 80 |
| Перемещение пиноли на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 | 4 | 4 |
| Конец шпинделя по ГОСТ 836-62 | 3 | 3 | 3 | 3 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 | ±45 | ±45 |
| Рабочий стол | ||||
Перемещение стола на одно деление лимба. Продольное, поперечное, вертикальное, мм Продольное, поперечное, вертикальное, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба. Продольное, поперечное/ вертикальное, мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Пределы продольных и поперечных подач стола (X. Y), мм/мин | 12.5..1250 | 40..2000 | 12.5-1250 | 40..2000 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 | 13,3..666,6 | 8,3..416,6 | 13,3..666,6 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 18 |
| Скорость быстрых перемещений X, Y/Z поперечных, м/мин | 3/ 1 | 4,6/ 1,53 | 3/ 1 | 4,6/ 1,53 |
| Механика станка | ||||
| Наибольшее усилие резания, допускаемое механизмом подачи в продольном/ поперечном/ вертикальном направлении, кН | 15/ 12/ 5 | 15/ 12/ 5 | 20/ 12/ 8 | 20/ 12/ 8 |
| Наибольший допускаемый диаметр фрез при черновой обработке, мм | 160 | 160 | 200 | 200 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения подачи | есть | есть | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя | есть | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть | есть |
| Электрооборудование и привод станка | ||||
| Электродвигатель привода главного движения, кВт | 7,5 | 10,0 | 10,0 | 13,0 |
| Электродвигатель привода подач, кВт | 2,2 | 2,2 | 3,0 | 3,0 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 | 0,125 | 0,125 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры (длина х ширина х высота), мм | 2305 х 1950 х 2020 | 2340 х 1950 х 2020 | 2560 х 2260 х 2120 | 2600 х 2260 х 2120 |
| Масса станка, кг | 3120 | 3180 | 4200 | 4270 |
- Аврутин С. В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С. А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962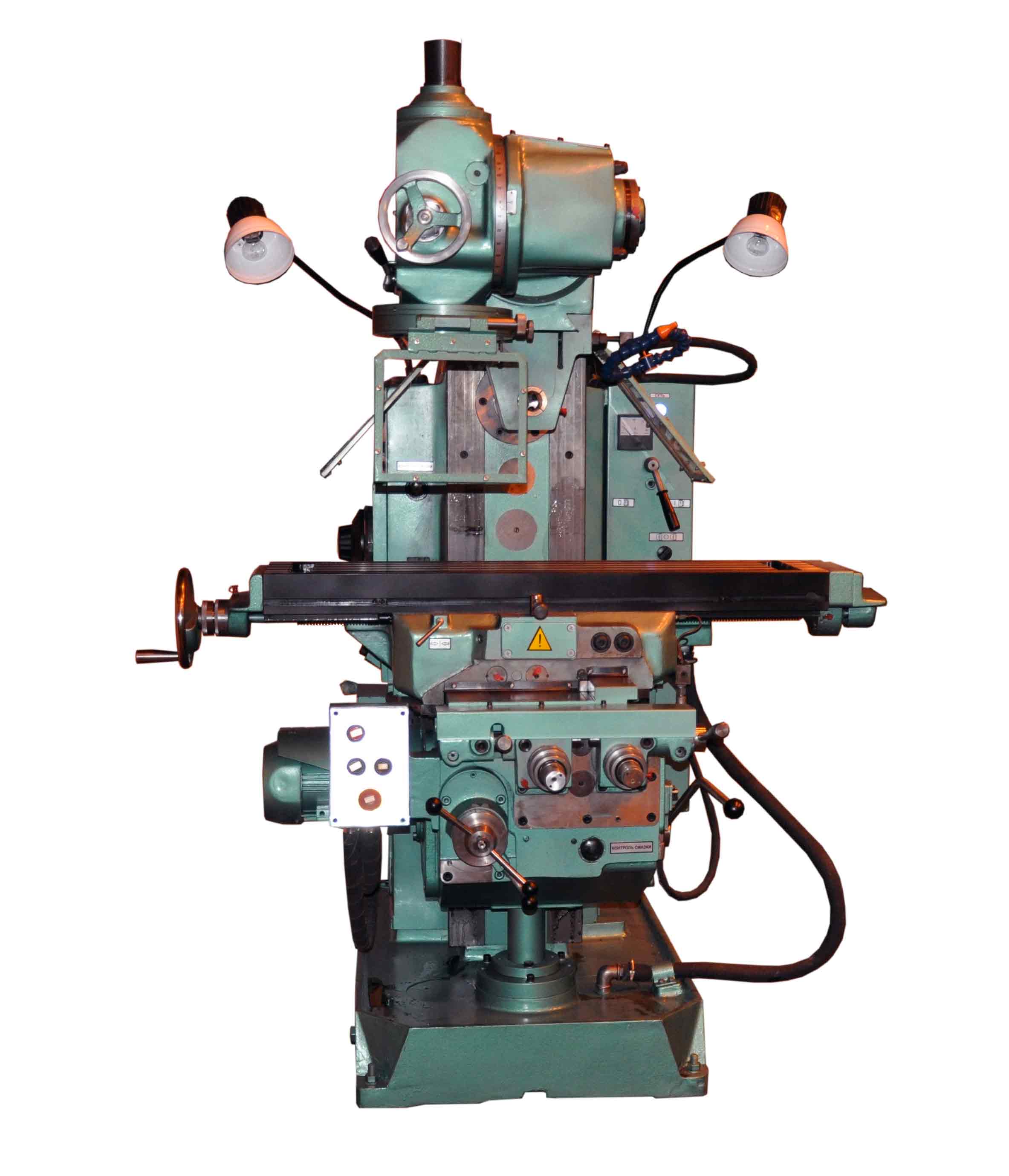 А. Современные фрезерные станки и их оснастка, 2006
А. Современные фрезерные станки и их оснастка, 2006Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Действующие производители фрезерных станков
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Особенности конструкции и рабочие возможности вертикально-фрезерного станка 6Р13
Внимание! В данный момент производимым аналогом станка 6Р13 является:
Вертикально-фрезерный станок 6Р13 представляет собой хорошо зарекомендовавшее токарное устройство, которое чаще всего применяют для всевозможных фрезерных, сверлильных и расточных операций с различными материалами: металлическими сплавами, цветными металлами, чугуном и т. п. В конструкции вертикально-фрезерного станка имеется специальный механизм, благодаря которому гильзы передвигаются вручную и позволяют обрабатывать заготовки под углом в 45 градусов.
п. В конструкции вертикально-фрезерного станка имеется специальный механизм, благодаря которому гильзы передвигаются вручную и позволяют обрабатывать заготовки под углом в 45 градусов.
За счет мощных приводов в устройстве станка появилась возможность устанавливать на нем изготовленные из очень прочных сплавов инструменты и применять быстрорежущую сталь для работы. Ко всему прочему станок вертикально-фрезерный 6Р13 оснащен дополнительной предохранительной муфтой, которая предотвращает перегрузки оборудования. Рабочая поверхность этой модели станка отличается довольно большими размерами, а крепление инструментов имеет механический характер.
Вертикально-фрезерный станок 6Р13 является консольно-фрезерным устройством, силовые цепи которого подпитываются от трехфазной сети с частотой 50Гц или 60Гц и напряжением в диапазоне 220В – 440В. Цепи управления могут работать при напряжении 110 и 220В. Для цепей локального света достаточно напряжения 24В – 110В. Цепи электродинамического торможения работают при напряжении 60-65В (в случае силового напряжения 380-440В) или 56В (при силовом питании 220В).
Слева на станине устанавливается специальный светильник, который освещает рабочее место станка. Существует три режима работы вертикально-фрезерного аппарата 6Р13: управление при помощи кнопок и рукояток, автоматический режим и режим круглого стола.
Для надежной и бесперебойной работы вертикально-фрезерного станка 6Р13 необходима плановая проверка состояния как пусковой, так и релейной аппаратуры, во время которой рекомендуется проконтролировать надежность замыкания и размыкания контактных мостиков.
Кроме того, следует регулярно осматривать электродвигатель устройства, а при возникновении неполадок выполнять профилактический ремонт. Частота проверок напрямую зависит от интенсивности использования станка. Рекомендуется, как минимум, раз в два месяца проводить профилактический осмотр электродвигателя.
Компания «ПитерМаш» предлагает оптимальные цены на станки вертикально-фрезерные 6Р13 со склада.
<< Назад в раздел
Тип документации: Руководство по эксплуатации Год выпуска: 1978 Листов / страниц: 50 / 50 Тип файлов: DJVU Копия: сканированная Качество изображений: ч/б, 2550*3509, 300dpi Архиватор: WinZip Размер архива: 3.4 Мб Паспорт выложен пользователем: Administrator Данный раздел паспорта содержит документацию только по механической части станка. Электрооборудование и электросхемы смотрите в другом разделе. Также вы можете найти ссылки на возможные ревизии электрооборудования к данному станку, пролистав описание до конца. Будьте внимательны, станки производило несколько предприятий – Горький (Нижний Новгород, ГЗФС) и Воткинск (ВМЗ). Проверяйте изготовителя вашего станка и ищите на портале нужную вам документацию Дополнительная информация: – Назначение и область применения, состав станка, стр. 2 – Устройства и работа, стр. 3-4 – Кинематика, стр. 5-7 – Станина, поворотная головка, коробка скоростей, коробка подач стр. 8-11 – Консоль, механизм быстрого хода, механизм включения подач, стр. 12-17 – Система смазки, стр. 18-19 – Инструкция по эксплуатации, порядок установки, стр. 20-21 – Настройка, наладка, режимы работы, стр. 22-24 – Охлаждения, регулирование, стр. 25-27 – Схема расположения подшипников, стр. 28 – Паспорт: основные технические характеристики, стр. 29-30 – Механика станка, стр. 31-32 – Сведения о ремонте и изменениях в конструкции, стр. 33-35 – Комплект поставки (стандартный), стр. 36 – Материалы по быстроизнашивающимся частям, стр. 37-42 – Комплект поставки (опциональный), стр. 44 – 6Р12 устройство зажима инструмента, 6 страниц Дополнительная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Более подробно о программах и форматах, используемых для чтения документации – проследуйте в раздел главного меню “Помощь по сайту”. Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки “скачать с файлообменника” означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Скачать паспорт на станок 6Р12, 6Р12Б, 6Р13, 6Р13Б с файлообменника Документ скачан 3811 раз(а) |
 Горький (Завод Фрезерных Станков ЗФС)
Горький (Завод Фрезерных Станков ЗФС)
 В вашем обозревателе откроется новая страница файлообменника depositfiles, на которой выберите тип загрузки “Обычное скачивание”, нажав соответствующую кнопку под правым кругом (показатель скорости загрузки). Важно: закройте открывшееся меню (нажать крестик) с предложением подписки на пробный период (акция). Далее дождитесь своей очереди (обычно это занимает 1 минуту, у вас будет отсчет времени), появится меню с предложением ввести контрольные слова или посмотреть видео с контрольным словом, введите контрольное слово и нажмите “continue”. После этого появится большая кнопка “Скачать файл браузером в ообычном режиме”.Смело нажимаете и получаете файл. В случае если с Вашего IP адреса уже ведется скачивание Вам придется дождаться окончания предыдущей загрузки. Платить за скачивание не нужно! После скачивания паспорта распакуйте его архиватором WinRAR или WinZIP и руководство готово к использованию. Если у вас что-то не получается, посмотрите в youtube видеоинструкцию “как скачать бесплатно с dfiles”.
В вашем обозревателе откроется новая страница файлообменника depositfiles, на которой выберите тип загрузки “Обычное скачивание”, нажав соответствующую кнопку под правым кругом (показатель скорости загрузки). Важно: закройте открывшееся меню (нажать крестик) с предложением подписки на пробный период (акция). Далее дождитесь своей очереди (обычно это занимает 1 минуту, у вас будет отсчет времени), появится меню с предложением ввести контрольные слова или посмотреть видео с контрольным словом, введите контрольное слово и нажмите “continue”. После этого появится большая кнопка “Скачать файл браузером в ообычном режиме”.Смело нажимаете и получаете файл. В случае если с Вашего IP адреса уже ведется скачивание Вам придется дождаться окончания предыдущей загрузки. Платить за скачивание не нужно! После скачивания паспорта распакуйте его архиватором WinRAR или WinZIP и руководство готово к использованию. Если у вас что-то не получается, посмотрите в youtube видеоинструкцию “как скачать бесплатно с dfiles”.
6P13 – Гидрадин Разное. Артикулы
Отслеживание
Подробнее о продукте
Производитель: FOSTER MANUFACTURING
Подробности серииHydradyne Разное Номер детали
Технические характеристики
 org/PropertyValue”> Производитель: ПРИЕМНОЕ ПРОИЗВОДСТВО
org/PropertyValue”> Производитель: ПРИЕМНОЕ ПРОИЗВОДСТВОБирки с номерами деталей
ПРЕДУПРЕЖДЕНИЕ: Этот продукт содержит химическое вещество, которое, как известно в штате Калифорния, вызывает рак, врожденные дефекты или другие нарушения репродуктивной функции.Не использовать вместе с питьевой водой. Вымойте руки после работы. – www.p65warnings.ca.govFar Cry 6 Все локации для оружия
Far Cry 6 имеет в общей сложности 98 единиц оружия (49 единиц оружия, которые можно приобрести, и 49 единиц уникального оружия). Собрав все 49 уникальных видов оружия, вы получите трофей и достижение «Вооруженные зубами». Неуникальное оружие, которое можно купить, не засчитывается для трофеев и достижений!
Уникальное оружие можно найти в мире как предметы коллекционирования, а также за выполнение определенных миссий и побочных заданий.Неуникальное оружие, которое можно купить, можно купить в Партизанском гарнизоне, который является одним из строящихся лагерей.
Ни одно оружие нельзя пропустить. Вы все еще можете получить их все после сюжета в свободном режиме.Вы можете отслеживать, какие из них у вас есть, в Меню> Арсенал> щелкните свое оружие, а затем щелкните вкладки категорий оружия вверху. Когда вы прокручиваете пропавшее оружие, оно также показывает текстовую подсказку, как его получить. Точные места показаны здесь в руководстве.
ВАЖНО: для трофея / достижения «Вооружено до зубов» учитывается только Уникальное оружие. Неуникальное покупаемое оружие НЕ в счет.
Информацию о броне см. В Far Cry 6 Все места расположения брони .
Винтовки (неуникальные)
- 45/70-Т – куплен в Партизанском гарнизоне
- АК-47 – куплен в Партизанском гарнизоне
- FAL – автоматически получается во время пролога на Исла Сантуарио.
- MS16 S – автоматически получается во время пролога на Исла Сантуарио.
- АК-М – куплен в Партизанском гарнизоне
- AR-C – Награда за завершение «Охота за сокровищами: рассказала мне птичка».
- БП-2 – куплен в Партизанском гарнизоне
- BP-RUC – куплено у партизанского гарнизона
- M16 A1 – Награда за выполнение Treasure Hunt: High Supply.
- AS VAL – куплено в Guerrilla Garrison
- MS16 L – куплен в Guerrilla Garrison
- SKS – куплено у Guerrilla Garrison
- SSGP-58 – куплен в Партизанском гарнизоне
Винтовки (Уникальные)
- Обряды смерти – Обыщите Мальдито. Найден внутри дома с сломанной крышей.
- Fuck Anton – сначала вы должны закончить историю Ярана Чоризо «Fetch Quest». Во время этого квеста Чоризо даст вам «Таинственный ключ», который можно использовать, чтобы разблокировать этот сундук с оружием на острове Сантуарио> Кито> Прадо-Медоуз> Касас-Коув> на небольшом острове.
- Вива Либертад – Обыщите маяк Пунто Норте на лугах Прадо. В розовом доме рядом с маяком.
- Camo Quinceanera – Завершите поиск сокровищ «Прилив» в Робустас-Хиллз.
- Sharkbite – Обыщите станцию Roco Pequena Sat в долине Фернандо. За запертой дверью на базе FND ключ получается после захвата базы.
- Noblesse Oblige – Обыщите музей ложной революции в степях Изабеллы. Внутри витрина музея (юго-западный зал музея).
- Только один пинг – завершите основную сюжетную операцию «Львиное логово». Автоматическая история, которую нельзя пропустить.
- Вая Кон Диос – Найдите аэропорт имени Габриэля Кастильо на мысе Мирадор. В диспетчерской аэропорта, наверху, в диспетчерской.
- Surf & Turf – Завершите поиск сокровищ «Крокодиловы слезы» в Cobre Shores.
- Hi-Fi – Найдите El Rancho Bicho в Cielo Gardens. Внутри дома перед кроватью.
- Уруши – Обыщите судоходные верфи в Эсперансе.В доках, за зданием.
- Зона-51 – Обыщите собор Ла Дивинидад в Старом Пуэбло. Наверху на базе FND «Собор Ла Дивинидад», на внешнем балконе, за запертыми синими воротами. Он будет разблокирован после захвата этой базы.
 Во время этого квеста Чоризо даст вам «Таинственный ключ», который можно использовать, чтобы разблокировать этот сундук с оружием на острове Сантуарио> Кито> Прадо-Медоуз> Касас-Коув> на небольшом острове.
Во время этого квеста Чоризо даст вам «Таинственный ключ», который можно использовать, чтобы разблокировать этот сундук с оружием на острове Сантуарио> Кито> Прадо-Медоуз> Касас-Коув> на небольшом острове.
Пистолеты-пулеметы (неуникальные)
- БП-SMG – куплен в Партизанском гарнизоне
- BZ19 – куплен в партизанском гарнизоне
- MP40 – куплен в Guerrilla Garrison
- MP5K – куплен в Guerrilla Garrison
- MP34 – куплен в партизанском гарнизоне
- ППШ-41 – куплен в Партизанском гарнизоне
- MP7 – куплено в Guerrilla Garrison
Пистолеты-пулеметы (Уникальные)
- Железный занавес – исследуйте воды возле отеля El Tigre Dormido на мысе Санта-Мария.Под водой надо нырнуть.
- Рубеж веков – Найдите сельское хозяйство Resplandor в Пальмском лесу. В складском помещении рядом с местом падения припасов.
- Carriage Carnage – Обыщите разрушенный железнодорожный мост возле Национального зоопарка Кастильо. Посреди сломанного моста, в красном железнодорожном контейнере. Вы можете либо полететь туда на вертолете / вингсьюте, либо подняться по цветочным лозам с другой стороны моста.
- Streamline Moderne – Обыщите 2-ю танковую дивизию FND в Пальмском лесу.Это под землей в бункере. Войдите в небольшой дом на базе FND, как показано на третьем скриншоте ниже. Внутри вы найдете ключ и вход в бункер (дверь бункера на полу). Хватаем ключ, открываем люк в бункер и спускаемся вниз. Внутри бункера вы найдете тайник с оружием.
- Сделай сам Смерть – поиск Консепсьон. За двумя разбитыми автомобилями на северо-востоке города Консепсьон.
- SMG-Issimo – Найдите бар La Raja в долине Фуэго. Снаружи на деревянных поддонах, на виду.
- Героический конец – Обыщите клинику People’s Pride в бухте Дорадо. В палатке за большим зданием клиники, где находится единственный враг.
 В складском помещении рядом с местом падения припасов.
В складском помещении рядом с местом падения припасов.  В палатке за большим зданием клиники, где находится единственный враг.
В палатке за большим зданием клиники, где находится единственный враг. Легкие пулеметы (неуникальные)
- РПД – куплено в Партизанском гарнизоне
- M60 NV – куплен в партизанском гарнизоне
- MG21 – куплен в Партизанском гарнизоне
- MG42 – Награда за выполнение Treasure Hunt: Sweet Fifteen.
Легкие пулеметы (Уникальные)
- Тонуть или плавать – ищите затонувшие корабли в воде возле Барриги.Под водой надо нырнуть.
- Ударный драйвер – Обыщите курорт Chancletas в Муэрте-Пойнт. На полке в закрытом дворе необходимо перелезть через стены (или сбрасывать / лететь к ней).
- Crackle & Pop – Обыщите кинотеатр Эль Райо в Западном Ладо. Внутри военизированной зоны поднимитесь по лестнице сбоку от здания (рядом с лестницей есть значок голубого глаза, см. Изображение ниже), на крыше находится сундук с оружием.
Снайперские винтовки (неуникальные)
- Yaran SR-A – покупается в Партизанском гарнизоне
- . 308 Карабин – покупается в Партизанском гарнизоне
- СВД – куплен в Партизанском гарнизоне
- MBP .50 – куплено в Guerrilla Garrison
 308 Карабин – покупается в Партизанском гарнизоне
308 Карабин – покупается в Партизанском гарнизонеСнайперские винтовки (Уникальные)
- Эль Депредадор – Постройте и улучшите партизанский лагерь Охотничьего домика до уровня 3.
- Sobek Special – Завершите охоту за сокровищами «Тайник с деньгами» в Oasis Plains.
- Double Clutch – пройдите гонку Gran Premio. Для этого подойдет любая раса.
- Эль-Тирано – Обыщите форт Эскила на полуострове Вентоса.На вершине маяка необходимо использовать крюк, чтобы подняться туда (или взлететь).
- Преосуществитель – Обыщите Академию Истинного Ярана в садах Чьело. Он под землей, должен войти в люк и спуститься вниз (люк см. На третьем изображении ниже).
Ружья (неуникальные)
- Обрезка 1887 г. – куплена у партизанского гарнизона
- M133 – куплен у партизанского гарнизона
- SBS – куплен в Партизанском гарнизоне
- СПАС-12 – Награда за завершение «Поиск сокровищ: передача факела».
- KSG – куплено в Партизанском гарнизоне
- РМС-18 – куплен в Партизанском гарнизоне

Ружья (Уникальные)
- Хьюмидора – Обыщите маяк Пунто-Эсте в Саградо. На вершине башни используйте крюк или взлетите.
- Эль-Руби – Серах-Торре-дель-Леон. В вестибюле / первом этаже самого высокого здания в Эсперансе. Вы можете попасть туда, используя люк к югу от него, отмеченный на карте значком глаза.
- Ciervo Macho – Постройте и улучшите партизанский лагерь Охотничьего домика до уровня 2.
- Истинный лоялист – завершите поиск сокровищ «Самый настоящий Яран» в Новентармасе.
- Казнь при раскопках – завершите поиск сокровищ «Длинная капля» в Каталинском хребте.
- Supercharger – Найдите нефтяную платформу GDP в Cobre Shores (база FND нефтяной платформы GDP). База FND состоит из 4 небольших нефтяных платформ. Из этих 4 платформ вы должны сначала нажать красную кнопку на юго-западной нефтяной платформе (нижняя левая на карте – см. 3-й снимок экрана ниже кнопки в машинном отделении).Это открывает транспортный контейнер на верхнем уровне юго-восточной нефтяной платформы (нижний правый на карте). Поднимитесь там на крышу и пройдите за синие транспортные контейнеры, один из них теперь будет открыт, и вы можете схватить оружие, которое находится внутри него.
- COM.PEW.TER – Обыщите ретрансляционную станцию Пик Таино в Бандидо-Эскарпмент. На вершину башни поднимитесь по лестнице внутри башни.
 3-й снимок экрана ниже кнопки в машинном отделении).Это открывает транспортный контейнер на верхнем уровне юго-восточной нефтяной платформы (нижний правый на карте). Поднимитесь там на крышу и пройдите за синие транспортные контейнеры, один из них теперь будет открыт, и вы можете схватить оружие, которое находится внутри него.
3-й снимок экрана ниже кнопки в машинном отделении).Это открывает транспортный контейнер на верхнем уровне юго-восточной нефтяной платформы (нижний правый на карте). Поднимитесь там на крышу и пройдите за синие транспортные контейнеры, один из них теперь будет открыт, и вы можете схватить оружие, которое находится внутри него. Луки (неуникальные)
- Изогнутый лук – покупается в партизанском гарнизоне
- Композитный лук – покупается в Партизанском гарнизоне
Луки (Уникальные)
- Яблочко – Обыщите джунгли возле Лапида Маготе.Он внутри пещеры, нужно выстрелить в клетку, чтобы открыть ее.
- El Capirote – Постройте и улучшите партизанский лагерь охотничьего домика (уровень 1).
Пусковые установки (неуникальные)
- М-79 – куплен в Партизанском гарнизоне
- РПГ-7 – куплен в Партизанском гарнизоне
- MGL-6 – Награда за завершение «Поиск сокровищ: прощальные подарки».
- RAT4 – куплен в Guerrilla Garrison

Пусковые установки (уникальные)
- Ла Гуарача – Поиск Сегунды.На сцене уличного бара.
- Эль Кабальеро – Обыщите базу FND «F.I. Металлургический завод Эскудо »в Корб Шорс. За большим производственным корпусом находится маленькая запертая комната. Покорите базу, чтобы открыть дверь, затем вы можете найти сундук с оружием внутри.
- La Petite Mort – Завершите поиск сокровищ «Влюбленные, скрещенные мечом» в Муэрте-Пойнт.
- На орбиту – Завершите поиск сокровищ «Жидкое мужество» в порту Дель Торо.
Пистолеты (неуникальные)
- M9 – куплен в партизанском гарнизоне
- ПММ – Стартовое оружие
- 1911 – Награда за завершение поиска сокровищ: и бит продолжается…
- МАРК VI – покупается в Партизанском гарнизоне
- Desert Eagle – Награда за завершение «Поиск сокровищ: последний, кто уйдет».
- P226 – Завершите основную сюжетную операцию «Львиное логово». Автоматическая история, которую нельзя пропустить.
 Автоматическая история, которую нельзя пропустить.
Автоматическая история, которую нельзя пропустить.Пистолеты (Уникальные)
- Blood Drunk – Обыщите виллу Хосе в парке Серпентино. Внутри виллы, наверху.
- Автократ – Обыщите форт Кито в Саградо. Внутри вражеского форта спуститесь по лестнице, затем расстреляйте бочки со взрывчаткой на огороженной территории, где находится оружие. Это взорвет забор, чтобы вы могли получить доступ к оружию.
- Смертельная доза – Завершите поиск сокровищ «Мангуст и человек» на скалах Агуда.
- Эль-Флоресер – Обыщите офис адмирала Бенитеса в форте Фонтана. Находится под металлической лестницей на юго-востоке форта Фонтана.
- Эль Регало де Клара – Завершите операцию «У стены».
- Pistola Sportiva – Найдите поле Эль-Маратон в Западном Ладо. На окраине Эсперансы поднимитесь по лестнице на стадион, чтобы найти это в будке комментатора.
Автопистолеты (неуникальные)
- Скорпион – покупается в Партизанском гарнизоне
- SMG-11 – куплен в Партизанском гарнизоне
- 6П13 Авто – куплен в Партизанском гарнизоне
Автопистолеты (Уникальные)
- Rococo Loco – Завершите операции Los Bandidos. Вы начинаете Los Bandidos Operations на доске квестов в ваших 3 основных лагерях в Мадругаде, Валле-де-Оро, Эль-Эсте. Это пассивные миссии, в которых вы отправляете своих лидеров бандитов выполнять задания за вас (рассчитанные по времени миссии, которые ИИ выполняет за вас автоматически без вашего участия). По истечении установленного времени они прибудут к своей цели, и вы сможете отдавать им команды через Оперативную доску. Продолжайте выполнять эти Операции, пока не получите одну с оружием Рококо Локо в качестве награды, что должно быть одной из первых нескольких Операций, которые вы получите.
- Эль-Генерал – Обыщите склад боеприпасов FND в Венсехо. Вы должны спуститься по лестнице внутри бункера (обведена красным на 3-м изображении ниже). Ключ от бункера находится в той же комнате, где находится лестница, с правой стороны.
Снимок - – Обыщите маяк Гольфо Васто в национальном парке Сиенага Нублада. На вершину башни можно залезть на крюк или взлететь.
 Вы начинаете Los Bandidos Operations на доске квестов в ваших 3 основных лагерях в Мадругаде, Валле-де-Оро, Эль-Эсте. Это пассивные миссии, в которых вы отправляете своих лидеров бандитов выполнять задания за вас (рассчитанные по времени миссии, которые ИИ выполняет за вас автоматически без вашего участия). По истечении установленного времени они прибудут к своей цели, и вы сможете отдавать им команды через Оперативную доску. Продолжайте выполнять эти Операции, пока не получите одну с оружием Рококо Локо в качестве награды, что должно быть одной из первых нескольких Операций, которые вы получите.
Вы начинаете Los Bandidos Operations на доске квестов в ваших 3 основных лагерях в Мадругаде, Валле-де-Оро, Эль-Эсте. Это пассивные миссии, в которых вы отправляете своих лидеров бандитов выполнять задания за вас (рассчитанные по времени миссии, которые ИИ выполняет за вас автоматически без вашего участия). По истечении установленного времени они прибудут к своей цели, и вы сможете отдавать им команды через Оперативную доску. Продолжайте выполнять эти Операции, пока не получите одну с оружием Рококо Локо в качестве награды, что должно быть одной из первых нескольких Операций, которые вы получите. Это все оружие в Far Cry 6.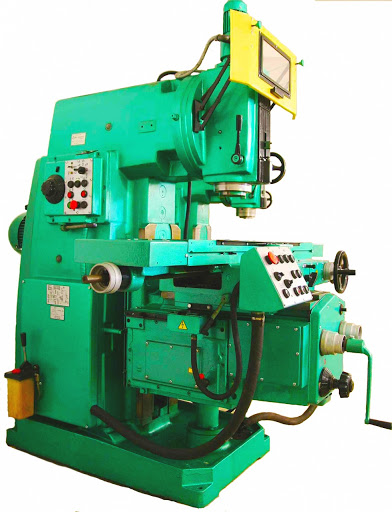 Собрав все 49 УНИКАЛЬНЫХ видов оружия, вы получите трофей или достижение «Вооружены до зубов».
Собрав все 49 УНИКАЛЬНЫХ видов оружия, вы получите трофей или достижение «Вооружены до зубов».
Больше предметов коллекционирования:
Для получения дополнительных руководств ознакомьтесь с полным руководством по Far Cry 6 – 100% завершение вики и стратегии.
Автоматический пистолет Стечкина АПБ с глушителем / глушителем (СССР / Россия)
Пистолет Стечкина АПБ / 6П13 с глушителем, готовый к переноске; обратите внимание на то, как глушитель крепится к плечевому прикладу
Пистолет Стечкина АПБ / 6П13 с глушителем, с глушителем и прикладом.Мишень была обстреляна с расстояния 25 метров короткими очередями по 2–4 выстрела в каждой.
Тип: Double Action
Калибры: 9 × 18 Макаров PM
Масса без патронов: 1650 г без патронов, с глушителем и ложей
Длина: На 246 мм меньше глушителя; 455 мм с глушителем и без приклада
Длина ствола: 140 мм
Вместимость: 20 патронов
АПБ Стечкина ( Автоматический пистолет Бесшумный – автоматический пистолет с глушителем) является дальнейшим развитием автоматического пистолета Стечкина АПС. APB был разработан к 1972 году для подразделений советского спецназа и КГБ и широко использовался в Афганистане и более поздних конфликтах. Похоже, что все пистолеты АПБ были переработаны из более ранних пистолетов Стечкина АПС. APB с глушителем работает так же громко, как пистолет без глушителя .22 калибра, и очень точен и управляем, особенно с установленным плечевым прикладом. Можно легко добиться множественных попаданий на дальности 25 метров и более в полностью автоматическом режиме, стреляя очередями по 2-4 выстрела, как показано на картинке выше.
APB был разработан к 1972 году для подразделений советского спецназа и КГБ и широко использовался в Афганистане и более поздних конфликтах. Похоже, что все пистолеты АПБ были переработаны из более ранних пистолетов Стечкина АПС. APB с глушителем работает так же громко, как пистолет без глушителя .22 калибра, и очень точен и управляем, особенно с установленным плечевым прикладом. Можно легко добиться множественных попаданий на дальности 25 метров и более в полностью автоматическом режиме, стреляя очередями по 2-4 выстрела, как показано на картинке выше.
Основное действие APB такое же, как и у пистолета APS, то есть это простой пистолет со свободным затвором, спусковым крючком двойного действия и открытым курком. Он также является выборочным, а безопасность также действует как переключатель режима огня, позволяя вести одиночные выстрелы и вести огонь полностью в автоматическом режиме. Однако его ствол просверлен, чтобы уменьшить начальную скорость, и заключен в трубчатую рубашку, которая выступает вперед от затвора и имеет канавки для размещения быстросъемного интерфейса глушитель / глушитель. Шумоглушитель выполнен в классическом стиле, со съемным перегородкой из стали.Глушитель имеет эксцентричную конструкцию, позволяющую выходить за пределы прямой видимости без изменения штатных прицелов ведущего орудия. Неуклюжая и тяжелая кобура / плечевая ложа APS заменена гораздо более удобной съемной лямкой из стальной проволоки. Пистолет обычно носился в специальной кожаной кобуре с отдельными подсумками для глушителя и ложа.
Шумоглушитель выполнен в классическом стиле, со съемным перегородкой из стали.Глушитель имеет эксцентричную конструкцию, позволяющую выходить за пределы прямой видимости без изменения штатных прицелов ведущего орудия. Неуклюжая и тяжелая кобура / плечевая ложа APS заменена гораздо более удобной съемной лямкой из стальной проволоки. Пистолет обычно носился в специальной кожаной кобуре с отдельными подсумками для глушителя и ложа.
Как найти и разблокировать лучшее оружие
Far Cry 6 В находится самая большая карта серии.По всей Yara есть множество оружия, которое можно найти, разблокировать и модифицировать. Тем не менее, количество оружия – от снайперских винтовок до SMG и гранатометов – может быть устрашающим. Вот где мы вмешались, чтобы порекомендовать одно из самых сильных и забавных видов оружия, которое можно найти в Far Cry 6. С этим сильным оружием в вашем арсенале вы будете непобедимы против солдат Антона Кастильо.
Подробнее: Far Cry 6: Как разблокировать все аттракционы
Пистолет: Pistola SportivaPistol Sportiva быстро обращается с отличным управлением и может эффективно стрелять как на короткой, так и на средней дистанции, что делает его отличное оружие для вашего снаряжения.
Где найти: Как уникальное оружие, вы не можете его купить, но вы можете пойти дальше и найти его, обыскав поле Эль-Маратон в Западном Ладо, которое находится в северной части Западного Ладо.
Auto-Pistol: 6P13 Auto Auto-Pistol 6P13 является отличным пистолетом для выстрела и ведения некоторых атак ближнего боя. Без пакета расширения Blood Dragon это самый мощный пистолет, который вы можете приобрести в игре.
Где найти: Вы можете получить его, случайно найдя его в зоне, контролируемой военными, или купив в партизанском гарнизоне в выбранном вами партизанском лагере.
Резольвер Оружие:
Ла ВаритаЛа Варита – одна из самых сильных уникальных винтовок в Far Cry 6. Оснащенный Triador Supremo, вы можете убивать врагов одним выстрелом и стрелять по солдатам через стены.
Где найти: Он открывается после завершения Истории Ярана, Благословения Триады, в которой вам нужно отправиться в Охоту за сокровищами, чтобы найти три Реликвии Триады.
Винтовка: SSGP-58
Одна из лучших винтовок, которую вы можете приобрести относительно рано в Far Cry 6, – это винтовка SSGP-58.С ней легко обращаться, а при настройке с помощью правильных модификаций точность винтовки может быть значительно улучшена, что значительно упрощает уничтожение нескольких вражеских солдат.
Где найти: SSGP-58 можно разблокировать, случайно обнаружив его в зоне, контролируемой военными, или купив в партизанском гарнизоне в выбранном вами партизанском лагере.
Пистолет-пулемет: MP7Пистолет-пулемет MP7 позволяет стрелять невероятно быстрыми снарядами, убивая от двух до трех целей перед каждой перезарядкой.Оснащенный правильными модами, это развлечение невозможно остановить, если вы хотите убить нескольких ближайших врагов со скоростью и скоростью.
Где найти: MP7 можно купить в партизанском гарнизоне в выбранном вами партизанском лагере или разблокировать, если вы случайно найдете его в зоне, контролируемой военными.
Light Machine Gun: Crackle and Pop Crackle and Pop – уникальный легкий пулемет, то есть его можно только найти, а не купить. Пушка сможет без проблем поразить нескольких врагов, но имеет неплохую отдачу.
Пушка сможет без проблем поразить нескольких врагов, но имеет неплохую отдачу.
Где найти: Вы можете попытаться найти его, выполнив поиск в кинотеатре El Rayo Cinema, расположенном в Вест-Ладо, в северной части Эсперансы.
Снайперская винтовка: КобраконОпять же, Кобракон – это уникальная снайперская винтовка, которую вам нужно искать, а не покупать. Он обладает невероятной точностью, дальностью и наносит большой урон, а это значит, что вы можете с легкостью уничтожить солдат Кастильо из далекой сторожевой башни.
Где найти: Это оружие может напоминать вам о Far Cry 3: Blood Dragon, потому что оно из дополнения Far Cry 6 Blood Dragon! Набор можно приобрести в магазине Ubisoft или включить в Gold Edition игры и выше.
Дробовик: RMS-18 RMS-18 – лучший дробовик, который можно купить за песо в Far Cry 6. Он не очень хорош для стрельбы на дальние дистанции, но на коротких дистанциях пистолет вызовет абсолютный хаос среди ваших врагов.
Он не очень хорош для стрельбы на дальние дистанции, но на коротких дистанциях пистолет вызовет абсолютный хаос среди ваших врагов.
Где найти: Вы найдете оружие случайно в зоне, контролируемой военными, или можете купить его в партизанском гарнизоне в выбранном вами партизанском лагере.
Лук: составной лукКак и в предыдущих играх серии Far Cry, составной лук является обязательным условием, если вы хотите точно охотиться или совершать впечатляющие скрытые атаки.
Где найти: Если вы хотите легко разблокировать его, в этом руководстве мы расскажем, как это сделать.
Пусковая установка: Ракетная установка RAT4 Ракетная установка RAT4 – это уникальная ракетная установка, которая наносит одни из самых высоких повреждений в игре, причем с большой точностью, что делает солдат Кастильо слишком легкими для борьбы. Мы перечислили все пусковые установки, доступные в Far Cry 6, и как их найти, здесь.
Мы перечислили все пусковые установки, доступные в Far Cry 6, и как их найти, здесь.
Где найти: Вы можете разблокировать RAT4, завершив поиск сокровищ Liquid Courage в порту Дель Торо, который находится в северной части Новентармас, Валле-де-Оро.
Как найти и разблокировать новое оружие в Far Cry 6
Вы можете разблокировать новое оружие, выполнив любое из следующих действий:
- Постройте партизанский гарнизон , поговорив с бригадиром в одном из ваших партизанских лагерей. После этого вы сможете приобрести оружие, поговорив с инструктором по тренировкам здесь. Улучшайте свой партизанский гарнизон, чтобы сделать его доступным больше!
- Завершите операций и побочные миссии , и время от времени вы будете вознаграждены новым уникальным оружием и снаряжением.
- Вы часто найдете тайников FND , также известных как сундуки, вокруг Яры, обычно на военных базах или в областях, где вы должны выполнять операции. Так что не забывайте исследовать и грабить. Часто есть отдельные комнаты, в которых требуются ключи с этими сундуками внутри, поэтому, если вы когда-нибудь возьмете ключ во время операции, обязательно найдите, какую дверь он открывает!
- В вашем партизанском лагере будет Черный рынок , где вы также можете купить оружие; некоторые из них будут доступны только в течение ограниченного времени.
- Наконец, регулярно возвращайтесь к Juan’s Arms Deilers . Здесь вы сможете заполучить уникальное оружие-резолвер!

Вооружившись лучшим оружием в Far Cry 6, победить армию солдат Антона Кастильо и освободить Яру должно быть немного легче, чем раньше. Теперь имеет смысл только пойти вперед и экипировать лучший супремо, нанять компаньона-животного, а затем позаботиться о том, чтобы вы пошли и повеселились за пределами основного сюжета игры!
Теперь имеет смысл только пойти вперед и экипировать лучший супремо, нанять компаньона-животного, а затем позаботиться о том, чтобы вы пошли и повеселились за пределами основного сюжета игры!
Исследуйте и описывайте типы сил, включая контактные силы и силы, действующие на расстоянии, такие как электрические, магнитные и гравитационные.
STEM Roller Coaster Engineering:Студенты будут исследовать и описывать различные типы сил. Они завершат инженерный проект, чтобы построить самые быстрые американские горки. Учащиеся будут использовать переменные (расстояние и время), которые меняются по отношению друг к другу, для решения реальной проблемы.
Тип: План урока
Роботы устраиваются на работу: В этом MEA студенты будут выбирать роботов, которые более эффективны при выполнении определенного типа работы. Им нужно будет проанализировать таблицы данных, которые включают силу, единицы силы, массу, единицы массы и трение.
Им нужно будет проанализировать таблицы данных, которые включают силу, единицы силы, массу, единицы массы и трение.
Типовые мероприятия по выявлению (MEA) – это открытые междисциплинарные мероприятия по решению проблем, которые призваны выявить мысли учащихся о концепциях, заложенных в реалистичных ситуациях. Щелкните здесь, чтобы узнать больше о МПС и о том, как они могут изменить ваш класс.
Тип: План урока
Удары молнии! : На этом уроке учащиеся проанализируют информационный текст, в котором рассматриваются причины, вызывающие молнии и гром.В тексте также описаны способы обеспечения безопасности во время грозы. Этот информационный текст предназначен для поддержки чтения в области содержимого. План урока включает руководство по ведению заметок, вопросы, зависящие от текста, написание подсказок, ключи для ответов и рубрику письма.
План урока включает руководство по ведению заметок, вопросы, зависящие от текста, написание подсказок, ключи для ответов и рубрику письма.
Тип: План урока
Физика, лежащая в основе веселья: На этом уроке учащиеся проанализируют информационный текст, описывающий физику американских горок.Этот информационный текст предназначен для поддержки чтения в области содержимого. Статья была написана, чтобы ответить на вопрос: «Почему я не падаю, когда американские горки переворачиваются вверх ногами?» Статья представляет собой интересное сочетание научной информации о физике американских горок и некоторых забавных фактов. План урока включает вопросы, зависящие от текста, написание подсказок, ключи для ответов и рубрику письма.
Тип: План урока
Инженеры по левитации: исследующие силы:Учащиеся будут исследовать, наблюдать и делать выводы о свойствах и поведении магнитов, проводя собственные эксперименты с магнитами и различиями между контактными и бесконтактными силами.Студенты спроектируют и спроектируют устройство магнитной левитации, используя процесс инженерного проектирования.
Тип: План урока
Сила с тобой: Центровое расследование сил контакта и действия на расстоянии с итоговой оценкой характеристик. Студенты будут изучать различные типы сил в подходе групповой работы. Изучив собранные данные, студенты продемонстрируют способность определять, где каждая из этих сил может быть найдена в реальном мире. Студенты будут вовлечены в сотрудничество и аргументацию для достижения этих целей.
Студенты будут изучать различные типы сил в подходе групповой работы. Изучив собранные данные, студенты продемонстрируют способность определять, где каждая из этих сил может быть найдена в реальном мире. Студенты будут вовлечены в сотрудничество и аргументацию для достижения этих целей.
Тип: План урока
Да прибудет с тобой сила:Этот урок ориентирован на то, чтобы учащиеся могли определить разницу между контактными и бесконтактными силами.Этот урок включает в себя презентацию, в которой учащиеся демонстрируют контактные силы и бесконтактные силы, а учащимся предлагается составить буклет для систематизации полученной информации.
Тип: План урока
Вы должны его переместить, переместите !: Этот урок STEM состоит из 3-4 занятий по 45 минут, возможно, дольше для инклюзивных студентов, которым потребуется больше указаний. Это предполагает тесное сотрудничество и процесс инженерного проектирования.
Это предполагает тесное сотрудничество и процесс инженерного проектирования.
- Определите проблему
- Проведите предварительное исследование
- Укажите требования
- Решения мозгового штурма
- Выберите лучшее решение
- Выполнить опытно-конструкторские работы
- Построить прототип
- Тестирование и модернизация
Студенты будут проектировать судно, которое должно пройти четыре фута с помощью вентилятора по двум различным типам веревок (леска и пряжа).Ожидается, что они будут рисовать дизайн на инженерных страницах с подробными деталями, иллюстрациями, с акцентом на гравитацию и наблюдаемые силы (натяжение, трение, нормальное давление, тянущее усилие и т. Д.). Студенты будут совместно изучать Закон гравитации, сил и движения и пройдут краткую оценку ответов в конце упражнения.
Тип: План урока
Удивительная ракета-воздушный шар:Студенты будут исследовать 3 закона движения Ньютона в их отношении к ракетной технике, построив ракету на воздушном шаре.Они будут собирать данные, вычислять скорость воздушного шара, когда он движется по струне, и вычислять скорость и ускорение. Студенты построят график “расстояние-время” и график “скорость-время”. Учащиеся найдут наклон графика «расстояние-время» и объяснят, почему этот наклон представляет собой скорость воздушного шара. Студенты далее объяснят, почему их наклон графика скорость-время представляет собой ускорение.
Тип: План урока
Горячо или холодно: магниты всегда качаются !:В этом уроке используется практический подход для исследования одной из трех неконтактных сил.Учителя могут использовать этот план урока, чтобы ученики исследовали и исследовали, как температура может влиять на магнитную силу магнита.
Тип: План урока
Статическое цепляние – это вещь:Это наглядный урок, в котором используется компьютерное моделирование и 2 коротких обучающих видео для обучения студентов работе с электричеством на расстоянии.Он включает итоговый тест PowerPoint и рубрику для выставления итоговых оценок.
Тип: План урока
Ты замедлил поток, Джо ?:Учащиеся определяют влияние трения на скорость падения объекта в различных жидкостях, используя расчет скорости.С помощью этих расчетов учащиеся синтезируют причинно-следственную связь из результатов сравнения толщины (вязкости) жидкости и скорости падающего объекта.
Тип: План урока
Да пребудет с вами нейтрально плавучая сила !:- Этот урок помогает ученикам понять, что силы влияют на движение и что некоторыми силами можно манипулировать, чтобы уравновесить или неуравновешивать движение.На уроке учащиеся используют свои знания о типах сил и диаграммах свободного тела для выполнения исследовательской работы, в которой они пытаются сделать канистру с пленкой нейтрально плавучей в 10-литровом резервуаре, полном пресной воды. (Я также использовал 2-литровые бутылки с отрезанными крышками и пустую форму для пирога для сбора пролитой жидкости.) Студентам необходимо прогнозировать, наблюдать и объяснять в процессе, а также собирать и записывать данные, чтобы помочь количественно оценить свои результаты.
- После урока учащиеся применяют свои новые знания, полученные в ходе экспериментального обучения, к сценариям реальной жизни абстрактным способом в качестве формирующей оценки.
Тип: План урока
Логика бумажного маршрута:Основная задача, которую предстоит решить учащимся, – это помочь Лили Рэй Вриденхуд найти маршрут, который позволит ей сократить время, расстояние и наивысший рейтинг удовлетворенности клиентов. Студентам будет предоставлена карта всех улиц, ведущих по соседству, и рейтинг клиентов (смайлики).Учащимся нужно будет использовать линейку для определения расстояний, а также определения высот на топографической карте. Затем они напишут маршрут, который они выбрали для Лили, и напишут краткое объяснение того, почему это самый быстрый и наименьший пройденный путь. Затем студентов попросят просмотреть свои выводы и проинформируют о том, что некоторые из старых клиентов отменили доставку бумаги, а несколько новых клиентов подписались на нее. Соответствует ли их новый маршрут их выводам?
Типовые мероприятия по выявлению (MEA) – это открытые междисциплинарные мероприятия по решению проблем, которые призваны выявить мысли учащихся о концепциях, заложенных в реалистичных ситуациях.Щелкните здесь, чтобы узнать больше о МПС и о том, как они могут изменить ваш класс.
Тип: План урока
Электрические проводники и изоляторы:Учащиеся будут определять вещества, способные нести электрический заряд, и те, которые этого не делают.Студенты смогут идентифицировать и составлять схемы частей базовой последовательной цепи, хотя концепции последовательных и параллельных цепей еще не разработаны.
Тип: План урока
Строительство небоскреба – задача инженерного дизайна:Это задание по инженерному проектированию предназначено для того, чтобы помочь учащимся применять концепции контактных и бесконтактных сил при строительстве конструкций, способных противостоять силам ветра и гравитации.Он не предназначен в качестве первого знакомства с этим тестом.
Тип: План урока
Продажа парашютов:Студентов попросят помочь компании выбрать дизайн для продажи для их нового бизнеса.Компания дает студентам для начала четыре прототипа, но просит студентов создать один из них, если они хотят продолжить исследования. После выбора одной из моделей и написания отчета, чтобы объявить свои выводы и объяснить свои рассуждения, студентам будут предоставлены ограничения на парашют. Их просят найти легкий, но при этом прочный материал, устойчивый к разрыву и разрыву. Студенты должны будут создать парашюты, используя выбранную модель, но сделанную из разных материалов, чтобы получить наилучший общий материал.
Типовые мероприятия по выявлению (MEA) – это открытые междисциплинарные мероприятия по решению проблем, которые призваны выявить мысли учащихся о концепциях, заложенных в реалистичных ситуациях. Щелкните здесь, чтобы узнать больше о МПС и о том, как они могут изменить ваш класс.
Тип: План урока
404 Nie znaleziono strony – dokumentacje.eu
Печенье ustawienia plików
W tym miejscu możesz określić swoje preferencje w zakresie wykorzystywania przez nas plików cookies.Niezbędne do działania strony
Te pliki są niezbędne do działania naszej strony internetowej, dlatego też nie możesz ich wyłączyć.
Funkcjonalne
Te pliki umożliwiają Ci korzystanie z pozostałych funkcji strony internetowej (innych niż niezbędne do jej działania).Ich włączenie da Ci dostęp do pełnej funkcjonalności strony.
Analityczne
Te pliki pozwalają nam na dokonanie analysis dotyczących naszego sklepu internetowego, co może przyczynić się do jego lepszego funkcjonowania i dostosowania do potrzeb Użytkowników.
Analityczne dostawcy oprogramowania
Te pliki wykorzystywane są przez dostawcę oprogramowania, w ramach którego działa nasz sklep.Nie są one łączone z innymi danymi wprowadzanymi przez Ciebie w sklepie. Celem zbierania tych plików jest dokonywanie analiz, które przyczynią się do rozwoju oprogramowania. Więcej na ten temat przeczytasz w Polityce plików cookies Shoper.
Маркетинг
Dzięki tym plikom możemy prowadzić działania marketingowe.
А. Алахи, К. Гоэль, В. Раманатан, А. Робике, Л. Фей-фей и др., Social LSTM: прогнозирование траектории движения человека в людных местах, стр.6, 2016.
А. Барриузо и А. Торральба, Заметки об аннотации изображений, стр. 8, 2012.
Дж. Беркла, Ф. Флёре и П. Фуа, Надежное отслеживание людей с глобальной оптимизацией траектории, стр. 6, 2006.
J. Berclaz, F.Флёре, Э. Туреткен и П. Фуа, Отслеживание нескольких объектов с использованием оптимизации kshortest путей, IEEE Transactions on Pattern Analysis and Machine Intelligence, том 33, выпуск 9, стр.6, 2011.
П. Бергманн, Т. Мейнхардт и Л. Леал-тайкс. Отслеживание без наворотов. В: ICCV (2019) 2, 6, том 11, стр.13.
К. Бернардин и Р. Штифельхаген, Оценка эффективности отслеживания нескольких объектов: четкие метрики, Журнал по обработке изображений и видео, том 1, стр.7, 2008.
Л.Бертинетто, Дж. Валмадре, Дж. Ф. Энрикес, А. Ведальди и П. Х. Торр, Полностью сверточные сиамские сети для отслеживания объектов, стр.6, 2016.
А. Бьюли, З. Ге, Л. Отт, Ф. Рамос и Б. Апкрофт, Простое отслеживание онлайн и в реальном времени, ICIP, том 11, стр. 12, 2016.
Г. Бхат, М. Данелльян, Л. В. Гул и Р. Тимофте, Прогнозирование дискриминативной модели обучения для отслеживания, том 6, стр.13, 2019.
М. Д. Брейтенштейн, Ф. Рейхлин, Б. Лейбе, Э. Коллер-мейер и Л. Ван-гул, Надежное отслеживание путем обнаружения с использованием фильтра достоверных частиц детектора, стр.6, 2009.
Дж. Бромли, И. Гайон, Ю. Лекун, Э. Сэкингер и Р. Шах, Проверка подписи с использованием “сиамской” нейронной сети с временной задержкой, В: NIPS, стр.6, 1994.
С. Кэллес, К. К. Манинис, Дж. Понт-Тусе, Л. Леал-Тайсе, Д. Кремерс и др., Сегментация однокадрового видеообъекта, стр. 5, 2017.
С. Кэллес, Дж. Понт-Тусе, Ф. Перацци, А. Монтес, К. К. Манинис и др., Задача DAVIS 2019 по VOS: неконтролируемая многообъектная сегментация, стр. 5, 2019.
М.Ф.Чанг, Дж. Ламберт, П. Сангклой, Дж. Сингх, С. Бак и др., Argoverse: трехмерное отслеживание и прогнозирование с помощью расширенных карт, том 2, 2019.
Б. Чен, Д. Ван, П. Ли, С. Ван и Х. Лу, Отслеживание критиков и актеров в реальном времени, стр. 6, 2018.
W. Choi и S. Savarese, Сопровождение нескольких целей в мировых координатах с помощью одной минимально откалиброванной камеры, стр. 6, 2010.
М. Данелльян, Г. Бхат, Ф. С. Хан и М. Фельсберг, Атом: точное отслеживание путем максимизации перекрытия, том 6, стр.13, 2019.
М. Данелльян, Г. Бхат, Ф. Шахбаз-хан и М. Фельсберг, Эко: эффективные операторы свертки для отслеживания, том 6, стр.13, 2017.
Дж. Денг, В. Донг, Р. Сочер, Л. Дж. Ли, К. Ли и др., Imagenet: крупномасштабная иерархическая база данных изображений, стр. 3, 2009.
А. Эсс, Б. Лейбе, К. Шиндлер и Л. Ван-гул, Мобильная система видения для надежного слежения за несколькими людьми, стр.6, 2008 г.
Х. Фан, Л. Линь, Ф. Ян, П. Чу, Г. Дэн и др., LaSOT: высококачественный тест для крупномасштабного отслеживания одиночного объекта, т.2, 2019.
К. Файхтенхофер, А. Пинц и А. Циссерман, «Обнаруживать – отслеживать и отслеживать – обнаруживать», том 6, стр. 12, 2017.
Р. Фишер, Дж. Сантос-Виктор и Дж. Кроули, Зрение с учетом контекста с использованием активного распознавания на основе изображений. Программный проект ЕС по технологиям информационного общества, стр.4, 2001.
А. Гейгер, П. Ленц, Р. Уртасун, Готовы ли мы к автономному вождению? Набор тестов KITTI Vision, CVPR, том 2, стр.7, 2012.
Дж. Гкиоксари и Дж. Малик, Поиск экшн-трубок, т.6. С. 12, 2015.
К. Гу, К. Сан, Д. А. Росс, К. Вондрик, К. Пантофару и др., AVA: набор видеоданных пространственно-временных локализованных атомных визуальных действий, том 2, 2018 г.
URL: https: // hal. archives-ouvertes.fr/hal-01764300
А. Гупта, П. Доллар и Р. Гиршик, LVIS: набор данных для сегментации экземпляров большого словаря, CVPR (2019), том 12, стр.14
К. Хе, Г. Гкиоксари, П. Доллар и Р. Гиршик, Маска R-CNN. В: ICCV, стр.11, 2017.
Д. Хелд, С. Трун и С.Саварезе, Обучение отслеживанию со скоростью 100 кадров в секунду с использованием сетей глубокой регрессии, стр. 6, 2016.
Л. Хуанг, Х. Чжао и К. Хуанг, GOT-10k: большой тест с большим разнообразием для общего отслеживания объектов в дикой природе, стр. 5, 2018.
Х. Цзян, С. Фелс и Дж. Дж. Литтл, Подход линейного программирования для отслеживания нескольких объектов, стр. 6, 2007.
К. Кан, Х. Ли, Т. Сяо, В. Оуян, Дж. Ян и др., Обнаружение объектов в видеороликах с помощью сетей предложения трубок, стр.6, 2017.
А. Хорева, Р.Бененсон, Э. Илг, Т. Брокс и Б. Шиле, Осознанные сновидения данных для сегментации видеообъектов, Международный журнал компьютерного зрения, том 127, выпуск 9, стр.5, 2019.
М. Кристан, Дж. Матас, А. Леонардис, Т. Воджи, Р. Пфлугфельдер и др., Новая методология оценки эффективности трекеров с одной целью, TPAMI, том 38, выпуск 11, стр. 5, 2016 г.
Л. Леал-Тайсе, М. Фенци, А. Кузнецова, Б. Розенхан и С. Саварезе, Изучение контекста движения на основе изображений для отслеживания нескольких людей, с.6, 2014.
Б. Ли, В. Ву, К. Ван, Ф. Чжан, Дж. Син и др., Siamrpn ++: Эволюция сиамского визуального отслеживания с очень глубокими сетями, том 6, стр.13, 2019.
Б. Ли, Дж. Ян, В. Ву, З. Чжу и X. Ху, Высокопроизводительное визуальное отслеживание с сетью предложений сиамского региона, стр. 6, 2018.
Т. Ю. Лин, М. Мэйр, С. Белонги, Дж. Хейс, П. Перона и др., Microsoft COCO: Общие объекты в контексте, ECCV, том 1, стр.11, 2014.
J. Loko ?, G. Koval? Ík, T. Sou? Ek, J. Moravec, P.? ech, Платформа для эффективного поиска известных элементов в видео, 2019.
, г.
А. Милан, Л. Леал-Тайсе, И. Рейд, С. Рот и К. Шиндлер, MOT16: эталонный тест для отслеживания нескольких объектов, том 7, 2006.
А. Милан, С. Х. Резатофиги, А. Дик, И. Рид и К. Шиндлер, Отслеживание нескольких целей в Интернете с использованием рекуррентных нейронных сетей, Тридцать первая конференция AAAI по искусственному интеллекту, стр.6, 2017.
П. Охс, Дж. Малик и Т. Брокс, Сегментация движущихся объектов с помощью долгосрочного видеоанализа, IEEE Transactions on Pattern Analysis and Machine Intelligence, vol.36, выпуск 6, стр.5, 2013.
Ф. Перацци, Дж. Понт-Тусет, Б. Маквильямс, Л. Ван-гул, М. Гросс и др., Набор контрольных данных и методология оценки для сегментации видеообъектов, стр. 5, 2016.
Х. Пирсиаваш, Д. Раманан, К. К. Фаулкс, Глобально-оптимальные жадные алгоритмы для отслеживания переменного числа объектов, стр. 6, 2011.
Л. Рен, Дж. Лу, З. Ван, К. Тиан и Дж. Чжоу, Совместное глубокое обучение с подкреплением для отслеживания нескольких объектов, стр. 6, 2018.
С.Рен, К. Хе, Р. Гиршик и Дж. Сан, Faster R-CNN: На пути к обнаружению объектов в реальном времени с помощью сетей предложения регионов, NIPS, том 6, стр.10, 2015.
Э. Ристани и К. Томази, Особенности многоцелевого многокамерного слежения и повторной идентификации, стр.6, 2018.
О. Русаковский, Дж. Денг, Х. Су, Дж. Краузе, С. Сатиш и др., Проблема визуального распознавания в ImageNet, Международный журнал компьютерного зрения, том 115, выпуск 3, стр.7, 2015 .
Б. К. Рассел, А. Торральба, К.П. Мерфи и В. Т. Фриман, LabelMe: база данных и веб-инструмент для аннотации изображений, Международный журнал компьютерного зрения, том 77, выпуск 1-3, стр. 3, 2008.
П. Скованнер и М. Ф. Таппен, Изучение динамики пешеходов из реального мира, ICCV, стр.6, 2009.
X. Шан, Д. Ди, Дж. Сяо, Ю. Цао, X. Ян и др., Аннотирование объектов и отношений в пользовательских видео, стр. 5, 2019.
Г. А. Сигурдссон, Г. Варол, X. Ван, А. Фархади, И. Лаптев и др., Голливуд в домах: сбор данных краудсорсинга для понимания деятельности, т.2, 2016.
URL: https://hal.archives-ouvertes.fr/hal-01418216
Р. Тао, Э. Гаввес и А. В. Смелдерс, Поиск сиамских экземпляров для отслеживания, стр. 6, 2016.
Б. Томи, Д. А. Шамма, Г. Фридланд, Б. Элизальде, К. Ни и др., Yfcc100m: Новые данные в мультимедийных исследованиях, том 2, 2015.
Дж. Валмадре, Л. Бертинетто, Дж. Ф. Энрикес, Р. Тао, А. Ведальди и др., Долгосрочное отслеживание в дикой природе: эталонный тест, В: ECCV, том 3, стр.13, 2018.
П. Фойгтлендер, М.Краузе, А. Осеп, Дж. Луитен, Б. Б. Секар и др., MOTS: многообъектное отслеживание и сегментация, том 1, стр. 5, 2019.
П. Войтлендер и Б. Лейбе, Онлайн-адаптация сверточных нейронных сетей для сегментации видеообъектов, стр. 5, 2017.
К. Ван, Л. Чжан, Л. Бертинетто, В. Ху и П. Х. Торр, Быстрое онлайн-отслеживание и сегментация объектов: объединяющий подход, том 6, стр.13, 2019.
В. Ван, Х. Сун, С. Чжао, Дж. Шен, С. Чжао и др., Изучение неконтролируемой сегментации видеообъектов с помощью визуального внимания, стр.5, 2019.
Л. Вэнь, Д. Ду, З. Цай, З. Лей, М. К. Чанг и др., UA-DETRAC: новый тест и протокол для обнаружения и отслеживания множества объектов, том 1, стр. 4, 2015.
Ю. Ву, Дж. Лим и М. Х. Ян, Отслеживание объектов в Интернете: эталонный тест, стр. 5, 2013.
Ю. Ву, А. Кириллов, Ф. Масса, В. Ю. Ло, Р. Гиршик, стр.10, 2019.
Ф. Сяо, Дж. Ли и Ю., Обнаружение видеообъектов с выровненной пространственно-временной памятью, В: ECCV, том 6, стр.11, 2018.
Н.Сюй, Л. Ян, Ю. Фан, Д. Юэ, Ю. Лян и др. Youtube-VOS: тест сегментации крупномасштабных видеообъектов, стр. 5, 2018.
Л. Ян, Ю. Фан и Н. Сюй, Сегментация экземпляров видео, ICCV (2019) 1, 3, том 5, стр.7
F. Yu, H. Chen, X. Wang, W. Xian, Y. Chen et al., Bdd100k: Разнообразный набор данных для разнородного многозадачного обучения, 2020.
Л. Чжан, Ю. Ли и Р. Неватия, Глобальная ассоциация данных для отслеживания множества объектов с использованием сетевых потоков, стр. 6, 2008 г.
H.Чжао, А. Торральба, Л. Торресани и З. Ян, HACS: набор данных фрагментов и фрагментов действий человека для распознавания и временной локализации, ICCV, том 2, выпуск 8, 2019.
Б. Чжоу, Х. Чжао, X. Пуиг, С. Фидлер, А. Барриусо и др., Анализ сцены с помощью набора данных ADE20k, том 3, стр.7, 2017.
X. Zhu, Y. Wang, J. Dai, L. Yuan и Y. Wei, Агрегирование функций с потоковым управлением для обнаружения видеообъектов, Международная конференция IEEE по компьютерному зрению (ICCV, стр.