6Р13РФ3 станок фрезерный вертикальный с ЧПУ. Паспорт, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Р13РФ3
Производитель фрезерных вертикальных консольных станков 6Р13РФ3 Горьковский завод фрезерных станков, основанный в 1931 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Сегодня консольно-фрезерный станок 6Р13РФ3 – выпускает:
- ООО “Станочный Парк”;
Станки, выпускаемые Воткинским машиностроительным заводом
- 6Н13П – станок вертикальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 – станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р13рФ3 – станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- ВМ127 – станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ127М – станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ-130 – станок фрезерный широкоуниверсальный, 250 х 630
- ВМ-131ВФ1 – станок фрезерный широкоуниверсальный, 250 х 630
- ВМ-132 – станок фрезерный широкоуниверсальный, 250 х 630
- ВМ501ПМФ4 – станок горизонтально-фрезерный с ЧПУ и АСИ, Ø 250
- Универсал-В – станок токарно-винторезный настольный, Ø 150
6Р13РФ3 станок консольно-фрезерный вертикальный с револьверной головкой и ЧПУ.
 Назначение и область применения
Назначение и область примененияКонсольный фрезерный станок с ЧПУ 6Р13РФ3 сконструирован на базе станка 6Р13Ф3. Начало производства станка 1975 год.
Станок 6Р13РФ3 служит для обработки сложнопрофильных заготовок (кулачков, пресс-форм, штампов и др.) из стали, чугуна, легких и твердых сплавов, а также цветных металлов в условиях единичного и мелкосерийного производства. Обработка может выполняться концевыми и торцовыми фрезами, сверлами, зенкерами и развертками, которые устанавливают в шпинделе шестипозиционной револьверной головки (наибольшие диаметры инструментов: фрезы концевой 40 мм, торцевой 125 мм, сверла 30 мм). Класс точности станка Н.
На станке 6Р13РФ3 можно выполнять различные виды обработки (фрезерование, сверление, зенкерование, развертывание) за одну установку детали.
Принцип работы и особенности конструкции станка
Смена инструмента и изменение скорости вращения шпинделей револьверной головки производятся автоматически по программе.
Автоматическая смена инструмента достигается поворотом шестишпиндельной револьверной головки в нужную позицию.
Автоматический выбор скоростей вращения шпинделей осуществляется гидромеханическим переключением блоков шестерен коробки скоростей.
Техническая характеристика станка
Размер рабочей поверхности стола (длина х ширина) 1600×400 мм; число инструментов в револьверной головке 6; число частот вращения шпинделя 18; пределы частот вращения шпинделя 40—2000 мин”1; пределы рабочих подач (бесступенчатое регулирование) по осям X’, У’, Z’ — 1200 мм/мин; скорость быстрого перемещения по этим осям 2400 мм/мин; габаритные размеры станка 2575 x 188 x 2480 мм.
УЧПУ — контурное Н331М с линейно-круговой интерполяцией.
Управляющая программа выполняет следующие операции:
- автоматическая смена инструмента;
- выбор частот вращения каждого шпинделя;
- зажим консоли и т. д.
Дискретность отсчета по осям координат X’, Y’, Z’ – 0,01 мм.
Имеется 18 групп коррекции по диаметру вдоль осей координат.
Класс точности станка Н.
Шероховатость обработанной поверхности V 5.
Габарит рабочего пространства фрезерного станка с ЧПУ 6Р13РФ3
Габарит рабочего пространства фрезерного станка с ЧПУ 6р13рф3
Габарит рабочего пространства станка с ЧПУ 6Р13РФ3. Скачать в увеличенном масштабе
Присоединительные размеры фрезерного станка с ЧПУ 6Р13РФ3
Присоединительные размеры фрезерного станка с ЧПУ 6р13рф3
Присоединительные размеры станка с ЧПУ 6р13рф3. Скачать в увеличенном масштабе
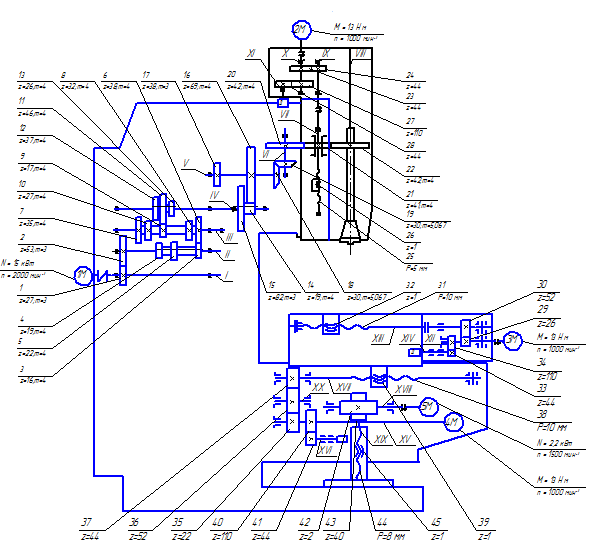
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3
Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Схема кинематическая фрезерного станка 6Р13РФ3. Скачать в увеличенном масштабе
Механизмы и движения в станке
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.
К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм). Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.
Гидропривод станка
Гидропривод станка обеспечивает перемещение исполнительных органов станка по трем координатам; фиксацию и зажим револьверной головки; разгрузку, зажим и блокировку консоли; перемещение подвижных зубчатых блоков коробки скоростей.
Установочный чертеж фрезерного станка с ЧПУ 6Р13РФ3
Установочный чертеж фрезерного станка с ЧПУ 6р13рф3
Установочный чертеж фрезерного станка 6Р13РФ3. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Читайте также: Производители фрезерных станков в России
6Р13РФ3 станок фрезерный вертикальный с ЧПУ. Видеоролик.
Технические характеристики фрезерного станка с ЧПУ 6Р13РФ3
| Наименование параметра | 6Р13Ф3-37 | 6Р13РФ3 |
|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | Н |
| Основные параметры станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 | 380 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70. .490 .490 | 70..450 |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 | – |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 | 20..1200 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 | 2400 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70…490 | 70…450 |
| Подача за один импульс, мм | 0,01 | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 | |
| Точность позиционирования по оси Y, Z, мм | 0,040 | |
| Наибольший диаметр сверления, мм | 30 | |
| Наибольший диаметр концевой фрезы, мм | 40 | |
| Наибольший диаметр торцевой фрезы, мм | 125 | |
| Шпиндель | ||
| Количество шпинделей | 1 | 6 |
| Частота вращения шпинделя, об/мин | 40. ..2000 ..2000 | 40…2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 | |
| Конец шпинделя | ГОСТ 836-72, 7:24 | |
| Система ЧПУ | ||
| Тип ЧПУ | Н33-2М | Н33-1М |
| Способ задания размеров | В приращениях | В приращениях |
| Виды интерполяции | Линейная Круговая | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 | 3/2 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 8 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 | Шаговый |
| Электропривод наладочного перемещения консоли, кВт | 2,2 | |
| Электропривод зажима инструмента, кВт | 0,18 | – |
| Электропривод насоса охлаждения, кВт | 0,12 | |
| Электродвигатель насоса дсмазки, кВт | 0,27 | |
| Суммарная мощность электродвигателей, кВт | 16,87 | |
| Габарит станка | ||
| Габариты станка, мм | 3450 х 3970 х 2965 | 3200 х 2500 х 2450 |
| Масса станка, кг | 4450 | 6900 |
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В. Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962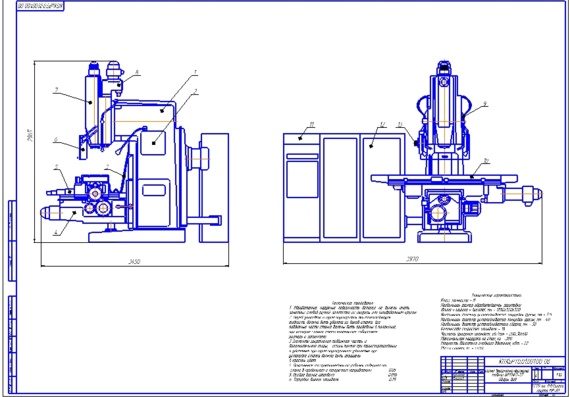 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975Связанные ссылки. Дополнительная информация
Фрезерный станок с ЧПУ 6Р13Ф3
Фрезерный станок с ЧПУ 6Р13Ф3 служит для обработки деталей сложного профиля (пресс-формы, штампы и прочее) из стали, чугуна, легких и твердых сплавов, а также цветных металлов в рамках мелкосерийного и среднего производства. Обработка может выполняться концевыми и торцовыми фрезами, сверлами, зенкерами и развертками, которые устанавливают в шпинделе шестипозиционной револьверной головки (наибольшие диаметры инструментов: фрезы концевой 40 мм, торцевой 125 мм, сверла 30 мм).
На станке можно проводить разную обработку (фрезерование, сверление, зенкерование, развертывание) за одну установку детали.
Класс точности фрезерного станка с ЧПУ 6Р13Ф3 – Н.
Технические характеристики
| Размеры рабочей поверхности стола, мм | 400 х 1600 |
| Класс точности по ГОСТ 8-71 | П |
| Шероховатость обработанной поверхности Rz, мкм | 20 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин Продольных, поперечных, вертикальных, мм/мин | 3 – 4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Расстояние от торца шпинделя до стола, мм | 70 – 490 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 500 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Частота вращения шпинделя, мин-1 | 40 – 2000 |
| Количество скоростей шпинделя | 18 |
Наибольший крутящий момент, кгс. м м | 62,8 |
| Конец шпинделя ГОСТ 836-72 | 7:24 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель смазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габаритные размеры станка (Д х Ш х В), мм | 3450 х 3970 х 2965 |
| Масса станка с электрооборудованием, кг | 4450 |
Принцип работы и особенности конструкции фрезерного станка 6Р13Ф3
Смена инструмента и изменение скорости вращения шпинделей револьверной головки производятся, автоматически согласно настройкам программы, в момент поворота шестишпиндельной револьверной головки в необходимое положение. Автоматический выбор скоростей вращения шпинделей происходит гидромеханическим переключением блоков шестерен коробки скоростей.
Автоматический выбор скоростей вращения шпинделей происходит гидромеханическим переключением блоков шестерен коробки скоростей.
Станина фрезерного станка ЧПУ 6Р13Ф3 обладает высокой жесткостью за счет широкой опоры, внутренних ребер жёсткости и перегородок. Револьверная головка фрезерного станка ЧПУ имеет шесть шпинделей, расположенных под углом 60° друг к другу. Один из шпинделей предназначен для выполнения тяжелых фрезерных работ, поэтому усилен. Консоль станка перемещается координате Z (по вертикальным направляющим станины). По горизонтальным направляющим консоли перемещаются поперечные салазки. Внутри станины размещена коробка скоростей. В корпусе консоли помещены механизмы поперечной и вертикальной подач, в салазках присутствует механизм продольной подачи.
Гидропривод фрезерного станка производит:
- фиксацию и зажим револьверной головки;
- разгрузку, зажим и блокировку консоли;
- перемещение подвижных зубчатых блоков коробки скоростей.

6Р13Ф3-1 machine milling vertical CNC
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Bizator / Объявления / оборудование и материалы / промышленное оборудование / механическое оборудование
Тип объявления: продажаОпубликовано: 27.08.2016
| Цена: | 75 000 UAH | |
| Компания: | CHASTNOE LITSO | |
| Продавец: | Vikt | 0953669277 Показать телефон Написать сообщение |
| Адрес: | UKRAINE, KYIV | |
 Размеры рабочей поверхности стола: 400х1600мм. Количество Т-образных пазов: 3; ширина паза, мм: 18.Мин. и макс. расстояние от торца шпинделя до перемещения стола и доступные конструкции ACCOR, мм 30-500. Расстояние от оси шпинделя до вертикальной направляющей рамы, мм: 420. Макс. ход стола: -продольный механический, мм: 1000; – доступные продольные исполнения ACCOR, мм: 1000; – механическая крестовина, мм: 320; доступны поперечные исполнения ACCOR, мм: 300; – вертикальная механическая, мм: 410; – доступны вертикальные исполнения ACCOR, мм: 420. Перемещение стола на одно плечо (продольное, поперечное, вертикальное), мм: 0,05. Перемещение стола за один оборот лимба, мм: продольное и поперечное: 6; по вертикали: 2. Макс. масса обрабатываемых деталей, кг: 300. Макс. Диаметр фрезы для черновой обработки, мм: 200. Масса, кг: 4300. Габаритные размеры, мм: 2595 х 2418 х 2460. Механическая часть в хорошем состоянии. ЧПУ не работает. Местонахождение: Киев.
Размеры рабочей поверхности стола: 400х1600мм. Количество Т-образных пазов: 3; ширина паза, мм: 18.Мин. и макс. расстояние от торца шпинделя до перемещения стола и доступные конструкции ACCOR, мм 30-500. Расстояние от оси шпинделя до вертикальной направляющей рамы, мм: 420. Макс. ход стола: -продольный механический, мм: 1000; – доступные продольные исполнения ACCOR, мм: 1000; – механическая крестовина, мм: 320; доступны поперечные исполнения ACCOR, мм: 300; – вертикальная механическая, мм: 410; – доступны вертикальные исполнения ACCOR, мм: 420. Перемещение стола на одно плечо (продольное, поперечное, вертикальное), мм: 0,05. Перемещение стола за один оборот лимба, мм: продольное и поперечное: 6; по вертикали: 2. Макс. масса обрабатываемых деталей, кг: 300. Макс. Диаметр фрезы для черновой обработки, мм: 200. Масса, кг: 4300. Габаритные размеры, мм: 2595 х 2418 х 2460. Механическая часть в хорошем состоянии. ЧПУ не работает. Местонахождение: Киев. Нарушение [?]
Нарушение [?]