– Самодельный станок с ЧПУ –
Программа для управления самодельным станком с ЧПУ
( для контроллера VRI )
Программа для управления станком с ЧПУ (программа для управления шаговыми двигателями) также является моей собственно разработкой. Выражаю благодарность Кичаеву Константину за то, что поставил меня на путь истинный, а именно объяснил что такое Delphi, а первая программа была разработана под Q-Basic и работала только в Win 98. Предлагаемая программа работает и под Win 98 (95) и под XP. Драйвер (программный) для обслуживания LPT под XP я взял здесь http://valery-us4leh.narod.ru/XpCoding/XPlpt.html .
Принцип работы: Рисуется в
AutoCad рисунок только линиями (lines) , круги, полигинии, дуги не поддерживаются (пока). Для
прорисовки кругов необходимо их обвести маленькими линиями.
В программе есть просмотр «программы(файла) обработки», оптимизация файла – сокращение холостых перемещений, задание режимов резания. Выбирается вид обработки: рисование, сверление, фрезерование, гравировка. Сверление происходит по точкам “Point” в файле DWG. Фрезерование почти не отличатся от рисования (только режимы). Гравировка это многократное повторение рисунка с постепенным углублением инструмента благодаря этому получена возможность гравировать по стали.
Также возможна работа с файлами Sprint-Layout формата Gerber (RS274-X) или G-код. Т.е. рисовать и сверлить платы разработанные в программе Sprint-Layout.
Описание программы VRI-cnc:
Программа постоянно совершенствуется, поэтому
описание может не отражать внесенные изменения.
Окно программы имеет четыре вкладки: Ручное, по программе, настройка и ?.
Ручное управление .
В данной вкладке можно управлять станком с чпу в ручном режиме. Описание элементов вкладки «Ручное» (см. рис):
Рис.1 Окно «Ручное управление»
1) Отображает процесс выполнения перемещения рабочего органа по одной из осей
2) Настройка скорости перемещения в ручном режиме
3) Расстояние на которое переместится рабочий орган при нажатии одной из кнопок перемещения (стрелки 7)
4) При введении координат в окно 4, и нажатии ОК рабочий орган начнет перемещение в указанную точку со скоростью указанную в п.2
5)
Введены в этом
окне координаты присваиваются положению инструмента, без перемещения
инструмента.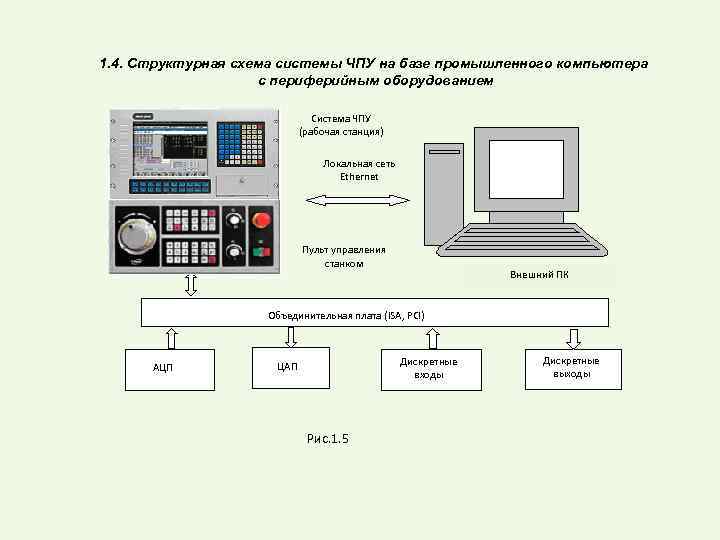 Например: мы знаем что сейчас инструмент находится в точке
100:100:0, но после включения программы по умолчанию координаты инструмента
обнулены (окно 6), поэтому в окно 5 вводим 100:100:0 и нажимаем ОК.
Например: мы знаем что сейчас инструмент находится в точке
100:100:0, но после включения программы по умолчанию координаты инструмента
обнулены (окно 6), поэтому в окно 5 вводим 100:100:0 и нажимаем ОК.
6) Отображает реальное значение положения инструмента. Кнопки [>0<] обнуляют значения координат, без перемещения.
7) Кнопки ручного перемещения инструмента. Со скоростью п.2 на расстояние п.3.
Управление по программе – автоматический режим.
В данном режиме обработка (перемещение инструмента) ведется в автоматическом режиме по координатам записанным в соответствующем файле обработки.
Рассмотрим окно программы: «по программе»
Рис2. Окно «По программе Gerber»
1)
вид обработки. Возможные варианты обработки: рисование, сверление, фрезеровка и гравировка.
Возможные варианты обработки: рисование, сверление, фрезеровка и гравировка.
2) Скорость перемещения по осям У и Х рабочая (когда инструмент опущен)
3) Скорость перемещения по осям У и Х ускоренная (когда инструмент поднят)
4) Скорость перемещения по оси Z рабочая (опускание инструмента – сверление)
5) Скорость перемещения по оси Z ускоренная (быстрый подвод инструмента к детали и подъем инструмента)
6) Значение Z при котором инструмент гарантированно проходит над деталью
Рис.3 Z холостое
Я обычно за ноль по Z принимаю поверхность рисунка (платы). Т.е. при Z=0 маркер будет касаться рисунка.
При сверлении за Z=0 – это поверхность детали.
Вначале работы, после
установки детали или платы, я в ручном режиме подвожу инструмент (маркер) до
касания с деталью, затем обнуляю Z.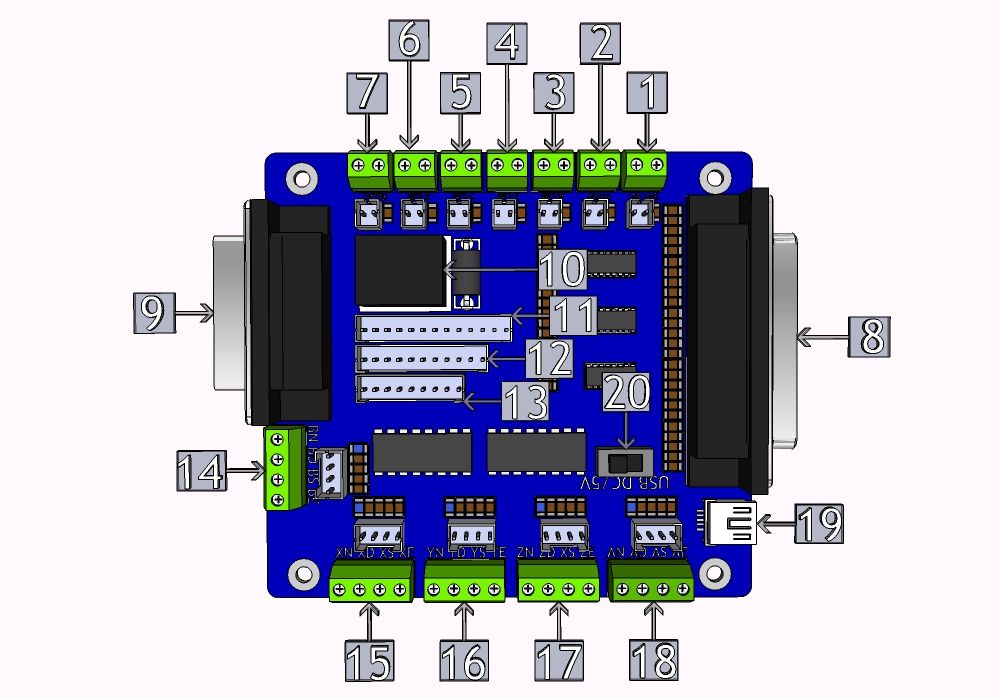 И
поднимаю инструмент на 1 мм.
И
поднимаю инструмент на 1 мм.
7) Режимы работы можно сохранять, и по необходимости считывать. Это удобно когда ведется обработка различных материалов и при различной обработке.
8) Работа по файлам AutoCAD см.п.17
9) Работа с файлами Gerber и Exelon.
10) Диаметр маркера, необходим для расчета при рисовании пяточков на платах.
11) Диалог открытия файла
12) Список применяемых апертур в файле. Справочная информация. Которую можно использовать для смены маркера при рисовании дорожек разной толщины.
13) Предварительный просмотр файла.
14) Запускает процесс рисования
15) Пи установке этой галки и завершении обработки инструмент будет возвращается в ноль.
16) Окно реальных координат инструмента (положение инструмента)
Рис.
17) Открывает файл DXF
18) Вкл/выкл показа холостых перемещений
19) Вкл/выкл автоматического увеличения (вписывает рисунок в окно просмотра)
20) Задание масштаба при отключенном п.19
21) Просмотр файла
22) Оптимизация файла: создается новый файл в котором минимум холостых перемещений.
Настройки.
Рис.4 Окно «Настройки»
1)Настраивается передаточное отношение по трем осям. Пример расчета:
Дано двигатель 400 об/шаг, винт шаг 1мм. Передаточное отношении = 1мм/400шагов=0,0025 мм/шаг. Передаточное отношение может быть отрицательным если надо инвертировать перемещение по оси.
2) Габариты стола.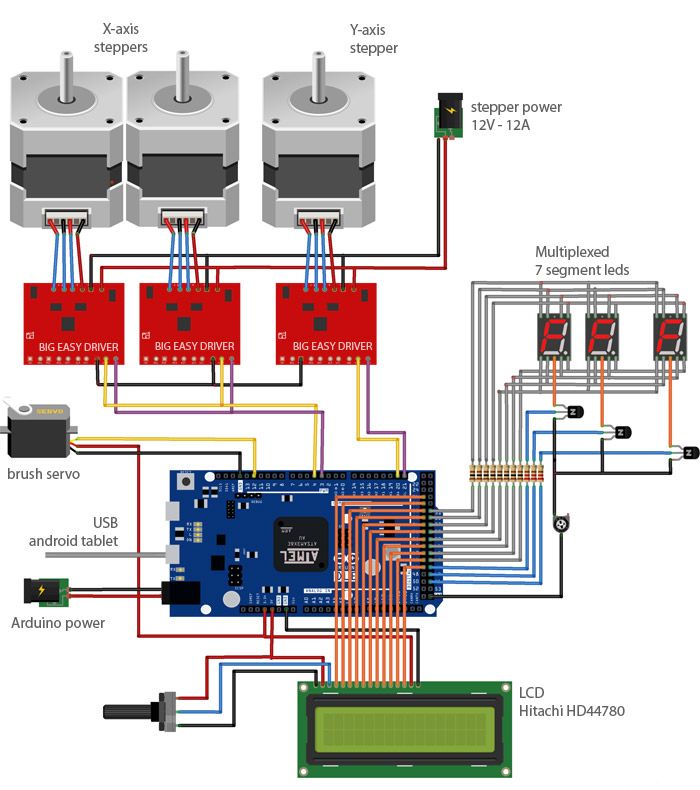 При их
превышении обработка останавливается.
При их
превышении обработка останавливается.
3) Коррекция люфтов. В любой передаче есть люфты. Измерить можно так:
Рис.6 Измерение люфтов
На столе закрепляем индикатор ИГ-0.01, вместо инструмента закрепляем какой либо предмет и перемещает его с помощью ручной подачи в сторону индикатора. Затем в обратную сторону по 0.01мм, до тех пор пока не выберется люфт (стрелка не пойдет в другую сторону), сумма перемещений по 0.01мм пока стрелка не подвижна и будет люфт по этой оси. Поверяется так: люфт был 0.2мм. вводим его в настройки. Затем в ручном перемещении при сдвиге на 0.01 стрелка должна сдвигаться даже при смене направления перемещения.
Проверка LPT: используется для проверки работы контроллера и программы.
Если подключенный двигатель к контроллеру не вращается при ручном перемещении поступаем так:
- включаем поочередно 1-8 бит и нажимает «передать в LPT» и проверяем приходят ли данные сигналы (+5в) на контроллер, на соответствующий вход тм7
- чтобы проверить работу тм7 необходимо передать следующие сигналы в LPT:
ТМ7 №1
1000
1000 – на выходе тм7 (№1) на 16 выводе должно появится +5в.
0100 1000 – на выходе тм7 (№1) на 15 выводе должно появится +5в.
0010 1000 – на выходе тм7 (№1) на 10 выводе должно появится +5в.
0001 1000 – на выходе тм7 (№1) на 9 выводе должно появится +5в.
1111 1000 – на выходе тм7 (№1) на 16,15,10, 9 выводе должно появится +5в.
ТМ7 №2
1001 0100
0100 0100 и т.д
ТМ7 №3
Далее опишу последовательность действий при работе с программой.
Я опишу только работу программы VRI-cnc с файлами DXF из AutoCAD, работа с файлами GBR (из программы SprintLayout.) аналогичен.
Подготовка файла.
В качестве управляющей программы для станка (т.е. описание пути инструмента)
используется файлы *. DXF или *.GBR. В данных файлах в векторном формате описаны
примитивы (линии, круги и т.д.). Программа считывает из файла координаты и в
соответствии с ними перемещает инструмент.
DXF или *.GBR. В данных файлах в векторном формате описаны
примитивы (линии, круги и т.д.). Программа считывает из файла координаты и в
соответствии с ними перемещает инструмент.
Пока программа поддерживает только примитивы Line. Т.е. Рисунок должен быть нарисован только линиями.
Рассмотрим пример: допустим нам надо выполнить надпись на пластине 50х70мм
Рис. 1Чертеж детали с надписью.
В AutoCAD создаем рисунок DXF. Надпись выполняем линиями (Lines).
За начало координат располагаем в левом нижнем углу детали.
Рис.2 Расположение начала координат в файле рисунка
Расположение начала координат в файле рисунка, может быть и в другом месте. Но учти это при расположении детали на станке.
Установка детали
Направление
координат в станке может быть произвольное.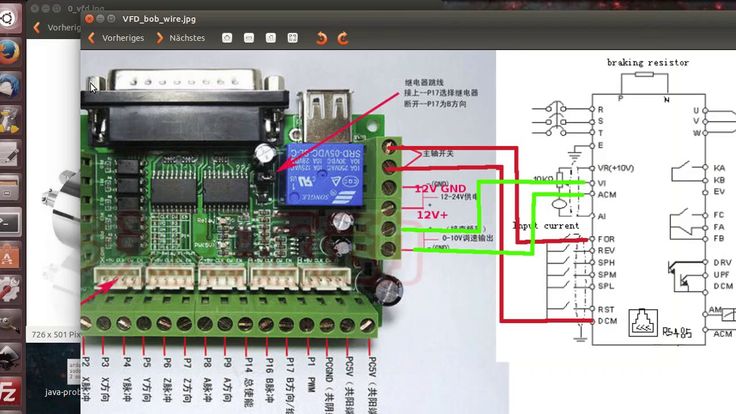 Например ось Х может быть
направление и влево и вправо. Это выставляется в п.Настройка – передаточное
отношение. Т.е. для изменения направления можно ввести отрицательное
передаточное отношение.
Например ось Х может быть
направление и влево и вправо. Это выставляется в п.Настройка – передаточное
отношение. Т.е. для изменения направления можно ввести отрицательное
передаточное отношение.
Для себя я принял следующее направление осей координат:
Рис.3 Направление осей координат станка
Расположение начала координат также может быть произвольное. см. далее.
Подготовка станка
При первом запуске станка советую проверить скоростные характеристики шаговых двигателей.
Открываем вкладку «Ручное перемещение»
Рис.4 Проверка скорости шаговых двигателей.
Выставляем движок скорости
в среднее положение и кнопками [стрелки] крутим шаговые двигатели. Если ротор
шагового двигателя уверенно вращается, увеличиваем скорость.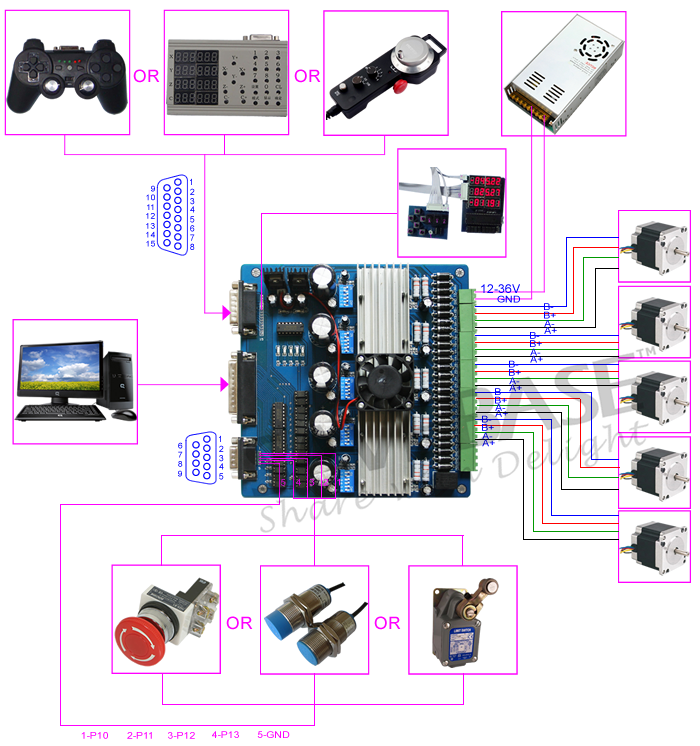
То тех пор пока при нажать [стрелки] шаговый двигатель не будет вращаться а будет просто трещать. Уменьшаем эту скорость на 10% это и будет максимальная скорость шагового двигателя. При работе советую скорость еще уменьшить на 10%, что гарантирует стабильную работу шагового двигателя под нагрузкой.
Далее закрепляем деталь на столе.
Включаем (запускаем) программу на компьютере (если она еще не включена). При запуске программы координаты X Y Z будут обнулены. Т.е. x=0,y=0,z=0. И соответственно то положение инструмента которое было на момент запуска программы будет принято за «ноль».
Рис.5 начало координат на момент включения программы.
Так как нами принято в
файле DXF ноль будет лежать в
нижнем левом углу детали (О-дет), а при включении ноль будет в точке О-вкл.
(см.рис). то надо изменить положение нуля. Переходим на вкладку «Ручное
управление» и копками «стрелки»перемещаем маркер (вершина маркера это ноль)
из точки О-вкл в точку О-дет. До касания с деталью.
Переходим на вкладку «Ручное
управление» и копками «стрелки»перемещаем маркер (вершина маркера это ноль)
из точки О-вкл в точку О-дет. До касания с деталью.
Рис.6 Правильное положение начала координат.
Далее обнуляем координаты или в окошке «положение инструмента» кнопки [>0<] или в «Принять новые значения» – выставляем нули и жмем ОК.
Рис.7 Обнуление координат.
Теперь инструмент можем двигать куда угодно. При этом реальное положение инструмента будет отображаться в соответствующем окошке.
Обработка детали.
Перемещаемся во вкладку «По программе» и открываем нарисованный файл. При этом соответствующий файл в AutoCAD должен быть закрыт.
Рис. 8 Окно «По программе»
8 Окно «По программе»
Далее запускаем обработку кнопка «Рисовать».
Ели во время программы произошел сбой то можно нажать [stop] ESC или INS (доп. Клавиатура) –произойдет останов программы.
Управление станком в ручном режиме возможно с помощью клавиатуры:
Ось Х: 4 и 6
Ось У: 8 и 2
Ось Z: 7 и 1
INS (доп. Клавиатура) или ESC – аварийный останов станка.
Для управления станком с помощью клавиатуры, окно программы должно быть активно.
Программа для управления станком с ЧПУ постоянно дорабатывается, в.ч. по просьбам пользователей. В последней версии сделано следующее:
версия 7.1.5 добавлено:
– поддержка 6 фазного движка ШД-5Д1МУЗ
– сохранение настроек (галочек)
версия 7.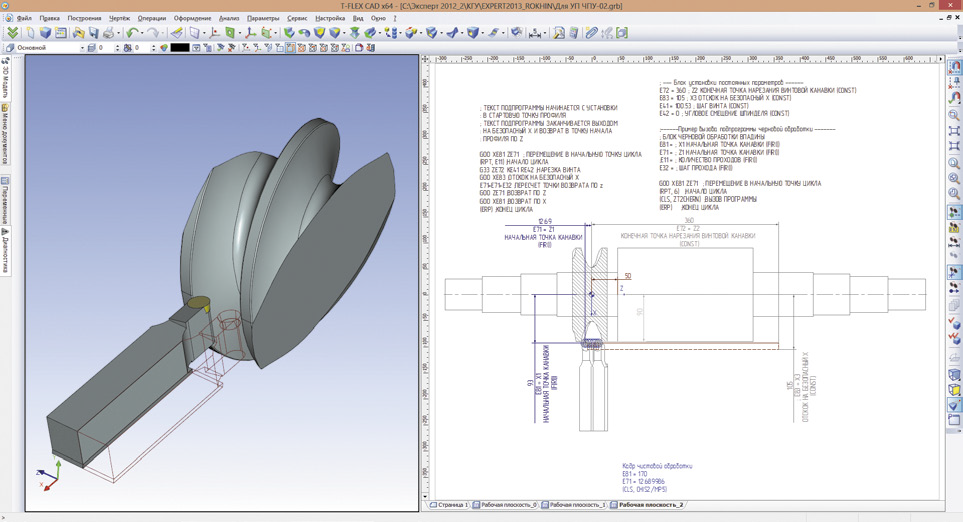 1.4:
1.4:
-очистка виртуального стола клавиша “с” при активном окне “виртуальный стол”
-показ XYZ теперь меньше жрет ресурсов. отображение с частотой 3 раза в сек.
-исправлена ошибка в расчете скорости. теперь скорость рассчитывается более точно.
ранее на скорость влияла производительность компьютера.
-Внимание! изменено представление передаточного числа: было мм/шаг, стало шагов на мм (шаг/мм). т.е. сколько надо сделать шагов чтобы суппорт сдвинулся на 1мм.
передаточное отношение может быть дробным
-добавлен пароль при входе.
-при выходе из программы - значения LPT торта сбрасываются в ноль
-сетка 10х10 на просмотре
-останов при смене апертуры (при рисовании GBR)
-решена проблема при
окрытии dxf из конвертора tace art (jpg -> dxf). необходимо открыть файл в
AutoCAD и сохранить. При необходимости разбить рисунок (команда _explode)
При необходимости разбить рисунок (команда _explode)
-показывает холостые ходы на просмотре GBR
-показывает холостые ходы на просмотре при сверлении по DRL
-просмотр Drl (Exellon) файла
-в окне виртуальный стол добавлена координатная сетка 10мм х 10мм
-отображение текущего состояния порта LPT – вкл/выкл битов
-добавлен полношаговый режим
-добавлен режим инвертирования данных при использовании микросхемы НА1340 в качестве драйвера
-корректная привязка к винчестеру, теперь переформатирование диска не повлияет на работу программы.
-увеличена Мах выбираемая скорость в ручном режиме
-включение/выключение шпинделя (фреза или сверло) в ручном и автоматическом режиме.
-Управление с клавиатуры в ручном режиме, при удержании клавиши двигатель включен.
-отключение движков после
окончания программы и между перемещениями в ручном режиме.
Программу управления самодельным станком с ЧПУ VRI-cnc можно скачать из раздела [ файлы ]
Программа для управления самодельным чпу станком
Программы для ЧПУ устройств. Системы ЧПУ. Различие управляющих программ для ЧПУ. Совместимость управляющих программ и систем ЧПУ. Процесс работы станка отодвигается на второй план.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- WLMotion бесплатная программа для станка
- Самопальный ЧПУ – бюджетный вариант
- Особенности, виды, различие управляющих программ для ЧПУ устройств
- программа создана для управления станком ЧПУ в режиме DOS и управляет всеми типами драйверов
- Программное обеспечение для станков ЧПУ
- Подбор ПО для управления 4-х осевым станком
- Please turn JavaScript on and reload the page.
- Сборка чпу станка своими руками чертежи. Строим самодельный фрезерный чпу станок

ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: программа для управления станком ЧПУ выжигателем
WLMotion бесплатная программа для станка
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 23 Сентябрь – Доброго вам времени суток! С какой программай я могу выжать максимальную скорость иэ этой игрушки? Заранее спасибо! Похожие темы: Программирование под 4-ю ось вращения Как на RZNC задействовать все четыре координаты Полноценная 4 координата Проектирую 4-х осный пенорез.
Отправлено 25 Сентябрь – Отправлено 25 Ноябрь – Отправлено 26 Ноябрь – Все замечания и нравоучения носят исключительно юмористический характер. Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки. Кто людям помогает – тот тратит время зря. Хорошими делами прославиться нельзя. Отправлено 03 Декабрь – Отправлено 30 Июнь – Отправлено 18 Октябрь – Опять таки зачем вам все 4 оси?
Частенько можно обойтись и тремя с заменой , геморно это, сам хотел побаловаться, да пришел к выводу, что оно мне ненадо Привет солнечной Сибири! Надеюсь у Вас не слишком много солнца, а то здесь оно в избытке и ему не так радуемся. Прошли месяцы пока закончили с 4-осевой машиной и теперь с радостью могу подвести итог: вот факты и конечная работающая конфигурация: серво двигатели Китай , ShowMotion серво драйвы, NC Studio v.
Пашет уже месяц для изготовления шнеков, крыля летающих моделей и др. Так конкретно раньше не мог написать из понятных соображений. Спасибо за мнение, хотя и бинарное оно помогло разобраться. Дешевле учиться чужым опытом. Ехать тренироваться стоит куда то вблизи, если лететь самолетом 6 часов настолько дорого что теряет смысл. Все таки спасибо за приглашение, любезно иду навстречу с предложением осуществять видео-обмен и др. Выражение у меня не так категорично, а по Гамлетовски, пусть не утомляет.
Дешевле учиться чужым опытом. Ехать тренироваться стоит куда то вблизи, если лететь самолетом 6 часов настолько дорого что теряет смысл. Все таки спасибо за приглашение, любезно иду навстречу с предложением осуществять видео-обмен и др. Выражение у меня не так категорично, а по Гамлетовски, пусть не утомляет.
Успели подключить драйв к RS компютера по CAN bus, так легче наладить параметры, особенно если драйв новый. Отправлено 19 Октябрь – Прошу прощение за цитату, но вы вводите Эдуарда в заблуждение.
CAM прогу да, придётся осваивать более серьёзную, чем Арткам. При выборе обратите внимание на наличие у неё постпроцессора для вашего пульта. Но вопрос не снят, зачем нужно все 4 оси, если это балавство типа Ну любопытство берет верх, хочется увидеть задачу,.
Отправлено 25 Октябрь – Отправлено 26 Октябрь – Если это колкость, то скучно уже, я такие капители делаю на станке с поворотной осью с заменой не думая Сложности возникнут в арткаме при написании черновой проги, велик шанс остаться без фрезы, но это со временем пройдет практика, куда без нее.
Поэтому люди для производства и закупают 4 и 5 координатные станки, а не шлифуют эмпириенс магии Лужу, паяю, станки ЧПУ починяю G01 придумали трусы. Реальные пацаны фрезеруют на G Отверстия с точностью ниже 14 квалитета называются дырками. Community Forum Software by IP.
Просмотр новых публикаций Форумы Пользователи Календарь Больше. Страница 1 из 3 1 2 3 Вперед. Сообщений в теме: Очень не люблю когда мне мешают этим заниматься. Интересы: Полежать на диване, пофлудить на форуме Количество пользователей, читающих эту тему: 0 0 пользователей, 0 гостей, 0 анонимных.
Войти У вас еще нет аккаунта? Зарегистрируйтесь сейчас! Я забыл свой пароль. Запомнить меня Это не рекомендуется для публичных компьютеров.
Войти анонимно Не добавлять меня в список активных пользователей. YurahaJr 04 Июн
Самопальный ЧПУ – бюджетный вариант
Запомнить меня. ЧПУ станок будь он самодельным или изготовленным на производстве без программы для управления станком это просто кусок железяк и электроники. То же самое относится и к 3D принтерам , а так же разновидностям подобного рода, например к граверу на ЧПУ управлении. Давайте посмотрим, какое программное обеспечение необходимо для того, что бы ЧПУ станок сделанный своими руками заработал. Первое на что стоит обратить внимание – это софт для создания исходного объекта.
То же самое относится и к 3D принтерам , а так же разновидностям подобного рода, например к граверу на ЧПУ управлении. Давайте посмотрим, какое программное обеспечение необходимо для того, что бы ЧПУ станок сделанный своими руками заработал. Первое на что стоит обратить внимание – это софт для создания исходного объекта.
Отличительной особенностью современных программ для управления формирование программы в POST – процессоре для управления станком ЧПУ;.
Особенности, виды, различие управляющих программ для ЧПУ устройств
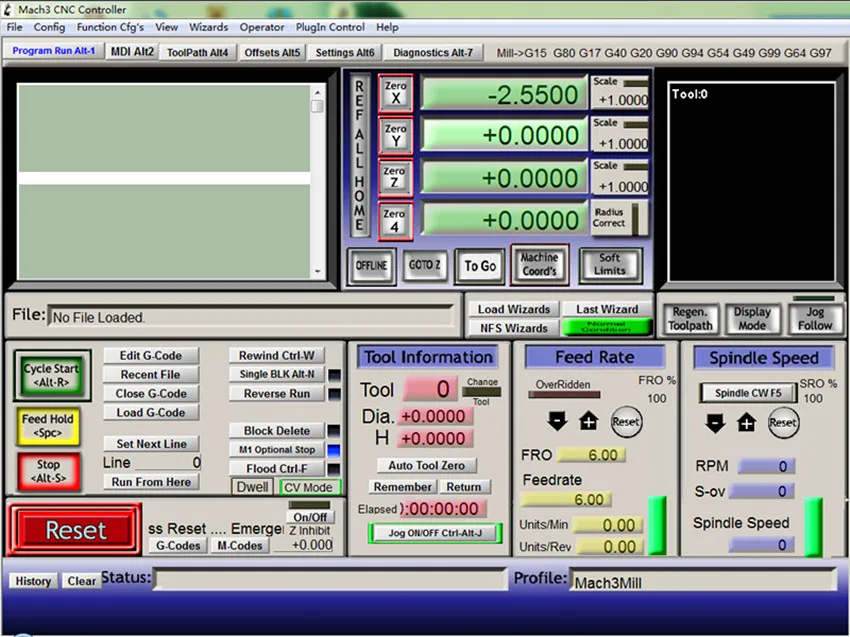
Программа устанавливается на IBM совместимый персональный компьютер соединенный с блоком управления. Mach4 была разработана американскими программистами, как для профессионального так и для любительского использования, поэтому она является наиболее распространенным программным обеспечением для станков с ЧПУ в мире. С помощью Mach4 возможно управление следующими типами станков: токарными, фрезерными, маршрутизаторами, лазерными и плазменными плоттерами, гравировальными и зубонарезными. Описание интерфейса программы Mach4. Шпиндель и охлаждение останутся включенными, но при необходимости их можно остановить вручную. Если вы остановили шпиндель или охлаждения, то перед продолжением вы возможно захотите снова ее включить перед тем как продолжить работу. STOP быстрее останавливает движение осей. Это может привести к потере шагов особенно на осях с шаговыми двигателями и перезапуск может быть некорректным. Это фиксированная кнопка.
Описание интерфейса программы Mach4. Шпиндель и охлаждение останутся включенными, но при необходимости их можно остановить вручную. Если вы остановили шпиндель или охлаждения, то перед продолжением вы возможно захотите снова ее включить перед тем как продолжить работу. STOP быстрее останавливает движение осей. Это может привести к потере шагов особенно на осях с шаговыми двигателями и перезапуск может быть некорректным. Это фиксированная кнопка.
программа создана для управления станком ЧПУ в режиме DOS и управляет всеми типами драйверов
Большинство машиностроителей нуждаются в модернизации производства и обновлении своего станочного парка. Все зарубежные фирмы имеют устройства ЧПУ различного класса для управления простым и сложным оборудованием. В целях уменьшения себестоимости изделий минимизируются аппаратные и программные средства для простого и среднего классов, а для сложного оборудования появляются опциональные ценовые добавки. Единственным недостатком такой минимизации является несовместимость аппаратного и программного обеспечения устройств ЧПУ для всех классов. Действительно, аппаратное обеспечение может быть не совместимо, но базовое программное обеспечение хотелось бы иметь не в усеченном виде.
Действительно, аппаратное обеспечение может быть не совместимо, но базовое программное обеспечение хотелось бы иметь не в усеченном виде.
Как сделать станок с ЧПУ фрезер по дереву своими руками. Часть 2.
Программное обеспечение для станков ЧПУ
СAM-система проектирует траектории инструментов и пост-процессируют их под станок. Программы исполняющие имеющийся G-код то есть управляющие станком -. Программы для визуализации просмотра и коррекции УП. На данной странице мы рассмотрим все типы программ, чтобы сориентировать Вас в выборе,. Созданные модели можно сохранять в форматы.
Подбор ПО для управления 4-х осевым станком
Целью этого проекта является создание настольного станка с ЧПУ. Фото 1 — Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Фото 3 – Angry Monk”s использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Фото 3 – Angry Monk”s использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
программы управления станками с чпу скачать KCam – скачать KCam управление ЧПУ станками Программное обеспечение – Самодельный ЧПУ .
Please turn JavaScript on and reload the page.
Отправить комментарий. Самодельный станок чпу: программы для станков с чпу. Статья о том как подготовить файл для лазерной резки в CorelDraw.
Сборка чпу станка своими руками чертежи. Строим самодельный фрезерный чпу станок
ВИДЕО ПО ТЕМЕ: Установка LinuxCNC и Latency Test системы для управления самодельным бюджетным ЧПУ станком
Запомнить меня. Эта инструкция пользователя является хорошим дополнением к работе с программой Type 3. Стоит отметить то, что пакет ПО Mach4 прекрасно используется как на профессиональном оборудовании, так и на самодельных ЧПУ станках. В продолжении статьи вы можете скачать инструкцию на русском языке для Mach4. Microsoft позаботилась о владельцах 3 D принтеров и, наряду с поддержкой драйверами, разработала программу подготовки трехмерной модели к печати.
Стоит отметить то, что пакет ПО Mach4 прекрасно используется как на профессиональном оборудовании, так и на самодельных ЧПУ станках. В продолжении статьи вы можете скачать инструкцию на русском языке для Mach4. Microsoft позаботилась о владельцах 3 D принтеров и, наряду с поддержкой драйверами, разработала программу подготовки трехмерной модели к печати.
Mach4 программа для управления ЧПУ станками — программа, предназначенная для автономного контроля за станочным оборудованием с ЧПУ.
Станки, работающие под управлением ЧПУ , значительно повышают производительность производства и качество изготовляемой продукции. Однако для их работы необходимы специальные программы. С их помощью создаются макеты будущих изделий и задаются команды, регулирующие работу станков. Описание управляющих программ для станков с ЧПУ поможет подобрать нужный софт. В первую очередь для работы с таким станком понадобится ЗD редактор. При создании самодельных медалей, номерков или других простых изделий, можно обойтись и без подобного софта.
KCam – это программное обеспечение разработанное для управления самодельным любительским CNC станком. KCam позволяет управлять контроллерами шаговых двигателей. Основные возможности KCam : Загрузка G-код файла. PLT Импорт Gerber файла.
Программное обеспечение, драйверы и платы [Полное руководство по сборке]
Контроллер ЧПУ или система управления ЧПУ — это пакет электроники и программного обеспечения, которые получают входные данные либо от g-кода, либо от панели управления ЧПУ и преобразуют их в сигналы ЧПУ. двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем.
Контроллер с программным обеспечением управления ЧПУ и электроникой являются наиболее сложной частью станка с ЧПУ. В этой статье мы разобьем его на несколько измерений, каждое из которых вы затем сможете детализировать дальше:
- Типы контроллеров ЧПУ
- Электроника контроллера ЧПУ
- Программное обеспечение контроллера ЧПУ
- Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Типы контроллеров ЧПУ
Промышленные контроллеры ЧПУ OEM
Промышленные контроллеры ЧПУ OEM используются на промышленных станках с ЧПУ, таких как Haas. Они являются самым задним концом рынка.
Они являются самым задним концом рынка.
Они не очень распространены в проектах «сделай сам» из-за их дороговизны. Мало того, что сам контроллер дорог и его довольно сложно найти (хотя время от времени их можно увидеть на eBay), но промышленные OEM-контроллеры также ожидают дополнительных компонентов премиум-класса. Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником.
Хотя эти элементы управления стоят дорого, в последнее время я видел, как дешевеют такие элементы управления, как бюджетная линейка Siemens, в таких местах, как eBay. Похоже, они тестируют бюджетный рынок. Если они продолжат выходить из строя, эти элементы управления могут иметь больше смысла в проекте ЧПУ DIY, чем кажется.
Я не буду больше говорить об этих элементах управления, так как это довольно сложная тема. Вы можете найти интересную статью, в которой я анализирую, какие функции отсутствуют в контроллерах ЧПУ Hobby по сравнению с промышленными элементами управления.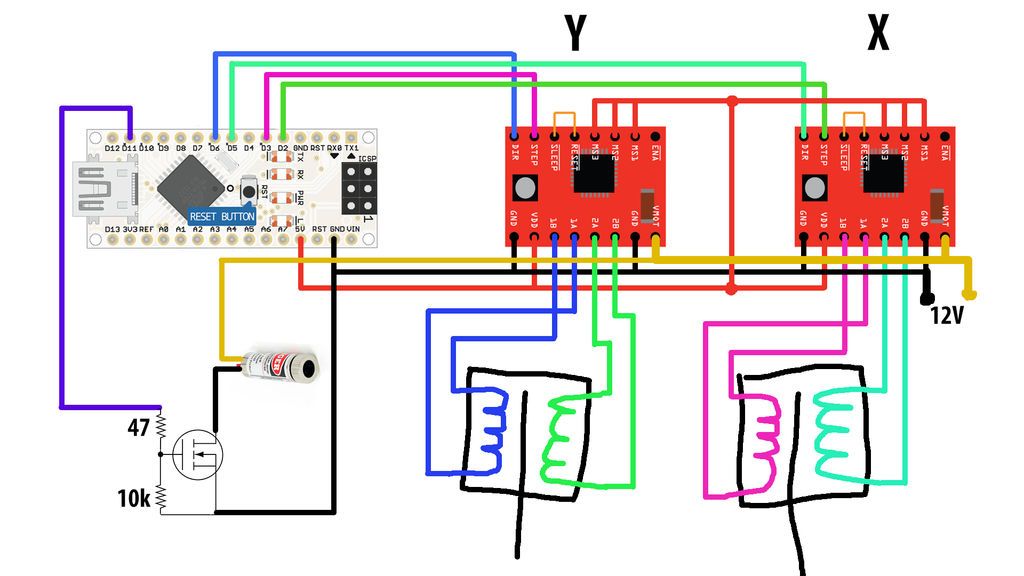
Модернизированные контроллеры с ЧПУ
Всего лишь небольшой шаг назад от промышленных OEM-контроллеров — это модифицированные контроллеры с ЧПУ, такие как Centroid.
Эти контроллеры продаются для преобразования ручных станков в ЧПУ, например, ручного фрезерного станка Bridgeport. Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.
Они по-прежнему не дешевы, но уже начинают попадать в диапазон того, что может себе позволить любитель ЧПУ своими руками.
Контроллеры ЧПУ на базе ПК
На этом рынке есть три основных игрока:
- Mach 3 и Mach 4
- LinuxCNC
- FlashCut
Все три устройства имеют хорошую репутацию благодаря различным характеристикам, функциональности, цене и простоте использования.
Mach 3
Арт Фенерти основал ArtSoft в 2001 году и запустил Mach 3, основанную на ответвлении оригинальной кодовой базы EMC (теперь LinuxCNC). Арт хотел, чтобы контроллер ЧПУ работал на ПК с Microsoft Windows, а не на Linux, поэтому потребовалась серьезная переработка, и у них больше нет ничего общего.
Арт хотел, чтобы контроллер ЧПУ работал на ПК с Microsoft Windows, а не на Linux, поэтому потребовалась серьезная переработка, и у них больше нет ничего общего.
Согласно нашему опросу 2017 года, Mach 3 является самым популярным контроллером ЧПУ в бюджетном сегменте с долей рынка 47%. Следующим ближайшим был LinuxCNC.
LinuxCNC (мой личный фаворит!)
LinuxCNC берет свое начало в проекте NIST «Enhanced Machine Controller», отсюда и его первоначальное название «EMC» и «EMC 2». Поскольку корпорация EMC владеет товарным знаком, название было изменено на LinuxCNC в
. LinuxCNC — это программное обеспечение с открытым исходным кодом, что означает, что вы действительно можете получить последний исходный код, если хотите понять или изменить его. Это также означает, что гораздо более широкая аудитория, включая такие компании, как Tormach, может внести свой вклад в LinuxCNC.
Хотя это очень круто, что LinuxCNC является открытым исходным кодом, именно вклад Tormach и «аромат» PathPilot в LinuxCNC сделали его моим любимым выбором. Используя Mach 3 в течение многих лет, я могу сказать вам, что Tormach принял правильное решение, когда они перешли с Mach 3 на LinuxCNC.
Используя Mach 3 в течение многих лет, я могу сказать вам, что Tormach принял правильное решение, когда они перешли с Mach 3 на LinuxCNC.
PathPilot просто более стабилен, мощнее и удобнее для пользователя, чем Mach 3, и вам нечего больше желать.
Теперь установка и запуск собственного контроллера ЧПУ PathPilot для ЧПУ «сделай сам» может быть не такой простой задачей. Вам нужно будет собрать контроллер, соответствующий контроллеру Tormach, и запустить на нем копию PathPilot. Существуют различные статьи, которые призваны помочь. Я еще не проверял ни один из них, но если это можно сделать, у вас будет приятная настройка.
FlashCut
FlashCut — это очень удобный контроллер ЧПУ с функцией plug-and-play. Компания была основана еще в 1993 году, поэтому она существует уже давно, а дизайн очень зрелый.
Хотя его рыночная доля не так велика, как у Mach4 или LinuxCNC, я слышал о FlashCut только хорошее. Вот отличное видео Дейва ДеКоссена (одного из первых основателей FADAL), показывающее, как легко настроить систему FlashCut:
Я слышал, что некоторые люди говорят, что они считают FlashCut слишком дорогим по сравнению с другими решениями. Однажды я взялся за бумагу, сравнив ее с системой Mach4, и обнаружил, что если вы настроите систему со всеми возможностями FlashCut (например, USB-пульсатор для Mach4), то премия будет не такой высокой, как вы думаете.
Однажды я взялся за бумагу, сравнив ее с системой Mach4, и обнаружил, что если вы настроите систему со всеми возможностями FlashCut (например, USB-пульсатор для Mach4), то премия будет не такой высокой, как вы думаете.
Наличие полностью спроектированной системы «под ключ», работающей по принципу «подключи и работай», стоит немного больше, если вы спросите меня.
Mach 4
Mach 4 — новейшее решение в этой категории, занимающее наименьшую долю рынка. Это практически переписывание Mach 3 с нуля. Разработчики утверждают, что он использует менее 1 % кода Mach 3.
Немного дороже, но по идее должно быть лучше. С моей точки зрения, жюри еще не вынесено — недостаточно доли рынка или опыта, чтобы делать ставки, когда конкуренция хорошо укоренилась и имеет гораздо большую установленную базу.
Микроконтроллеры: USB, Arduino, Rasperry Pi, TinyG и др.
Микроконтроллеры позволяют создавать дешевые и компактные контроллеры ЧПУ.
Микроконтроллеры с ЧПУ — относительно новая разработка, ставшая возможной благодаря постоянным достижениям в области миниатюризации и программного обеспечения.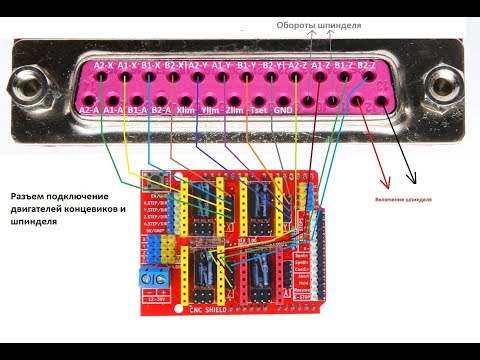 Идея состоит в том, чтобы разместить все необходимое на одной небольшой печатной плате или, возможно, на плате микроконтроллера с дочерней платой, которую обычно называют «щитом».
Идея состоит в том, чтобы разместить все необходимое на одной небольшой печатной плате или, возможно, на плате микроконтроллера с дочерней платой, которую обычно называют «щитом».
Вот краткий список всех самых популярных микроконтроллеров ЧПУ:
Grbl
Grbl (произносится как песчанка) работает на микроконтроллере Arduino. Это открытый исходный код, и его используют множество различных фирм, в том числе:
Это в значительной степени звездный состав, поэтому вы можете быть уверены, что GRBL имеет динамичную экосистему продуктов и людей, которые могут помочь, а также что у него есть светлое будущее. Люди из Shapeoko сказали мне, что они оценили несколько из них и сочли, что GRBL был наголову победителем для их нужд.
TinyG/TinyG2
TinyG — еще одна система на основе микроконтроллера. Это связано с grbl, но это не то же самое. Кодовая база TinyG была создана из grbl в 2010 году и с тех пор идет своим путем. TinyG утверждает, что делает некоторые вещи лучше или по-другому:
- В то время как grbl является 3-осевым (XYZ), TinyG является 6-осевым, поэтому может поддерживать дополнительные оси вращения.
 По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3. - TinyG заявляет о некоторых причудливых алгоритмах управления движением, в частности, о профилях «рывкового» ускорения для более плавного движения.
- TinyG утверждает, что он реализован на более производительном микроконтроллере с большим объемом памяти.
 По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.PlanetCNC
PlanetCNC — это одноплатный контроллер ЧПУ, который родом из Словении, Европа. Как и TinyG, это также 4-осевое решение. В нашем обзоре контроллеров ЧПУ 2017 года GRBL занял первое место на рынке, PlanetCNC — второе место, а TinyG — третье место среди микроконтроллеров.
Электроника контроллера ЧПУ
Вот электроника, которую вы найдете в большинстве шкафов контроллера ЧПУ:
Давайте рассмотрим функции каждого из них.
Коммутационная плата
Коммутационная плата ЧПУ для параллельного порта…
Роль коммутационной платы заключается в том, чтобы подключаться к вашему ПК и генерировать соответствующие сигналы, необходимые для работы приводов двигателей, частотно-регулируемого привода и контакторов.
Подробную информацию о разделительных досках см. в нашей статье:
[ Разделительные платы с ЧПУ ]
Наиболее распространенные разделительные платы, такие как изображенная выше, подключаются к параллельному порту вашего ПК. Это может быть проблемой, так как параллельные порты устарели и на большинстве новых компьютеров их нет. Кроме того, существует множество проблем с производительностью и надежностью, связанных с коммутационными платами.
Более новые и сложные модели на самом деле являются панелями управления движением, хотя некоторые до сих пор называют их коммутационными панелями. Эти платы могут подключаться через кабель USB или Ethernet.
Невозможно управлять USB-соединением достаточно точно, чтобы напрямую генерировать точные импульсы, необходимые для приводов Axis Motor Drives, поэтому роль контроллера движения состоит в том, чтобы принимать команды более высокого уровня и генерировать импульсы. Результатом является гораздо более высокая производительность при немного более высокой стоимости.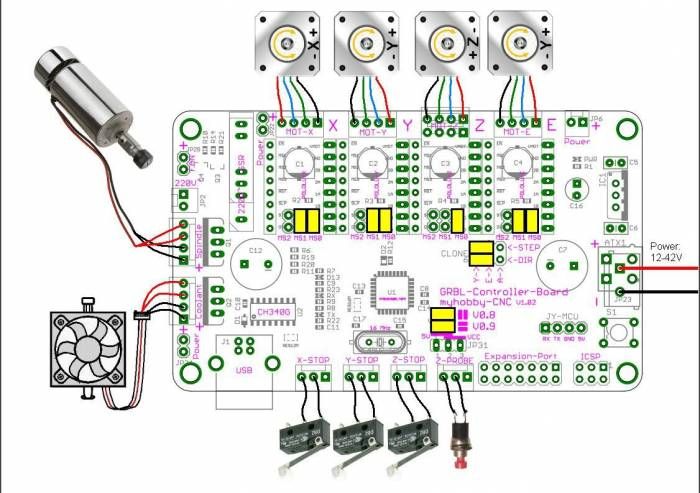
У нас также есть отличная статья о платах управления движением:
[Платы управления движением]
Электроприводы/драйверы
Сервоприводы Leadshine Easy… 2 сигнала:
- Шаг: Каждый импульс на линии шага указывает моторному приводу переместить двигатель на 1 шаг.
- Направление: если полярность направления односторонняя, движение должно быть по часовой стрелке. Переключение полярности меняет направление на вращение против часовой стрелки. На самом деле, полярность, возможно, не лучший термин, поскольку это может быть просто сигнал для одного направления и отсутствие сигнала для другого.
В дополнение к сигналам step/dir привод двигателя принимает питание постоянного тока, а в случае сервоприводов также принимает сигнал энкодера. Взамен он отдает мощность двигателю таким образом, чтобы контролировать его движение.
Источник питания постоянного тока (не показан)
На приведенной выше фотографии не показан источник питания постоянного тока, поскольку используемые электроприводы способны принимать переменный ток. Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Один из первых контроллеров ЧПУ, которые я построил, использовал этот источник питания постоянного тока:
Контакторы
Контактор — это причудливое название реле, которое можно использовать для более высоких напряжений. В этом случае большинство контакторов используются для переключения переменного тока, например, для управления насосом охлаждающей жидкости. Ваша коммутационная плата обычно подает сигнал 5 В постоянного тока. Работа контактора заключается в том, чтобы включать (или выключать, если он нормально замкнут) питание переменного тока, когда сигнал 5 В включен, и снова выключать его, когда сигнал 5 В исчезает.
ЧРП: частотно-регулируемый привод
Питание и управление шпинделем с ЧПУ — это работа для частотно-регулируемого привода, сокращенно ЧРП.
Выбор и программирование частотно-регулируемого привода — сложный процесс, в который мы не можем вдаваться.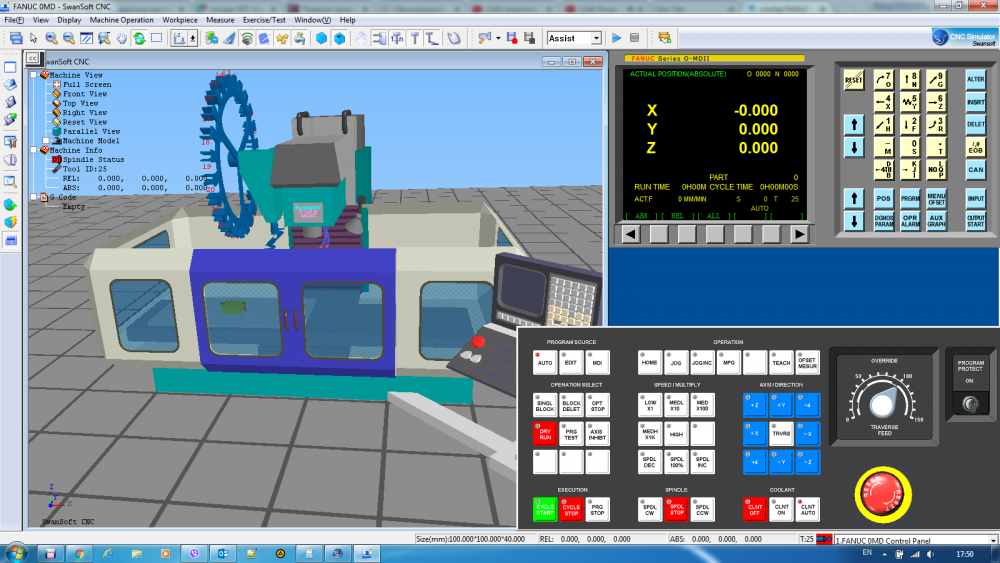 Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ — это вопрос баланса между некоторыми важными компромиссами:
Компромиссы при выборе лучшего контроллера ЧПУ…
Компромиссы сводятся к полной производительности и легкости успеха. Простой готовый комплект, в котором есть все необходимое, довольно легко запустить. Но это может пожертвовать некоторой полной производительностью по сравнению с тщательным отбором самого лучшего из каждого компонента для вашего приложения.
Спросите себя, какие у вас навыки и интересы. Это займет больше времени и, скорее всего, будет стоить больше, чтобы обеспечить надежную работу этого всеобъемлющего решения.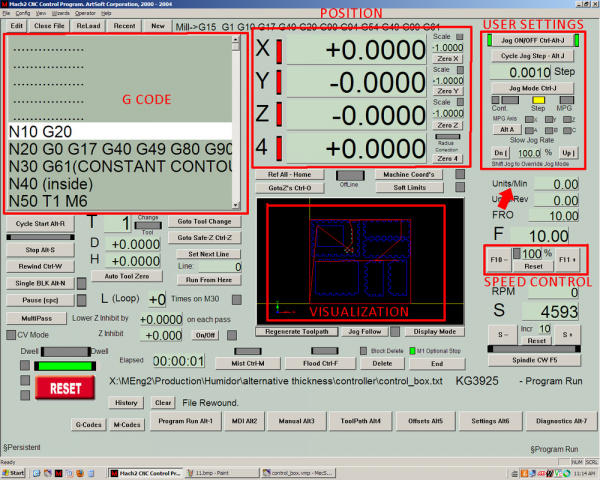 Также потребуется гораздо больше навыков.
Также потребуется гораздо больше навыков.
Вы умеете диагностировать проблемы в электрических цепях? Можете ли вы прочитать все спецификации и правильно определить, какие компоненты совместимы друг с другом? Тебе все это нравится?
Если ответ «да» на эти вопросы, вы находитесь в лучшем положении, чтобы попробовать все «передовые» преимущества в вашем проекте. Если ответ «Нет», ищите проверенный комплект, в котором есть все, что вам нужно, и большое сообщество людей, к которым вы можете обратиться с вопросами.
Доля рынка различных контроллеров ЧПУ
Говоря о сообществе, я думаю, что они крайне важны для успеха проектов DIY.
Я был на Кровоточащей кромке, где никто не может помочь или ответить на вопросы, и может быть одиноко. В наши дни я предпочитаю выбирать продукты с приличным сообществом. Мне нравится видеть доказательства того, что другие уже достигли того, что я ищу, с компонентами, которые я рассматриваю, прежде чем я совершу скачок.
При таком подходе вы обнаружите, что можете получить 80 % производительности всего с 20 % усилий.
Чтобы иметь достойное сообщество, продуктам нужно много пользователей. Вы можете узнать больше о доле рынка различных элементов управления из наших опросов контроллеров ЧПУ:
[Опросы ЧПУ]
Как настроить GRBL и управлять станком с ЧПУ с помощью Arduino
Если вы думаете или находитесь в процессе создания своего собственный станок с ЧПУ, то скорее всего вы встретите термин GRBL. Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.
Кроме того, мы узнаем, как использовать Universal G-code Sender, популярное программное обеспечение контроллера GRBL с открытым исходным кодом.
Что такое GRBL?
GRBL — это программное обеспечение или прошивка с открытым исходным кодом, которая обеспечивает управление движением для станков с ЧПУ. Мы можем легко установить прошивку GRBL на Arduino и мгновенно получить недорогой высокопроизводительный контроллер ЧПУ. GRBL использует G-код в качестве входных данных и выводит управление движением через Arduino.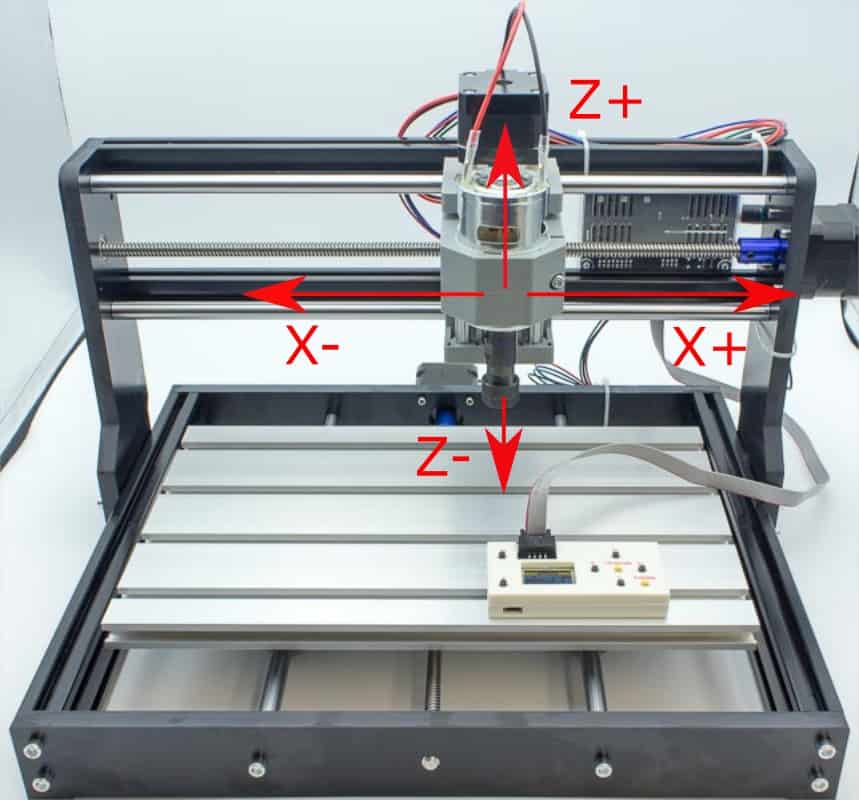
Для лучшего понимания рассмотрим следующую схему:
На диаграмме видно, какое место занимают GRBL в «общей картине» принципа работы станка с ЧПУ. Это прошивка, которую нам нужно установить или загрузить в Arduino, чтобы она могла управлять шаговыми двигателями станка с ЧПУ. Другими словами, функция прошивки GRBL заключается в преобразовании G-кода в движение двигателя.
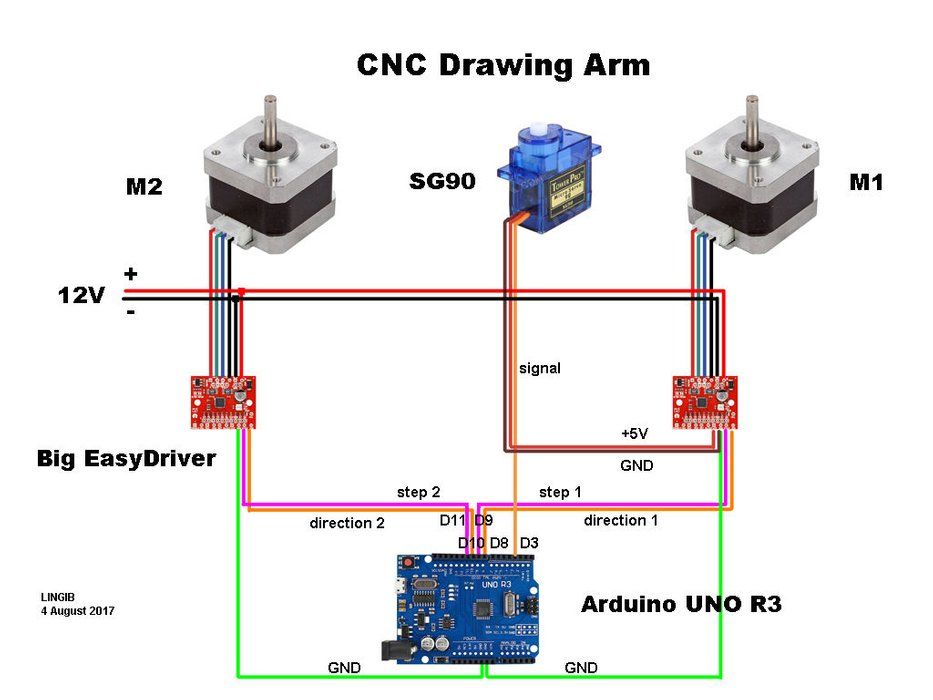
Необходимое оборудование
- Arduino — Как мы уже говорили, для установки GRBL нам понадобится Arduino. В частности, нам нужна плата Arduino на базе Atmega 328, а это означает, что мы можем использовать либо Arduino UNO, либо Nano.
- Шаговые двигатели — Очевидно, что шаговые двигатели обеспечивают движение машины.
- Драйверы — для управления шаговыми двигателями нам нужны драйверы, а для небольших станков с ЧПУ «сделай сам» (с шаговыми двигателями NEMA 14 или 17) обычно выбирают драйверы A4988 или DRV8825.
- Плата Arduino CNC Shield . Для подключения драйверов шаговых двигателей к Arduino проще всего использовать плату Arduino CNC Shield. Он использует все контакты Arduino и обеспечивает простой способ подключения всего, шаговых двигателей, шпинделя/лазера, концевых выключателей, охлаждающего вентилятора и т. д.
 Для подключения драйверов шаговых двигателей к Arduino проще всего использовать плату Arduino CNC Shield. Он использует все контакты Arduino и обеспечивает простой способ подключения всего, шаговых двигателей, шпинделя/лазера, концевых выключателей, охлаждающего вентилятора и т. д.
Для подключения драйверов шаговых двигателей к Arduino проще всего использовать плату Arduino CNC Shield. Он использует все контакты Arduino и обеспечивает простой способ подключения всего, шаговых двигателей, шпинделя/лазера, концевых выключателей, охлаждающего вентилятора и т. д.Обратите внимание, что это только основные электронные компоненты, необходимые для понимания работы станка с ЧПУ.
На самом деле, в качестве примера того, как все должно быть связано, мы можем взглянуть на мой самодельный станок для резки пенопласта с ЧПУ.
Вы можете проверить и получить основные электронные компоненты, необходимые для сборки этого станка с ЧПУ, здесь:
- Шаговый двигатель — NEMA 17……………… Amazon / Banggood / AliExpress
- A4988 Шаговый драйвер…………… ……..… Amazon / Banggood/AliExpress
- Arduino CNC Shield ………………………. Amazon / Banggood / AliExpress
- Arduino Uno………………………………. .… Amazon / Banggood / AliExpress
 .… Amazon / Banggood / AliExpress
.… Amazon / Banggood / AliExpress Раскрытие: Это партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках.
Основным инструментом этого станка с ЧПУ является горячая проволока, которая может легко расплавить или прорезать пенопласт и придать ему любую форму. Для получения более подробной информации о том, как я сделал машину и как все работает, вы можете проверить конкретный учебник.
Тем не менее, мы будем использовать этот станок в качестве примера в этой статье, потому что тот же принцип работы применим и к любому другому станку с ЧПУ, будь то фрезерный или лазерный.
Как установить GRBL
Во-первых, чтобы иметь возможность установить или загрузить GRBL на Arduino, нам понадобится Arduino IDE.
Затем мы можем скачать прошивку GRBL с github.com.
Загрузите его как ZIP-файл и выполните следующие действия:
- Откройте файл grbl-master.zip и извлеките файлы
- Откройте среду разработки Arduino, перейдите к Sketch > Include Library > Add . ZIP Library…
 ZIP Library…
ZIP Library…- Перейдите к извлеченной папке «grbl-master», выберите там папку «grbl» и щелкните по открытому файлу. Теперь нам нужно использовать GRBL как библиотеку Arduino.
- Затем перейдите в «Файл» > «Примеры» > grbl > grblUpload. Откроется новый скетч, и нам нужно загрузить его на плату Arduino. Код может выглядеть странно, так как состоит всего из одной строки, но не беспокойтесь, все происходит в фоновом режиме в библиотеке. Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
Конфигурация GRBL
На этом этапе мы должны настроить или настроить GRBL для нашей машины. Мы можем сделать это через последовательный монитор Arduino IDE. Как только мы откроем Serial Monitor, мы получим сообщение вроде «Grbl 1.1h [‘$’ for help]». Если вы не видите это сообщение, убедитесь, что вы изменили скорость передачи данных на 115200.
Если мы введем «$$», мы получим список команд или текущих настроек, и они выглядят примерно так:
$100=250.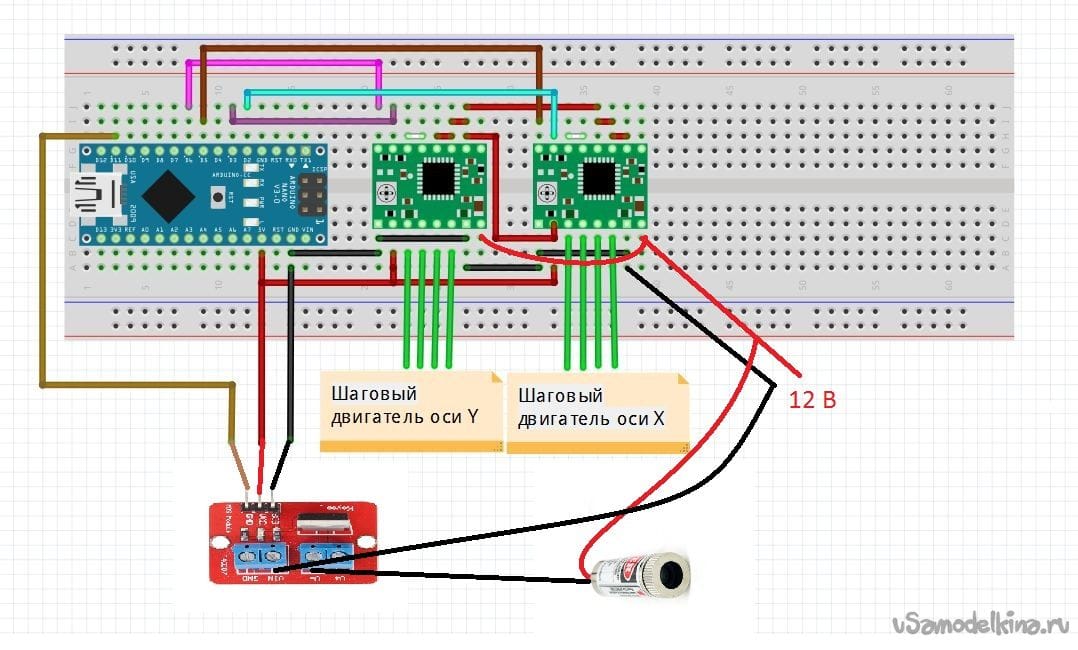 000 (x , шаг/мм) 92)
000 (x , шаг/мм) 92)
Все эти команды могут быть или должны быть настроены в соответствии с нашим станком с ЧПУ. Например, с помощью первой команды $100=250 000 (x, шаг/мм) мы можем настроить количество шагов на миллиметр станка или указать, сколько шагов должен сделать двигатель, чтобы наша ось X переместилась на 1 мм.
Однако я бы посоветовал оставить эти настройки как есть. Есть более простой способ настроить их в соответствии с нашей машиной с помощью программного обеспечения контроллера, о котором мы расскажем в следующем разделе.
Контроллер GRBL
Итак, как только мы установили прошивку GRBL, теперь наша Arduino знает, как читать G-код и как управлять станком с ЧПУ в соответствии с ним. Однако для того, чтобы отправить G-код на Arduino, нам нужен какой-то интерфейс или программное обеспечение контроллера, которое скажет Arduino, что делать. На самом деле для этой цели существует множество как открытых, так и коммерческих программ. Конечно, мы будем придерживаться открытого исходного кода, поэтому в качестве примера возьмем Univarsal G-code Sender.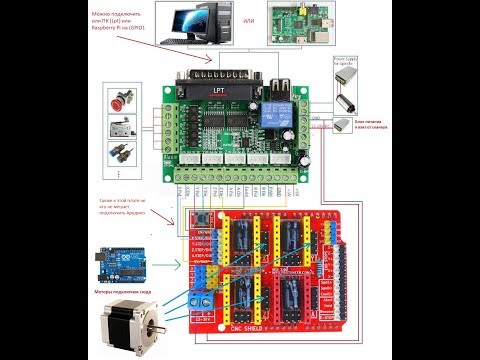
Как использовать универсальный отправитель G-кода
В этом примере я буду использовать версию платформы 2.0. Как только мы загрузим его, нам нужно распаковать zip-файл, перейти в папку «bin» и открыть любой из исполняемых файлов «ugsplatfrom». На самом деле это программа JAVA, поэтому, чтобы иметь возможность запускать эту программу, сначала нам нужно установить JAVA Runtime Environment.
После того, как мы откроем универсальный отправитель G-кода, сначала нам нужно настроить машину или настроить параметры GRBL, показанные ранее. Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE.
Первым шагом здесь является выбор скорости передачи данных, которая должна быть 115200, и порта, к которому подключена наша Arduino. Как только мы подключим универсальный отправитель G-кода к Arduino, на следующем шаге мы сможем проверить направление движения двигателей.
При необходимости мы можем изменить направление с помощью мастера или вручную переключив соединение двигателя на Arduino CNC Shield.
На следующем шаге мы можем настроить параметр шагов/мм, о котором мы упоминали ранее. Здесь гораздо проще понять, как его настроить, потому что мастер настройки рассчитает и подскажет, до какого значения нам следует обновить параметр.
Значение по умолчанию — 250 шагов/мм. Это означает, что если мы нажмем кнопку перемещения «х+», мотор сделает 250 шагов. Теперь, в зависимости от количества физических шагов двигателя, выбранного шагового разрешения и типа трансмиссии, машина будет перемещаться на некоторое расстояние. Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
В моем случае для самодельного станка с ЧПУ, который я сделал, станок сместился на 3 мм. В соответствии с этим мастер предложил обновить параметр шагов/мм до значения 83.
При обновлении этого значения станок теперь движется правильно, 1 мм в программе означает 1 мм для станка с ЧПУ.
В консоли UGS при выполнении каждого действия мы можем видеть выполняемые команды. Мы можем заметить, что, обновляя параметр steps/mm, программа UGS фактически отправляла в Arduino или прошивку GRBL команду, которую мы упоминали ранее. Это было значение по умолчанию: 100 долларов США = 250 000 (x, шаг/мм), и теперь мы обновили значение до 83 шагов на мм: 100 долларов США = 83.
На следующем шаге мы можем включить концевые выключатели и проверить, правильно ли они работают.
В зависимости от того, являются ли они нормально открытыми или нормально закрытыми, мы также можем инвертировать их здесь.
Здесь стоит отметить, что иногда нам нужно отключить концевой выключатель оси Z. Это было в случае с моим станком для резки пенопласта с ЧПУ, где мне не нужен концевой выключатель оси Z, и мне пришлось отключить его, чтобы иметь возможность правильно установить станок. Итак, для этого нам нужно отредактировать файл config.h, который находится в папке библиотеки Arduino (или Documents\Arduino\libraries).
Здесь нам нужно найти линии цикла возврата в исходное положение и прокомментировать настройку по умолчанию для 3-осевого станка с ЧПУ и раскомментировать настройку для 2-осевого станка. Чтобы изменения вступили в силу, нам нужно сохранить файл и повторно загрузить скетч grblUpload на нашу плату Arduino.
Тем не менее, на следующем шаге мы можем либо включить, либо отключить возврат в исходное положение ЧПУ.
При нажатии кнопки «Попробовать возврат» машина начнет движение к концевым выключателям. В случае, если это идет в противоположном направлении, мы можем легко изменить направление.
Наконец, на последнем шаге мастера настройки мы можем включить мягкие ограничения для нашего станка с ЧПУ.
Мягкие ограничения предотвращают выход машины за пределы установленной рабочей зоны.
Заключение
Итак, благодаря прошивке GRBL и плате Arduino мы можем легко настроить и запустить наш самодельный станок с ЧПУ. Конечно, в этом уроке мы рассмотрели только основы, но я думаю, что этого было достаточно, чтобы понять, как все работает и как настроить и запустить наш первый станок с ЧПУ.