
√ Дорезонансная система измерений дисбаланса
Работа на низких, дорезонансных частотах вращения балансируемого коленвала, повышает безопасность и сокращает время балансировки.
√ Жесткий подвес и портал со сверлильной головкой
Дает возможность осуществлять процесс корректировки масс без снятия коленвала со станка.
√ Система высокоточных линейных перемещений
Передвижение опорных стоек по системе линейных перемещений осуществляется с минимальным усилием, позволяет быстро производить перенастройку станка под другой тип коленвала.
√ Высококачественные комплектующие
Комплектующие европейского производства (ручки, ролики, шкивы и проч.) значительно повышают точность измерений, надежность и срок службы станка.
√ Станина из полимербетона с вибропоглощающим покрытием
Снижает зависимость измерений от внешних вибраций и позволяет организовывать участок балансировки рядом с другим работающим промышленным оборудованием.
√ Установка на виброопоры
Станок не требует специального фундамента (устанавливается на 4 виброопоры) и может быть легко перемещен с помощью ручной роклы.
√ Вывод результатов измерений на ПК
Удобство эксплуатации, универсальность, снижение стоимости станка.
Технические характеристики:
| Предельные параметры балансируемого ротора | ||
| максимальный вес | 300 кг | |
| минимальный вес | 3кг | |
| максимальное расстояние между шейками | 1300 мм | |
| минимальное расстояние между шейками | 120 мм | |
| максимальный диаметр балансируемого ротора | 700 мм | |
| Параметры балансировки | ||
| диапазон рабочих частот вращения | 200-2000 об/мин | |
| минимально достижимый удельный остаточный дисбаланс | 0.5 г·мм/кг | |
| вывод результатов измерения | дисплей, принтер, файл | |
| Параметры станка | ||
| электропитание | 220 В / 2.2 кВт | |
| ширина | 950 мм | |
| длина | 1900 мм | |
| высота | 1800 мм | |
| вес | 800 кг | |
| Срок изготовления до 45 раб. дней. | ||
Данный станок прошёл процедуру сертификации на соответствие нормам технического регламента таможенного союза (EAC):

| Диапазон масс балансируемых роторов на станке, кг | 2,5 – 250 |
| Максимальный диаметр ротора, мм | 850 |
| Максимальный диаметр ротора над ременным приводом, мм | 500 |
| Расстояние между серединами опорных шеек ротора, мм | 150 – 1350* |
| Диаметр опорных шеек ротора, мм | 20 – 140 |
| Диапазон частот вращения ротора, об/мин | 300 – 1500 |
| Минимальный достижимый остаточный удельный дисбаланс, гмм/кг | 1,0 |
| Тип привода | Ременной |
| Тип опор | Ролики + призмы |
| Габаритные размеры станка (длина х ширина х высота), мм | 1600 х 1330 х 1268 |
| Масса станка, кг (не более) | 480 |
| Род тока питающей сети | ~ 3-х фазный |
| Частота тока, Гц | 50 ± 1 |
| Напряжения сети, В | 380 ± 10% |
| Мощность электродвигателя привода вращения детали, не менее, кВт | 3,0 |
| Балансировочная система станка (на выбор) | ПБ-02М или ПАК-1 |
К сожалению, вопросы балансировки коленчатого вала (маховика, корзины сцепления, демпфера) в доступной литературе практически не раскрыты, а если что и можно найти, то это ГОСТы и научная литература. Однако осмысление и понимание того, что там написано, требует определенной подготовки и наличия самого балансировочного станка. Это, естественно, отбивает у автомехаников все желание разобраться с этими вопросами с точки зрения ремонта ДВС. В этой короткой статье мы попытаемся раскрыть вопросы балансировки с позиции автомеханика, не вдаваясь в сложные математические расчеты и больше акцентируя внимание на практическом опыте.
Итак, наиболее частый вопрос возникающий при ремонте двигателя: нужно ли проводить балансировку после шлифовки коленчатого вала?
Для этого мы покажем все этапы балансировки коленчатого вала, которые выполняются в нашей фирме при ремонте коленчатого вала. В качестве примера возьмем коленчатый вал двигателя МВ 603.973. Это рядный 6 цилиндровый дизельный двигатель. Допустимый дисбаланс завода изготовителя на данный вал 100 гмм. Много это или мало? Что будет если дисбаланс будет меньше или больше данной цифры? Эти вопросы мы не будем рассматривать в этой статье, а опишем их позже. Но можно с уверенностью говорить, что завод изготовитель берет эти цифры не с потолка, а проводит достаточное количество экспериментов для того, чтобы найти компромисс между допустимым значением дисбаланса для нормальной эксплуатации двигателя и себестоимостью производства для обеспечения данного допуска. Просто для сравнения, допустимый дисбаланс завода изготовителя на коленчатый вал двигателя ЗМЗ 406 360 гмм. Чтобы легче представить и понять эти цифры, вспомним простую формулу из курса физики. Для вращательного движения сила инерции равна:
где:
m – неуравновешенная масса, кг;
r – радиус ее вращения, м;
w – угловая скорость вращения, рад/с;
n – частота вращения, об/мин.
Итак, подставляем цифры в формулу и принимаем частоту вращения от 1000 до 10 000 об/мин, получаем следующее:
F1000 = 0.1х 0,001х( 3,14х1000/30)2= 1,1 Н
F2000 = 0.1х 0,001х( 3,14х2000/30)2= 4,4 Н
F3000 = 0.1х 0,001х( 3,14х3000/30)2= 9,9 Н
F4000 = 0.1х 0,001х( 3,14х4000/30)2= 17,55 Н
F5000 = 0.1х 0,001х( 3,14х5000/30)2= 27,4 Н
F6000 = 0.1х 0,001х( 3,14х6000/30)2= 39,5 Н
F7000 = 0.1х 0,001х( 3,14х7000/30)2= 53,8 Н
F8000 = 0.1х 0,001х( 3,14х8000/30)2= 70,2 Н
F9000 = 0.1х 0,001х( 3,14х9000/30)2= 88,9 Н
F10000 = 0.1х 0,001х( 3,14х10000/30)2= 109,7 Н
Все конечно понимают, что этот мотор никогда не выйдет на частоту вращения 10 000 об/мин, но этот простенький расчет сделан для того, что бы «почувствовать» цифры и понять как важна балансировка при увеличении частоты вращения. Какие можно сделать предварительные выводы? Во первых, вы «почувствовали», что такое дисбаланс 100 гмм, ну и, во вторых, убедились, что это действительно достаточно жесткий допуск для данного двигателя, и нет никакой необходимости делать этот допуск жестче.
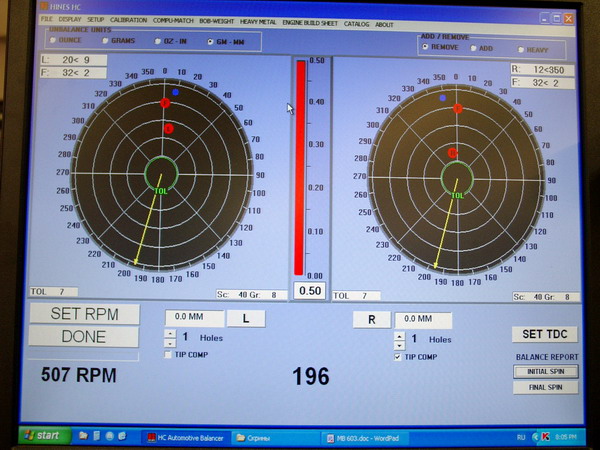
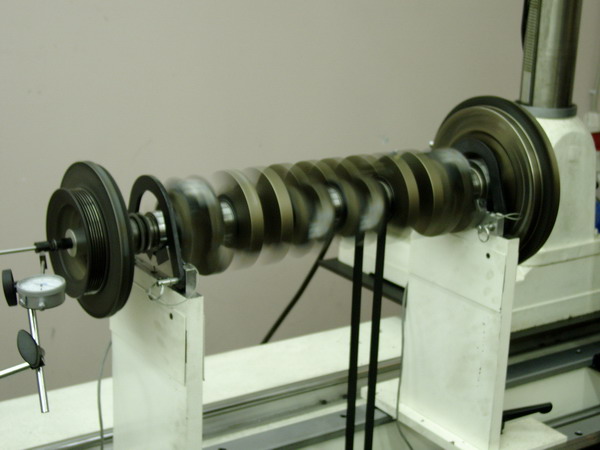
Теперь давайте покончим с цифрами и наконец-то вернемся к этому валу. Данный вал был предварительно отшлифован и после попал к нам на балансировку. И вот какие результаты мы получили при измерении дисбаланса.
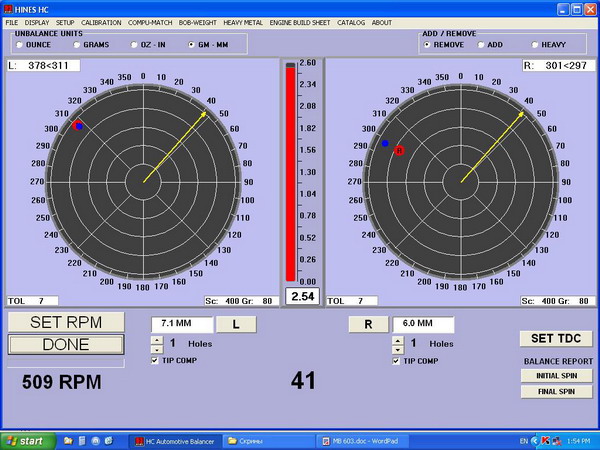
Что обозначают эти цифры? На данном рисунке мы видим, что дисбаланс на левой плоскости равен 378 гмм, и дисбаланс на правой плоскости равен 301 гмм. То есть условно можно принять, что общий дисбаланс на вал получается 679 гмм, что почти в 7 раз превышает допуск, заложенный заводом изготовителем.
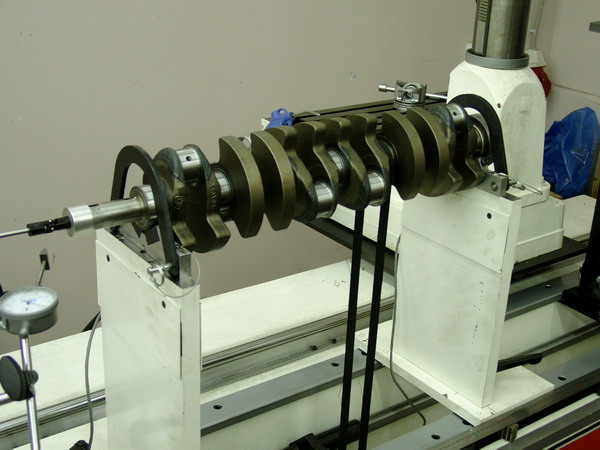
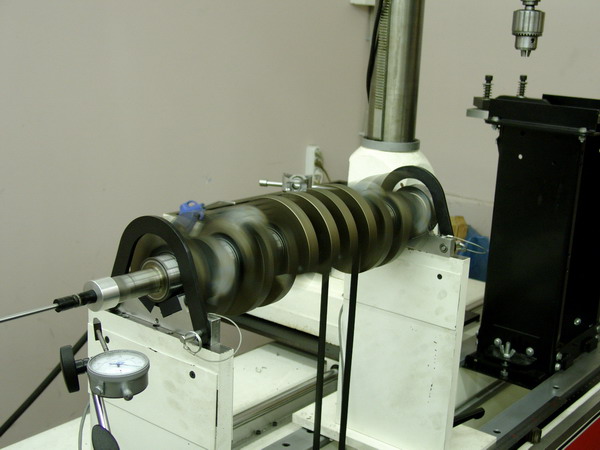
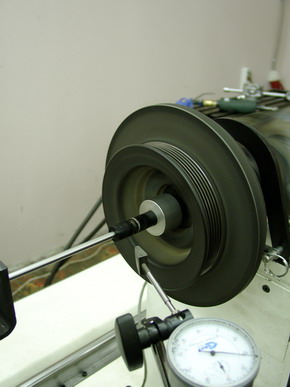
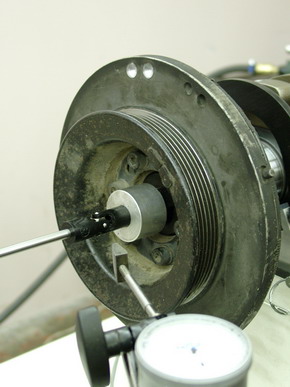
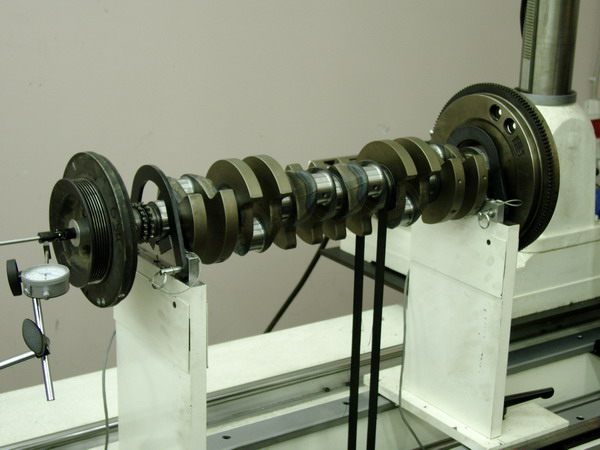
Вот фото этого вала на станке:
Сейчас конечно Вы начнете во всем обвинять «криворукого» шлифовщика или плохой станок. Но давайте вернемся опять к простеньким расчетам и попробуем понять, почему так получается. Для простоты расчета примем вес вала 20 кг (этот вес очень близок к истине для 6 цилиндрового коленчатого вала). Вал имеет остаточный дисбаланс допустим 0 гмм ( что является полной утопией).
И так теперь шлифовщик этот вал прошлифовал в ремонтный размер. Но при установке вала он сместил ось вращения от оси инерции всего на 0,01 мм (чтобы проще понять – у шлифовщика не совпала старая и новая ось вращения всего на 0,01 мм), и мы получили сразу же дисбаланс в 200 гмм. А если учесть, что у заводского вала всегда присутствует дисбаланс, то картина будет еще хуже. Поэтому те цифры, что мы получили, не являются из ряда вон выходящими, а являются нормой после шлифовки вала.
А если учесть, что не всегда завод изготовитель выдерживает свои же допуска, то обвинения в адрес шлифовщика или станка просто отпадают. Только не надо теперь стоять над шлифовщиком и требовать, что бы он выставлял вал с микронной точностью, все равно это не принесет желаемого результата. Единственным правильным выходом из данной ситуации является обязательная балансировка коленчатого вала после его шлифовки. Традиционно балансировку коленчатого вала выполняют высверливанием противовеса (иногда правда приходится утяжелять противовесы, но это достаточно редкий случай).
 Вот, что мы получили после балансировки вала
Вот, что мы получили после балансировки вала
Остаточный дисбаланс по левой плоскости 7 гмм и 4 гмм по правой плоскости. То есть общий дисбаланс на вал 11 гмм. Такая точность делалась специально, чтобы показать возможности данного станка и, как вы поняли теперь, необходимости выполнять такие требования при балансировке после шлифовки вала нет. Требований завода изготовителя вполне достаточно. Итак, с валом мы закончили, и, естественно, возникает вопрос, а нужно ли балансировать передний демпфер (шкив), маховик, корзину сцепления. Обратимся опять к ремонтной литературе. Что рекомендует тот же ЗМЗ, например, на допустимый дисбаланс этих деталей? На шкив передний с демпфером 100 гмм, на маховик 150 гмм, на корзину сцепления 100 гмм. Но есть очень важное примечание.
Все эти детали балансируются отдельно от вала ( то есть на оправках), и коленчатый вал в сборе на современных моторостроительных заводах в серию не балансируется. То есть Вы понимаете, что при установке вышеперечисленных деталей на коленчатый вал остаточный дисбаланс естественно изменится, так как совпадение осей вращения практически невозможно. Ниже представлены фото балансировки данных деталей.
Опять же, как показала практика, эти детали вносят ощутимый вклад в дисбаланс коленчатого вала, и, как показал наш опыт, дисбаланс каждой из этой детали существенно перекрывает допуски на остаточный дисбаланс. Так, цифра 150-300 гмм является «нормой» для переднего шкива (демпфера), для маховика 200-500 гмм, и 200-700 гмм для корзины сцепления. И это относится не только к российскому автопрому. Как показал наш опыт, примерно эти же цифры получаются и у зарубежного автопрома.
И есть обязательно еще один очень важный момент: после балансировки деталей по отдельности надо провести балансировку в сборе, но она должна делаться на последнем этапе. Предварительная балансировка по отдельности является также обязательной. Это надо для того, чтобы в случае, если выйдет из строя маховик или сцепление, Вам не пришлось снимать колено для повторной перебалансировки.
Итак, вот, что мы получаем окончательно при балансировке в сборе.

Итоговый дисбаланс коленчатого вала в сборе 37 гмм.
При этом следует учесть, что вес вала в сборе был около 43 кг.
Но, выполнив балансировку коленчатого вала в сборе, не стоит забывать о развесовке поршней и шатунов. Причем развесовку шатунов надо делать не просто по весу, а развесовку по центру масс, так как разница в весе этих деталей также вносит свой вклад в дисбаланс двигателя и строго регламентируется заводом изготовителем.
И вот, что хотелось бы отметить в заключении: очень многие автомеханики, прочитав эту статью, скажут, что это все ерунда. Что они собрали не один десяток моторов, и что все они без балансировки прекрасно работают, и они будут правы- действительно работают. Но давайте вспомним, сколько приходилось видеть моторов, которые работали …. при поломанных направляющих, со стертыми кулачками распредвала, с фрезерованными по плоскости ГБЦ выше нормы в 2-3 раза, с изношенными цилиндрами в 0,3 мм, с неправильно установленными поршнями- этот список можно продолжать до бесконечности.
У каждого, наверно, найдется парочка своих примеров, когда двигатель работал вопреки всем законам. Зачем хонинговать цилиндры, ведь раньше только точили и все работало? или: Зачем пользоваться хон-брусками, когда можно обычной шкуркой нанести сетку? Зачем «ловить» эти сотки, ведь это и так работает? Так почему, следуя одним требованиям завода изготовителя, пренебрегают другими? Только не надо думать, что, выполнив балансировку коленчатого вала в сборе и развесовку поршней и шатунов, Вы получите «чудо», что у Вас штатный мотор от Ваза по характеристикам станет, как мотор от болида Формулы 1. Этого у Вас не произойдет то же. Ведь балансировка – это один из кирпичиков, который вместе с выполнением остальных требований по ремонту дает Вам уверенность в том, что отремонтированный Вами двигатель отработает как минимум ресурс нового двигателя. И чем больше мотористов будут следовать требованиям автопроизводителей при ремонте двигателя, тем меньше будет автолюбителей, которые считают, что двигатель после капитального ремонта больше 50-70 тыс. км не работает.
Для экономии затрат, идущих на техническое обслуживание в автосервисе, можно выполнять балансирование коленчатого вала в условиях гаража. В статье описываются варианты, как можно проводить балансировку коленвала своими руками.
Содержание
[ Раскрыть]
[ Скрыть]
Зачем нужна балансировка коленчатых валов?
При дисбалансе коленчатого вала неравномерно распределяется масса вдоль и поперек оси, то есть нарушается баланс: один край легче другого. В основном причиной поперечного дисбаланса является износ деталей вала при продолжительной эксплуатации.
Балансировка коленвала проводится, чтобы снизить нагрузку и вибрации на узлы силового агрегата. Эта операция дает возможность поднять производительность двигателя, продлить срок эксплуатации. В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.
 Балансировка коленвала в гараже
Балансировка коленвала в гаражеОпределить, нужна ли балансировка коленвала, можно по поведению ручки переключения передач: она начинает болтаться при передвижении на холостом ходу. То же самое касается двигателя: если на холостом ходу мотор работает с рывками.
Причины появления неполадок могут быть разные:
- некачественное изготовление сопряженных деталей;
- неоднородность материала, который использован для коленчатого вала;
- люфты, возникшие в результате нарушения зазоров между сопряженными элементами;
- некачественная сборка;
- неточное центрирование;
- естественный износ.
После замены маховика или его зубчатого венца, корзины сцепления необходимо отбалансировать коленвал. Если не выполнить эту процедуру, то даже при небольших скоростях мотор начнет вибрировать из-за нарушения баланса.
Где отбалансировать коленвал – варианты ремонта
Отбалансировать коленчатый вал можно двумя способами:
- Статический способ применяется при незначительных нарушениях баланса. В этом случае коленчатый вал находится в неподвижном состоянии. При этом тяжелая сторона опущена вниз. Легкая часть уравновешивается с помощью грузов, которые крепятся на край легкой стороны. Затем с помощью специальных ножей снимается металл с тяжелой части, пока не опустится нагруженная часть.
 Шлифовка коленчатого вала
Шлифовка коленчатого вала - Динамический способ точнее статического. Его применяют для устранения существенного дисбаланса. В этом случае необходим специальный станок, на который устанавливается вал. Коленчатый вал начинают раскручивать до необходимых оборотов. С помощью лазера определяется точка, где находится наиболее тяжелая точка. С этого места снимается лишний металл.
 Шлифовка коленчатого вала
Шлифовка коленчатого вала Загрузка …
Загрузка …Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
 Самодельный станок для балансировки
Самодельный станок для балансировкиПеред балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.Приспособление для балансировки
- Для устранения перевеса нужно убрать лишнюю часть металла в нижней (тяжелой) точке маховика. Определить точный вес металла, который нужно высверлить, можно с помощью небольших магнитиков. Их нужно цеплять на противоположной – легкой стороне маховика. Цеплять магнитики следует до тех пор, пока коленвал в сборе с деталями не будет переворачиваться, а будет лежать неподвижно.
- Добившись неподвижного положения коленчатого вала, нужно снять магнитики и взвесить их на весах. Это и будет тот вес, который нужно убрать, чтобы устранить дисбаланс.
- Теперь с маховика снимается столько стружки, чтобы ее вес был равен весу магнитов, которые мы перед этим взвешивали. Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.Процедура балансирования на СТО
- Если тяжелая точка приходится на какую-то деталь маховика, которая менялась, например, шкив. То высверливать нужно эту деталь. Если менялась корзина сцепления, то в ней удаляется лишний металл около отверстий ее крепления.
 Приспособление для балансировки
Приспособление для балансировки Процедура балансирования на СТО
Процедура балансирования на СТОС данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Видео «Балансировка коленчатого вала»
В этом видео демонстрируется, как правильно отбалансировать коленвал.

Сравнительно небольшой вес изделия позволил не отказываться от схемы настольного, безстанинного станка, что значительно снижает его итоговую стоимость. ТБ 100 – хорошее решение для небольшого специализированного участка по ремонту двигателей внутреннего сгорания.
Вывод результатов измерений осуществляется на ПК с ОС Windows (в комплектацию не входит) через интерфейс USB. Предоставляемое специализированное ПО «Технобаланс 2.0» обладает простым, интуитивно понятным интерфейсом и позволяет выводить результаты балансировки на дисплей, принтер или в файл.
√ Дорезонансная система измерений дисбаланса
Работа на низких, дорезонансных частотах вращения балансируемого коленвала, повышает безопасность и сокращает время балансировки.
√ Жесткий подвес и портал со сверлильной головкой
Дает возможность осуществлять процесс корректировки масс без снятия ротора со станка.
√ Система высокоточных линейных перемещений
Передвижение опорных стоек по системе линейных перемещений осуществляется с минимальным усилием, позволяет быстро производить перенастройку станка под другой тип ротора.
√ Высококачественные комплектующие
Комплектующие европейского производства (ручки, ролики, шкивы и проч.) значительно повышают точность измерений, надежность и срок службы станка.
√ Настольное исполнение
Экономия рабочего пространства, снижение стоимости станка.
√ Вывод результатов измерений на ПК
Удобство эксплуатации, универсальность, снижение стоимости станка.
Технические характеристики балансировочного станка ТБ 100:
| Предельные параметры балансируемого ротора | ||
| максимальный вес | 100 кг | |
| минимальный вес | 1кг | |
| максимальное расстояние между шейками | 850 мм | |
| минимальное расстояние между шейками | 100 мм | |
| максимальный диаметр балансируемого ротора | 600 мм | |
| Параметры балансировки | ||
| диапазон рабочих частот вращения | 200-2000 об/мин | |
| минимально достижимый удельный остаточный дисбаланс | 0.5 г·мм/кг | |
| вывод результатов измерения | дисплей, принтер, файл | |
| Параметры станка | ||
| электропитание | 220 В / 1.5 кВт | |
| ширина (без портала/с порталом) | 720/800 мм | |
| длина (без портала/с порталом) | 1000/1450 мм | |
| высота (без портала/с порталом) | 450/800 мм | |
| вес (без портала/с порталом) | 400/300 кг | |
| Срок изготовления до 45 раб. дней. | ||
Станок может быть оснащен сменными призмами для высокоточной балансировки легких роторов, промышленным компьютером с сенсорным экраном, принтером для распечатки протоколов балансировки.
Станок ТБ 100 прошёл процедуру сертификации на соответствие нормам технического регламента таможенного союза (EAC):

√ Дорезонансная система измерений дисбаланса
Работа на низких, дорезонансных частотах вращения, повышает безопасность и сокращает время балансировки.
√ Жесткий подвес
Дает возможность осуществлять процесс корректировки масс без снятия балансируемого изделия со станка.
√ Система высокоточных линейных перемещений
Передвижение опорных стоек по системе линейных перемещений осуществляется с минимальным усилием, позволяет быстро производить перенастройку станка под другой типоразмер ротора.
√ Высококачественные комплектующие
Комплектующие европейского производства (ручки, ролики, шкивы и проч.) значительно повышают точность измерений, надежность и срок службы станка.
√ Станина из полимербетона с вибропоглощающим покрытием
Снижает зависимость измерений от внешних вибраций и позволяет организовывать участок балансировки рядом с другим работающим промышленным оборудованием.
√ Установка на виброопоры
Станок не требует специального фундамента (устанавливается на 4 виброопоры) и может быть легко перемещен с помощью ручной роклы.
√ Вывод результатов измерений на ПК
Удобство эксплуатации, универсальность, снижение стоимости станка.
Технические характеристики:
| Предельные параметры балансируемого ротора | ||
| максимальный вес | 300 кг | |
| минимальный вес | 3 кг | |
| максимальное расстояние между шейками | 2000 мм | |
| минимальное расстояние между шейками | 120 мм | |
| максимальный диаметр балансируемого ротора | 750 мм | |
| Параметры балансировки | ||
| диапазон рабочих частот вращения | 200-2000 об/мин | |
| минимально достижимый удельный остаточный дисбаланс | 0.5 г·мм/кг | |
| вывод результатов измерения | дисплей, принтер, файл | |
| Параметры станка | ||
| электропитание | 220 В / 2.2 кВт | |
| ширина | 800 мм | |
| длина | 2300 мм | |
| высота | 1200 мм | |
| вес | 950 кг | |
| Срок изготовления до 45 раб. дней. | ||
Данный станок прошёл процедуру сертификации на соответствие нормам технического регламента таможенного союза (EAC):
Модифицированная версия станка ТБ300 с удлиненной станиной и осевым приводом позволяет балансировать роторы весом до 300 кг и с максимальным расстоянием между опорными шейками балансируемого ротора 2000 мм.
Точность балансировки 0,5 г*мм/кг. Также, при необходимости, станок выпускается в модификации с точностью балансировки 0,1 г*мм/кг.
Динамический балансировочный станок коленвалас буровой установкой
US $ 13.000,00 – US $ 16.000,00 / Ед. изм | 1 шт. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки
US $ 12.000,00 – 15 000,00 долларов США / Ед. изм | 1 шт. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки
US $ 12.000,00 – 15 000,00 долларов США / Ед. изм | 1 шт. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки
US $ 12.000,00 – 15 000,00 долларов США / Ед. изм | 1 шт. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки