Оцилиндровочное оборудование проходного типа для домостроения компании «Шервуд»
Может быть полезно
Фирма начала заниматься производством оборудования для оцилиндровки деталей домостроения в далеком 1992 году, когда был создан первый удачный станок 637С или Аркос-637 (по предыдущему названию предприятия). Линии, оснащенные этим головным станком, были выпущены в количестве около полутора десятков и успешно работали в районах Кировской области. Достоинством этого станка было то, что в нем был заключен большой запас прочности наиболее нагруженных деталей (звездочек, шестерен, валов и осей). Благодаря этому кое-где сохранились в рабочем состоянии станки этого типа, несмотря на длительный срок эксплуатации. Это качество позволило некоторым потребителям модернизировать станки, увеличив диаметр обработки станка с 200 мм до 240 мм путем замены оцилиндровочного шпинделя.
Но уже к 2000 году возник спрос на дома из оцилиндрованного бревна диаметром 280 мм. Конструктивные особенности станка 637С не могли обеспечить дальнейшее увеличение диаметра обработки, и поэтому были спроектированы станки 676С и 675С.
Станок 676С предназначался только для получения оцилиндрованного бревна диаметром 180-280 мм, а станок 675С обеспечивал фрезерование продольных пазов на оцилиндрованном бревне.
Однако среди потребителей подобная раздельная обработка не вызвала интереса, и тогда эти два станка были объединены в один – станок 682С оцилиндровочно-фрезерный, на котором производится последовательно оцилиндровка и фрезерование продольного и компенсационного пазов.
Стараясь сохранить традиции надежности и долговечности, конструкторы усилили отдельные узлы станка (повысили прочность рамы, корпуса шпинделя, узлов подачи), оставив неизменными надежно зарекомендовавшие себя детали.
Станок выполнен в моноблочном варианте с неразъемной рамой, что повысило жесткость и снизило вибрации конструкции. Уменьшению вибраций служит и расположение ножей на оцилиндровочной планшайбе. Принятая схема «3 чистовых и 3 черновых ножа» улучшает динамическую уравновешенность вращающихся деталей шпинделя, а также снижает нагрузку на каждый из черновых ножей, работающих с наибольшей интенсивностью.
С той же целью уменьшения вибраций на выходе из оцилиндровочного шпинделя бревно попадает в призматические направляющие V-образной формы, охватывающие оцилиндрованную поверхность снизу и сверху. Это устройство не дает вибрировать комлевой части бревна после того, как она теряет контакт с подающими рябухами и принимает консольное положение.
Далее оцилиндрованная часть бревна входит в зону фрезерного узла, где верхняя и нижние фрезы нарезают соответственно компенсационный (релаксационный) и продольный пазы. За фрезерным узлом бревно входит в направляющие – устройства, препятствующие закручиванию бревна при оцилиндровке.
Верхняя направляющая выполнена в виде гребня, который входит в релаксационный паз. Нижние направляющие в виде призм фиксируют кромки продольного паза.
Вытяжные ролики станка спрофилированы таким образом, чтобы создать наилучшие условия для центрирования бревна по оси обработки.
Верхние ролики представляют собой комбинацию из двух конических роликов и расположенного между ними диска.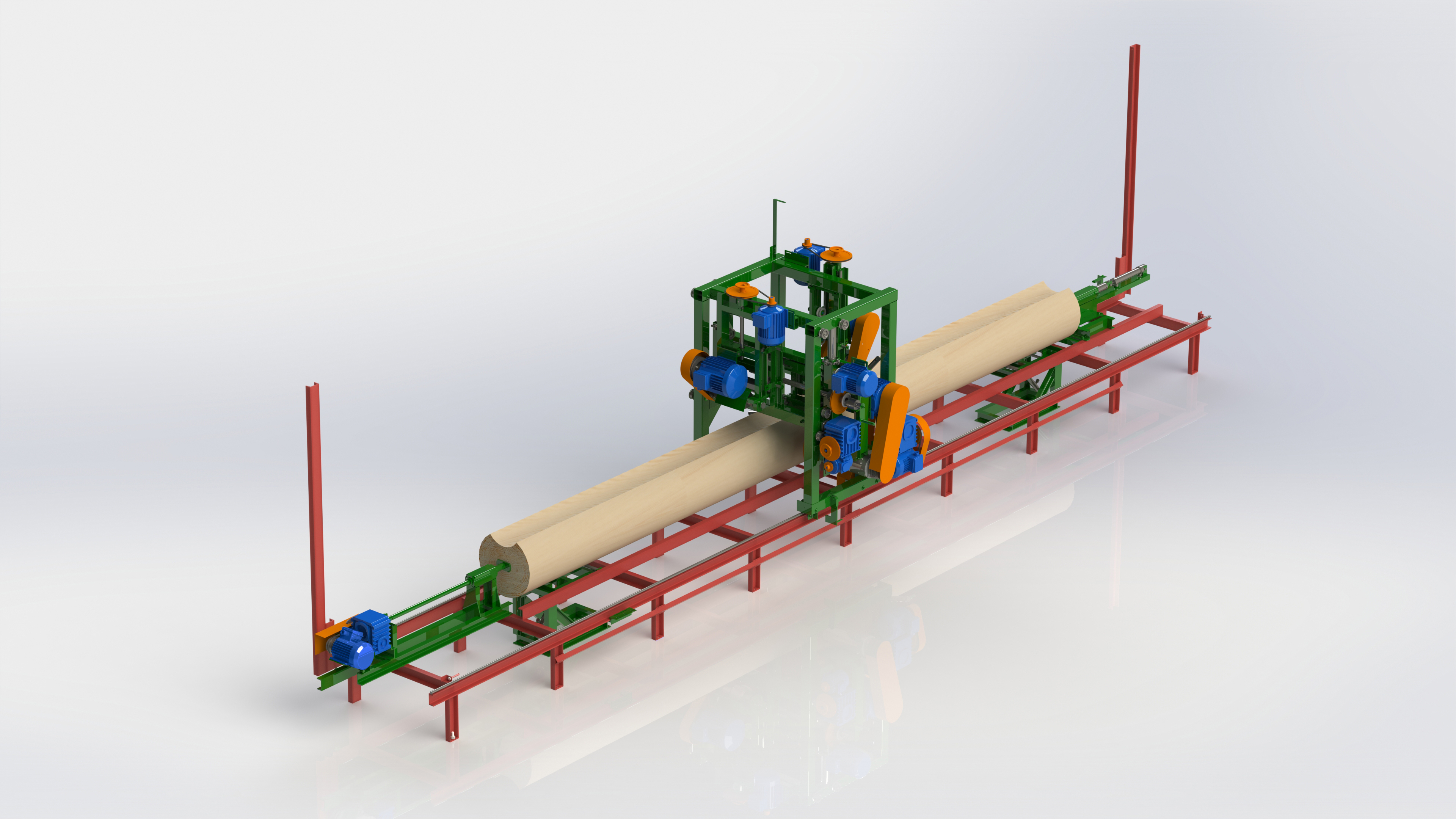 Конусные части роликов прижимаются к оцилиндрованной поверхности бревна, а диск входит в компенсационный паз, также направляя бревно по оси и препятствуя его проворачиванию.
Конусные части роликов прижимаются к оцилиндрованной поверхности бревна, а диск входит в компенсационный паз, также направляя бревно по оси и препятствуя его проворачиванию.
Нижние ролики одинарные, но имеют специальный профиль, центрирующий желоб продольного паза и препятствующий уходу последнего вправо-влево. Настройка нижних роликов на нужный диаметр бревна и глубину продольного паза производится упорными винтами, которыми оснащены все нижние рычаги вытяжных узлов. Высота подъема или опускания ролика определяется специальным мерителем, прилагаемым к станку. Измерения производятся от обработанной базы, общей для всех узлов подачи, цилиндрования и вытяжки бревна. Такой способ значительно упрощает и ускоряет перестройку станка на разные диаметры бревен.
Все эти конструктивные решения применены и в станке 697С, который позволяет получать оцилиндрованное и отфрезерованное бревно в пределах диаметров 180-320 мм. Отличительной его особенностью является то, что из-за значительной длины станка (более 7 м) он разделен на два блока: блок подающих узлов и блок обработки бревна. Каждый из блоков имеет индивидуальный привод подачи, а блок обработки имеет центрирующий люнет.
Каждый из блоков имеет индивидуальный привод подачи, а блок обработки имеет центрирующий люнет.
Другой особенностью станка является наличие ступенчатого резания при оцилиндровке бревна, что позволило оставить привод той же мощности, что и у станка 682С.
Идя навстречу пожеланиям заказчиков, которые хотели бы иметь возможность получать не только оцилиндрованные детали домов, но и пиломатериал, на базе вышеуказанных станков были спроектированы и оцилиндровочно-фрезерные станки 685С и 689С соответственно. Эти станки включают в себя пильный узел, совмещенный с концевой стойкой вытяжного механизма. Пильные узлы оснащаются пилами до 560 мм, позволяющими получать высоту пропила до 180 мм.
Для обработки бревен диаметрами от 120 до 240 мм изготовляется станок 692С.
 Конструктивно он устроен так же, как и 685С, но имеет меньшие габариты, массу и установленную мощность.
Конструктивно он устроен так же, как и 685С, но имеет меньшие габариты, массу и установленную мощность.На сегодняшний день фирмой разработаны модели станков 699С и 700С. Отличительной их особенностью является возможность установки пил большего диаметра. Так 699С, являющийся дальнейшей модернизацией станка 697С, может быть оснащен пилами O630 мм или O710 мм, а станок 700С (развитие схемы станка 692С) оснащается пилами O630 мм. При этом обеспечиваются высоты пиления 220 мм (для 700С) и 250 мм (для 699С).
Многолетняя эксплуатация станков проходного типа показала, что это достаточно надежное, высокопроизводительное оборудование. Чаще всего нарекания вызывает ресурс подшипников шпиндельного узла. Качество российских подшипников большого диаметра оставляет желать лучшего. Изначальные осевые люфты колец порой достигают 0,8-0.9 мм. К тому же конструкция шпиндельного узла не позволяет в достаточной мере защитить подшипники от попадания загрязнений. В результате происходит ускоренный износ подшипников. Некоторые «бывалые» потребители находят выход в том, что перед началом эксплуатации полностью забивают подшипниковый узел смазкой до выступания из зазоров. Эта мера позволяет создать преграду для попадания пыли внутрь подшипников и продляет срок их службы. Фирма работает над повышением долговечности подшипникового узла.
Некоторые «бывалые» потребители находят выход в том, что перед началом эксплуатации полностью забивают подшипниковый узел смазкой до выступания из зазоров. Эта мера позволяет создать преграду для попадания пыли внутрь подшипников и продляет срок их службы. Фирма работает над повышением долговечности подшипникового узла.
Оглядываясь на зарубежный опыт, можно сделать вывод, что все ведущие фирмы, занимающиеся производством оборудования для домостроения из оцилиндрованного бревна «Wema Probst» (Германия), «Oswald» (Австрия), «Raute» (Финляндия) делают ставку на оцилиндровочные станки проходного типа.
Такой тип оборудования позволяет организовать массовое производство заготовок для деревянного домостроения. Именно заготовок, а не деталей, как принято у нас. Ведь прежде, чем попасть в оцилиндровочный станок, там бревно проходит по крайней мере две операции – оцилиндровку комля и окорку. А оцилиндрованные бревна идут на сушку и только в сухом виде подвергаются чистовой оцилиндровке и фрезеровке профиля или просто фрезеровке в нужный профиль (фирмы «Raute», «Makron»).
Компания «Шервуд»
тел.: 8(8332) 37-32-63
тел/факс: 8(8332) 37-16-61
E-mail: [email protected]
Все статьи
Оцилиндровочный комплекс MASTER
Оцилиндровочный комплекс MASTER
|
 Конструктивно комплекс состоит из оцилиндровочного станка ОЦС-2АМ, с расположенным под ним транспортером для удаления щепы параллельно оцилиндровочному станку располагается линия оптимизации. Такая компоновка позволяет максимально эффективно использовать рабочее пространство при достаточно высокой производительности.
Конструктивно комплекс состоит из оцилиндровочного станка ОЦС-2АМ, с расположенным под ним транспортером для удаления щепы параллельно оцилиндровочному станку располагается линия оптимизации. Такая компоновка позволяет максимально эффективно использовать рабочее пространство при достаточно высокой производительности.Станок для оцилиндровки бревен
Цена : запросить прайс-лист
Станок деревообрабатывающий цилиндропрокатный модель -6,5 предназначен для всесторонней обработки (профилирования) бревен.
Бревна, обработанные на станке, применяются для возведения стен, срубов различного назначения без дополнительной подгонки. Станок для профилирования бревен способен выполнять все операции по изготовлению готовых деталей сруба: профилирование бревна, вырезание продольного укладочного паза, вырезание компенсационного пропила, вырезание элемента поперечного крепления цилиндрических деталей – венценосного креста. “чашка”.
Станок имеет минимальные габариты, вес и энергопотребление по сравнению с другими станками аналогичного назначения, не требует подготовки бревен перед обработкой. Возможность плавной регулировки скорости движения каретки и скорости вращения бревна обеспечивает достижение максимально плоской поверхности заготовки. Станок способен формовать бревна конической формы, брус переменного диаметра, резной брус.
| Технические характеристики | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Высокая производительность и многофункциональность при низком энергопотреблении и небольших размерах. Видео скачать видео 6 мб | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..12,3
..12,3Патент США на изделие из бревен и усовершенствование машины для подготовки бревен для бревенчатых домов.
 Патент (Патент № 4,047,350, выдан 13 сентября 1977 г.)
Патент (Патент № 4,047,350, выдан 13 сентября 1977 г.)ПРЕДШЕСТВУЮЩИЙ АРТ №№ 375 893; 391 648; 442 471; 988 860; 1 106 177; 1 223 597; 1 543 165; 2 005 921; 2 263 036; 2 382 896; 2 561 746; 2 596 187; 2 602 476; 2 712 678; 3 010 495; 3 016 074; 3 017 911; 3 292 677; 3 442 310; 3 457 978; 3 752 201; 3 848 647.
Патент Австралии. № 108 956
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к области жилищного строительства и изготовления для него пиломатериалов. В частности, речь идет о подготовке цилиндрических бревен выбранных диаметров и длин, подготовленных таким образом, чтобы их можно было быстро установить в виде стен дома или здания.
До появления подходящих лесопильных заводов для подготовки пиломатериалов для строительства домов бревна распиливали вручную, чтобы они имели более или менее выбранный цилиндрический размер, и соединяли вместе с помощью седельных пазов и т. д. .предусмотреть ограждение с целью защиты от непогоды и т. д.
д. .предусмотреть ограждение с целью защиты от непогоды и т. д.
Строительство дома в виде бревенчатого дома имеет заметные преимущества, в частности, в прочности и жесткости конструкции, а также в теплоизоляции, обеспечиваемой толстыми деревянными бревнами. Однако из-за сложности изготовления действительно цилиндрических бревен, должным образом снабженных шипами и пазами для защиты от непогоды, строительство домов с использованием пиломатериалов продвинулось вперед, а строительство бревенчатых хижин прекратилось.
Тем не менее, есть определенные преимущества в использовании бревенчатой хижины для стиля и комфорта, а также в том, что во многих более широких областях, где промышленность требует присутствия нескольких человек, трудно обеспечить вид пилы мельница, необходимая для раскроя бревен до нужного размера пиломатериалов для обычного жилищного строительства.
В предшествующем уровне техники бревна подготавливали для строительства бревенчатых домов с использованием более или менее обычного токарного станка, в котором необработанное бревно зажималось между центрами и вращалось головкой токарного станка. Фрезы были предусмотрены для перемещения вдоль станины токарного станка для резки до выбранного диаметра. Затем бревна были перемещены и помещены на фрезерный станок, который использовался для разрезания плоских поверхностей сверху и снизу и для получения требуемой конструкции шпунта и паза. Затем бревна были перемещены в третье место, чтобы вырезать оседлавшие насечки и отрезать их до точной длины и т. д. Все это требовало отдельной обработки и транспортировки, было дорого и требовало значительной рабочей силы и оборудования, и поэтому было слишком дорого, чтобы его можно было реализовать. используется в коммерческих целях в конкуренции с коммерческим жилищным строительством.
Фрезы были предусмотрены для перемещения вдоль станины токарного станка для резки до выбранного диаметра. Затем бревна были перемещены и помещены на фрезерный станок, который использовался для разрезания плоских поверхностей сверху и снизу и для получения требуемой конструкции шпунта и паза. Затем бревна были перемещены в третье место, чтобы вырезать оседлавшие насечки и отрезать их до точной длины и т. д. Все это требовало отдельной обработки и транспортировки, было дорого и требовало значительной рабочей силы и оборудования, и поэтому было слишком дорого, чтобы его можно было реализовать. используется в коммерческих целях в конкуренции с коммерческим жилищным строительством.
Кроме того, предшествующий уровень техники не позволял использовать оборудование для формирования бревен для возведения полов, стен или потолков, связанных со строительством бревенчатого дома.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В данном изобретении описывается автономное простое устройство для эффективной обработки бревен различных диаметров и длин для подготовки цилиндрических бревен, модифицированных шипами и пазами сверху и снизу соответственно, для строительства домов или зданий. Такой автономный аппарат проще и дешевле, чем обычная лесопилка, и поэтому он хорошо подходит для перевозки в дикие места для строительства жилья, особенно там, где имеется много древесины подходящего размера и т. д.
Такой автономный аппарат проще и дешевле, чем обычная лесопилка, и поэтому он хорошо подходит для перевозки в дикие места для строительства жилья, особенно там, где имеется много древесины подходящего размера и т. д.
Основной задачей настоящего изобретения является создание автономного станка для полной обработки бревен в готовые бревенчатые бревна для строительства бревенчатых домов и зданий. Еще одной целью настоящего изобретения является создание машины для комплексной обработки бревен для бревенчатых домов без отдельной ручной обработки.
Еще одной целью настоящего изобретения является создание средств для поворота бревен до выбранного диаметра; предусмотреть отдельные средства для сбора стружки коры бревен и стружки светлой древесины бревен, поскольку они продаются отдельно; средства для механической обработки верхней и нижней поверхностей бревна, чтобы обеспечить адекватную параллельную посадку бревен друг на друга, а также обеспечить защиту от непогоды с помощью соответствующей конструкции с двойным шипом и канавкой; средства для вырезания седловидных вырезов в нужных местах различных выбранных диаметров; средства для обрезки бревен до нужной длины; средства для прорезания множества вертикальных пазов в торцах бревен с целью вставки пломб, коммуникаций, дверных косяков и окон; средства для просверливания в бревне между двойными шпунтами и пазами множества вертикальных отверстий, расположенных на равном расстоянии друг от друга, для инженерных сетей и в целях армирования; средство для продольного распила бревна по вертикали и/или горизонтали, чтобы разделить бревно на множество элементов для использования в другом месте при строительстве бревенчатых домов в качестве полов, потолков, исходного бревна и т. д.; и средства для предварительной сушки и обработки бревна подходящими консервантами, герметиками и отделочными материалами, доступными специалистам в данной области техники.
д.; и средства для предварительной сушки и обработки бревна подходящими консервантами, герметиками и отделочными материалами, доступными специалистам в данной области техники.
В частности, целью настоящего изобретения являются усовершенствования и дополнения к устройству, процессам и способам, которые раскрыты в указанном совместно рассматриваемом патенте США № 1557754. № 3951187, этот патент и его основной материал включены сюда посредством ссылки как «патент на лесопилку».
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие цели и преимущества изобретения, а также лучшее понимание принципов и деталей изобретения будут очевидны из следующих прилагаемых чертежей в дополнение к тем, которые включены посредством ссылки на указанный журнал патент мельницы.
РИС. 1 представляет собой общий вид устройства с включенными в него усовершенствованиями и дополнениями настоящего изобретения.
РИС. 2 представляет собой вид сверху бревенчатого изделия, изготовленного в соответствии с настоящим изобретением.
РИС. 3 представляет собой частичный разрез типичной конструкции боковой стены бревенчатого дома с использованием бревен по настоящему изобретению.
РИС. 4 представляет собой частичный вид в разрезе, показывающий использование вертикально распиленных бревен в соответствии с настоящим изобретением для использования в качестве пола, потолка или другой отделочной поверхности.
РИС. 5 представляет собой вид сбоку устройства для продольной резки бревен и устройства для отделки бревен.
РИС. 6 представляет собой вид спереди станка для продольной резки бревен по линии 6-6 на фиг. 5.
РИС. 7 представляет собой частичный разрез по линии 7-7 на фиг. 5.
РИС. 8 представляет собой вид сверху в разрезе по линии 8-8 на фиг. 7.
РИС. 9 представляет собой вид в разрезе по линии 9-9 на фиг. 5.
РИС. 10 и 11 представляют собой виды в разрезе типичного бревенчатого изделия, изготовленного в соответствии с данным изобретением.
РИС. 12 представляет собой вид сбоку переключателя, использующего это изобретение для автоматического управления настройкой устройства, используемого для поворота бревна до нужного диаметра и для приведения в действие пазогребневых фрез в соответствии с этим желаемым размером.
РИС. 13 представляет собой вид спереди переключателя по линии 13-13 на фиг. 12.
РИС. 14 представляет собой частичный разрез по линии 14-14 на фиг. 13.
РИС. 15 представляет собой схему, изображающую использование переключателя фиг. 12-14 для использования в сочетании с устройством и способами согласно патенту на лесопилку.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ВОПЛОЩЕНИЯ
Перед подробным объяснением настоящего изобретения следует понимать, что изобретение не ограничивается в своем применении деталями конструкции и расположением частей, показанных на прилагаемых чертежах, начиная с изобретения. возможны другие варианты осуществления и могут быть реализованы или реализованы различными способами. Кроме того, следует понимать, что фразеология или терминология, используемые здесь, предназначены для описания, а не для ограничения.
Обратимся теперь к чертежам и, в частности, к фиг. 1 цифрой 10 в целом показана габаритная машина для подачи бревен для строительства срубов. Цифра 12 обычно обозначала входную часть машины. Цифра 14 обычно указывает на часть машины, используемую для загрузки бревна и центрирования его между центрами каретки. Под номером 16 в целом показана часть станка, используемая для распила бревна до выбранного диаметра, а также для распила верхней и нижней поверхностей для правильной конструкции шпунта и паза. Цифра 18 обычно обозначает часть станка, которая выполняет нарезку седельных пазов и подготавливает концы, отрезанные до заданной длины и с вертикальными пазами, для соединения бревен встык и т. д.
Цифра 12 обычно обозначала входную часть машины. Цифра 14 обычно указывает на часть машины, используемую для загрузки бревна и центрирования его между центрами каретки. Под номером 16 в целом показана часть станка, используемая для распила бревна до выбранного диаметра, а также для распила верхней и нижней поверхностей для правильной конструкции шпунта и паза. Цифра 18 обычно обозначает часть станка, которая выполняет нарезку седельных пазов и подготавливает концы, отрезанные до заданной длины и с вертикальными пазами, для соединения бревен встык и т. д.
Цифра 20 обычно обозначает устройство для продольной резки бревна в вертикальном и/или горизонтальном и/или угловом направлении.
Цифра 22 обычно указывает на устройство для консервации и отделки бревен.
Бревна загружаются любым способом на погрузочную платформу 26. Имеется горизонтальная дорожка 29 с подходящей цепью 30 с приводом от двигателя, по которой бревна перемещаются горизонтально до тех пор, пока они не окажутся над продольными рельсами или гусеницами 34А и 34В машины, и они затем скатываются в пару центрирующих устройств 33А и 33В. Части 33А и 33В взаимодействуют с соответствующими частями 32А и 32В, как более подробно объяснено в упомянутом патенте на лесопилку, так что когда части 33 движутся вверх, части 32 движутся вниз, захватывая бревно и центрируя его относительно к тележке 36, которая движется по рельсам 34А и 34В. 34А и 34В являются расширениями друг друга и пронумерованы отдельно, поскольку они охватывают разные части машины, где выполняются разные операции. Каретка 36 может перемещаться по всей длине машины.
Части 33А и 33В взаимодействуют с соответствующими частями 32А и 32В, как более подробно объяснено в упомянутом патенте на лесопилку, так что когда части 33 движутся вверх, части 32 движутся вниз, захватывая бревно и центрируя его относительно к тележке 36, которая движется по рельсам 34А и 34В. 34А и 34В являются расширениями друг друга и пронумерованы отдельно, поскольку они охватывают разные части машины, где выполняются разные операции. Каретка 36 может перемещаться по всей длине машины.
После того, как бревно загружено в части 33А и 33В самоцентрирующего устройства, каретка перемещается влево, пока она не окажется непосредственно над бревном, а затем центрирующие устройства 33 и 32 приводятся в действие для подъема бревно и отцентрируйте его относительно соответствующих центров 40А и 40В, установленных на каретке 36. Два центрирующих устройства 32А и 32В и т. д. действуют независимо, так что даже если бревно, которое они захватывают, имеет коническую форму, оно будет быть отцентрованы так, чтобы ось бревна совпадала с центрами 40А и 40В каретки. Затем центры вдавливаются в древесину, так что бревно полностью поддерживается центрами и кареткой. Части 32, 33 затем убираются. Как описано в упомянутом патенте на мельницу для бревен, силовой привод на одном из центров обеспечивает вращение бревна с любой выбранной скоростью.
Затем центры вдавливаются в древесину, так что бревно полностью поддерживается центрами и кареткой. Части 32, 33 затем убираются. Как описано в упомянутом патенте на мельницу для бревен, силовой привод на одном из центров обеспечивает вращение бревна с любой выбранной скоростью.
Один или несколько резцов 42 приводят вверх в контакт с бревном и вращают с высокой скоростью, в то время как само бревно вращается и перемещается в продольном направлении вправо в резцы 42, так что длинное, гладкое, цилиндрическое и сбалансированное бревно 38 предоставляется из чернового журнала.
Затем ножи 42 убираются, и бревно может быть предварительно высушено путем вращения с высокой скоростью, в некоторых случаях даже выше, чем скорость, используемая для создания готового бревна, при этом было обнаружено, что большое количество воды внутри бревна выбрасываются наружу под действием центробежной силы и, таким образом, обеспечивают значительную степень предварительной сушки бревна, которая может в некоторых случаях сделать ненужной сушку бревна в печи, как это было известно до сих пор в данной области техники. В других случаях может потребоваться дополнительная сушка в высокотемпературной печи в зависимости от характеристик обрабатываемых бревен. Эта операция сушки обычно выполняется либо в секции 16, либо в секции 14 устройства по настоящему изобретению. Затем каретка возвращается влево, а затем делает второй проход вправо. При его перемещении вправо шпунтовые и пазовые фрезы 44 и 46 соответственно входят в контакт с верхней и нижней частью бревна. Это быстро вращающиеся многолезвийные фрезы, форма которых обеспечивает поперечное сечение бревна, как показано на фиг. 10 и 11.
В других случаях может потребоваться дополнительная сушка в высокотемпературной печи в зависимости от характеристик обрабатываемых бревен. Эта операция сушки обычно выполняется либо в секции 16, либо в секции 14 устройства по настоящему изобретению. Затем каретка возвращается влево, а затем делает второй проход вправо. При его перемещении вправо шпунтовые и пазовые фрезы 44 и 46 соответственно входят в контакт с верхней и нижней частью бревна. Это быстро вращающиеся многолезвийные фрезы, форма которых обеспечивает поперечное сечение бревна, как показано на фиг. 10 и 11.
В конце этой операции обработки каретка находится в крайнем правом положении. В этот момент снизу поднимается стол для поддержки бревна, чтобы можно было выдвинуть центры, а затем, когда бревно лежит на столе, стол опускается, чтобы освободить каретку, которая затем движется обратно влево. , готовый подобрать второе бревно, которое уже загружено на самоцентрирующееся устройство. Обработанное бревно, находясь на столе в правом конце станка, прижимается к столу. Седлообразный паз вырезается, концы обрезаются с помощью торцовочной пилы 47, а на концах, если требуется, делаются двойные вертикальные пазы, как поясняется в указанном патенте на лесопилку и показано на фиг. 2.
Седлообразный паз вырезается, концы обрезаются с помощью торцовочной пилы 47, а на концах, если требуется, делаются двойные вертикальные пазы, как поясняется в указанном патенте на лесопилку и показано на фиг. 2.
Поскольку существует два основных типа операций, может быть два набора органов управления: один на 48, который управляет первыми двумя операциями окорки и нарезки шипов и пазов, а другой пост 50 управляет концевыми резками, а дополнительный процессы и устройства, описанные здесь, и т.д. Однако следует понимать, что единая область управления для всех операций находится в пределах объема настоящего изобретения.
ИЗДЕЛИЕ ИЗ БРЕВЕН
Изделие из бревен по данному изобретению показано на фиг. 2, 3, 4, 10 и 11, и в основном состоит из обычно цилиндрического элемента 60 или 60А, отрезанного до желаемой продольной длины и имеющего по существу уплощенную верхнюю часть с выступами 62А и 62В, а нижняя часть имеет соответствующие канавки 64А и 64В. В одном варианте осуществления в этом пространстве между язычком и канавками предусмотрено множество вертикальных отверстий 66, как показано на фиг. 2 и 3, и приспособлен для использования вместе с вертикальными опорными элементами от основания 68 или трубопроводами для инженерных сетей, например, телефонных, электрических, газовых или водопроводных, по мере необходимости. Концы бревна включают в себя первую концевую канавку 70 и вторую меньшую канавку 72. Как показано на фиг. 2, где соприкасающиеся бревна соединяются, канавка 70 обеспечивает доступ для вставки уплотняющего материала 74, такого как прямоугольный пластиковый элемент (например, пенопласт). Кроме того, в канавке 70 предусмотрены средства для соединения материала оконной или дверной рамы, необходимого при строительстве бревенчатого дома. Трубопровод 72 представляет собой дополнительный вертикальный трубопровод для инженерных сетей и т. д. На фиг. 10 и 11 представляют собой виды бревенчатых конструкций в поперечном сечении в рамках объема настоящего изобретения.
В одном варианте осуществления в этом пространстве между язычком и канавками предусмотрено множество вертикальных отверстий 66, как показано на фиг. 2 и 3, и приспособлен для использования вместе с вертикальными опорными элементами от основания 68 или трубопроводами для инженерных сетей, например, телефонных, электрических, газовых или водопроводных, по мере необходимости. Концы бревна включают в себя первую концевую канавку 70 и вторую меньшую канавку 72. Как показано на фиг. 2, где соприкасающиеся бревна соединяются, канавка 70 обеспечивает доступ для вставки уплотняющего материала 74, такого как прямоугольный пластиковый элемент (например, пенопласт). Кроме того, в канавке 70 предусмотрены средства для соединения материала оконной или дверной рамы, необходимого при строительстве бревенчатого дома. Трубопровод 72 представляет собой дополнительный вертикальный трубопровод для инженерных сетей и т. д. На фиг. 10 и 11 представляют собой виды бревенчатых конструкций в поперечном сечении в рамках объема настоящего изобретения. Было обнаружено, что конструкция с двойным шпунтом и канавкой предотвращает усадочные трещины в бревне, что невозможно при использовании одного шпунта и паза.
Было обнаружено, что конструкция с двойным шпунтом и канавкой предотвращает усадочные трещины в бревне, что невозможно при использовании одного шпунта и паза.
Описанный ниже станок для продольной резки бревен позволяет изготавливать такие бревна, как стропильные бревна 76 и базовые полубрёвна 78, показанные на РИС. 3. Разделение бревна по настоящему изобретению в вертикальном направлении между шпунтом и пазом создает половинки бревна 80 для шпунтовой конструкции полов, крыш, потолков или других областей или нужд.
РЕЗКА ДЛЯ БРЕВ
Обращаясь теперь к РИС. 5, 6, 7 и 8, станок для продольной резки бревен, обычно обозначенный цифрой 20, расположен предпочтительно ниже по потоку от предыдущих операций лесопилки, как описано в патенте на лесопилку.
Разрезной станок содержит вертикальную входную раму 100, расположенную на расстоянии от нижней рамы 102 и соединенную горизонтальными опорами 104 и 106. Между рамами 100 и 102 с возможностью вращения закреплена платформа 108, которая соединена с входным кольцом 110 и выходным кольцом 112, кольца которых имеют в осевом направлении совмещенные отверстия 114 и 116 соответственно для приема бревенчатого изделия по настоящему изобретению.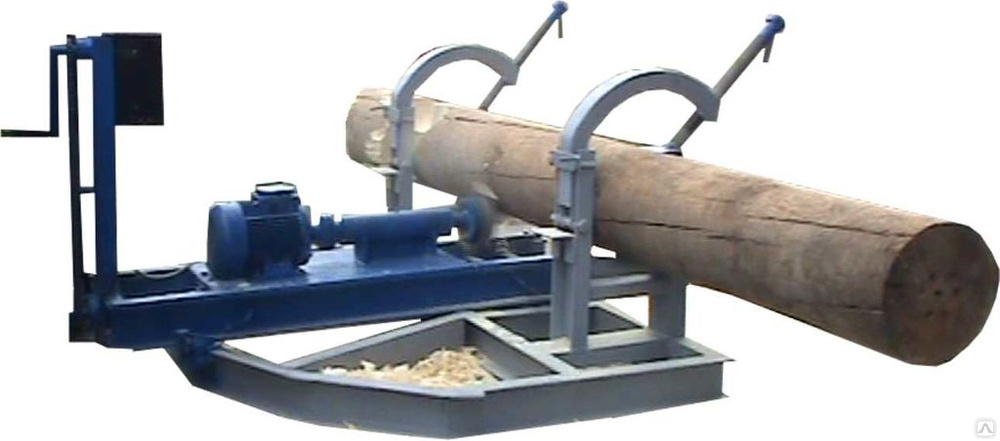 Весь узел продольной резки 108, 110 и 112 закреплен с возможностью вращения на равномерно расположенных подшипниках или роликах 118 и может перемещаться с помощью гидравлического цилиндра 120 с дистанционным управлением, чтобы пила могла поворачиваться в различных угловых положениях между вертикальным и горизонтальным, как показано на пунктирные линии на фиг. 6. Узел вращающейся пилы включает двигатель 122, к которому непосредственно прикреплен пильный диск 124. Узел двигателя и пилы может перемещаться внутрь и наружу на платформе 108 с помощью дистанционно управляемого гидравлического цилиндра и поршня 126, как показано пунктирными линиями на фиг. 7 и 8. Подходящие знаки и указатели, как показано на фиг. 6, используются оператором для достижения различных угловых соотношений, необходимых для вертикального разрезания бревна для получения бревна 80, как показано на ФИГ. 4, горизонтально через бревно, чтобы получить бревно 78, как показано на фиг. 3, или под нужным углом для получения бревна 76, также показанного на фиг.
Весь узел продольной резки 108, 110 и 112 закреплен с возможностью вращения на равномерно расположенных подшипниках или роликах 118 и может перемещаться с помощью гидравлического цилиндра 120 с дистанционным управлением, чтобы пила могла поворачиваться в различных угловых положениях между вертикальным и горизонтальным, как показано на пунктирные линии на фиг. 6. Узел вращающейся пилы включает двигатель 122, к которому непосредственно прикреплен пильный диск 124. Узел двигателя и пилы может перемещаться внутрь и наружу на платформе 108 с помощью дистанционно управляемого гидравлического цилиндра и поршня 126, как показано пунктирными линиями на фиг. 7 и 8. Подходящие знаки и указатели, как показано на фиг. 6, используются оператором для достижения различных угловых соотношений, необходимых для вертикального разрезания бревна для получения бревна 80, как показано на ФИГ. 4, горизонтально через бревно, чтобы получить бревно 78, как показано на фиг. 3, или под нужным углом для получения бревна 76, также показанного на фиг. 3. Также возможны элементы четвертной секции. Цифры, показанные на фиг. 6 относятся к желаемому углу наклона для конкретной конструкции стропил. Устройство для продольной резки также включает в себя конвейерную систему 128, помогающую движению бревна через устройство для продольной резки 20. Выше по потоку от устройства для продольной резки бревен и соединенного с ним с его рамой находится плоский пружинный элемент 130, который шарнирно поддерживается вокруг точки 134 на опоре. Каркас 136. Пружина действует как прижимное и противооткатное устройство, чтобы удерживать бревно в постоянном положении, когда оно проходит через продольно-резательный станок. Предусмотрено подходящее средство регулировки 138 для приложения дополнительного давления на бревно по желанию.
3. Также возможны элементы четвертной секции. Цифры, показанные на фиг. 6 относятся к желаемому углу наклона для конкретной конструкции стропил. Устройство для продольной резки также включает в себя конвейерную систему 128, помогающую движению бревна через устройство для продольной резки 20. Выше по потоку от устройства для продольной резки бревен и соединенного с ним с его рамой находится плоский пружинный элемент 130, который шарнирно поддерживается вокруг точки 134 на опоре. Каркас 136. Пружина действует как прижимное и противооткатное устройство, чтобы удерживать бревно в постоянном положении, когда оно проходит через продольно-резательный станок. Предусмотрено подходящее средство регулировки 138 для приложения дополнительного давления на бревно по желанию.
ФИНИШЕР ДЛЯ БРЕВЕН
Устройство для отделки бревен, обычно обозначенное цифрой 22, показано на РИС. 5 и 9, и включает в себя базовую часть 140, опорную стойку 142, к которой расположен цилиндрический элемент 144 для приема через него в осевом направлении бревна 66. Упругий и гибкий уплотнительный элемент 146 выше по потоку и аналогичный расположенный ниже по потоку гибкий уплотнительный элемент 148 имеют соответствующие отверстия 150 и 152, сконструированные таким образом, чтобы по существу герметизировать поперечное сечение бревна 60. Внутри отделочного устройства находится круглый кольцевой канал 54, который включает множество разнесенных распылительных форсунок 156, в которые впрыскиваются и распыляются отделочные материалы, консерванты, морилки или другие материалы для отделки бревна из источника подачи, схематически показанного 160, на распылительное кольцо 154 с помощью насоса 162.
Упругий и гибкий уплотнительный элемент 146 выше по потоку и аналогичный расположенный ниже по потоку гибкий уплотнительный элемент 148 имеют соответствующие отверстия 150 и 152, сконструированные таким образом, чтобы по существу герметизировать поперечное сечение бревна 60. Внутри отделочного устройства находится круглый кольцевой канал 54, который включает множество разнесенных распылительных форсунок 156, в которые впрыскиваются и распыляются отделочные материалы, консерванты, морилки или другие материалы для отделки бревна из источника подачи, схематически показанного 160, на распылительное кольцо 154 с помощью насоса 162.
ВЫКЛЮЧАТЕЛЬ
РИС. 12, 13 и 14 описывают выключатель, обычно обозначаемый цифрой 169, полезный для очень точной регулировки положения начальной окорочной и диаметральной фрезы, а также шипо-канавочной фрезы по настоящему изобретению относительно конкретного размера заготовки. лог желательно. Отдельные, но идентичные переключатели для каждого включают от 170 для каждого, имеющего верхний и нижний кронштейны 172, 174 соответственно, между которыми находятся вертикальные опорные стержни 176 и 178. Вертикально расположенный между верхней и нижней пластинами вал с резьбой 180, регулируемый вверх и вниз и зафиксированы стопорными гайками 182. Вдоль вала с возможностью регулировки расположено множество контактных шайб переключателя 184, 186, 188, 19.0, 192, 194 и 196, которые соответствуют различным положениям диаметра бревна фрезы 42 и/или шпунтовых фрез 44 и 46. Подходящие электрические провода 185, 187, 189, 191, 193, 195 и 197 соединяются с соответствующими шайбами. . Подвижный переключатель 200 может скользить по опорным стержням 176 и 178 и включает в себя пружины 202, нормально смещающие переключатель вверх. Затем переключатель соединяется с кабелем 204, например кабелем Belden, другой конец которого прикреплен к подвижной раме резака 42 или резаков 44 и 46, которыми нужно управлять. Передвижной переключатель включает в себя контактный элемент 206, который регулируется по давлению на контакты шайбы с помощью винта 208. К контакту 206 подсоединяется соответствующий изолированный электрический провод 210.
Вертикально расположенный между верхней и нижней пластинами вал с резьбой 180, регулируемый вверх и вниз и зафиксированы стопорными гайками 182. Вдоль вала с возможностью регулировки расположено множество контактных шайб переключателя 184, 186, 188, 19.0, 192, 194 и 196, которые соответствуют различным положениям диаметра бревна фрезы 42 и/или шпунтовых фрез 44 и 46. Подходящие электрические провода 185, 187, 189, 191, 193, 195 и 197 соединяются с соответствующими шайбами. . Подвижный переключатель 200 может скользить по опорным стержням 176 и 178 и включает в себя пружины 202, нормально смещающие переключатель вверх. Затем переключатель соединяется с кабелем 204, например кабелем Belden, другой конец которого прикреплен к подвижной раме резака 42 или резаков 44 и 46, которыми нужно управлять. Передвижной переключатель включает в себя контактный элемент 206, который регулируется по давлению на контакты шайбы с помощью винта 208. К контакту 206 подсоединяется соответствующий изолированный электрический провод 210.
РИС. 15 представляет собой схематическое изображение, изображающее использование переключателя, показанного на ФИГ. 12, 13 и 14. При использовании переключатель 220 настраивается оператором на соответствующий требуемый диаметр бревна. Затем приводится в действие гидравлическое управление 222 резака, как известно в данной области техники, для перемещения резака вверх в бревно с помощью цилиндра 223. Поскольку кабель 204 соединен с механизмом резака, его перемещение заставит подвижный переключатель 206 перемещаться вниз до тех пор, пока не будет установлен соответствующий электрический контакт. сделано с той шайбой переключателя, которая отключает насос и останавливает подачу гидравлической жидкости к цилиндру 223, останавливая режущий механизм в нужном положении диаметра. Аналогичным образом, во время работы с шипом и канавкой, при срабатывании переключателя 224, устройство с шипом и пазом будет направлено к бревну гидравлическим цилиндром 225 в соответствии с желаемым размером, указанным на циферблате 220.