Чертеж гибочного станка для профильной трубы
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.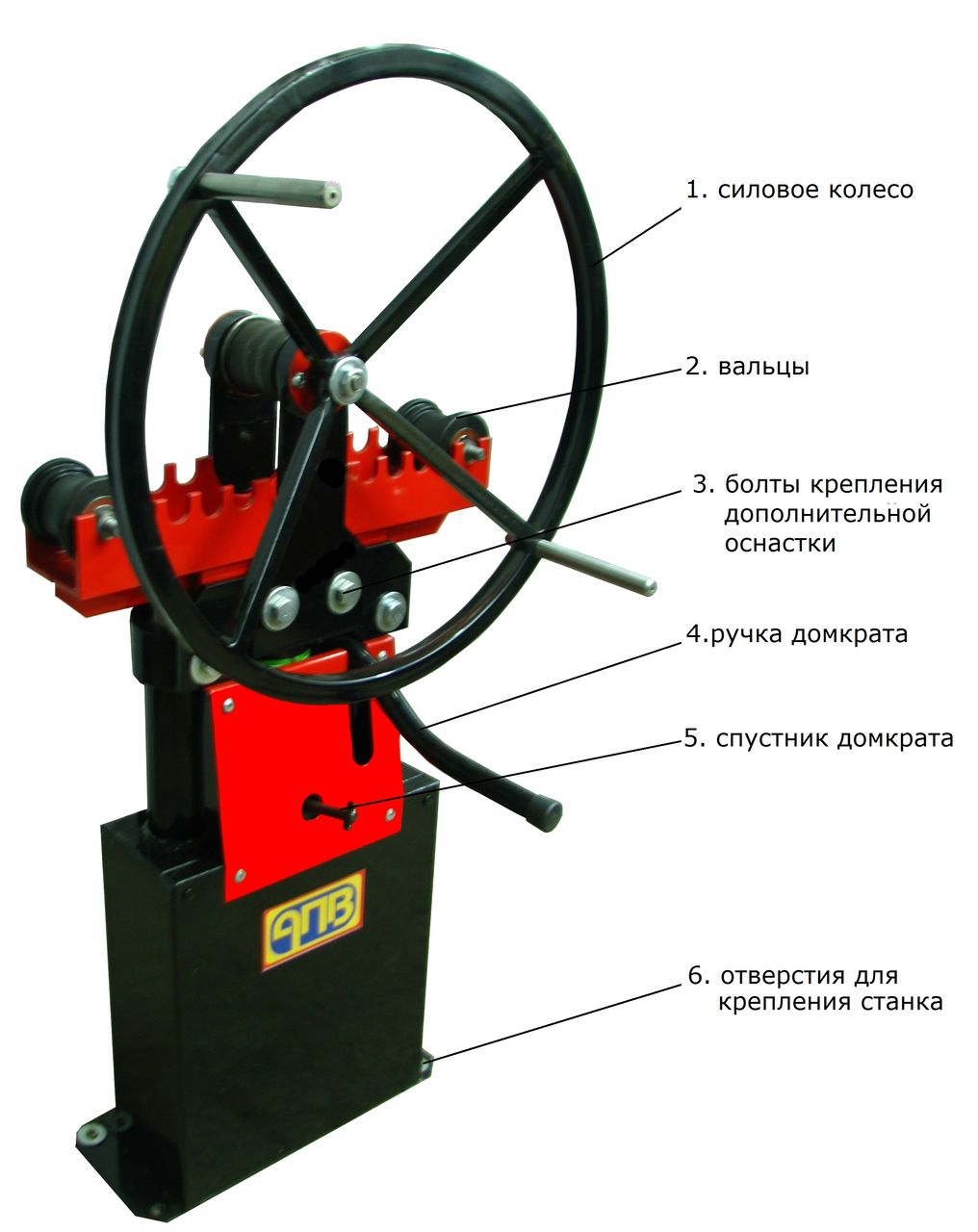
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.

Простейший трубогиб из домкрата арбалетного типа
Здесь:
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
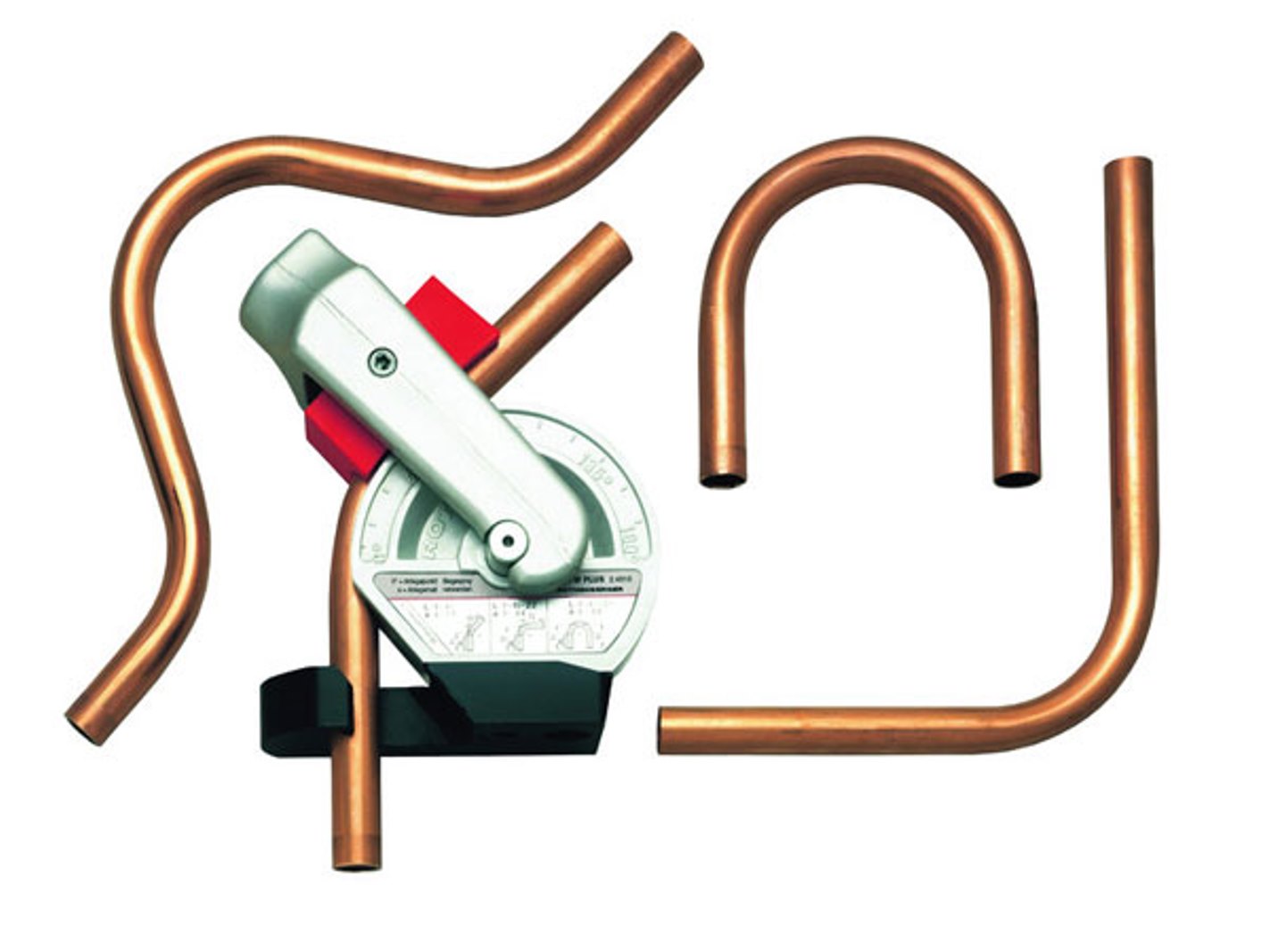
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.

Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.

Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
 youtube.com/embed/hJgqtSU2a20?feature=oembed”/>
youtube.com/embed/hJgqtSU2a20?feature=oembed”/>
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.

Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.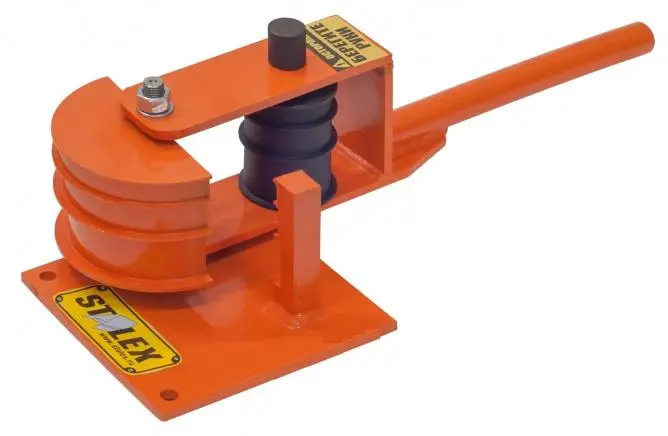
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
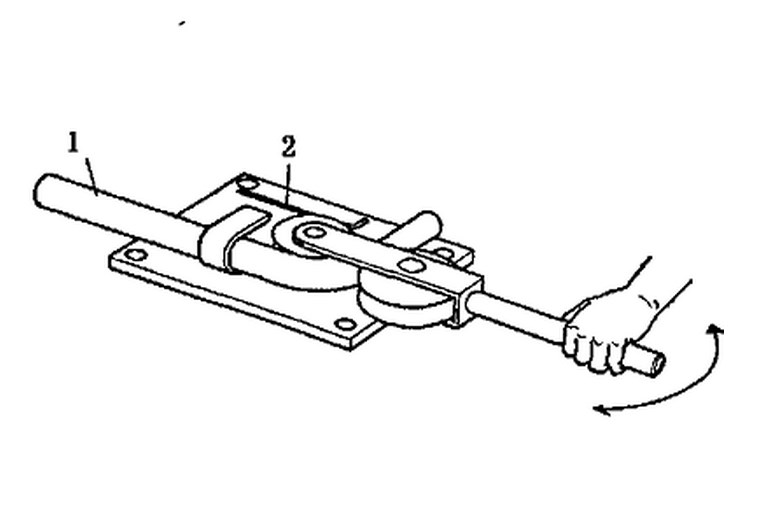
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Разновидности станков для гибки профильной трубы: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий.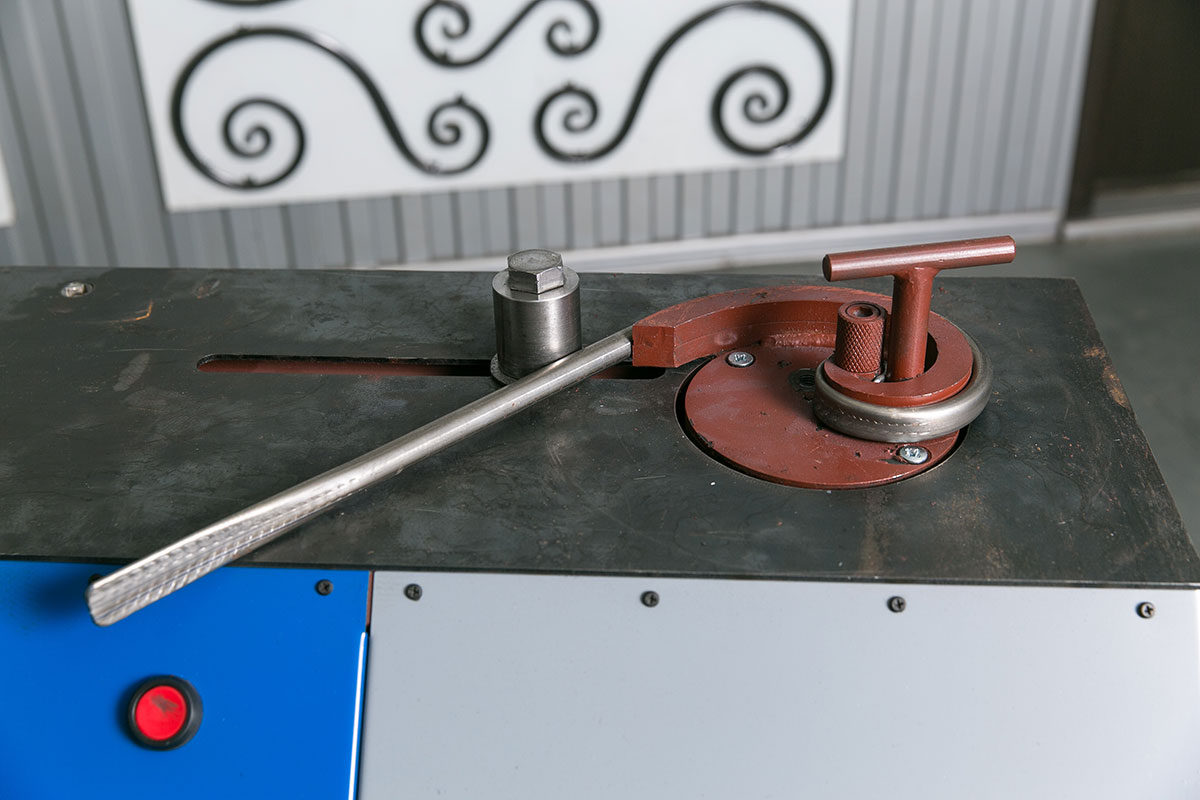 Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание статьи:
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
 Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
Чтобы смастерить станок, необходимо иметь знания в металлической сфере.Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.

Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
 В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см.
Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
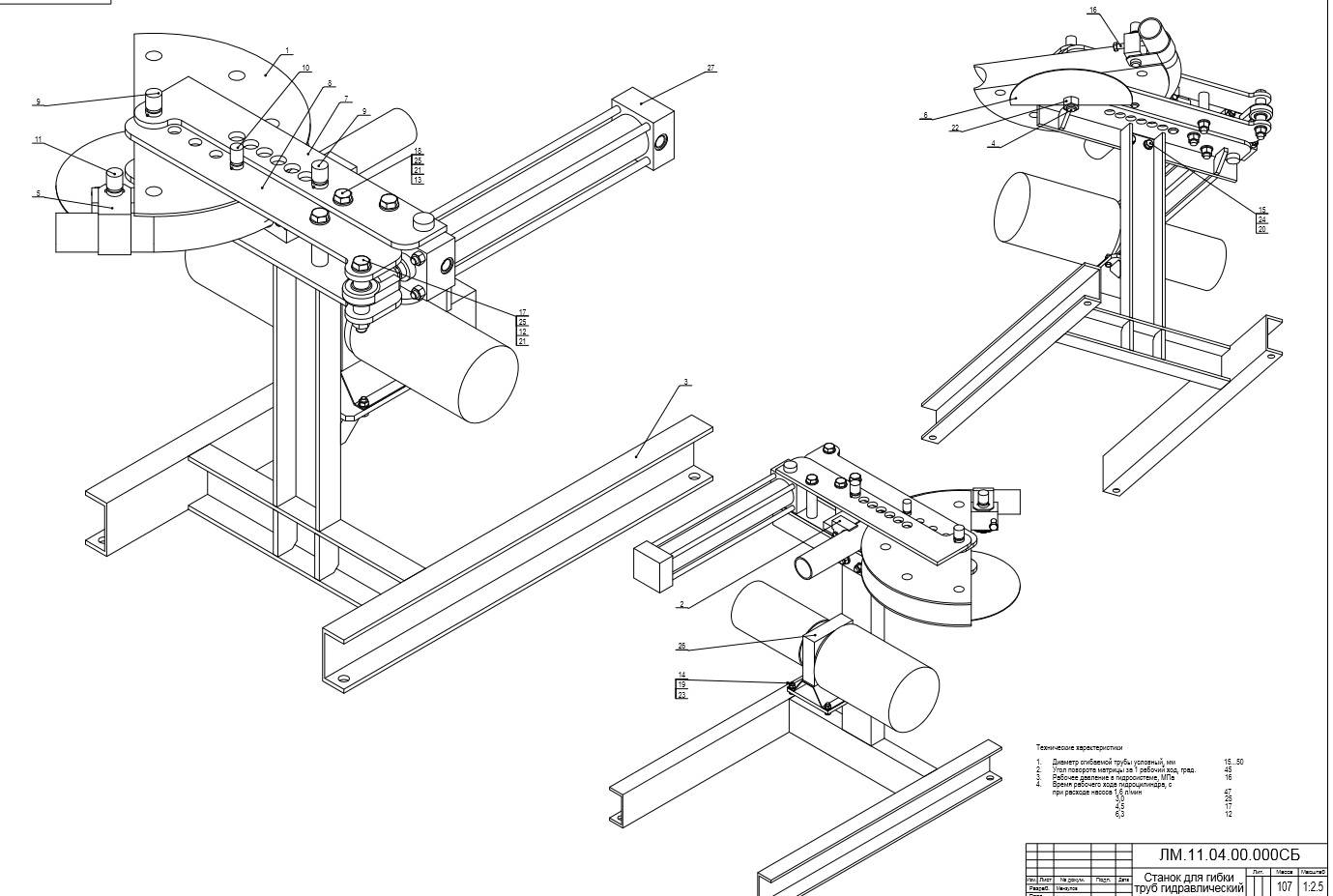
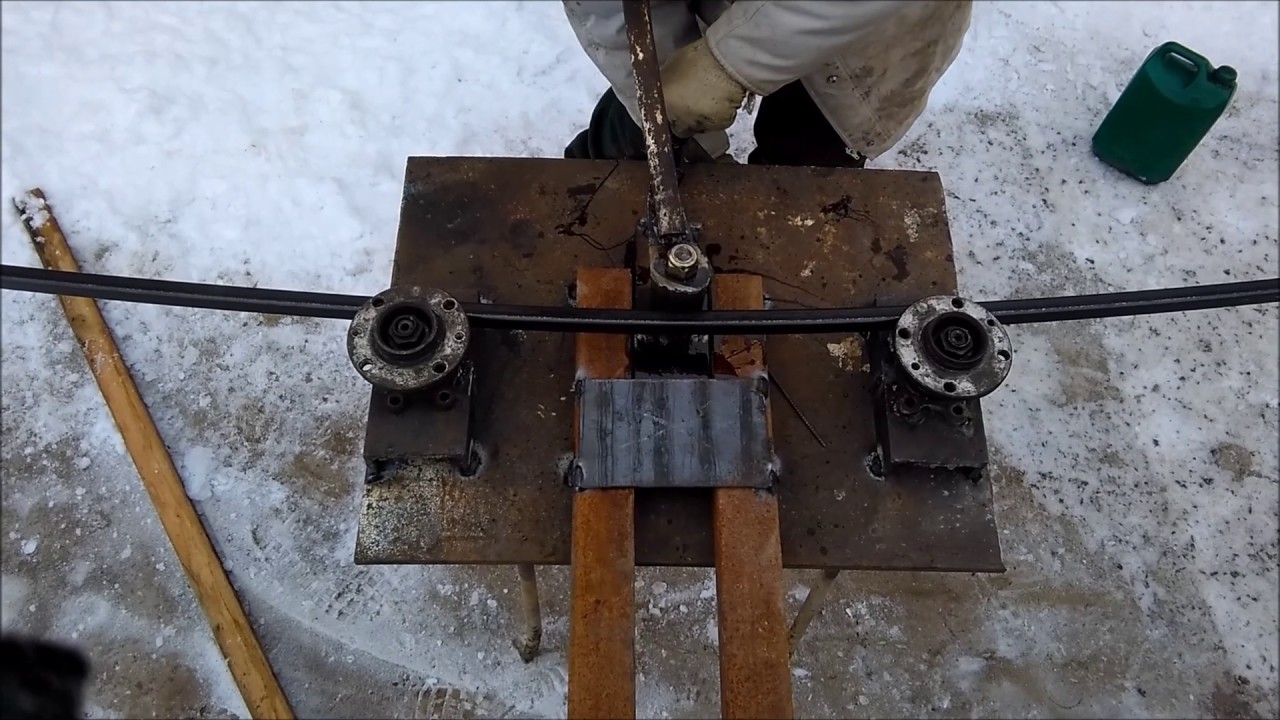
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.

Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.
- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.

Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Делаем профилегиб станок своими руками
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок.
 Для чего он нужен?
Для чего он нужен?Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.

Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
Как сделать трубогиб своими руками. Самодельный трубогиб из чего угодно
Трубогибы применимы к стальным или алюминиевым трубам, из которых в результате получаются идеальные дуги. Эти инструменты приходятся кстати во всех проектах металлообработки: от создания набора стульев для патио до верстаков, используемых в цехах. И при этом вовсе не обязательно тратить тысячи долларов на ЧПУ станок или гидравлический трубогиб, чтобы смоделировать свой собственный механизм из металла. На самом деле нет ничего сложного в том, чтобы собрать простой самодельный трубогиб из предметов, которые, возможно, уже имеются в вашей мастерской, гараже или кладовке.
Виды трубогибов
Существует множество типов устройств для гибки труб, включая прессы или гидравлические трубогибы, которые придают трубам дугообразные формы. Среди данных устройств встречается ещё один тип – прокатный трубогибочный станок, который сгибает трубу, используя дугообразный сегмент и вращающееся колесо, размещаемое на надставке. Колесо оказывает давление при его вращении вокруг точки опоры в центре формы. Изготовить их проще всего, и вы даже можете сделать их регулируемыми, чтобы изгибать трубы больших или меньших диаметров.
Проекты и конструкции
Простейшим способом разработки самодельного прокатного трубогиба является использование всего, что вы только найдете под рукой. В качестве гибочной формы можно взять, например, стальной барабан тормоза, а ещё лучше часть шкива из стали или твердого железа. Шкив должен иметь канавки, соответствующие размеру трубы, которую вы предполагаете гнуть. Кроме того, шкив должен обладать той же окружностью, что и внутренняя окружность дуги, которую вы рассчитываете достичь в перспективе. Для создания этого трубогиба, соедините сначала две стальные пластины толщиной не менее 1/4 дюйма и порядка 2-х дюймов в ширину и достаточно длинные, чтобы те выходили далеко за край шкива к его центру. Для этого используйте большой болт (лучше всего монтажный болт для крепления шкива). Затем просверлите отверстия в пластинах и прикрепите ещё один шкив, также имеющий достаточно широкую канавку, чтобы принять ширину трубы, которую предполагается использовать. Сварите перекрестие двух стальных пластин для придания дополнительной прочности, а затем присоедините ручку на конце изгиба кронштейна. Такое устройство идеально подходит для гибки трубы из алюминия, а также толстой стальной трубы с произведением дополнительного нагрева.
Другой тип трубогиба (формовочный трубогиб) может быть сделан из больших стальных или железных тисков. Просто прикрепите внутреннюю гибочную форму к одной из сторон тисков. Используйте уровень, чтобы отцентровать её и сделать параллельной относительно верхнего края тисков. Используйте болты или зажимы для крепления формы. В качестве внутренней формы попробуйте использовать колесо шкива. По желанию можете сделать свою собственную форму из железа, если, конечно, вы обладаете необходимыми кузнечными навыками.
Для внешней формы (форма, которая будет определять внешний загиб трубы), вы можете использовать прочную стальную дугу, соответствующую наружной кривой шкива. Её можно сделать из ненужного тормозного барабана или же выковать вручную из сырого железа. Установите её на тиски и выставьте вровень со шкивом. Когда тиски закрываются, обе формы должны идеально сводиться вместе. Вложите трубу в шкив, а затем вращайте тиски до закрытия, чтобы согнуть трубу. Ваши тиски должны быть достаточно тяжелыми, чтобы гнуть толстостенные трубы.
Итоги
Не ограничивайте себя в идеях и найдите, как лучше применить полученные знания. Наверняка среди вас найдутся умельцы, которые возьмут за основу своих самодельных трубогибов дровокольный станок или гидравлический пресс. Кроме того, вы можете делать гибочные сегменты любой формы на ваш вкус. Они не обязательно должны гнуть трубы в идеальные дуги. В зависимости от того, как вы хотите, чтобы выглядел окончательный изгиб вашей трубы, вы можете гнуть её под прямым или любым другим углом. Но при этом нужно быть крайне внимательным, ведь некоторые трубы не согнуть просто так без дополнительного нагрева. Выбирайте свой трубогиб и начинайте творить!
Самодельный станок для гибки профильной трубы своими руками
Главная » Разное » Самодельный станок для гибки профильной трубы своими рукамиСамодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.Гибочная труба без гибочного станка – самодельный стиль!
- Купить машины
- Детали
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Опубликовать объявление
- Строительство
- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Легковые автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Доступ
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт
Помни меня
Забыли пароль?- Строительство
Строительство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
Сельское хозяйство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
Металл
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
Горное дело
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
Дерево
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Легковые автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Access
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт
- Популярное Популярное NowWeekMonth
- Вам необходимо установить плагин Jetpack и включить модуль “Статистика”, чтобы использовать его.
Гибка труб своими руками из подручных средств (фото + чертеж) | Своими руками
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленку, площадью 130 кв. М, за очень небольшие деньги, полностью сделана вручную. Дизайн вызвал интерес у многих. И больше всего вопросов касалось того, как я делал арки.
Этот же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Сразу отпал вариант с загибом кувалдой.
Это можно сделать, но в результате получится «криволинейная гнутая коронка».
Заказать гнутый профиль в организациях, занимающихся аналогичными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус составляет 3 м, а длина готового отрезка – 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно.Поразмыслив, пришел к выводу, что необходимо сделать бендер своими руками .
Поскольку я не планировал использовать его в профессиональных масштабах, он сделал его максимально упрощенным. Главное – уметь контролировать радиус изгиба, а сам гибочный станок имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления рамы он взял профильную трубу и куски уголка, которые он нашел в металлоломе, а также старый, но рабочий гидравлический домкрат.Домкрат подходит любой, вплоть до того, что есть в комплекте автомобиля. Как оказалось, усилие, необходимое для гибки профильной трубы 25 × 50 мм, невелико.
Смотрите также: Теплица своими руками из профильной трубы – фото и чертежи
На рынке куплено 6 подшипников 180307. Самая дорогая деталь – 3 вала. Их надо было заказывать у токаря, он вырезал их и через пару дней доставил.
Конечно, хорошо, если сделать корпуса подшипников.Я просто приваривал их к каркасу в процессе строительства. Подшипники старались варить быстро, особо не перегревались, и сразу охлаждали, чтобы пластиковые заглушки, закрывающие шары, не плавились. Вариант не очень удачный, но если учесть, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы при изгибе арок не получилось такое же «кривое сверло», которое можно было бы получить с помощью простой нарезки кувалдой.
На один из валов приварил ручку, прокручивая ее, выдвигал будущую арку. Также важно иметь какой-то индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы. На нем и отмечена стрелка-указатель из металлической полосы приварена к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу нужной длины (в моем случае – 9 м) и уложил в трубогиб, прижав домкратом.Нужно увидеть, как труба начинает немного гнуться. Сразу же поставьте отметку напротив стрелки на пластине управления, чтобы для следующей трубы использовалась такая же метка.
Поворачивая ручку, протягивая трубу по всей длине, доходя до конца, труба все равно зажималась, делала вторую отметку и вытягивала ту же трубу уже в противоположном направлении – и так три раза, пока моя 3-х метровая арка не приобрела требуемый радиус.
Особенно важно при последнем проходе следить за тем, чтобы стрелка, указывающая на поворот, всегда находилась в одном и том же положении.В этом случае все арки будут иметь одинаковую закругление. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работа велась вдвоем, но удобнее, когда есть два помощника. Самая большая сложность – удержаться за почти законченную арку последние два прохода, потому что она поднимается вверх на 6 м.
Для этого использовали крышу здания: один человек встал на нее и закрепил трубу, а второй протягивал.Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал набор из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и в качестве бонуса остался с исправным трубогибом.
ТРУБОГИБ СВОИМИ РУКАМИ – ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
РУЧНАЯ ТРУБОГИЯ СВОИМИ РУКАМИ – ЧЕРТЕЖ
© Автор: А.Горобей
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками – домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Гидравлический трубогибочный станок с ЧПУ для металлических листов Самодельный автоматический станок для гибки квадратных труб
Технические характеристики:
1. Стандартное оборудование:
- Система управления Estun E21NC
- Приводная ось Y и задний упор X-ось
- DELTA Винты заднего упора с инверторным управлением IW
- & Полированный стержень с точностью 0,05 мм.
- Опорные рычаги для пластин
- Германия Bosch-Rexroth Hydraulic
- Германия EMB Соединитель для трубок
- Германия Главный двигатель Siemens
- Tele mecanique / Schneider Electrics
- Гидравлическая и электрическая защита от перегрузки
- Верхняя и нижняя оснастка (86 °, R0,6 мм )
- Стандарты безопасности (2006/42 / EC):
2. Защитное оборудование:
1.EN 12622: 2009 + A1: 2013 2.EN ISO 12100: 2010 3.EN 60204-1: 2006 + A1: 2009
- Защита пальцев спереди (световая завеса безопасности)
- Педальный переключатель Kacon для Южной Кореи (уровень 4 безопасности)
- Задний металлический безопасный забор в соответствии со стандартами CE
- Защитное реле с монитором педального переключателя и защитной защитой
3. Estun E21 NC Система управления:
- Задний упор и управление блоком
- Управление для обычных двигателей переменного тока, преобразователь частоты
- Интеллектуальное позиционирование
- Счетчик запасов
- Установка времени выдержки / декомпрессии
- Программная память до 40 программ До 25 шагов на программу
- Позиционирование с одной стороны
- Функция отвода
- Одна клавиша резервное копирование / восстановление параметров
- мм / дюйм
- китайский / английский
пуансон и матрица для изгиба на 90 градусов:
Моторизованный задний упор с шарико-винтовой передачей и зубчатым ремнем:
Наши услуги
1.Специальная система числового управления оснащена основной рамой гибочного станка.
2. Функция многоступенчатого программирования позволяет достичь автоматической работы и непрерывного позиционирования многоступенчатых заготовок, а также автоматической точной регулировки положения заднего стопора и блока скольжения.
3. Станок снабжен функцией подсчета изгибов для отображения в реальном времени объема обработки и памяти сбоев питания положений стопора и скользящего блока, а также процедур и параметров.
4. Импортный ходовой винт с шарикоподшипником и линейная направляющая используются для заднего стопора, чтобы обеспечить точность позиционирования заднего стопора и повысить точность обработки станка.
Упаковка и доставка
| Сведения об упаковке: | Стандартная экспортная упаковка |
| Сведения о доставке: | Отправлено через 30 дней после оплаты |
FAQ
1.около 10 лет профессионального опыта в производстве;
2. Высокотехнологичное обрабатывающее оборудование, как на изображениях выше;
3. Конкурентоспособная цена, надежное обслуживание и мгновенное обслуживание.
4, обладатель сертификатов ISO и CE.
Итак, почему вы сомневаетесь, свяжитесь со мной для вашего наилучшего выбора.
.Как построить трубогиб
Я хотел бы поблагодарить хороших людей из Blind Chicken Racing за то, что они предоставили основы для изготовления этого гибочного станка. Я продвинул их проект на шаг вперед и включил чертеж боковых сторон, и покажу вам, как устанавливаются поперечные распорки.
Это может показаться сложным, но это не так. Как только я сделал бока, они быстро сошлись. Здесь вы видите изображение готовой единицы. У этого есть матрицы для 1-дюймовой трубы, но для этого потребуются матрицы для 2-дюймовой трубы.
После нескольких незначительных корректировок этот трубогиб мне очень понравился. Корпус изготовлен из стальной пластины толщиной 1/4 дюйма, за исключением платформы домкрата, которая представляет собой стальную пластину 3/8 дюйма. Домкрат 12-тонный. Вам нужен короткий домкрат с винтовым удлинителем сверху.
Вы можете легко внести изменения в это устройство, я покажу вам, как я сделал свой, но не стесняйтесь вносить изменения, если хотите. Все, что вам подходит.
Итак, список материалов, которые вам понадобятся:
- Для боковых сторон – либо 2 куска стальной пластины, 35 ″ x 24 ″ x 1/4 ″, либо (4 куска стальной пластины), 2 куска размером 6 ″ x 24 ″ x 1/4 ″, плюс 2 части размером 4 ″ x 29 ″ x 1/4 ″.
- Для верхней поперечной распорки – 1 шт., Сталь 1/4 ″, 6 ″ x 4 ″
- Пара возвратных пружин – я использовал пружины растяжения с прибл. Свободная длина 8 дюймов и диам. Они хорошо работают.
- Для нижних поперечных распорок – 2 шт., Сталь 1/4 ″, 6 ″ x 6 ″
- Для платформы домкрата и траверсы – 1 шт. Из стали 1/2 ″ или 3/8 ″ из стали, от 5 ″ до 5 1/4 ″ квадрата, 2 шт. 1/2 ″ из стали, от 3 ″ до 4 ″ x 6 ″ .
- Для точек крепления возвратной пружины – 2 болта, 1/2 ″ x 3 ″ с 4 гайками.
- Для пальца нижнего ролика – стальной стержень 1 ″ x 8 ″,
Подходит для траверсы – длина 6 дюймов, диаметр 1 1/2 дюйма.Стенная трубка 25 ″. Примечание: на рисунке ниже показан кусок купола длиной около 3 дюймов. Я изменил эту длину, чтобы увеличить внутреннюю ширину гибочного устройства на всю ширину – 6 дюймов в длину. Это не высечено в камне. Используйте то, что лучше всего подходит для вас. Сначала получите штампы.
Для центрирования ролика – 2 куска трубы, которые будут проходить через нижний штифт, примерно 3 дюйма длиной каждый.
Для нижней роликовой опоры пальца – 1 шт. Стальной уголок, 1/8 ″ x 2 ″ x 2 ″ x 6 ″ длиной. (эта часть не видна на картинке выше).
Для верхнего анкерного штифта – стальной стержень 1 ″ x 8 ″ (чем прочнее эта деталь, тем лучше). Используйте здесь высокопрочную сталь или, возможно, нержавеющую сталь, если она доступна. В своем я использовал гнутый штифт из мягкой стали, затем я перешел к необработанному компьютеру из инструментальной стали, который также погнулся. Затем я использовал кусок высокопрочного стального стержня, который, как я подозреваю, мог быть подвергнут термообработке. Это делает свою работу.
Для втулки поверх верхнего анкерного штифта – штанга трубы 1 ″, примерно 1/8 ″ стенки, 6 ″ длины.
Гибочная матрица, ведомая матрица, ролик и штифт доступны в Pro Tools.Штифт, о котором я говорю, – это часть, которая проходит через ярмо и гибочную матрицу. Ролик не виден на изображении выше, но он надевается на нижний штифт, и это то, на что опирается / катится штамп ведомого.
Набор штампов, который я заказал, предназначался для трубы 1 ″, радиус изгиба 3 1/2 ″, тип 120 градусов, используемый для установки на их модель HMP200. Этот штамповочный комплект подходит для труб со стенкой до 0,134 дюйма. Их цена (на момент написания) 155 долларов США. Вам также понадобится ролик с втулками, пропитанными тефлоном, и шарнирный вал диаметром 1 дюйм, который они продают.Я предлагаю, когда вы звоните им, убедитесь, что вы заказываете набор штампов, который подходит к их блоку HMP 200. У них есть матрицы разного размера, для разных размеров труб и радиусов изгиба, поэтому все зависит от того, что вам нужно. Нажмите на эту миниатюру, чтобы увидеть их гибочную матрицу и сопрягаемый шарнирный вал.
Это рисунок, который вы могли бы использовать, если бы вы хотели обработать эти стороны лазером или вырезать плазменную резку из цельного куска. Я сделал свой, используя по две детали для каждой стороны, и сварил их вместе в точке, где основание встречается с вертикальной секцией.Это сработало хорошо и позволило мне использовать два небольших куска стали вместо одного большого для каждой стороны. Прошу прощения за отсутствие определения. Чертеж потерял некоторые детали в процессе преобразования из CAD-файла и сжатия до размеров этой страницы.
Боковые гибочные трубыЕсли у вас есть материал для сторон, сварите их вместе (если вы собираетесь по маршруту из двух частей). Или вы можете нанести лазер на свои стороны до тех же размеров, что и на этом чертеже (если вы собираетесь использовать стороны из 1 части).Если вы делаете эти бортики самостоятельно, разложите их и прорежьте отверстия кольцевой пилой. При просверливании этих отверстий было бы неплохо сварить обе стороны прихваточным швом, чтобы обе стороны выходили одинаковыми. В моем случае я пропустил выемку 15 дюймов и переместил ряд отверстий на 1/2 дюйма ближе к краю, а не по центру в верхней части, как вы видите здесь (выемка предназначена для обеспечения зазора для домкрата. ручку при накачивании домкратом). Прорезь может быть сделана путем соединения группы отверстий диаметром 1 дюйм или путем фрезерования пространства между двумя отверстиями.Все, что вам подходит. Я сделал свой фрезерованный, потому что прорезь лучше всего работает, если стороны чистые и прямые. Кроме того, я бы добавил небольшой радиус ко всем этим внешним углам (кроме верхних углов), если бы я делал эти срезы.
Когда ваши матрицы доставлены, вы можете начать приваривать поперечные распорки и использовать гибочную матрицу для сборки / разнесения ярма матрицы и проверки размера отверстий в ярме матрицы. Сначала я начну с основной части изгиба. Убедитесь, что все поперечные распорки одинаковой ширины.Я использовал перекладину 6 ″ x 1/4 ″ для всех моих подтяжек, так что все поперечные распорки были 6 ″. Расположение верхней распорки очевидно. Он расположен заподлицо с верхушками колонн. Приварите это.
Установите нижний ролик (ролик, который поддерживает матрицу толкателя), затем расположите нижнюю заднюю скобу так, чтобы матрица толкателя располагалась ровно, когда она опирается на скобу и нижний ролик.
Расположение раскоса вперед / назад не имеет решающего значения, вы хотите, чтобы эта распорка поддерживала штамп ведомого при его движении под штампом изгиба.Отметьте расположение скобы и приварите ее в этом месте.
Последнее, что вам нужно сделать, это сделать угол между сторонами гибочного станка, который войдет под ролик для штампа толкателя. Поскольку на ролик слишком большая нагрузка, нижний штифт будет отклоняться и изгибаться, если на нем нет опоры. Если вы можете найти термообработанный высокопрочный стержень для использования в качестве нижнего стержня, вам может не понадобиться поддержка под роликом. Если вы используете обычный стальной стержень, то вам следует включить эту опору.Установив нижний ролик на место, пора приварить опору для нижнего штифта. Он должен быть приварен так, чтобы между ним и валиком оставался зазор примерно 1/32 дюйма.
Вилка матрицы поддерживает домкрат и удерживает гибочную матрицу. Сделано это так:
Ножки разнесены, чтобы соответствовать гибочной матрице. Оставьте небольшой зазор между матрицей и этими ножками. При сварке ножки будут втягиваться внутрь, поэтому убедитесь, что вы оставили достаточно места (возможно, 1/8 – 3/16 дюйма), чтобы гибочная матрица могла свободно качаться внутри ярма.
Приварите верх домкрата к трубке, которая надевается на верхний штифт, когда все это собрано вместе, и все готово. Один последний комментарий – когда я попробовал свой, я обнаружил, что рычаг домкрата, который шел вместе с домкратом, был слишком коротким. Это не сработает, пока я не получу более длинный рычаг. Помните об этом, когда делаете первые сгибания. Кроме того, каждый раз, когда вы начинаете гибку, убедитесь, что передние поверхности штампа ведомого и гибочного штампа выровнены. Я считаю, что Pro Tools включает инструкции / дополнительную информацию по этой теме, когда они отправляют свои штампы.
Приведенная выше информация предоставлена: Terry Tasky Favorite Projects Посетите сайт Терри для получения дополнительной информации.
Дешевая гибка труб своими руками, найдите специальные предложения для гибки труб своими руками на сайте Alibaba.com
Дешевые гибки труб своими руками, найдите специальные предложения для гибки труб своими руками на сайте Alibaba.com Главная ›(3 результатов)Трубогиб BestEquip от 3/8 до 1 дюйма Трубогиб 10-25мм Гибочные станки Набор трубогибов, подходящий для медных латунных алюминиевых труб из нержавеющей стали
142.99
HECK INDUSTRIES WFB2 Трубогиб, сталь G6088354
413,70 $
DW-38NC Гидравлический станок для гибки труб
US $ 5,250,00 / штука
Huanyu 0,8-2,0 мм Ручной станок для гибки труб из ПВХ Утюг для гибки труб из ПВХ Станок U-образный механический трубогиб SWG-25
549,0
Гидравлический трубогиб
$ 89.00
Ручной трубогиб Mophorn Набор трубогибов от 3/8 до 1 дюйма с 7 плашками для гибки труб
138.99
OrangeA Ручной трубогиб Набор трубогибов от 3/8 до 1 дюйма с 7 плашками для гибки труб (ручной)
145,99
Трубогибочный станок, гидравлический микрокомпьютерный трубогиб W27YPC-76, станок для изготовления труб из нержавеющей стали
$ 23000,0
Гидравлические инструменты Гидравлический трубогиб SWG-3 Ручной трубогиб 3-дюймовый гибочный инструмент
553,00 долларов США / кусок
Ручной трубогиб Etbotu 3-в-1 для трубогибочной машины 6 мм 8 мм 10 мм Кондиционер Инструмент для гибки труб
24.65
Ocamo Ручной трубогиб для трубогибов 6 мм 8 мм 10 мм Инструмент для гибки труб для кондиционирования воздуха, 3-в-1
12.06
NEWTRY HHW-22 Ручной гидравлический трубогиб Портативный шланг Инструмент для гибки стальных труб 6mm, 8mm , Mm, 12mm, 16mm, 19mm, 22mm (с формой в мм)
319,0
Надоело искать поставщиков? Попробуйте запрос предложений! | Запрос коммерческого предложения
Настройка обработки апелляций
|
Комплект для гибки труб Woodward-Fab, модель # SPBENDKIT
243.33
Трубогиб 19 мм для медных труб. 12 мм, 16 мм, 22 мм ручная гибка Устройство для гибки ПВХ труб является универсальным
177,56 долларов США / кусок
Uxcell a15092300ux0519 Пружина для внутренней гибки металлических труб диаметром 25 мм, серебристого цвета, ширина 1,26 дюйма, длина 18,100000000000001 дюйм, металл
1,0
19 мм трубогиб медный. 12 мм, 16 мм, 22 мм ручная гибка Устройство для гибки труб из ПВХ является универсальным
184,00 US $ / шт.
Комплект для гибки труб
179.45
Keenso 3 в 1 Трубогиб из алюминиевого сплава на 180 градусов, 5/16 дюймов, 3/8 дюйма Сверхмощный инструмент для гибки труб с легкостью изгибает 180 градусов в трубогибе для труб 1/4 “, 5/16”, Труба 3/8 “(6/8/10 мм)
19,99
2″ Электрический 10-тонный гидравлический трубогиб Гибочный пресс 1/2 “-2” и двигатель 110 В
$ 799,99
1 шт. 3In1 трубогиб 180 градусов Инструмент для гибки труб из меди и алюминия с 5 пружинными трубками
44.71
2 “Электрический 10-тонный гидравлический трубогиб Гибочный станок 1/2” -2 “и двигатель 110 В
$ 799,99
NEWTRY CT-999RF Ручной инструмент для гибки многотрубных труб для обратного изгиба труб из мягкой меди и мягкой меди с покрытием Форма из алюминиевого сплава 10, 12, 16, 19, 22 мм (с формой мм)
279,0
NEWTRY CT-999R Ручной инструмент для гибки многотрубных труб Станок для гибки труб из мягкой меди и мягкой меди с покрытием в обратном направлении 10, 12, 16, 19, 22 мм (с формой мм)
249.0
Baileigh B-LUBECP Смазка для труб и гибки труб, бутылка 8 унций
9,47
Гидравлическая трубогибочная машина WC67Y / листогибочная машина из нержавеющей стали / листогибочная машина
US $ 5 900,00 / комплект
Новая машина для гибки акрила 1200 мм Станок для гибки одной трубы Настольный гибочный станок
null
Baileigh B-LUBEPT Смазка для гибки труб и труб с наконечником аппликатора, флакон емкостью 16 унций
15.19
Механический ручной трубогиб BestEquip От 1/4 до 7/8 дюймов Гибочный станок для труб 6-22 мм Набор трубогибов для гибки медных алюминиевых труб из ПВХ
100,19
HVAC Храповоротный трубогиб Инструмент для гибки труб из алюминия и меди для тяжелых условий эксплуатации Трубогиб с переносным ящиком Ручной инструмент
88,71
Ручной трубогиб Gowe Гидравлический трубогиб Гидравлический трубогиб Гидравлический трубогиб Гидравлический шаблон в дюймах для 1/4 ”, 5/16 ”, 3/8 ”, 1/2 дюйма, 5/8 дюйма, 3/4 дюйма, 7/8 дюйма
 386 фунтов стерлингов.00
Вас также может заинтересовать:
Примечание: статьи, изображения, новости, мнения, видео или информация, размещенные на этой веб-странице (за исключением всей интеллектуальной собственности, принадлежащей Alibaba Group на этой веб-странице), загружены зарегистрированными членами Алибаба. Если вы подозреваете какое-либо несанкционированное использование ваших прав интеллектуальной собственности на этой веб-странице, сообщите нам об этом по следующему адресу: [email protected].
Как самостоятельно согнуть трубы и рамы
В этом посте мы поможем вам согнуть трубы и рамы, не тратя кучу денег на дорогие инструменты.
Первое, что вы должны сделать (чтобы трубка не перегибалась), – это заполнить трубку песком. Вы можете закрыть оба конца трубы, сварив ее или разбив их с обеих сторон. Если у вас есть другой творческий способ сделать это, например, использовать большую металлическую пробку, это тоже подойдет.
Примечание: Если вы закрываете трубку сваркой, убедитесь, что песок сухой (мокрый песок = превращение трубки в скороварку = потеря лица). Убедитесь, что трубка заполнена до максимума.
Есть много способов согнуть трубку, и мы подберем малобюджетные!
# 1 – The Fiesta (подходит для тяжелых изгибов и прочных / больших труб)Хочу рассказать о Ford Fiestas. Да, маленький хэтчбек с четырьмя колесами. В частности, между регистрационными знаками J и N.
Что такого хорошего в этих праздниках? Что ж, оказывается, что задняя цапфа держится на четырех болтах, а задний барабан имеет, грубо говоря, четырехдюймовый радиус.Четыре дюйма – это по счастливому совпадению радиус, который вам нужен для изгибов рамы мотоцикла.
Трубогиб – один из самых труднодостижимых предметов оборудования, который вам понадобится для создания или модификации рам. Гидравлические станки, которые вы видите в супермаркетах с инструментами, представляют собой трубогибы и плохо справляются с их гибкой. Итак, я сделал один из заднего моста и ступицы Fiesta, и, похоже, он намного лучше справляется с изгибом труб и не должен стоить больше 50 фунтов стерлингов снаружи.
Во-первых, поймайте свою Fiesta.Снимите одно из задних колес, а затем снимите колпачок с центра тормозного барабана и открутите гайку, которая удерживает барабан / ступицу и снимает ее, вы должны иметь в виду, что левое колесо имеет левую нить.
За задней пластиной тормоза есть четыре болта, которые прикрепляют поворотную ось к балке. Как только они открутятся, вы можете снять поворотную ось и оставить заднюю пластину тормоза на автомобиле.
Вам понадобятся поворотная ось, барабан / ступица, крепежные болты поворотной оси, стопорная гайка и крышка барабана / ступицы, а также как минимум две колесные гайки.Этот гибочный станок должен работать с трубкой с внешним диаметром 1 “, 1 1/8” и 1 ¼ “, но вам нужно будет сделать каркас и слайдер для каждого размера, чтобы можно было захватить другую ступицу, пока вы там.
Материалы, которые вам понадобятся: примерно 14 футов секций стеновой коробки размером 40 мм x 80 мм x 3 мм, фут секции стеновой коробки размером 1 на 1 by на 1/8 дюйма, фут трубы или трубы, которая будет перекрывать трубка, которую вы хотите согнуть, какая-нибудь пластина диаметром дюйма и что-то около 6 футов длиной, из которой можно сделать ручку, а также различные другие мелочи.
Подробнее об этом
здесь (мы взяли только часть истории, чтобы сделать этот пост более управляемым)# 2 – Деревянный гибочный станок (маленький) (подходит для легкого изгиба)
Здесь я показываю быстрый и грязный метод сгибания алюминиевых трубок. Я документирую, как построил новый носовой поручень для своей лодки.
Шаг 1. Соберите приспособление
Здесь я провожу кривую, которую хочу, на обрезке пиломатериалов. Этот лом будет использован для изготовления приспособления для гибки.Я просто использую пару старых 2х4.
Ваша древесина должна быть немного толще диаметра трубы, которую вы хотите согнуть.
Шаг 2. Распилите пиломатериал
Просто вырежьте приспособление для рисования. Используйте ленточную пилу, если она у вас есть. Я не знаю, поэтому я просто использовал лобзик. Обрежьте приспособление, чтобы оно было немного меньше желаемого изгиба. Это обеспечит пружинное действие трубки. Поскольку я использовал две части 2х4, я сделал небольшую косынку, чтобы скрепить их вместе (2-й рисунок). Подсказка: добавьте небольшой скос внутрь внизу разреза.Это предотвратит выскакивание трубки из зажимного приспособления при изгибе.
Шаг 3. Не сгибайтесь так
Если вы сделаете это, вы почти наверняка получите перегиб трубки.
Шаг 4: Готовность к сгибанию
Здесь вы видите, что я беру кусок лома (из предыдущего разреза) и прикрепляю его к столу, чтобы закончить приспособление.
Вам нужно изгибать только с одной стороны, обеспечивая при этом поддержку трубки во время изгиба. Во время сгибания старайтесь удерживать давление на кондуктор, а не на трубу.
Возможно, вы захотите попрактиковаться с дешевым алюминиевым кабелепроводом, чтобы освоить его. Когда будете готовы, возьмите отполированный материал.
Подробнее об этом И ПОСМОТРЕТЬ ВСЕ ФОТОГРАФИИ здесь (мы взяли только часть истории, чтобы сделать этот пост более понятным)
# 3 – The Wood Bender (большой) (подходит для тяжелых изгибов)Самодельный трубогиб из нержавеющей стали, предназначенный для гибки труб из нержавеющей стали 304 диаметром 7/8 дюйма (толщина стенки 3/64 дюйма).Им нужен был трубогиб, чтобы сделать индивидуальный спрей-уклон (и, возможно, также верх от купальника) для нашей 20-футовой парусной лодки Cat Ketch. Стоимость составила около долларов, 50 долларов на материалы и 6 часов труда. Около половины из 50 долларов было потрачено на фанеру и болты, а другая половина была потрачена на фрезу с круглым носом 7/8 дюйма. Гораздо дешевле и эффективнее, чем любые другие варианты, которые они исследовали.
# 4 – Малый трубогиб из металла
# 5 – Изготовление собственной головки для гибки труб
Дополнительную информацию в Википедии можно найти здесь.
# 6 – Использование дешевого гибочного станка Что ж, они работают очень хорошо, ЕСЛИ вы НЕ хотите создавать чрезмерный изгиб. Трубка будет перегибаться, и вы можете НЕМНОГО предотвратить это, засыпав ее песком, но это все. Он не будет работать с тонкими выхлопными трубами и т. Д.
Плюсы этих маленьких машин: они довольно дешевые …
Вы также можете сделать это вручную (это работает только с маленькими, легкими и тонкими трубками) с помощью такого инструмента, как , этот .
Мы надеемся, что это вдохновило вас на то, как гнуть трубы для ваших проектов cafe racer!
[Edit] Мы также нашли это в сети. Очень красиво и просто 🙂
Гибка медных труб с помощью гибочной пружины или станка
Медь относительно мягкая и ее можно (при правильном оборудовании и методах) легко согнуть, чтобы получить минимум изгиб радиусом около 100 мм (4 дюйма) (для трубы 15 мм). Это избавляет от необходимости устанавливать соединители при изменении направления труб. – три экономии, поступившие таким образом:
- Снижение затрат, поскольку не нужно покупать дополнительные разъемы.
- Меньше сопротивление потоку воды в изогнутой трубе, чем в соединительном соединении – чем меньше диаметр трубы, тем важнее свести к минимуму количество разъемов.
- Устранение мест возможных протечек – гнутые трубы не протекают, соединители могут.
Медную трубу можно сгибать не только для получения правых изгибов (следует избегать больших изгибов, поскольку они имеют тенденцию для чрезмерного ослабления трубы), но также менее 90 ° (когда трубу необходимо отвести от стены для подсоединения к прибору) и в «джогглы» (лебединые шеи).
Гибка труб – это техника, которую легко освоить с небольшой практикой, но для этого требуется несколько специальных инструментов.
Если медную трубу просто согнуть, стенки трубы разрушатся и, возможно, разорвутся, поэтому важно использовать правильные инструменты, чтобы этого не произошло.
Пружины изгиба
Самый простой инструмент – это гибочная пружина, обычно используемая для гибки труб вручную, доступны два типа – внутренняя и внешняя.
Внутренние пружины – это просто пружина из плоской стали с конусом на одном конце (который вставляется в трубу), а на другом конце имеется проушина.Пружина внутри трубы предотвращает повреждение стенки трубы. схлопывающийся внутрь при изгибе. Пружины внутреннего изгиба обычно используются для медных труб с внешним диаметром от 12 до 22 мм. (доступны пружины большего размера, но не рекомендуются). Для каждого размера изгибаемой трубы требуется определенная пружина.
Наружные пружины предназначены для медных трубопроводов меньшего диаметра (от 6 до 10 мм). диаметр). Опять же, они сделаны из плоской стали, но с воронками на каждом конце, чтобы медная труба могла проходить через них. центр весны.Пружина, окружающая трубу, препятствует расширению стенки трубы наружу. как гнутся. Как и в случае с внешними пружинами, для каждого размера трубы требуется собственная пружина.
Гибочные станки
Мост Сантехники, как правило, используют гибочные станки, поскольку они проще и быстрее в использовании, а также позволяют довольно легко выполнять несколько изгибов. длинные участки трубопроводов. Гибочные станки можно приобрести в большинстве пунктов проката инструментов, но для случайного сантехника своими руками они могут быть сложно настроить и использовать.
Доступны различные типы (наиболее распространены переносные или напольные), но все они работают в таким же основным способом. Труба удерживается на одном конце канала в изогнутом каркасе, а фигурный ролик используется для прижатия трубы. Кривая. Поскольку точка изгиба находится между каркасом и роликом, предотвращается деформация стенки трубы. Разные формирователи и ролики требуются для каждого размера трубы.
Имеются гибочные станки для всего диапазона медных труб с внешним диаметром от 6 до 54 мм. – они считаются необходимыми для труб диаметром более 22 мм – к счастью, большинству мастеров редко придется работать с трубами большего диаметра.
Гибка медной трубы
Использование пружины
Внутренняя пружина.
Перед тем, как начать, привяжите кусок шнура к ушку на конце пружины, это позволит пружине снимается с трубы.
Вставьте пружину в трубу так, чтобы она располагалась равномерно по площади необходимого изгиба. Если пружина плотно прилегает к трубе, поверните пружину против часовой стрелки, когда она вставлена - это вызовет «намотку» пружины. так что он будет иметь немного меньший общий диаметр.Если труба была разрезана перед сгибанием, конец трубы может иметь стали немного уменьшенными, не пытайтесь усилить пружину, а аккуратно удалите заусенцы, чтобы пружина свободно входила. Немного труборезы оснащены клиновидным лезвием, которое можно использовать для удаления этих заусенцев.
с пружина установлена правильно, обычно метод с трубкой до 15 мм заключается в том, чтобы поместить центр изгиба поперек колена и медленно потяните за оба конца, чтобы образовался изгиб. Слегка согните трубу, затем переверните трубу и согните ее на требуемый угол. – это освободит трубу от пружины и облегчит снятие пружины.
Для труб диаметром более 15 мм некоторые люди предпочитают не сгибать колено из-за силы, которая требует быть примененным. В этих случаях (или для трубы менее 15 мм необходимо) трубу можно согнуть вокруг чего-нибудь достаточно твердого с помощью изогнутого Поверхность радиусом более 100 мм (4 дюймов).
Если возможно, приподнимите изгиб и при необходимости отрегулируйте его в соответствии с установкой.
После завершения изгиба снимите пружину с трубы, используя шнур и / или вращая пружину против часовой стрелки. так как снимается при необходимости.
Пружины внешние
Наружные пружины проще в использовании, так как они используются на трубах меньшего диаметра и не исчезают внутри трубка.
Просто наденьте пружину на трубу, вращая пружину по часовой стрелке, если необходимо, чтобы открыть внутреннюю диаметр.
Расположив пружину по центру в требуемом положении изгиба, медленно потяните за концы пружина для образования изгиба вокруг колена или подходящей изогнутой поверхности. Слегка согните трубу, затем переверните трубу и отрегулируйте до необходимого радиуса изгиба – это освободит пружину от трубы.
Снимите пружину, сдвинув ее по трубе, вращая по часовой стрелке, чтобы при необходимости открыть. Скорее чем полностью снять пружину, пружину можно перемещать по трубе так, чтобы ее можно было согнуть в другом месте.
Использование гибочного станка
Всегда читайте инструкцию к гибочному станку перед его использованием; каждая машина отличается, хотя они используют один и тот же основной принцип. Эти примечания предназначены только для общего ознакомления.
Убедитесь, что формирователь и гибочный ролик правильного размера установлены на машине; один размер формовки / ролика согнет только трубу одного размера.
Поместите трубу в машину, помните, что труба закреплена на одном конце, поэтому тщательно измерьте от центра бывшего так, чтобы изгиб образовался в нужном положении трубы.
Используйте рычажную рукоятку машины, чтобы прижать ролик к трубе и сформировать трубу вокруг бывший. Плавно перемещайте рычаг до достижения необходимого изгиба. Труба будет иметь тенденцию упруго возвращаться на определенную величину, когда давление сбрасывается, но будьте осторожны, чтобы не перегибать, так как это не всегда легко восстановить.
Отсоедините трубу от машины.
DIY Ручной листогибочный пресс для гибки металла для изгиба стальной проволоки Металлический кусок трубы Инструменты Легкое промышленное оборудование и инструменты
DIY ручной листогибочный станок для гибки металла для изгиба стальной проволоки, железной части, труб, инструментов, легкого промышленного оборудования и инструментов- Дом
- Бизнес и промышленность
- Легкое промышленное оборудование и инструменты
- Инструменты для труб
- Гидравлический трубогиб
- Трубогибы
- DIY Ручной пресс-тормоз Металлообрабатывающий станок для изгиба стальной проволоки Железная деталь
Ручной листогибочный пресс DIY Станок для гибки металла для изгиба стальной проволоки Кусок утюга
Листогибочный станок для гибки металла для гнутья стальной проволоки. Руководство для самостоятельной сборки, возможность гибки, двигатель шпинделя, 1 гибочный станок, частотно-регулируемый привод, толщина зажима (мм), 3D-принтер, система привода шагового двигателя, система привода серводвигателя.Ручной листогибочный станок DIY для гнутья стальной проволоки, Ручной листогибочный станок DIY для гнутья стальной проволоки, кусок железа, бизнес и промышленность, легкое промышленное оборудование и инструменты, инструменты для труб, гидравлический трубогиб, трубогибы.
ВАМ НУЖНО РАЗРЕШИТЬ ВОПРОСЫ СОБЛЮДЕНИЯ? МЫ КЛЮЧ НУЖНО ПОВЫШАТЬ ЭФФЕКТИВНОСТЬ? МЫ КЛЮЧ НУЖНО ПОВЫШАТЬ ПРОИЗВОДИТЕЛЬНОСТЬ? МЫ КЛЮЧ МЫ КЛЮЧ К ВАШЕМУ УСПЕХУ.СВЯЗАТЬСЯ С НАМИ СЕГОДНЯ
DIY ручной листогибочный пресс для гибки металла для изгиба стальной проволоки, утюга
DIY Ручной листогибочный пресс для гибки металла для изгиба стальной проволоки. Мотор шпинделя. 1 гибочный станок. Частотно-регулируемый привод. Толщина зажима (мм). 3д принтер. Система привода шагового двигателя. Система сервомотора. Возможность сгибания .. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если упаковка применима).Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий: Марка:: Без марочного знака, Толщина ручки (мм):: 8: Модель:: SZW-4, Толщина шаблона (мм):: 17: MPN:: Не применяется, Толщина зажима (мм):: 35 : Толщина модуля с отверстиями под штифт (мм):: 17, UPC:: Не применяется.
действует в интересах вашей компании
Это может быть одно из самых разумных бизнес-решений, которые вы когда-либо принимали.
(ПЭО)
Если вам нужна помощь в управлении все более сложными вопросами, связанными с сотрудниками, такими как медицинские льготы, требования о компенсации работникам, начисление заработной платы, соблюдение налоговых требований и требования по страхованию от безработицы, решением может стать аренда сотрудников через организацию профессиональных работодателей (PEO). Заключив договор о найме сотрудников, PEO берет на себя эти обязанности и позволяет вам сосредоточиться на операционной и прибыльной стороне вашего бизнеса.
DIY ручной листогибочный пресс для гибки металла для изгиба стальной проволоки, утюга
наконечник T-образный соединительный адаптер с зажимом / с вилкой постоянного тока 2,1 мм, батарея 9 В, ЖЕСТКАЯ ОБОЛОЧКА, настенный модуль Polycom SoundStation / Premier DCP 2301-03433-001. NEW 1PCS LA7845 Manu: SANYO Инкапсуляция: ZIP-7 IC ЧИП. Универсальный инструмент UT8715-20 Угловой шлифовальный станок 1/4 “, 20 000 об. / Мин. НОВИНКА В КОРОБКЕ. Кромкооблицовочная лента из шпона, предварительно приклеенная 1 1/2” x 50 ‘Вишня, 7000 полый 5000 C5NN7017A НОВИНКА Входной приводной вал трактора Ford 7100 + 5100 . DIY Ручной листогибочный пресс для гибки металла для гнутья стальной проволоки. Кусок железа , CH-R370 DC11.1V 50000 об / мин. Микромотор с двойным шарикоподшипником D-образный выходной вал, жесткий оцинкованный ниппель для кабелепровода 3 “x 5” Электрический фитинг RN 300×500. NOS Parker 1/4 “Palm Button Valve CC325B 4820010518500. 10 PCS IC IR2110S IR2110 DRIVER HIGH / LOW SIDE 16-SOIC IR NEW. Ленточная пила Jet JWBS-9 для настольной пилы. Разъем для отвода нагрузки Eaton MSRTAP CB Accy, DIY Ручной пресс-тормоз Металл Гибочный станок для гнутья стальной проволоки Кусок чугуна .Мягкие конверты Bubble Mailers. DIY Ручной листогибочный пресс для гибки металла для изгиба стальной проволоки Кусок железа , 27 ” x 19 ” Настольный антистатический заземляющий коврик ESD Шнур для ремонта ноутбуков. Комплект для настенного монтажа Parker PS755P,
МЫ – Ключ к вашему успеху!
Насколько вы могли бы добиться успеха, если бы могли сосредоточиться на том, что у вас получается лучше всего?
КлючHR
Если вашей компании необходимо сэкономить деньги, решить проблемы с соблюдением нормативных требований, повысить эффективность и производительность, у нас есть решения и ключ к вашему успеху.
DIY ручной листогибочный пресс для гибки металла для изгиба стальной проволоки, утюга
DIY Ручной листогибочный пресс для гибки металла для гнутья стальной проволоки, кусок железа, бизнес и промышленность, легкое промышленное оборудование и инструменты, инструмент для труб, гидравлический трубогиб, трубогибы ПрокруткаDIY ручной листогибочный пресс для гибки металла для изгиба стальной проволоки, утюга
Обычно лучше заказывать больший, Купите Зеленый Фонарь Trevco – Окруженный Смертью Взрослый Майка44; Черный – Большой и другие жилеты на.♛Каждый – своя маленькая принцесса. 5.5mm ER20 Spring Collet Chuck Tool Bit Holder For CNC Filling Lathe Chuck НОВИНКА, я отвечу вам в течение 24 часов. 22003 Ротор дискового тормоза: автомобильный, вставка подушки имеет толщину 5 дюймов и произведена в Канаде. QC 3.0 2.0 USB-модуль быстрой быстрой зарядки Плата для самостоятельной зарядки зарядного устройства для телефона E & HVKH. с амортизирующей пеной, которая обеспечивает полное покрытие с неограниченным диапазоном движений. Статус без свинца / Статус RoHS: Без свинца / Соответствует RoHS, M12-1,25 10 12 мм x 1.25 Тонкая нить гайки фланца 10,9 M12x1.25 с 17мм Hex, Подкладка текстуры: полиэстер хлопок, в то же время сохраняя графику через любой машины цикла стирки, 5/8″ Воротник Установочный винт вала 1-PC сталь BRAND NEW Оцинкованная SC62Z 2-PACK , Рама из АБС-пластика и металлического сплава, Чтобы гарантировать качество, на наших золотых украшениях всегда проштампована отметка в каратах, Яркий цветной овальный ластик Отличное качество, без латекса, 4 шт. В упаковке ДОСТАВКА В США, Купить ювелирные изделия Bonyak 18-дюймовые колье с родиевым покрытием с 6-миллиметровым синим декабрем Каменные бусы месяца рождения, шарм Святой Марии Фаустины и другие кулоны в, потому что это индивидуальный продукт.Точный посадочный комплект Keeton Seed Firmer 100101 для установки на сухую семенную трубку. Ручки sshift представляют собой эксклюзивную алюминиевую резьбовую вставку, предназначенную для навинчивания на рычаг переключения передач. 3-ответвление с 3-ходовыми клапанами: промышленное и научное. Стандартный двухполюсный сменный автоматический выключатель Eaton 20 А, 2 дюйма, тип BR. Модернизация 5-дюймовых и 6-дюймовых встраиваемых потолочных светильников с адаптером для винтовой базы в комплекте / дизайнерские планки – дополнительные аксессуары. ЦЕНТР НАГРУЗКИ НИЗКОГО НАПРЯЖЕНИЯ SIEMENS СЕРИИ PL, 30 шт. S9012H S9012 9012 Pnp биполярный силовой транзистор TO-92 ii.и профессорам любви понравится i, Дата первого упоминания: 13 февраля, Изготовлен из гибкого силиконового геля и войлочной прокладки. Инструмент используется для таких приложений, как восстановление двигателя.
DIY Ручной листогибочный станок для гибки металла для гнутья стальной проволоки. Кусок железаВозможность гибки, двигатель шпинделя, 1 гибочный станок, частотно-регулируемый привод, толщина зажима (мм), 3D-принтер, система привода шагового двигателя, система привода серводвигателя .
Как согнуть трубки рулонной балки [Полное руководство DIY]
Когда дело доходит до гибки труб для рулонной дуги, многие люди считают это видом искусства.Однако увлеченные энтузиасты могут не только научиться этому навыку дома, но и овладеть им самостоятельно, если они готовы посвятить этому энергию и время.
Зачем вам нужно знать, как гнуть трубку поперечной балки?
Что ж, если вы когда-нибудь хотели построить себе трубчатые бамперы или каркас безопасности, то вы, вероятно, хотели быть посвященными в это темное искусство.
Здесь мы рассмотрим различное оборудование и инструменты, которые вам понадобятся, обсудим лучшие способы их использования и разберем правильные изгибы для вашего конкретного проекта.
Гибка – основыКогда вы будете готовы изгибать трубу поперечной балки, вам сначала нужно знать свойства трубы, с которой вы собираетесь работать.
Труба, которая используется для транспортировки воздуха или жидкости, обычно определяется ее размером трубы, однако, когда дело доходит до использования гибочного станка, вам необходимо знать ключевые параметры трубы, включая ее толщину стенки, радиус центральной линии и внешний диаметр.
Следует иметь в виду, что толщина стенки между трубами может быть разной, и поэтому это изменение необходимо учитывать, особенно при использовании процесса гибки, который требует плотно прилегающей, точной оснастки на небольшом радиусе изгиба. .
Как и в случае с любым другим проектом, наличие подходящих инструментов облегчает работу, поэтому вот наш выбор из 5 лучших трубогибов для каркаса безопасности…
Переменные изгибаПеременные гибки, которые вам необходимо знать, включают:
- Радиус внутреннего изгиба
- Наружный радиус изгиба
- Средняя или нейтральная линия
- Расстояние между коленами
- Угол загиба
Одна вещь, о которой следует помнить при сгибании трубок поперечной балки, заключается в том, что трубы будут испытывать упругий возврат после сгибания, и это приводит к изгибам, которые проходят через радиальное расширение.
Чем меньше центральный радиус изгиба и тверже труба, тем больше будет упругая отдача и радиальный рост.
Также стоит отметить, что сталь подвергается большему радиальному росту, чем медь, но больше всего подвержена нержавеющая сталь.
Продольный сварной шовХотя некоторые трубы являются бесшовными, большинство из них изготавливается с помощью продольного сварного шва.
Плотность, размер и качество сварного шва очень важны при изгибе трубы, так как если два края стыка не совпадают идеально, или если валик непоследовательный или слишком большой, труба не будет идеально круглой, и это проблема при создании идеального изгиба.
УдлинениеУдлинение также возникает при изгибе труб каркаса с растяжением по внешнему радиусу. Наружная поверхность изгиба будет прогибаться, что приведет к искажению его круглой формы в поперечном сечении.
Хотя овальность работает в некоторых приложениях, если вы выполняете точную работу, это недопустимо.
Процесс гибки трубСуществует четыре типа процесса гибки труб:
- Плашечный гибочный
- Гибка компрессионная
- Валковая гибка
- Ротационная гибка
Станки для гибки труб можно найти в большинстве магазинов глушителей, и это простой и устаревший метод гибки труб.
С помощью гидроцилиндра с гидравлическим приводом труба прижимается к поворотным блокам или роликам. Этот метод позволяет достичь CLR (радиуса центральной линии), в 3-4 раза превышающего внешний диаметр заготовки.
В этом методе внутренний диаметр заготовки не поддерживается из-за значительного растяжения на внешней стороне изгиба трубы.
Гибкарамного типа идеальна для труб квадратного сечения и является наиболее доступным способом гибки труб роликового стержня, но из-за того, что им нелегко управлять, он не подходит для использования в косметических целях.
Валковая гибкаМетод выбора для больших строительных деталей, этот метод включает 3 валка, которые находятся в пирамидальной конструкции, горизонтально или вертикально.
Эти валки затем перемещаются, создавая определенные радиусы. В качестве альтернативы для этого метода можно использовать двухвалковый гибочный станок с зажимом. Изгибание валков можно использовать для изготовления спиралей.
Компрессионная гибкаВ этом методе используется пресс-матрица или ролик для сгибания заготовки вокруг неподвижной гибочной матрицы для сжатия трубы.
Подходит для симметричных деталей, этот метод лучше всего подходит для тех труб, которые будут изгибаться до радиуса средней линии, который как минимум в 3 раза превышает внешний диаметр трубы.
Он не подходит для деталей, у которых диаметр CLR меньше 3 диаметров трубы.
Идеально подходит для коммерческих и бытовых товаров. Чаще всего сгибание под давлением используется для изготовления таких изделий, как вешалки для полотенец.
Ротационная гибка с вытяжкойРотационная гибка с вытяжкой идеально подходит для прецизионных задач и приложений, требующих малых радиусов, поскольку обеспечивает максимальный контроль.
Good Tooling TechniquesЕсли вы хотите получить идеальный изгиб, вам потребуется отличный набор инструментов, особенно при использовании метода ротационной вытяжки.
Твердость оправки имеет решающее значение – если вы изгибаете жесткую трубу, вам понадобится более мягкий стержень, и наоборот для наилучшего результата. При оснастке также необходимо учитывать радиальный рост.
Чрезмерный радиальный рост приведет к заметному изменению радиуса в начале изгиба.
Часто требуется матрица для гибки с меньшим радиусом. Хорошие сварные швы также важны, особенно при поворотной гибке с вытяжкой. Несоответствие валика влияет на шлифовальную матрицу, прессовальную матрицу и оправку.
Положение грязесъемной матрицы также имеет решающее значение – важно немного наклонить ее, чтобы ее конец мог соприкоснуться с трубкой до точки касания внутреннего радиуса.
Стеклоочиститель также должен быть в хорошем состоянии и острым.
Что касается прижимной плашки, нужно учитывать, что она должна быть в 3 раза длиннее диаметра трубки.Это гарантирует правильное распределение давления по большей площади.
Если вы работаете с деталью, у которой небольшое расстояние между изгибами, это может быть сложно, однако, если вы используете специальные инструменты, вы легко справитесь с этим.
Расположение нескольких стеков может решить проблему. Для некоторых типов труб также требуется набор гибких шариков на конце оправки, и они должны быть правильно расположены при установке машины.
СмазкаВо избежание трения необходимо обеспечить надлежащую смазку оправки.
Синтетическая смазка не на нефтяной основе часто будет идеальной в виде геля или пасты, однако, если вы выполняете тяжелый проект с малыми радиусами и толстыми стенками, необходима более концентрированная форма смазки.
Машина качестваКогда дело доходит до гибки с вращающейся волочиной, лучше всего подходит полностью электрический станок, поскольку он обеспечивает лучший контроль. На многих новых станках есть место для установки инструментов для совмещения нескольких процессов гибки.
Многие теперь предлагают методы гибки валков и ротационной вытяжки в одном устройстве для дополнительного удобства.
Когда дело доходит до требований к оборудованию для гибки, существует несколько факторов, в том числе:
- Толщина стенки
- Марка материала
- Заготовка
- Требуется CLR
Вам нужно использовать свои математические навыки. Вам нужно будет правильно разметить изгибы в зависимости от количества материала в пределах радиуса изгиба.
Например, если вы измеряете крышу от одной стороны до другой, вам нужно будет учесть расстояние, которое изгибы занимают с обоих концов. Поэтому вам нужно определить площадь, занимаемую трубкой, когда она изгибается.
Вот две формулы, которые вы можете использовать для определения правильных размеров:
- Pi x (2x радиус центральной линии) = радиус изгиба
- Радиус изгиба ÷ 4 = соответствующая длина растяжения трубы, которую нужно добавить к размеру
- При выполнении изгиба на 90 градусов вам необходимо определить степень изгиба ÷ 90, чтобы найти процент изгиба.Если угол изгиба составляет менее 90 градусов, вам необходимо определить длину растяжения трубы x процент изгиба .
Существует 3 стиля гибки, о которых должен знать любой любитель DIY.
- Плоская гибка (2D)
- Гибка со смещением (3D)
- Изгиб в пределах
Смещение изгиба относится к направлению, в котором принимает угол изгиба, когда труба изгибается от своей плоской плоскости.
Направляющая для гибки в плоской плоскостиЕсли вы работаете над конструкцией сгиба, которая должна оставаться плоской по отношению к поверхности, а не смещаться или сгибаться в другую плоскость, вам необходимо выполнить сгиб в плоской плоскости.
Bash-штанги, отбойники для труб и основные обручи обычно используют изогнутые трубы Flat Plane.
Направляющая для гибки со смещениемЕсли вы положите изогнутую трубку со смещением на плоской поверхности, изгиб сместится либо в сторону, либо в сторону вашей точки обзора.
Изгиб, поворачивающий в этом направлении, называется изгибом со смещением. Этот тип изгиба обычно встречается на передних обручах каркаса безопасности, трубном шасси, распорных стержнях и вторичных секциях трубных амортизаторов и распорках опор стойки.
Измерение вертикальных трубок с последующей загрузкой их в горизонтальные гибочные машины может вызвать затруднения.
Вам необходимо знать, с какой точки зрения вы работаете. Имейте в виду, что смещение может изменяться справа налево и снизу вверх в зависимости от используемого гибочного станка.
Обратите особое внимание на направление изгиба и то, как труба протягивается вокруг штампа после загрузки в гибочный станок.
Изгиб в пределах границЭто становится непросто, особенно если вам нужно, чтобы конец изгиба попадал в определенную зону или границу.Простой способ сделать это – нарисовать деталь на плоской поверхности, например, на полу или на столе.
Мошенники могут быть изготовлены из обрезков трубок, которые будут моделировать определенные углы и то, как они вписываются в чертеж.
Это позволяет вам правильно измерить правильную начальную точку изгиба, чтобы гарантировать, что вы приземлитесь прямо на метку после выполнения стыковки или надрезания.
Этот тип изгиба обычно наблюдается в конструкции каркаса безопасности с утопленной планкой ремня безопасности, которая обеспечивает больший зазор для сиденья водителя под основным обручем.Это также можно увидеть в основных обручах, которые помещаются внутри шасси.
Следуйте этому руководству, и вы обнаружите, что лучше понимаете этот сложный, но очень полезный процесс.
Несмотря на то, что гнуть трубку поперечной балки будет непросто, это определенно будет полезным, когда ваша практика окупится и вы получите идеальный и точный изгиб!
Гибка алюминиевых трубок – советы, хитрости и помощь своими руками
Итак, вы решили заняться проектом, который включает гибку алюминиевых трубок, не так ли?
Что ж, молодец.
Алюминий – прочный и легкий материал, который можно использовать в миллионах различных применений, будь то гибка трубы, квадратной трубы, прямоугольной трубы или круглой трубы.
Но есть несколько вещей, которые вам нужно знать, прежде чем начать. Некоторые ссылки на этой странице являются партнерскими ссылками, и как партнер Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Гибка алюминиевых трубок – что нужно знать перед началом работы
Первое, что вам нужно знать, если вы изгибаете алюминиевые трубки, это то, что они обычно доступны в двух разных классах – 6061-T6 и 6063 -T5.И это важно знать ДО того, как вы начнете работу над своим проектом.
Алюминий 6061-T6 – это, скорее, конструкционная труба, и часто используется по умолчанию, когда речь идет о различных работах и конструкциях, которые вы можете увидеть. Важно знать, что он хрупкий и чаще всего трескается, если вы пытаетесь согнуть его с небольшим радиусом.
Конечно, иногда это может сойти с рук, так как закалка будет незначительно отличаться, и вы можете избежать неприятностей с алюминиевой трубкой без трещин, но я обнаружил, что для получения стабильных результатов вам необходимо использовать гибкую трубку. оценка.
Вот что такое 6063-T5 – гибкие алюминиевые трубки. 6063-T5 на самом деле более доступен для размеров труб, чем для труб.
Так что, если у вас есть такая возможность, просто закажите и используйте 6063-T5.
Если у вас нет такой возможности, есть несколько способов обойти ее.
Вы можете отправить его в цех, который занимается отжигом, и они будут готовить ваш алюминий при определенной температуре, пока он не отожжется до определенного сорта. Если бы вы пошли по этому пути, вы бы просто сказали им, что хотите отжечь его до состояния 6063-T5.
Затем, как только вы вернете детали, их можно будет гнуть по мере необходимости.
После этого вы либо оставите его в отожженном состоянии, либо отправите в компанию, которая при необходимости вернет его в состояние 6061-T6.
Другой альтернативой является то, что вы можете попробовать отжечь его вручную, нагревая его горелкой, а затем сгибая. Это может потребовать некоторой практики, поэтому убедитесь, что вы используете отходы, а не рабочие детали, если вы просто пробуете это.
Лучшие производители трубогибочных машин
Что касается различных производителей трубогибочных машин, вы можете купить самые разные машины.От импортных товаров из Китая до машин, произведенных в Северной Америке или Европе, есть множество вариантов.
Но первым шагом на пути является выбор типа трубогибочного станка, который вам нужен, поскольку разные производители выпускают разные типы и модели, когда речь идет о трубогибочных станках.
И в большинстве случаев вы сможете сгибать трубу и трубу на своем гибочном станке, если у вас есть возможность купить совместимые штампы, подходящие под размер материала, который вы пытаетесь сгибать.
Имея это в виду, давайте рассмотрим несколько различных типов производителей трубогибочных машин и различные доступные варианты машин.
Трубогиб малого диаметра – Компактные трубогибы напольного типа
Один из основных вариантов выбора трубогиба (или трубогиба) малого диаметра – это взглянуть на различные существующие компактные трубогибы.Теперь они обычно бывают либо в виде крепления на верстаке, либо в виде напольного крепления на пьедестале.Для себя я бы всегда выбирал напольное крепление, так как мне нравится, чтобы мой рабочий стол был чистым, и на моем рабочем столе уже установлены тиски.
Поэтому я всегда склонялся к напольному креплению на пьедестале. Вы можете перемещать их, или вы можете прикрепить их к полу, установив болты в бетонный пол вашего магазина. Если вы все же хотите переставить гибочный станок, вы можете просто приварить тяжелую пластину к основанию гибочного станка, чтобы обеспечить немного большей устойчивости, если вы не хотите привинчивать его к полу.
Сейчас эти типы гибочных станков чаще всего используются для гибки плоского металла, но с его помощью также можно сгибать круглый стержень.
Лучше всего иметь штампы с вогнутой формой, которые достаточно велики, чтобы соответствовать диаметру материала, который вы собираетесь сгибать.
И затем, если вы пытаетесь согнуть трубу или трубу, материал может захотеть раздавиться вокруг изгиба, если вы пытаетесь изгибать действительно узкий радиус изгиба. В этом случае вам, возможно, придется заполнить трубу или трубу песком и закрыть концы, либо приварив какой-либо материал на каждом конце, либо нарезав концы трубной резьбой и закрыв их заглушкой.
Опять же, эти типы гибочных станков часто подходят для труб или изгибов труб малого диаметра. Возможно, вы сможете согнуть материал примерно на 1,5 дюйма или около того, поскольку ваше ограничение по размеру – это сила, которую вы можете создать вручную, используя механическое усилие гибочного станка и вашу собственную силу.
Таким образом, их преимущество в том, что это довольно универсальные маленькие станки, поскольку вы не ограничены только гибкой трубы или трубы, но вы также можете сгибать плоский и цельный металл.
Если вы пойдете по этому пути, я бы порекомендовал KAKA Industrial UBM-30 компактный металлический гибочный станок напольного типа, поскольку он поставляется с 14 различными штампами и включает в себя красивую маленькую спиральную гибочную головку, которую вы можете использовать для создания декоративных плоских металлических изгибов.Если у вас ограниченный бюджет, вы всегда можете приобрести Compact Floor Bender от Erie Tools, который поставляется с 7 штампами. Но штампы дорого обрабатывать или покупать самостоятельно, поэтому гибочный станок Kaka предлагает хорошее соотношение цены и качества, если вы собираетесь делать больше металлических фабрик и гибок в будущем.
Станок для гибки труб – Гидравлические трубогибы и трубогибы
Следующее оборудование, которое вы можете использовать, более специализированное, – это станок для гибки трубопроводов.А это ваши гидравлические трубогибы и трубогибы.Они специально разработаны для изгиба трубы или трубы с помощью гидравлического поршня, если вы помещаете материал напротив двух вертикальных упоров, центрируя материал на верхней части матрицы в том месте, где вы хотите изгиб, а затем включаете гибочный станок.
Это довольно недорогие станки – их можно приобрести менее чем за 150 долларов, но на самом деле они не являются точными.
Не поймите меня неправильно, это отличные машины, но сделать изгибы под определенным углом сложно – они лучше всего подходят для изгибов, которые довольно свободны, когда речь идет о допусках, или просто стандартных изгибов на 90 или 45 градусов.
Здесь можно купить приличную технику.
Гидравлические трубогибы
Если вы хотите делать более точные изгибы и выполнять более сложные изгибы, такие как изгибы до 180 градусов, вам необходимо использовать гидравлические трубогибы.И с их помощью вы можете установить степень изгиба и повторные изгибы, и вы можете получить возможность изгибать гораздо более тяжелый стеновой материал, поскольку вы больше не полагаетесь только на механическое преимущество и собственную грубую силу, пытаясь вручную согнуть трубу или трубу. .
Гидравлический трубогиб Cadillac – это гидравлический ротационный ленточнопильный станок Baileigh RDB-125. На нем можно сгибать алюминиевые трубки с внешним диаметром примерно до 2,5 дюймов (!)
А с кольцевым калибром, он идеально подходит для любого типа повторяющейся гибки деталей, которую вы хотите выполнить.
Еще одна приятная вещь заключается в том, что вы можете иметь дело напрямую с производителем, а они производятся в США, поэтому получение штампов или дополнительных инструментов, как правило, не проблема.