Станок для гибки профильной трубы БМК-55
Предназначен для холодной вальцевой гибки:
– Круглых труб и прутков
– Профильных труб
– Профильного проката
– Сложных профилей
из стали, нержавеющей стали, титана, алюминия и алюминиевых сплавов, меди и медных сплавов.
Диаметры изгибаемых труб: от 5 до 60 мм
Радиусы гибов: от 300 мм до
Узнать цену
Описание и возможностиХарактеристики Комплектация Видео
Фото Применение
Возможности профилегигибочного станка 3RE-60 (БМК-55) по гибке труб и профилей
А также, любые трубы и профили специальной формы.
Станок позволяет изготавливать
Сегментные дуги
Кольца
Спирали
Преимущества профилегигибочного станка 3RE-60 (БМК-55)
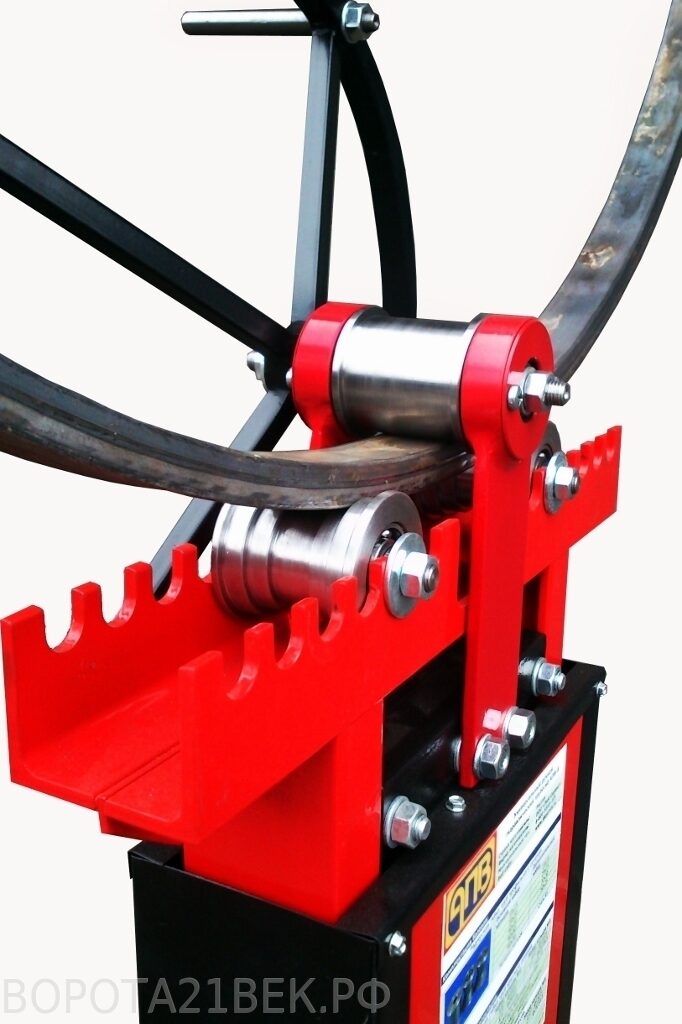
Профилиегиб имеет 3 ведущих ролика с синхронизацией угловых скоростей вращения гибочных роликов и линейных скоростей прокатки трубы (профиля), что резко увеличивает суммарный вектор тяги прокатки труб (профилей) и позволяет:
Гнуть трубы и профили за меньшее количество прогонов
– При мощности всего 1,1 кВт
Поточную гибку труб и профилей без поджима гибочных роликов
Одновременную гибку сразу нескольких труб или профилей
– При работе со стяжкой валов на любом ручье многоручьевой оснастки радиусы гиба – одинаковые
Гибку шлифованных, полированных, никелированных, хромированных и зеркальных нержавеющих труб на капролоновой оснастке не оставляющей следов на поверхности трубы
Так же станок имеет следующие преимущества:
2 винта поджима
– Обеспечивают более легкий поджим
– Высокую повторяемость деталей
– Удобство работы, так как гиб происходит в сторону, противоположную винтам поджима, и не мешает оператору
Работа в вертикальном и горизонтальном положении
– Станок работает в вертикальном и горизонтальном положении гибочного модуля
– Для перевода гибочного модуля из одного положения в другое необходимо всего лишь открутить 2 болта, повернуть гибочный модуль станка в требуемое положение и снова закрепить те же болты
Мобильность
На основании корпуса станка установлены колесики, с помощью которых один человек может переместить профилегибочный станок в нужное место без использования грузоподьемных средств
Быстрый ввод в эксплуатацию
– Профилегиб не требует фундамента, шеф-монтажных и пуско-наладочных работ, достаточно подключить его к сети электропитания и начать изготовление деталей.
– Имеет штекерные быстроразъемные соединеия
– Станок простой в эксплуатации, имеет интуитивно понятный пульт управление. Обучение занимает 15-20 минут после чего оператор готов приступить к самостоятельной работе на профилегибочном станке.
Безопасность
– Выносной пульт управления, оснащенным кнопкой аварийного останова, переключателем направления гиба и педалью с блокиратором.
– Гиб всегда идет в сторону противоположную штурвалам механизма поджима (от оператора)
– Скорость проката профиля соответствует всем правилам техники безопасности.
Навивка спиралей
Для изготовления спиралей с заданным шагом подъёма витка спирали, профилегиб может оснащаться механизмами подъема шага витка спирали, одним (с возможностью его переустановкой на другую сторону) либо двумя для левой или правой завивки без переустановки механизма подъема шага витка спирали.
Варианты оснастки (гибочных роликов) к профилегибочному станку 3RE-60 (БМК-55)
Стальные
Под черный металл
Капролоновые
Под шлифованные, полированные, никелированные хромированные и зеркальные нержавеющие трубы
Многоручьевые
Для одновременной или поточной гибки труб и профилей
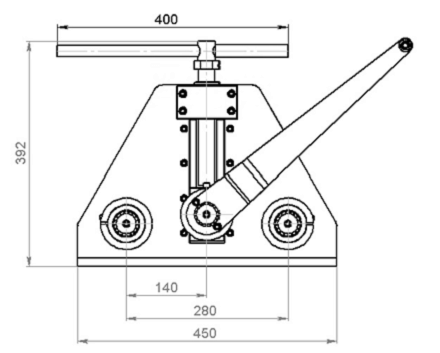
Технические характеристики профилегибочного станка 3RE-60 (БМК-55)
| Количество ведущих роликов, шт | 3 |
| Количество винтовых механизмов поджима, шт | 2 |
Скорость прокатки трубы (профиля) м/мин. |
5 |
| Диаметры валов, мм | 50 |
| Диаметры гибочных роликов, мм | 200 |
| Минимальный радиус гиба, мм | 300 |
| Максимальный радиус гиба | Не ограничен |
| Минимальные прямые участки на концах трубы (профиля), мм | 200 |
Энергопитание / Габариты
| Электропитание | 1,1кВт, 380В |
| Длина, мм | 1060 |
| Ширина, мм | 840 |
| Высота, мм | 1320 |
| Масса, кг | 430 |
Базовая комплектация профилегибочного станка 3RE-60 (БМК-55)
В базовую комплектацию входит:
Гибочный модуль профилегиба БМК-55 с мотор-редуктором 1,1 кВт на основании с колесиками
Выносной пульт управления с переключателем левого-правого вращения гибочных роликов, кнопкой аварийного останова с фиксатором и педалью пуска станка
Валы
Со станком поставляется:
Упаковочная тара (деревянный поддон с обрешеткой)
Руководство по эксплуатации и гарантийный талон.
Копия сертификата соответствия.
Обучение специалистов заказчика работе на трубогибе в ООО “БМК” по адресу: г.Санкт-Петербург, пр. Стачек, дом 47.
Дополнительные опции к профилегибочному станку 3RE-80 (БМК-55У)
Установка механизмов подъема шага витка спирали.
– Может устанавливаться один или два механизма подьема шага витка спирали с каждой стороны
– Один механизм при необходимости может переустанавливаться с одной стороны на другую
– При гибке уголка либо разнополочного профиля необходимо два механизма подъема шага витка спирали.
Установка на профилегиб стяжки валов
Поставка комплектов оснастки под трубы и профильный прокат заказчика.
Гибка двутавра 10 в кольцо
Гибка 2-х швеллеров на 3-х роликовом трубогибе 3RE-60. Поточная гибка швеллеров.
 youtube.com/embed/OwXITg9m0NU?rel=0″ frameborder=”0″>
youtube.com/embed/OwXITg9m0NU?rel=0″ frameborder=”0″>
Механизм подъёма шага витка спирали. Гибка спирали. Профилегиб (трубогиб) 3-х роликовый 3RE-60.
Трубогиб 3-х роликовый 3RE-60. Гибка трубы – косы.
Гибка квадратной трубы каркаса мангала на 3-х роликовом профилегибе 3RE-60
Отзывы о работе профилегиба 3RE-60 (БМК-55)
ОТЗЫВ о работе профилегиба 3RE-60 (БМК-55 ) от компании ООО “Лонг Металл”
ОТЗЫВ о работе двух станков – трубогиба MASTER и профилегиба БМК-55 от холдинга “Ленполиграфмаш”

Видео – Гибка трубы на профилегибе БМК-55
Гибка двутавра 10 в кольцо на профилегибе 3RE-60 (БМК-55)
Гибка алюминиевых профилей на 3-х роликовом трубогибе
Гибка швеллера и трубы из нержавейки на капролоновой оснастке
Одновременная и поточная гибка 3-х квадратных труб 20 мм на 3-х роликовом профилегибе 3RE-80 (БМК-55У)
Эти типоразмеры труб так же могут гнуться и на трубогибе 3RE-60 (со стяжкой валов)
Гибка трубы косы диаметром 50мм на трубогибе 3RE-60 (БМК-55)
Изделия из согнутой трубы косы диаметром 50мм на трубогибе 3RE-60 (БМК-55) производит наш клиент, компания Лонг-Металл
Детали из труб – дуги, кольца, спирали, согнутые на трубогибе 3RE-60 (БМК-55)
Профилегибочный станок БМК-55 применяется:
- в судостроение.

- в машиностроение.
- при гибке труб и профилей в строительстве.
- при производстве промышленного оборудования.
- при производстве детских площадок.
- при производстве рекламных конструкций и торгового оборудования.
- при производстве спортивного оборудования
- при изготовлении винтовых лестниц, козырьков, дорожных знаков.
- при производстве мебели.
- при изготовлении ангаров, эллингов, закладных элементов арматуры, балок крепления, осветительных мачт и т.д.

Гибка двутавра UPN100 на профилегибочном станке БМК-55
Станок для гибки профильной трубы своими руками – как изготовить?
С помощью станка для гибки профильной трубы намного проще решить задачи, возникающие в ходе строительства.
Применение профильных труб актуально при возведении каркасных сооружений и конструкций в виде арки — теплиц, навесов, козырьков.
В промышленности для сгиба профиля используют специальное автоматическое оборудование.
В частном порядке можно изготовить станок для гибки профильной трубы своими руками. Понадобятся чертеж и инструменты.
Разновидности трубогибов
Содержание:
- Разновидности трубогибов
- Ручной трубогиб – как выполнить?
- Особенности изготовления прокатного трубогиба
- Как сделать гидравлический трубогиб?
Опытные мастера знают, что работы с профильными трубами отличаются спецификой. Если нарезка профиля вручную не представляет труда, то его гибка без специального оборудования не только сложна, но и чревата деформацией материала.
Чтобы облегчить и сделать безопасным процесс обработки профильных труб, применяют трубогибы.
Эти приспособления удобны, так как позволяют согнуть профиль под необходимым углом без применения дополнительных деталей. Прочность и другие технические характеристики материала при этом остаются неизменными.
Эксплуатация трубогибов выгодна не только тем, что упрощает процесс обработки профиля, налицо и другие преимущества использования устройства:
- отпадает необходимость в сварке;
- различные конструкционные формы, сделанные из цельного металла, смотрятся более эстетично и могут применяться в качестве декоративных элементов;
- возможность получить максимальное соответствие заданных размеров;
- сохраняются технические свойства материала;
- отсутствие осложнений в виде заломов и сплющивания;
- минимум физических усилий.
Каждый уважающий себя мастер владеет собственным арсеналом необходимого оборудования — станки для гибки профиля в их числе.
Так как заводское оборудование стоит недешево, чаще всего трубогибы изготавливают своими руками.
Самодельные трубогибы обеспечивают все необходимые функции — быстрый результат при минимуме усилий.
Фото:
Но чтобы справиться с их изготовлением самостоятельно, нужно изучить чертеж и особенности конструкции, чтобы понять, каким образом осуществляется работа станка.
Известны такие виды профилегибов:
- ручной. Устройство, простое в эксплуатации, но требующее физических усилий. Чертеж приспособления не отличается сложностью и доступен для изготовления своими руками;
- гидравлический. Этот вид оборудования оснащен вальцами, с помощью которых можно сгибать трубы в любом направлении;
- электромеханический. Высокоточное оборудование для профессионального применения. Чертеж устройства достаточно сложный в изготовлении и требует от мастера специальных навыков и знаний.
Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.
Между крайними штырями зажимают конец профильной трубы. Второй конец профиля изгибают, вытягивая трубу вокруг закрепленных штырей.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
- монтаж третьего валика выполняется по центру над двумя предыдущими;
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
Особенности изготовления прокатного трубогиба
Чтобы самостоятельно изготовить станок для гибки профиля, понадобятся: металлические прутья и полка — для основы, несколько прочных пружин, три вальца, цепь и домкрат.
Принцип работы такого станка схож с обычным ручным. Гибка представляет собой деформацию профильной трубы в каком-либо конкретном месте.
Для этого трубу укладывают на нижние вальцы, а сверху опускают еще один, обеспечивая надежную фиксацию профиля.
Затем производят вращение ручки. Крутящее усилие приводит в действие вальцы, которые сгибают трубу.
При использовании домкрата необходимый уровень давления на трубу обеспечивается без применения третьего вальца.
Применение домкрата позволяет в несколько раз увеличить габаритный предел обрабатываемого материала.
Эффект работы прокатного станка заключается в постепенно усиливающемся давлении на профиль, в результате которого достигается необходимая деформация трубы.
Движущимися элементами конструкции являются центральные горизонтальные вальцы, а функцию деформатора выполняет третий вал, закрепленный отдельно.
Прежде чем приступить к процессу изготовления прокатного трубогиба, необходимо позаботиться о выточке роликов — эту задачу поручают токарю.
Видео:
Крайне важно, чтобы размеры всех деталей — шестерней, подшипников и колец – соответствовали параметрам роликов и цепной обоймы.
Затем наступает этап подготовительных работ: нужно просверлить отверстия и нарезать резьбу в металлической основе станка — для монтажа прижимного вала.
Сборка конструкции предусматривает установку ножек каркаса, полки с прижимным валом, который размещают на пружинах, монтаж боковых валиков и соединение их посредством цепи. В последнюю очередь устанавливают и фиксируют ручку вращения, а также домкрат.
Как сделать гидравлический трубогиб?
Трубогибные станки гидравлического типа отличаются высокими показателями производительности, но довольно сложны в изготовлении своими руками.
В оснащение гидравлического станка для гибки профиля входят гидроцилиндр, планки, нагнетательное оборудование и трубные упоры.
Важной составляющей устройства является гидравлический домкрат, посредством которого производится гибка профильной трубы.
Функциональность станка с гидравлическим приводом обеспечивается следующим образом:
- профиль устанавливают в башмак и закрепляют;
- медленно вращая ручкой, подключают домкрат;
- под воздействием усилия, вырабатываемого домкратом, профиль деформируется, образуя полукруг с необходимым радиусом.
Характерно, что используя воздействие домкрата, контролировать процесс не представляет труда. Главное, заранее подготовить все элементы конструкции в соответствии с требованиями чертежа.
Видео:
Специализированное оборудование — это удобная возможность облегчить строительно-ремонтный процесс и снизить физические затраты.
Для мастеров, которые не боятся сделать оборудование самостоятельно, — это оптимальный способ смоделировать устройство, функции которого отвечают необходимым требованиям, при минимальном уровне материальных затрат.
Гибочный станок с ЧПУ
Удлинитель для гибки оправки – универсальное использование с высокой производительностью
Наши профилегибочные станки являются инновационными и модульными. Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин.
Мы придаем большое значение специально разработанной оправке. Это позволяет эффективно изгибать даже тонкостенные и хрупкие профили или трубы даже в узком радиусе до двух с половиной диаметров соответствующего профиля.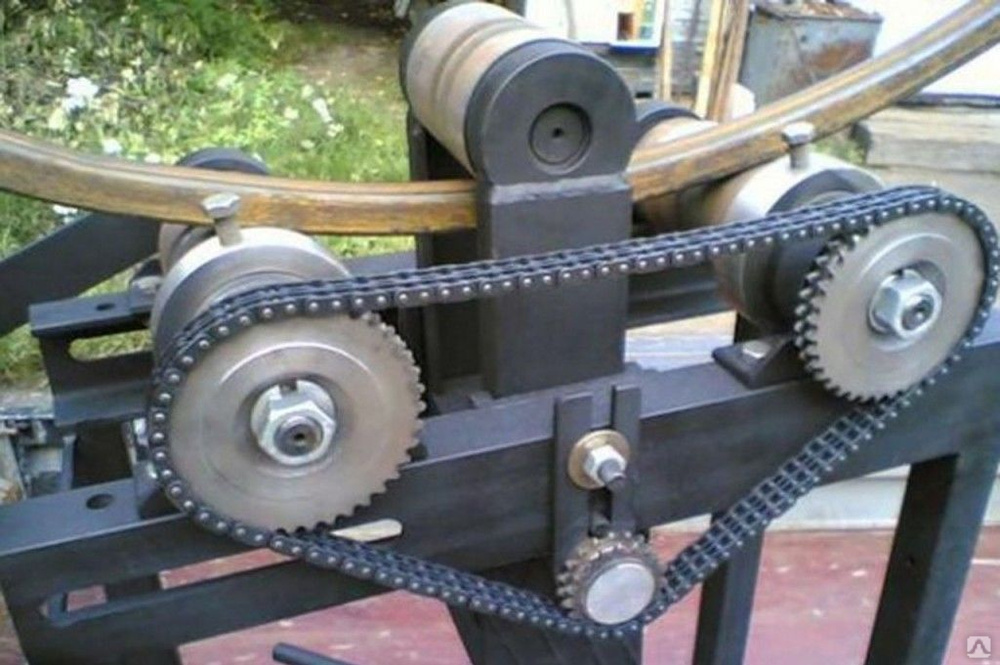
Гибка профиля на оправке производится с помощью трех роликов, расположенных рядом друг с другом. Кроме того, существует сборка стержня оправки, а также оправки. Поскольку станок управляется ЧПУ, профиль автоматически запрессовывается в станок усилителем через оправку. Теперь соответствующий профильный лист может быть точно преобразован.
У вас также есть выбор, будет ли оправка оснащена минимальным количеством смазки или не будет. После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами:
Сталь
Алюминий
Пластик
Не только оправка, но и специальный инструмент для вашего станка с ЧПУ рисуется индивидуально. вашего профиля.
PBT – мощные профильно-гибочные станки для различных применений
В ассортименте продукции PBT вы найдете современные и инновационные профильно-гибочные станки, которые можно использовать для различных применений в качестве автоматизированных решений и решений с ЧПУ. Отдельные машины отличаются особенно высокой точностью повторения и максимальной эффективностью. Кроме того, их можно легко интегрировать в более крупные производственные цепочки, а это означает, что вы можете значительно повысить производительность и гибкость.
Отдельные машины отличаются особенно высокой точностью повторения и максимальной эффективностью. Кроме того, их можно легко интегрировать в более крупные производственные цепочки, а это означает, что вы можете значительно повысить производительность и гибкость.
К этому следует добавить высокий уровень комфорта для пользователя. Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты.
Кроме того, у вас всегда есть выбор индивидуальных интерфейсов, которые имеют различные преимущества в отношении конфигурации и программирования систем. С другой стороны, вы можете профессионально управлять гибочными станками и написать программу гибки вообще без каких-либо знаний в области программирования. В ходе этого мы также предлагаем вам возможность обучения у одного из наших специалистов по PBT, так как гибочный станок может эксплуатироваться только обученным персоналом.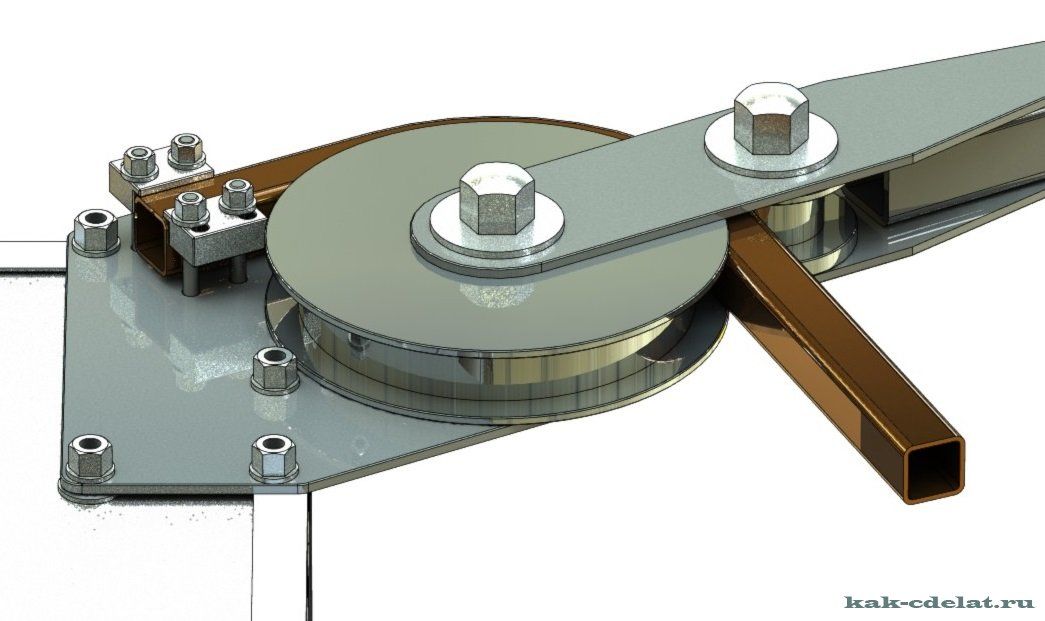
Индивидуальные специальные станки и персональные консультации из одних рук
Существует множество различных гибочных станков с ЧПУ. Какой из них подходит для вашей компании, всегда зависит от индивидуальных потребностей и различных факторов. К ним относятся профили, которые будут сгибаться в будущем. Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо уточнить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.
Если вы не уверены, какой из гибочных станков соответствует вашим требованиям и какая система подходит именно вам, мы будем рады проконсультировать вас и помочь вам принять решение о покупке. Это также относится к производству специальные конструкции.
Переход на новый уровень гибки труб
BLM ELECT — это полностью электрический трубогиб, сконфигурированный для левосторонней или правосторонней гибки труб диаметром до 150 мм. BLM GROUP USA
BLM GROUP USA
Современные трубогибочные станки разработаны с учетом различных требований многих отраслей промышленности, в которых они используются. Эти машины широко используются в аэрокосмической, автомобильной, нефтегазовой, отопительной и кондиционирующей, холодильной и мебельной отраслях.
«Большинство секторов сейчас относительно сильны, особенно нефть и газ, но это может исчезнуть по мере падения цен на нефть и газ», — сказал Стюарт Синглтон, вице-президент Unison Tube LLC, Данвилл, Вирджиния. в режиме восстановления после пандемии. Мы наблюдаем снижение капитальных вложений в автомобилестроение из-за перехода на электромобили и неуверенности в том, будут ли популярны водородные автомобили».
Стремление сделать все быстрее и лучше. При гибке труб, как и во многих других процессах, производители обращаются к автоматизации. Новейшие технологии помогают производителям исключить человеческий фактор и вариативность процесса.
Автоматика
Одним из способов достижения этого является простая автоматизация, особенно при загрузке/разгрузке. Процесс загрузки может занимать много времени и требует, чтобы оператор правильно ориентировал трубу, чтобы изгиб был выполнен правильно.
Процесс загрузки может занимать много времени и требует, чтобы оператор правильно ориентировал трубу, чтобы изгиб был выполнен правильно.
«Существует огромное стремление к автоматизации различных частей процесса гибки труб, — сказал Роберт Боуден, менеджер по продуктам в Северной Америке — системы гибки, BLM GROUP USA, Нови, штат Мичиган. — Оператор, ответственный за загрузку трубы в машину. и вывоз готовой детали не всегда может работать с постоянной скоростью. Благодаря автоматизации этого процесса он становится более последовательным, что приводит к увеличению пропускной способности, что является огромным преимуществом».
Во время загрузки, если оператор работает со сварной трубой, ориентация трубы становится важной. Новейшая автоматизация загрузки/разгрузки автоматически определяет, где находится шов, и ориентирует деталь для правильного изгиба. Это также верно для труб с предварительно вырезанными элементами, которые необходимо разместить точно. Автоматическая загрузка трубы с этими функциями означает, что оператору не нужно думать об ориентации, и он может сосредоточиться на более важных аспектах.
«Автоматизация может быть такой же простой, как наличие робота, который загружает и разгружает по отдельности, — сказал Боуден. «Или это может быть интеграция нескольких машин в общую ячейку. Например, трубогибочный станок можно интегрировать в более крупный процесс, при котором трубы загружаются в станок с помощью робота. После гибки трубы доставляются на станцию контроля, где проверяются углы и длины изгиба на точность. Оттуда робот выгружает пробирку на стеллаж — один стеллаж для хороших деталей, а другой — для некачественных».
Не у всех производителей есть необходимость или возможности для более крупной системы. Автоматику можно использовать просто для обработки трубы после ее гибки. Для некоторых деталей может потребоваться окончательная обработка или обрезка, которые легко можно автоматизировать.
— Однако важно все обдумать, — сказал Синглтон. «Производителям следует подумать, не будет ли производство всего на одной ячейке значительно дороже, чем сосредоточение внимания на процессах, отвечающих за производство 80% деталей. Правило 80-20 — хорошая отправная точка. Самая большая ошибка, которую совершают люди, обычно связана с объемами производства и количеством вариантов, которые они хотят автоматизировать».
Правило 80-20 — хорошая отправная точка. Самая большая ошибка, которую совершают люди, обычно связана с объемами производства и количеством вариантов, которые они хотят автоматизировать».
Многопроцессорные системы
Делать больше с меньшими затратами — распространенная тенденция в современной производственной среде, поэтому включение нескольких процессов в одну машину может быть весьма привлекательным. В трубогибы стандартного типа, как правило, не так уж много можно добавить, чтобы сделать эти машины более эффективными.
Гибочный станок — это дорогой инструмент, и производители должны убедиться, что они не используют его для черных работ. Unison Tube LLC
«Однако к трубогибу можно добавить систему отсечки со сдвиговым лезвием», — сказал Боуден. «Трубы часто нуждаются в обрезке, и это хороший способ сделать это. Этот тип системы популярен в автомобильном секторе с компонентами выхлопной системы».
Интеграция этой системы в трубогиб сэкономит время, особенно при обработке деталей с небольшим количеством изгибов. Например, оператор может загрузить стандартный 20-футовый контейнер. длину материала в машину и пусть машина сгибает трубу, а затем отрезает ее, когда она будет закончена. Система отсечки ножниц устраняет необходимость загрузки и выгрузки деталей.
Еще один способ добавить дополнительные функции в машину — использовать специальные инструменты. Например, при работе с мебелью добавление процесса штамповки может быть чрезвычайно полезным. С помощью специального инструмента можно сделать отверстия для болтов и винтов, необходимых для крепления компонентов сиденья, подлокотников и ножек стула.
«Гибочный станок — это дорогой инструмент, и производители должны убедиться, что они не используют его для черных работ», — сказал Синглтон. «Если в цеху есть оборудование, которое производит ограниченный набор деталей, и у оператора есть другие дела во время производства детали, тогда есть возможность объединить несколько процессов в единый рабочий процесс. Но будьте осторожны, чтобы не запутаться в узлах. Как правило, гораздо лучше выполнять несколько процессов в одной ячейке, а детали перемещать по ячейке автоматически, чтобы каждый процесс выполнялся параллельно, а не последовательно».
Но будьте осторожны, чтобы не запутаться в узлах. Как правило, гораздо лучше выполнять несколько процессов в одной ячейке, а детали перемещать по ячейке автоматически, чтобы каждый процесс выполнялся параллельно, а не последовательно».
Системы «сделано в одном»
Некоторые трубогибочные станки предназначены для работы в режиме «сделано за один раз». По большей части эти системы могут брать материал из рулона, выпрямлять его, сгибать, а также выполнять обрезку и формовку концов.
«Эти типы машин обычно используются в производстве систем отопления, кондиционирования и охлаждения», — сказал Боуден. «Они предназначены для гибки труб из меди или нержавеющей стали, где требуется обработка одного или обоих концов. Мы также можем включить бурение или проточное бурение в качестве опции».
Наличие системы с проточным сверлением полезно, потому что она в основном выдавливает материал внутрь, позволяя добавлять резьбу и вставлять винты.
«С этими типами станков производители приближаются к полностью готовой детали сразу после станка, — сказал Боуден. «Обычно не требуется много вторичных операций. Все, что нужно, — это оператор для управления машиной с минимальным взаимодействием. Они даже позволяют одному оператору управлять несколькими машинами. Это также избавляет от требуемой рабочей силы, а когда все процессы объединены в один, это повышает вашу производительность».
«Обычно не требуется много вторичных операций. Все, что нужно, — это оператор для управления машиной с минимальным взаимодействием. Они даже позволяют одному оператору управлять несколькими машинами. Это также избавляет от требуемой рабочей силы, а когда все процессы объединены в один, это повышает вашу производительность».
Гибкие опции
Помимо самой машины, существует множество возможностей для улучшения операций гибки труб.
«Настоящая автоматическая настройка для тех компаний, которым нужна правильная гибка с первого раза для сокращения брака, особенно для гибки дорогостоящих материалов, — это то, что до сих пор не всем понравилось, — сказал Синглтон. «Люди по-прежнему сосредотачиваются на скорости, а не на качестве продукта: резка 10 трубок, гибка 10 трубок, продажа 10 трубок. Представьте себе шум, который возникает в бизнесе, потому что нужно разрезать 11 или 12 труб, а для установки требуется одна или две трубы. Тогда, если по волшебству, это можно сделать в 10 пробирках, что делать с двумя другими? Или что, если всего требуется 13 тюбиков, и вам нужно оформить запрос на еще один тюбик? Подумайте, сколько людей вовлечено только в этот тип процесса».
Хотя сам процесс гибки не сильно меняется, программное обеспечение может сделать весь процесс более удобным для пользователя и обеспечить его правильное функционирование. BLM GROUP USA
Хотя сам процесс гибки не сильно меняется, программное обеспечение может сделать весь процесс более удобным для пользователя и обеспечить его правильное функционирование. Подходящее программное обеспечение предоставит необходимые функции, которые значительно облегчат работу оператора.
«Многие думают, что гибка труб — это что-то вроде магии, — сказал Боуден. «Но с развитием программных технологий вам не нужно знать магию, чтобы это делать. Кроме того, это требует навыков и некоторых базовых знаний, чтобы получить максимальную отдачу от процесса. Сегодняшние машины намного более автоматизированы. С хорошим программным обеспечением производители могут импортировать 3D-файл, и в течение нескольких минут машина будет изгибать деталь.