Станок для производства профнастила: виды, изготовление своими руками
- Свойства профнастила
- Типы оборудования для производства профнастила
- Структура производственных линий
- Как изготовить станок для производства профлистов
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.

Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.

- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции.Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины.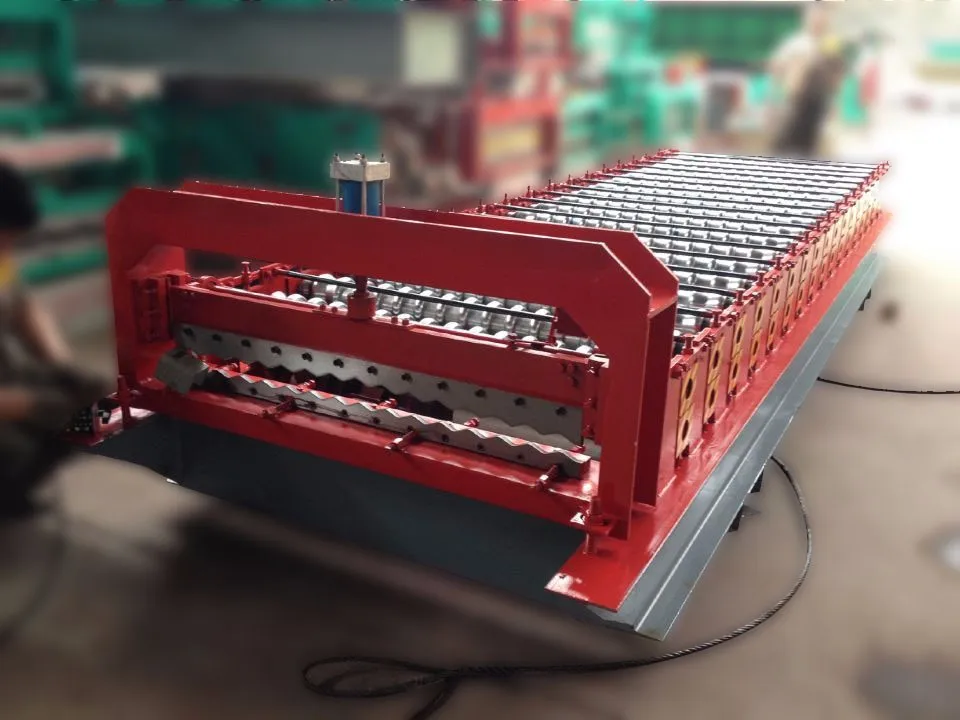 Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Выбор станка для производства профлиста
Профнастил относят к материалу, который используется на протяжении многих лет не только для строительства, но и для других сфер. Материал отличается надёжностью, а при производстве используют специальный станок. Актуален в равной степени для частного и капитального строительства.
Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.
Производство профнастила
В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.
У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.
Станок для профнастила
Структура производственных линий
Наличие следующих механизмов и приспособлений обеспечит бесперебойную работу с достаточными результатами:
- Механизмы для фиксации рулонов с листовой сталью. Разматывание тоже должно выполняться автоматически. Надо учитывать, что общий вес используемых рулонов может достигать 10 тонн. Манипулировать материалами сложно, если нет специальных приспособлений.
- Специализированные установки, регулирующие степень провисания заготовок между приёмной частью станков и механизмами разматывания. Ручной режим только замедляет процесс, а высокая скорость обработки здесь важна.
- Несколько групп рабочих валков, для повышения производительности и результативности. Ещё эти группы валков получили название «клетей». В составе автоматизированных линий для производства профлиста они выполняют различные функции. Основным остаётся загрузка листового материала в зону, где проводится обработка. Далее с изделиями проводятся рабочие операции, либо их выгружают из станка.
- Механизм привода. Главное – чтобы его мощности хватало для обеспечения всех технологических операций.
- Качественные устройства для резки, при использовании которых не появляется заусенцев и других подобных дефектов.
- Специальные отсеки у станков, куда складируются готовые изделия.

Для управления можно использовать автоматизированную систему, либо более простые приспособления. Но последние не способны обеспечить полную автоматизацию производственного процесса. Зато для управления можно приглашать даже мастеров, обладающих невысоким уровнем квалификации.
Некоторые самые простые виды станков можно изготовить собственными руками. Возможности оборудования в техническом плане будут ограничены, но его можно использовать, если толщина изделия нужна небольшая. Станки применяют и для производства оборудования, связанного с кровлей. Основой будет каркас, устанавливаемый на бетонном основании.
Достаточно заранее изучить все нюансы, чтобы организовать прибыльный бизнес по производству профлистов. Правильно принятые решения способствуют быстрой окупаемости, даже если вложения будут максимальными. Оборудование и его разновидности тоже влияют на результат. Многие производители отдают предпочтение полностью автоматизированным линиям, ведь они экономят массу времени. Останется только выбрать канал для сбыта продукции в готовом виде. Лучше провести небольшую рекламную кампанию, размещая информацию во всех средствах массовой информации. Рекомендуем посмотреть существующих производителей профнастила и произвести конкурентную разведку.
Правильно принятые решения способствуют быстрой окупаемости, даже если вложения будут максимальными. Оборудование и его разновидности тоже влияют на результат. Многие производители отдают предпочтение полностью автоматизированным линиям, ведь они экономят массу времени. Останется только выбрать канал для сбыта продукции в готовом виде. Лучше провести небольшую рекламную кампанию, размещая информацию во всех средствах массовой информации. Рекомендуем посмотреть существующих производителей профнастила и произвести конкурентную разведку.
Подписывайтесь на нас в Телеграм, Яндекс Дзен и во Вконтакте.
10.03.2020
Оборудование для производства газобетона
Виды производственных линий и обзор необходимого оборудования. Анализ автоклавного и неавтоклавного производства.
04.03.2020
Автоматическая линия для изготовления кирпича
Обзор основного оборудования для изготовления различных видов кирпича. Состав автоматической производственной линии.
Состав автоматической производственной линии.
19.02.2020
Оборудование для производства сип панелей
Виды оборудования для изготовления сип панелей, обзор моделей. Промышленная линия для производства и ее комплектация.
11.02.2020
Оборудование для производства краски на водной основе
Основное технологическое оборудование для изготовления краски. Обзор автоматической линии по разливу и упаковки.
07.02.2020
Станок для изготовления перчаток
Разновидности оборудования и виды станков для изготовления перчаток. Обзор лучших производственных моделей.
05.02.2020
Машина для производства кровельного листа из трапециевидного профиля для профилирования/гибки/резки
Особенности и преимущества машины для производства кровельного листа из трапециевидного профиля
Полностью автоматическая машина для производства кровельного листа из трапециевидного профиля, специально разработанная для формования трапециевидного профиля различных размеров и спецификаций кровельный лист и стеновая панель серийного производства.
Станок для гибки кровельных листов имеет широкий диапазон производственных скоростей: 20/30/40/50/60 м/мин опционально.
Работая с непрерывной летучей резкой и полностью автоматической системой штабелирования, наша машина для гибки трапециевидных профилей может достигать максимальной рабочей скорости 60 м/мин.
Платформа кассетного типа и быстросменная станина для многопрофильных целей доступны на выбор.
Сертифицировано несколькими патентами, включая сертификат CE, ЕВРОПЕЙСКИЙ стандарт качества.
Для большинства горячих и популярных моделей листогибочных станков у нас есть готовые профилегибочные станки для кровельной черепицы на складе для быстрой доставки.

Сырье для листогибочного станка трапециевидного профиля
Тип материала: Сталь с полимерным покрытием, оцинкованная сталь, алюминиевый лист, нержавеющая сталь /350/550-675 (МПа) дополнительно
Ширина: 1200/1220/1250 (мм)
Производственная линия Компоненты и параметры станка для гибки трапециевидного профиля
| Decoiler | 5t/8t/10t/15t Motor/hydraulic motor/passive (optional) |
| Filming covering device | optional |
| Front shear | optional |
| Lubricating device | no необходимо |
| Система профилирования | 20/30/40/50/60 м/мин (опционально) |
| Защитная крышка | опционально |
| Резка столба (опционально)0056 | |
| Система вывода | Ручной сторонник/Автоматический укладчик (необязательно) |
| Stackmaster | (направление вывода) Латеральная/продольная (опциональная) |
| 5559900/PEARTINGER | |
55559956 гг. | |
| Электрическая система управления | MITSUBISH/SIEMENSE/AMS (опционально или по запросу) |
Профилегибочная линия
Рабочий процесс машины для изготовления кровельных листов с трапециевидным профилем
Обычно работа этой серии гибочных машин для кровельных листов проходит через следующие процессы: Автомобиль для загрузки рулонов (дополнительно) – Разматыватель (пассивный/автоматический) – Передние ножницы (дополнительно) – Подающий и направляющий стол – Пленка для покрытия (дополнительно) – Профилегибочная система – Последующая резка по длине (гидравлическая/моторная)
Чертежи профиля машины для гибки профильных листов
Применение машины для гибки трапециевидных профилей
Этот профиль предназначен для коммерческих и промышленных кровель; который подходит для кровли с низким уклоном, а также изогнутой кровли.
Листы с более высокими ребрами и выступающими ребрами, что делает их исключительно привлекательными и высокопроизводительными кровельными и облицовочными материалами для различных конструкций из легких стальных конструкций, гражданского строительства и строительства особняков.
Заготовленные панели по профилям изгибай Качество класса А
Коробчатые кровельные листы Профилегибочная машина широко используются в ГБР.
 Какие кровельные листы с коробчатым профилем?
Какие кровельные листы с коробчатым профилем? Коробчатый профиль Кровельные листы состоят из шести профилей и пяти ендов, по которым стекает вода. Профили имеют глубину 32 мм и расстояние между центрами 200 мм. Для дополнительной поддержки и стабильности в каждую долину листа можно вкатать два дополнительных ребра.
Кровельные компании GBR производят кровельные листы коробчатого профиля из рулонной стали с плоским покрытием, которые обрабатываются на профилегибочном станке. Станок способен формовать листы любой длины и толщины.
Коробчатый профиль является современной альтернативой гофрированному металлическому листу, эффективная ширина покрытия которого составляет 1000 мм. Он также имеет капиллярную канавку на одном краю, что устраняет необходимость в использовании уплотнительных полос и обеспечивает герметичность.
Компоновка кровельных листов коробчатого профиля Профилегибочная машина Разматывание – Подача и направление – Профилирование – Обрезка – Сбор.
Гидравлический разматыватель предназначен для удержания и перемещения рулона стали. Разматыватель позволяет быстро менять стальные коли с минимальным ручным трудом. Разматыватель питается от системы обратной связи, которая гарантирует, что формирователь рулона не требуется для поворота рулона. И разматыватель будет поворачиваться по мере необходимости, чтобы уменьшить вероятность перемотки.
- Максимальная масса катушки: 5000 кг
- Идентификатор катушки: 500-600 мм
- Максимальная катушка: 1300 мм
- Максимальная ширина катушки: 1300 мм
- Моторная мощность: 5,5 кВт
- Гидраул.
Профилегибочная машина- Материал рулона: GI, PPGI, SS, HR, CR. 235-550MPA
- Диапазон толщины: 0,2-0,8 мм
- Скорость линии: 15-20 м/мин
- Мощность главного двигателя: 7,5 кВт
- Напряжение, частота, фаза: 440 В, 50 Гц, 3 фазы
- Роликовая станция: 20 станций
- Материал ролика: ASTM 1045 хромированная поверхность с твердостью 58-62 градуса, ЧПУ,
- Диаметр вала: ¢76 мм Материал: ASTM1045 с закалкой и отпуском
- Передача: цепь
- Базовая рама машины изготовлена из сварной двутавровой балки
- Хромированные стойки в качестве стоек
- Во избежание несчастных случаев все приводные части оснащены защитным кожухом
Отрезной блок- Тип резки: гидравлический, подключается к гидравлическому блоку пробивки
- Мощность резки гидравлическая, двигатель мощностью 5,5 кВт переменного тока
- Гидравлическое рабочее давление: 12-16 МПа формовка до требуемой длины
- Движение резки: Профилирующая часть работает без остановок при резке
- Материал лезвия: Cr12 с термообработкой
- Измерение длины: Измерение длины автоматическим энкодером, марка: Omron
- Допустимое отклонение длины: +/- 1,5 мм каждый кусок конечного продукта
- Программируемая установка размеров профиля: предоставляется без остановки работающего оборудования)
- Автоматическая остановка оборудования после завершения программы резки
- Язык операционной системы: английский и китайский.
