станки для гибки дымоходов и труб
Компания Metal Master предлагает Вам широкий ассортимент ручных станков для производства дымоходов. Реализуемое оборудование отличается надёжностью, качеством исполнения и низкой стоимостью.
За длительное время своей работы (20 лет), мы получили огромное количество положительных отзывов от довольных клиентов.
Видео: обзор станка для гибки дымоходов
Видео: обзор вальцов для гибки труб
Мы поможем Вам подобрать достойной листогиб для изготовления дымоходов. Ниже будут предложены дельные советы, прислушавшись к которым можно выбрать оптимальный вариант техники для своего производства:
- Подбирайте агрегат с запасом. Он должен позволять обрабатывать металл на 30-50 процентов большей толщины;
- Внимательно изучайте технические характеристики станка. Вы должны точно знать формы металлических деталей производством, которых Вы собираетесь заниматься ближайшие несколько лет. Какое оборудование требуется стационарное или передвижное? Всё зависит от места установки;
- Потребуются ли Вам для качественной работы дополнительные опции (роликовые ножи, столы поддержки)?
Если Вам требуется мобильный станок для ремонтной мастерской или строительной площадки, то в этом случае оптимальным решением будет покупка ручного непроходного листогиба.
Вес такого оборудования не превышает 250 кг., толщина листового металла может варьироваться от 0,63 мм до 1,5 мм, длина листа (1040 мм до 2050 мм).
Листогибы Metal Master серий LBM и LBA отлично подойдут для решения технологических задач в условиях ограниченного производственного пространства.
Работа в цеху требует надёжной и долговечной техники, такой как ручные полнопроходные листогибы.
Наличие специальных полированных накладок позволит Вам работать с металлом, который обладает лакокрасочным или полимерным покрытием.
Для того чтобы произвести высокоточный гиб листового металла и создать из него изделие сложной формы, например такое как дымоход Вам потребуется сегментальный листогиб (лёгкая регулировка прижима листа, наличие пружинного компенсатора, нет ограничений в глубине подачи заготовки).
Станок оптоволоконной лазерной резки листового металла и труб XTC-1530WT/1500 Raycus XTLASER (Китай)
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
В дополнение к резке листового металла, данный станок может широко применяться в промышленности для резки труб: круглых, овальных, прямоугольных, овальных, расширяющихся и тд. Наибольший диаметр круглых труб может достигать 215 мм
Оптоволоконный станок лазерной резки является интегрированным комплектным оборудованием лазерной резки. Данное оборудование состоит из волоконной лазерной установки, холодильной камеры, волоконной режущей головки, отрезного станка, контрольной системы, системы водного и газового тракта, вытяжной системы и других деталей. Все узлы станка (оптические резонаторы, система управления ЧПУ, программное обеспечение, система перемещения и др.
В труборезном механизме станка используются 3 серводвигателя, 3 мотор-редуктора и 2 клиноременные передачи. Электрические зажимные патроны. Квадратные направляющие Hiwin (Тайвань) способствуют увеличению точности резки (в отличии от часто используемых на рынке круглых направляющих).
В процессе резки, особенно массивных труб, увеличение скорости серводвигателя вызывает тряску, что негативно сказывается на точности резки. В специально разработанной конструкции данного трубореза редуктор является первичным замедлителем, клиноременная передача – вторичным. Эти два механизма замедления обеспечивают высокую эффективность и точность резки.
Все электрические компоненты от производителя SCHNEIDER ELECTRONIC интегрированны в стойку управления ЧПУ. Из предустановленного П.О. происходит управление лазерным комплексом, а также калибровка необходимых узлов перед запуском в работу оборудования.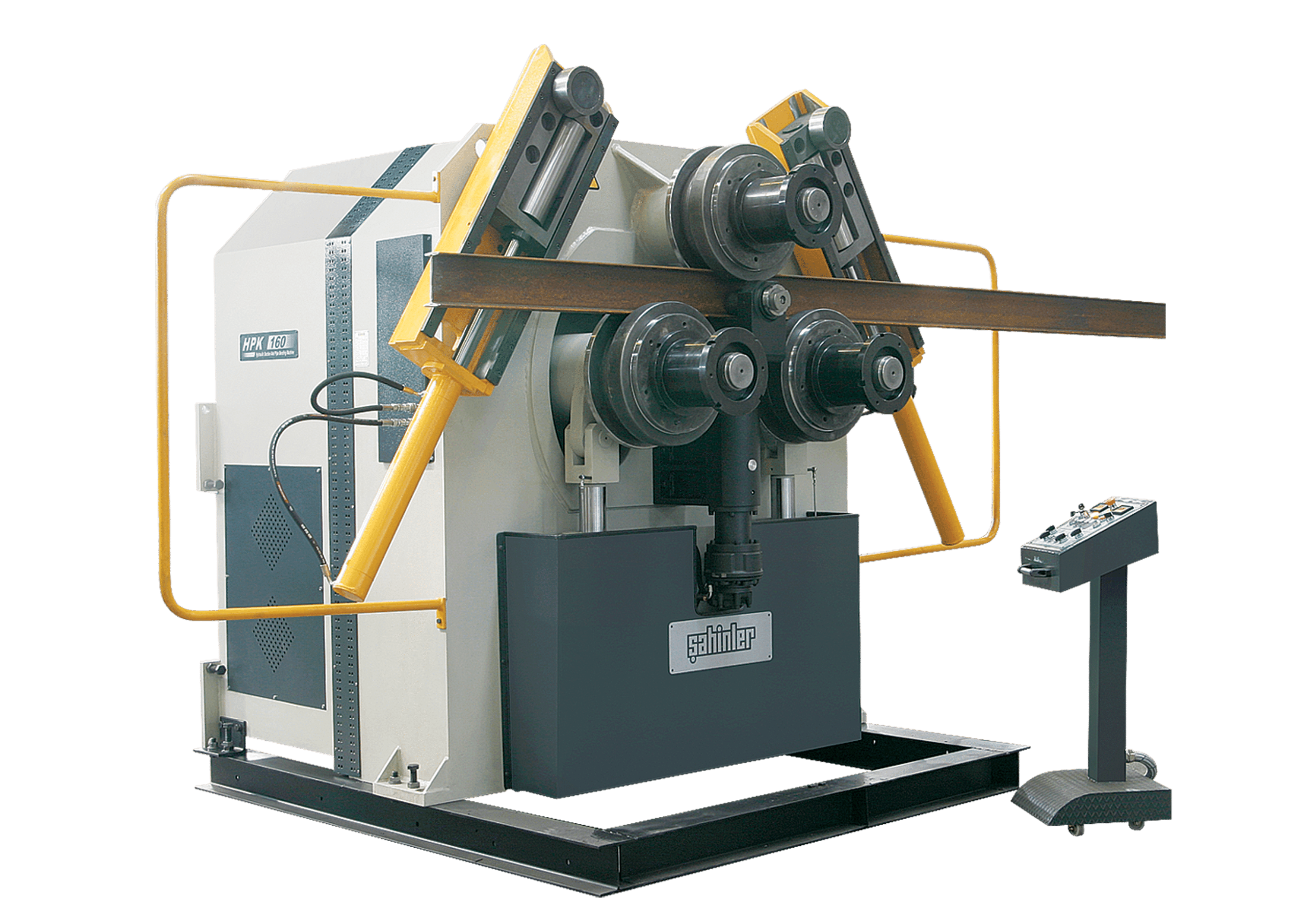
Программное обеспечение CypCut и CypTube имеют простое управление, ориентированное на пользователя. Реализованы функции, существенно упрощающие и оптимизирующие процесс раскроя. Это такие функции как:
- пауза,
- обратный ход по контуру,
- быстрый переход к любой врезке,
- быстрое изменение точки врезки,
- начало резки с любого места контура,
- оптимальный выбор начала резки контура,
- расчёт динамических параметров перемещений,
- контроль соответствия обрабатываемой детали исходному чертежу,
- быстрая загрузка готовых чертежей и программ и пр.
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые установки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Для указанных в библиотеке материалов ПО CypCut и CypTube производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей; стоимости одного часа резки, одного метра реза, одной пробивки. Полученные данные существенно упрощают расчет стоимости отдельных деталей и сборок, например, при резке сторонних заказов и расчете себестоимости продукции и отходов.
Функция перемещения прыжками в процессе резки, функция обратной резки, позволяющая вернуться к не прорезанному участку в случае нарушения условий процесса, линейная /круговая интерполяция и функция компенсации ширины реза, функция автоматического или ручного комбинирования.
Во встроенной библиотеке материалов хранятся рекомендуемые настройки станка под определенный материал.
Функция дистанционной диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Следует выделить ряд преимуществ П.О:
- Управление и настройка необходимых узлов лазерного комплекса;
- Отдельные параметры режимов раскроя и врезки;
- Автоматическая оптимизация задания раскроя;
- Улучшенная функция перфорации – FLYCUT;
- Оптимальное расположение деталей – NESTING;
- Функция охлаждения контура реза – LEAD POS;
- Функция микро-перемычек – MICRO JOINT;
- Функция обработки сложных контуров – PULSECUT;
- Функция вырезки контуров, лежащих на одной прямой – LINESECUT;
- Управление параметрами лазерного источника;
- Защита режущей головы;
- Дистанционная диагностика;
- Дружелюбный интерфейс.

Автоматическая оптимизация задания раскроя включает в себя ряд автоматических функций П.О:
Технология FLYCUT
Данная технология оптимизирует обработку тонких металлов. Система осуществляет раскрой не отдельными объектами, а распознает все контуры, лежащие на одной прямой и после режущая голова в высоком темпе проходит весь лист по определённой прямой. Данная функция значительно экономит время обработки при перфорации листа.
Технология NESTING
Позволяет разместить, максимально необходимое количество деталей на обрабатываемом листе, также учитывается параметр минимизации отходов. Таким образом, экономится время на подготовке задания. Также опция высчитывает время обработки данного задания. Это позволяет точно высчитать себестоимость готового изделия.
Технология LEAD POS
Обеспечивает расстановку охлаждающих точек по контуру детали для предотвращения
перегрева обрабатываемой поверхности и облоя в зоне реза. Данная функция актуальна для
раскроя металла на низких скоростях, углах и мелких элементах.
Технология MICRO JOINT
Автоматическое размещение перемычек по контуру раскроя. Благодаря данной опции готовое изделие не выпадает после раскроя, а также предотвращает разворот детали перпендикулярно заготовке. Актуально для изготовления декоративных деталей из нержавеющей стали, где царапины недопустимы.
Технология PULSECUT
Технология PulSeCut предназначена для высококачественной обработки сложных контуров. Функция позволяет обрабатывать определённые участки контуров (углы, близко расположенные участки) в импульсном режиме. Переключение между PulSeCut и обычным режимом осуществляется автоматически в соответствии с настройками. PulSeCut позволяет установке переключаться между непрерывным и импульсными режимами резки даже в пределах одного контура.
Технология LINESECUT
LineSeCut осуществляет вырезку не каждой детали по отдельности, а всех контуров, лежащих на одной прямой, что существенно сокращает время обработки тонколистовых металлов. Оптическая головка в высоком темпе построчно проходит весь лист, производя вырезку контуров на соответствующем отрезке. Экономия времени особенно заметна при резке перфорированных решеток.
Экономия времени особенно заметна при резке перфорированных решеток.
Также доступны функции компенсации толщины лазерного луча, для достижения абсолютно точных размеров изготавливаемой продукции. Возможность выставлять точки вреза вне контура обработки заготовки под произвольным углом и на разных расстояниях, как в автоматическом так и в ручном режимах.
Управление координатной системой обеспечивается как со стойки ЧПУ, так и с помощью беспроводного пульта, что значительно облегчает позиционирование режущей головы по отношению к заготовке, а также упрощает работу оператора станка.
Функция определения положения листа
Эта функция позволяет автоматически определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на паллете не ровно, то кромки материала будут определены с помощью детектора и материал будет программно повёрнут в необходимые координаты.
Новое поколение модулей безопасного следования
Режущая головка сохраняет постоянное расстояние с заготовкой в процессе резания, это снижает риск столкновений. Станок перестанет резать при малейшем столкновении с препятствием. Это снижает уровень аварийности и улучшает производительность резания.
Станок перестанет резать при малейшем столкновении с препятствием. Это снижает уровень аварийности и улучшает производительность резания.
Система автоматического отслеживания зазора
Система автоматически отслеживает зазор между лазерной головой и листом металла, предотвращает пропуски при раскрое тонких металлов. Позволяет раскраивать даже «горбыль».
Интеллектуальная система сигнализации
Сигналы со всех узлов, имеющих обратную связь, поступают на интерфейс через центр управления, когда оборудование работает с ошибкой, и по коду ошибки можно определить неисправность.
Вальцы: механические станки – трехвалковые, четырехвалковые и самодельные, прокатные и вальцовочные
Вальцы – станочное оборудование, предназначенное для получения деталей, обладающих формой тела вращения из листового материала. При использовании дополнительных приспособлений на них можно производить гибку профильного сортамента.
Кроме прямых цилиндрических изделий, на вальцах можно изготавливать детали в виде усеченного конуса. Кинематическая схема проста, но в управлении требуется опыт.
Кинематическая схема проста, но в управлении требуется опыт.
Принципы работы
Для получения круглого профиля трубы из листового металла края заготовки предварительно подгибаются. Затем, увеличивая размер подгиба, заготовка принимает форму овала. На финишном этапе заготовка в течение некоторого времени обкатывается до получения требуемого профиля.
Обкатка производится на валках. Минимально возможный диаметр получаемой детали зависит от диаметра валка, вокруг которого происходит формообразование. Чем меньше диаметр, тем меньше внутренний диаметр трубы.
На машиностроительном производстве широкое распространение нашли вальцы с тремя валками. А в тяжелом машиностроении с четырьмя.
Трехвалковые вальцы работают по следующему принципу.
Листовая заготовка помещается между верхним и двумя нижними валками. Все вальцы оборудованы механизмом подачи, обеспечивающим подгиб листа. Предварительно создав усилие перемещением валка, лист металла начинают прокатывать по очереди в обе стороны. При этом начинается формирование профиля. Вал постепенно перемещается, пока заготовка не достигнет требуемого профиля.
Предварительно создав усилие перемещением валка, лист металла начинают прокатывать по очереди в обе стороны. При этом начинается формирование профиля. Вал постепенно перемещается, пока заготовка не достигнет требуемого профиля.
В зависимости от модели вальцов перемещаться может верхний вал или оба нижних одновременно.
Виды, классификация и использование
Благодаря разнообразным конструкциям и типам вальцов получают большой ассортимент продукции в различных отраслях нашей экономики. Их можно классифицировать по следующим признакам:
- По количеству исполнительных органов:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
- По типу привода:
- ручной;
- механический;
- электрический;
- гидравлический.
- По способу сгибания:
- сегментные;
- дроновые;
- пружинные;
- арбалетные.
- По типу управления:

Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Также двухвалковые вальцы можно встретить на предприятиях общепита. Их используют для прокатывания теста. Полотно получается одной толщины и любой длины.
Обычно такие агрегаты имеют ручной привод, так как не требуется больших нагрузок. Для одновременного вращения всех валков используется цепная или зубчатая передача. Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Электрические модели обладают высокой производительностью. Их широко используют при изготовлении труб из листового металла. Трубы делают для воздуховодов, дымоходов, водостоков и прочего.
Электропривод и небольшой вес на рамной конструкции позволяет устанавливать такие станки непосредственно на месте монтажа или в домашней мастерской. Более громоздкие и мощные станки предназначаются для предприятий.
Вальцы с гидроприводом относятся к тяжелому оборудованию. Обычно их высота превосходит человеческий рост в несколько раз. А мощность привода позволяет катать стальные листы толщиной более 100 мм . Получаемые детали в диаметре достигают 6 м .
Чтобы сделать конус на вальцегибочной машине, необходимо боковым валам придать дополнительную степень свободы. Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
К данной категории оборудования можно отнести и прокатный станок для листового металла. Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Из-за того, что заготовки подаются разогретыми до высоких температур, валы стана изготавливаются из жаропрочной термически обработанной стали.
Станок для гибки листового металла своими руками
Для домашней мастерской мастера сами изготавливают вальцовочное оборудование. На нем изготавливаются изделия из жести, черной и нержавеющей стали толщиной не более 1,5 мм , а также из алюминия и сплавов на его основе.
Чтобы изготовить и собрать вальцы ручные своими руками, чертежи необходимо скачать с любого форума, посвященного данной теме. Их необходимо скорректировать, чтобы собрать самодельный вальцовый станок, необходимый вам.
Только придется заказывать изготовление зубчатых колес и валов. Их шейки, как правило, многоступенчатые и шлифуются под посадку подшипников.
Их шейки, как правило, многоступенчатые и шлифуются под посадку подшипников.
Раму для увеличения жесткости лучше изготовить из швеллера, чем из профильной трубы. Резка элементов производится согласно разработанным чертежам. Подшипниковые узлы должны располагаться на одной осевой линии, если станок двухвалковый. А если трехвалковый, то валы располагаются в форме равностороннего треугольника.
Сборка производится в следующей последовательности:
- Сварка несущей рамы.
- Монтаж боковых стоек.
- Установка валов.
- Монтаж элементов передачи вращения.
- Проверка работоспособности.
При установке дополнительных приспособлений (профильных катков) вальцы превращаются в фальцевальный станок. Высота фальца задается катком. А ответная часть, П-образная, изготавливается на другом комплекте катков.
Оцените статью: Поделитесь с друзьями!Приспособление для загиба кромки листового железа. Листогибочный станок своими руками. Что такое листогибочный станок
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Листогиб — проекция сбоку
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
 Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Листогиб своими руками: чертежи, видео, описание. Из листового металл можно сделать огромное количество изделий – водосточную систему, фасонные детали, которыми можно обшивать кровлю, отлив для цоколя, уголки для строений из профилированного листа и прочее.
Все это может сделать особый гибочный станок, иными словами листогиб, своими руками сделать который не состав труда. Об этом и поговорим.
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
 Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
Данный вариант будет самым мощным – вы сможете сгибать длинные заготовки и листы большой толщины. Хотя такие масштабы не всегда востребованы, но всегда можно уменьшить. В видео есть конструкция аналогичного типа, но чуть меньше и с другим креплением планки прижима. К слову, можно установить на винт пружину и тогда будет проще поднимать планку. Конструкция интересна тем, на ней можно проводить отбортовку, а стандартные устройства такого не могут.
Листогиб из уголка с прижимной планкой
Данная модель выполнена из уголка с толстыми стенками, станина сделана в виде обычного строительного козла, который сварен из аналогичного уголка. Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Такой станок листогиб своими руками сделать несложно, но учтите некоторые особенности:
- Уголки находятся не полочками друг к другу, а имеют направление в одну сторону. Из-за этого крепление петли бывает не самым удобным.
- На изгибе дальнего уголка приварите с двух сторон маленькие пластинки-упоры для планки.
- На той же планке приварите гайку от винта (на обеих сторонах).
Теперь можно перейти непосредственно к прижимной планке. Ее тоже можно сделать из уголка, но укладывать следует на станок изгибом кверху. Для того чтобы планка не перегибалась при работе, наваривают усиление – металлические перемычки. С двух концов планки приварите маленькие металлические площадки, в которых сделаны отверстия для болтов. И еще один момент – та грань, которая повернута к месту сгиба, требуется для получения острых углов на сгибе.

Прижимную планку нужно установить на станок, а в место установки подложить пружины. Ручку установите на место. Если она не прижмет планку, благодаря силе упругости пружинки будет приподнятой над поверхностью. В этом положении под нее заправьте заготовку, выставьте и прижмите. Такой листогиб будет неплохим вариантом для использования в домашних условиях. У вас не получится гнуть толстый металл, то оцинковку и жесть без труда.
Вальцы для листового металла
Данный тип листогиба может быть с тремя приводами:
- Гидравлический.
- Ручной.
- Электрический.
Вальцы своими руками для листового металла делают с ручным или электрическим приводов. В ручном должно быть 3 вала, а в электрическом может быть и 3-4, но по стандарту тоже всего лишь три. Для такого станка требуется хорошая основа, в качестве который может быть использована станина или верстак. В качестве основы конструкции выступают валки, которые должны быть одинакового размера. Два нижних должны стоять стационарно, а верхний подвижно. Благодаря изменению расстояния между верхними и нижними вальцами можно изменять радиус кривизны.
Два нижних должны стоять стационарно, а верхний подвижно. Благодаря изменению расстояния между верхними и нижними вальцами можно изменять радиус кривизны.
Итоги
Станок приводится в движение при помощи ручки, которая должна быть приделана к одному из валов, а после крутящий момент будет передан на остальные катки через звездочки. Их следует подобрать таким образом, чтобы скорость вращения получилась одинаковой. Если на оборудовании планируется изготовление труб, верхний каток должен быть с одной стороны съемным и иметь систему быстрого фиксирования. После сворачивания листа в трубу вы не сможете вытащить его по-другому.
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.

Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.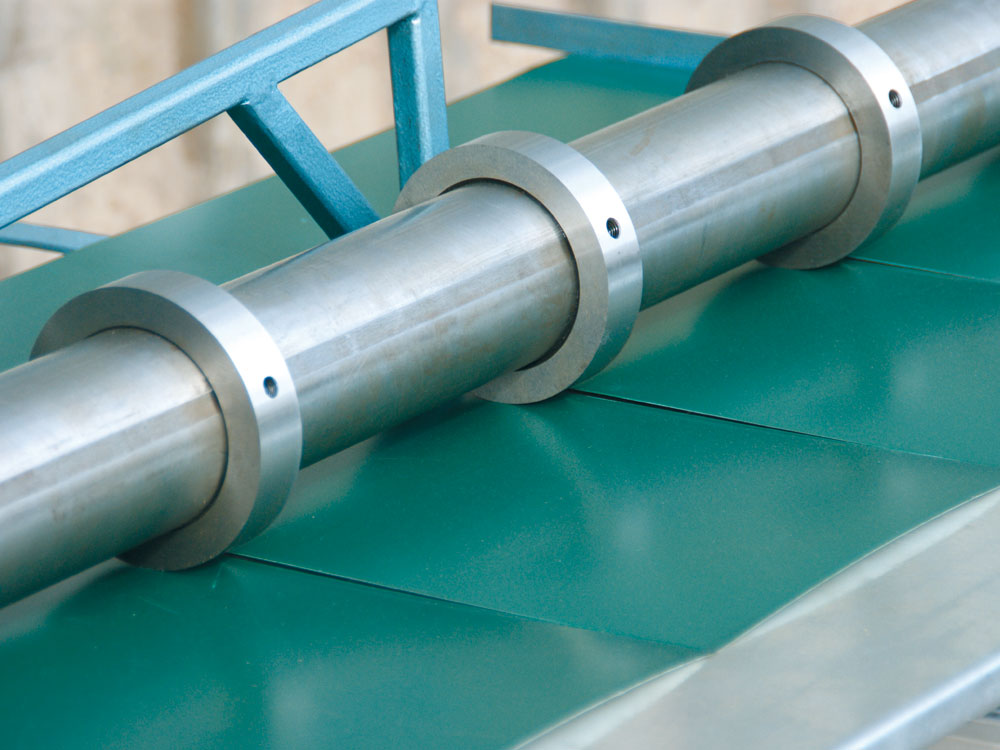
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
При строительстве дома, самостоятельном изготовлении коньков на крышу, отливов необходимо проводить гибочные операции с металлическими листами. Для этого применяются ручные приспособления или специализированные станки. Чтобы не покупать дорогое оборудование, можно сделать листогиб своими руками.
Листогиб своими руками
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
 Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.

Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер – устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.

Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки – 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли – 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию.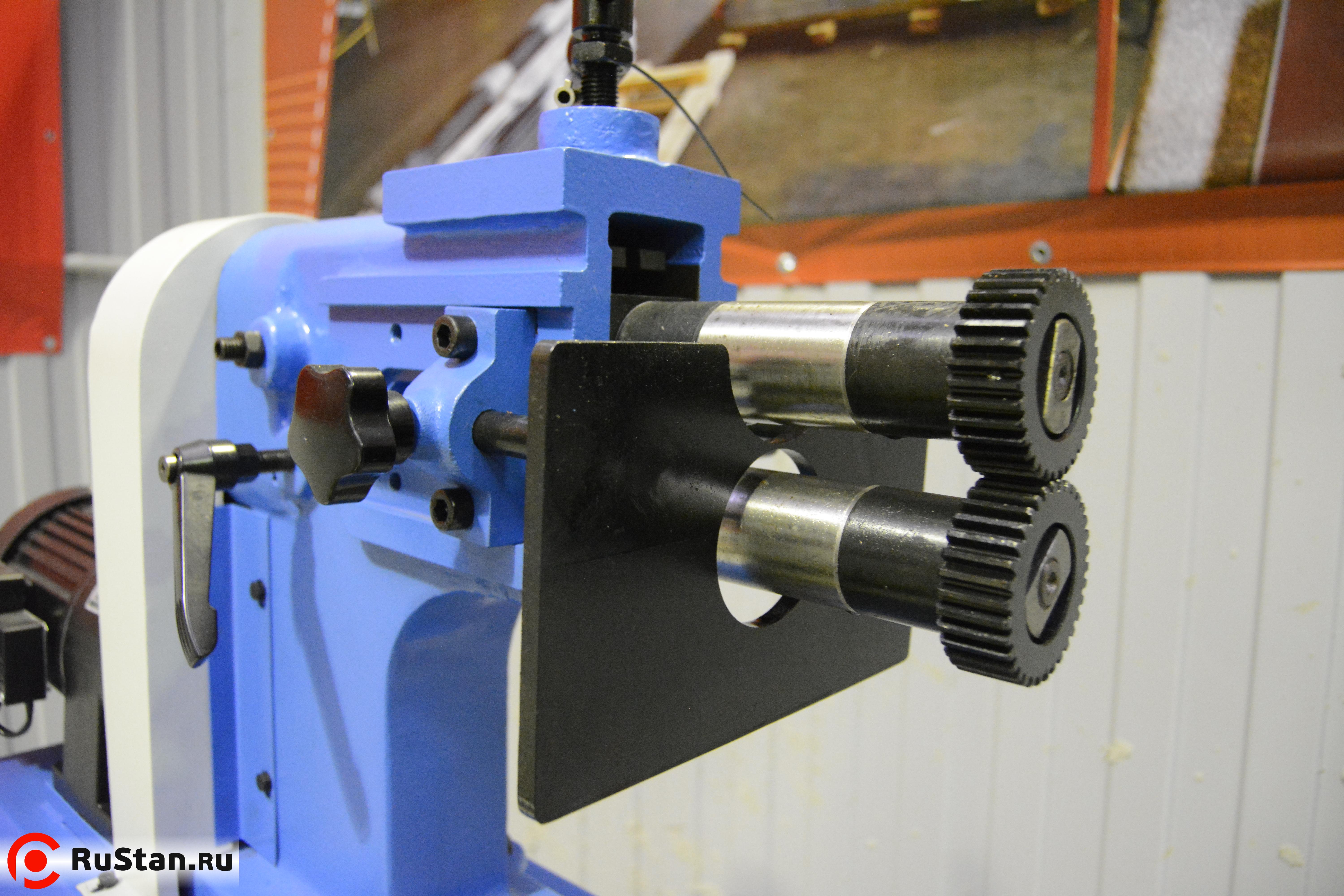 Достаточно собрать вместе ряд самодельных элементов:
Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.

Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Листогибочный станок своими руками
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Техника безопасности при работе с листогибочным станком
На заводах, которые оборудуются станками для гибки металла, существует ряд правил относительно работы с оборудованием:
- Использовать ограничитель для установки нужных углов.
- Контролировать заданный параметры с помощь угломера.
- Листы аккуратно располагать на рабочей поверхности.
- Проверять установленную глубину до опускания прижимной балки.
- Сделать пробное загибание, чтобы определить насколько точно установлен угол.
Используя самодельный листогиб нужно быть особо внимательным:
- Работать в защитных перчатках, чтобы не порезать руки об острые края листа.
- Не спешить с загибанием углов, прижимную балку опускать двумя руками.
- Проверять целостность подвижных элементов до начала работы.
- Ручное приспособление надёжно фиксировать на рабочем столе.
- Не пытаться сгибать листы большой толщины.
Сгибать заготовки нужно медленно, проверяя угол. Дополнительно можно закрепить на самодельном станке нож для разрезания металла. При его использовании нужно периодически затачивать режущие диски.
Оборудование для сгибания металлических листов можно купить в строительном магазине или собрать самостоятельно. Для этого нужно знать элементы конструкции, принцип работы подвижных механизмов, способы их соединения. Самодельный станок не даст возможность работать с заготовками большой толщины, однако его будет достаточно для сгибания коньков, отливов.
Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм можно сделать в условиях домашней мастерской или цеха.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой – для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений – достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой – наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120 0 . Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных – по горизонтали, а прижимного – по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90 0 , но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
 Несложно и выполнить догибку для создания фальцевого соединения.
Несложно и выполнить догибку для создания фальцевого соединения.
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего. Конструкция его хорошо видна на схеме:Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание – швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50 о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть – уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать – в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.

Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный – для гибки крупного листа под углом до 90 0 . Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.

Одна из вертикальных стоек должна поворачиваться на 90 – 120 0 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт – мы всегда рады популяризировать достижения наших читателей.
Вальцовка труб и листового металла в СПб
Компания “Из Металла На Заказ” предлагает оказание услуг вальцовки труб и другого металлопроката по ценам, приемлемым для заказчиков. Технологическое оборудование, в т.ч. и станок для вальцовки труб, используемый для таких промышленных операций, отвечает всем требованиям качества и безопасности.
Вальцовка труб: технология и цены
Промышленное вальцевание металла, в т.ч. и труб, представляет собой технологический процесс металлообработки, в ходе которого труба или металл иной конфигурации деформируется в нужном направлении. Также в процессе этой операции происходит сгиб металлической заготовки.
Современная технология вальцовки труб состоит в «раздаче» концов заготовки, происходящих в особенных отверстиях. При этом заготовка трубы находится в обычном температурном режиме окружающей среды. Применение такого способа позволяет обеспечить не только прочность и герметичность соединения, но и его необходимое качество.
Такая технологическая операция, включающая в себя вальцовку нержавеющих труб, изделий из черного металла, алюминия и др. металлов проводится с применением различного оборудования для вальцовки труб: станков, механизмов, вальцов для гибки, которые относятся к разряду универсального оснащения процесса металлообработки. Этот вспомогательный инструмент для вальцовки трубы из нержавейки производится из качественных и прочных сплавов из стали.
Такие же требования предъявляются и к инструменту для вальцовки алюминиевых труб, которые подвергаются процессу деформации значительно меньше, чем изделия из черного металла.
Технология вальцовки квадратных труб или изделий профильного сечения, требует применения более сложного оборудования. Для производства таких технологических операций применяют трех – и четырехвальцовые станки.
Достаточно часто приходится проводить вальцовку труб в барабане теплообменника, котла, бойлера и т. д. Для этого применяются специальное вальцовочное оборудование.
д. Для этого применяются специальное вальцовочное оборудование.
При проведении вальцовки трубы по радиусу сохраняются такие свойства материала изготовления, как прочность и отсутствие деформации изделия по внутренней рабочей поверхности изделий. Это приводит к сокращению добавочных соединений в конструкции изделий.
Если рассматривать вопрос цены на вальцовку труб, то стоимость услуг существенно отличается из-за различного металла изготовления изделий, однако она остается приемлемой для российского потребителя.
Вальцовка металлических листов на заказ в Санкт-Петербурге
В перечне услуг нашей компании – оказание услуги вальцовки листового металла, которое проводится на специальном механическом оборудовании – вальцовочных машинах.
При вальцевании листового металла специальному станку задается необходимый радиус и другие необходимые показатели
Поэтапное осуществление такой технологии вальцовки металла дает возможность проводить требуемую деформацию металлического листа с сохранением его прочности.
Промышленная вальцовка металла в конус считается более затратным технологическим процессом, чем аналогичные действия с трубными заготовками. Проведение таких операций требует профессиональной подготовки специалистов, ведь технологический цикл проводится на четырехвалковых станках.
Следует отметить, что цена на вальцовку листового металла несколько выше, чем на аналогичные операции с трубами, ведь здесь задействуются более сложные механические агрегаты.
Чтобы заказать вальцовку металла в СПб, необходимо обратиться в компанию «Из Металла На Заказ», где к услугам заказчиков квалифицированные специалисты проведут технологическую операцию на современном оборудовании и в указанные сроки.
Возврат к списку
Гибочные станки для металла – виды и описание гибочных станков
СТАТЬИГибочные станки для листового металла, труб, профиля и других изделий из металла имеют каждый свое название и определенный принцип работы.
Основные виды гибочных станков, для гибки изделий из металла:
- Трубогибы;
- Профилегибы;
- Сортогибы;
- Листогибы;
- Проволкогибы;
- Скобогибочные станки.
Рассмотрим более подробно каждый вид гибочных станков
Виды и описание гибочных станков.
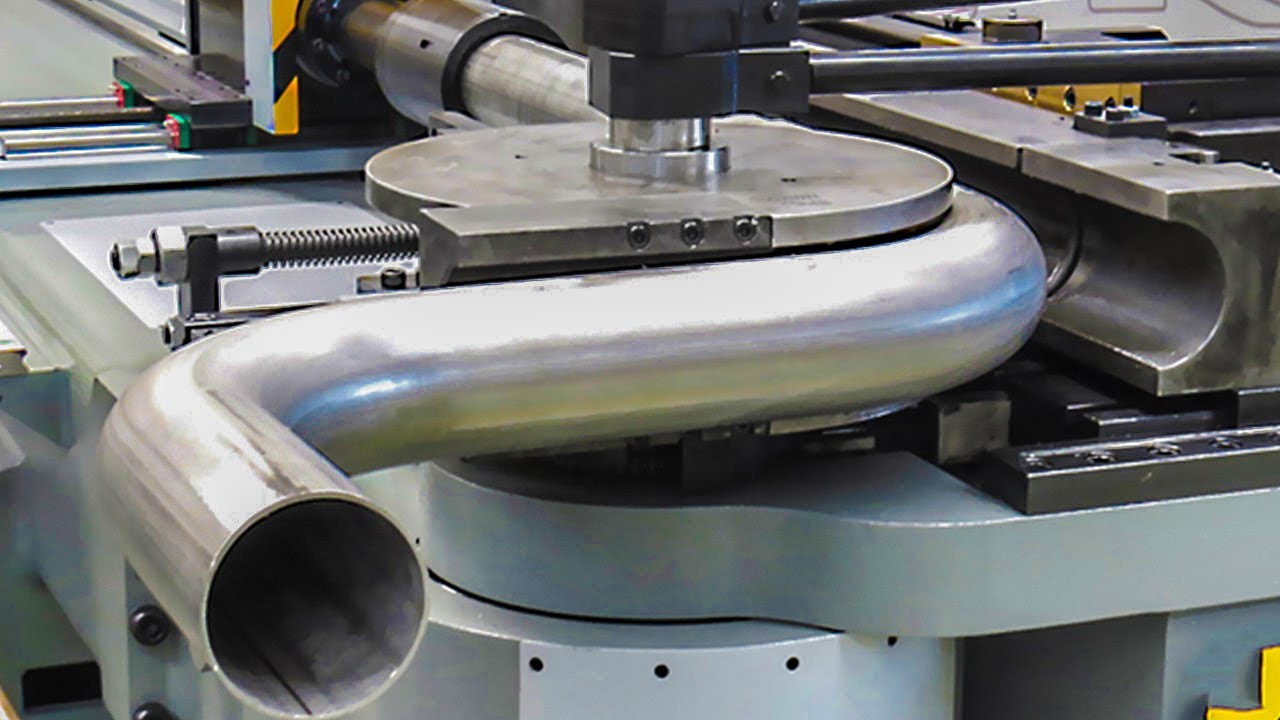
Трубогибы или трубогибочные станки – это гибочные станки, предназначенные для гибки труб и профилей на маленькие радиусы гиба. Трубогибы могут делиться на дорновые трубогибочные станки, бездорновые трубогибы и трубогибочные вальцы (3-х роликовые трубогибы). Дорновые трубогибы предназначены для гибки труб на минимальные радиуса гиба.
К дорновым трубогибам относятся:
- Дорновые трубогибы ручные СМ-30 серии PARTNER;
- Дорновые трубогибочные станки полуавтоматические СЕ-30 серии PARTNER;
- Дорновый трубогибочный станок автоматический СЕ-30 PARTNER.3X;
- Дорновый трубогибочный станок полуавтоматический СЕ-51 MASTER;
- Дорновый трубогибочный станок автоматический СЕ-51 MASTER. 3X;
- Дорновый трубогибочный станок полуавтоматический СЕ-80 PROFi;
- Дорновый трубогибочный станок автоматический СЕ-80 PROFI.3X.
Бездорновые трубогибы используются для гибки толстостенных труб на радиуса гиба не менее 4-х диаметров трубы.
К бездорновым трубогибам относятся:
- Трубогиб бездорновый электрический с ЧПУ RE-60 TEHNIC.
Профилегибы или профилегибочные станки – это гибочные станки для гибки круглых труб, профилей, углового проката, тавра, двутавра, швеллера, прутков, квадратов, полосы и т.д. Такие профилегибочные станки, работающие способом вальцовки предназначены для гибки профилей на большие радиусы гиба, от 8-10D.
Является ли гибочный станок трубогибом или профилегибом, главным образом, зависит от того какая на нем установлена оснастка. Если установлена оснастка под трубу, то гибочный станок будет трубогибочным. На том же гибочном станке может быть установлена оснастка под профиль – и он становится профилегибом.
Трубогибочные или профилегибочные вальцы используемые для гибки труб или профилей на большие радиуса, к таким станкам относятся:
Сортогибы — гибочные станки для гибки сортового проката. Сортогибочные станки – это один из видов профилегибочного станка предназначенный для гибки такого сортового металла, как катанка, круг, квадрат, полоса, шестигранник. К сортогибам так же относятся и станки для гибки арматуры — такой гибочный станок применяется в частности для гибки круглого и квадратного прутка, стержневой арматуры на очень маленькие радиусы гиба.
Листогибы или листогибочные станки — гибочные станки для гибки листового металла. Листогиб применяется для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов из листовых материалов.
Проволокогибы — гибочные станки для гибки проволоки. Такой гибочный станок может осуществлять правку проволоки, производить гибку из мерного прутка и из бухты. При этом гибочная голова проволкогибочного станка вращается вокруг осиизгибаемой проволоки в отличии от трубогибочных станков, где труба вращается вокруг оси станка.
Скобогибочный станок — гибочный станок с двумя консолями для гибки проволоки или профиля, одновременно с 2-х концов, позволяющий изготавливать симметричную, с обоих концов деталь типа скобяного изделия.
Вальцы своими руками – особенности изготовления
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Для их изготовления вам потребуется следующее:
Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Выбор и обоснование конструктивной схемы станка
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Состав узлов и особенности их изготовления
Вальцовочные станки с ручным приводом состоят из следующих узлов:
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
 Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Определяются с размерами установки. Например, с уменьшением расстояния между опорными стойками (по сравнению с теми, что указаны на рисунке), можно пропорционально увеличить диаметр валков, при этом предельно допустимое значение их прогиба при деформировании не увеличится. Уменьшать поперечное сечение опорных стоек при этом не следует.
Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Убедившись в легкости вращения нижних валков, приступают к установке механизма перемещения верхнего валка. Валковые рычаги проектируют так, чтобы в конечном положении ось нажимного валка располагалась точно между осями нижних валков, а ход рычага соответствовал возможности извлечения готового изделия из зоны гиба.
 Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.
Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Усовершенствованная машина для производства металлических стальных труб для повышения эффективности
Повысьте эффективность производства и производственных процессов труб с помощью передовых и передовых технологий. Профилегибочная машина для производства металлических стальных труб на Alibaba.com. Они приходят с заманчивыми скидками и предложениями, которые делают их чрезвычайно ценными. Благодаря своему высокотехнологичному и изобретательному дизайну. Профилегибочная машина для производства металлических стальных труб изменит определение вашего производства труб, сделав его простым и экономящим время. Прочные материалы в них.Профилегибочная машина для производства металлических стальных труб гарантирует долговечность и максимальную эффективность в течение длительного срока службы.
Чтобы убедиться, что все потребности пользователей учтены, домен. Машина для производства металлических стальных труб на Alibaba.com представлена самой широкой коллекцией. Он содержит различные типы, размеры и модели, которые гарантируют, что каждый покупатель найдет наиболее подходящий вариант. Благодаря мощным минометам. Профилегибочная машина для производства металлических стальных труб обеспечивает оптимальную эффективность работы, которая всегда обеспечивает желаемые результаты.Более высокая эффективность производительности в. Профилегибочная машина для производства металлических стальных труб позволяет им производить лучшую производительность при низком потреблении электроэнергии и топлива, следовательно, они экономят ваши счета за электроэнергию.
The. Машина для производства металлических стальных труб обладает впечатляющими характеристиками безопасности, поэтому повышает безопасность операторов и защищает их от возможных повреждений и травм. Сохранение. Профилегибочная машина для производства металлических стальных труб в их первозданном состоянии проста, поскольку их относительно легко чистить.В то же время, ремонт и запасные части всегда доступны, чтобы гарантировать, что работа не остановится в случае, если. Профилегибочная машина для производства металлических стальных труб поломка.
Пусть ваши инвестиции принесут вам максимальную прибыль за счет высочайшей производительности и производительности. Просмотрите Alibaba.com и оцените увлекательные. Профилегибочная машина для производства металлических стальных труб может выбрать подходящий вариант. Более высокая эффективность, которую вы собираетесь засвидетельствовать, будет доказательством того, что они стоят каждой монеты, которую вы на них потратите.
Усовершенствованная машина для производства гибких металлических труб для повышения эффективности
Повысьте эффективность производства труб и производственных процессов, используя передовые и передовые технологии. Машина для производства гибких металлических труб на Alibaba.com. Они приходят с заманчивыми скидками и предложениями, которые делают их чрезвычайно ценными. Благодаря своему высокотехнологичному и изобретательному дизайну. Машина для производства гибких металлических труб изменит определение вашего производства труб, сделав его простым и экономящим время.Прочные материалы в них. Машина для производства гибких металлических труб гарантирует их долговечность и обеспечивает пользователям длительный срок службы и максимальную эффективность.
Чтобы убедиться, что все потребности пользователей учтены, домен. Машина для производства гибких металлических труб на Alibaba.com представлена самой широкой коллекцией. Он содержит различные типы, размеры и модели, которые гарантируют, что каждый покупатель найдет наиболее подходящий вариант. Благодаря мощным минометам. Машина для производства гибких металлических труб обеспечивает оптимальную эффективность работы, которая всегда дает желаемые результаты.Более высокая эффективность производительности в. Машина для производства гибких металлических труб дает им возможность производить лучшую продукцию при низком потреблении электроэнергии и топлива, следовательно, они экономят ваши счета за электроэнергию.
The. Машина для производства гибких металлических труб обладает впечатляющими характеристиками безопасности, поэтому повышает безопасность операторов и защищает их от возможных повреждений и травм. Сохранение. Машина для производства гибких металлических труб в их первозданном состоянии проста, потому что их относительно легко чистить.В то же время, ремонт и запасные части всегда доступны, чтобы гарантировать, что работа не остановится в случае, если. Машина для производства гибких металлических труб ломается.
Пусть ваши инвестиции принесут вам максимальную прибыль за счет высочайшей производительности и производительности. Просмотрите Alibaba.com и оцените увлекательные. Машина для производства гибких металлических труб подберет подходящий вам вариант. Более высокая эффективность, которую вы собираетесь засвидетельствовать, будет доказательством того, что они стоят каждой монеты, которую вы на них потратите.
компаний по производству труб | Услуги по изготовлению труб
Список производителей оборудования для формования труб
Кроме того, хотя термины «труба» и «труба» в целом отличаются друг от друга, в целом термины «труба» или «труба» могут использоваться как взаимозаменяемые.
ИсторияЛюди формировали и производили трубы на протяжении тысячелетий. Некоторые из самых ранних трубок были сделаны вручную из тростника, как мы узнали из артефактов из Китая около 2000 года до нашей эры. Кроме того, римляне были известны своими трубами-акведуками, с помощью которых они транспортировали воду по всему Риму и за его пределами.
Одна из самых ранних версий оборудования для производства труб была создана Джеймсом Расселом в 1824 году. Он изобрел свой метод в ответ на растущую потребность в трубах для питания лондонской системы ламп для сжигания угля; по стальной трубе транспортируется газ из угля. Метод Рассела изготавливал и формировал трубы с помощью прокатного стана. Для этого он сначала нагревает плоскую железную полосу до тех пор, пока она не станет пластичной. Затем, используя ударный молоток, он складывал и сваривал его. Наконец, он отправил его через стан для обработки канавок и прокатки.В 1825 году другой изобретатель, Коменский Уайтхаус, сделал изобретение Рассела устаревшим, создав процесс, называемый стыковой сваркой. Стыковая сварка стала основой современного трубного производства. При первом варианте стыковой сварки производители сначала нагревали тонкие листы железа, а затем протягивали их через выпускное отверстие конической формы. Это движение заставит края железного листа принять форму трубы. Чтобы закончить трубу, производители сваривали ее два конца вместе. Первый американский завод, ориентированный на использование процесса Уайтхауса, открылся в Филадельфии в 1832 году.
В 1840-х годах слесари начали изготавливать бесшовные трубы с помощью сверл. Они обнаружили, что если просверлить отверстие в твердой круглой заготовке, то можно будет нагреть ее и протянуть через серию штампов, чтобы сформировать трубу. Однако этот процесс формования длился недолго, потому что было трудно просверлить твердый металл, и в процессе образовывались стенки труб неравномерной толщины. Чтобы исправить это, в 1888 году производитель разработал метод, с помощью которого слесари могли создавать полую трубу, отливая твердую заготовку вокруг огнеупорного кирпичного сердечника.
В конце 1800-х – начале 1900-х годов производители начали создавать автомобильные детали. Для создания важных деталей, таких как трубопроводы для масла и газа, а также деталей для велосипедов, они открыли первый завод по производству бесшовных труб в 1895 году. Следующее новшество в производстве труб появилось в начале 1900-х годов, когда инженеры разработали процесс горячего формования труб. локти. Используя коленоогибы, они смогли изготавливать изделия из гнутых труб быстрее и в гораздо большем масштабе. Затем, в 1911 году, Джон Мун построил оборудование для непрерывной формовки труб.
В 1960-х годах инженеры изобрели высокочастотный индукционный гибочный станок, который позволил им получать более точные результаты. Затем инженеры разработали технологию с числовым программным управлением или ЧПУ. По сути, технология ЧПУ позволяет производителям отображать свой дизайн на компьютере, а затем компьютер сообщает машине, что делать. Обработка труб с ЧПУ сделала производство труб намного быстрее и проще и дала производителям возможность создавать изделия с более сложной конструкцией, более узкими изгибами и более тонкими стенками.Это также позволило им производить продукцию в гораздо большем объеме.
После технологии ЧПУ инженеры разработали другие виды компьютерных воздействий, такие как программное обеспечение САПР (автоматизированное проектирование). Подобные инновации сделали машины для формования труб более полезными, чем когда-либо, и способствовали росту популярности таких производителей труб, как Universal Tube. Со временем можно ожидать, что оборудование для формования труб будет давать все более точные результаты.
Как это работаетОбщие услуги по формованию включают резку, гибку и соединение.Другие процессы, выполняемые оборудованием для формования труб, включают набивку, развальцовку труб, нарезание резьбы, чеканку и термофиксацию нитинола.
Упаковка
Упаковка – это процесс гибки, при котором трубка заполняется или набивается материалом, который помогает ее формировать. Один из примеров – набивка льда, другой – набивка песком / горячее формование.
Упаковка льда довольно проста. Во время этого процесса производители наполняют трубку водным раствором, замораживают ее, а затем сгибают.Раствор обладает свойствами, которые делают лед гибким. Чаще всего этот прием используется для изготовления тромбонов.
Набивка песком / формовка горячих плит начинается, когда производители заполняют трубу мелким песком. Они продолжают процесс, закрывая трубку на концах и помещая ее в печь. Там печь его нагревает минимум до 1600. После надлежащего нагрева машина или оператор перемещает трубу на плиту с помощью встроенных штифтов. Здесь производитель сгибает его вокруг штифтов с помощью механической силы, такой как кран или лебедка.Как только трубка остынет, он удаляет песок. Песок снижает деформацию поперечного сечения трубы.
Развальцовка трубы
Цель развальцовки трубы – придать конец отрезка трубы в форме воронки или раструба трубы. Этот простой процесс выполняется на машинах для формовки концов труб.
Нарезание резьбы на трубе
Далее, нарезание резьбы на трубе – это процесс, при котором на конце трубы появляются выступающие спиральные ребра или резьба. Трубки могут иметь внешнюю или внутреннюю резьбу.В любом случае внутренняя и внешняя резьба предназначены для соединения друг с другом и позволяют соединять отдельные части трубок.
Чеканка
В контексте формования трубы чеканить означает сплющивать. Таким образом, чеканка – это фактически процесс, во время которого производители выравнивают трубки, используя специальные инструменты, штампы и силовые прессы.
Отверждение нитинола при нагревании
Наконец, термическое отверждение нитинола является гораздо более специфическим процессом, чем описанные выше.Производители выполняют это только на никель-титане, который представляет собой сплав наполовину никель-наполовину титана с памятью формы, при термофиксации нитинола. Во время этого процесса трубка проталкивается через матрицу, а затем обжигается при высоких температурах. Выпекать повторяют несколько раз, пока форма не застынет.
Как правило, оборудование для формования труб должно поддерживать высокий уровень точности. По этой причине машины для формования труб обычно представляют собой либо автоматизированные производственные ячейки, либо специализированные машины.
Автоматизированные производственные ячейки можно запрограммировать для работы с любым количеством приложений.
Специализированные станки предназначены для выполнения определенных работ и не допускают изменений конструкции.
Есть много типов оборудования, которые подпадают под соответствующие зоны автоматизированных производственных ячеек и специализированных машин для формования труб. В целом оборудование для формования труб довольно разнообразно. Среди ее рядов – станки для резки труб, станки для формовки концов труб, гибочные станки, вырубные машины для труб, ролики для труб и машины для обжима труб.
Станки для резки труб разрезают трубы на разную длину и изготавливают концы. Они очень точные, что позволяет использовать как круглые, так и квадратные концы без заусенцев.
Станки для формовки концов труб также выполняют задачи по резке, но они созданы специально для изготовления концов труб. Таким образом, они также могут выполнять снятие фаски, завальцовку концов расширительных валков, обжатие концов, отбортовку, развальцовку и надрез.
Гибочные станки , которые также можно назвать трубогибочными станками или трубогибочным оборудованием, для изгиба и скручивания труб.В эту большую группу машин входит множество небольших групп гибочных машин, таких как вальцегибочные машины, ротационные волочильные машины и трубогибы на оправке.
Вальцегибочные станки работают, пропуская трубу через ряд прижимных роликов, которые постепенно изменяют радиус ее изгиба.
Трубогибы могут выполнять аналогичную процедуру с трубами. При использовании на трубогибах их можно назвать трубогибами для выхлопных труб.
Вырубные ножницы , как следует из их названия, создают выемки в трубках.Для этого они врезаются вертикально и перпендикулярно в поверхность трубки.
Трубопрокатное оборудование – это тип профилегибочного оборудования. Он выполняет процесс, похожий на производство трубок, при котором полосы металла скручиваются во все диаметры труб.
Трубопрокатное оборудование , также известное как трубные станы, является оборудованием, которое почти идентично, а иногда и взаимозаменяемо с трубопрокатным оборудованием. Оборудование для производства труб производит трубы или трубопроводы, когда оно берет полосу металла и непрерывно скатывает ее, пока ее края не встретятся, где они свариваются.
Машины для обжимки труб , или обжимные машины, представляют собой станки для холодной обработки металлов, в которых используется высокое давление или высокое давление и матрица для постоянного соединения нескольких труб.
Гидроформовочные машины формируют трубы с помощью давления жидкости. Давление толкает материал трубы в формовочную головку, где он подвергается экстремальной деформации формы. Гидроформовочные машины создают прочные детали одинаковой толщины.
Проектирование и настройкаПри проектировании оборудования для формования труб производители учитывают ряд различных факторов применения, таких как сложность изготавливаемых труб (резка, изгиб, развальцовка и т. Д.), длину труб, которые необходимо изготовить, желаемую толщину стенок, материал, который вы планируете использовать (металлическая трубка из стали, нержавеющей стали, алюминия и т. д. или пластиковая труба из ПВХ, поликарбоната, АБС и т. д.) объем продукции, которую оборудование должно производить каждый день, желаемый уровень автоматизации, любую необходимую интеграцию в существующие системы и стандартные требования.
Производители изготавливают вашу технику на самом современном оборудовании. Чтобы сделать машины идеальными для вашего применения, производители оборудования могут настраивать различные детали системы, такие как система управления, возможности системы форм и функции системы форм (нарезка труб, нарезание резьбы, автоматическая подача, автоматическая сортировка и т. Д.) и поточные вторичные операции (покрытие, окраска, порошковая отделка и т. надежный поставщик оборудования для формования труб. Чтобы помочь вам встать на ноги, мы составили список производителей, которым мы больше всего доверяем. Вы найдете их информацию и профили между разделами с нашей отраслевой информацией. Прежде чем вы начнете их просматривать, мы рекомендуем вам потратить некоторое время на то, чтобы записать свои спецификации, чтобы вы могли сфокусировать свой поиск.Не забудьте записать такие соображения, как размер и форма трубок, которые вы собираетесь создать, сложность труб, которые вы собираетесь создать, ваш ежедневный объем продукции, если у вас есть какие-либо существующие системы, требования вашего отраслевого стандарта, ваш бюджет на станки и инструменты. , крайний срок доставки, ваши предпочтения по доставке, ваши предпочтения помощи при установке и ваши предпочтения помощи после установки.
После того, как вы все это записали, можете начинать просмотр. Выберите трех или четырех производителей трубопрокатных машин, которые вас больше всего интересуют.Затем обратитесь к каждому из них, чтобы обсудить вашу заявку. Обязательно коснитесь всех пунктов в списке спецификаций. После разговора с представителями каждой компании сравните и сопоставьте свои разговоры. Определите, какая компания будет предоставлять вам лучшие услуги, и сообщите им, что вы хотите с ними работать.
Трубогибочная машина Информационное видео
Трубогибочные машины Производители, поставщики и дистрибьюторы
Воспользуйтесь нашим полным списком производителей и поставщиков трубогибочных машин, чтобы изучить и отсортировать производителей трубогибочных машин с предварительным просмотром рекламы и подробным описанием каждого товар.Любые производители трубопрокатных машин могут предоставить продукцию и услуги, отвечающие требованиям вашей компании. Также предоставляется возможность быстрого доступа к производителям трубогибочных машин с помощью нашей быстрой формы запроса предложения. Этот источник подходит для вас, будь то обработка металла, роликовые трубы, машины для обжима труб или любые другие потребности в машинах для формования труб.
Carell® Corporation (AL)
Comco USA, Inc. (TN)
Eagle Bending Machines, Inc.(AL)
Haven Manufacturing (GA)
Haydu An Md3 Company LLC (FL)
Hines® Bending Systems, Inc. (FL)
T-DRILL Industries Inc. (GA)
Winton Machine Company (GA) )
Fittings Unlimited, Inc. (Техас)
Horn Machine Tools, Inc. (CA)
PHI (CA)
Инструменты для гибки, Inc. (CO)
Tube Bending Concepts Inc. (CO)
Vernon Tool (Невада)
Carson Engineering & Mfg. Inc.(AR)
Comco USA, Inc. (TN)
Fabco Products, Inc. (TX)
Horn Machine Tools, Inc. (CA)
PHI (CA)
Vernon Tool (NV)
Fabco Products, Inc. (Техас)
Fittings Unlimited, Inc. (Техас)
Tools for Bending, Inc. (CO)
Tube Bending Concepts Inc. (CO)
Advanced Fabricating Machinery, Inc. (NH)
Драйстерн (Пенсильвания)
Torrington Machinery Inc. (Коннектикут)
Дополнительные производственные технологии (OH)
Advanced Fabricating Machinery, Inc.(NH)
AM Industrial Group LLC (OH)
AP&T North America, Inc. (NC)
Bendco Machine & Tool Inc. (OH)
Dreistern (PA)
Excel Machine & Tool, Inc. ( OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (OH)
Parker Hannifin – Tube Fittings Division (OH)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc. (Огайо)
Torrington Machinery Inc.(CT)
Wauseon Machine & Manufacturing, Inc. (OH)
Wayne Trail Technologies, Inc. (OH)
Yoder / Formtek Group (OH)
Carell® Corporation (AL)
Eagle Bending Machines, Inc (AL)
Haven Manufacturing (GA)
Haydu An Md3 Company LLC (FL)
Hines® Bending Systems, Inc. (FL)
T-DRILL Industries Inc. (GA)
Winton Machine Company ( GA)
AP&T North America, Inc.(NC)
Carell® Corporation (AL)
Comco USA, Inc. (TN)
Eagle Bending Machines, Inc. (AL)
Haven Manufacturing (GA)
Haydu An Md3 Company LLC (FL)
Hines® Bending Systems, Inc. (FL)
T-DRILL Industries Inc. (GA)
Winton Machine Company (GA)
Vernon Tool (NV)
Addition Manufacturing Technologies (OH)
AM Industrial Group LLC (Огайо)
Baileigh Industrial (WI)
Beckwood Press Company (MO)
Bendco Machine & Tool Inc.(OH)
BLM Group (MI)
Burr Oak Tool Inc. (MI)
CML USA-Ercolina® Inc. (IA)
Comco USA, Inc. (TN)
Excel Machine & Tool, Inc (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (OH)
Hossfeld Manufacturing Company (MN)
Innovative Automation, Inc. (MI)
INNOVO CORPORATION (IL)
ISM Machinery, Inc. (Иллинойс)
Jancy Engineering Inc. (IA)
Lillbacka Powerco USA, Inc.(Флорида)
Manchester Tool & Die, Inc. (IN)
Midwest Bender Services Corp. (IL)
Overton Industries (IN)
Parker Hannifin – Подразделение трубной арматуры (OH)
Pines Engineering (OH)
Process Logic (MN)
Rafter Equipment Corporation (OH)
SMT Industries Inc. (OH)
TFS (IN)
Tube Forming and Machine, Inc. (MI)
Vogel Tool & Die, LLC (Иллинойс)
Wald Wire & Manufacturing Company (Висконсин)
Wauseon Machine & Manufacturing, Inc.(OH)
Wayne Trail Technologies, Inc. (OH)
West Salem Tool & Die, Inc. (WI)
Yoder / Formtek Group (OH)
Addition Manufacturing Technologies (OH)
AM Industrial Group LLC (Огайо)
Baileigh Industrial (WI)
Beckwood Press Company (MO)
Bendco Machine & Tool Inc. (Огайо)
BLM Group (MI)
Burr Oak Tool Inc. (MI)
Comco USA , Inc. (TN)
Excel Machine & Tool, Inc.(OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (OH)
Innovative Automation, Inc. (MI)
INNOVO CORPORATION (IL)
ISM Machinery, Inc. (IL)
Lillbacka Powerco USA, Inc. (Флорида)
Manchester Tool & Die, Inc. (IN)
Midwest Bender Services Corp. (IL)
Overton Industries (IN)
Parker Hannifin – Tube Fittings Division (OH)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc.(OH)
TFS (IN)
Tube Forming and Machine, Inc. (MI)
Vogel Tool & Die, LLC (IL)
Wald Wire & Manufacturing Company (WI)
Wauseon Machine & Manufacturing, Inc (OH)
Wayne Trail Technologies, Inc. (OH)
West Salem Tool & Die, Inc. (WI)
Yoder / Formtek Group (OH)
Baileigh Industrial (WI)
Beckwood Press Company ( MO)
CML USA-Ercolina® Inc. (IA)
Hossfeld Manufacturing Company (MN)
INNOVO CORPORATION (IL)
ISM Machinery, Inc.(IL)
Jancy Engineering Inc. (IA)
Lillbacka Powerco USA, Inc. (FL)
Midwest Bender Services Corp. (IL)
Process Logic (MN)
TFS (IN)
Vogel Tool & Die, LLC (IL)
Wald Wire & Manufacturing Company (WI)
West Salem Tool & Die, Inc. (WI)
CML USA-Ercolina® Inc. (IA)
Fabco Products, Inc. ( TX)
Fittings Unlimited, Inc. (TX)
Инструменты для гибки, Inc.(CO)
Tube Bending Concepts Inc. (CO)
Дополнительные производственные технологии (OH)
AM Industrial Group LLC (OH)
AP&T North America, Inc. (NC)
Bendco Machine & Tool Inc. ( OH)
Comco USA, Inc. (TN)
Excel Machine & Tool, Inc. (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (OH)
INNOVO CORPORATION (IL)
ISM Machinery, Inc. (Иллинойс)
Lillbacka Powerco USA, Inc.(Флорида)
Manchester Tool & Die, Inc. (IN)
Overton Industries (IN)
Parker Hannifin – Подразделение трубной арматуры (OH)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc. (Огайо)
Vogel Tool & Die, LLC (Иллинойс)
Wauseon Machine & Manufacturing, Inc. (Огайо)
Wayne Trail Technologies, Inc. (Огайо)
Yoder / Formtek Group (Огайо)
Carson Engineering & Mfg.Inc. (AR)
Fabco Products, Inc. (TX)
Advanced Fabricating Machinery, Inc. (NH)
Dreistern (PA)
Torrington Machinery Inc. (CT)
Hossfeld Manufacturing Company (MN)
Process Logic (MN)
Addition Manufacturing Technologies (OH)
Advanced Fabricating Machinery, Inc. (NH)
AM Industrial Group LLC (OH)
AP&T North America, Inc. (NC)
Bendco Machine & Tool Inc.(Огайо)
Драйстерн (Пенсильвания)
Excel Machine & Tool, Inc. (Огайо)
Fairfield Machine Company (Огайо)
H&S Tool, Inc. (Огайо)
Parker Hannifin – Подразделение трубной арматуры (Огайо)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc. (OH)
Torrington Machinery Inc. (CT)
Wauseon Machine & Manufacturing, Inc. (OH)
Wayne Trail Technologies , Inc.(OH)
Yoder / Formtek Group (OH)
Advanced Fabricating Machinery, Inc. (NH)
Dreistern (PA)
Torrington Machinery Inc. (CT)
Дополнительные производственные технологии (OH)
AM Industrial Group LLC (OH)
Baileigh Industrial (WI)
Beckwood Press Company (MO)
Bendco Machine & Tool Inc. (OH)
BLM Group (MI)
Burr Oak Tool Inc. (MI)
CMP Automation Inc.(ON)
Excel Machine & Tool, Inc. (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (OH)
Innovative Automation, Inc. (MI)
INNOVO CORPORATION (IL)
ISM Machinery, Inc. (Иллинойс)
Lillbacka Powerco USA, Inc. (Флорида)
Manchester Tool & Die, Inc. (IN)
Midwest Bender Services Corp. (IL)
Overton Industries (IN)
Parker Hannifin – Подразделение трубной арматуры (Огайо)
Pines Engineering (Огайо)
Rafter Equipment Corporation (Огайо)
SMT Industries Inc.(OH)
TFS (IN)
Tube Forming and Machine, Inc. (MI)
Vogel Tool & Die, LLC (IL)
Wald Wire & Manufacturing Company (WI)
Wauseon Machine & Manufacturing, Inc (OH)
Wayne Trail Technologies, Inc. (OH)
West Salem Tool & Die, Inc. (WI)
Yoder / Formtek Group (OH)
Baileigh Industrial (WI)
Beckwood Press Company ( MO)
CML USA-Ercolina® Inc. (IA)
CMP Automation Inc.(ON)
Hossfeld Manufacturing Company (MN)
Jancy Engineering Inc. (IA)
Midwest Bender Services Corp. (IL)
Process Logic (MN)
TFS (IN)
Wald Wire & Manufacturing Company (Висконсин)
West Salem Tool & Die, Inc. (Висконсин)
Carell® Corporation (AL)
Carson Engineering & Mfg. Inc. (AR)
Comco USA, Inc. (TN)
Eagle Bending Machines, Inc. (AL)
Fabco Products, Inc.(Техас)
Haven Manufacturing (GA)
Haydu An Md3 Company LLC (FL)
Hines® Bending Systems, Inc. (FL)
T-DRILL Industries Inc. (GA)
Winton Machine Company (GA) )
Baileigh Industrial (WI)
Beckwood Press Company (MO)
Carson Engineering & Mfg. Inc. (AR)
Comco USA, Inc. (TN)
INNOVO CORPORATION (IL)
ISM Machinery, Inc. (Иллинойс)
Lillbacka Powerco USA, Inc.(Флорида)
Midwest Bender Services Corp. (IL)
TFS (IN)
Vogel Tool & Die, LLC (IL)
Wald Wire & Manufacturing Company (WI)
West Salem Tool & Die, Inc. (WI)
CML USA-Ercolina® Inc. (IA)
Fittings Unlimited, Inc. (TX)
Hossfeld Manufacturing Company (MN)
Jancy Engineering Inc. (IA)
Process Logic (MN)
Tools for Bending, Inc. (CO)
Tube Bending Concepts Inc.(CO)
Horn Machine Tools, Inc. (CA)
PHI (CA)
Vernon Tool (NV)
Advanced Fabricating Machinery, Inc. (NH)
Dreistern (PA)
Pedrick Tool and Machine Company, Inc. (Нью-Джерси)
Torrington Machinery Inc. (CT)
Advanced Fabricating Machinery, Inc. (NH)
Dreistern (PA)
Torrington Machinery Inc. (CT)
Advanced Fabricating Machinery, Inc. (NH)
Драйстерн (Пенсильвания)
Pedrick Tool and Machine Company, Inc.(Нью-Джерси)
Torrington Machinery Inc. (Коннектикут)
Fabco Products, Inc. (Техас)
Fittings Unlimited, Inc. (Техас)
Инструменты для гибки, Inc. (CO)
Tube Bending Concepts Inc. (CO)
Advanced Fabricating Machinery, Inc. (NH)
Dreistern (PA)
Torrington Machinery Inc. (CT)
AP&T North America, Inc. (NC)
Comco USA, Inc. (TN)
Haven Manufacturing (GA)
T-DRILL Industries Inc.(GA)
Winton Machine Company (GA)
Hossfeld Manufacturing Company (MN)
Jancy Engineering Inc. (IA)
Process Logic (MN)
Advanced Fabricating Machinery, Inc. (NH)
Драйстерн ( PA)
Pedrick Tool and Machine Company, Inc. (Нью-Джерси)
Torrington Machinery Inc. (CT)
Дополнительные производственные технологии (OH)
AM Industrial Group LLC (OH)
Bendco Machine & Tool Inc.(OH)
BLM Group (MI)
Burr Oak Tool Inc. (MI)
CMP Automation Inc. (ON)
Excel Machine & Tool, Inc. (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (Огайо)
Innovative Automation, Inc. (MI)
Manchester Tool & Die, Inc. (IN)
Overton Industries (IN)
Parker Hannifin – Tube Fittings Division (OH)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc.(OH)
Tube Forming and Machine, Inc. (MI)
Wauseon Machine & Manufacturing, Inc. (OH)
Wayne Trail Technologies, Inc. (OH)
Yoder / Formtek Group (OH)
Carson Engineering & Mfg. Inc. (AR)
Fabco Products, Inc. (TX)
Fittings Unlimited, Inc. (TX)
Tools for Bending, Inc. (CO)
Tube Bending Concepts Inc. (CO)
Дополнительные производственные технологии (OH)
AM Industrial Group LLC (OH)
Baileigh Industrial (WI)
Beckwood Press Company (MO)
Bendco Machine & Tool Inc.(OH)
BLM Group (MI)
Burr Oak Tool Inc. (MI)
CMP Automation Inc. (ON)
Excel Machine & Tool, Inc. (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (Огайо)
Hossfeld Manufacturing Company (MN)
Innovative Automation, Inc. (MI)
Midwest Bender Services Corp. (IL)
Parker Hannifin – Tube Fittings Division (OH)
Pines Engineering (OH)
Process Logic (MN)
Rafter Equipment Corporation (OH)
SMT Industries Inc.(OH)
TFS (IN)
Tube Forming and Machine, Inc. (MI)
Wald Wire & Manufacturing Company (WI)
Wauseon Machine & Manufacturing, Inc. (OH)
Wayne Trail Technologies, Inc (OH)
West Salem Tool & Die, Inc. (WI)
Yoder / Formtek Group (OH)
Horn Machine Tools, Inc. (CA)
PHI (CA)
Vernon Tool (NV)
Дополнительные производственные технологии (ОН)
Advanced Fabricating Machinery, Inc.(NH)
AM Industrial Group LLC (OH)
Bendco Machine & Tool Inc. (OH)
Dreistern (PA)
Excel Machine & Tool, Inc. (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (Огайо)
Parker Hannifin – Подразделение трубной арматуры (Огайо)
Pines Engineering (Огайо)
Rafter Equipment Corporation (Огайо)
SMT Industries Inc. (Огайо)
Torrington Machinery Inc. (CT)
Wauseon Machine & Manufacturing, Inc.(OH)
Wayne Trail Technologies, Inc. (OH)
Yoder / Formtek Group (OH)
Advanced Fabricating Machinery, Inc. (NH)
CMP Automation Inc. (ON)
Dreistern (PA)
Pedrick Tool and Machine Company, Inc. (Нью-Джерси)
Torrington Machinery Inc. (CT)
Advanced Fabricating Machinery, Inc. (NH)
Dreistern (PA)
Torrington Machinery Inc. (CT)
Hossfeld Производственная компания (MN)
Process Logic (MN)
AP&T North America, Inc.(NC)
Comco USA, Inc. (TN)
Haven Manufacturing (GA)
Haydu An Md3 Company LLC (FL)
Hines® Bending Systems, Inc. (FL)
T-DRILL Industries Inc. (GA)
Winton Machine Company (GA)
CML USA-Ercolina® Inc. (IA)
Hossfeld Manufacturing Company (MN)
Jancy Engineering Inc. (IA)
Process Logic (MN)
AP&T Северная Америка, Inc. (Северная Америка)
Carell® Corporation (AL)
Carson Engineering & Mfg.Inc. (AR)
Comco USA, Inc. (TN)
Eagle Bending Machines, Inc. (AL)
Haven Manufacturing (GA)
T-DRILL Industries Inc. (GA)
Winton Machine Company ( GA)
Carson Engineering & Mfg. Inc. (AR)
Fabco Products, Inc. (TX)
Fittings Unlimited, Inc. (TX)
Инструменты для гибки, Inc. (CO)
Концепции гибки труб Inc. (CO)
Fittings Unlimited, Inc. (TX)
Horn Machine Tools, Inc.(CA)
PHI (CA)
Tools for Bending, Inc. (CO)
Tube Bending Concepts Inc. (CO)
Vernon Tool (NV)
Advanced Fabricating Machinery, Inc. (NH)
Драйстерн (Пенсильвания)
Torrington Machinery Inc. (Коннектикут)
Дополнительные производственные технологии (OH)
AM Industrial Group LLC (OH)
AP&T North America, Inc. (Северная Каролина)
Bendco Machine & Tool Inc. ( ОН)
Comco USA, Inc.(TN)
Excel Machine & Tool, Inc. (OH)
Fairfield Machine Company (OH)
H&S Tool, Inc. (OH)
Parker Hannifin – Подразделение трубных фитингов (OH)
Pedrick Tool and Machine Company, Inc. (Нью-Джерси)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc. (OH)
Wauseon Machine & Manufacturing, Inc. (OH)
Wayne Trail Technologies, Inc (OH)
Yoder / Formtek Group (OH)
Horn Machine Tools, Inc.(CA)
PHI (CA)
Vernon Tool (NV)
Дополнительные производственные технологии (OH)
AM Industrial Group LLC (OH)
AP&T North America, Inc. (NC)
Bendco Machine & Tool Inc. (Огайо)
Comco USA, Inc. (Теннесси)
Excel Machine & Tool, Inc. (Огайо)
Fairfield Machine Company (Огайо)
H&S Tool, Inc. (Огайо)
Parker Hannifin – Подразделение трубной арматуры (OH)
Pedrick Tool and Machine Company, Inc.(Нью-Джерси)
Pines Engineering (OH)
Rafter Equipment Corporation (OH)
SMT Industries Inc. (OH)
Wauseon Machine & Manufacturing, Inc. (OH)
Wayne Trail Technologies, Inc. (OH)
Yoder / Formtek Group (OH)
Baileigh Industrial (WI)
Beckwood Press Company (MO)
BLM Group (MI)
Burr Oak Tool Inc. (MI)
CML USA-Ercolina® Inc. (IA)
CMP Automation Inc.(ON)
Hossfeld Manufacturing Company (MN)
Innovative Automation, Inc. (MI)
INNOVO CORPORATION (IL)
ISM Machinery, Inc. (IL)
Lillbacka Powerco USA, Inc. (FL)
Midwest Bender Services Corp. (IL)
Process Logic (MN)
TFS (IN)
Tube Forming and Machine, Inc. (MI)
Vogel Tool & Die, LLC (IL)
Wald Wire & Производственная компания (Висконсин)
West Salem Tool & Die, Inc.(WI)
Fittings Unlimited, Inc. (Техас)
Инструменты для гибки, Inc. (CO)
Tube Bending Concepts Inc. (CO)
▷ Профилегибочная машина для производства сварных труб | Сварочная машина для производства труб
▷ Профилегибочная машина для производства сварных труб | Сварочная машина для производства труб | ◁- Home
- Профилегибочная машина для производства сварных труб
Машина для сварки труб TIG
Как вы знаете, сварная стальная труба – это одна труба, на поверхности которой имеется стык из стальной трубы, в которой используется стальная лента или стальной лист. деформация изгиба в круг, а затем сварка в форму.Таким образом, профилегибочная машина для производства сварных труб в основном используется для производства труб из нержавеющей стали или труб из углеродистой стали большой толщины, которые используются в отделке, мебели, перилах, наружной отделке, домашнем хозяйстве.
Многие вещи, которые мы используем, такие как мебельные трубки, маслопроводы и топливопроводы, изготавливаются на сварной трубе. Фактически, сварная гнутая труба имеет конструктивную прочность и позволяет экономить сталь и строительные работы. .
Профилегибочная машина для круглых труб
Профилегибочная машина для круглых труб – это специальное оборудование для непрерывной прокатки и холодной штамповки стального листа.Производство сварных труб путем прокатки металлического листа с последующей сваркой по всей длине. Эта линия по производству сварных труб будет объединена с гидравлической системой выравнивания разматывателя, гидравлической станцией перфорации с пуансонной головкой, частью профилегибочного станка, гидравлической пилой для резки, выходным столом, гидравлический масляный насос, электрический шкаф управления и так далее.
В пошаговой процедуре профилегибочной машины для производства сварных труб есть следующие этапы:
- РЕЗКА
- РАЗМАТКА
- ФОРМОВКА
- СВАРКА
- РАЗМЕР
- РЕЗКА
РЕЗКА
TIG Газовая вольфрамо-дуговая сварка (GTAW) или TIG-сварка – это процесс соединения нержавеющей стали.Процесс дуговой сварки или сварки TIG нержавеющей стали, вольфрамовый электрод нагревает металл, который вы свариваете, а газ аргон защищает сварочную ванну от переносимых по воздуху загрязняющих веществ.
Линия плазменной сварки круглых труб Tig, толщина 3,0 мм, диаметр трубы – 160 мм. Сварная трубка Труба Производственная линия
Производственный поток
Гидравлический разматыватель → блок выравнивания -> Гидравлическая пробивная станция (2 комплекта штампов) -> Профилегибочная машина → Пила для резки с сервоприводом → автоматический выходной стол
Расчетная мощность станка
- Толщина сырья: 3.0 мм
- Ширина входного материала: около 416 мм
- Предел текучести сырья: S-355
- рабочая скорость при сварке: 2-5 м / мин
- Рабочая зона: около L20,000 * W1,80 мм * h2,700 мм
- Грузоподъемность мостового крана: ≥10T
Технические параметры каждой части
.2| 1. Разматыватель + гидравлический стол подачи | |||
| 1,1 | Грузоподъемность | 7T | 1 |
| Рулон стали I.D. | φ480-φ508 мм | ||
| 1,3 | Наружный диаметр стальной катушки | макс. Φ1800 мм | |
| 1,4 | Ширина консоли | 600 мм | |
- 9206207 Номер ролика 7 роликовых зажимов подачи материала; 2,2 Диаметр ролика. Φ90 мм, термообработка, твердость HRC 48º ~ 52º 2.3 Частотный двигатель 7,5 кВт 2,4 Скорость выравнивания 1-15 м / мин 2,4 Материал ролика Gr15 920747 920747 Агрегат
- Оператор вилочного погрузчика загружает катушку с прорезью на оправку для машины для производства спиральных труб
- Оператор машины натягивает моток на оправку
- Оператор фиксирует рулон на месте
- Оператор готовится загрузить в питатель
- Металл загружен и выровнен в питатель
- Оператор прикрепляет крышку к верхней части питателя
- Оператор проверяет, правильно ли выровнен металл в формовочной головке
- Питатель регулируется для обеспечения прямого совмещения с формовочной головкой
- Оператор медленно запускает трубу, чтобы убедиться, что все работает правильно
- Как только оператор убедился все выровнено, машина включена на полную скорость
- От бухты до трубы за секунды
- Лазер измеряет длину трубы до нужной длины для резки
- Машина разрезает до нужной длины, заданной оператором
- После резки трубы, машина перемещает трубу для снятия оператором
- Оператор очищает все неровные края
- Fini раздвижная труба
- Электрический прокатный станок: благодаря принципу трехосевой синхронной конструкции, прокатный станок может выполнять подъем и опускание односторонней регулировочной оси одновременно для достижения лучшего эффекта прокатки.
| 3,1 | Материал режущего лезвия | Gr12MoV |
| 3,2 | Пробойник | С двумя наборами матриц |
| 4,1 | Роликовые группы | 17 станций | ||
| 4,2 | Материал ролика | GCr15 с термообработкой, HRC58-62 ° | ||
| 4,3 912 Диаметр вала 912. | Φ90 мм | |||
| 4,4 | Материал вала | 40Cr с закалкой и отпуском | ||
| 4,5 | Двигатель | 22 кВт, марка Siemens | ||
| 4.6 | Трансмиссия | GY230 # независимая Коробка передач | ||
| 4,7 | Корпус машины | 10 мм Сварной гальванический, снимающий напряжение | ||
| 4,8 | Роликовый суппорт | узловая стойка 9120 4.9 | Роликовый подшипник | HRB, 30213 |
| 4.10 | Argon Welder | 600A |
| 6.Гидравлическая насосная станция для почтовой машины | ||
| 6,1 | Мощность двигателя | 11 кВт |
| 6,2 | Путь охлаждения | Вентилятор ветряной |
| 7,1 | Серводвигатель | Delta |
| 7,2 | Мощность | 1,5 кВт |
| 8. Шкаф управления электроэнергией | |||
| Преобразователь частоты | DELTA | ||
| 8,2 | ПЛК | DELTA | |
| 8,3 | Экран с сенсорным экраном | DELTA | |
| 8,4 | DELTA 912 912 912 912 | 912 912 912 912 912 912 912 912 Низкое напряжение | DELTA |
2 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 912 мм
| 9. Точность резания | ||
| 9,1 | Длина реза | ± 1.0 мм |
| 9,2 | Готовая продукция | Высота сигнальной балки ± 1 мм Ширина полотна ± 1 мм |
| 9,3 | Вертикальный допуск | ± 1,5 мм |
Не забудьте подписаться на наш канал на YouTube
Рейтинг
Название продукта: Линия по производству сварочных труб
Торговая марка: LOTOS
Цена предложения:
Валюта : $
Доступность: InStock
ошибка: Контент защищен !!
Станок для производства спиральных труб
Трубформер модели 3600 компанииSpiral Helix имеет емкость 18 калибра для низкоуглеродистой стали и способность работать с диаметрами от 3 до 64 дюймов.Базовая машина стандартно поставляется с калибром 20 с формовочными головками диаметром от 4 до 20 дюймов. Формовочные головки для диаметров, отличных от включенных, есть в наличии на заводе и легко устанавливаются производителем.
Как сделать спиральную трубу:
Для более быстрого производства спиральных труб ознакомьтесь с Speed Carrier компании Spiral Helix, представленной здесь, в AHR Orlando.
Овал важен, когда важна высота потолка.Например, на круглой спирали диаметром 16 дюймов вы можете с помощью процесса вытягивания / толкания овалформера укорачивать до высоты (малая ось), увеличивая ширину (большая ось). Из этой круглой спирали диаметром 16 дюймов можно сделать 8 дюймов x 20,9 дюйма, 10 дюймов x 19,8 дюймов, 12 дюймов x 18,6 дюймов и т. Д. Но… вам сначала понадобится машина для производства спиральных труб, потому что с помощью овалформера можно получить различные варианты овальных размеров от Круглый на нем не запускается сама труба. D&N Duct Solutions имеет один из самых передовых магазинов по производству воздуховодов во всех 15 штатах нашего покрытия. Здесь они показали демонстрацию нашего видео.
Автомат для резки воздуховода металлического листа