Точный станок для нарезания мелкой резьбы
Здравствуйте, уважаемые читатели и самоделкины!Многие из Вас знают, что нарезать резьбу достаточно просто, но при использовании тонких метчиков есть большой шанс сломать их.
В данной статье, автор YouTube канала «Левша» расскажет Вам, как он изготовил станочек для нарезания резьбы от М0,5 до М3.5.

Материалы.
— Вал от струйного принтера
— Пара подшипников
— Латунный пруток
— Клей для подшипников
— Машинное масло
— Капролоновый кругляк
— Наждачная бумага
— Винты под шестигранный ключ, винты М4
— Паста ГОИ
— Магниевая пластина
— Силиконовые ножки
— Прозрачная самоклеящаяся пленка.
Инструменты, использованные автором.
— Токарный станок
— Шестигранные ключи, отвертка
— Ступенчатые сверла
— Зенковочная насадка
— Шлифовальный станок
— Электронный микрометр 0,01 мм и 0,001
— ЧПУ фрезеровальный станок
— Гейферный захват
— Метчики.
Процесс изготовления.
Первым делом мастер начинает с изготовления стойки, на которой будет крепиться вороток. Основным материалом для нее будет вал от сломанного струйного принтера. Он изготовлен из нержавеющей стали.
Первыми он изготовил длинную вертикальную стойку, а затем поперечную штангу.
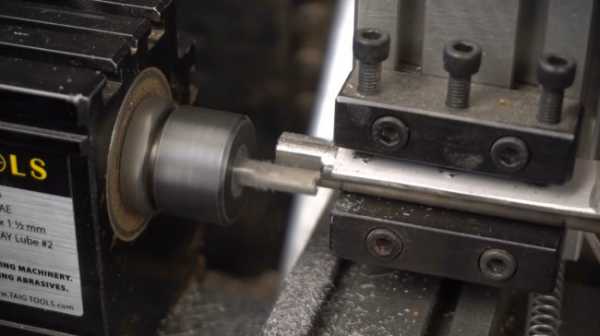
Затем изготавливается небольшой шпиндель с проточками с двух сторон, в них будут запрессованы два небольших подшипника. Вместо центровочного сверла автору пришлось использовать ступенчатое.
Вот так подогнан подшипник. В принципе, можно обойтись и без них, сделав конструкцию на втулках, однако мастер будет использовать даже метчики М0,5, и для них повышенные требования.
В боковой части шпинделя высверливается отверстие, и нарезается резьба. В этом месте он будет крепиться к стойке. Особых нагрузок здесь не будет, достаточно винта М4.
Для увеличения точки опоры, в поперечной штанге фрезеруется паз.

Также фрезеруется край вертикальной стойки. Автор использовал цифровой микрометр.

Теперь нужно просверлить отверстие под фиксирующий винт.
Для того, чтобы головка винта была заподлицо, автор обточил ее.
Остается просверлить отверстие, и нарезать в нем резьбу для крепления к основанию.


Автор собирает элементы стойки, благодаря профрезерованным пазам все элементы станут под углом 90 градусов.


Посадочные места подшипников смазывает клеем, и запрессовывает их на место, используя гейферный захват.
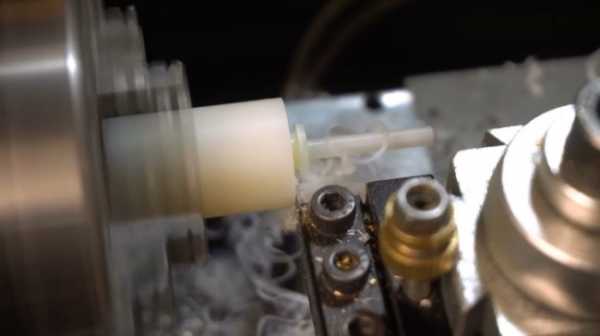
Из капролоновой болванки мастер вытачивает специальную втулку, она будет плотно удерживать вороток. При обработке капролона нельзя использовать высокие обороты, он плавится. Наружный диаметр втулки 4 мм, а внутренний 3 мм. Поэтому доводку мастер делает наждачной бумагой.
На втором конце втулки он выточил небольшую шляпку, она призвана защищать подшипники от попадания стружки.

Затем шпилька вставляется во втулку. Автор хотел применить покупной цанговый патрон, но у него были слишком большие биения.
В итоге он решил выточить патрон из латунного прутка. Патрон будет применяться для метчиков с хвостовиком 2,5 мм.
Со второй стороны патрона высверливает отверстие для воротка диаметром 3 мм. Также наносит декоративные прорези.
С боковых сторон будут два отверстия для прижимных винтов.

Нарезает в отверстиях резьбу, раззенковывает их, и вкручивает винтики под шестигранник.
Теперь важно очень точно запрессовать вороток в отверстие патрона. Мастер применяет для фиксации клей для подшипников.


Контрольная проверка, биений практически нет.

Полирует патрон на станке с применением пасты ГОИ.

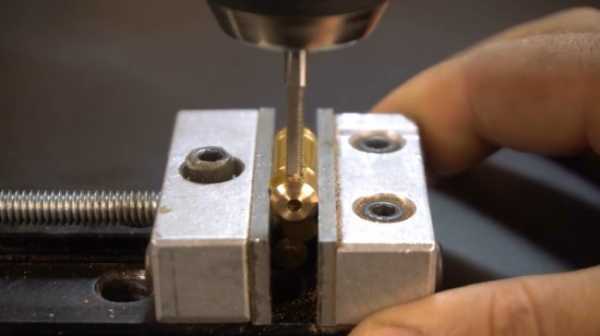
Устанавливает метчик на свое место, и фиксирует его винтами. Еще раз проверяет на биения, все нормально.
Изготавливает ручку из латунного прутка, делает по периметру насечку, и спуски по краям.
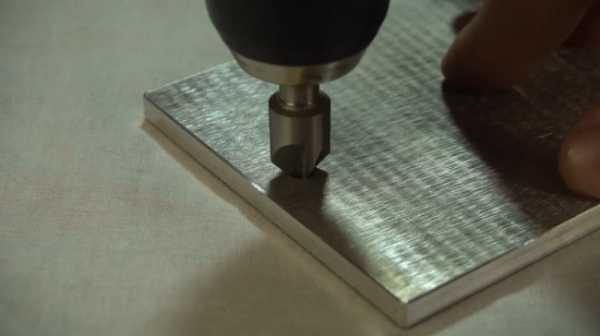
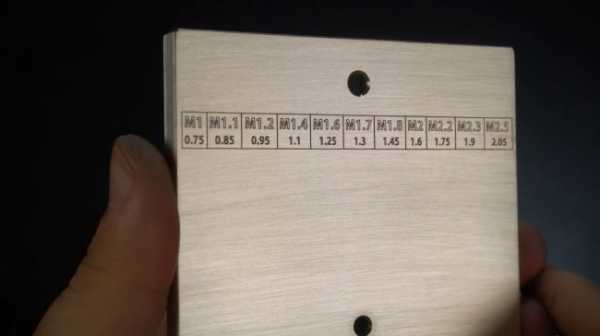
При помощи фрезерного ЧПУ станка мастер нанес на станину из магниевой пластины таблицу соответствия диаметра сверла и резьбы.
Высверлил в станине отверстие для крепления стойки, и прохода метчика. Затем вырезал пластину фрезером.
Для улучшения читаемости таблицы нанес на нее аэрозольную краску, и сразу удалил излишки.
Раззенковал отверстия, и сошлифовал остатки краски мелкой наждачной бумагой.

Для дополнительной защиты поверхности, он приклеил прозрачную пленку.

Все детали готовы, можно собирать станочек.
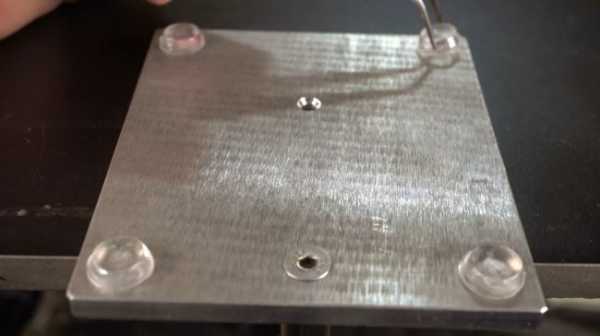
Кроме того к низу станины нужно приклеить силиконовые ножки, они были куплены в фикс-прайсе.
В боковой части ручки высверлил отверстие, нарезал резьбу для прижимного винта.
Остается установить ручку на верх воротка.
Проверка станка метчиком М2.
Результат практически идеальный.
Вот такой красивый и функциональный станок получился у мастера. Он отлично подойдет для практически ювелирных работ.
Спасибо автору за идею весьма необычного станочка для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Нарезание резьбы на сверлильном станке: фото, видео, ГОСТ
Процесс нарезания резьбы на сверлильном станке в общем и целом мало чем отличается от ручного нарезания метчиком. При правильном подходе рекомендуется используют машинные метчики.
 Процесс резьбонарезания на сверлильном станке на магнитной подушке
Процесс резьбонарезания на сверлильном станке на магнитной подушкеЧтобы нарезать внутреннюю резьбу на станке нужно предвварительно просверлить в детали отверстие. Его диаметр зависит от будущей резьбы и ее шага. Строго говоря, существует ГОСТы в которых даются указание о необходимом отверстии под конкретную резьбу в зависимости от ее точности.
ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»
ГОСТ 21350-75 «Отверстия под нарезание трубной конической резьбы»
От следования указаний ГОСТов будет зависеть качество будущей резьбы: если отверстие выполнить больше рекомендуемого, то ее профиль получается не полным, если меньше – резьба получается рваной, а из-за возросшей нагрузки может сломаться инструмент.
Резьбонарезание можно производить как на обычных сверлильных станках, так и на специальных резьбонарезных.
Видео резьбонарезания на сверлильном станке 2Н112
Если по каким-либо причинам у вас отсутствуют таблицы с рекомендуемыми диаметрами, то можно воспользоваться формулой
Dп.рез. = Dном – P,
где Dп.рез. – диаметр, который нам необходимо просверлить для будущей резьбы; Dном – номинальный диаметр; P – шаг резьбы.
Например, перед нами стоит задача нарезать внутреннюю резьбу М8×1,25. Для этого производим расчет и просверливаем отверстие ∅ 6,75 мм.
Рекомендации при нарезании резьбы машинным способом
- В заготовках, полученных литьем или ковкой, отверстия обязательно нужно предварительно рассверливать или зенкеровать, т.к. отсутствует возможность выполнить их под нарезание резьбы в пределах допуска.
- Нарежьте фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы.
- Используйте специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные.
- Для исключения задиров, рваных витков и повышения стойкости инструмента используйте пасты и смазки.
СОЖ для улучшение режущих свойств и отвода тепла можно изготовить самостоятельно в домашних условия. Самым простым рецептом является вариант, разработанный Петровым Г.Д. В состав смазки входят:
- олеиновая кислота — 78%;
- стеариновая кислота — 17%;
- сера тонкого помола – 5%.
Олеиновую и стеариновую кислоты нагреваем до температуры 65 C и смешать. Когда раствор остынет до температуры 20 C необходимо смешать его с серой.
Если нет желания заниматься изготовлением смазки, то ее можно приобрести в любом инструментальном магазине или на рынке. На основе ингредиентов смазки Петрова сейчас изготавливается достаточно большое количество смазок зарубежных производителей.
При обработке легких сплавов можно в качестве СОЖ можно использовать керосин или жирной 10% эмульсией.
Не рекомендуется смазывать метчик маслом, т.к. это приводит к налипанию стружки и затрудняет ее извлечение.
- Специализированное масло Stamo
- Специализированная паста Stamo
- Обратите внимание на нюансы при нарезании в глухих отверстиях на сверлильном станке:
- предварительно необходимо просверливать отверстия большей длины, чем будет длина самой резьбы, если это конструктивно возможно. Данное мероприятие способствует отводу стружки и формированию полного профиля;
- используйте предохранительные патроны: когда инструмент упрется в дно он автоматически перестанет вращаться и не сломается;
- если на вашем станке отсутствует реверс шпинделя, то используйте реверсивные патроны для выкручивания метчика.
Работа на магнитном сверлильном станке
Чтобы исключить брак при нарезании резьбы на сверлильном станке придерживайтесь следующих правил:
- подготавливайте диаметр отверстия под резьбу по ГОСТ;
- правильно подбирайте инструмент требуемой конструкции и геометрии согласно обрабатываемого материала;
- помните, что метчики могут изготавливаться комплектами: черновые и чистовые, следовательно, обязательно использовать все для образования полного профиля;
- пользуйтесь заточенными метчиками;
- выставляйте инструмент строго по оси отверстий без перекосов;
- подавайте качественную смазочно-охлаждающую жидкость в место реза в зависимости от обрабатываемого материала;
- выбирайте оптимальные скорости резания;
- вовремя удаляйте стружку из канавок метчика.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.

- Разновидности метчиков

- Метчик для нарезки резьбы
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
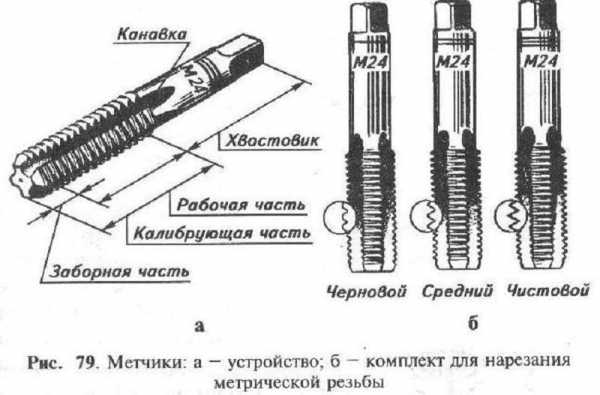 Устройство метчика
Устройство метчикаВ современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
- Конический метчик для нарезки резьбы

- Цилиндрический метчик для нарезки резьбы

Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
- Гаечный метчик
- Слесарные метчики

Отдельно также производятся и применяются метчики дюймовые и метрические.
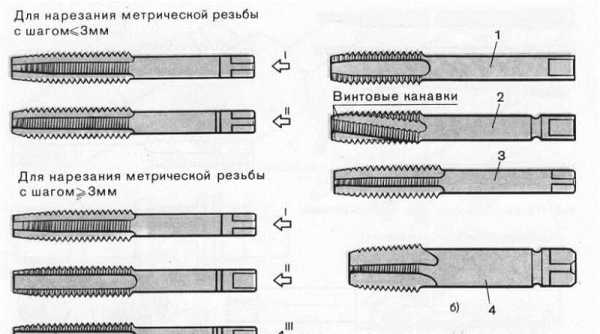
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
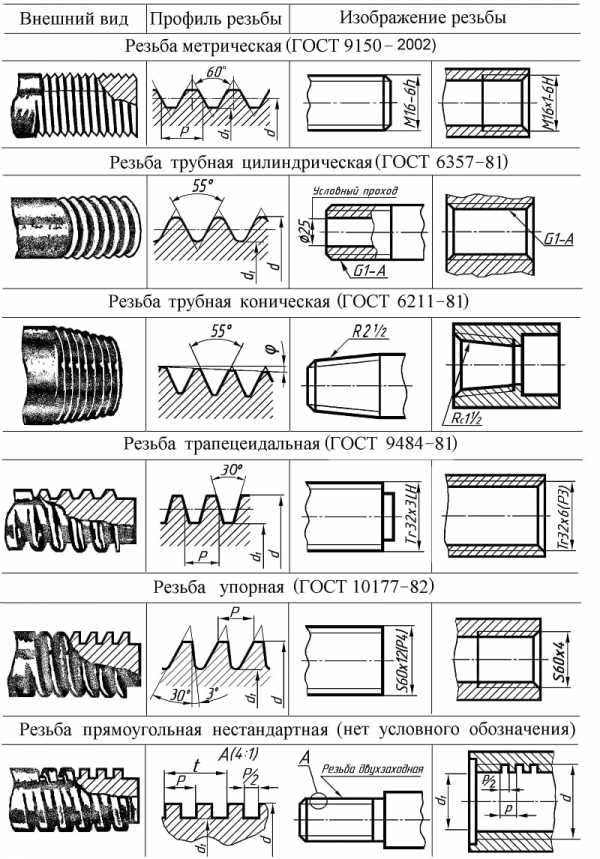
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
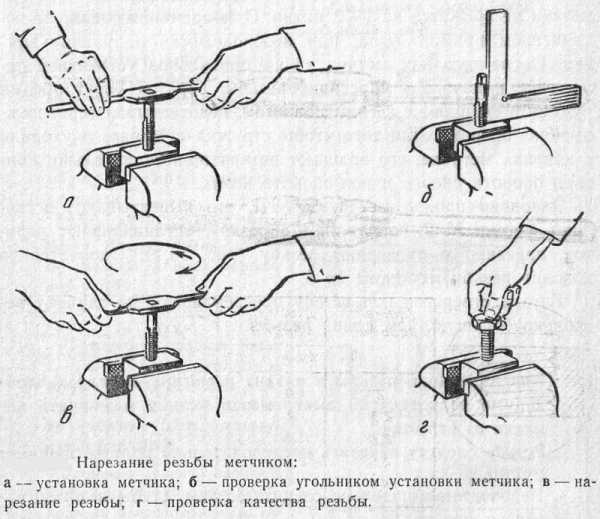
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
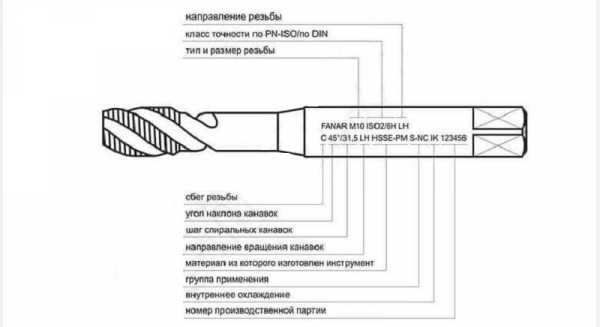
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Адаптер для нарезания резьбы с помощью сверлильного станка + переходник для метчика


Сразу оговорюсь, что нарезать резьбу нужно будет вручную, а сверлильный станок здесь используется для центровки. Без станка тоже можно нарезать резьбу, но, особенно в тонком металле, метчик может “вильнуть” и резьба пойдет не так. Принцип работы прост. Метчик зажимается в патрон, деталь с отверстием располагается точно под ним. Затем нужно прижать метчик к детали и провернуть патрон.
Инструменты и материалы:
Для адаптера
-1 1/2 дюймовая металлическая труба;
-1/2 дюймовая металлическая трубка;
-Болт;
Для переходника
-1/2 дюймовый стальной стержень;
Инструмент
-Ленточная пила;
-Бородок;
-Дрель;
-Сверла;
-Метчик;
-Токарный станок;
-Штангенциркуль;
-Пружинный зажим;
-Ножовка;
-Напильник;
-Треугольный надфиль;
-Сварочный аппарат;
Шаг первый: резка трубы
Труба 1 1/2 дюйма имеет внутренний диаметр, очень близкий к диаметру нижней части сверлильного патрона. Мастер отрезает 2 сантиметра трубы.


Шаг второй: токарные работы
Дальше нужно обточить внутреннюю часть трубы, что бы она наделась на нижнюю часть патрона. При отсутствии токарного станка можно это сделать с помощью напильника.


Шаг третий: отверстие
В боковой части кольца мастер сверлит отверстие и нарезает резьбу.
Шаг четвертый: ручка
Ручку мастер сделал из трубки. К трубке приварил головку болта.
Теперь нужно установить метчик в патрон, а деталь зажать в тиски под метчиком. Патрон проворачивается с помощью ручки. После каждого оборота зажим ослабляется, и ручка перемещается в исходное положение.

Шаг пятый: переходник
Теперь нужно сделать переходник. Дело в том, что патрон имеет три кулачка и метчик на конце четыре грани. В результате этого происходит перекос.
Для изготовления переходника мастер отрезает около трех сантиметров металлического стержня.

Устанавливает переходник в патрон и маркером отмечает места расположения кулачков.

Стачивает стержень по меткам.


Точно по центру сверлит в переходнике сквозное отверстие.


Дальше нужно надфилем сделать отверстие квадратным, ориентируясь на хвостовик метчика.


Теперь нужно метчик установить в переходник, переходник зажать в патрон сверлильного станка, и можно нарезать резьбу.
Такой переходник имеет и существенный недостаток, если хвостовик метчика будет другого размера, то его уже нельзя будет установить в переходник.
Источник
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
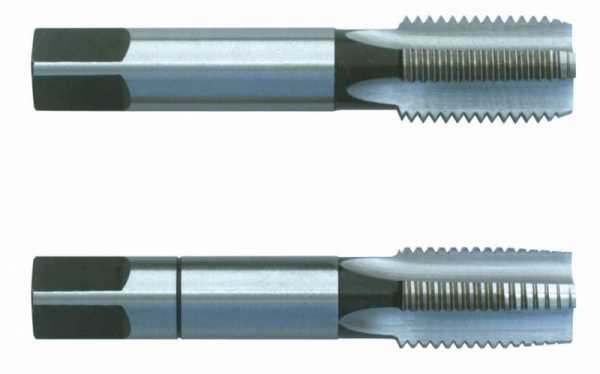
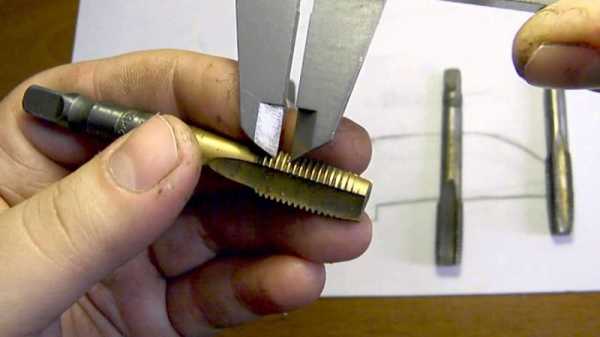
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. |
Набор резьбонарезной M12-M24 с предохранительными вставками |
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Диаметры сверл для отверстий под нарезание метрической резьбы по ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
Примечание: подчеркиванием выделены диаметры сверл для отверстий под резьбу с крупным шагом.
| Номинальный диаметр резьбы |
Шаг резьбы | Диаметр сверла |
| 1 | 0,2 | 0,8 |
| 0,25 | 0,75 | |
| 0,2 | 0,9 | |
| 1,1 | 0,25 | 0,85 |
| 0,2 | 1 | |
| 1,2 | 0,25 | 0,95 |
| 0,2 | 1,2 | |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 0,35 | 1,25 | |
| 1,8 | 0,2 | 1,6 |
| 0,35 | 1,45 | |
| 2 | 0,25 | 1,75 |
| 0,4 | 1,6 | |
| 0,25 | 1,95 | |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 0,45 | 2,05 | |
| 3 | 0,35 | 2,65 |
| 0,5 | 2,5 | |
| 0,35 | 3,15 | |
| 3,5 | 0,6 | 2,9 |
| 0,5 | 3,5 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 4 | |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,5 |
| 0,8 | 4,2 | |
| 5,5 | 0,5 | 5 |
| 0,5 | 5,5 | |
| 6 | 0,75 | 5,25 |
| 1 | 5 | |
| 0,5 | 6,5 | |
| 7 | 0,75 | 6,25 |
| 1 | 6 | |
| 8 | 0,5 | 7,5 |
| 0,75 | 7,25 | |
| 1 | 7 | |
| 1,25 | 6,8 | |
| 0,5 | 8,5 | |
| 9 | 0,75 | 8,25 |
| 1 | 8 | |
| 1,25 | 7,8 | |
| 10 | 0,5 | 9,5 |
| 0,75 | 9,25 | |
| 1 | 9 | |
| 1,25 | 8,8 | |
| 1,5 | 8,5 | |
| 11 | 0,5 | 10,5 |
| 0,75 | 10,25 | |
| 1 | 10 | |
| 1,25 | 9,5 | |
| 12 | 0,5 | 11,5 |
| 0,75 | 11,25 | |
| 1 | 11 | |
| 1,25 | 10,8 | |
| 1,5 | 10,5 | |
| 1,75 | 10,2 | |
| 14 | 0,5 | 13,5 |
| 0,75 | 13,25 | |
| 1 | 13 | |
| 1,25 | 12,8 | |
| 1,5 | 12,5 | |
| 2 | 12 | |
| 15 | 1 | 14 |
| 1,5 | 13,5 | |
| 16 | 0,5 | 15,5 |
| 0,75 | 15,25 | |
| 1 | 15 | |
| 1,5 | 14,5 | |
| 2 | 14 | |
| 17 | 1 | 16 |
| 1,5 | 15,5 | |
| 18 | 0,5 | 17,5 |
| 0,75 | 17,25 | |
| 1 | 17 | |
| 1,5 | 16,5 | |
| 2 | 16 | |
| 2,5 | 15,5 | |
| 20 | 0,5 | 19,5 |
| 0,75 | 19,25 | |
| 1 | 19 | |
| 1,5 | 18,5 | |
| 2 | 18 | |
| 2,5 | 17,5 |
| Номинальный диаметр резьбы |
Шаг резьбы | Диаметр сверла |
| 22 | 0,5 | 21,5 |
| 0,75 | 21,25 | |
| 1 | 21 | |
| 1,5 | 20,5 | |
| 2 | 20 | |
| 2,5 | 19,5 | |
| 24 | 0,75 | 23,25 |
| 1 | 23 | |
| 1,5 | 22,5 | |
| 2 | 22 | |
| 3 | 21 | |
| 25 | 1 | 24 |
| 1,5 | 23,5 | |
| 2 | 23 | |
| 26 | 1,5 | 24,5 |
| 27 | 0,75 | 26,25 |
| 1 | 26 | |
| 1,5 | 25,5 | |
| 2 | 25 | |
| 3 | 24 | |
| 28 | 1 | 27 |
| 1,5 | 26,5 | |
| 2 | 26 | |
| 30 | 0,75 | 29,25 |
| 1 | 29 | |
| 1,5 | 28,5 | |
| 2 | 28 | |
| 3 | 27 | |
| 3,5 | 26,5 | |
| 32 | 1,5 | 30,5 |
| 2 | 30 | |
| 33 | 0,75 | 32,25 |
| 1 | 32 | |
| 1,5 | 31,5 | |
| 2 | 31 | |
| 3 | 30 | |
| 3,5 | 29,5 | |
| 35 | 1,5 | 33,5 |
| 36 | 1 | 35 |
| 1,5 | 34,5 | |
| 2 | 34 | |
| 3 | 33 | |
| 4 | 32 | |
| 38 | 1,5 | 36,5 |
| 39 | 1 | 38 |
| 1,5 | 37,5 | |
| 2 | 37 | |
| 3 | 36 | |
| 4 | 35 | |
| 40 | 1,5 | 38,5 |
| 2 | 38 | |
| 3 | 37 | |
| 42 | 1 | 41 |
| 1,5 | 40,5 | |
| 2 | 40 | |
| 3 | 39 | |
| 4 | 38 | |
| 4,5 | 37,5 | |
| 45 | 1 | 44 |
| 1,5 | 43,5 | |
| 2 | 43 | |
| 3 | 42 | |
| 4 | 41 | |
| 4,5 | 40,5 | |
| 48 | 1 | 47 |
| 1,5 | 46,5 | |
| 2 | 46 | |
| 3 | 45 | |
| 4 | 44 | |
| 5 | 43 | |
| 50 | 1,5 | 48,5 |
| 2 | 48 | |
| 3 | 47 | |
| 52 | 1 | 51 |
| 1,5 | 50,5 | |
| 2 | 50 | |
| 3 | 49 | |
| 4 | 48 | |
| 5 | 47 |
k2tool.ru
Ручной станок для нарезания резьбы
Приветствую любителей помастерить, сегодня мы рассмотрим, как собрать простой ручной станок для нарезания резьбы. Станок очень простой, похож на сверлильный, только с ручным приводом. Нужна ли вам такая самоделка, решать вам. Если самоделка заинтересовала, предлагаю изучить проект более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
– профильная труба;
– листовое железо;
– кругляк;
– болты и гайки;
– стальной вал;
– патрон дрели;
– краска.
Список инструментов:
– болгарка;
– ленточный отрезной станок;
– сверлильный станок;
– тиски;
– токарный станок;
– сварочный аппарат;
– метчики для нарезания резьбы.
Процесс изготовления самоделки:
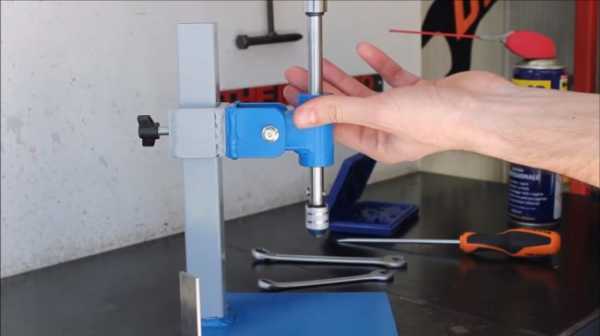
Шаг первый. Стойка
Первым делом изготовим стойку, для таких целей нам понадобится кусок квадратной профильной трубы. Стойку нужно приварить под прямым углом к основе. В качестве основы используем толстую железную пластину.
Шаг второй. Шарнир
Далее изготавливаем шарнир, он у нас будет ездить по стойке, к этому шарниру будет крепиться держатель для рабочего вала станка. Свариваем нужную конструкцию из железных пластин, стремиться нужно к тому, чтобы зазоры были минимальными. В шарнире сверлим отверстие под болт, а также нужно будет еще одно отверстие и нарезать резьбу, чтобы всю эту ездящую конструкцию фиксировать на стойке болтом.
Шаг третий. Рабочий вал
Изготовим рабочий вал, для этого понадобится металлическая трубка. Желательно из нержавейки. На нее нужно установить патрон. Сверлим в трубке отверстие под винт с гайкой и крепим патрон.


Шаг четвертый. Держатель для вала
Делаем держатель для вала, тут нам понадобится кругляк, а также помощь токарного станка. В кругляке нужно будет просверлить отверстие такого диаметра, чтобы рабочий вал зашел с небольшим зазором, люфты нам не нужны.
К изготовленной части привариваем кусок профильной трубы и сверлим отверстие под болт с гайкой.
Шаг пятый. Финальные штрихи и испытания
В завершении зачищаем сварные швы, чтобы все выглядело аккуратно, ну а далее разбираем станок и красим. После покраски самоделка готова, устанавливаем шарнир на стойку на нужной высоте, устанавливаем метчик и приступаем к работе. Самоделка работает отлично, пользоваться станком довольно удобно.
На этом проект можно считать успешно завершенным, надеюсь, вам самоделка понравилась, и вы нашли для себя интересные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Источник
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Резьбонарезные станки, резьбонарезной модуль, станок для нарезания резьбы, roscamat
Компания ЕвроМашСервис поставляет резьбонарезные манипуляторы и станки Roscamat производства испанской компании “Tecnospiro Machine Tool” SL. Наше партнерство с испанским производителем началось более 15 лет назад. На сегодня мы являемся крупнейшим в России дилером по продаже резьбонарезных станков и резьбонарезных манипуляторов под торговой маркой Roscamat. Наши станки идеально подходят для проведения следующих операций:
- Нарезание резьбы в деталях из металла, алюминия и пластика;
- Нарезание резьбы в глухих и сквозных отверстиях метчиком или плашкой;
- Нарезание резьбы в отверстиях под различным углом
Радиальной опорой обеспечивается вращение станка на 360°, а балансирной подвижной составной консолью гарантируется положение шпинделя, строго перпендикулярное рабочей поверхности.
Благодаря быстросменным модулям, которые вставляются в шпиндель станка, максимальный крутящий момент при нарезании резьбы отверстий разного диаметра передается наиболее эффективно во всем диапазоне от М2 до М42.
Для установки инструмента (метчика или плашки) служат быстросменные держатели, в том числе с предохранительной муфтой. Это позволяет нарезать резьбу как в глухих отверстиях, так и в сквозных. Поэтому станки этого модельного ряда могут применяться с различными типами осевого инструмента: метчиками, плашками, зенкерами и т.п.
Некоторые модели станков оснащаются системой автоматической подачи СОЖ.
Резьбонарезной манипулятор Roscamat может использоваться при постоянной фиксации на столе. При этом он крепится к столу тремя болтами M8, либо штатной струбциной. Как дополнительный вариант – возможно крепление на магнитном основании.
В зависимости от модели любой резьбонарезной станок или резьбонарезной манипулятор Roscamat может оснащаться двигателями двух типов: пневматическими или электрическими.
Резьбонарезные манипуляторы и станки Roscamat позволяют нарезать резьбу на деталях с тонкими стенками, при этом не деформируя их, что особенно значимо, если изготавливаются детали для ответственных конструкций.
euromash-service.ru