Станок для производства профиля для гипсокартона своими руками
Гипсокартон без преувеличения можно назвать одним из самых популярных и востребованных строительных материалов, которые используются при ремонте квартир, офисов, цехов и складских помещений. Он дышит и позволяет скрыть все имеющиеся недостатки поверхности, обеспечивая идеальную основу для нанесения финальных слоев шпаклевки, краски, поклейки обоев и т. п. Также с помощью гипсокартона создают любые фигурные элементы (колонны, ниши, арки), которые довершат внешний вид интерьера. При монтаже гипсокартона не обойтись без использования металлического профиля, который станет надежной основой будущей конструкции.
Изготовление металлического профиля в домашних условиях – дело хоть и затратное на первых порах, но при этом довольно выгодное. Тем более что оборудование для производства профилей роликовой прокатки можно изготовить своими руками. Об этом далее подробно…
Станок для производства профилей
Производство профилей из оцинкованной стали не требует больших навыков и знаний. Понадобиться специальный профилегибочный станок, который подбирается (или переоборудоваться) под тип профиля, который вы планируете производить.
Чтобы обзавестись прокатным станком для профиля можно пойти двумя путями:
- Сделать прокатный станок своими руками, который можно будет модернизировать и переоборудовать под любой тип производимого изделия из оцинкованного листа.
- Купить готовое оборудование для производства профиля под гипсокартон.
Наиболее популярными станками среди изготовителей гипсокартонных профилей можно назвать те, которые имеют одноручьевую линию производства. Они выдают определенный тип профиля (к примеру, потолочный или направляющий) со средней скоростью 10 погонных метров в минуту. Следовательно, за один рабочий час оборудование для производства профиля для гипсокартона позволяет произвести до 500 погонных метров. Это значит, что по истечении непрерывного 8-ми часового рабочего дня на склад можно отправить около 4000 метров продукции, полностью готовой для реализации. За месяц объем готовых изделий может достигать до 88000 погонных метров!
В среднем рыночная цена прокатного станка колеблется в районе 4000 долларов. При этом фирма-поставщик зачастую не только обеспечивает доставку заказа, но и проводит комплексное обучение правильному использованию станка, а также осуществляет полную наладку оборудования и его дальнейший ремонт (при необходимости).
Но если у Вас пока нет возможности закупать оборудование по 4000$, можно сделать свой станок своими руками. Он, возможно, немного будет уступать по производительности. Например, на нем не будет гильотины и заготовки нужно будет нарезать отдельной операцией. Но в целом будет возможность организовать прибыльное производство в домашних условиях.
Как сделать прокатный станок для профиля своими руками
Рассмотрим 3D-модель прокатного станка для производства c-образного или п-образного профиля 29×27.
Для изготовления станка потребуется: метал, подшипники, токарный станок или знакомый токарь с токарным станком. Обратите внимание на конструкцию и устройство прокатного станка.
Глядя на рисунок первое впечатление настораживает. А если разобраться в деталях, то там нет ничего сложного.
Схема устройства модели профилировочного прокатного станка
Станок состоит из стола, на котором закреплен червячный мотор-редуктор NMRVP-063. Так же на столе закреплено 7 клетей. Первая приемочная клеть уже отображена на этом рисунке:
- Стол из швеллеров.
- Червячный мотор-редуктор NMRVP-063.
- Первая приемочная клеть.
- Цепная передача на первую клеть.
Каждая клеть состоит из простых нескольких деталей:
- Корпус клети.
- Самоустанавливающийся подшипниковый узел UCST 204.
- Самоустанавливающийся подшипниковый узел UCFT 204.
- Нижний и верхний валы.
- Нижний и верхний прокатные ролики.
- Звездочка цепной передачи Z=16.
- Направляющие.
- Распорки.
- Регулировочные болты M12X70.
Как видно выше на рисунке все клети соединены между собой цепной передачей.
Стоит отметить, что ролики съемные и крепиться на валах. Это позволяет переоборудовать станок под разный тип производимого профиля. При желании с помощью новых роликов можно модернизировать оборудование для производства ЛСТК профиля. Строительство домов по технологии ЛСТК активно набирает популярность в области быстровозводимых зданий.
Технологический процесс производства профилей для гипсокартона
Принцип действия можно легко понять, посмотрев на видео процесса работы станка в конце статьи. Лист из оцинкованного металла, прокатывается через очередь роликов, каждый из которых отличается по пресс-форме:
Таким образом, с помощью прокатных роликов заготовка постепенно преобразуется в форму готового изделия.
Чтобы детально ознакомиться с устройством оборудования рекомендуем скачать 3D-модель схемы станка со всеми размерами и описанием узлов. В данном архиве 3D-модель металлообрабатывающего устройства, которую можно разобрать до мельчайшего болтика или шайбочки и посмотреть. Там же можно снять все размеры деталей, а потом реально сделать станок по образцу не хуже чем по чертежам. Возможно такой формат даже лучше, чем чертежи. Форматы файлов 3D-модели:
- *.sldasm – это основной формат платной программы «SolidWorks» (так же этот формат поддерживает бесплатная программа для просмотра 3D-моделей – eDrawings, которая уже вложена в архив).
- *.step – это стандартный формат для обмена 3D-моделями между разными программами 3D-редакторами. Данный формат файлов поддерживает практически каждый 3D-редактор (например: бесплатный FreeCAD, AutoCAD, 3D-Max, Blender и т.д.).
Разновидности металлического профиля
Гипсокартонный профиль разделяют на следующие виды:
- Используемый для создания стоек (тип CW. Самыми распространенными разновидностями на рынке стройматериалов являются профили CW-50, CW-75 и CW-100).
- Направляющий (тип UW. Марки UW-50, UW-75, а также UW-100).
- Пристеночный (тип UD. Но зачастую используется только UD-27, сделанный из 81-миллиметровой стали).
- Потолочный (тип CD. Марка CD-60, которая изготавливается из оцинкованной стали шириной 123 мм) в ремонте применяется наиболее широко и часто.
Профиль разнится по своей толщине, ширине, весу и другим параметрам. Каждый из этих профилей изготавливается из рулонов оцинкованной ленточной стали, которая также известна под названием штрипс.
Как видим, бизнес по изготовлению гипсокартонного профиля в домашних условиях имеет довольно высокую доходность. При наличии стартового капитала, который покроет все стартовые расходы, имея при этом еще и налаженную сеть для реализации готовой продукции, вы сможете выйти на самоокупаемость через 7-8 месяцев.
Этот вид продукции востребован всегда. Если освоить все нюансы технологии его производства, можно обеспечить себя стабильным доходом на долгие годы.
Начните собственный бизнес по производству и продаже прямо сейчас, а итоговая прибыль станет лучшим вознаграждением за все труды!
Скачать 3D-модель схемы прокатного станка.
businessideas.com.ua
Cтанок для производства профиля для гипсокартона
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{“c”:”bitrix:news.list”,”t”:”banner_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”11″,”NEWS_COUNT”:”5″,”SORT_BY1″:”RAND”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”ACTIVE_FROM”,”SORT_ORDER2″:”DESC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“URL”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:””,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”N”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”N”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”banner_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
Производители
{“c”:”bitrix:news.list”,”t”:”vendors_left”,”p”:{“IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”4″,”NEWS_COUNT”:”10″,”SORT_BY1″:”NAME”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[],”PROPERTY_CODE”:[],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/vendors\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””}}
Будьте в курсе!
Новости, обзоры и акции
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”10″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”19″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
youmet.ru
Станки для производства профилей – оборудование для изготовления металических профилей.
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{“c”:”bitrix:news.list”,”t”:”banner_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”11″,”NEWS_COUNT”:”5″,”SORT_BY1″:”RAND”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”ACTIVE_FROM”,”SORT_ORDER2″:”DESC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“URL”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:””,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”N”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”N”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”banner_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”altop:catalog.top”,”t”:”discount_left”,”p”:{“DISPLAY_IMG_WIDTH”:”178″,”DISPLAY_IMG_HEIGHT”:”178″,”SHARPEN”:”30″,”IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”6″,”ELEMENT_SORT_FIELD”:”rand”,”ELEMENT_SORT_ORDER”:”asc”,”ELEMENT_SORT_FIELD2″:””,”ELEMENT_SORT_ORDER2″:””,”SECTION_URL”:””,”DETAIL_URL”:””,”BASKET_URL”:”\/personal\/cart\/”,”ACTION_VARIABLE”:”action”,”PRODUCT_ID_VARIABLE”:”id”,”PRODUCT_QUANTITY_VARIABLE”:”quantity”,”PRODUCT_PROPS_VARIABLE”:”prop”,”SECTION_ID_VARIABLE”:”SECTION_ID”,”DISPLAY_COMPARE”:”Y”,”ELEMENT_COUNT”:”3″,”LINE_ELEMENT_COUNT”:””,”PROPERTY_CODE”:[“NEWPRODUCT”,”SALELEADER”,”DISCOUNT”,”MANUFACTURER”,””],”PROPERTY_CODE_MOD”:[“”,””],”FLAG_PROPERTY_CODE”:”DISCOUNT”,”OFFERS_LIMIT”:””,”PRICE_CODE”:[“BASE”],”USE_PRICE_COUNT”:”N”,”SHOW_PRICE_COUNT”:”1″,”PRICE_VAT_INCLUDE”:”Y”,”PRODUCT_PROPERTIES”:[],”USE_PRODUCT_QUANTITY”:”Y”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_NOTES”:””,”CACHE_GROUPS”:”Y”,”HIDE_NOT_AVAILABLE”:”N”,”CONVERT_CURRENCY”:”Y”,”CURRENCY_ID”:”RUB”,”COMPONENT_TEMPLATE”:”discount_left”,”OFFERS_FIELD_CODE”:[“”,””],”OFFERS_PROPERTY_CODE”:[“”,””],”OFFERS_SORT_FIELD”:”sort”,”OFFERS_SORT_ORDER”:”asc”,”OFFERS_SORT_FIELD2″:”id”,”OFFERS_SORT_ORDER2″:”desc”,”OFFERS_CART_PROPERTIES”:[]}}
Производители
{“c”:”bitrix:news.list”,”t”:”vendors_left”,”p”:{“IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”4″,”NEWS_COUNT”:”10″,”SORT_BY1″:”NAME”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[],”PROPERTY_CODE”:[],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/vendors\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””}}
Будьте в курсе!
Новости, обзоры и акции
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”10″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”19″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
youmet.ru
Станок для гибки профиля, изготовление профилегиба электрического своими руками
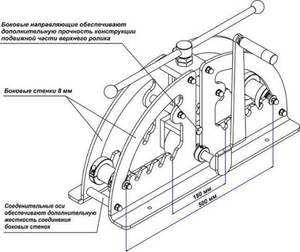
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка

Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.

В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.
Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
 Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚. Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть. Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
 Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре. Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
 В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
.
obrabotkametalla.info
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.

Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.

Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
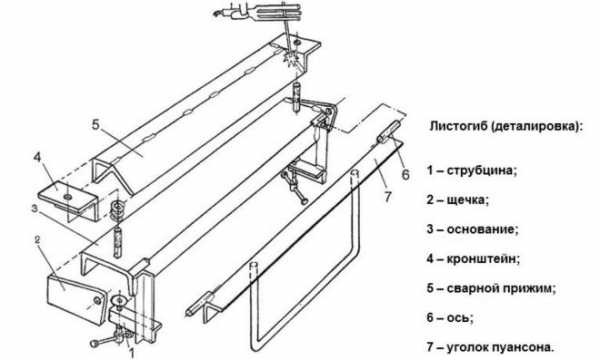
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.

Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы

Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.
 Промышленный станок для гибки профиля из алюминия
Промышленный станок для гибки профиля из алюминияНазначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
- Ручной станок для гибки профиля из алюминия
- Электрическая модель станка
- Горизонтальное исполнение станка для гибки профиля
Несмотря на некоторые недостатки, ручные установки являются самым приемлемым вариантом для использования в домашних условиях.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании.
Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.
Сборка конструкции
Агрегат состоит из определенных узлов. Каждый узел изготовляется отдельно, после чего производится сборка конструкции. Прежде всего, выполняется сборка станины. Здесь используют верстак или обычный стол. Чтобы станок стоял прочно и надежно, для изготовления ножек рекомендуется использовать трубы установленного диаметра или швеллера. Скрепление деталей выполняется с помощью сварки или болтов.
На следующем этапе выполняется сборка транспортера. Узел состоит из двух роликов, которые располагаются напротив друг друга. Особое внимание здесь уделяют звездочкам цепной передачи. Они надежно закрепляются на валах. После этого выполняется установка натяжного механизма, в конструкции которого есть звездочка. С ее помощью выполняется регулирование натяжения цепи.
Немаловажным узлом является прижимной механизм. Для его изготовления используют обыкновенную струбцину. После того как все узлы и детали будут изготовлены, выполняется сборка агрегата. Здесь устройство для обработки алюминиевого профиля купе своими руками можно считать готовым. Чтобы в процессе изготовления агрегата своими руками не возникло проблем, необходимо в точности следовать чертежу. На окончательном этапе он проверяется в работе, что позволяет определить качество и точность сборки.
При выполнении работ на установке не стоит забывать о техники безопасности. Неаккуратные движения могут привести к возникновению опасных для здоровья и жизни человека ситуаций. Также это часто стает причиной повреждение деталей, которые поддаются прокату. В результате они получаются непригодными для дальнейшего использования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru