Производство профнастила — полный цикл от завода ТРМЕТ
Главная / Полезные статьи / Профнастил / Полный цикл производства профлиста или Технология изготовления профнастила
Полный цикл производства профлистаПрофнастил — это листовой материал, который при относительно небольшом весе имеет отличную продольную жесткость и несущие свойства. Достигается это за счет профилирования методом холодного проката. Как происходит этот процесс — в подробном разборе от ТРМЕТ.
Из чего производят профнастилСырьем для профилированных листов является низкоуглеродистая оцинкованная сталь. На металлургические комбинаты, занимающиеся производством полуфабриката для профнастила, она поступает в формате бухт.
Толщина металла в этих многотонных рулонах, как правило, составляет около 2,5 мм. Это слишком много для профлистов, поэтому задача металлокомбината заключается в том, чтобы прокатать заготовку и довести ее толщину до 0,25 1,4 мм (в зависимости от заказа, поступившего на завод). Прокатка проходит в несколько этапов, а усилие, передаваемое прокатным станом на металл, измеряется сотнями тонн. Далее сталь подвергают выравниванию, а затем для защиты от коррозии ее обязательно цинкуют, проводят пассивацию против «белой ржавчины».
Прокатка проходит в несколько этапов, а усилие, передаваемое прокатным станом на металл, измеряется сотнями тонн. Далее сталь подвергают выравниванию, а затем для защиты от коррозии ее обязательно цинкуют, проводят пассивацию против «белой ржавчины».
Неочевидный момент: полимерные покрытия наносят на рулонный металл для цветного профнастила до этапа профилирования, то есть в прокатный стан он попадает уже в окрашенном состоянии. Благодаря некоторой эластичности слой краски не облезает и не портится при проходе через вальцы.
Покраска — технологически сложный процесс. Для начала пассивационный слой, улучшающий адгезивные свойства материала, покрывают грунтующим слоем. После его высыхания в дело вступает окрасочная машина, которая равномерно распыляет полимерное покрытие на поверхности. Для ускоренной сушки свежеокрашенный материал отправляют в конвекторную печь. Потом остается только смотать его в рулоны.
Какое оборудование используют для холодного прокатаДля промышленного производства профнастила требуется оборудование всего 5-6 видов разного назначения. Материал на пути от рулона листовой стали к аккуратно сложенным и упакованным листам проходит через:
Материал на пути от рулона листовой стали к аккуратно сложенным и упакованным листам проходит через:
- Разматыватель. Это, как правило, гидравлическая консольная установка, функция которой заключается в постепенном разворачивании полуфабрикатного рулона с подачей его переднего края далее по производственной линии. Как правило, параметры работы контролируются автоматикой. В частности, автоматизированная система контроля может подстраивать темпы подачи стальной ленты под скорость прокатки металла.
- Устройство для резки. Промежуточное звено между разматывателем и прокатным столом.Назначение — отделение размотанного отрезка листа от рулона. Используется при необходимости выровнять край листа или снять установленный на разматывателе рулон для его замены (например, при переходе на заказ с профнастилом другого цвета).
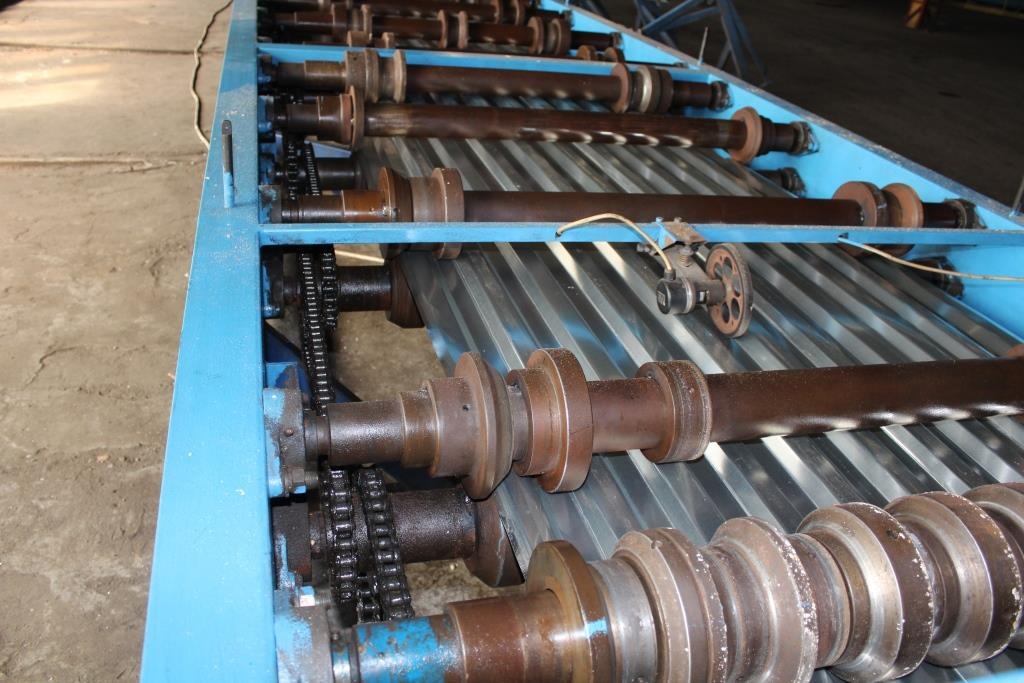
- Прокатный стан. Главная часть всего производства, при прохождении через которую плоский полуфабрикат обретает необходимый профиль.
 За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком.
За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком. - Роликовый нож (гильотина). Электромеханическое устройство, которое после достижения необходимой длины проката обрезает лист в размер. Чтобы срез получался ровным и без заусенцев, нож по форме повторяет профиль волны для марки выпускаемого профнастила.
- Приемник. Уже готовые панели последовательно перемещаются и скапливаются на приемном столе. Опционально устройство оснащают автоштабелером, который упрощает выемку листов и их перемещение на тележку, упаковочный стол.
 За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком.
За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком.Как правило, все это оборудование объединено в общую линию, которая управляется с пульта автоматики. Также существуют ручные и мобильные комплексы.
Также существуют ручные и мобильные комплексы.
Производственная технология минимально привязана к типу используемого оборудования. От него больше зависит производительность, количество участвующих работников и качество результата. Последовательность действий в общем виде выглядит так:
- Рулон тонколистовой стали на гидравлической загрузочной тележке подводят к линии и устанавливают в разматыватель (размотчик), который должен обеспечить центрирование и равномерную подачу материала в прокатный стан.
- Конец рулона вытягивается и вставляется в формовочную машину стана. Предварительно проводится контрольный отрез, выравнивающий край.
- При работе на автоматической линии оператор выполняет требуемые настройки: скорость прокатки, длину и количество листов.
- Выполняется пуск линии.
- Рулон постепенно разматывается, при прохождении через станок на стали начинает проступать рельеф.
- Когда достигается требуемая длина проката, электромеханическая гильотина выполняет отрез. Свежеизготовленный лист отправляется в приемное устройство.
- Далее листы опционально по мере поступления в штабелер упаковываются в полиэтиленовую пленку, обзаводятся поддоном.

Чтобы избежать отпуска брака с завода, сотрудники ОТК завода проводят операционный и приемочный контроль. Проверенный металлопрокат перемещается на склад готовой продукции, где его по мере поступления заказов подготавливают к отгрузке.
Наши менеджеры всегда готовы помочь вам подобрать лучшее решение!
Оставьте заявку в форме справа и мы свяжемся с вами в ближайшее время!
Читайте также Белая ржавчина на оцинковке, причины и способы устранения
Линии по производству профнастила из Китая
Преимущества оборудования
Высокая производительность при идеальной точности, скорости прокатки до 50 м/мин
Линии профилируют более тонкий металл
Шефмонтаж, обучение и пуско-наладочные работы входят в стоимость (в т.
ч. проживание и авиаперелет)Реализован механизм автоматической заправки листа
Единовременно программируется до 25 заданий
Идеальное качество профлиста на разных металлах
Отсутствие гидравлических систем позволяет эксплуатировать оборудование в холодное время суток
Качество и ресурс станков проверены на собственном производстве в РФ и КНР.
Предоставляем возможность посещения предприятий с аналогичным оборудованием на территории КНР и РФ (от С8 до Н114)
 ч. проживание и авиаперелет)
ч. проживание и авиаперелет)Гарантия — 18 месяцев на все узлы и агрегаты (в т.ч. двигатели, редукторы, подшипники и.т.д.). замена узлов и агрегатов в течении гарантийного срока производится в соответствии с условиями DDP (INCOTERMS 2010) за счет ПРОДАВЦА.
Технические параметры
Скорость прокатки, м/мин — до 50 м/мин
Производительность линии с учетом реза — до 32 м/мин
Длина изготавливаемых листов профнастила — от 100 до 14 000 мм
Внутренний диаметр рулона — от 500 до 600 мм (в том числе рулоны производства КНР)
Ширина исходной ленты — 1 250 мм
Толщина металла — от 0,3 до 1,20 мм (в зависимости от вида профиля)
Обслуживающий персонал — 1 оператор
Разматыватель рулона консольный
Устройство для размотки рулонов металла и дальнейшей подачи полосы в прокатный станок оборудован автоматической системой управления.
Технические характеристики
Установленная мощность 7,5 кВт
Габариты (Д x В x Ш) 2 480 мм x 1 730 мм x 1 830 мм
Грузоподъемность до 10 000 кг
Ширина рулона 1 250 мм
Внутренний диаметр рулона от 480 до 620 мм
Наружный диаметр рулона 1 500 мм
Толщина металла в рулоне 0,3…2,0 мм
Преимущества нашего разматывателя
Возможность эксплуатации в составе скоростных линий (достаточно мощности 7,5 кВт для быстрого старта)
Имеет увеличенный ресурс службы, рассчитан на г/п 10т без подпорной ноги
Позволяет разматывать рулоны с внутренним диаметром 500 мм (производства КНР)
Возможность реверсивной размотки в разные стороны
Не повреждает внутреннюю поверхность рулона, в отличии от двухопорного разматывателя
Не изнашиваются опорные подшипники.
Оборудован собственной автоматической системой управления, позволяющей следить за провисом полосы, скоростью и направлением движения
Станок отрезной для быстрой замены рулона
Станок позволяет сделать быстрый и ровный срез листа, для замены рулона на другой без технологических потерь.
В зависимости от Вашего пожелания станок можно оснастить электромеханическим приводом.
Узел ламинации листа
Представляет собой устройство для нанесения защитной пленки перед профилированием, что позволяет защитить профнастил от царапин.
Станок прокатный профилирующий
Выполняет главную роль — формирует гладкий лист метала в гофрированный профлист.
Прокатный стан – представляет собой два ряда прокатных вращающих валов требуемой геометрии. Лист металла проходя через прокатные валы приобретает профилированную форму.
Преимущества прокатного стана
Лист не уводит вправо-влево, отсутствуют “елочки” по краям и перекаты, профлист соответствует новому ГОСТ 24045-10 с ужесточенными требованиями к точности.
Крепление роликов и валов через шпонку, на валу и ролике вырезан шпон-паз (в отличие от крепления “гуженом”, когда ролик крепится к валу винтом).
Минимальный диаметр вала — 100 мм. Это гарантирует, что при профилировании листа валы не будут прогибаться в середине (достаточен прогиб 0,10 мм, чтобы середина профилированного листа визуально казалась не докатанной).
Используются европейские самоцентрирующиеся подшипниковые узлы
Детали подверженные повышенной нагрузки изготавливаются из полно-закаленной стали.

Рабочий инструмент изготовлен из стали Ст40Х. Ресурс работы такого рабочего инструмента при интенсивной работе стана в 3 смены – не менее 10 лет.
Наши станки не имеют привязки к определенным свойствам металла (определенному поставщику). Мы делаем оборудование на заранее определенный диапазон толщин (например, для качественного профилирования настила с высотой гофры 60мм и толщиной 0,7-0,9мм необходим станок с 20-ю рабочими клетями, а для того же листа толщиной 0,5-0,9мм необходимо уже 23 клети).
Но качество профиля при профилировании металла разных производителей, при этом, остается неизменно идеальным.
 Но качество профиля при профилировании металла разных производителей, при этом, остается неизменно идеальным.
Но качество профиля при профилировании металла разных производителей, при этом, остается неизменно идеальным.
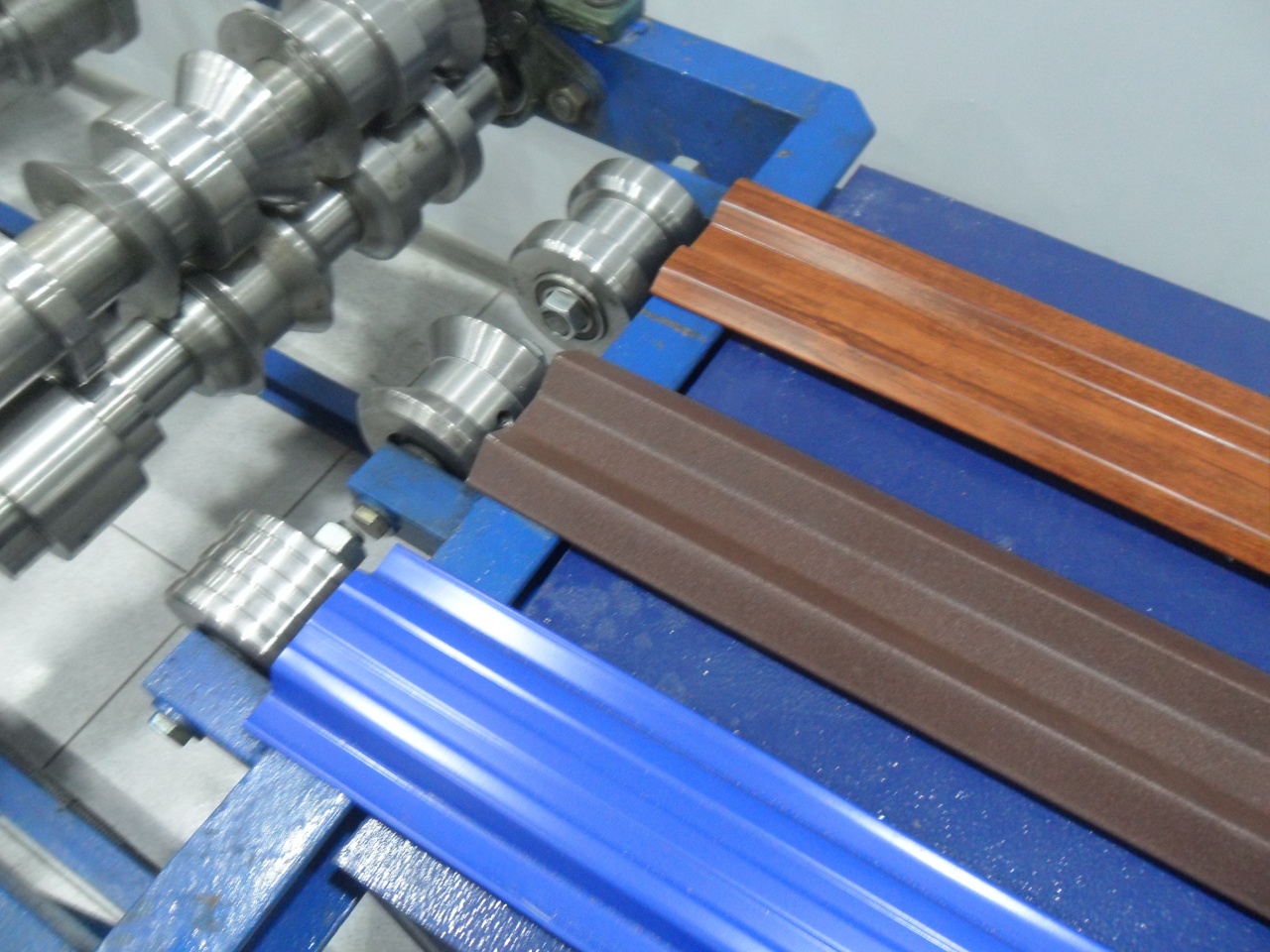
Виды готовой продукции и область применения
Ножницы гильотинные для резки
Предназначены для рубки готовой продукции на выходе из прокатного станка (СТАНА).
Преимущества
Быстрые ножницы для скоростных линий, цикл руба – ок. 1 сек
Нет гидравлики – ножницы работают в холод
При срезе ножи не смещают лист в сторону при рубе.
Накопитель
Cлужит накопителем готовых листов для его последующей упаковки и отгрузки на склад.
Дополнительные опции
Возможна установка автоматического штабелера со сбрасывателем и выгрузкой пачки вперед и вбок.
Система автоматического управления
Позволяет управлять производственной линией с одного участка(пульта).
Компьютеризированная система производит запись производственного процесса на электронный накопитель.
Подать заявку
▷ Двухслойная профилегибочная машина
Двухслойная профилегибочная машина
Представленная нами профилегибочная машина изготовлена профессионалами LOTOS с использованием высококачественных компонентов и новейших технологий в соответствии с отраслевыми стандартами качества. Итак, мы занимаемся поставкой широкого спектра ▷ Двухслойных формовочных машин | Индивидуальный ДИЗАЙН 2022 ◁.
мы можем производить любой тип металлического кровельного листа или стеновой панели или гофрированного листа на автоматической машине для профилирования двухслойных кровельных панелей в соответствии с требованиями заказчика, такими как:
- Профилегибочная машина для производства кровельной и гофрированной плитки
- Машина для производства стеновой черепицы и гофрокартона
- Линия по производству кровельной и настенной черепицы
- Профилегибочная машина для двойного профилирования
- Профилегибочная машина 2 IN 1
Профилегибочная машина для стальных двухслойных профилей
Двухслойная профилегибочная машина, предназначенная для производства двух различных видов металлических листов, таких как:
- трапециевидный кровельный лист и волнистый кровельный лист
- трапециевидный лист и металлическая черепица
- гофрированный лист и металлическая глазурованная черепица
Следует отметить, что двухслойная профилегибочная машина не может работать одновременно. потому что одна система управления PLC восстанавливает характеристики для одного типа листа, такие как длина резки и объемы производства. Двухслойные профилегибочные детали используют один и тот же двигатель, а переключение между верхней и нижней профилегибочными частями осуществляется с помощью муфты, предназначенной для этой двухслойной машины.
потому что одна система управления PLC восстанавливает характеристики для одного типа листа, такие как длина резки и объемы производства. Двухслойные профилегибочные детали используют один и тот же двигатель, а переключение между верхней и нижней профилегибочными частями осуществляется с помощью муфты, предназначенной для этой двухслойной машины.
1) Резюме
- Материал: оцинкованная рулонная сталь, цветная рулонная сталь
- Толщина материала: 0,4–0,6 мм
- Основная профилегибочная машина Мощность: 7,5 кВт*2 комплекта, Siemens
- Входная ширина: 1250/1000 мм 1
- Направляющая для подачи
- Профилегибочная система
- Гидравлический блок штамповки и резки
- Система управления
- Выходной стол
3) Рабочий поток
Ручной разматыватель — подача — Профилегибочное — — Гидравлическая штамповка и резка — — Выходной стол
| Тип разматывателя | Ручной |
| Грузоподъемность | 5 т 089 |
| Профилегибочная система с блоком подачи |
| Диаметр оси | 75 мм | Роликовая станция | 18 групп |
| Материал главной оси | Сталь первого сорта 45# с подогревом и закалкой |
| Материал ролика | Сталь 45# первого сорта, с твердым хромовым покрытием, с подогревом и закалкой |
| Скорость формовки | 10-15 м/мин |
| Тип привода | 1” Передаточная цепь |
| Размер цепи | 9009 2 Япония CHOHO 100#|
| Стойка станины | Сварная конструкционная сталь , толщина 12 мм |
5. 3 Гидравлическое устройство для штамповки и резки 3 Гидравлическое устройство для штамповки и резки |
| Тип резания | Гидравлический стопор |
| Мощность гидравлического насоса | 5,5 кВт |
| Гидравлическое давление | 12 МПа | Гидравлический нож и резак Материал | Cr12, процесс закалки 58-62 |
| Длина реза допуск | 10 м ± 2 мм |
| 5.4 Электрическая система |
| Система ПЛК | Япония Mitsubishi |
| Контроллер длины | Энкодер Япония KOYO |
| Эксплуатация | Китай Сенсорный экран MCGS |
| Инвертор | Япония YASKAWA |
| Напряжение | 380В/50Гц/3P |
Профилегибочная машина для кровельных листов Цена
Цена профилегибочной машины для кровельных листов зависит от чертежа и бюджета заказчика. вы можете найти бывшую в употреблении профилегибочную машину для панелей в любом месте, но если вы действительно хотите использовать машину для формовки черепицы в течение длительного времени без каких-либо поломок и обслуживания. Вы можете отправить свой чертеж профиля кровельного листа, и пусть наш опытный инженер спроектирует машину для изготовления металлической кровли.
вы можете найти бывшую в употреблении профилегибочную машину для панелей в любом месте, но если вы действительно хотите использовать машину для формовки черепицы в течение длительного времени без каких-либо поломок и обслуживания. Вы можете отправить свой чертеж профиля кровельного листа, и пусть наш опытный инженер спроектирует машину для изготовления металлической кровли.
В соответствии с нашими отечественными и зарубежными кровельными и стеновыми панелями. Фактически, LOTOSFORMING устанавливает производство кровельных машин и устанавливает более 50 различных профилей кровельных панелей в собственной мастерской. Таким образом, любой клиент нуждается в оцинковке и окраске кровельных и стеновых панелей, вы можете обратиться в LOTOSFORMING. Металлочерепица предлагает множество преимуществ, в том числе:
- Увеличенный срок службы
- Экономическая эффективность
- Материал более высокого качества
- Экстремальные погодные условия
- Современный элегантный внешний вид
- Расширенная гарантия
- Экологичность

Ваша компания *
Имя *
Электронная почта *
Комментарий или сообщение *
Загрузка файла Щелкните или перетащите файл в эту область для загрузки.Если у вас есть чертежи, загрузите их сюда:
Рейтинг
Название продукта: Двухслойная формовочная машина
Описание продукта: Машина для производства кровельных листов
Марка: LOTOS
Цена предложения: 9
Валюта: $
Отправка
Обзор пользователя
4.96 ( 73 голоса)Профилегибочная машина для профнастила, Believe Industry Company
Распродажа!- Описание
- Дополнительная информация
Профилегибочная машина для гофрированной кровли предназначена для производства гофрированных кровельных листов различной ширины в соответствии с желаемой длиной и шириной без какой-либо регулировки.
Схема профилегибочной машины для гофрированного листа: Разматывание – Профилирование – Резка – Сбор – Упаковка
Компоненты профилегибочной машины для гофрированного листа- 5-тонный разматыватель
- Профилегибочный стан
- Отсекатель
- Блок управления
- Гидравлическая станция
- Стол для сбора
- Максимальная грузоподъемность 4 тонны
- Г: 508 мм Н.Д: 1350 мм
- Максимальная ширина: 1250 мм
- Ручное расширение и затяжка катушки
- Структура: Стальная пластина и сварная балка
- поддержка и разматывание стальных полос.
- Базовая рама машины использует двутавровую балку и сварную стальную пластину толщиной 20 мм
- Роликовая станция: 22 формовочных станции (по согласованию)
- Материал ролика: 45 # (ASTM 1045) стальная хромированная поверхность с твердостью 58-62 градуса, ЧПУ,
- Диаметр вала: ¢80 мм, сталь 45# (ASTM1045)
- Все поверхности проставок хромированы, толщина 25мм
- Мощность главного двигателя: 7,5 кВт
- Трансмиссия: цепь 1,0 дюйма
- Во избежание несчастных случаев все части привода защищены защитным кожухом .
- Линейная скорость: макс. 15 м/мин, не включая резку.
- Во избежание несчастных случаев все приводные части оснащены защитной крышкой
- Тип резки: Гидравлический, подключается к гидравлическому блоку пробивки
- Материал лезвия:Cr12 с термообработкой 58-62
- Измерение длины: Автоматический датчик измерения длины, марка: Omron
- Допуск по длине: +/- 1,5 мм на каждую деталь конечного продукта
Гидравлическая станция с охлаждающим вентилятором
- Гидравлическая мощность: 4 кВт
- Рабочее давление: регулируемое 12-16 МПа
- Гидравлическое масло: гидравлическое масло 46#
- Электромагнитный клапан: 2 группы
- Стол для приема отрезанных профилей: с роликовым транспортером, позволяющим свободно выгружать отрезанный профиль
- Выгрузка готовой продукции со стола раскроя профилей: Ручная
- Рама: сварка трубой
- Размер: около 2,0 м в длину * 0,6 м в ширину * 0,9 м в высоту
- Один выходной стол с несколькими опорными роликами (по окончательному проекту)
- Опорный ролик: ASTM 1045 с хромом
- Диаметр роликов: 55мм
- Цвет: Синий или базовый по желанию заказчика
- Количество: 2 шт.

- Автоматическая остановка машины для холодной прокатки гофрированного листа после завершения программы резки
- Язык операционной системы: английский и китайский.
- Напряжение, частота, фаза: 415 В, 50 Гц, 3 фазы
- Неточность длины можно легко исправить.
- Панель управления: кнопочный переключатель и сенсорный экран (MCGS)
- Единица длины: миллиметр (включается на панели управления) Марка ПЛК
- : Panasonic
- Марка преобразователя частоты: Yaskawa
- Энкодер Omron
- Основные электрические компоненты: Schneider
- Авиационные разъемы для легкого подключения проводов
Для получения дополнительной информации см. Профилегибочную машину для гофрированного листа.
Компания Believe Industry занимается проектированием и производством профилегибочных машин и оборудования для обработки рулонов в течение 10 лет.