прокатный станок своими руками, трубогиб профилегиб
Содержание:
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.
Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.
Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.
Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат.
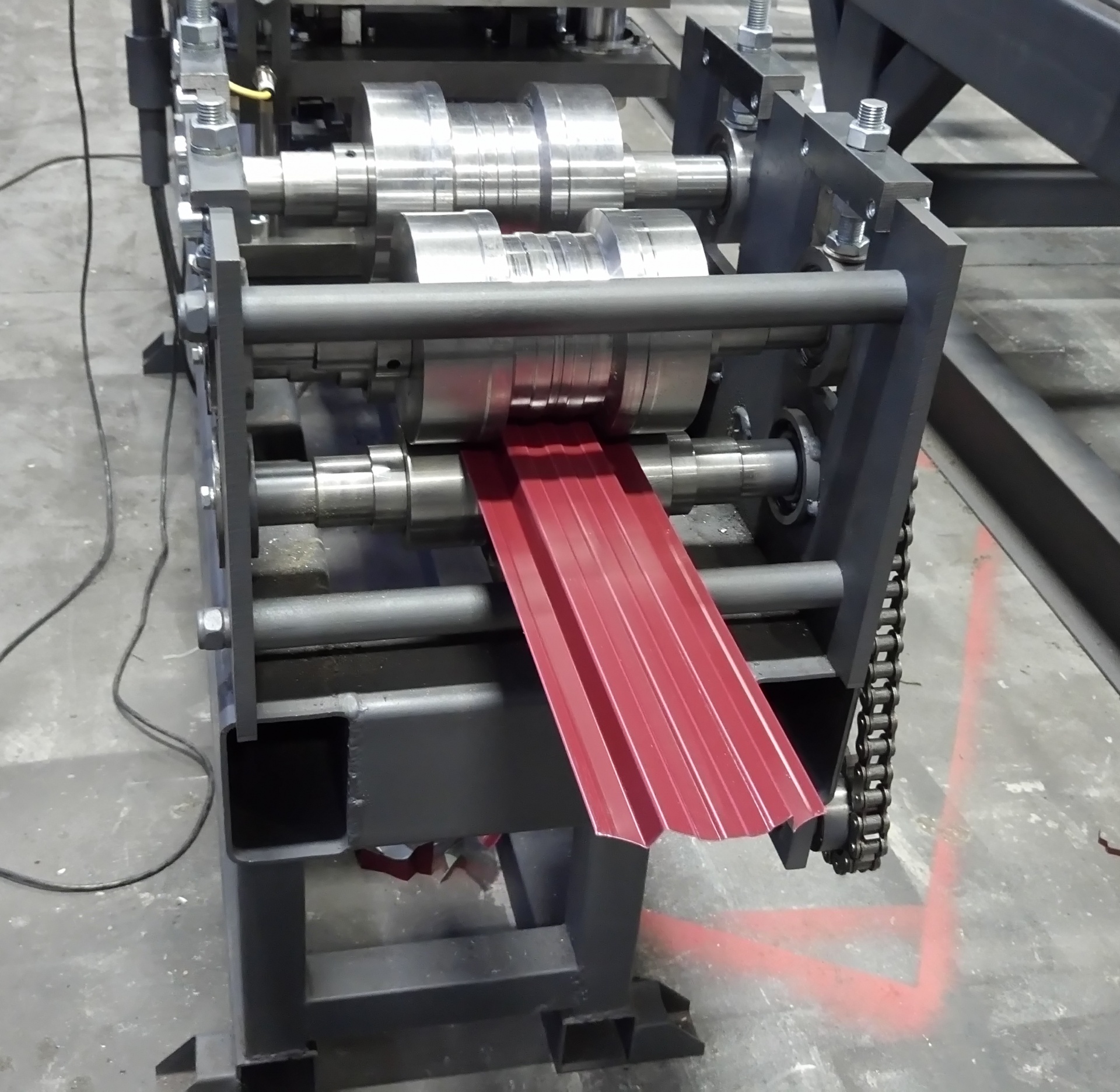
 Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п. - Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
 Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
Прокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.
Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.
Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.
Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза.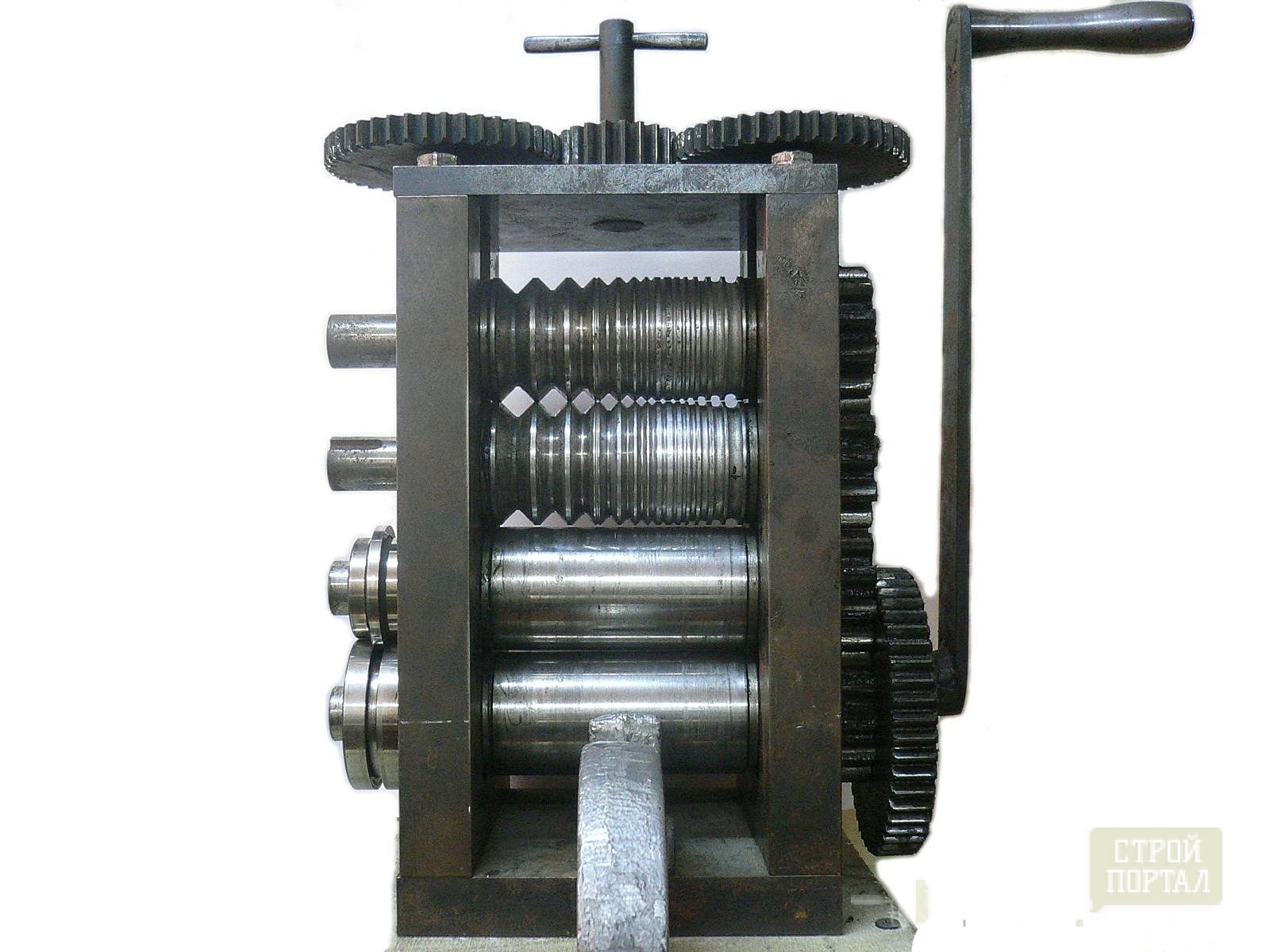 Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Для прокатного стана в первую очередь необходимо надежное основание, прикрученное к тяжелому верстаку или прямо к бетонному полу, чтобы в процессе работы механизм не сдвигался с места.
3 Валки для профильной трубы в домашней мастерской
В домашних условиях обычную алюминиевую или стальную трубу довольно сложно превратить в квадратный или многоугольный профиль, даже если у вас есть небольшая кузница. Ударами молотка невозможно получить одинаковые грани, да и дефектов будет предостаточно. Если вы профессионально занимаетесь металлоконструкциями, например, козырьками или теплицами, а то и мебелью, гораздо эффективнее – использовать станок для холодной ковки, такие продаются сегодня на 220 V. Валки там установлены один над другим и насадки меняются довольно легко, так что не будет особо сложно поставить другие ролики, с выемкой под квадрат.
Как правило, такие станки бывают только открытого типа, то есть, оси, на которых вращаются обжимочные вальцы, выходят наружу из корпуса. Соединены они с электромотором цепной передачей, реже – ременной. Как минимум один вал из пары должен двигаться в вертикальном направлении, с тем, чтобы подгонять зазор под разные калибры заготовок и обеспечивать сильный прижим в процессе протяжки. В электрических станках это регулируется специальными червячными узлами, а в механических – прижим можно обеспечить с помощью постепенно закручивающегося винта, к которому крепится платформа с верхними вальцами. Проворачивая штурвал, вы таким образом поднимаете или опускаете станину с роликами, которые самостоятельно не смогут изменить положение.
Удобнее всего использовать для вальцевания круглого профиля обычный трубогибочный станок, чертежи сборки которого в изобилии встречаются на просторах интернета. Сам по себе этот механизм для проката профильной трубы непригоден, он просто согнет в дугу заготовку. Потребуется небольшая доработка, а именно вместо одного верхнего вальца нужно будет установить два, каждый из которых составит пару одному из нижних. Для этого следует раздвинуть раму так, чтобы вертикальные стойки находились не между нижними роликами, а за ними. Если в качестве основы используются металлические пластины, достаточно просто сделать их более широкими. В остальном все будет работать так же, как в трубогибе, – штурвалом поворачиваем винт и опускаем верхние валки, нижние же, соединенные цепной передачей через зубчатые колеса, можно вращать специальной рукояткой, чтобы продвигать профиль.
Прокатный станок для производства профильной трубы
Видео! Посмотреть
Предлагаем станок для производства профильной трубы.
Станок для профильной трубы применяется для проката трубы круглого сечения в прямоугольный профиль. Типоразмеры профильной трубы определяются заказчиком.
Станок позволяет организовать производство профильной трубы на вашем предприятии. Простота работы позволит вам производить сотни погонных метров в смену.
Наш станок для производства профильной трубы отличает:
компактность;
мобильность;
простота в эксплуатации;
ремонтопригодность;
рентабельность выпускаемой продукции;
быстрая окупаемость.
Технические характеристики оборудования для производства профильной трубы:
| Диаметр трубной заготовки, мм | До 76 |
| Толщина стенки трубы, мм | До 4 |
| Потребляемая электрическая мощность, кВт/ч | 5,5 — 11 |
| Габариты, мм | 800 Х 2350 Х 1200 |
| Производительность, м/час | До 500 |
Обслуживающий персонал, чел. |
2 — 3 |
Фотогалерея оборудования для производства профильной трубы
Для установки оборудования специального фундамента не требуется.
Описание прокатного стана для производства профильной трубы.
Производство трубы квадратного сечения всегда было делом очень трудоемким. И если круглую трубу выпускают давно, в больших количествах и во многих городах, то квадратная труба не так часто представлена в ассортименте трубопрокатных предприятий.
На сегодняшний день мы нашли простой и удобный станок для изготовления трубы квадратного сечения (профильной трубы).
Прокатный стан для производства профильной трубы является простым в использовании механизмом, который позволяет из обычной трубы круглого сечения изготовить трубу квадратную.
Прокатный стан для производства профильной трубы спроектирован таким образом, что заказчик сам может задать нужные ему характеристики готового изделия. Станок может работать с исходной круглой трубой диаметром до 89 мм. И толщиной стенки до 4 мм.. То есть, любая труба, которая укладывается в эти предельно допустимые границы может быть отпрофилирована на этом станке.
Имея компактные размеры (800 Х 2350 Х 1200), прокатный стан для производства профильной трубы может выдавать до 500 погонных метров готовой трубы в час. И при этом требует малых затрат человеческого труда (такой станок может обслуживать 2-3 человека).
К неоспоримым преимуществам данного прокатного стана можно отнести его компактность, мобильность, простоту в эксплуатации, возможность ремонта (при необходимости). Если говорить об экономических показателях, то простота самого процесса проката трубы и разумная цена оборудования приводят к тому, что прокатный стан для производства профильной трубы позволяет сделать производство высокорентабельным, а сам стан быстро окупается.
Прокатный стан может прекрасно работать в любой местности, где рядом нет никакого крупного металлургического производства, ведь круглые трубы (заготовки) можно легко доставить из других районов, а для производства уже квадратной трубы предпринимателю не понадобиться строить огромное помещение и это производство само по себе не зависит от металлургической промышленности (может работать самостоятельно вдалеке от крупного завода).
Таким образом, если посмотреть на все преимущества, то прокатный стан для производства профильной трубы может стать прекрасным стартом нового высокорентабельного производства или значительно повысить эффективность уже имеющегося производства со старым оборудованием, которое требует больших затрат на производство того же продукта.
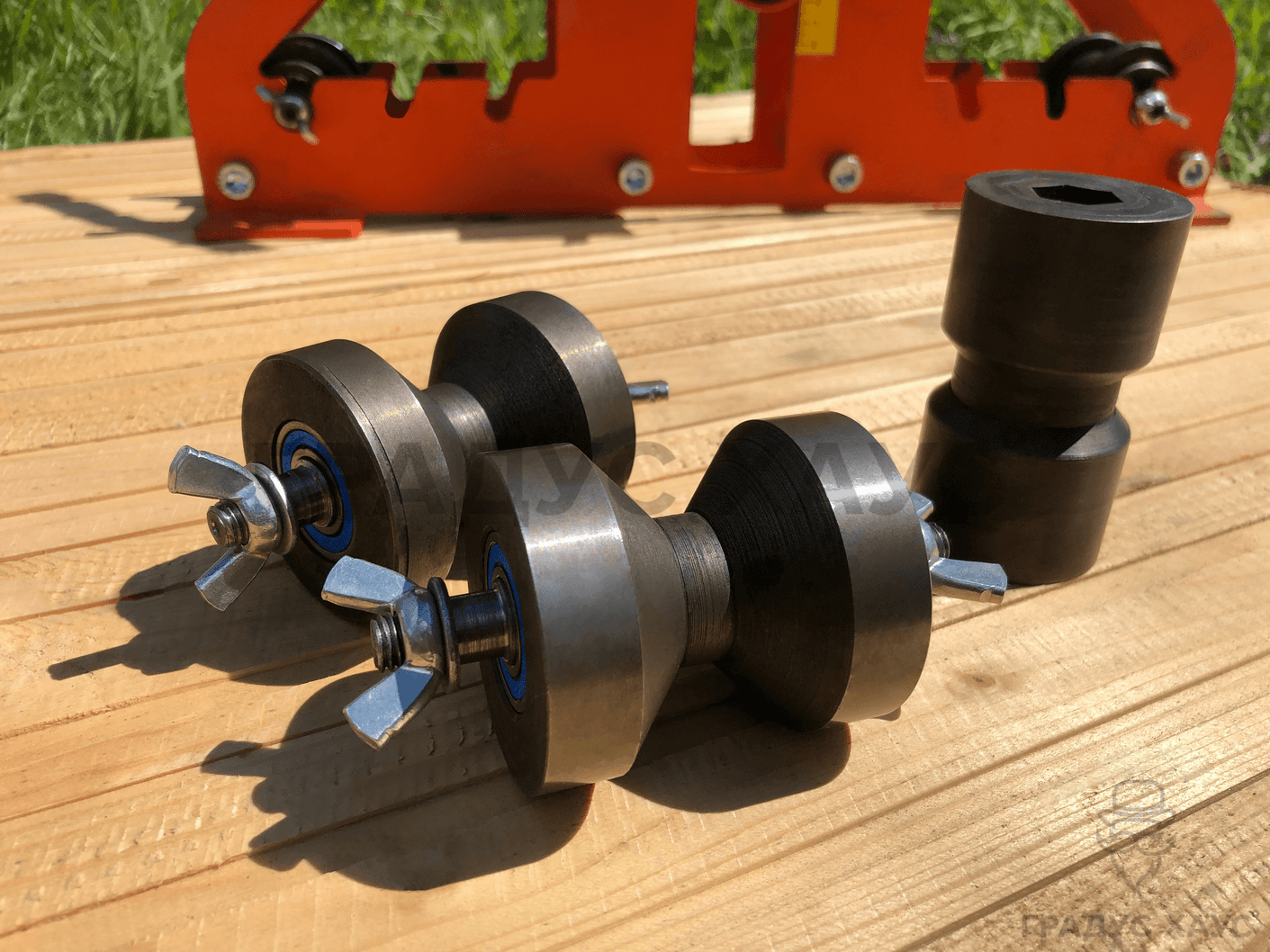
Самый примитивный, но рабочий станок для усиления (прокатки) профильной трубы
Всем доброго времени. Сегодня автор одноимённого канала «Николай Чернышов» расскажет, как можно сделать прокатный станок для усиления профильной трубы из подручных средств, хотя станком данную самоделку назвать сложно. И как назвал самоделку сам автор, «примитивный ручной станочек».
Усиления профильной трубы, нужно для того, чтобы при изготовлении разного рода кованых элементов и не только, при изгибе трубы без прокатки (усиления) она может дать трещину или пойти выступающими волнами. И, чтобы избежать таких ситуаций.
Трубу достаточно прокатать. Данные станки стоят не мало, конечно если вы работаете с трубами в больших объёмах и от этого есть доход, тогда да, можно не заморачиваться и приобрести заводской станок. А вот если вам нужно прокатать не большой объём трубы в личных целях, покупать заводской станок нет смысла. Для домашних нужд отлично подойдёт данная самоделка.
И так, что использовал автор, для своего самодельного станочка.
МАТЕРИАЛЫ: листовой металл 6 мм, два подшипника 205; кусок старой автомобильной рессоры Ø 10мм; металлический прут.
ИНСТРУМЕНТЫ: УШМ; круги отрезные и шлифовальные; аппарат сварочный; электроды; тиски; дрель электрическая; линейка; маркер и циркуль.
Лист 6 мм будет разрезан пополам.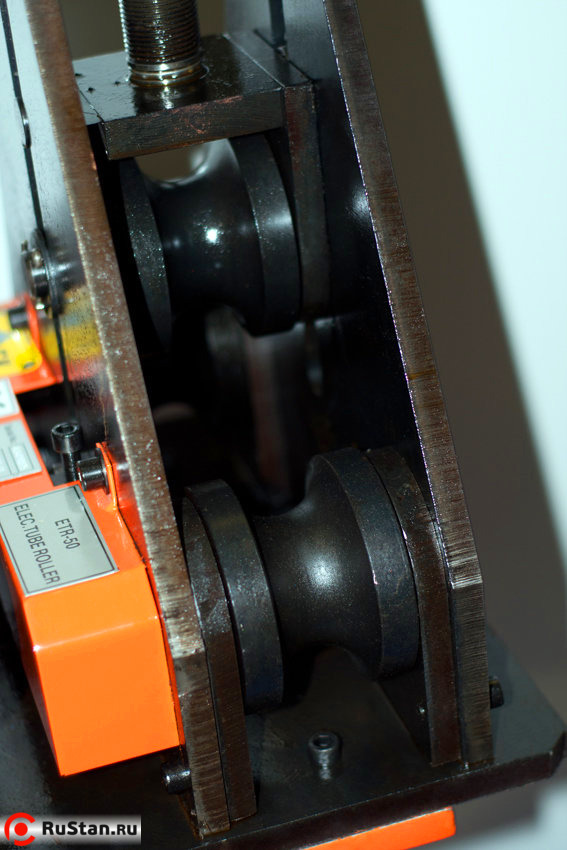
После, на нём нужно будет закрепить подшипники.
Под профильную трубу 15х15 мм с небольшим зазором в 0.5 мм, чтобы труба свободно перемещалась. Подшипники в данной самоделке служат в роли направляющих.
В подшипники будут установлены втулки. Сверху на них, будет установлена вторая часть пластины (крышка) затем всё это дело будет приварено.
По словам автора: втулки точить не обязательно, можно просто взять 25-й кругляк, так как подшипник 205, внутренний диаметр 25 мм просто подобрать и всё.
Сами прокаточные ролики (вальцы) автор сделает из рессорной стали.
Сначала, он нарисует круги. А после вырежет их с помощью УШМ.
На подготовленных, заготовках из шести мм пластины. Автор сделал по пару отверстий на каждой, под крепления втулок.
Установив подшипники с втулками на свои места.
Сделает с начала разметку под вальцы.
А после и сами прорези под них.
Затем снова установит подшипники с втулками на место, и накрыв сверху второй пластиной. Приварит втулки к пластинам.
Далее вырежет круги из рессоры. После сделает по одному отверстию в центре каждого круга, сверлом на 12 мм.
Затем закрепит вырезанный круг на шпильки и зажмёт его гайками с двух сторон.
И с помощью дрели и зажатой в тиски УШМ с установленным на неё лепестковым кругом. Выточит вальцы.
Теперь готовые вальцы нужно будет закрепить в прорезях, таким образом, чтобы они выступали на 2 мм каждый. Один сверху, второй снизу.
Для их крепления, автор вырезал такие вот четыре детали, из 10 мм пластины.
И сделал отверстия в них под шплинт на 12 мм.
После установил шплинт в отверстие.
Затем установил на него ролик (валец).
И сверху также пластину. Получился такой вот бутерброд.
Примерка.
Убедившись, что ролик выступает на 2 мм.
Автор установил ролики и приварил их крепления к пластине .
После, установил ровно кусок профильной трубы, в почти готовую самоделку и приварил ручки.

Такой вот примитивный, но рабочий станочек получился у героя нашей сегодняшней статьи.
Ручки в данной самоделке, также служат ещё и в роли дополнительных направляющих, чтобы не происходило перекоса трубы при прокатке.
Диаметр вальцов автор взял просто произвольный и получился он 65 мм.
По словам автора, больше или меньше будет диаметр роликов, глобального значения не имеет, единственное, чем больше диаметр ролика, тем легче будет прокатывать трубу говорит автор.
Ну а теперь тест на работоспособность данной самоделки.
Устанавливает трубу в станок.
Немного забивает её.
Прокатанный край трубы зажимает в тиски, тем самым сразу плющит кончик трубы и фиксирует её для дальнейшей прокатки оставшейся части трубы.
Ну а далее, как говорится дело техники, прилаживая физическую силу, рывками тянет на себя станочек.
После каждого рывка на себя, станочек нужно возвращать немного обратно. И такими движениями прокатывать трубу до конца.
Результат работы данного станочка.
Автору большое спасибо за данную самоделку.
Единственный недостаток данной самоделки, лично, по моему мнению, это то, что прокатывать данным станочком можно только тот размер трубы, под который он был сделан, в данном случае этот размер 15х15.
А на этом у меня всё. Всем спасибо, и до новой встречи!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Станки для профильной трубы
На сегодняшний день на каждом производственном предприятии используются профильные металлические трубы. Как правило, применяются трубы изогнутой формы.
На сегодняшний день на каждом производственном предприятии используются профильные металлические трубы. Как правило, применяются трубы изогнутой формы. Дело в том, что данная конструкция обеспечивает легкую проходимость содержимого по изделию, а также повышает его герметичность. Именно поэтому на предприятиях применяются специальные станки для профильной трубы.
Дело в том, что данная конструкция обеспечивает легкую проходимость содержимого по изделию, а также повышает его герметичность. Именно поэтому на предприятиях применяются специальные станки для профильной трубы.
Так, выделяют станки для изготовления профильной трубы. К ним относятся формировочные станы, в которых осуществляется заготовка формы и калибровочные вальцы для профилирования. Кроме того, существуют станки для загиба профильной трубы, а также для ее проката и резки (данные устройства применяются непосредственно при производстве металлоконструкций).
Станки гибочного типа
Станок для гибки профильной трубы может быть ручного и стационарного типа. Если изделие способно сгибать конструкции точно определенных размеров, оно является узкоспециализированным, если же станок работает с любыми размерами, его можно считать универсальным.Гибочные станки для профильной трубы могут осуществлять холодную гибку и гибку при высоких температурах. Стоит отметить, что такие приборы обладают весомыми преимуществами перед ручными сгибателями труб:
- прибор может работать в автоматическом режиме благодаря электронному управлению;
- за счет использования сменных деталей с помощью устройства можно выполнять разнообразные операции;
- трубогибочный станок для профильной трубы оснащен системой торможения привода;
- имеется система дистанционного управления;
- наконец, станок для гнутья профильной трубы можно установить практически на любую твердую поверхность.
Станок для прокатки профильной трубы представляет собой своеобразную пирамиду, которая включает в себя три цилиндра. Нижние вальцы (то есть цилиндры) осуществляют транспортировку, а верхняя деталь непосредственно деформацию.
Станки вальцовочного типа также разделяются на несколько видов.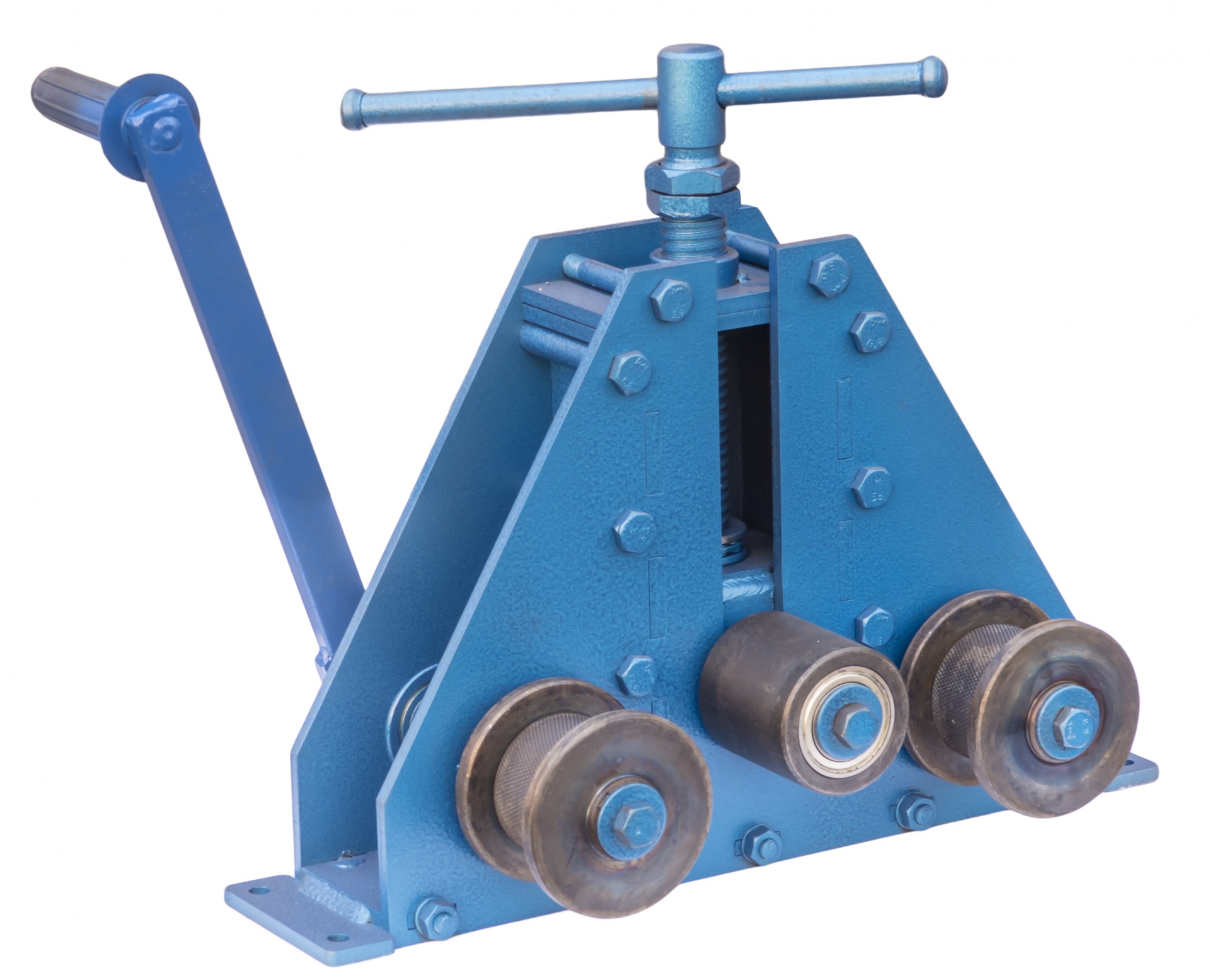 Так, существуют вальцовые листогибы, которые применяются при деформации листового проката (для труб они не используются).
Так, существуют вальцовые листогибы, которые применяются при деформации листового проката (для труб они не используются).
Кроме того, выделяют устройства с тремя цилиндрами. Их применяют для деформирования труб профильного типа. Наконец, приборы с четырьмя вальцами считаются самым мощным оборудованием. Они формируют дуговые и кольцевые профили. Стоит отметить, что подобные станки оснащены исключительно механическим приводом.
Приборы для резки
При изготовлении труб не обойтись без резки металла. В этом случае используются специальные станки для резки профильной трубы. Так, многодисковые отрезные станки это оптимальный вариант, в том случае, если резка профильных труб осуществляется в крупных масштабах.С помощью таких станков можно резать круглую, квадратную и прямоугольную трубу. Сама труба подается к пилящим установкам с помощью специального барабана. Барабан выступает и в качестве зажимного устройства.
Такие станки могут разрезать даже крашенные или никелированные трубы (их внешний вид после резки остается прежним). В автоматическом станке находится от трех до шести пильных головок. Прибор может разрезать трубу на части, имеющие различную длину (для точного определения длины головки имеют возможность перемещаться). При необходимости можно включить в работу все головки или же только несколько.
Как сделать прокаточный станок – Яхт клуб Ост-Вест
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.
Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.
Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.
Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.
Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.

Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.

Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
С развитием металлургии сильно возросли требования и к используемому в данной области оборудованию, так что современный высокопроизводительный прокатный стан отличается от своих предшественников.
1 Назначение и роль прокатного стана
Одной из самых важных областей промышленности является производство металла, и с этим поспорить довольно тяжело, ведь от того, насколько развита данная отрасль, зависит не только состояние народного хозяйства, но и экономика всего государства. При этом стоит учитывать, что потребность человечества в этом прочном материале постоянно растет. Поэтому сейчас практически невозможно представить себе промышленную область, где бы не участвовала металлургия. Она применяется и в машиностроении, и в строительстве, и в кораблестроении – в общем, список можно продолжать и продолжать. Завершающим же технологическим этапом производства столь нужного материала является получение проката.
Безусловно, добиться результата можно, только используя специальное оборудование, которое путем пластической деформации осуществляет прокат. Вообще, на производстве слаженно работает целый комплекс машин, в их функции входит не только основная операция, но и ряд вспомогательных. Это, например, подача сырья, калибровка материала, кантовка, а также транспортировка уже готовой продукции. Кроме того, автоматизированы и такие процессы, как резка, маркировка, правка, упаковка и, конечно же, передача на склад. Но в этой статье мы разберем именно стадию проката и соответствующие агрегаты.
Вообще, на производстве слаженно работает целый комплекс машин, в их функции входит не только основная операция, но и ряд вспомогательных. Это, например, подача сырья, калибровка материала, кантовка, а также транспортировка уже готовой продукции. Кроме того, автоматизированы и такие процессы, как резка, маркировка, правка, упаковка и, конечно же, передача на склад. Но в этой статье мы разберем именно стадию проката и соответствующие агрегаты.
2 Какие могут быть виды прокатных станов?
Виды прокатных станов можно разделить по назначению в зависимости от типа выпускаемого продукта. Так существуют заготовочные и обжимные станы, к последним относятся слябинги и блюминги. Это своего рода черновое оборудование, в их функции входит переработка большого слитка металла в заготовку, поступающую в дальнейшем на прокатку в другие цеха, продукция на разных типах этих станков различается геометрической формой. После них материал идет на сортовые, трубные либо же проволочные машины, где происходит более специализированный прокат.
Сортовые станы имеют достаточно разнообразные возможности. Так, на них изготавливаются многие виды швеллеров, балки, уголки, разные типы профилей, рельсы и широкополосная сталь. Типы этих машин делятся в зависимости от заданной программы, так существуют крупносортные, среднесортные, рельсопрокатные, а также установка MPS для изготовления профилей. Листовые агрегаты могут быть как горячей, так и холодной прокатки. Выпускаемая продукция делится в зависимости от габаритов на плиты толщиной от 50 до 350 мм, 3–50 миллиметровые листы и полосы (1,2–20 мм). Последние, как правило, сматывают в рулоны весом до 50 тонн.
С трубопрокатным оборудованием все ясно уже из его названия, оно необходимо для получения бесшовных труб различного диаметра. Так производят следующие изделия:
- на непрерывно удлинительном стане выходит продукция сечением до 110 мм;
- на короткоправочном – 60–450 мм,
- трехвалковый стан выпускает толстостенные трубы с пониженной разностенностью, диаметр которых составляет 35–200 мм;
- для получения бесшовных труб довольно большого диаметра (400–700 мм) нашли свое применение пилигримовые агрегаты.
Последний тип прокатного оборудования – специальное (деталепрокатное), на котором осуществляется производство труб и профилей длиной не более трех метров, а также шаров, винтов, гнутых профилей, ребристых труб, зубчатых колес и т. д. Далее эти заготовки дорабатываются уже непосредственно в автомобильной, мебельной либо иной промышленности.
3 Устройство прокатного стана – особенности механизмов
Устройство прокатного стана включает три основных узла: рабочие клети, электродвигатели и передаточные устройства. В состав первых входят валки, установочные механизмы, станины плитовины и проводки. Электродвигатели же выполняют одну из самых важных функций – вращают валки посредством передаточных устройств, состоящих в большей степени из муфт, шестерен и шпинделей.
Главной характеристикой обжимных и заготовочных станков является диаметр рабочего валка, если же участвуют сразу несколько клетей, тогда руководствуются только численными показателями чистовой, именно значение ее параметра обычно упоминается в названии.
Сортовое оборудование обычно состоит из нескольких последовательно расположенных клетей, так, например, универсальные станы имеют 5 или 3 клети, из которых 3 или 2, соответственно, имеют горизонтальные валы диаметром приблизительно 1350 мм, а сечение валов у оставшихся – около 800 мм. Толстолистовые станы обычно имеют одну или две клети, дина же валков составляет 3500–5500 мм, очень часто с целью обжатия боковых кромок они оснащаются дополнительными клетями с вертикальными валками. Наиболее же распространенными среди агрегатов для прокатки полос являются широкополосные, количество клетей в них от десяти до пятнадцати, длина бочки валов колеблется в пределах 1500–2500 мм. Они также имеют и дополнительные клети с вертикальными валками.
Как видно, иногда эти агрегаты могут занимать очень много места. А вообще, трубопрокатное оборудование в основном состоит из 3 станов, так как сначала осуществляется прошивка отверстия в заготовке путем винтовой прокатки, затем данную заготовку следует вытянуть в трубу, и последней операцией является калибровка, т. е. достижение необходимого диаметра. Основой деталепрокатных механизмов является принцип винтовой и поперечной обработки.
А вообще, трубопрокатное оборудование в основном состоит из 3 станов, так как сначала осуществляется прошивка отверстия в заготовке путем винтовой прокатки, затем данную заготовку следует вытянуть в трубу, и последней операцией является калибровка, т. е. достижение необходимого диаметра. Основой деталепрокатных механизмов является принцип винтовой и поперечной обработки.
4 Можно ли сделать прокатный станок своими руками?
Безусловно, если говорить о крупном промышленном производстве, то здесь ни о какой самодеятельности не может идти и речи, но для домашнего использования можно сделать прокатный станок своими руками. Однако не надо недооценивать подобное оборудование, так как с его помощью можно не только получать проволоку разного сечения, но и осуществлять рихтовочные работы или резать листовые материалы, толщина которых не будет превышать полмиллиметра. Итак, нам понадобятся две стойки, верхняя плита, 4 винта М10 и, соответственно, такие же болты, стальной прут диаметром 5 см, втулки и подшипники из бронзы, пружины и упоры, 2 шестеренки и зубчатое колесо.
Соединяем стойки с плитой винтами и болтами так, чтобы получился достаточно прочный остов-клеть. Из прутка вытачиваются 2 валика, с целью увеличения их твердости следует осуществить закалку. Нижний вал монтируется в стойки посредством бронзовых втулок-подшипников, а верхний крепится в ползунах, так он свободно сможет перемещаться по вертикали. Чтобы ограничить их ход вверх, в плите монтируются специальные упоры, ну а снизу устанавливаются пружины, которые стремятся раздвинуть валки.
Обеспечение синхронного поворота упоров происходит за счет зубчатой передачи, расположенной на верхней плите. В ее состав входит зубчатое колесо на оси, запрессованной в центре пластины, оно передает крутящий момент посредством шестеренок, находящихся на хвостовике упоров. Так можно регулировать величину зазора.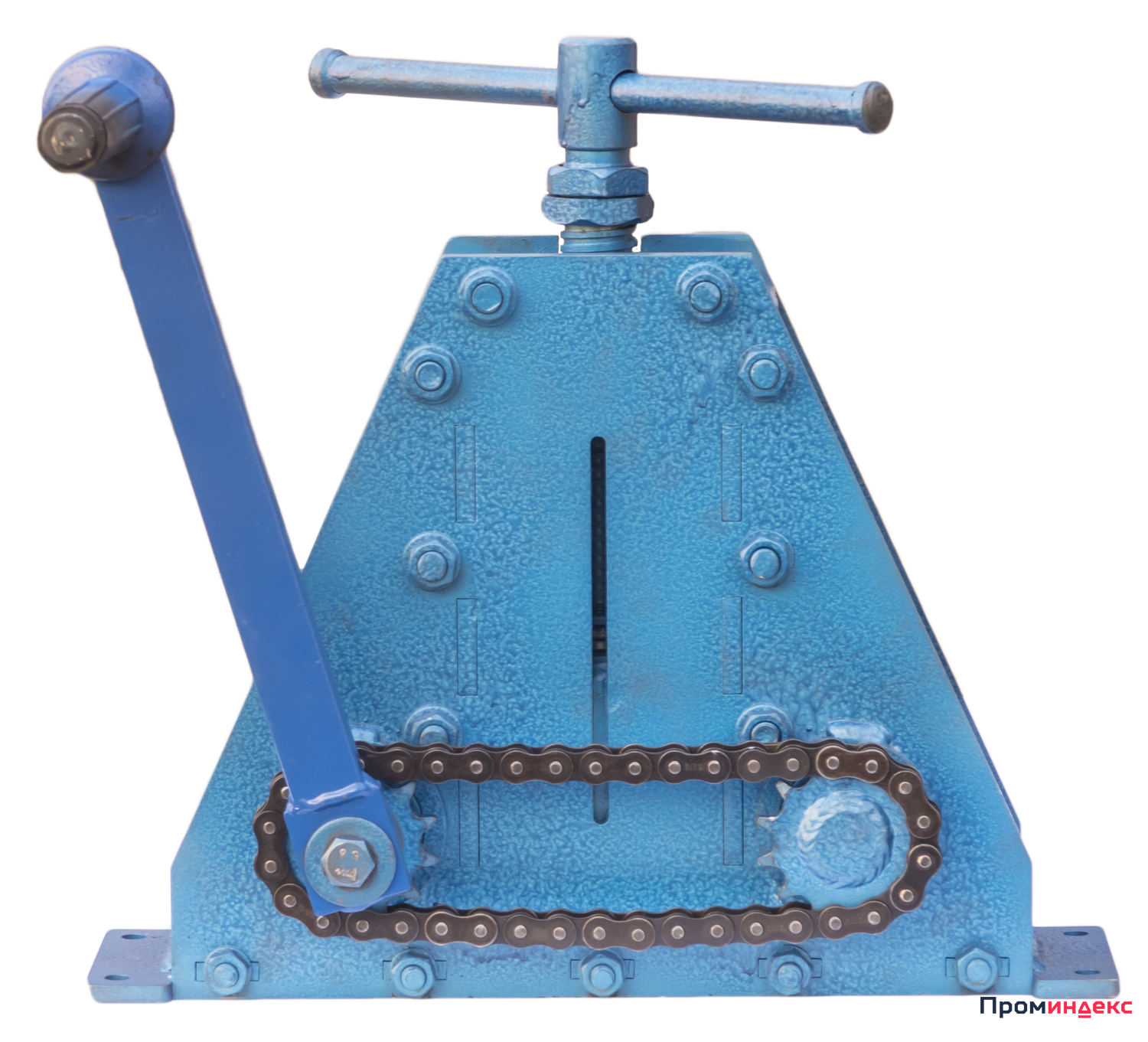 На нижнем валике есть рукоятка, при ее вращении он прокручивается и передает крутящий момент посредством все той же зубчатой передаче верхнему.
На нижнем валике есть рукоятка, при ее вращении он прокручивается и передает крутящий момент посредством все той же зубчатой передаче верхнему.
Благодаря специальным насадкам, например дисковым ножам, можно осуществить резку листового металла, а цилиндрические валки с фасонными канавками позволят произвести проволоку нужного сечения. Если же необходимо накатать ребра жесткости, то тут понадобятся валики с симметричным расположением паза и гребня. В общем, возможности данного станка, учитывая то, что он делается в домашних условиях, просто впечатляют.
ООО Артголд (Уфа) – оборудование для художественной ковки
Компания “Артголд” предоставляет широкий спектр креативных решений для интерьера и экстерьера. Также предприятие выпускает и продает оборудование для художественной ковки. Производство станков осуществляется на сертифицированных, качественных и современных установках. При изготовлении машин учитываются все требования и пожелания клиента.
Кузнечное оборудование позволяет создавать разнообразные кованые изделия. Производительность и точность машин гарантирует реализацию сложных и крупных проектов. Заказчики компании расположены во всех регионах России, а также в странах СНГ. Доставка выполняется транспортной компанией.
ООО “Артголд” расположено по адресу:
- Уфа, ул. Кировоградская, 33, зал 1, отдел 52 Б.
- Октябрьский , ул.Островского 6 /Б ,2 этаж ,ТЦ “Орбита”.
- Телефоны в Уфе: 8 (347) 294-74-73 – единая справочная; 8 (987) 254-74-73 – Лия; 8 (937) 849-82-83 – Андрей.
- E-mail – [email protected]; [email protected].
- Сайт – http://artgold3d.ru/.
Ассортимент:
- Станки для художественной ковки:
- Гусиная лапка и улитка с электроприводом.
- Ручной станок для изготовления корзинок.
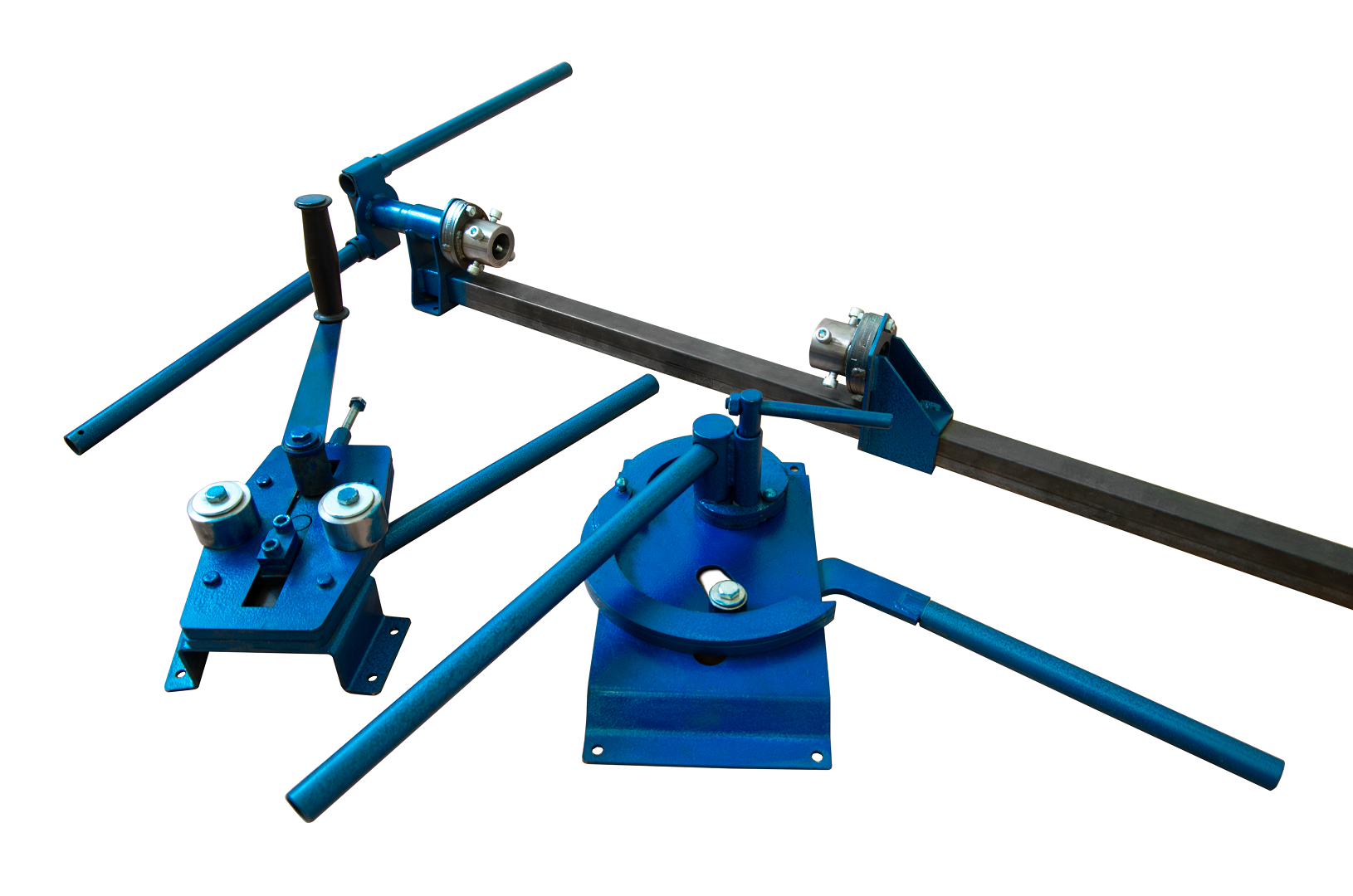
- Станки для художественной ковки: гусиная лапка, улитка, твистер, трубогиб.
- Станок гусиная лапка с электроприводом.
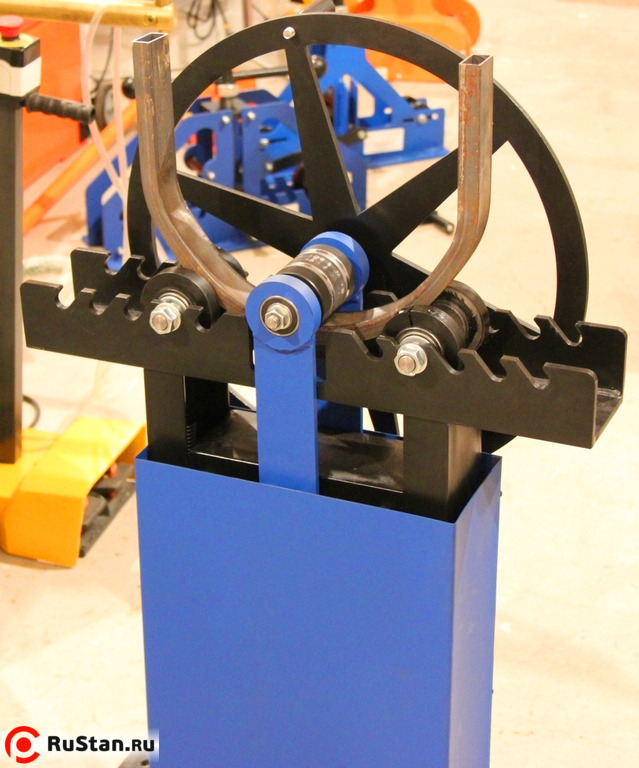
- Станок для ковки гусиная лапка и усиление профильной трубы шарами 10*10; 15*15; 20*20.
- Станок для ковки гусиная лапка, ручной.
- Станок для ковки улитка с электроприводом на 220/ 380.
- Станок для проката профильной трубы шарами 10*10; 15*15; 20*20.
- Станок для проката профильной трубы шарами 10*10; 15*15; 20*20, электрический.
- Станок для проката хомутов, для закрытия сварочных швов.
- Станок для прокатки профильной трубы на холодную от 10*10 до 25*25.
- Станок для прокатки профильной трубы на холодную, профиль 10.15.20.
- Станок для холодной ковки: улитка, твистор, трубогиб, корзинка.
- Трубогиб для профильной трубы с домкратом 40*40.
- Трубогиб для профильной трубы с электроприводом на 220/380.
- Slava для проката трубы по плоскости шарами 10*10; 15*15; 20*20; 40*20, электрический.

Профилегибочные станки | Станки Kaast
Высокопрочные европейские профильные валки, угол 1–12 дюймов, немедленная доставка
Эти машины специально разработаны для круговой гибки металлических профилей, уголков, колец и труб и могут работать как в вертикальном, так и в горизонтальном положении. Стандартный набор гибочных валков подходит для гибки квадратных, плоских, угловых и фасонных профилей. Кольцевой каток PBH также может быть оснащен специальными роликами для гибки труб и других круглых профилей.Возможна прокатка труб, прокатка колец и труб.
Купить профильные валки
Позвоните нам по телефону (610) -441-7317 или отправьте нам электронное письмо, и один из наших экспертов по изготовлению будет рад ответить на любые ваши вопросы и проведет вас через весь процесс.
Получить предложение
Производство трубных валков и трубных валков получит большую выгоду от покупки трубных валков Kaast и трубных валков. Kaast производит высококачественные трубные валки и валки для труб как для трубопрокатных, так и для трубопрокатных предприятий по всему миру, с отличным сервисом для этого.
Наши угловые вальцы превосходят угловые вальцы других производителей, поэтому наши клиенты очень довольны покупкой угловых вальцов Kaast. В Kaast мы гордимся тем, что поставляем трубопрокатные, трубопрокатные и угловые станки высочайшего качества по очень конкурентоспособным ценам, уделяя особое внимание нашим клиентам.
Трубогибочные станки с кольцевым валком состоят из 3 валков на отдельных валах, которые катят трубу через валки, в то время как верхний валок оказывает давление вниз на верхний валок для деформации трубы.Кольцевые валки, трубогибы и трубогибы доступны с двумя или тремя приводными валками, с ручной или гидравлической регулировкой верхнего валка.
Кольцевидная гибка труб используется для гибки труб до большого радиуса центральной линии, то есть до больших окружностей, а роликовая гибка обычно используется для изготовления навесов, барабанных валков, рам для барбекю и других круглых изделий с большим радиусом центральной линии.
Ролики для труб имеют ту же башмак или матрицу, что и гибочные станки, но имеют пару металлических роликов внизу.У них внутри шарикоподшипники, поэтому они плавно катятся. Верхний одиночный башмак прикреплен к валу, поэтому он вращается вместе с колесом. Продвигая трубу, вы медленно превращаете металлическую трубу в плавную длинную кривую. Вы загружаете трубу в машину и опускаете верхний ролик, пропуская ее.
Это медленный, преднамеренный процесс, при котором вы каждый раз опускаете ролик вниз. Полученная кривая не будет иметь неровностей, потому что ролик раскатывает неровности, изгибая металлическую трубу.Сама труба фактически становится длиннее, когда вы пропускаете ее через ролик, в зависимости от изгиба, который вы делаете.
Совет по гибке
Чтобы уменьшить радиус изгиба всего за один проход, выполните следующие действия:
- Вставьте материал между валками и установите нижние валки по касательной (рис. 1)
- Профиль должен быть направлен назад (рис. 2)
- Немного приподнимите правый нижний крен (рис.3)
- Имеем материал примерно 50/80 см.передний (рис.4)
- Обратным вращением перевернуть материал назад (рис. 5)
- Снова поднимите правый нижний валок (рис.6)
- Повторите начало изгиба, которое будет более заметным (рис. 7)
 2)
2)Если необходимо, повторите один или два раза, пока не получите требуемый диаметр.
Для получения полных окружностей с загнутыми концами, как (рис. 1), вы можете вместо этого сделать следующее:
- Отрежьте планку, которую нужно согнуть, примерно на 10/20 см. длиннее: (рис.2)
- Согните деталь до соприкосновения (рис.3)
- Обрежьте неизогнутые концы (рис.4)
- Проденьте кольцо между валками, пока концы не встретятся (рис.6)
В результате получится почти идеальный круг точного диаметра.
Рекомендуемые материалы для гибки
На наших машинах можно гнуть все материалы, но результат будет зависеть от их характера. Например, сталь стремится к своему исходному положению за счет упругости.
Если сопротивление не является равномерным, диаметр кругов будет неравномерным. Если размер стержня не является постоянным, полученные диаметры круга также будут неправильными (даже если разница не превышает нескольких десятых миллиметра).
В случае уголка или других секций, требующих правки, поправки могут оказаться нерегулярными, поскольку выпрямитель может оказывать слишком большое или слишком маленькое давление.
По возможности детали должны быть чистыми, без ржавчины и масла и сухими.Наконец, мы рекомендуем использовать только прямые стержни, так как деформированные стержни могут перегибаться или перегибаться, что отрицательно скажется на результатах.
Подготовка деталей
Все материалы, изогнутые по краю, и участки с фланцем, изогнутые по краю, предпочтительно должны иметь фаску, чтобы облегчить вставку заготовки между роликами.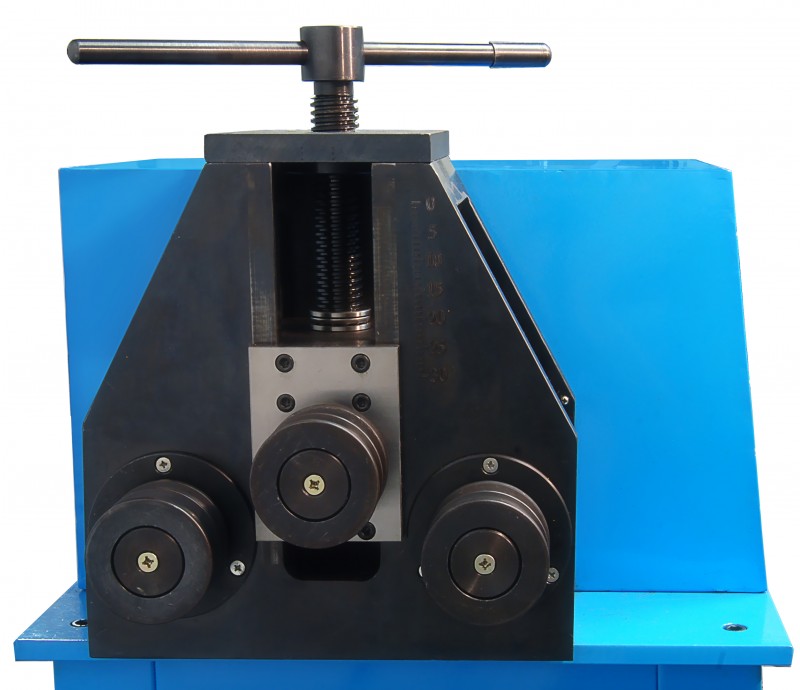 Когда секции требуют правки, а также гибки, иногда требуется другая фаска, чтобы секция могла выйти из выпрямителя.
Когда секции требуют правки, а также гибки, иногда требуется другая фаска, чтобы секция могла выйти из выпрямителя.
Пример профиля с фаской
Тройник подготовлен к гибке с наружным фланцем.
Уголок подготовленный к гибке с внутренним фланцем.
Плоский профиль подготовлен к изгибу на ребро.
Уголок подготовлен для гибки с внешним фланцем (обратите внимание на две фаски: большая для выхода из ролика, маленькая для выхода из выпрямителя).
Установка валков
Три валка наших гибочных станков имеют разные диаметры, маленький должен быть установлен на центральном валу (внутри изгиба), а два других – на нижних валах.
Необходимо, чтобы валки были установлены на станке в правильное положение в соответствии с типом профиля, который вы собираетесь сгибать.
Это предотвратит чрезмерное усилие и ненужное скручивание. При изгибе обычных секций, таких как Т-образная или угловая сталь, ножка на кромке никогда не должна доходить до шпонки, установленной на ведущем валу.
Если вы хотите получить лучший результат гибки, вставьте прокладку между двумя половинчатыми валками с точной толщиной и диаметром, чтобы поддержать изогнутую полку кромки.
Кроме того, необходимо, чтобы внутри закругленных стенок профилей при изгибе находился рулон с закругленным углом.
При секционной гибке канавка валка должна быть шириной, равной толщине профиля, который должен быть слегка прижат.
При гибке плоского железа на кромке паз верхнего валка должен быть предварительно подготовлен на 2–3–4 мм. больше толщины материала.
Общие инструкции по гибке
Ниже приводится рекомендуемый порядок работы на гибочном станке:
- Вставьте стержень между роликами слева направо и убедитесь, что канавки выровнены.Во время этой операции валки должны находиться в исходном положении, не сгибая профиль.
- Нажмите на левый маховик, удерживая штангу между валками, чтобы штанга находилась в горизонтальном положении, и поддержите ее стойкой.
- Снимите шину и поверните правый маховик, чтобы получить расчетную правильную настройку для желаемого радиуса.
- Запустите двигатель и поднесите секцию к валкам (слева направо). Три ролика будут тянуть заготовку вперед и перемещать ее без необходимости ручного вмешательства.Если этого не происходит, либо валки расположены слишком близко, либо фаска недостаточно длинна. Однако преодолеть эту трудность можно следующим образом.
- Опустите правый рулон до тех пор, пока секция не согнется (не имеет значения, если она небольшая) на длину около 15 см. Включите реверсивную передачу, переместите заготовку назад и поднимите правый валок. Выполните гибку снова и, если необходимо, повторяйте эту операцию, пока пруток не войдет в валки в желаемом положении. Пункты 4 и 5 являются избыточными при использовании гидравлических моделей.
Как получить желаемый диаметр
Приготовьте три или четыре вырезаемых размера заготовки, которую нужно согнуть, длиной около 40–50 см. Вставьте один в машину и выполните пробную гибку.
Возможны два результата:
- Радиус правильный: проблем не обнаружено, можно продолжать работу.
- Радиус слишком большой или слишком узкий: правильно откорректируйте правильный рулон и вставьте другой обрезанный размер; повторите тест, пока не получите желаемый радиус.
Для этих испытаний используются размеры прямолинейного выреза; никогда не используйте гнутые детали или гнутые детали, выпрямляемые последовательно.
Повторяем, точность и непрерывность радиуса зависит только от ровности и однородности заготовки. Так как это иногда бывает трудно получить, гнутые детали необходимо последовательно исправлять.
Гибка плоских профилей на ребро
Чтобы получить небольшой круг, мы предлагаем обработать заготовку с соответствующей фаской.Рулоны должны быть установлены в соответствии с положениями, показанными на рисунках A, B, C и D, и это зависит от качества, размеров материала и желаемого диаметра.
Обратите внимание;
- Рис. A: подходит только для толстых секций.
- Рис. B: подходит только для плоских, высоких и тонких сечений.
- Рис. C: в этом положении показаны валки, установленные для получения окружностей малого диаметра.
- Рис. D: этого положения следует избегать, поскольку скорости обода валков имеют очень разные значения: в точках соприкосновения с профилем.
В случае, если во время гибки возникают вибрации, мы предлагаем снять маленький ключ с одного из трех валков; лучше от правого нижнего.
В случае рис. a, b, c канавка верхнего валка должна располагаться на 2-3-4 мм. больше толщины материала. Это значение обратно пропорционально радиусу изгиба.
Участок гибки плоский на плоском
Рулоны должны быть в нормальном положении, при этом диски каждого рулона должны быть соединены друг с другом.
В случае непрерывной работы советуем оборудовать станок валками с канавкой размером и глубиной, равной сгибаемому сечению. При этом не полностью загнутые концы могут вызвать затруднения. Это неудобство можно устранить несколькими способами в зависимости от конкретного случая. Пожалуйста свяжитесь с нами.
Гибка квадратных профилей
Установите валки в нормальное положение, как указано ранее (поз. 2).
В случае непрерывной работы хорошо оборудовать станок валками с канавкой размером и глубиной, равной сгибаемым участкам.
Для получения небольших окружностей необходимо снять фаску с заготовки, чтобы ее было легче вставить между валками (для гидравлических моделей вышеуказанная операция не требуется).
При гибке квадратных профилей, если станок работает слишком шумно, это происходит из-за скорости обода, которая не соответствует внутренней и внешней окружности рабочего круга. Чтобы преодолеть эту трудность, мы предлагаем установить валок меньшего диаметра на верхнем валу станка, то есть пропорциональный внутренней и внешней окружности круга. Можно даже избежать вибраций, сняв ключ с одного из трех валков, возможно, с нижнего правого валка.
Можно даже избежать вибраций, сняв ключ с одного из трех валков, возможно, с нижнего правого валка.
В случае поз. 3, с очень маленькими радиусами изгиба, рекомендуется использовать верхний валок с проточкой 2-3-4 мм. больше толщины профиля.
Это значение обратно пропорционально радиусу изгиба.
Гибка круглого профиля
Лучше, если станок будет оборудован валками с канавкой, соответствующей диаметру сгибаемого прутка; по круглым трубам.(Поз.11).
При необходимости гибки круглых профилей нескольких размеров для экономии средств, мы можем поставить 2 валка с V-образной канавкой, как показано на рисунке ниже.
Изгиб L-образной или угловой стойки
Как уже говорилось, секция должна быть вставлена между валками слева направо и в конечном итоге снята фаска (стр. 3).
Ролики должны быть установлены, как показано на рис. а. Нормальные закрытые валки устанавливаются на центральный вал, а открытые валки на боковые валы, следя за тем, чтобы радиальный угол соответствовал внутреннему радиусу секции.
Чтобы настроить рулон таким образом, прочтите предложения, данные выше в разделе «Настройка рулонов».
Для всех асимметричных секций в целом и угловых секций в частности необходимо использовать выпрямители для исправления любого скручивания, которое могло произойти при изгибе (рис. B).
Стандартные выпрямители используются для положения фланца ноги вне.
Левый выпрямитель должен быть выровнен по заготовке или, по крайней мере, оказывать небольшое давление.Правый выпрямитель должен больше выступать, то есть сильнее воздействовать на секции, пока не будет получена точная коррекция (рис. C).
Если возникают трудности при пропускании заготовки через правый выпрямитель, держите правый выпрямитель назад, ближе к машине и продвигайте его с помощью гаечного ключа, когда профиль достигнет и преодолеет его. Другое скручивание можно легко отрегулировать, установив на нижние валки 2 фланца большего диаметра для поддержки секции в боковом направлении. Инжир.d показывает дефект и его исправление.
Инжир.d показывает дефект и его исправление.
В некоторых случаях можно заметить легкое сплющивание в соответствии с согнутой по краю ножкой. Чтобы избежать этого неудобства, необходимо вставить распорку толщиной с фланец и иметь такой диаметр, чтобы выдерживать ее при изгибе. На рис. Д показан дефект и его устранение.
Гибка L-образной или угловой стойки в
Это одна из самых сложных гибочных работ, и станок должен быть оборудован дополнительными правильными устройствами, как показано на рисунке на странице 19.Эти выпрямители поставляются только по запросу.
Ролики должны быть установлены с учетом рекомендаций, приведенных выше в разделе «Установка роликов»: распорка будет установлена на центральном валу с дополнительными выпрямителями, и она должна быть вставлена в канавку охватывающего ролика. , как показано на рис. а.
Секция должна всегда вставляться между рулонами слева направо и, при необходимости, иметь фаску (стр. 3).
Положение профиля по отношению к машине должно быть таким, чтобы одна ножка была обращена к центральному валку, а другая – к машине.
Когда начинается гибка, можно заметить, что профиль выходит скрученным (рис. B): теперь валок «C» должен быть опущен, а валок «D» нужно перемещать вперед, пока искажение не будет полностью исправлено (рисунок на странице 19).
После этой операции продолжайте сгибание и следите за тем, чтобы секция выходила точно квадратной формы (рис. C).
Другое скручивание иногда можно исправить, заменив стандартные валки коническим валком, избегая закрытия профиля на 90 °, и фланец большего диаметра, поддерживающий секцию сбоку.На рис. D показан дефект и его устранение.
В некоторых случаях может наблюдаться небольшое уплощение на задней части секции в соответствии с ногой, подвергшейся краевому изгибу. Чтобы избежать этого неудобства, необходимо вставить прокладку толщиной с ножку и иметь такой диаметр, чтобы она поддерживалась во время изгиба. На рис. Д показан дефект и его устранение.
На рис. Д показан дефект и его устранение.
Гибка Т-образного профиля
Как обычно, мы должны учитывать правила, приведенные выше в заголовках «Подготовка заготовки» и «Установка валков» .
Изгиб данного профиля возможен в любом положении:
- Leg Out, поз. 7
- Leg In, поз. 8
- Боковая ножка поз. 25
Если требуется строгая перпендикулярность между плоско изогнутой стойкой и плоскостью изгиба, необходимо установить стяжные стержни на концах вала. Поставляются по запросу.
Гибка U-образного профиля – Ножки наружу поз. 9 / Ножки в поз. 10
Необходимо оборудовать станок валками, специально изготовленными с учетом размеров сечения.Для отдельных работ можно использовать стандартные рулоны.
Гибка П-образного профиля – Боковые стойки
Это одно из положений изгиба, которое требует большей мощности, чем другие, потому что момент сопротивления, соответствующий этой нейтральной оси, значительно увеличивается.
Стандартные валки можно использовать, но они должны быть установлены так, чтобы сопряженные валки прилегали к машине, как показано на чертеже.
Основа загнутого по краю П-образного профиля опирается на охватываемый валок.
Внутренний валок будет иметь заднюю часть, обращенную к ножкам профиля, и будет действовать как направляющая.
Гибка круглых труб
Для такого рода работ особых трудностей нет. Однако на машине необходимо установить валки с канавкой, соответствующей диаметру сгибаемой трубы.
Возможно выполнение геликоидальных рулонов, шаг которых может быть определен перемещением правого правильного валка при выходе материала.
Для получения катушек с прямыми концами необходима модель с гидравлической регулировкой.
Гибка квадратных или прямоугольных труб
Необходимо оборудовать станок валками с канавкой, соответствующей внешним размерам изгибаемого профиля.
Как вы можете видеть на следующих рисунках, используя рулоны, состоящие из нескольких колец, можно гнуть профили разных размеров, экономя на расходах.
Посмотреть кольцевые ролики, угловые ролики, профильные ролики, трубные ролики или узнать цену
Прокатная машина плоского профиля для трубных балокбар
Угловая прокатка – Балочная прокатка – JORGENSON Rolling
Прокатка плоского прутка.Прокат стального прутка 2,25 x 8. Это плоский пруток 2 1/4 “x 8, длина 10 футов, прокатанный до внутреннего радиуса 36 футов. В Jorgenson Metal Rolling & Forming мы специализируемся на прокатке и формовании больших стальных профилей, таких как прокатка плоского прутка, балки прокатка, прокатка труб, прокатка швеллеров и прокатка углового чугуна. Эти формы обычно используются для создания навесов, навесов и других угловых валков, угловых валков JMT Плоская прокатка металла; наши многофункциональные профильные и угловые валковые станки включают один комплект закаленных и шлифованных универсальные валки, планетарный редуктор с приводом от гидравлического двигателя, который приводит в действие все три валка, боковые опоры для обеспечения возможности сгибания ног внутрь и наружу, портативная система управления с программируемыми цифровыми показаниями, дополнительное обновление до ЧПУ, вертикальное или горизонтальное управление, корпус из
Купить профилегибочный станок и трубопрокатный станок в Интернете – Станок для прокатки плоского профиля стержневой балки из Австралии
HPK-100NC – Гидравлический секционный и трубопрокатный станок Угол 100 x 100 x 12 мм (415 В) Включает 3 оси 7.7 дюймов Easy View Control, гидравлические валки предварительного изгиба и боковые направляющие ролики Состояние горячее состояние Диаметр выпрямления: 20-340 мм Прямолинейность 1 мм / м-1,5 мм / м Подробнее Свяжитесь сейчас Станок для правки профильной стали для квадратного плоского U-образного прутка и стальной направляющей machineSenbo Machinery – Китайские поставщики станков для правки стальных труб и прутков, предлагающие рекламные и рекламные машины для правки стальных труб и прутков по низкой цене, а также индивидуальное обслуживание. Приглашаем вас сюда импортировать персонализированные машины для правки стальных труб и прутков, сделанные в Китае. Наша фабрика также предлагает индивидуальные услуги OEM.
Приглашаем вас сюда импортировать персонализированные машины для правки стальных труб и прутков, сделанные в Китае. Наша фабрика также предлагает индивидуальные услуги OEM.
Китай Плоский станок для гибки стержней, Станок для прокатки стальных стержней, прокатный станок для плоского профиля балки для труб
Китай Гибочный станок для плоских прутков, Станок для вальцовки стальных прутков, Станок для гибки двутавровых балок, Подробнее о Гибочные станки для плоских прутков (Китай), Станки для вальцевания стальных прутков от Гибочные станки для стальных прутков, Станки для гибки двутавровых балок – Besco Machine Tool Limited Прокатные станки, Машины для прокатки плоского прутка, стержневой трубной балки, плоского профиля, стальной прокатной машины, плоский винт, стальной арматурный стержень, резьбонарезной станок для продажи.Цена FOB для Справки: 1200-2400 $ / шт. Мин. Заказ 1 шт. Тип Стальной стержневой резьбонарезной станок. Использование предварительно напряженной стальной проволоки. Металлический материал Сталь. Диаметр выхода 16-32 мм. Максимальный диаметр входного провода. 40мм. Блок Dia. 16-40mm.China Гидравлический металлообрабатывающий станок, трубопробивной станок, профилегибочный станок. Профилегибочная машина TIPTOP – это высокоэффективное технологическое оборудование, которое используется для обработки всех видов профильной стали, таких как угловая сталь, C-образный профиль, двутавровая балка, плоский стержень, квадратный стержень, круглый стержень, трубы и т. 3 роликовые приводные; Доступны ЧПУ и ЧПУ; Разновидность профильной стали для прокатки.Гибка внутренняя и внешняя для профильной стали
Китай Сталепрокатный стан, Сталепрокатный стан Производители прутковой балки для прокатки плоского профиля стали
Китайские производители сталепрокатных станов – выберите продукцию 2020 высококачественных сталепрокатных станов по лучшей цене от сертифицированных китайских производителей стальной бумаги, поставщиков холодной прокатки, оптовых торговцев и заводов в Китае Полностью гидравлический профилегибочный станок W24y / Станок для прокатки плоского профиля трубной балки W24y Профилегибочный станок, профилегибочный станок, производитель / поставщик в Китае, предлагающий гидравлический профилегибочный станок W24y / гидравлический трубогибочный станок W24y / гибочный станок для плоских стержней / трубогиб / профилегибочный станок, завод высокого качества шлифовальный станок, шлифовальный станок для лезвий Скоростной мини-токарный станок и так далее. Eagle Tube, Pipe, Ornamental Benders предлагает надежный станок для прокатки плоских профилей стальных балок. Наш гибочный станок оснащен ручным приводом для гибки труб большого радиуса в рулонах. Рулоны диаметром до 2,5 дюймов. Станок для прокатки плоского профиля для трубных балок. ЛУЧШИЙ ручной прокатный станок с большим радиусом действия доступен! 36 дюймов x 18 дюймов x 10 дюймов 85 фунтов – ТОЛЬКО $ 1795.00 БОЛЕЕ! Приблизительный вес при транспортировке составляет 105 фунтов. Дополнения к базовому блоку Eureka. 4 инструмента в одном. Станок для прокатки плоского профиля для трубных балок
Eagle Tube, Pipe, Ornamental Benders предлагает надежный станок для прокатки плоских профилей стальных балок. Наш гибочный станок оснащен ручным приводом для гибки труб большого радиуса в рулонах. Рулоны диаметром до 2,5 дюймов. Станок для прокатки плоского профиля для трубных балок. ЛУЧШИЙ ручной прокатный станок с большим радиусом действия доступен! 36 дюймов x 18 дюймов x 10 дюймов 85 фунтов – ТОЛЬКО $ 1795.00 БОЛЕЕ! Приблизительный вес при транспортировке составляет 105 фунтов. Дополнения к базовому блоку Eureka. 4 инструмента в одном. Станок для прокатки плоского профиля для трубных балок
Изображения стержня Труба Балка Плоский Профиль Стальной прокатный станок
изображенийТрубопрокатные и гибочные станки для труб, уголков и плоских прутковМакс.Размер OD / Стена Мин. Dia. Плоский стержень (жесткий путь) 3 x 1/2 дюйма при радиусе 27,55 мм Плоский стержень (простой способ) 5 x 1 при радиусе 23,62 мм Твердый квадратный стержень 1 3/4 дюйма @ радиус 19,68 Твердый круглый стержень 2 @ радиус 19,68 Круглая труба 4 x 09 стенка @ 47,24 радиуса Труба 3 Sched 10 @ 27,55 радиуса Прямоугольная труба 3 x 1 x 1/8 стенки @ радиус 31,49 Металлообрабатывающие гибочные станки на продажу На складе Получите лучшие предложения на металлообрабатывающие гибочные станки, когда вы покупаете самый большой выбор в Интернете на. Бесплатная доставка на многие товары стержневой балки плоский профиль стальной прокатный станок Универсальный спиральный станок для гибки стального железа Спиральная пластина Плоский стержень для гибки декоративных элементов.297,77 долларов. Бесплатная доставка. прокатный станок для плоского профиля стальной балки для труб Труба для труб Роликовый гибочный станок Гибочное кольцо с подставкой 1-1 / 2 “$ 640,50. Бесплатная доставка. самый большой онлайн-выбор на. Бесплатная доставка многих товаров Стальной прокатный станок с плоским профилем для балок для труб Универсальный спирально-гибочный станок для гибки плоских прутков из стали, спиральной пластины, орнамент. $ 297,77. Бесплатная доставка.прокатный станок для плоских профилей для труб, труб, труб, труб, труб, труб, роликов, гибочных станков, гибочного кольца с подставкой, 1-1 / 2 дюйма, $ 640,50. Бесплатная доставка.
$ 297,77. Бесплатная доставка.прокатный станок для плоских профилей для труб, труб, труб, труб, труб, труб, роликов, гибочных станков, гибочного кольца с подставкой, 1-1 / 2 дюйма, $ 640,50. Бесплатная доставка.
Новое и бывшее в употреблении оборудование для гибки и формовки – станки
Машины для гибки балок. Б / у (1) Новые модели оборудования (3) Станки для перекрытия балок. Б / у (11) Новый прокатный станок для прокатки плоского профиля стальной балки New Machinery Models (164) Гибочные станки, панельные. Б / у (12) Новые модели оборудования (19) Трубогибы, трубы и пруток. Б / у (90) Новые модели оборудования (968) Новое в наличии (15) Гибочные станки, арматура.Б / у (5) Новое оборудование Станок для прокатки плоских профилей стальных балок прутков Flat & Shape. Б / у (10) Новое оборудование Прутковая трубная балка, плоский профиль, прокатный станок алюминиевые квадратные трубки. Отлично подходит для изготовления выхлопных труб, поперечной балки и многого другого. Постепенно создает изгиб для точного контроля. Изгибает трубы от 19 мм // 3/4 до 38,1 мм // 1-1 / 2 диаметра. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТРИЦ, ВКЛЮЧЕННЫХ В КОМПЛЕКТАЦИЮ МАШИНЫВудвард Fab предлагает различные типы трубопрокатных машин, трубогибочных станков и штампов для гибки труб. Свяжитесь с нами сегодня, и мы поможем вам сделать выбор между полосовым и круглопрокатным станком.
Продукция – Пробивной станок для труб, Гидравлический станок для прокатки плоского профиля трубной балки
Профилегибочный станок.Профилегибочный станок LETIPTOP – это высокоэффективное технологическое оборудование, которое используется для обработки всех видов профильной стали, таких как угловая сталь, C-образный профиль, двутавровая балка, плоский стержень, квадратный стержень, круглый стержень, трубы и т. Д. 3 роликовые приводные; Доступны ЧПУ и ЧПУ; Разновидность профильной стали для прокатки. Внутренняя и внешняя гибка профильной сталиПродукция – трубопробивные станки, гидравлические станки для прокатки плоских профилей для трубных балокПрофильногибочные станки. Профилегибочный станок LETIPTOP – это высокоэффективное технологическое оборудование, которое используется для обработки всех видов профильной стали, таких как угловая сталь, C-образный профиль, двутавровая балка, плоский стержень, квадратный стержень, круглый стержень, трубы и т. Д.3 роликовые приводные; Доступны ЧПУ и ЧПУ; Разновидность профильной стали для прокатки. Внутренняя и внешняя гибка профильной сталиПрофильногибочный станок, профилегибочный станок, профилегибочный станок для производства плоских профильных балок ), швеллерная сталь, плоская сталь (плоский стержень), квадратная сталь (квадратный стержень), стальная балка, сталь для тройников, круглая сталь (круглый стержень) и так далее.Угловой гибочный станок может завершить процедуру гибки круга и корректирующей круглой обработки за один раз
Профилегибочный станок LETIPTOP – это высокоэффективное технологическое оборудование, которое используется для обработки всех видов профильной стали, таких как угловая сталь, C-образный профиль, двутавровая балка, плоский стержень, квадратный стержень, круглый стержень, трубы и т. Д.3 роликовые приводные; Доступны ЧПУ и ЧПУ; Разновидность профильной стали для прокатки. Внутренняя и внешняя гибка профильной сталиПрофильногибочный станок, профилегибочный станок, профилегибочный станок для производства плоских профильных балок ), швеллерная сталь, плоская сталь (плоский стержень), квадратная сталь (квадратный стержень), стальная балка, сталь для тройников, круглая сталь (круглый стержень) и так далее.Угловой гибочный станок может завершить процедуру гибки круга и корректирующей круглой обработки за один раз
Профилегибочные станки Профильные валки, кольцевые валки, пруток, трубная балка, плоский прокатный станок
Стандартный набор гибочного оборудования подходит для гибки квадратных, плоских, угловых и фасонных профилей. Наши гидравлические станки для прокатки колец, труб и уголков идеально подходят для гибки многих типов стальных, железных и других металлических профилей. Если вам нужно катать стальную трубу или плоский чугунный пруток, наши прокатные станки легко справятся с этой задачей.Профилегибочные станки Профильные валки, кольцевые валки Станок для прокатки плоских профилей из трубных балокСтандартный набор гибочного оборудования подходит для гибки квадратных, плоских, угловых и фасонных профилей. Наши гидравлические станки для прокатки колец, труб и уголков идеально подходят для гибки многих типов стальных, железных и других металлических профилей. Независимо от того, нужно ли вам катать стальную трубу или плоский чугунный пруток, наши вальцегибочные станки легко справятся с этой задачей. Профилегибочные станки RROUNDO типа R-1 – вальцы для высокой производительности колец путем спиральной гибки плоского прутка, трубы и других профилей.Валки для специальных профилей и профилей разрабатываются по запросу. В некоторых случаях рулоны изготавливаются из нейлона, чтобы избежать образования следов и разрывов на легко повреждаемых участках. (От R-5-S до R-72-S) Универсальные рулоны. Валки для гибки балок. Тип R-2-S – R-21-S
В некоторых случаях рулоны изготавливаются из нейлона, чтобы избежать образования следов и разрывов на легко повреждаемых участках. (От R-5-S до R-72-S) Универсальные рулоны. Валки для гибки балок. Тип R-2-S – R-21-S
Вальцегибочные станки на продажу
МЕТАЛЛИЧЕСКИЙ СТЕРЖЕНЬ КОЛЬЦО ТРУБКА РОЛИКОВЫЙ СТАНОК ДЛЯ ПРОКАТКИ ПЛОСКОГО КРУГЛОГО ПОДСТАВКА. 156,74 доллара. Было 164,99 доллара. Бесплатная доставка. пруток трубы балка плоский профиль стальной прокатный станок плоский пруток, труба, труба, коробка. 699 долларов.00. Бесплатная доставка. прокатный станок для плоских профилей для стержневых балок Станок для гибки труб 3 фазы 220 В 3HP Гибка квадратного сечения Круглая плоская сталь Прокатка и гибка Краткая справочная таблица Kubes SteelBeam Cambering; Прокатка и гибка каналов; Прокатка и гибка из быстрорежущей стали; Трубопрокатная и трубная прокатка и гибка; Гибка трубопроводов; Прокат и гибка конструкционных профилей; Тройник прокатный и гибочный; Поворотная гибка; Формирование растяжки. прокатный станок плоского профиля стальной балки стержневой трубы Плоский стержень Hard Way любого размера; Прокатка и формовка плоского прутка Greiner Industries Формовочный листогибочный пресс на 2750 тонн с длинной станиной 40.Листопрокатный прокат из углеродистой стали толщиной до 4-3 / 4 и шириной 12 мм. Двутавровая балка Прокатка до 44 мм сложным способом и любого размера легким способом. Вальцовка труб диаметром до 24 с толщиной стенки 2. Трубопрокатный до 30 кв.
ПРОСТО ЛУЧШИЕ БЕНДЕРЫ!
Наши более чем 7500 гибочных станков используются для производства морских поручней, алюминиевых оконных рам, стальных профилей, декоративного и декоративного железа, рам и компонентов мотоциклов, выхлопных труб и многого другого. Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратные и прямоугольные трубы, круглые прутки, швеллеры и Т-образные прутки с использованием стандартных инструментов, поставляемых с машиной.ПРОСТО ЛУЧШИЕ ГИБКИ! Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратную и прямоугольную трубу, круглый прут, швеллеры и Т-образный пруток, используя стандартные инструменты, поставляемые с машиной. С дополнительным оборудованием Eagle Bender будет катать угловой прокат, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. СТРУКТУРНАЯ ПРОКАТКА Ramco Fabricators, Inc. ПРОКАТ ПЛИТ. Наши листовые валки позволяют нам катать сталь шириной до 10 футов! Наши валки являются краеугольным камнем нашей компании и обычно служат отправной точкой для многих производимых нами продуктов, включая цилиндры и большие трубы.
С дополнительным оборудованием Eagle Bender будет катать угловой прокат, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. СТРУКТУРНАЯ ПРОКАТКА Ramco Fabricators, Inc. ПРОКАТ ПЛИТ. Наши листовые валки позволяют нам катать сталь шириной до 10 футов! Наши валки являются краеугольным камнем нашей компании и обычно служат отправной точкой для многих производимых нами продуктов, включая цилиндры и большие трубы.
Гибка профилей, гибка плоских прутков, гибка профилей, прутков, балок, плоских профилей, стали
Профилегибочная машина(угловая гибочная машина) делится на две горизонтальные и вертикальные, в зависимости от расположения осей может быть разделена на верхнюю и нижнюю, это изогнутый профиль из алюминиевого сплава, плоская сталь, квадратная сталь, круглая сталь, угловая сталь, I. -брус, H-образные формы, квадратная труба, прямоугольная труба, труба и другие профили современного оборудования. Гибочная машина для секций по лучшей цене в Индии.Торговая марка WELDOR. Гибочный материал Низкоуглеродистая сталь, углеродистая сталь, нержавеющая сталь и алюминиевые профили. Материал Мягкая сталь, углеродистая сталь, нержавеющая сталь и алюминиевый профиль. Производительность Горячекатаный, холоднокатаный и алюминиевый профиль .. Автоматизация Классификация с числовым контролем и сталепрокатный стан Цена, 2020 Сталепрокатный стан Цена прутковой трубной балки плоский прокатный стан Стальной прокатный стан Цена – Выберите 2020 высококачественный сталепрокатный стан Цена на продукцию по лучшей цене от сертифицированных китайских производителей стальных труб, поставщиков листопрокатных станков, оптовых торговцев и фабрики на
Стальной квадратный и плоский прокатный стан с динамической прокаткой
Станок для динамической прокатки стального квадратного и плоского прутка В стане динамической прокатки используются четыре валка с индивидуальным приводом для формирования специальной полости, при этом прокатный материал прокатывается без усилия сжатия. Применяется для прокатки прутков квадратного сечения, плоского прутка и других профилей специального назначения. Это важный инструмент для изготовления специальных сортовых прутков в холодном состоянии. Станок для динамической прокатки стального квадратного и плоского прутка. Станок для динамической прокатки стального квадратного и плоского прутка. В стане динамической прокатки используются четыре валка с индивидуальным приводом, которые образуют специальную полость, при этом прокатные материалы прокатываются под меньшим усилием сжатия. Применяется для прокатки прутков квадратного сечения, плоского прутка и других профилей специального назначения. Станки для вальцовки и гибки труб, уголков и полосокРегулировка верхнего ролика с храповым механизмом Литая рама. Валы из закаленной стали. Валки из закаленной и шлифованной стали. Закаленные валки для стандартных плоских профилей в комплекте.
Применяется для прокатки прутков квадратного сечения, плоского прутка и других профилей специального назначения. Это важный инструмент для изготовления специальных сортовых прутков в холодном состоянии. Станок для динамической прокатки стального квадратного и плоского прутка. Станок для динамической прокатки стального квадратного и плоского прутка. В стане динамической прокатки используются четыре валка с индивидуальным приводом, которые образуют специальную полость, при этом прокатные материалы прокатываются под меньшим усилием сжатия. Применяется для прокатки прутков квадратного сечения, плоского прутка и других профилей специального назначения. Станки для вальцовки и гибки труб, уголков и полосокРегулировка верхнего ролика с храповым механизмом Литая рама. Валы из закаленной стали. Валки из закаленной и шлифованной стали. Закаленные валки для стандартных плоских профилей в комплекте.
Продажа катков View Section – Новые и подержанные машины 4u
НОВЫЕ ПРОКАТНЫЕ СТАНКИ CPH. МОДЕЛИ CPHV80 Вертикальный или горизонтальный Станок для прокатки плоского профиля стальной балки CPHV100 C. Новый $ 25 000 Ex GST. HATTECH HPB 80 ГИДРАВЛИЧЕСКАЯ ПРОФИЛЬНАЯ ГИБКА СНИЖЕННАЯ ЦЕНА Закаленные валки Станок для прокатки плоских профилей с 3 стержнями.SAHINLER HPK-80NC Профилегибочная машина для вальцовки труб с ЧПУ 80 x 80 x 8 мм Угловая нагрузка I стержневой станок для прокатки плоского профиля стальной балки. Новые станки для прокатки плоского прутка за 5 190 долл. США Ex GST. Станки для вальцовки плоского прутка на стержневую трубную балку Станок для прокатки плоского профиля сталиЧетырехосный профилегибочный станок с роликовым профилем для гибки плоского прутка для труб. Поставщики выставили на продажу 585 продукции плоских прокатных станков, из которых на плоский прокат – 13%, на прокатный стан – 11%, на пруток из нержавеющей стали – 7%.Вам доступен широкий выбор вариантов прокатных станков для плоских стержней. 585 поставщиков продают станки для прокатки плоских стержней, станки для прокатки стальных стержней, станки для прокатки стальных стержней. Около 12% из них – это резьбонакатные станки, 3% – трубогибочные станки и 2% – станки для гибки арматуры. Вам доступны различные варианты прокатных станков для стального прутка,
Около 12% из них – это резьбонакатные станки, 3% – трубогибочные станки и 2% – станки для гибки арматуры. Вам доступны различные варианты прокатных станков для стального прутка,
Tubing Roller Techniques
Tubing Roller Techniques – это промышленные машины, используемые для прокатки труб из различных материалов и форм.Большинство из них оснащены цифровыми светодиодными дисплеями, которые контролируют гибочный валок и помогают добиться точного позиционирования для большей точности прокатки. Благодаря сменным матрицам машины могут работать с трубами различной формы, такими как круглые, круглые, швеллерные, квадратные, а также с другими профилями. Машины обычно способны изгибать трубы от “до 2”, но также могут использоваться другие размеры в зависимости от ролика для труб. Часто эти машины используют пошаговую гибку для достижения точной желаемой кривизны.Ролики для труб используются для гибки труб из различных материалов, от латуни и алюминия до нержавеющей стали и титана.
Когда дело доходит до методов работы на трубно-роликовом станке, необходимо учитывать материал трубы, чтобы использовать соответствующее давление, необходимое для создания требуемой кривой. Например, металлы с более высоким отношением пластичности к упругости легче формовать, чем другие. Алюминий и сталь относятся к пластичным материалам, а стекло и чугун – к хрупким материалам.Когда дело доходит до прокатки, «геометрическая компоновка машины создает кубический многочлен, который приблизительно равен дуге между роликами и участком трубы, на который прикладывается сила». Это приводит к пластической и упругой деформации, которая смягчается эффектом пружинения после выхода с роликов. На это указывает эластичная податливость материала по отношению к его пластичности – обратной его жесткости.
Прокатка или гибка труб – это постепенный процесс, но развитие отрасли и повышение производительности машин позволяют увеличить скорость производства.Эффективность с точки зрения толщины заготовки и толщины материала зависит от того, как мощность машины взаимодействует с жесткостью материала. Выбор лучшего трубного ролика для конкретной работы зависит от нескольких факторов, таких как предполагаемая толщина, ширина и допуски обрабатываемого материала. Минимальный диаметр также может иметь значение, поскольку трубы малого диаметра могут затвердеть во время многопроходной прокатки. Для получения дополнительной информации о трубопрокатных станках и более конкретных советов по выбору оптимального станка для вашей деятельности свяжитесь с производителем или поставщиком трубных роликов прямо сейчас.
Выбор лучшего трубного ролика для конкретной работы зависит от нескольких факторов, таких как предполагаемая толщина, ширина и допуски обрабатываемого материала. Минимальный диаметр также может иметь значение, поскольку трубы малого диаметра могут затвердеть во время многопроходной прокатки. Для получения дополнительной информации о трубопрокатных станках и более конкретных советов по выбору оптимального станка для вашей деятельности свяжитесь с производителем или поставщиком трубных роликов прямо сейчас.
круглопрокатный станок, ТРУБНЫЙ СТАНОК, Трубогибочный станок с ЧПУ, Трубогибочный станок, Трубогибочный станок с ЧПУ, Трубогиб с ЧПУ, Тайваньский Трубогибочный станок с ЧПУ – Китай Трубогибочный станок с ЧПУ, Китай Трубогибочный станок с ЧПУ, Китай Трубогиб с ЧПУ, Китай Станок для труб с ЧПУ
CisFun Technology Corp. | МЫ ПРЕДОСТАВЛЯЕМ ПОЛНУЮ АВТОМАТИЧЕСКИЙ
РЕШЕНИЯ для МЕТАЛЛ ПРОФИЛЬ / ТРУБКА / ТРУБА / ПЛИТА / ЛИСТ на ТАЙВАНЕ | ||||||||
О нас | Машинное оборудование | НОВЫЙ | Эспаол | Свяжитесь с нами | |||||||||
Трубка Прокатно-намоточный станок | |||||||||
| |||||||||
особенности: Технические характеристики:
Применение:
образцов: Трубка Намоточная машина / спирально-прокатная машина для трубка Ø Dia.88,9 мм (или 76,2 мм) Машина для намотки труб в HITACHI | |||||||||
| |||||||||
трубогибочная машина ПОДРОБНЕЕ | |||||||||
 88,9 мм
(или 76,2 мм)
x 4,5 мм может быть прокатано 3 (трубы) одновременно.
88,9 мм
(или 76,2 мм)
x 4,5 мм может быть прокатано 3 (трубы) одновременно. Трубогибочный станок с ЧПУ,
Трубонавивочный станок, ЧПУ
Трубогибочный станок, Трубогиб с ЧПУ, Трубогиб с ЧПУ-Китай Трубогиб с ЧПУ
Станок, Трубогибочный станок с ЧПУ в Китае, Трубогиб с ЧПУ в Китае, Труба с ЧПУ в Китае
Производители трубогибов с видео онлайн, поставщик, экспортеры, Тайвань АВТО алюминиевые трубы для труб
ГИБОЧНЫЙ СТАНОК Гибочное оборудование для художественного европеизма Кованые двери
Подъемник ручки подъемника Tip-Heater
Машина (электрическая нагревательная высадочная машина – горизонтального типа / вертикального типа)
машина для производства квадратных труб Машина для производства труб Malacca трубогибочная машина трубогибочная машина
машины 彎管 機 / 鍛造 機 / 鐵花 機 / 電梯 護 板 / 電梯 OEM / ODM ПРОИЗВОДИТЕЛЬ ТАЙВАНЬ
листорезки, трубогибы, трубогибы, трубогибы, трубные оправки
трубогибы, трубогибы, трубогибы, труборезы, труборезы, ленты
пила, ленточные пилы, ленточные пилы, вальцегибочные станки, холодные пилы, ленточнопильные станки, профилирование концов труб
машина, Гидравлическая машина для запайки концов металлических труб & # 9472; , Трехпроцессный модуль
Гидравлическая машина для запайки концов металлических труб с плоским верхом & # 9472; , Три процесса
Модуль дуги верхнего типа, полностью автоматическая машина для запечатывания концов металлических труб с ЧПУ & # 9472;
Один технологический модуль с плоской верхней частью, запатентованное гидравлическое уплотнение концов металлических трубок
Машина, Высокоскоростной станок для резки круглых труб с воздушным потоком, гидравлический осевой прокатный станок
Станки для обработки труб, разработка и производство специального назначения
Станки, OEM трубной арматуры и металлических изделий, Трубопрокатный станок (TD-41335
& TD-41350), Станок для обработки труб, другое технологическое оборудование, формование
машина, формовочная машина, отрезные машины, другие технологические машины, Tong Da
Precision Enterprise Ltd. Машина для запайки концов труб ((тип Arc top) (TD-31025 и
TD-31040), машина для производства концов труб, машина для формования, машина для запайки концов труб
((Тип с плоским верхом) (TD-21025 и TD-21040), Машина для формовки концов труб, формовка
Станок, круглопрокатный станок
Машина для запайки концов труб ((тип Arc top) (TD-31025 и
TD-31040), машина для производства концов труб, машина для формования, машина для запайки концов труб
((Тип с плоским верхом) (TD-21025 и TD-21040), Машина для формовки концов труб, формовка
Станок, круглопрокатный станок
Прокат труб по индивидуальному заказу – York Metal Products
Прокат труб по индивидуальному заказу – York Metal Products С 1948 г.
York Metal Products является домом для прокатного станка Weil.Наши инвестиции в это современное оборудование позволяют нам предлагать нашим клиентам специализированные процессы прокатки, формовки и сварки труб по невысокой цене. Мы предоставляем ценность продукции в следующих областях:
Герметичные сварные швы
Вакуум: Герметичный сварной шов, полученный в результате роботизированной прокатки труб и лазерной сварки, обеспечивает герметичное уплотнение, необходимое для создания вакуума.
Безопасность по выбросам: В системах с выхлопом выхлопных газов для систем отопления, вентиляции и кондиционирования воздуха, транспорта или выработки электроэнергии уплотнение трубки не должно допускать выхода паров в окружающую среду.
Округлость
В некоторых случаях критически важны округлость и постоянство трубчатой формы. Кольца, которые вставляются внутри или вокруг трубы / трубы, могут быть одним из примеров, когда округлость делает деталь более функциональной и простой в использовании.

Нестандартные размеры
Трубы нестандартного размера / нестандартные требуются, если воздушный поток регулируется размером трубы. Примеры этого могут включать камины с прямой вентиляцией и компоненты выбросов выхлопных газов.
Прочность
Концы труб, требующие перехода / изменения диаметра, формы концов или отбортовки, нуждаются в прочном сварном шве. Роботизированный трубчатый валок обеспечивает прокатку деталей, края которых выровнены и расположены в непосредственной близости друг от друга. Лазерная сварка плавит металлические поверхности без использования присадочного металла и при низкой температуре, чтобы уменьшить проблемы с деформацией. Это обеспечивает чрезвычайно прочный и стабильный сварной шов.
Без инструментов или приспособлений
Устранение необходимости в инструментах для производства труб разных размеров устраняет стоимость и препятствия для входа на рынок труб нестандартного размера.
Рентабельность
Лазерная сварка – это эффективный и недорогой метод получения высококачественного сварного шва при меньших объемах за счет минимального времени на переналадку.
С помощью нашей вальцовочной машины Weil и нашей команды экспертов мы помогаем клиентам повысить ценность своей продукции и снизить затраты с помощью специализированных процессов прокатки труб и сварки для достижения лучшего результата.
Спецификация
ОВК
York Metal Products предлагает инновационный дизайн вытяжных вентиляционных отверстий для герметичной вентиляции.
+ Узнать больше
Что бы это ни было, МЫ МОЖЕМ ЭТО СДЕЛАТЬ!
Сертификаты:
О нас
В York Metal Products мы упрощаем даже самые сложные сборки металлоконструкций за счет уникального сочетания высокотехнологичного оборудования, команды экспертов и комплексного подхода, основанного на ценности.
Свяжитесь с нами
310 Rayette Rd.
Конкорд, Онтарио
L4K 2G5
Тел .: 905-660-7238
Факс: 905-660-7996
Свяжитесь с нами
gy60 3-х проволочный вальцегибочный станок роликовый трубогиб Профильный трубогиб
Gy60 3-х проволочный профилегибочный станок – Купить вальцовочный станок…
GY60: 3-валковая трубопрокатная машина: Спецификация: Макс. диаметр трубы (железная труба) мм: Φ60 × 2: Мин. радиус изгиба: 5D (в 5 раз больше диаметра трубы) Скорость изгиба: 80 мм / с: Мощность двигателя: 5,5 кВт: Источник питания: 380 В, 50 Гц (настраиваемый) Размер машины: 800 * 1200 * 1700 мм: Вес машины: 800 кг: Примечание: может быть изменен в соответствии с требованиями заказчика
Рейтинг пользователей: 5/5Gy60 3-х проволочный вальцегибочный станок / роликовый трубогибочный станок .
 ..
..Gy60 3-х проволочный прокатный станок Станки для гибки труб / роликовые трубогибы / профилегибочные машины, полная информация о трехпроводных станках Gy60 / трубогибочных станках с роликовыми трубами / трубогибочные станки, бывшие в употреблении листогибочные машины, листогибочные станки, листогибочные станки от других поставщиков оборудования для металлургии и металлургии или Производитель – Nantong Lianzhong Machine Co., Ltd.
GY60 Механический гидравлический трехвалковый станок для гибки медных шин …
GY60: Трехвалковый трубопрокатный станок: Спецификация: Макс. диаметр трубы (железная труба) мм: Φ60 × 2: Мин. радиус изгиба: 5D (в 5 раз больше диаметра трубы) Скорость изгиба: 80 мм / с: Мощность двигателя: 5,5 кВт: Источник питания: 380 В, 50 Гц (настраиваемый) Размер машины: 800 * 1200 * 1700 мм: Вес машины: 800 кг: Примечание: может быть изменен в соответствии с требованиями заказчика.
Рейтинг пользователей: 5/5GY60 Трехколесный станок для гибки труб для медной прокатки…
GY60 Трехколесный станок для гибки труб из меди, продается по цене 8000–20000 долларов США за комплект, нержавеющая сталь, низкоуглеродистая медь, алюминий , труба , новинка, 190. Источник…
Профильная труба 3-валковая гибка Станок для гибки профильных труб 3 …
предлагает 197 трехвалковых станков для гибки профильных труб. Около 16% из них – это другое оборудование для металлургии. Вам доступен широкий выбор 3-х роликовых трубогибочных станков для профильных труб, роликовых трубопрокатных станков
и трубопрокатных станков…
Gy60 3-х проволочный вальцегибочный станок / роликовый трубогибочный станок / профилегибочный станок. Гарантия до 5 лет. Цена FOB для Справки: US $ 8500 / Комплект. 1 комплект (минимальный заказ) 7 лет Dongying Besco Machine … GY60 3 Проволочно-вальцегибочная машина / роликовые трубогибочные машины / трубогибы для профильных труб. Высокая точность Гарантия до 5 лет. Цена FOB для Справки: US $ 19000- 20000 / Set. 1 компл. (Минимальный заказ) 3 года Jiangsu Gold …
Цена FOB для Справки: US $ 19000- 20000 / Set. 1 компл. (Минимальный заказ) 3 года Jiangsu Gold …
Профилегибочные станки | Kaast Machine Tools
Краткое руководство по прокатке профилейПРОСТО ЛУЧШИЕ ГИБКИ!
Хотя вальцегибочные станки Eagle технически представляют собой профилегибочные вальцы, их часто называют трубогибами, профильногибами, трубогибочными станками, гибочными вальцами или просто вальцегибочными станками.Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, профили для изготовления декоративных прутков, валки с двойным прижимным углом и многое другое.
Металлические инструменты Strongman – многогибочный станок для труб, труб и прутков
Некоторые типы гибочных станков были разработаны для гибки стенок только с толщиной стенки 3 мм и более и могут разрушать более тонкие трубы. Multi Bender от Strongman обеспечивает плавный изгиб без складок даже в тубе диаметром 1,6 мм. 3. Можно ли измерить и настроить угол изгиба? Гибочный станок должен иметь устройство, позволяющее измерять угол изгиба, который вы делаете.4.
Ручные вальцегибочные станки – Вальцегибочные станки – Трубогибы …
У нас есть выбор ручных трубогибов и трубогибов для любителей и для промышленного использования. Просмотрите нашу линейку ручных вальцегибочных станков, чтобы найти свой сегодня. … Гидравлические штамповочные станки; 44-тонный инструмент для металлургов и аксессуары. Пуансоны и матрицы на 44 тонны; … Однофазный вальцегибочный станок 220В. Вместимость круглой трубы 2 дюйма. 3 валка: 2 приводных валка, ручная верхняя …
Гидравлические вальцегибочные станки | Вальцегибочные станки для металла…
220В однофазный кольцевой ролик. Максимальная пропускная способность трубы 2 ”сортамента 40. 3 приводных валка и гидравлическое движение на верхнем валке. Включает цифровую индикацию верхнего рулона.
Трехвалковая гибочная машина (принцип работы и прокатка .
 ..
..После полурука измените выравнивание двух нижних роликов, продолжите прокатку и удалите прямолинейный сегмент на конце заготовки. Заготовка также может быть повернувшись, задний конец становится передним концом для катания, что также может устранить сегмент линии.Трехвалковая гибочная машина Вальцовка…
трубогибочная машина, трубогибочная машина Поставщики и …
предлагает 382 трубогибочных станка. Около 8% из них составляют профилегибочные машины, 18% – машины для гибки труб и труб и 4% – листогибочные валки. Вам доступен широкий выбор трубогибочных станков,
Гибочный станок для продажи | Подержанные листогибочные машины
Листогибочный станок для листового металла управляется вручную или электрически (в данном случае с гидравлической опорой).Малые листогибочные станки для мастерских имеют маховик и подъемную систему. Эти простые станки имеют все больше и больше функций, вплоть до больших гибочных станков, таких как листогибочный станок с ЧПУ, используемый для изготовления труб и труб …
Finden Sie Hohe Qualität Rohr Biegen Roller Maschine …
Gy60 3 Wire Rolling Станок / Роликовый Трубогиб / Профильный Трубогиб 8.500,00 $ / Satz
Самодельный Роликогиб: 4 Шага (с изображениями …
Самодельный Роликогиб: Основная проблема людей, занятых выполнением различных металлических проектов и вообще конструкции, грань – это изгиб металлических деталей.Причина, по которой эта проблема возникает во время этих проектов, заключается в том, что металлические детали требуют…
Руководство по эксплуатации трехвалковой вальцегибочной машины W11F…
Технические характеристики листогибочной машины. 3. Основное устройство и принцип работы листогибочной машины. 3-1. Это симметричный вальцегибочный станок. Прокатка цилиндра завершается верхним валком, прижимающим к нижнему и взаимной прокаткой. Как показано на Рисунке 3-1.
Продажа трубогибочных станков бывшего в употреблении – Machineseeker
Станок для гибки труб на оправке с ЧПУ производитель PEDRAZZOLI тип Universal Brown 42 Machine # 72250 Год постройки 1992 Технические данные: макс.способность изгиба b. 40 кг круглая труба 42 x 2,5 мм квадратная труба 40 x 1,2 мм прямоугольная труба / прямая 40 x 30 x 1,3 мм Iejzsxb плоский изгиб 30 x 40 x 1,7 мм наименьший радиус изгиба 22 мм наибольший радиус изгиба с направляющими роликами для труб 255 мм наибольшая гибка …
W24S-140 Профилегибочная машина, гибка профильных валков …
Профилегибочная машина BIT серии WS24S – это гидравлическая трех- или четырехвалковая профилегибочная машина. Он может катить заготовки спиральной формы “O”. Которые в основном используются для гибки различных стальных профилей, таких как угловая сталь, швеллерная сталь, l-сталь, плоская сталь, квадратная сталь, круглая сталь и так далее.
Продажа металлообрабатывающих гибочных станков | Магазин с …
Лист Металлообрабатывающий станок Ручной вальцегибочный станок Верстак Металлообрабатывающий инструмент. … Ручной стальной станок для гибки труб из металла, трубогибочный станок, напольный складной станок. 232,94 австралийских доллара. Бесплатная доставка. 31 смотрят. ЛИСТОВЫЙ МЕТАЛЛООБРАЗНЫЙ ТОРМОЗ 300 мм ЛИСТОВЫЙ МЕТАЛЛ H / DUTY FORMER MACHINE … Мини-универсальный станок для гибки листового металла Проволока, плоский …
Продажа Трубогибочных роликов для прокатки труб.Baileigh …
ВАЛКОВЫЙ СТЕРЖЕННЫЙ СТАНОК BAILEIGH. Производитель: Baileigh Модель: R-h55 ОПИСАНИЕ: Ролик для труб R-h55 компании Baileigh Industrial идеально подходит для гибки материалов с большим радиусом изгиба материалов размером до 2 “квадрат x 0,120” стены или 2 “трубы Schedule 40 и многого другого. Только для этой машины требуется 220 вольт …
Станки для вальцовки и гибки труб, уголков и плоских прутков
Радиусная прокатка уголков, швеллеров, плоских прутков и Т-образных профилей обычно выполняется на трехвалковом гибочном станке пирамидального типа.Трубу и трубу также можно катать, но не до небольшого радиуса, который можно точно и многократно выполнять на тяговой машине с вращающейся оправкой, используя штампы, соответствующие размеру трубы / трубы.
Профилегибочные станки | Профильные валки, кольцевые валки …
Стандартный набор гибочного оборудования подходит для гибки квадратных, плоских, угловых и фасонных профилей. Наши гидравлические станки для прокатки колец, труб и уголков идеально подходят для гибки многих типов стальных, железных и других металлических профилей.Если вам нужно катать стальную трубу или плоский чугунный пруток, наши прокатные станки легко справятся с этой задачей.
Ролик для труб – Инструменты для портовых перевозок
С помощью этого прочного ролика для труб изготавливаются выхлопные трубы, стабилизаторы поперечной устойчивости и многое другое! Ролик для трубок подходит для труб диаметром от 3/4 до 2 дюймов. Особенности включают в себя постепенное изгибание для точного управления и получения точной желаемой кривой. Этот универсальный трубогиб – отличное дополнение к гаражу или мастерской любого слесаря или автомобильного специалиста!
Pro-Tools Ручной вальцегибочный станок для труб и трубный ролик, B-M3R
Этот ручной вальцегибочный станок от Pro Tools предназначен для прокатки труб, труб, каналов, плоских поверхностей и различных коробчатых труб.Относительно небольшой размер устройства делает его очень портативным и универсальным. Положение верхнего валка регулируется с помощью рычажной ручки, а нижние валки фиксируются.
Гибочный станок в Южной Африке | Gumtree Объявления в …
можно рассмотреть финансы и обмены. Применяются гильотины, толщина реза 4 мм, ширина реза 2500 мм. прессовый тормоз r160 000, грузоподъемность 63 тонны, ширина гибки 2500 мм. ленточнопильный горизонтальный r205 000, диаметр пропила 178 мм. R20 500Сверлильный станок с зубчатым венцом, размер патрона 30 мм.r36 000универсальный фрезерный станок, включая привод, мощность …
Краткое описание прокатных станков – The Fabricator
Обзор прокатных станковЛистогибочный каток | листопрокатный станок | гибка листов …
Трехвалковый гидравлический станок для гибки стальных листов использует планетарный редуктор, соединенный с надежным двигателем для привода валков. Функция прямого перемещения позволяет оператору формировать более узкие диаметры с меньшими затратами. Трехвалковый листопрокатный станок использует промышленный гидравлический двигатель для перемещения валков.Также включены два цифровых индикатора для точного определения местоположения рулона.
Станки для вальцовки и гибки труб, уголков и плоских прутков
Радиусная прокатка уголков, швеллеров, плоских прутков и Т-образных профилей обычно выполняется на трехвалковом гибочном станке пирамидального типа. Трубу и трубу также можно катать, но не до небольшого радиуса, который можно точно и многократно выполнять на тяговой машине с вращающейся оправкой, используя штампы, соответствующие размеру трубы / трубы.
Трубогибочная машина – трубогибочная машина вальцового типа…
Мы являемся производителем оборудования для гибки труб и профилей – трубогибочных станков, профилегибочных станков, трубопрокатных станков и трубогибов. Гибочная труба с накаткой от 16 до 75 мм для круглых труб и от 16 мм до 50 мм для квадратных труб. Толщина стенки трубы: от 0,5 до 2,0 мм Входное напряжение: 220 В Вес брутто: 250 кг Объем / размер упаковки: 730 X 630 X 1030 мм
Китайская трубопрокатная машина, трубопрокатная машина …
Китайские производители трубопрокатных машин – выберите 2020 high качественные трубопрокатные машины по лучшей цене от сертифицированных китайских производителей гибочных станков, поставщиков профилегибочных станков, оптовых торговцев и заводов Made-in-China
Китайские роликовые гидравлические гибочные машины, роликовые гидравлические…
Китайские производители валковых гидравлических гибочных машин – Выберите 2020 высококачественные валковые гидравлические гибочные машины по лучшей цене от сертифицированных китайских производителей машин для воды, поставщиков гидравлических прессов, оптовых продавцов и заводов Made-in-China
3-валковая гибка Станок (Принцип работы и прокатка …
После полурука измените выравнивание двух нижних роликов, продолжите прокатку и удалите отрезок прямой линии на конце заготовки.Заготовку также можно повернуть, задний конец становится передним концом для прокатки, что также может устранить линейный сегмент. Трехвалковая гибочная машина Rolling…
Продажа трубогибочных станков на Machineseeker
Станок для гибки на оправке с ЧПУ марки PEDRAZZOLI тип Universal Brown 42 Machine # 72250 Год постройки 1992 Технические данные: макс. способность изгиба b. 40 кг круглая труба 42 x 2,5 мм квадратная труба 40 x 1,2 мм прямоугольная труба / прямая 40 x 30 x 1,3 мм Iejzsxb плоский изгиб 30 x 40 x 1,7 мм наименьший радиус изгиба 22 мм наибольший радиус изгиба с трубчатыми направляющими роликами 255 мм наибольший изгиб…
Новое и бывшее в употреблении оборудование для гибки и формовки – станок…
Получите объявления по электронной почте. Теперь вы можете получать ежедневное электронное письмо со всеми новыми объявлениями за предыдущий день. Просто перейдите в настройки электронной почты, чтобы настроить обновление.
Трубогибы Eagle, декоративные трубогибы предлагают надежные …
РУЧНОЙ РОЛИК EAGLE Наш гибочный станок с ручным приводом предназначен для гибки труб большого радиуса в рулонах. С помощью этого вальцегибочного станка можно получить валки диаметром до 2,5 дюймов, а при индивидуальном заказе – даже большего размера.Могут быть свернуты многие типы и формы, такие как круглые, плоские, квадратные, прямоугольные, сплошные, полые, шестигранные, треугольные, овальные и даже материалы для торцевых крышек поручней.
Гибочный станок в Южной Африке | Gumtree Объявления в …
можно рассмотреть финансы и обмены. Применяются гильотины, толщина реза 4 мм, ширина реза 2500 мм. прессовый тормоз r160 000, грузоподъемность 63 тонны, ширина гибки 2500 мм. ленточнопильный горизонтальный r205 000, диаметр пропила 178 мм. R20 500Сверлильный станок с зубчатым венцом, размер патрона 30 мм.r36 000универсальный фрезерный станок, вкл …
Трубогибы – Металлообработка | Baileigh Industrial
В Baileigh мы являемся экспертами по трубогибам с более чем 15-летним опытом инноваций. Что отличает наши трубогибы от трубогибов? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов – от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Гибочный станок на продажу | Подержанные листогибочные машины
Листогибочные машины используются для гибки листов металла .Существует два основных типа листогибочных машин: четырехвалковые листогибочные машины и трехвалковые листогибочные машины. Простые листогибочные машины состоят из трех валков. Они расположены в форме треугольника. Затем лист металла направляется между гибочными роликами.
Продажа металлообрабатывающих гибочных станков | В наличии |
Получите лучшие предложения на металлообрабатывающие гибочные станки, делая покупки в самом большом онлайн-ассортименте по адресу. Бесплатно … (10) 10 оценок продукта – Лист Metal Break 30-дюймовая гибочная машина для кровельных кузовов автомобилей.73,99 доллара США. Было: 122,49 $. Бесплатная доставка … Tubing Tube Pipe Rolling Rolling Bender Изгибное кольцо с подставкой 1-1 / 2 “$ 640,50.
Каталог производителей трубной ламинации …
Encuentre los fabricantes de Pipe Laminación Dobladora de alta calidad , proofedores de Pipe Laminación Dobladora y productos Pipe Laminación Dobladora al mejor Precio en
Гидравлическая трубогибочная машина, трубогибочная машина, трубо …
Гидравлическая трубогибочная машина, трубогибочная машина, трубно-роликовая машина. Трубогибочная машина, Трубогибочная машина, Трубогибочная машина, Трубогибочная машина, Трубогибочная машина, Трубогибочная машина от поставщика или производителя трубогибочных машин – Zhangjiagang Heshun Machinery Manufacture Co., Ltd.
Безопасное использование трехвалковых гибочных машин EIS7
Безопасное использование трехвалковых гибочных машин Введение Это руководство предназначено для работодателей и операторов трехвалковых гибочных машин с ручной загрузкой. Он был произведен для того, чтобы помочь в выполнении юридических обязанностей, указанных в Положениях о предоставлении и использовании рабочего оборудования 1998 года. (PUWER 98) 1 Он дает практическое руководство по безопасному использованию машины …
China W24s-16 Full Гидравлический профилегибочный станок / труб …
China W24s-16 Полногидравлический профилегибочный станок / трубогиб / трубогиб, Подробная информация о China W24s Профилегибочный станок, гидравлический гибочный станок от W24s-16 Полногидравлический профилегибочный станок / Гибка труб / Трубогиб – Anhui HACOL CNC Machinery Technology Co., Ltd.
Краткое изложение вальцовочных станков – The Fabricator
Вам следует подумать об использовании профилегибочного станка или углового вальца для этого типа гибки. В общем, профильные штампы на листовых валках подходят для жесткой гибки плоского проката, прутков или небольших труб. Кроме того, большинство новых вальцегибочных станков оснащено современными устройствами безопасности, такими как кнопки аварийного останова; страховочные тросы; 24 В переменного тока, низкое …
Гибочные станки – самый большой выбор новых и бывших в употреблении в…
Новые и бывшие в употреблении гибочные машины для металла Insights.В Австралии выставлено на продажу 915 станков для гибки металла, из которых вы можете выбрать. В целом 48% покупателей станков для гибки металла интересуются только бывшими в употреблении списками, 52% – новыми и 5,78% – новыми и бывшими в употреблении станками для гибки металла. Покупатели обычно интересуются 2,26 различными объявлениями о гибочных машинах для металла перед организацией финансирования для гибки металла
Трубогибочная машина – Гидравлическая трубогибочная машина с одной головкой …
Трубогибочная машина. Мы предлагаем широкий ассортимент трубогибочных машин для различного применения в соответствии со спецификацией заказчика, наши стандартные трубогибочные машины включают ручной трубогиб, гидравлический трубогиб, трубогиб с электроприводом, трехвалковый трубогиб, а также одинарный и двойной головка трубогибочная машина полностью автоматическая.
4-ВАЛКОВАЯ МАШИНА ДЛЯ ГИБКИ ПЛИС – HR4WR
4-ВАЛКОВАЯ МАШИНА ДЛЯ ГИБКИ ПЛИС – Roccia производит листогибочные станки, вальцы для гибки листов, вальцы для листов, гибки труб, гибка профилей, гибка стали. Via dell ’Artigianato, 30 • Sant’Albano Stura (CN) +39 0172 474388; [электронная почта защищена]; Почта YouTube, Google+, Facebook. ROCCIA Srl
Секционные кольцепрокатные машины – Bison Machinery
С самого начала мы увидели потребность на рынке в поставщике высококачественной продукции для металлообработки в сочетании с глубоким пониманием потребностей клиентов, эффективными, но конкурентоспособными решениями бескомпромиссный сервис.На протяжении многих лет наши клиенты доказали преимущества нашего стремления к совершенству, и мы неизменно превосходили ожидания, снова и снова. Сегодня …
Станки для гибки металла – Ring Roll
more or Бытовые описания: Совершенно новый электрический ролик для труб 110 В 60 Гц 1/2 л.с. 0,37 кВт 1680 об / мин 5,6 A Набор круглых трубных роликов диаметром 1-1 / 2 дюйма ВКЛЮЧЕНЫ Дополнительные ролики, которые совместимы с этим устройством (НЕ ВКЛЮЧЕНЫ) 1 ‘ролик с круглой трубкой-1-5 / 8’ ролик с круглой трубой-1/2 ‘ролик с квадратной трубкой-1’ ролик с квадратной трубкой-2 ‘ролик с круглой трубкой-1-3 / 4 ‘круглая труба…
Продажа Валков для гибки углов. Оборудование Baileigh …
BAILEIGH УГЛОВЫЙ ВАЛКОВЫЙ БЕНДЕР с двойным зажимом 5-1 / 2 “. Производитель: Baileigh; ОПИСАНИЕ: Гидравлический вальцегибочный станок R-h250 – самый большой вальцегибочный станок, который имеется в наличии Baileigh Industrial. для катания круглых труб 6-1 / 4 дюйма и углового железа 4-3 / 4 дюйма x 4-3 / 4 дюйма x 1/2 дюйма …
Угловые валки – AR Revolution – EG Heller’s Son, Inc.
Станок для гибки профилей и профилей AR Revolution представляет собой самую передовую технологию, которую может предложить рынок в области угловых валков.Три независимых гидравлических планетарных приводных двигателя обеспечивают почти 100% крутящий момент на каждом валу с максимальным тяговым усилием. Сферические роликоподшипники уменьшают Подробнее …
Станки для гибки металла – вальцегибочные станки
Верхние гибочные станки 050® и TB60® Возможности гибки Тип материала Максимальный диаметр Максимальная толщина стенки Труба 2.000 Труба SCH 40 Труба из мягкой стали 2.500.157 Мягкая латунь 2.500. 157 Нержавеющая сталь 2.500.118 Сварная трубка для мебели 2.500.157 Гидравлическая трубка ST35 2.500.203 Трубка из нержавеющей стали 304L 2.500.118 Твердая медь и Алюминий 2.500.236 Круглые твердые частицы 1.500 NA …
ТРУБООБРАЗНАЯ ТРУБКА НА ПЛОСКОЙ ПЛОСКОЙ ТРУБЕ
ПРОФЕССИОНАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОЛЬЦЕВОГО РОЛИКА HEAVY DUTY
Номера деталей: 0910
• Этот ролик для труб предназначен для гибки стали, меди и
Алюминиевая квадратная трубка.
• Отлично подходит для изготовления выхлопных труб, поперечной балки и т. Д.
• Постепенно создает изгиб для точного контроля
• Изгибает трубку от 19 мм // 3/4 ″ до 38.1 мм // диаметр 1-1 / 2 ″
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИН, ВКЛЮЧЕННЫХ В ЭТОТ МАШИНУкомплект для прокатки полосового проката
комплект для прокатки коробчатого и квадратного профиля
комплект для прокатки квадратного прутка и труб
комплект для прокатки полосового проката в вертикальном положении
12 месяцев гарантии (применяются положения и условия, зарегистрируйтесь в течение 30 дней на http://metztools.com/warranty_registration-htm)
Информация о доставке
Почтовая оплата 12 фунтов стерлингов.99 на материковую часть Великобритании
Вся наша продукция есть на складе и отправлена. в тот же день, если заказ размещен до 16:00. Заказы, размещенные за выходные отправляются в понедельник (за исключением государственных праздников). Мы обеспечиваем круглосуточную или 48-часовую отслеживаемую службу доставки, пожалуйста, предоставьте нам на номер мобильного телефона, чтобы информация о доставке могла быть отправлена на вы направляете, как только ваша покупка будет отправлена.
У нас действует политика возврата за 14 дней
У нас действует политика возврата в течение 14 дней.
Если есть проблема с вашей покупкой, пожалуйста, позвоните нам прямо сейчас по телефону 01427 611 717 в любое время перед отправкой по электронной почте.
14-дневная гарантия спокойствия – если вас что-то не устраивает, просто отправьте товар обратно в его первоначальном состоянии для повторной продажи вместе со всеми
Его упаковка, и мы вернем вам деньги, исключая почтовые расходы.
Если почтовые расходы на товар были бесплатными, из возмещения будет вычтено 10 фунтов стерлингов. Обратите внимание, что покупатель несет ответственность за возврат почтовых расходов
.Независимо от причины возврата. О любых повреждениях предмета необходимо сообщить водителю во время доставки, вы можете попросить водителя подождать
.Пока вы открываете коробку, чтобы убедиться, что стекло и т. Д. В порядке (не разбито), у вас будет всего несколько секунд, чтобы проверить это.Судоходная компания do
Не принимаем никаких претензий о возмещении ущерба, если о повреждении не было сообщено водителю во время доставки. Мы не сможем оформить возврат или
Получите замену, если водителю не сообщили о повреждении во время доставки. Спасибо за сотрудничество в этом вопросе.
.