Трубогиб для профильной трубы своими руками: чертежи, размеры, подробное описание
Подробное описание изготовления станка трубогиба своими руками.
Доброго времени суток! Думаю, многим домашним умельцам, приспособление для гибки труб, было бы весьма кстати, но покупать такой станок не каждому по карману.
Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал:
станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.

В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того.
Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам.
Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.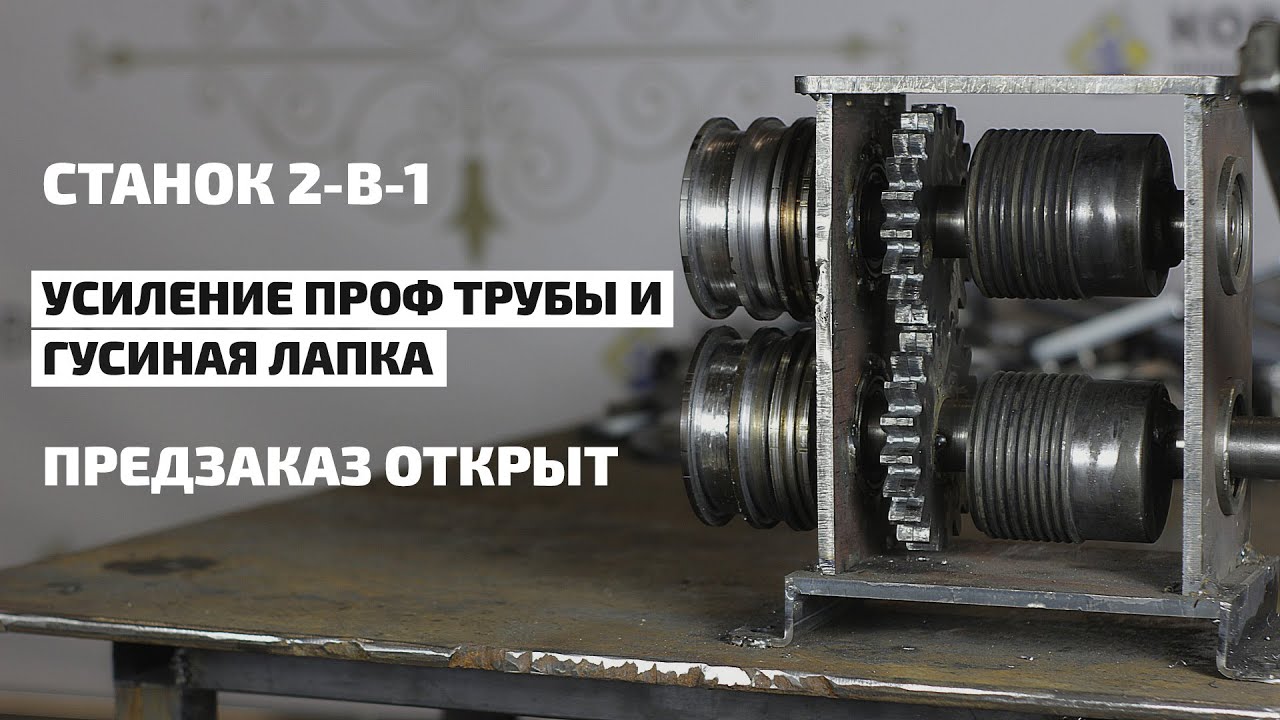
Прокатные валки — купить или изготовить
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
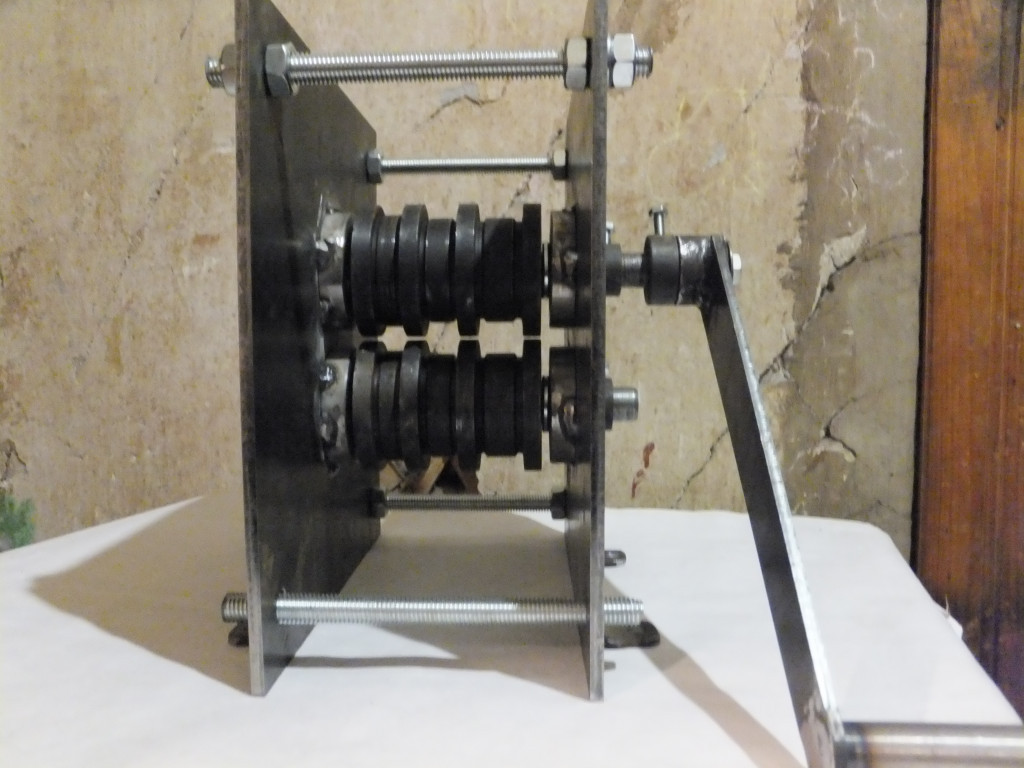
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок.
Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.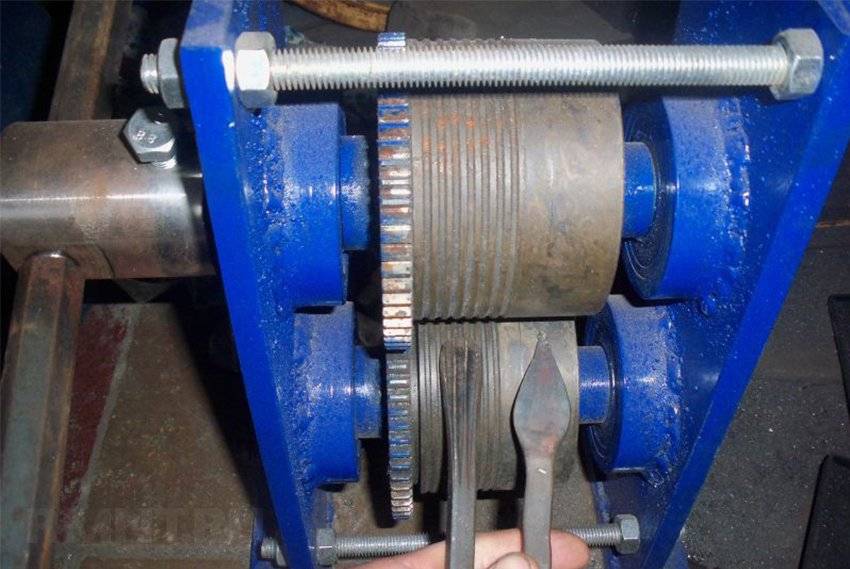
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Профилегибочные линии
ЛИНИЯ СЕРИИ ЛПКТ ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ТРУБ КАНАЛИЗАЦИИЛиния предназначена для производства труб круглого сечения длиной до 12 м. Модельный ряд наших профилегибочных линий позволяет производить широкий ассортимент труб различного диаметра от 25 мм до 350 мм.
- Толщина материала, мм 0,5 – 0,7
- Покрытие цинк, полимер
- Масса рулона, т 2,0
- Скорость профилирования, м/мин 20
- Длина профиля, мм 400 – 12000
Линия предназначена для изготовления желобов круглого сечения. Модельный ряд наших профилегибочных линий позволяет производить широкий ассортимент желобов различных типов и диаметров.
Модельный ряд наших профилегибочных линий позволяет производить широкий ассортимент желобов различных типов и диаметров.
- Толщина материала, мм 0,5 – 0,7
- Покрытие цинк, полимер
- Масса рулона, т 2,0
- Скорость профилирования, м/мин 20
- Длина желоба, мм 4000
Линия предназначена для производства труб прямоугольного сечения длиной до 12 м. Профиль трубы и соединительный замок могут различаться. Для получения максимального результата рекомендуем предоставить чертеж необходимого профиля трубы.
- Толщина материала, мм 0,5
- Покрытие цинк, полимер
- Масса рулона, т 2,0
- Скорость профилирования, м/мин 16
- Длина профиля, мм 400 – 12000
- 900 09
Линия предназначена для изготовления желобов прямоугольного сечения. Модельный ряд наших профилегибочных линий позволяет производить широкий ассортимент желобов различных типов.
Модельный ряд наших профилегибочных линий позволяет производить широкий ассортимент желобов различных типов.
- Толщина материала, мм 0,5 – 0,7
- Покрытие цинк, полимер
- Масса рулона, т 2,5
- Скорость профилирования, м/мин 20
- Длина желоба, мм 4000
Различная конфигурация оборудования позволяет производить разнообразные профили с перфорацией и без. Конструкция оборудования может предусматривать установку летучих ножниц для достижения оптимальной производительности.
- Толщина материала, мм 0,5 – 0,7
- Ширина материала, мм 80 – 350 (450)
- Максимальная скорость профилирования, м/мин 50
- 90 010
Для производства элементов водосточной системы АМТинжиниринг разработал целый ряд технологических процессов и оборудования.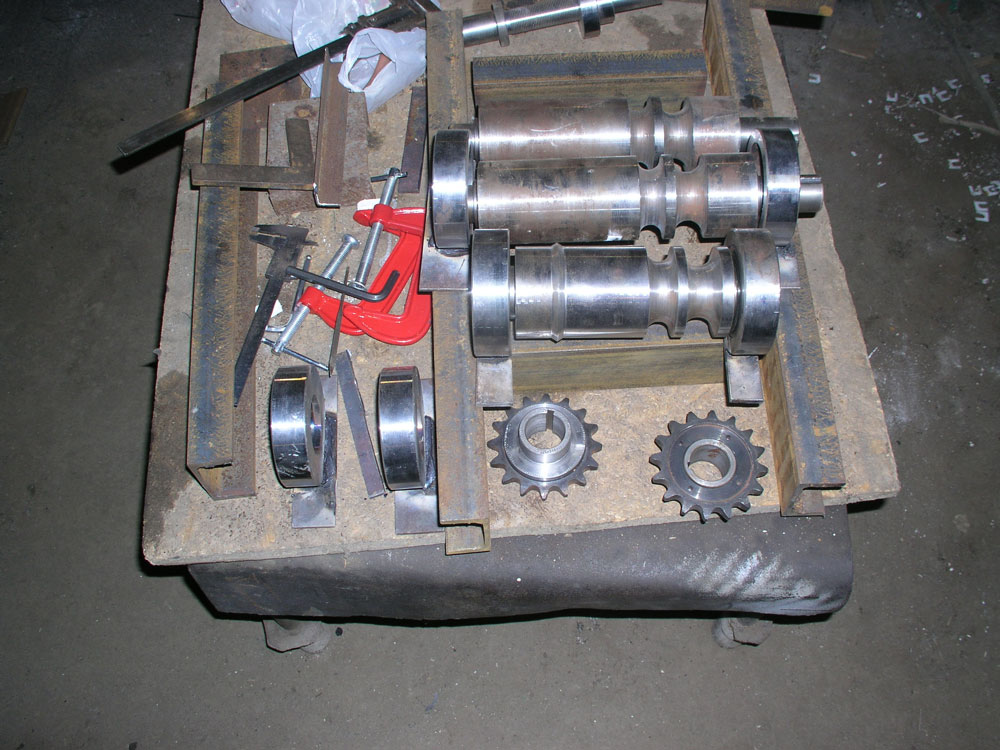 На данный момент мы освоили большую номенклатуру штамповочного инструмента для производства элементов водосточной системы.
На данный момент мы освоили большую номенклатуру штамповочного инструмента для производства элементов водосточной системы.
ПРОДУКТ: Водосточный желоб
ОБОРУДОВАНИЕ: Профилегибочная линия для производства круглых/прямоугольных водосточных желобов
ПРОДУКТ: Отвод трубы
ОБОРУДОВАНИЕ: Кривошипный пресс**, Подающий ролик, Заготовка для резки, Гидравлический пресс**, Набор штампов, Труба Станок для сборки отводов
ПРОДУКТ: Сливная воронка
ОБОРУДОВАНИЕ: Кривошипный пресс**, Подающий ролик, Штамп для резки заготовок, Гидравлический пресс**, Комплект штампов, Станок для сборки отводов труб
ПРОДУКТ: Труба
ОБОРУДОВАНИЕ: Профилегибочная линия для производства круглых/прямоугольных труб водосточной системы, включая устройство для обжима концов труб, Ø89 … Ø200 мм.
ПРОДУКТ: Держатель желоба
ОБОРУДОВАНИЕ:
Вариант 1 (изготавливается из полосы 4 мм, производительность: 5-8 шт/мин): Кривошипный пресс**, Комплект матриц, Вариант 2 (изготавливается из полосы 0,5-0,8 мм, производительность: 6-8 шт/мин): 900 07
- Performance A
- Разматыватель
- Профилегибочная машина
- Гибочная матрица
- Performance B
- Разматыватель
- Многопозиционная гибочная матрица
- Специальный гидравлический пресс
Вариант 3 (изготавливается из полосы 4 мм, производительность: 20-30 шт/мин): Многопозиционный автоматический комплекс
ПРОДУКТ: Соединитель желоба
ОБОРУДОВАНИЕ: Кривошипный пресс**, Подающий ролик, Матрица последовательных операций
ПРОДУКТ: Угол желоба правый
ОБОРУДОВАНИЕ: Пресс гидравлический**, Комплект штампов
ИЗДЕЛИЕ: Левый угол желоба
ОБОРУДОВАНИЕ: Гидравлический пресс**, Набор штампов
ИЗДЕЛИЕ: Заглушка желоба
ОБОРУДОВАНИЕ: Кривошипный пресс**, Подающий ролик, Матрица для последовательных операций
ОБОРУДОВАНИЕ: Кривошипный пресс **, Набор матриц, Аппарат контактной сварки для приварки шурупа и ленты, Плашка для сборки ленты и оболочки (с заклепками)
ТОВАР: Трубодержатель на ножках
ОБОРУДОВАНИЕ: Кривошипный пресс **, Набор матриц
**Не поставляется.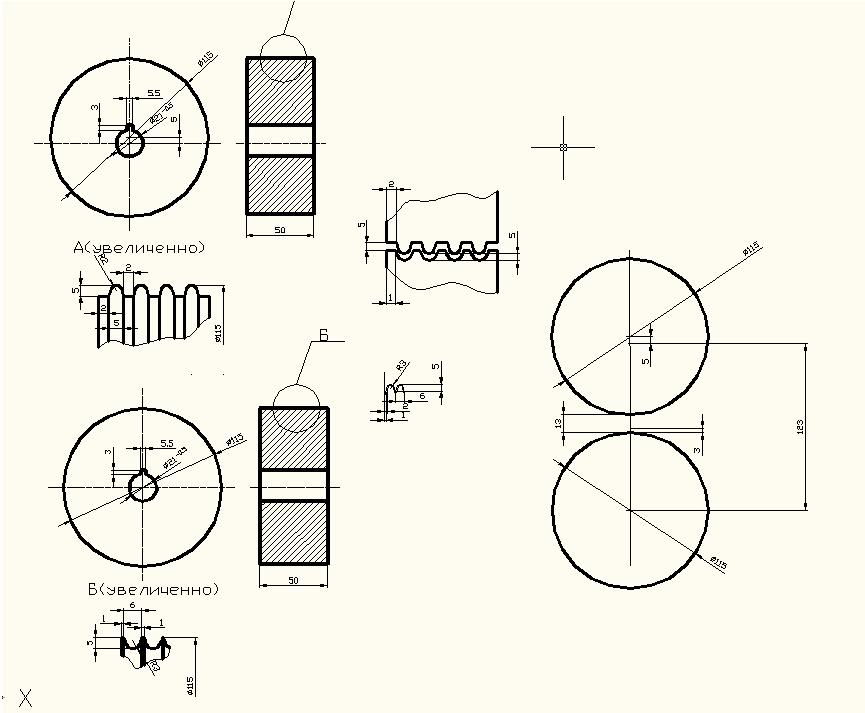 Производительность элементов водосточной системы может отличаться. Для получения максимального результата обязательно прилагайте чертежи изделий
Производительность элементов водосточной системы может отличаться. Для получения максимального результата обязательно прилагайте чертежи изделий
- 90 009 Толщина материала, мм 0,6 – 1,2
- Ширина материала, мм 700 – 1250
- Длина профиля, мм 400 – 3000
- Производительность, м/мин 6 – 8 (с одним штампом)
- Производительность, м/мин 10 – 12 (с двумя штампами)
- Установленная мощность 60 – 75
В состав линии входят:
- разматыватель;
- Устройство подачи рулонов;
- Пресс гидравлический с одним (двумя и более) формующим штампом;
- Профилегибочный стан;
- ножницы для резки или приспособление для гибки и резки;
- гидравлическое оборудование;
- пневматическое оборудование;
- электрооборудование;
- система управления.
Гибочный станок серии МГКТ предназначен для производства гофрированных труб круглого сечения с требуемым радиусом изгиба.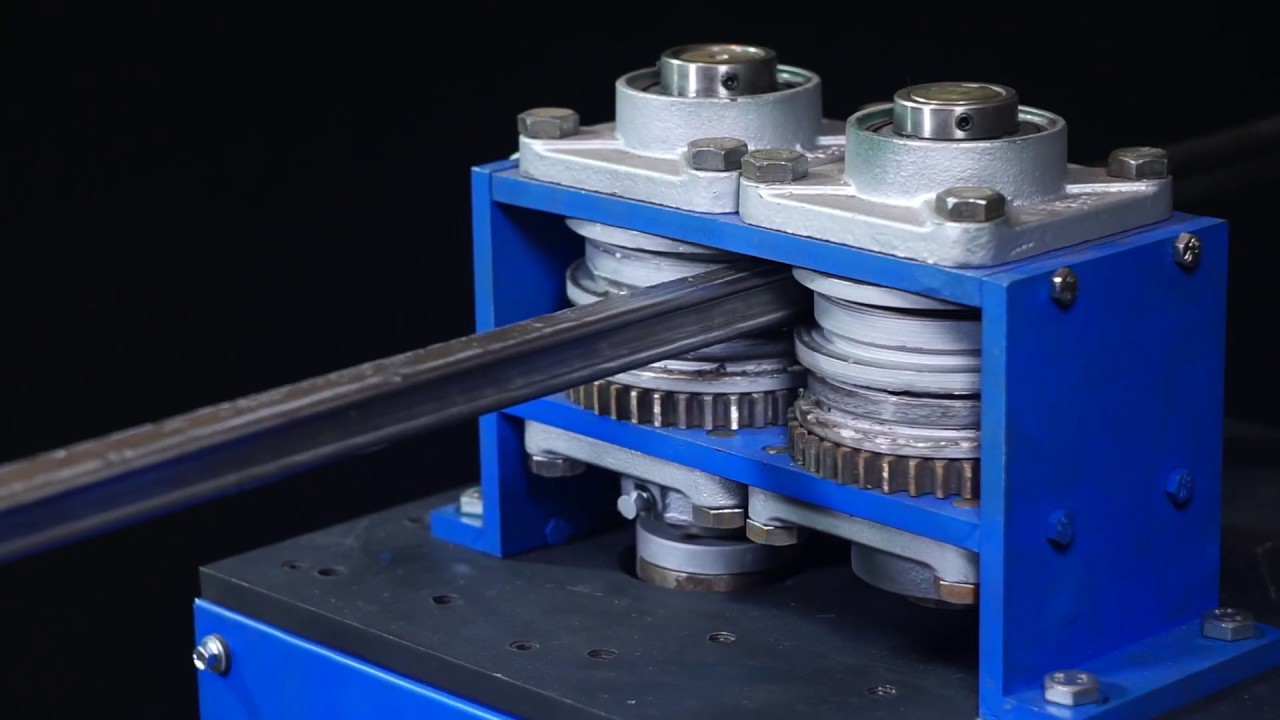
- Угол изгиба, град 45 – 70
- Покрытие цинк, полимер
- Пропускная способность 250
- Размер изделия 80×80 – 120×100
По желанию заказчика возможно изготовление станки со сменными инструментами для гибки прямоугольных труб различного диаметра.
- Толщина материала, мм 0,5 – 0,8 900 10
- Масса рулона, т 0,6
- Покрытие Цинк
- Скорость профилирования, м/мин 50
- Длина профиля, мм 500-3000
Высокая жесткость профилегибочной машины в сочетании с системой летучих ножниц позволяет это работать со скоростью 50 м/мин.
- Время цикла, сек 15 – 20
- Покрытие заготовки цинк, полимер
- Установленная мощность, кВт 7,5 9001 0
Машина предназначена для выполнения этапов процесса монтажа технологической водосточной системы. Предварительно штампованные и подготовленные элементы трубогибов помещаются в машину, где после завершения всех операций им придается окончательная форма.
Предварительно штампованные и подготовленные элементы трубогибов помещаются в машину, где после завершения всех операций им придается окончательная форма.
Машина состоит из:
- сборочное и формовочное оборудование;
- система управления;
- гидравлическое оборудование;
- электрооборудование.
- Толщина материала, мм 0,7 – 1,5
- Вес рулона, т 2 не более
- Покрытие цинк
- Скорость профилирования, м/мин 30
- Длина профиля, мм 500 – 3000
Область применения – преимущественно в строительстве.
В состав линии входят:
- разматыватель;
- Профилегибочный стан;
- ножницы для резки или приспособление для гибки и резки;
- приемный стол.
- Время цикла, сек 15 – 2 0
- Покрытие заготовки цинк, полимер
- Установленная мощность, кВт 7,5
Машина предназначена для завершения этапов процесса монтажа технологической водосточной системы. Предварительно штампованные и подготовленные элементы воронки помещаются в станок, где после выполнения всех операций им придается окончательная форма.
Предварительно штампованные и подготовленные элементы воронки помещаются в станок, где после выполнения всех операций им придается окончательная форма.
Станок состоит из:
- сборочно-формовочное оборудование;
- система управления;
- гидравлическое оборудование;
- электрооборудование.
- Толщина материала, мм 0,5 –2, 0
- Масса рулона, т 1,7
- Покрытие Цинк
- Скорость профилирования, м/мин 50
- Длина профиля, мм 500-6000
Профилегибочные линии серии LPA предназначены для изготовления различных армирующих профилей (с перфорацией или без нее, с накаткой). Высокая жесткость профилегибочного станка в сочетании с системой летучих ножниц позволяет ему работать со скоростью 50 м/мин.
- Толщина материала, мм 0,6 – 0,8
- Ширина материала, мм 80 – 200
- Максимальная скорость профилирования, м/мин 30
- Установленная мощность, кВт 30
Оборудование предназначено для изготовления желободержателя из полосы листового материала. Линия, используемая в сочетании со штамповочным оборудованием, позволяет производить необходимый держатель желоба.
Линия, используемая в сочетании со штамповочным оборудованием, позволяет производить необходимый держатель желоба.
Линия предназначена для изготовления элементов кровли типа «ветровая доска», «уголок», «конек» и др.
- Ширина материала, мм 0,5 – 0,7
- Покрытие цинк, полимер
- Вес рулона, т 2,0
- Скорость профилирования, м/мин 25
- Длина профиля, мм 000 – 3000 900 10
кровля типа «металлочерепица» различной формы.
- Ширина материала, мм 0,5 – 0,7
- Покрытие цинк, полимер
- Масса рулона, т 2,0
- Скорость профилирования, м/мин 5
- Длина профиля, мм 2000 – 3000
- 90 009
Профилегибочная линия серии ЛПРФ предназначена для производства изделий шириной до 1600 мм, толщиной до 3 мм и высотой гофры до 250 мм. Производительность линии при длине панели 10 м и толщине 1,5 мм составляет 800 кг/ч.
Производительность линии при длине панели 10 м и толщине 1,5 мм составляет 800 кг/ч.
- Толщина материала, мм до 3,0
- Максимальная ширина материала, мм 1600
- Максимальная высота гофра, мм 250
- Максимальная скорость профилирования, м/мин 40
Ролик серии LPRF -формовочная линия предназначена для производства уникальных видов профилей, применяемых в бескаркасном строительстве, большепролетных зданиях (складах, зданиях) Комплексы предназначены для гибкой гибки стальных панелей шириной до 1600 мм с необходимым радиусом изгиба.
Гибочный комплекс КГ1600 предназначен для изготовления мелкосегментированных стальных гнутых панелей длиной до 5000 мм, которые применяются при строительстве зернохранилищ, силосных башен, бункеров шириной до 1600 мм. Производительность линии при длине панели 5000 мм и толщине 1,5 мм составляет 400 кг/ч.
Основные технические данные
- Диапазон толщины материала, мм: 0,4-0,6
- Диапазон веса рулона, тонн: 2-5
- Диапазон рабочих скоростей, м/мин: 0-120
- Длина готовой продукции, м: 3-4
- Дополнительное оборудование: автоматический штабелеукладчик и системы обвязки пакетов
Основные технические данные
- Диапазон толщины материала, мм: 0,4-1,5
- Диапазон массы рулона, тонн: 8 / 10 / 15 / 20
- Диапазон рабочих скоростей, м/мин:
- 0-40 с режимом резки профиля Start/Stop (с остановкой перемещения материала в процессе резки)
- 0-70 с режимом резки профиля «Летучие ножницы» (материал без остановок в процессе резки) 90 010
- Диапазон рабочих скоростей, м/мин: 0-60
- Длина готового изделия, м: 1,5 /6 / 8 / 12 / 14 / 18 / 24
- Высота готовых профилей, мм:
- Трапециевидное сечение: 8/10/1 7/20/25/35/40/44/50/60/75/85/90/114/127/135/144/150/165
- Синусоидальное сечение: 15/18/27/42
- Автоматический укладчик профилей в комплект входит в комплект поставки комплекты кассет с установленными на них станциями, валами и роликами.
 Кассеты меняются с помощью крана. Время смены профиля 45 минут
Кассеты меняются с помощью крана. Время смены профиля 45 минут
 Кассеты меняются с помощью крана. Время смены профиля 45 минут
Кассеты меняются с помощью крана. Время смены профиля 45 минутОсновные технические характеристики
- Типы профилей:
- C – профили
- Z – профили
- U – профили
- Sigma – профили
- V – тип
- Размеры профилей :
- Ширина, мм: 140 – 400
- Высота, мм: 60 – 110
- Диапазон толщины материала, мм: 1,5-4
- Диапазон массы рулона, т: 8 / 10 / 15 / 20
- Диапазон рабочих скоростей, м/мин: 0-35
- Длина готовой продукции, м: 1,5 /6 / 8 / 12 / 14 / 18 / 24
- Автоматический укладчик профилей в пачки есть входит в комплект поставки
- Поставляемые линии могут быть:
- С ручной регулировкой
- Дуплексные типы с автоматической регулировкой размеров профиля
- 9001 0 9
- Стандарт Три волны
- Прочие по чертежам заказчика
Основные технические данные 9 Стандарт Две волны
- Ширина, мм: 300 или 500 / Высота [мм]: 85 – 90
- Прочие , по чертежам заказчика
- 9000 9
Основные технические данные
- Типы профилей: в зависимости от чертежи заказчика. Производитель предлагает 5 различных типов опор.
- Размеры профилей:
- Ширина, мм: 50 или 150
- Высота, мм: 40 – 80
- Прочие по чертежам заказчика
- Диапазон толщины материала, мм: 1,2-2
- Диапазон массы рулона, т: 2 – 5
- Диапазон рабочих скоростей, м/мин: до 20
- Длина готовой продукции, м: 2,5 – 4
 Производитель предлагает 5 различных типов опор.
Производитель предлагает 5 различных типов опор.Специальное оборудование для изготовления 5 различных профилей, подходящих для сборки силосов для хранения зерна
- Типы профилей:
- Для крыши силоса
- Для стен силоса
- Для силоса внутри малых и больших колонн
- Для силоса снаружи колонн
- Другие по чертежам заказчика
- Размеры профиля:
- Ширина, мм: по чертежам
- Высота, мм: по чертежам
- Прочие, по чертежам заказчика
- Диапазон толщины материала, мм: 1,5-4,5 9 0010
- Диапазон веса рулона, тонн 8 / 10 / 15 / 20
- Диапазон рабочих скоростей, шт/мин: 3-4
- Длина готовой продукции, м: 1,5 – 12
- Устройство для пробивки необходимых отверстий и регулировки положения всех валков с программным управлением входит в комплект поставки
- Станок для гибки профилей стен силоса до необходимого радиуса входит в комплект поставки 9001 0
Основные технические характеристики
- Типы профилей: в зависимости от чертежей заказчика требуемой системы. Эти профили могут быть закрытыми или открытыми.
- Размеры профиля: любые по чертежам заказчика.
- Диапазон толщины материала, мм: 1,0-2,0
- Диапазон веса рулона, тонн: 2 – 5
- Диапазон рабочих скоростей, м/мин 40 с летучими ножницами
- Длина готовой продукции, м: 2,5 – 6
 Эти профили могут быть закрытыми или открытыми.
Эти профили могут быть закрытыми или открытыми.Основные технические характеристики
- Типы профилей: в зависимости от чертежей заказчика требуемой системы
- Размеры профиля:
- Ширина Min-Max, мм: 310 – 600
- Длина Min-Max, мм: 700 – 6000
- Глубина Min-Max, мм: 24 – 40
- Другие, по требованиям заказчика и чертежам.
- Диапазон толщины материала, мм: 0,5-1,5
- Диапазон веса рулона, тонн: 5/8/10
- Диапазон рабочих скоростей, шт/мин 3-10 в зависимости от панели материал входит в комплект поставки
- Размеры панелей могут быть изменены с помощью профилегибочного станка дуплексного типа с автоматической регулировкой размеров профиля.

Основные технические характеристики
- Типы профилей: в основном используются в строительстве для выравнивания полов и стен
- Размеры профилей:
- Ширина Min-Max, мм: 30-40
- Длина, мм: 30 00
- Глубина мин-макс, мм: 6 – 10
- Другие, по требованиям заказчика и чертежам.
- Диапазон толщины материала, мм: 0,30-0,35
- Диапазон веса рулона, т: 2-3
- Диапазон рабочих скоростей, м/мин: 120 с летучими ножницами и ротационной системой штамповки.
Основные технические данные 4
- Типы профилей: в зависимости от чертежей заказчика требуемой системы
- Размеры профилей:
- Ширина Min-Max, мм: 50 – 80
- Длина Min-Max, мм: 1000 – 6000
- Глубина Min-Max, мм: 25 – 45
- Другие, по требованиям заказчика и чертежам.
- Диапазон толщины материала, мм: 0,6-1,2
- Диапазон веса рулона, тонн: 3-5
- Диапазон рабочих скоростей, м/мин: 60 с летучими ножницами

- 90 009
Основные технические данные
- Типы профилей: специальные гофрированные типы профилей для подготовки пола. Они используются в качестве несъемной опалубки в строительной отрасли.
- Размеры профиля:
- Ширина Min-Max, мм: 630
- Длина Min-Max, мм: 1000 – 6000
- Глубина Min-Max, мм: 16
- Прочие по требованиям заказчика и чертежам 9001 0
- Диапазон толщины материала, мм: 0,6-0,7
- Диапазон веса рулона, т: 8/10
- Диапазон рабочих скоростей, м/мин: 25 с пуском/остановкой резки полы
Описание технологии: Пол состоит из профилированного листа, на который заливается слой бетона.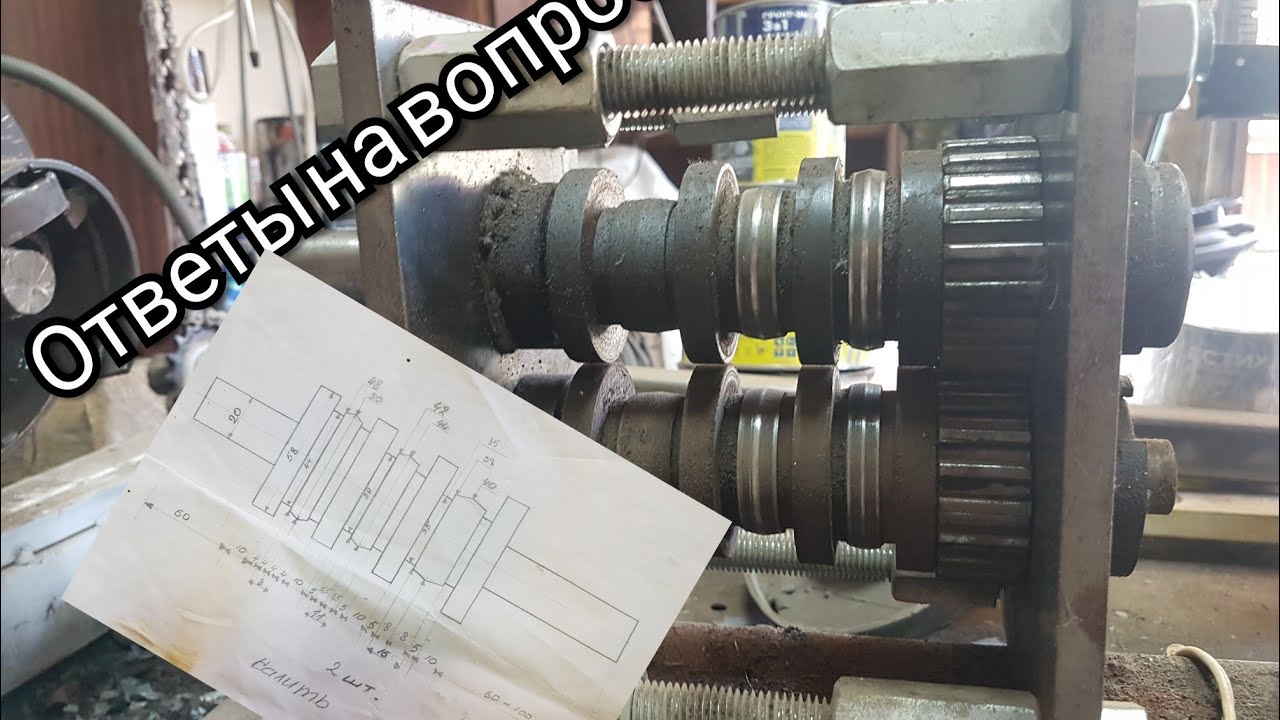 Лист крепится к бетону с помощью молдингов на листе, которые предотвращают скольжение бетона по горизонтали и отслоение по вертикали. Когда бетон залит и пока он не достигнет надлежащего уровня затвердевания (этап 1), вес бетона, задействованного персонала и оборудования ложится только на лист. После затвердевания бетона (этап 2) лист и бетон образуют единое целое со всеми характеристиками традиционного железобетона, где лист, выполнив функцию опалубки, действует как металлическая арматура. Должны быть предусмотрены соответствующие обрезанные концы для поглощения отрицательных моментов.
Лист крепится к бетону с помощью молдингов на листе, которые предотвращают скольжение бетона по горизонтали и отслоение по вертикали. Когда бетон залит и пока он не достигнет надлежащего уровня затвердевания (этап 1), вес бетона, задействованного персонала и оборудования ложится только на лист. После затвердевания бетона (этап 2) лист и бетон образуют единое целое со всеми характеристиками традиционного железобетона, где лист, выполнив функцию опалубки, действует как металлическая арматура. Должны быть предусмотрены соответствующие обрезанные концы для поглощения отрицательных моментов.
Основные технические данные
- Типы профилей: SB55 и SB75.
- Используются в качестве несъемной опалубки в строительстве.
- Размеры профиля:
- Ширина Min-Max, мм: SB55 – 680 мм
- Ширина Min-Max, мм: SB75 – 808 мм
- Длина Min-Max, мм: 1000 – 6000
- Min -Максимальная глубина, мм: 55 / 75
- Другие, по требованию заказчика или чертежам
- Диапазон толщины материала, мм: 0,7-1,5
- Диапазон массы рулона, т: 8/10/15
- Диапазон рабочих скоростей, м/мин: 25 с пуском/остановкой стрижки
- 900 10
Зачем сотрудничать с профилегибочным станком?
Профилирование позволяет нам производить основные профили и профили, которые являются более сложными, чем другие методы обработки металлов давлением.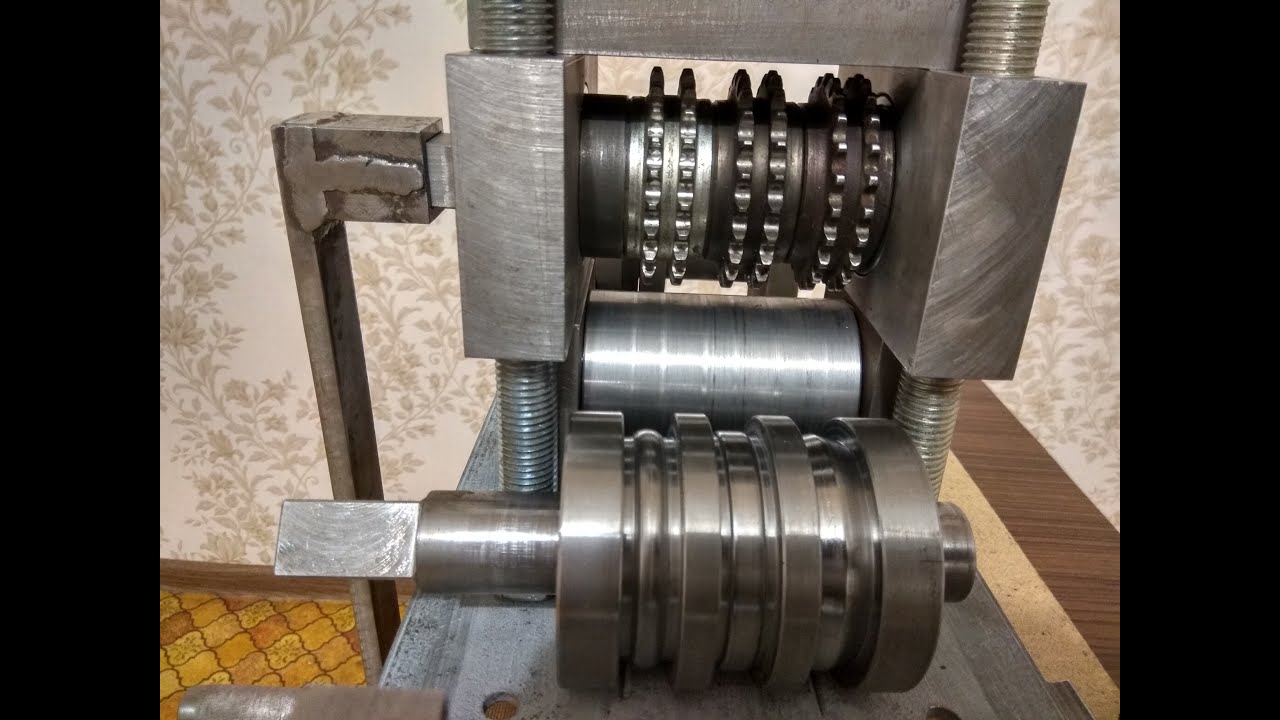
Работа с профилегибочным станком — правильный выбор, если ваш проект имеет:
- Длинные тонкие формы (обычно до 30 футов)
- Повторяющиеся шаблоны высечки в семействе деталей различной длины, имеющих один и тот же профиль
- Средние и большие годовые объемы (инструмент может стать дорогим для коротких тиражей)
- Эстетические проекты, для которых неприемлемы следы от инструментов (постепенный процесс формирования устраняет следы от инструментов!)
- Профили сложного сечения
- Глубокие U-образные каналы с узкими отверстиями
Специальные области применения для профилирования
Профилирование идеально подходит для многих отраслей промышленности – некоторые очевидны, другие не очень. Компания Dahlstrom Roll Form создала детали для нескольких применений, в том числе:
Компоненты для крепления солнечных панелейПрофилированные детали составляют каркасную систему, которая удерживает множество солнечных панелей на:
- Коммерческих крышах
- Солнечные электростанции коммунального масштаба
- Жилые крыши
Американские профилировщики берутся за проекты на рынке солнечной энергии больше, чем за любую другую работу.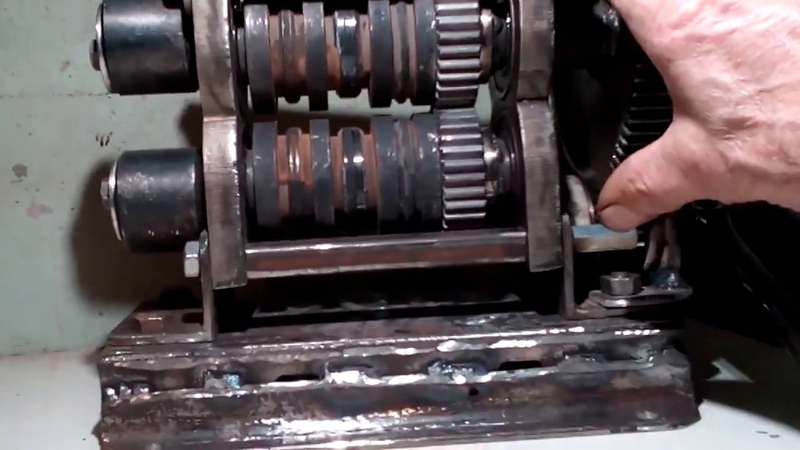
Строительство Каркас
Большинство коммерческих зданий строятся из деталей, изготовленных на профилегибочном станке.
Они очень быстро выпускаются компаниями, занимающимися этой сверхнишевой отраслью, и имеют необходимые специальные сертификаты. Архитектор должен знать, что деталь может соответствовать стандартам и требованиям нагрузки, прежде чем он ее рассмотрит.
Трубки
Почти все трубки профилированы. Трубы широко используются в производстве бытовой техники, автомобилей, архитектуры и т. д.
Трубки могут быть квадратными, круглыми, овальными или прямоугольными. Все трубы свариваются без швов при профилировании благодаря зачистке. Профилирование труб работает таким же образом.
Профилированные трубы изготавливаются из различных металлов. Однако иногда вместо этого алюминиевые трубки изготавливаются методом экструзии.
Перила Миллионы миль ограждений приобрели свою прочную и прочную форму благодаря профилированию.
Поручни могут быть оцинкованы прямо на заводе. Добавление этого слоя цинка помогает компоненту оставаться устойчивым в любых условиях.
Сайдинг и кровля
Вся оболочка здания может быть изготовлена из профилегибочных компонентов.
Вы увидите много металлических крыш на домах на северо-востоке США.
Прочие конструкционные компонентыЭти профилированные компоненты требуют большей толщины. Прогоны или Z-профили используются для всех видов конструкций с высокими нагрузками.
Типичные области применения прокатных автомобильных деталей включают:
- Рельсы стальной рамы
- Бамперы
- Дверные балки
- Дуги крыши
Здесь задействована тонна профилирования.
Все трубки теплообменника хладагента изготовлены из профилированной меди.
На коммерческом складе пищевых продуктов формование рулонов создает:
- Защитные пластины
- Рельсы из нержавеющей стали по краям
Декоративная отделка и карниз для привлекательных витрин в продуктовых магазинах и магазинах шаговой доступности.
Окна
Вы можете заказать оконные стойки и перила из профилегибочных деталей. (Плитки представляют собой вертикальные профили, а перила — горизонтальные элементы.)
Отделка для полых окон снижает затраты и придает элегантный вид. Кроме того, вы просто устанавливаете его, защелкивая!
Компоненты дверей На профилегибочных станках можно изготавливать дверные коробки, наличники и другие детали. Многие версии этого обрамления доступны для краев, нижней и верхней части вашей двери, в зависимости от того, какой тип фурнитуры вы используете. Прокатка этих деталей довольно распространена.
Прокатка этих деталей довольно распространена.
В «стандартных» дверях большего объема используется профилирование кромок дверей, верхней и нижней рамы, что приводит к снижению затрат .
Вы также можете использовать профилированные детали для дополнительного остекления. Они могут быть как заподлицо, так и внахлест.
Наконец, некоторые поверхности дверей тоже профилированы. Если это так, производитель дверей часто занимается этим процессом, а не третьей стороной.
ЛифтыПрофилирование используется для отслеживания шахт лифтов и некоторых структурных компонентов кабины.
Профилегибочные станки также могут быть классифицированы как элеватор. Внутренние декоративные элементы кабины также изготавливаются методом прокатки.
Строительная техника/автомобилиЛюбой вид транспорта является объектом оптимизации за счет перехода на профилированные детали.
Конструктивные компоненты шасси составляют основную часть отрасли.