Станок для пяток в категории “Красота и здоровье”
Педикюрный станок для пяток, в индивидуальной упаковке
На складе
Доставка по Украине
75 — 95 грн
от 2 продавцов
114 грн
95 грн
Купить
Станок для пяток Fengcai
Доставка из г. Днепр
55 грн
Купить
Станок SALON для пяток new
Доставка по Украине
140 грн
135.80 грн
Купить
Станок для педикюра Zauber для пяток
На складе в г. Запорожье
Доставка по Украине
149 грн
Купить
Станок педикюрный (резец для пяток), в ассортименте
Доставка по Украине
60 грн
Купить
Станок для пяток Niegelon 06-0541
Доставка по Украине
по 81 грн
от 2 продавцов
81 грн
Купить
Электрическая пемза для ног для чистки пяток педикюра и удаления мозолей Focallure WM-47- MND
На складе в г. Винница
Доставка по Украине
760 грн
571 грн
Купить
Пемза роликовая для ног аккумуляторная Foot Cleaner электрическая, с LED дисплеем, для чистки пяток MND
На складе в г. Винница
Винница
Доставка по Украине
691 грн
461 грн
Купить
Станок для удаления натоптышей. лезвие для удаление кожи на пятках
Доставка по Украине
252 грн
241.92 грн
Купить
Электрическая роликовая пилка для пяток с функцией самоочистки
Доставка по Украине
1 248.75 грн
999 грн
Купить
Фиксатор Valgus Pro для пяток dl
Доставка по Украине
346 грн
266.42 грн
Купить
Терка для пяток Supretto металлическая в пластиковом корпусе, белая dl
Доставка по Украине
270 грн
207.90 грн
Купить
Станок для пяток Lady Victory В017
Доставка по Украине
125 грн
Купить
Станок педикюрный (резак для пяток) розовый Christian CCN-02
Доставка по Украине
84 грн
Купить
Станок педикюрный (резак для пяток) белый Romantic Collection RCN-01
Доставка по Украине
53 грн
Купить
Смотрите также
Станок для пяток Niegelon 06-0541
Доставка по Украине
81 грн
Купить
Станок для педикюра и ухода за пятками
На складе
Доставка по Украине
23. 64 грн
64 грн
Купить
Фиксатор Valgus Pro для пяток ld
Доставка по Украине
324.66 грн
249.99 грн
Купить
Терка для пяток Supretto металлическая в пластиковом корпусе, белая ld
Доставка по Украине
248.80 грн
191.58 грн
Купить
Фиксатор Valgus Pro для пяток so
Доставка по Украине
345 грн
265.65 грн
Купить
Терка для пяток Supretto металлическая в пластиковом корпусе, белая so
Доставка по Украине
269 грн
207.13 грн
Купить
Электрическая пемза для ног для чистки пяток педикюра и удаления мозолей Focallure WM-47- skl
Доставка из г. Киев
800 грн
611 грн
Купить
Пемза роликовая для ног аккумуляторная Foot Cleaner электрическая, с LED дисплеем, для чистки пяток skl
Доставка из г. Киев
727 грн
497 грн
Купить
Скребок для чистки пяток Scholl Hard Skin Remover, good
Доставка из г. Днепр
137 грн
95.60 грн
Купить
Пилка электрическая для пяток scholl, электрический тёрка для педикюра
Доставка из г. Харьков
Харьков
360 грн
Купить
Скребок для чистки пяток Scholl Hard Skin Remover! Покупай
Доставка из г. Киев
159 грн
110.70 грн
Купить
Электрическая пемза для ухода за пятками Callus remover vacuum. Электрическая машинка для чистки пяток, ног.
На складе
Доставка по Украине
по 360 грн
от 3 продавцов
450 грн
360 грн
Купить
Скребок для чистки пяток Scholl Hard Skin Remover, рекомендую
Доставка из г. Тернополь
136 грн
94.90 грн
Купить
Скребок для чистки пяток Scholl Hard Skin Remover, рекомендую
Доставка из г. Тернополь
136 грн
94.90 грн
Купить
Как пользоваться станком для педикюра
Автор admin На чтение 6 мин Просмотров 484 Опубликовано
Для большинства педикюр связан исключительно с процедурами по уходу за ногтями на пальцах ног. На самом деле не меньше внимания уделяется состоянию стопы, чтобы её кожа всегда оставалась гладкой и приятной на вид.
На самом деле не меньше внимания уделяется состоянию стопы, чтобы её кожа всегда оставалась гладкой и приятной на вид.
В рамках этих целей используется множество вспомогательных средств, но одно из самых действенных – станок для педикюра.
Содержание
- Описание и назначение инструмента
- Преимущества и недостатки
- Виды станков
- Электрические
- Ручные
- Как вставляется лезвие
- Советы и предостережения
- Противопоказание к процедуре
- Пошаговый разбор процедуры
- Советы по выбору станка
- Краткий перечень брендов
Описание и назначение инструмента
Визуально станок для классического педикюра мало чем отличается от тех, что используются для бритья. Устройство инструмента можно описать кратко, разделив его на несколько частей:
- лезвие;
- пилочки, шлифующие поверхность кожи;
- основная часть, к которой крепятся насадки.
Главное отличие от станков для бритья в том, что здесь использованы особо острые лезвия, поэтому работать с ними надо очень аккуратно. Они аккуратно захватывают малую часть ороговевшей кожи. Бритвенный станок действует грубее, из-за чего на стопе возникают глубокие порезы и необработанные участки.
Они аккуратно захватывают малую часть ороговевшей кожи. Бритвенный станок действует грубее, из-за чего на стопе возникают глубокие порезы и необработанные участки.
Опытные мастера называют подобную процедуру обрезным педикюром. Как правило, она входит в стандартный перечень услуг.
Обрезной педикюр имеет ряд преимуществ и недостатков. Следует заранее ознакомиться с ними, чтобы в дальнейшем не стать жертвой неприятных сюрпризов.
К преимуществам следует отнести:
- возможность сэкономить на услугах мастера, приобретя станок для личного использования у себя дома;
- высокую эффективность;
- незначительный риск получения травм;
- длительное сохранение эффекта после процедуры;
- небольшие затраты времени.
В список недостатков входит:
- шанс нанести травму низок, но всё же присутствует;
- необходимость стерильности самого станка и окружающих условий;
- предварительное распаривание ног;
- обязательное использование увлажняющих кремов для сохранения эффекта.


Виды станков
Педикюр может быть классическим и аппаратным. В первом случае специалист использует скребок, а во втором – фрезер. Последнее практикуется в салонах красоты.
Кроме того, есть и другие инструменты: электрические, роликовые, абразивные пилки и пемза.
Электрические
Эта разновидность лучше всего подходит для домашнего использования. Её безопасные лезвия гарантируют то, что вы не нанесёте себе увечий, если дрогнет рука или будет приложена лишняя сила.
Инструменты располагают несколькими скоростями, что позволяет тонко настроить их в зависимости от состояния ваших ступней. Кроме того, допускается использование различных насадок, а это заметно упрощает процедуру.
Ручные
Стандартный скребок со сменными лезвиями из нержавеющей стали. Обрезает кожу эффективней, чем электрический станок, но нужно помнить, что педикюр лезвием в домашних условиях может оказаться травмоопасным.
Имеет продолжительный срок службы, но требует особого внимания к стерилизации лезвий. Дезинфицирующие средства гарантируют то, что вы не заразитесь инфекцией и не занесёте вредоносные бактерии в организм.
Дезинфицирующие средства гарантируют то, что вы не заразитесь инфекцией и не занесёте вредоносные бактерии в организм.
Как вставляется лезвие
Обычно в станках используется универсальное лезвие, поэтому процесс его замены производится в несколько действий.
Первым делом снимается крышка, фиксирующая положение лезвия в одной позиции. Для этого может понадобиться отвинтить её, либо она будет на защёлках. Когда этот процесс будет завершён, старое лезвие вытаскивается.
Следующим шагом люди часто пренебрегают, но его важность нельзя недооценивать. Все составляющие станка необходимо продезинфицировать, используя подходящий раствор. Это полезно, так как становится легче достать до труднодоступных уголков.
Наконец, пора вставить новое лезвие в станок для педикюра, расположив его так, как это было со старым. Нужно обращать внимание на то, чтобы отверстия совпадали, защёлки не зажимали ничего лишнего, а лезвие держится крепко.
Советы и предостережения
Многие люди пытаются полностью обработать сразу всю кожу, прилагая к этому слишком много усердия. Результатом такого становится травма и неприятные ощущения при ходьбе. Это одна из главных ошибок среди новичков.
Результатом такого становится травма и неприятные ощущения при ходьбе. Это одна из главных ошибок среди новичков.
Необходимо помнить, что подошвы стоп, покрытые глубокими трещинами и большими наростами затвердевшей кожи, очищаются за несколько сеансов, без спешки и насилия над собой.
Ещё одним советом по использованию станка будет напоминание о своевременной обработке лезвия и других составляющих инструмента дезинфицирующими средствами. Об этом стараются напоминать как можно чаще, так как последствия пренебрежения приводят к посещению врача и длительному лечению.
Противопоказание к процедуре
Станок или нож для педикюра – это ультимативные решения, которые актуальны в случаях, когда больше уже ничего не помогает. Лёгкая грубость кожи прекрасно удаляется с помощью специальных кремов, пемзы и прочих средств.
Пытаясь обработать слишком нежную кожу, человек неизбежно повредит её и потом ещё несколько дней будет испытывать затруднения при передвижениях.
Пошаговый разбор процедуры
Пользоваться лезвием для педикюра нужно поэтапно. Если соблюдать порядок, то никаких проблем не возникнет:
Если соблюдать порядок, то никаких проблем не возникнет:
- Для начала ноги обрабатываются в меру горячей водой, чтобы размягчить кожные покровы. На это уходит не более 30 минут.
- Далее нужно взять в руки станок и поднести его к стопе под углом в 45 градусов. Ногу при этом надо расположить достаточно удобно, чтобы движения не встречали сопротивления и не оказались слишком резкими.
- Легко и плавно проводим лезвием по коже. Ни в коем случае нельзя прилагать силу. Движения начинаются всегда с самого края загрубевшей кожи, но не из центра. К середине добираться предстоит в самом конце.
- Наличие трещин на пятках осложняет процесс. Нужно вести станок вдоль ран, чтобы не сделать их ещё глубже.
- По завершению процедуры рекомендуется использовать пилку для обработки неровностей.
- Финальный штрих – нанесение увлажняющего крема и утепление ног с помощью тёплых носков.
Советы по выбору станка
Есть несколько рекомендаций, которые помогут вам выбрать станок для педикюра с лезвием.
В первую очередь нужно обращать внимание на материал, который используется в фиксации лезвия и головки к ручке. Идеально, если это будет нержавеющая сталь. Остальные варианты либо недостаточно надёжные, либо подвержены коррозии.
Дешёвые станки со временем покрываются ржавчиной, у них расшатываются крепления. Всё это приводит к снижению эффективности инструмента, а также повышает риск нанесения травмы. Поэтому нужно стараться не слишком экономить, а ещё лучше выбрать популярную модель.
Краткий перечень брендов
Широко распространены инструменты от бренда Staleks. Это объясняется удобным устройством ручки и использованием нержавеющей стали для отдельных частей станка. Универсальное решение, которое эффективно снимает огрубевшую кожу не только после распаривания, но и «на сухую».
Titania – это европейский производитель, поставляющий к нам достаточно дешёвые станки с лезвием, не требующие замены. Как и в предыдущем случае, здесь нержавеющая головка и лезвие, а ручка изготовлена из пластмассы.
Завершить перечень можно ещё одним европейским брендом – Beter. Его преимущество в наличии сменных лезвий, приобретаемых сразу в составе комплекта. Во всём остальном он мало чем отличается от других качественных инструментов.
690.682-046 – УСТАНОВЩИК ПЯТОЧНОГО СИДЕНЬЯ, МАШИНА (сапоги и башмаки) альтернативные названия: врезной; специалист по каблукам,
690.682-046 – FITTER HEEL-SEAT FITTER, MACHINE (сапоги и башмаки) альтернативные названия: врезной; монтажник каблуков, – Словарь профессий DOT Описание работы| КОД: 690.682-046 Купить DOT: Скачать НАЗВАНИЕ(я): СТАНОК ДЛЯ УСТАНОВКИ ПЯТОЧНОГО СИДЕНЬЯ (ботинки и башмаки) альтернативные названия: врезной; специалист по каблукам, машина ; слесарь по дереву, станок Устанавливает и запускает станок для вырезания задника кожаной подошвы перед установкой каблука:
Регулирует направляющие и упоры на станке с помощью образца деревянной пятки и ручных инструментов. ONET CROSSWALK: 92941A Наладчики машин для резки изделий из волокна и операторы по наладке |
 Регулирует ротационную резку
лезвие на станке для заданной ширины, глубины и скоса, используя гаечный ключ и правило. Запускает машину и
позиционирует башмак между направляющими. Проталкивает ботинок в машину, которая делает краевой надрез вокруг пятки, чтобы
обеспечить плотное прилегание, когда каблук прикреплен.
Регулирует ротационную резку
лезвие на станке для заданной ширины, глубины и скоса, используя гаечный ключ и правило. Запускает машину и
позиционирует башмак между направляющими. Проталкивает ботинок в машину, которая делает краевой надрез вокруг пятки, чтобы
обеспечить плотное прилегание, когда каблук прикреплен. - Индекс словаря названий профессий (DOT)
- Стандартный промышленный Указатель классификаций (SIC)
- Индекс Сети профессиональной информации (ONET)
- Статистические таблицы переписи населения США
- Китай Статистические таблицы
- Мир Facts
- Быстрые карты (для вашего веб-сайта)
- Флаги всех стран (для вашего сайта)
- Диграфы – Коды стран Интернета
- Коды аэропортов
- Коды морских портов
- О климате (+ Глоссарий)
- Иммиграционная супермагистраль
- Главная страница ITA
 Обратная связь
Обратная связь
Языковые переводы «Иммиграционная супермагистраль», «Центральный иммиграционный центр», «Ассистент иммиграционного Expert», «Immigration Expert Pro» и «Immigration USA». товарные знаки компании Information Technology Associates. © 1995 – 2015 Фотий Куцукис и информация Technology Associates (Все права защищены). |

Предыдущий Следующий Содержание ОНЕТ О
КОД: 690.682-046 Купить DOT: Скачать
НАЗВАНИЕ(я): СТАНОК ДЛЯ УСТАНОВКИ ПЯТОЧНОГО СИДЕНЬЯ (ботинки и башмаки) альтернативные названия: врезной; приспособление для каблуков,
машина; слесарь по дереву, станок Устанавливает и запускает станок для вырезания задника кожаной подошвы перед установкой каблука:
Регулирует направляющие и упоры на станке с помощью образца деревянной пятки и ручных инструментов. Регулирует ротационную резку
лезвие на станке для заданной ширины, глубины и скоса, используя гаечный ключ и правило. Запускает машину и
позиционирует башмак между направляющими. Проталкивает ботинок в машину, которая делает краевой надрез вокруг пятки, чтобы
обеспечить плотное прилегание, когда каблук прикреплен.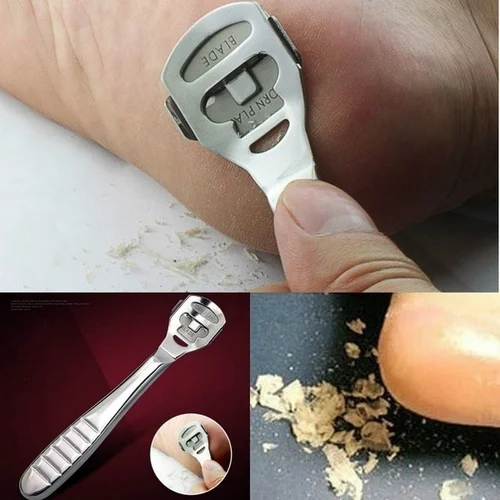
GOE: 06.02.05 ПРОЧНОСТЬ: L GED: R3 M2 L2 SVP: 4 DLU: 77
ONET CROSSWALK: 92941A Наладчики машин для резки изделий из волокна и операторы по наладке
© 1995–2015 Фотий Кутсукис и Ассоциация информационных технологий (Все права защищены). Отредактировано 26 мая 2003 г.
Патент США на автоматическую машину и процесс для покрытия пятки. Патент (Патент № 5,230,114, выдан 27 июля 1993 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Изобретение относится к уникальному автоматизированному способу покрытия каблуков обуви, в частности женских высоких каблуков, и к машине для нанесения тканевого или кожаного покрытия на каблук.
Традиционно пятки обрабатываются вручную, часто с участием от десяти до двенадцати человек на линию. Процесс покрытия пятки состоит из трех основных компонентов, каждый из которых включает несколько отдельных этапов.
Перед всей операцией чехол, обычно из ткани или кожи, и пятка, обычно пластиковая, покрывают контактным клеем и дают высохнуть.
Типичная ручная операция по покрытию пяток:
Операция вытягивания
1. Пятка помещается в удерживающее приспособление.
2. Чехол правильно расположен относительно пятки.
3. Чехол натягивается на тыльную сторону пятки.
4. Излишки материала на кромке пятки сжимаются вместе, образуя нижние ушки на пяточной части.
5. Комбинация защиты пятки снимается с приспособления и помещается на ленточный конвейер.
Эти пять шагов называются “вытягиванием”.
Операция обрезки
На втором этапе покрытия пятки человек поднимает пятку с ленточного конвейера и с помощью ножниц и пальцев обрезает лишний материал и складывает покрытие вокруг пятки. Этот процесс можно разделить и перечислить следующим образом:
6. Обрежьте лишний материал вокруг верхней части пятки.
7. Надрежьте чехол в области груди, чтобы обеспечить правильное складывание.
8. Сложите чехол на груди и прижмите.
9. Сложите чехол поверх пятки и прижмите, образуя верхние ушки в верхней части пятки.
10. Сложите чехол вокруг и поверх сиденья для пятки.
11. Обрежьте излишки материала на стыке нагрудника и пятки, которые называются нижними ушами.
12. Обрежьте излишки материала на стыке грудки и верхней части пятки, которые называются верхними ушами.
В этот момент пятка снова помещается на ленточный конвейер.
Затем третий человек берет пятку и выполняет следующие операции:
Установка дюбеля
13. Сориентируйте и вставьте установочный штифт.
14. Поместите пятку в пресс и активируйте пресс, чтобы вдавить штифт в пятку.
На этом каблук готов.
Обувь изготавливается партиями, и нет ничего необычного в том, что в очень короткие сроки может потребоваться множество различных размеров и стилей каблуков. Поскольку для каждого стиля и размера каблука требуется регулировка механизмов натяжения, обрезки и установки дюбелей, важно, чтобы эти регулировки выполнялись автоматически, а не вручную.
Основной задачей настоящего изобретения является создание машины и способа для замены многих ручных операций в процессе покрытия пятки.
Еще одной целью настоящего изобретения является создание системы автоматической регулировки, которую можно запрограммировать для каждого из множества стилей и размеров каблуков, которые можно обработать на одном и том же станке в течение дня или недели. Таким образом, после выполнения стиля каблука он сохраняется в памяти машины и может быть воспроизведен без трудоемких ручных корректировок, которые до сих пор были необходимы.
Эти и другие цели и преимущества станут очевидными ниже.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает способ и устройство для автоматического надевания набойки на каблуки женских туфель и включает в себя вращающийся рабочий стол, средства для удерживания каблука обуви, на который надевается накладка, обрезается и сгибается, и штифт, автоматически устанавливаемый по мере того, как каблук индексируется с помощью рабочих станций, расположенных по периферии стола, и средства программируемой регулировки, так что рабочие машины могут быть автоматически настроены для компенсации различных стилей и размеров каблуков обуви.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертежах, где одинаковые номера относятся к одинаковым частям, где бы они ни встречались
РИС. 1 представляет собой покомпонентный вид в перспективе пятки, подъемника пятки, дюбеля и крышки:
Фиг. 2 представляет собой схематическое изображение поворотного рабочего стола с рабочими станциями, расположенными по периферии стола;
РИС. 3 – вид сбоку, частично в разрезе и частично в разобранном виде, зажимных приспособлений по настоящему изобретению;
РИС. 4 – вид в перспективе пятки и крышки после того, как они были собраны вручную на первых станциях загрузки приспособления;
РИС. 5 представляет собой частичный вид сбоку, частично в разрезе и частично схематично, узла верхней обрезки и устройства;
РИС. 6 представляет собой частичный вид сбоку, частично в разрезе и частично схематично, станции прокатки сиденья и устройства;
РИС. 6А представляет собой фрагментарный вид в плане станции прокатки сиденья до включения пятки:
РИС. 6В – фрагментарный вид в плане станции прокатки сиденья с пяткой, сцепленной с роликами и подушкой;
6В – фрагментарный вид в плане станции прокатки сиденья с пяткой, сцепленной с роликами и подушкой;
РИС. 7 представляет собой вид сбоку, частично в разрезе и частично схематично, станции и устройства для надрезания груди;
РИС. 8 представляет собой вид в перспективе с частичными деталями пятки и чехла после надсечки и складывания груди:
Фиг. 9 представляет собой частичный схематический вид в перспективе узлов верхнего и нижнего ушных резцов;
РИС. 10 представляет собой вид в перспективе, частично схематично иллюстрирующий подачу дюбеля, его ориентацию и вставку в пятку;
РИС. 11 представляет собой увеличенный фрагментарный вид в перспективе, частично схематически иллюстрирующий ориентацию штифта и операцию посадки, показанные на фиг. 10;
РИС. 12 представляет собой частичный вид в перспективе, частично схематически изображающий устройство удержания пятки для вставки штифта;
РИС. 12А представляет собой фрагментарный вид в перспективе, частично схематически изображающий пятку в устройстве удержания пятки, показанном на ФИГ. 12;
12;
РИС. 13 представляет собой частичный вид сбоку, частично в разрезе и частично схематично, устройства для установки дюбеля;
РИС. 14 – схема системы программного контроллера;
РИС. 15 представляет собой блок-схему процедуры автоматической настройки станций на машине; и
РИС. 16 представлена блок-схема процедуры обучения для ввода новой информации в память машины для каждого каблука нового стиля или размера, используемого в машине.
ПОДРОБНОЕ ОПИСАНИЕ
РИС. 1 показаны заготовка 10 накладки на пятку, каблук 11 женской обуви и штифт и подъемник 12. Заготовка 10 накладки включает в себя ушки 13 и 13а, области 14 нагрудника, которые надеваются на нагрудник 15 на пятке, изогнутый периферийный край 16, который загнут. над опорой для пятки 17 и выемкой 18, которая надевается на верхнюю часть пятки 19.под подъемником 12. Подъемник 12 включает штифт 20, который вставляется в сквозное отверстие 21 в пятке 11. Пяточная часть 15 заканчивается выступом 22, примыкающим к сиденью 17.
Пяточная часть 15 заканчивается выступом 22, примыкающим к сиденью 17.
РИС. 2 показана вращающаяся пластина или стол 25 с шестнадцатью позициями, на котором установлены удерживающие приспособления 26 (показанные на фиг. 3), которые удерживают пятку 11 и крышку 10 во время выполнения операции. Пластина 25 имеет индекс 221/2°. интервалы в направлении стрелки «А» с помощью обычного поворотного индексного блока (не показан). Устройство этого типа представляет собой обычный блок, который можно приобрести у многих производителей. Кондукторы 26 расположены по периферии стола 25.
Приспособление 26 имеет важное значение для данного изобретения, поскольку оно точно позиционирует пятку 11 за периферией стола 25, так что различные операции могут выполняться на надежной и воспроизводимой основе. Когда пятка 11 прочно и точно расположена на столе 25, ее каждый раз предъявляют к различным рабочим станциям по периферии стола 25 в одном и том же положении. Таким образом, различные операции могут быть точно воспроизведены и гарантировано производство каблуков высокого качества.
Приспособление 26 (фиг. 3) состоит из Г-образного корпуса 27, имеющего опорный элемент 28, прикрепленный к столу 25, и корпуса 29, расположенного под прямым углом к опорному элементу 28 и выступающего наружу от стол 25. Корпус 29 поддерживает продольный ползун 30. Ползунок 30 поджимается к центру стола 25 пружиной 31, которая зажата между головкой 32 на внутреннем конце ползуна 30 и регулируемым в продольном направлении плечом. 33, который определяет внутренний конец корпуса 29. На внешнем конце ползуна 30 имеется установочный винт 34, который удерживает наклоненный внутрь шип 35. Шип 35 входит в сквозной канал 21 для штифта в пяточном посадочном месте 17. Корпус 29 имеет внешний край 36 и наклонную поверхность 37, которая заканчивается на входе ползуна 38. Наклонная поверхность 37 и ползунок 30 образуют V-образный паз, который захватывает пяточную кромку 22 и в сочетании с зацеплением шипа 35 в отверстии 21 жестко фиксирует пятку 11 в зажимном приспособлении 26. Пятка 11 освобождается перемещением ползуна в направлении «В» против действия пружины 31.
Внутренний выступ 33 образован во втулке 39, имеющей сквозное отверстие 40, в котором удерживается пружина 31 и через которое перемещается ползун 30. Втулка 39 входит в расточенное отверстие 41 в корпусе 29 и регулируется в продольном направлении с помощью бокового штифта 42, который входит в зацепление с боковыми отверстиями 43 в корпусе 29. Конец втулки 39 входит в зацепление со штифтом 42. Расстояние между скользящей головкой 32, а буртик 33 втулки регулируется для изменения давления на пружину 31 и, следовательно, регулировки удерживающей силы на пятке 11 в зависимости от формы или размера пятки, а также для регулировки расстояния, на котором шип 35 находится за торцом корпуса. наклонный конец 37 для дополнительного приспособления к различным формам и размерам каблука.
В данном процессе пятка 11 сначала помещается в приспособление 26 на столе 25, а крышка 10 помещается на пятку 11. И пятка 11, и крышка 10 предварительно покрываются контактным цементом и высушиваются. Пятка 11 обычно погружается, а покрытие 10 предпочтительно обрызгивается контактным цементом. Эта операция «вытягивания» по-прежнему выполняется вручную, в результате чего пятка и крышка имеют конфигурацию, показанную на фиг. 4. Затем нижние ушки 13 скрепляются вместе, но без обрезки или наложения покрытия 10 на переднюю часть 15 пятки, посадочное место 17 или верхнюю часть пятки 19.произошло. Вышеуказанные операции выполняются на станциях с номерами 1 и 2 в таблице 25, которые обозначены станциями погрузки.
Пятка 11 обычно погружается, а покрытие 10 предпочтительно обрызгивается контактным цементом. Эта операция «вытягивания» по-прежнему выполняется вручную, в результате чего пятка и крышка имеют конфигурацию, показанную на фиг. 4. Затем нижние ушки 13 скрепляются вместе, но без обрезки или наложения покрытия 10 на переднюю часть 15 пятки, посадочное место 17 или верхнюю часть пятки 19.произошло. Вышеуказанные операции выполняются на станциях с номерами 1 и 2 в таблице 25, которые обозначены станциями погрузки.
За операцией “вытягивания” следует так называемая станция “снятие лезвия”. Эта станция показана на фиг. 5, и включает режущий узел 45, содержащий вращающееся режущее лезвие 46, приводимое в движение электрическим режущим или лезвийным двигателем 47. Лезвие 46 может перемещаться как вертикально, так и горизонтально по отношению к заготовке. Лезвие 46 и двигатель 47 установлены на корпусе 48, который регулируется по вертикали относительно заготовки. Лопасть 46 и двигатель 47 скользят горизонтально вдоль корпуса 48 с помощью линейного подшипника 49. и совершать возвратно-поступательные движения по стрелке «с» на фиг. 5. Возвратно-поступательное движение регулируется пневмоцилиндром двойного действия 49а.
и совершать возвратно-поступательные движения по стрелке «с» на фиг. 5. Возвратно-поступательное движение регулируется пневмоцилиндром двойного действия 49а.
Лезвие 46 и двигатель 47 могут перемещаться в вертикальном направлении с помощью ползуна 50, который установлен на опорной стойке 51. Корпус 48 неподвижно расположен на ползунке 50. Ползун 50 перемещается вертикально по траектории “d” в дорожке в элемент 52. Линейное движение управляется винтовой передачей 53, которая приводится в действие двигателем 54 и ремнем 55. Двигатель 54 программируется для компенсации различных размеров и стилей каблуков.
Положение мотор-редуктора 54 регулировки определяется линейным потенциометром 56, который является частью управляемой компьютером операционной системы, которая будет более подробно описана ниже.
Лезвие 46 перемещается по линии, совпадающей с наклоном верха 19 каблука ботинка, поскольку он зафиксирован в зажимном приспособлении 26. то, что останется, может быть аккуратно уложено поверх верха 19 пятки и удерживаться на месте, когда подъем 12 пятки применяется в качестве заключительного шага в процессе покрытия, как будет описано ниже.
Лезвие 46 врезается в щетку 57 с пневмоприводом, обеспечивая чистый срез. Щетка 57 управляется двухходовым пневмоцилиндром двойного действия 58, который координируется с цилиндром 49а, и оба управляются одним и тем же клапаном 59. Воздухопровод подсоединяется к передней части цилиндра 49а и к задней части цилиндра. 58, так что цилиндры перемещают щетку 57 и лезвие 46 в противоположных направлениях.
Сжатый воздух также продувается через щетку 57, чтобы помочь в удалении любых фрагментов покрытия пятки, образовавшихся в процессе резки.
Следующий этап процесса происходит на станции «прокатывания сидений». На этом участке край 16 чехла 10, выступающий наружу от опоры 17 для пятки, переворачивается и прочно прикрепляется к опоре 17 для пятки. по направлению к столу 25 и приспособлению 26 и от него. Установочный ролик 60 включает в себя основание 61, перемещаемое в поперечном направлении на линейной опоре 62 в направлении стрелки «е». Подшипник 62 расположен на валу 63 и приводится в движение пневмоцилиндром 63а.
Сам механизм качения сиденья включает в себя основание 61, которое поддерживает два свободно вращающихся цилиндра 65, регулируемых в боковом направлении. Между цилиндрами 65 расположена упругая деформируемая резиновая прокладка 66, имеющая выступающую наружу упругую деформируемую кромку 67, имеющую изогнутую форму. верхняя поверхность 68.
Подушечка 66 прикреплена к роликам 65 с помощью застежек 69. Ролики 65 прикреплены к возвратной пружине 70 так, что пружина 70 натягивается, когда подушечка 66 растягивается, когда пятка 11 вдавливается между ролики 65 во время операции прокатки (фиг. 6В). Пружина 70 возвращает цилиндры 65 в их исходное положение (фиг. 6А), а также возвращает подушку 66 в исходное положение после того, как пятка 11 убрана.
В операции прокатки подушка 66 и кромка 67 перемещаются вокруг пятки 11 и вокруг нее после того, как они расположены таким образом, что изогнутая часть 68 кромки 67 входит в зацепление с пяточной кромкой 22, а затем прижимаются к опоре 17 для пятки, чтобы сплющиться. краем 16 крышки вниз к опоре 17 для пятки.
краем 16 крышки вниз к опоре 17 для пятки.
Подушечка 66 и выступ 67 изготовлены из упругого деформируемого материала, такого как полиуретан, силиконовый каучук и т. д., с твердостью по Шору от примерно 60 до примерно 70 по Шору D.
Следующим шагом в этом процессе является установка надреза груди, показанная на фиг. 7, в котором пяточная накладка 10, показанная на ФИГ. 8 надрезается в четырех местах в области грудки 14, чтобы материал мог расширяться, образуя треугольные отверстия 75а, 75b, 76а и 76b, и приклеиваться к пяточной грудке 15. После надреза чехла 10 и после области грудки 14 приклеена к пяточной грудке 15, пятка и чехол имеют вид, показанный на фиг. 8.
Собственно надрезное устройство для груди (фиг. 7) включает в себя неподвижный опорный элемент 77 с вертикально перемещаемым подвесным рычагом 78, на котором установлен двигатель 79 для резки или лезвия, приводящий в действие двойной нож 80.
Устройство для надрезки пятки расположен посередине между станциями 5 и 6, и при перемещении пятки между этими станциями возникает насечка на груди.
Нижнее из лезвий 81 немного больше в диаметре, чем самое верхнее лезвие 82. Когда пятка 11, удерживаемая в зажимном приспособлении 26, проходит через резак 80, лезвия 81 и 82 вырезают пазы, образующие выемки 75a, 75b. и 76а, 76б соответственно.
Нож 80 регулируется в трех направлениях относительно зажимного приспособления 26. Он регулируется по углу вокруг оси 83, которая закреплена на горизонтально подвижном каретке 84 на рычаге 78. Угловая регулировка «f» возможна благодаря винтовой привод 85, шарнирно соединенный в точке 85а с двигателем 79 напротив соединения 83. Стержневой винтовой привод или регулировка 85 может перемещаться в продольном направлении вдоль своей оси с помощью регулировочного мотор-редуктора или моторизованного привода 86 и ремня 89. Линейный потенциометр 9.0 измеряет движение винтового привода 85.
Вертикальная регулировка “g” осуществляется с помощью мотор-редуктора вертикальной регулировки или моторизованного привода 87, винтового привода 91 и приводного ремня 92, который перемещает рычаг 78 вертикально вдоль опоры 77. A линейный потенциометр 93 измеряет высоту рычага 78.
A линейный потенциометр 93 измеряет высоту рычага 78.
Горизонтальная регулировка осуществляется винтовым приводом 88, который перемещает каретку 84, к которой поворачивается двигатель 79, вдоль рычага 78 в направлениях стрелок “h “. Приводной стержень 88 приводится в действие регулировочным мотор-редуктором 9.4 и приводной ремень 94а. Линейный потенциометр 95 измеряет положение каретки 84.
В это время в процессе (после насечки) происходит ручное управление. Оператор вручную складывает нагрудный участок 14 набойки 10 вплотную к пяточному нагруднику 15 и прикрепляет накладку к набойке 19, одновременно формируя ушки в верхней и нижней части нагрудного участка с каждой стороны пяточного нагрудника 15. Другими словами, по краям седалищной части и в области пятки формируются уши. Ушки 13 для пятки и верхние ушки 13а для пятки теперь необходимо обрезать.
На этом этапе пятка 11 и покрытие 10 надрезаются по линии груди, покрытие прикрепляется к пяточному седлу и верхней части покрытия пятки, а верх обрезается. Также чехол был прикреплен к пяточной части грудки, а в этих местах образовались пяточная часть и ушки.
Также чехол был прикреплен к пяточной части грудки, а в этих местах образовались пяточная часть и ушки.
Следующим шагом является обрезка лишнего материала из сжатых вместе верхних ушек 13а и нижних ушек 13. Это делается на станции кусачек с помощью узла триммера для верхних и нижних ушей 96 (РИС. 9). Узел триммера для ушей 96 содержит пару ножниц 97 для нижних ушей, расположенных под углом друг к другу и предназначенных для обрезки нижних ушей 13. Они установлены на кронштейнах 98, которые прикреплены к корпусу узла 99 ножей и зафиксированы в вертикальном положении. положении и выровнены с нижними ушками 13 в области груди пятки 11. Корпусом 99 также поддерживается верхний нож 100, который может перемещаться вертикально относительно нижних ножей 97. Верхний нож 100 перемещается в вертикальном направлении «i» с помощью мотор-редуктора 101, который приводит в действие винтовой привод 101а. Положение верхнего ножа 100 определяется линейным потенциометром 102. Весь узел 96 перемещается в продольном направлении к пятке 11 и от нее на паре валов 105 линейных подшипников с помощью пневматического цилиндра 106. Это перемещение обозначено стрелкой «j» на фиг. 9. Кусачки 97 и 100 представляют собой имеющиеся в продаже щипцы с пневматическим приводом.
Это перемещение обозначено стрелкой «j» на фиг. 9. Кусачки 97 и 100 представляют собой имеющиеся в продаже щипцы с пневматическим приводом.
Последним этапом пятки является установка штифта и подъем 12. Это очень важный шаг, так как штифт может ослабнуть при использовании, если его не вбить абсолютно прямо и в надлежащем положении с пяткой 11. Кроме того, если штифт 12 вдавливается в сквозное отверстие 21 пятки со слишком большим усилием, он может выдавить кожух пятки между подъемником и верхом пятки. Эта последовательность показана на фиг. 10-13.
Первым этапом этой операции является подача подъемника и штифтов 12 в узел захвата и ориентации 120 из вибрационного питателя 121. Это показано на фиг. 10.
Узел подачи 121 имеет два чашеобразных питателя 122 и 122а, которые содержат дюбель разного типа или размера и подъемники 12. Таким образом, изменения в собираемых пятках могут быть выполнены быстрее. Штифт и подъемники 12 перемещаются по отдельным направляющим 123 и 123а от чаш 122, 122а к захватному узлу 120.
Как показано на фиг. 11, пяточные подъемники 12 проходят по направляющим 123, 123а в произвольной ориентации, т. е. подъемная часть может быть обращена в любом направлении. Наконечники 123, 123а имеют загнутые внутрь части 123′, 123а’ на своих концах. Загнутые части 123′, 123’а заканчиваются выпускным отверстием 124, через которое подъемники 12 доставляются к узлу 120 захвата и ориентации. Подъемники 12 перемещаются вдоль загнутых частей толкающими ползунками 125, 125а, которые приводятся в действие пневмоцилиндрами 126. , 126а. Когда лифты доставляются с одного пути, например, пути 123 на ФИГ. 11, противоположный толкающий ползун 125а перемещается через конец направляющей 123а во внутреннюю часть 123а’, чтобы заблокировать направляющую 123а и лишить подъемников 12 этой направляющей доступа к выходной направляющей 124.
Шланг 127 для сжатого воздуха, имеющий выпускное отверстие 128, выровнен с выпускным каналом 124. Таким образом, когда толкатель 125 обеспечивает подъем 12 по направляющему каналу 123′ к выпускному каналу 124, сжатый воздух выпускается через выпускное отверстие шланга 128. вставить подъемник 12 в набор захватных губок 135, 135а, которые смыкаются с подъемником 12 в любой ориентации, в которой он находится, и втягивают его по стрелке «k» на фиг. 11 в соответствии с 360°. поворотный привод 136. Это коммерчески доступный элемент, включающий головку 137, имеющую вырез 138 для подъема на рабочем конце. Пневматический цилиндр 140 перемещает исполнительный механизм 136 вертикально (стрелка «m») до тех пор, пока он не войдет в зацепление с подъемником 12. Затем пневмоцилиндры 139поверните привод 136, чтобы выровнять его с подъемником 12 (стрелка «l»). Когда вырез 138 и подъемник 12 выровнены, вырез 138 входит в зацепление с подъемником 12. Затем привод 136 возвращается в заданное исходное или исходное положение, в котором подъем 12 пятки выровнен с пяткой 11.
вставить подъемник 12 в набор захватных губок 135, 135а, которые смыкаются с подъемником 12 в любой ориентации, в которой он находится, и втягивают его по стрелке «k» на фиг. 11 в соответствии с 360°. поворотный привод 136. Это коммерчески доступный элемент, включающий головку 137, имеющую вырез 138 для подъема на рабочем конце. Пневматический цилиндр 140 перемещает исполнительный механизм 136 вертикально (стрелка «m») до тех пор, пока он не войдет в зацепление с подъемником 12. Затем пневмоцилиндры 139поверните привод 136, чтобы выровнять его с подъемником 12 (стрелка «l»). Когда вырез 138 и подъемник 12 выровнены, вырез 138 входит в зацепление с подъемником 12. Затем привод 136 возвращается в заданное исходное или исходное положение, в котором подъем 12 пятки выровнен с пяткой 11.
Захват и ориентация узел 120 затем перемещается вниз (стрелка «n») пневмоцилиндром 141, чтобы поместить штифт 20 в пяточное сквозное отверстие 21 в состоянии, в котором он будет зафиксирован в нем.
Важно, чтобы пятка 11 была надежно зажата во время позиционирования и установки штифта 20, и механизм для этого показан на ФИГ. 12 и 12А. ИНЖИР. 12 показана пятка 11 в незажатом положении, удерживаемая только зажимом 26. На этапе установки дюбеля пятка 11 выводится из U-образного паза, образованного наклонной поверхностью 37 и ползуном 30, и захватывается пяткой. зажимной узел 145. Узел 145 зажима пятки имеет верхний зажим 146, который включает в себя вращающиеся рычаги 147, 147а, которые поворачиваются друг к другу, захватывая пятку 11 и центрируя ее. Рычаги 147, 147а приводятся в действие пневмоцилиндром 148. Нижний зажим 149включает в себя каретку 150, которая имеет противоположно открытые губки 151, 151а каретки, которые зажимают пяточную грудку 15. Каретка 150 и губки 151, 151а каретки совершают вертикальное и горизонтальное движение, обозначенное стрелкой «о», когда они перемещаются вверх и к пятке 11, как показано на ФИГ. 12 и 12а.
Движение нижнего зажима 149 назад определяется регулируемой ограничительной пластиной 152, которая приводится в действие реверсивным мотор-редуктором 153 и измеряется линейным потенциометром 154.
Двухсторонний пневмоцилиндр 155 приводит в действие нижний зажим 149. Когда нижний зажим 149 оттягивается назад к пятке 11, его движение останавливается, когда рама 156 зажима входит в зацепление с ограничительной пластиной 152. Губки 151, 151а нижнего зажима сконструированы таким образом, что они освобождают приспособление 26 при вращении пластины 25.
При работе нижний зажим 149 и верхний зажим 146 захватывают пятку 11, чтобы центрировать ее под штифтом 12, который удерживается в захватных губках 135, 135а. Когда губки 135, 135а помещают штифт 12 в отверстие 21, губки 135, 135а втягиваются одновременно с поворотом верхних зажимных рычагов 147 в открытое положение, показанное на ФИГ. 12 и нижний зажим 149перемещается вперед и вниз, чтобы снова установить пятку 11 в прорезь между ползуном 30 и наклонной поверхностью 37.
Заключительной операцией является установка штифта 20 в сквозное отверстие 21, как показано на фиг. 13. В этом процессе воздушный цилиндр 160, имеющий узел зажима пятки 161 на стержне 162, используется для прижатия штифта и подъемника 12 к регулируемому концевому упору или наковальне 163 с движением, достаточным для того, чтобы кожа не выдавливалась между ними. подъем 12 и верх пятки 19. Зажимное устройство 161 содержит зажим 164, имеющий чашеобразную поверхность 165 контакта с пяткой, которая снабжена прокладкой 166 для сцепления с пяткой 11 без ее повреждения. Зажим 164 шарнирно соединен между своими концами с корпусом 167 в точке 168 и позиционируется пневмоцилиндром 169. Пятка 11 освобождается от края 37 корпуса и прижимается к зажиму 164 пневмоцилиндром 170, который воздействует на сдвиньте 30, чтобы переместить его в направлении стрелок «р» на РИС. 13.
подъем 12 и верх пятки 19. Зажимное устройство 161 содержит зажим 164, имеющий чашеобразную поверхность 165 контакта с пяткой, которая снабжена прокладкой 166 для сцепления с пяткой 11 без ее повреждения. Зажим 164 шарнирно соединен между своими концами с корпусом 167 в точке 168 и позиционируется пневмоцилиндром 169. Пятка 11 освобождается от края 37 корпуса и прижимается к зажиму 164 пневмоцилиндром 170, который воздействует на сдвиньте 30, чтобы переместить его в направлении стрелок «р» на РИС. 13.
Затем приводится в действие воздушный цилиндр 169 для зажима пятки 11, в то время как одновременно приводится в действие воздушный цилиндр 160 для подъема пятки 11 с приспособления 26 в направлении стрелки «Q». Пятка 11, штифт и подъемник 12, а также зажимной узел 161 перемещаются по стрелке “Q” до тех пор, пока пневмоцилиндр 160 не достигнет конца своего хода. Концевой упор 163 расположен таким образом, что штифт и подъемник 12 будут правильно установлены в пятке 11, когда воздушный цилиндр 160 перестанет двигаться. Положение концевого упора 163 определяется, в зависимости от формы и размера каблука 11, с помощью мотор-редуктора 171, который работает от винтовой передачи 172 и измеряется линейным потенциометром 173.
Положение концевого упора 163 определяется, в зависимости от формы и размера каблука 11, с помощью мотор-редуктора 171, который работает от винтовой передачи 172 и измеряется линейным потенциометром 173.
После установки штифта и подъемника 12 пятка 11 освобождается путем одновременного втягивания пневмоцилиндров 169 и 160 в исходное положение. При движении пневмоцилиндра 160 вниз пятка 11 с посаженным шпонком и подъемником 12 свободно падает в коробку готовых деталей.
РИС. 14-16 схематически показывают работу функций управления, настройки и обучения системы.
РИС. 14 показана система в целом с ЭЛТ-дисплеем и вводом с клавиатуры, используемым оператором для ввода определенного размера и стиля каблука в программируемый логический контроллер. Если конкретный стиль и размер уже были запрограммированы, компьютер будет управлять конкретной машиной по каждой из семи регулируемых осей машины, пока не будет сообщено, что на машину введен другой размер или стиль. Он будет управлять средствами управления машиной и автоматическими регулировками всякий раз, когда ему сообщают, какой размер и стиль каблука на конкретной станции. Как только каблук определенного стиля и размера будет введен в машину на определенной станции, контроллер будет управлять воздушными цилиндрами и двигателем для выполнения запрограммированной операции на этой станции.
Как только каблук определенного стиля и размера будет введен в машину на определенной станции, контроллер будет управлять воздушными цилиндрами и двигателем для выполнения запрограммированной операции на этой станции.
Уникальная особенность этого изобретения заключается в том, что машину можно запрограммировать на работу с новыми размерами и стилями каблуков во время работы машины. Корректировка подкраски существующих каблуков выполняется таким же образом. Эта концепция схематически показана на фиг. 16.
Эта функция имеет важное значение, поскольку исторически сложилось так, что обучаемое роботизированное устройство должно быть остановлено и выведено из рабочего режима, прежде чем можно будет начать обучение. В режиме обучения подвесной пульт с кнопками обычно используется для настройки местоположения, а затем эта информация временно сохраняется в памяти. Постоянное хранение требует принятия дополнительных мер для сохранения этой информации на диске. Если машина работает на заводе, смена режимов очень раздражает, поскольку прерывает рутинную работу оператора и останавливает рабочий процесс. Это может быть настолько разрушительным, что операторы пренебрегают внесением изменений и вместо этого заставляют машину производить бракованные или бракованные детали, и все это ради удобства.
Это может быть настолько разрушительным, что операторы пренебрегают внесением изменений и вместо этого заставляют машину производить бракованные или бракованные детали, и все это ради удобства.
В целях повышения уровня техники рассматриваемая машина сконструирована таким образом, что она всегда находится в режиме обучения, даже во время выполнения производственных работ. Система управления отслеживает движение каблуков вокруг машины и всегда знает, какой размер и стиль есть на каждой станции. Пульт обучения фактически представляет собой набор кнопок, постоянно расположенных на каждой из программируемых станций, как показано на фиг. 14. Нажатие любой из этих кнопок запускает обучающую последовательность, которая перемещает выбранный двигатель и постоянно сохраняет новое положение, когда оператор завершает перемещение двигателя. Перебои сведены к минимуму, а также упрощено обучение операторов.
Типичная настройка станции при появлении другой, но запрограммированной пятки схематично показана на РИС.