Применение разводного станка для ленточных пил
Ленточная пила – это замкнутая стальная лента, зубья которой расположены по одному краю. Чтобы исключить преждевременную поломку зубчатых элементов и продлить им жизнь, необходимо правильно выполнять их разводку. В процессе зубья отклоняются от плоскости полотна пилы и создается зазор для свободного движения в пропиле. Данную процедуру можно выполнить вручную, но это требует определенного опыта и навыков. Мы предлагаем вам воспользоваться специализированным оборудованием и купить разводной станок для ленточных пил. Цена оборудования будет зависеть от:
- Марки производителя;
- Времени разводки;
- Наличия дополнительных функций и возможностей.
С помощью наших устройств вы сможете добиться оптимальной ширины распила и снижения нагрузки на двигатель лесопильного оборудования, что продлит эксплуатационный срок всего оснащения на вашем предприятии.
Высокоточное и надежное оборудование
Компания «ДМС-ГРУПП» напрямую сотрудничает с проверенными производителями оснащения для деревообрабатывающей отрасли. У нас в каталоге вы найдете только долговечную технику, которая поможет вам в решении конкретных производственных задач и прослужит долгий срок без поломок. Вы можете выбрать модели станков от Астрон, Тайга, Кедр или Алтай и оценить их удобство использования и высокую эффективность работы на деле. Со своей стороны, мы гарантируем вам:
- Доступные цены на все позиции;
- Персональный подход при подборе оснащения;
- Соответствие товаров описанию на сайте;
- Возможность гарантийного обслуживания и поставки наименований на заказ напрямую с заводов.

Мы заинтересованы в долгосрочной совместной работе с нашими клиентами, поэтому всегда стремимся оперативно выполнять поступающие заявки и предоставлять полный комплекс услуг на протяжении всего периода эксплуатации техники. Если вас заинтересовало наше предложение, и вы хотите уточнить стоимость выбранного товара и его наличие на складе, заполните форму обратной связи или звоните 8-800-201-17-16. Мы поможем вам оформить заказ и доставку приобретения в Уфу, Самару или по Ульяновску.
Разводка ленточной пилы
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов.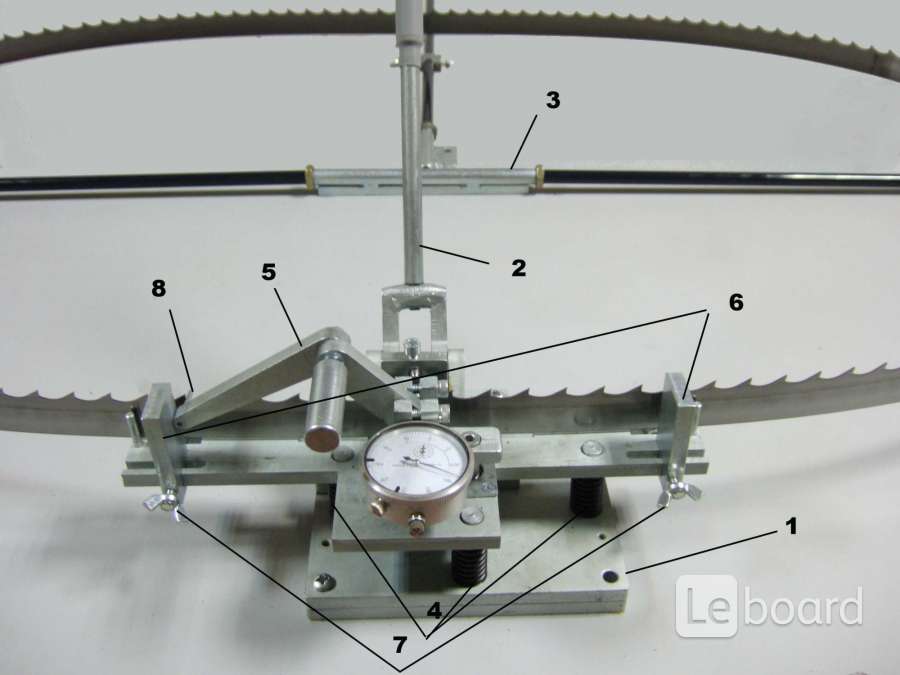 При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Почему пила плохо пилит?
Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Такой режим пиления называют «отжатием», поскольку пила отжимается. Выход из положения – уменьшение угла заточки градуса на 2-3.
При значительном угле заточки и недостаточном разводе пила в начале входа в бревно совершает скачок вверх и форма доски получается кривой в «виде сабли».
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Явление «накатывания» опилок на полотно наблюдается, когда зубья пилы не слишком разведены и в пропиле нет нужного объема воздуха. В этом случае пила разогревается из-за трения об опилки, что приводит к напеканию древесной пыли на полотно пилы.
Если «накатывание» опилок занимает внутреннюю поверхность зуба, а полотно пилы чистое, то это объясняется рядом причин: плохой заточкой (слишком большой подачей или толстым съемом материала, приводящим к плохому качеству поверхности впадины зуба), чрезмерно огромным заточным углом зубьев или продолжением пиления затупленной пилой.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Заточной угол определяется углом отхода кромки зуба от вертикальной линии. Желательный в большинстве случаев угол заточки равен 10-12о. Если распиливаются твердые породы и мерзлая древесина, то величина угла заточки должна быть 8-10о. Для распиловки мягких пород он увеличивается до 12-15о.
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.
Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
| Хар-ка лезвия |
Очень мягкие породы |
Породы средней мягкости | |||
| Свежая смолистая |
Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
| Угол заточки | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Высота зуба | 6,4мм* | 4,8мм* | 4,8мм* | 4,8мм* | 4,5мм* |
| Разводка зуба | 0,61-0,66мм | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм |
| Твердые породы | |
| Свежая | Вяленная |
| 10-12 | 8-10 |
| 4,5мм* | 4,0мм* |
| 0,41-0,46мм | 0,41-0,46мм |
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.
Разводные станки РС 30/60 для ленточных пил
|
Технические характеристики:
1. 2. Ширина пилы – 30-60 мм 3. Длина пилы – до 10 м 4. Габаритные размеры (без лучей) – 400х200х400 мм 5. Масса – 10 кг |
 Время разводки пилы длиной 4 м ~ 10 мин.
Время разводки пилы длиной 4 м ~ 10 мин.Цена: 26000 р*
* Цены указаны в российских рублях.
Основные преимущества станка:
-
Пила прижимается в момент развода к неподвижной пластине упорной пластиной (по типу пресса), что гарантированно фиксирует ее тело, не позволяя ему прогибаться, и в итоге получать точный развод каждого зуба. Вы можете несколько раз нажать на рычаг для проверки и всегда увидите на индикаторе одно и то же значение.
-
Прижим разводимого зуба осуществляется точно в нужном месте, и толкатель гнет его по ломаной линии, а не по дуге.
-
Удобная регулировка станка для разводки ленточных пил по высоте тела пилы позволяет точно и быстро выставить нужную высоту разводимой части зуба.
-
Удобный толкатель разводного станка на три зуба с упорами позволяет одним движением, в полуавтоматическом режиме, быстро передвигать пилу и ставить каждый зуб точно в одном и том же месте, значительно ускоряя процесс развода при сохранении необходимой точности.

Всегда гарантированно точный развод каждого зуба. Легко пилить, отсутствует волна на древесине.
Особенности конструкции нашего разводного станка:
1. Вращающиеся опоры спинки пилы предотвращают образование риски.
2. Чтобы не возникало перекоса при установке высоты индикаторной платформы (высоты разводимой части зуба), движение платформы производится всего одним винтом.
3. Для обеспечения отгибания разводимой части зуба по ломаной линии, а не по радиусу, как на обычных разводных станках, рабочая зона неподвижной опорной пластины имеет сменную каленую вставку.
4. Во избежание образования выработки (ямки) и неизменности показаний индикатора в любой точке касания установлен каленый наконечник индикатора, имеющий шлифованный (с разницей толщины по всей поверхности 0. 01мм), а не точеный (с разницей 0.1 мм) торец.
01мм), а не точеный (с разницей 0.1 мм) торец.
5. Чтобы во время движения зубья пилы не резали наконечник индикатора, в неподвижной опорной пластине установлены 2 отбойных шарика.
6. Для обеспечения постоянства точки толкания толкатель сделан в виде усеченного конуса с вращающимся подшипниковым шариком на конце.
7. Толкатель движется не прямо, а по радиусу. Это значительно уменьшает ломающие напряжения, что позволяет разводить без обламывания кончиков даже сильно каленые зубья. Но при этом всегда надо помнить, что развод необходимо проводить не одним сильным, а 2-3 слабыми движениями.
8. Чтобы во время развода при слишком большом усилии не ломались зубья (особенно каленые), в станке предусмотрен ограничитель усилия.
Разводка зубьев пилы, несмотря на кажущуюся простоту оказывается самым тяжелым процессом, т.к. после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Одним нажатием хорошо развести один и тем более два зуба сразу просто невозможно. Даже на хорошо настроенных таких станках разброс значений на индикаторе может достигать ± 10 и более единиц от необходимого значения. Это при условии, что пила будет хорошо пилить только при разнице развода в ± 2-е единицы на всех зубьях. При разнице развода некоторых зубьев до ± 5 единиц пила начнет пилить нормально, но быстро заволнит, т.к. часть зубьев уже почти не участвует в процессе пиления. При разнице развода некоторых зубьев больше 5-ти единиц в большую сторону Вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и, соответственно, снижает ее цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше 5-ти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд, тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и, в конечном итоге, к быстрому разрыву пилы.
Это особенно опасно, когда недоразведены сразу несколько зубьев подряд, тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и, в конечном итоге, к быстрому разрыву пилы.
В обычных разводных станках практически всегда присутствует эффект качелей, когда во время надавливания толкателем на зуб вместо отгибания зуба начинает выгибаться тело пилы и, соответственно, даже при одинаковых показаниях индикатора истинный развод зуба остается неизвестным. При повторном нажатии разница обычно достигает 10 и более единиц. Поэтому даже только что разведенная пила может сразу начать волнить.
Для наглядности можете взять новую ножовку по дереву и отпилить с краю часть ствола пиловочника диаметром 10-20 см. Затем возьмите пассатижи и хотя бы 5-10 зубьев пилы чуть разогните в разные стороны. Снова отпилите рядом часть ствола и, что называется, почувствуйте разницу!
Видео РС 30/60
 youtube.com/embed/GNxm6Vyu-zY” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/GNxm6Vyu-zY” frameborder=”0″ allowfullscreen=””>
Видео: как избежать волны при пилении
Как проходит разводка зубьев ленточных пил на РС 30/60
Сначала производится развод зубьев с одной стороны пилы. Затем пила выворачивается, и производится развод зубьев с другой стороны пилы.
Чтобы начать разводить зубья, необходимо только выставить необходимую высоту на 1-м зубе и установить упоры на шаг пилы.
Установка следующих разводимых зубьев ленточной пилы производится в полуавтоматическом режиме при движении толкателя на трети зуба до упора, т.е. не надо ловить рукой место установки каждого зуба в отдельности.
Благодаря этому время развода одной пилы при максимально возможной точности величины и линии развода уменьшается в 2-3 раза и составляет после приобретения небольшого навыка 7-10 мин.
Точность развода и, соответственно, качество распила получается благодаря применению системы зажатия тела пилы по типу пресса. Т.е. тело пилы во время развода каждого зуба зажимается не слабыми подпружиненными прижимными штырями, а центральной пластиной настолько гарантированно, что при неограниченных повторных нажатиях на рычаг разброс в показаниях индикатора всегда будет максимум 1-2 деления.
В итоге при разводе пилы на РС30/60 Вы получаете быструю, гарантированно точную разводку каждой пилы, у которой все режущие кромки зубьев находятся строго на одной линии с максимальной разницей в ±1 деление индикатора. С таким разводом пила будет работать исключительно хорошо.
Полуавтоматическое устройство для разведения зубьев ленточных пил
Разводное устройство предназначено для ручной разводки узких (шириной 30-60мм) ленточных пил, используемых на ленточно-пильных станках. Прижим тела пилы в разводном устройстве осуществляется прижимной пластиной (принцип пресса), что позволяет исключить “эффект качелей”, когда вместо зуба отжимается тело пилы.
Упор толкателя движется по радиусу, значительно уменьшая изгибающие напряжения, и позволяет осуществлять разводку даже сильно каленых зубьев.
Примечание: разводку зубьев пилы необходимо проводить не одним сильным движением толкателя, а двумя или тремя более слабыми.
Для предотвращения поломки зубьев в разводном устройстве предусмотрен ограничитель хода рычага.
Регулирование высоты разводки зуба пилы осуществляется одним винтом, что позволяет быстро и точно проводить эту процедуру.
Разводное устройство оснащено механизмом перемещения зубьев в зону разводки пилы, что позволяет точно и быстро производить подачу разводимого зуба пилы в рабочую зону.
| Время разводки пилы длиной 4026 мм, мин | 10-15 | |
| Диапазон ширины пилы, мм | 30-60 | |
| Длина пилы, м | до 10 | |
| Габаритные размеры (без лучей), мм | 400х200х400 | |
| Масса станка, кг | 10 | |
Примечание 1: В базовой комплектации разводного устройства устанавливаются опорные пружины и ролики на ширину пилы 30-40мм и три опорных луча на длину пилы до 5м. Если необходима разводка ленточных пил большей ширины или длины (если эта опция не была изначально предусмотрена в заказе) необходимо доукомплектовать станок дополнительными пружинами, роликами или лучами.
Если необходима разводка ленточных пил большей ширины или длины (если эта опция не была изначально предусмотрена в заказе) необходимо доукомплектовать станок дополнительными пружинами, роликами или лучами.
Примечание 2: Для облегчения работы рычага впервые 2-4 недели эксплуатации станка необходимо в начале каждого рабочего дня смазывать маслом эксцентрики рычага.
Требования по эксплуатации разводного устройстваУстанавливать, снимать и перемещать пилу необходимо с предельной осторожностью, чтобы не травмировать руки об острые зубья.
Описание разводного устройства
1. Массивная несущая плита.
2. Неподвижная опорная пластина.
3. Сменная каленая вставка.
4. Пластина, прижимающая тело пилы.
5. Вращающиеся опорные ролики.
6. Регулятор высоты разводимой части зуба.
7. Механизм толкания на три зуба.
8. Регулируемые опоры механизма толкания.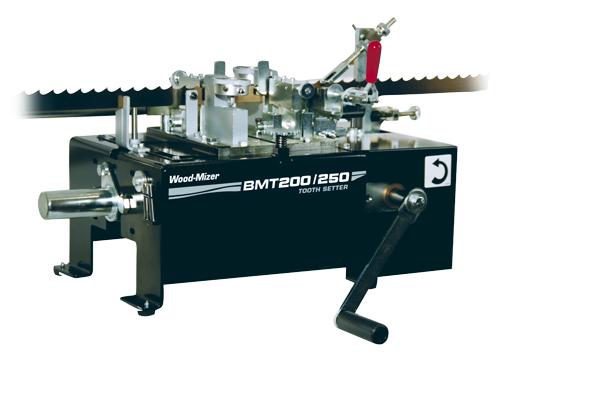
9. Эксцентрик регулирования толщины пилы.
10. Индикатор.
11. Каленый наконечник индикатора.
12. Толкатель зуба в виде усеченного конуса с шариком на конце.
13. Ограничитель нажима на зуб.
14. Ограничитель обратного хода рычага.
15. Отталкивающие тело пилы подпружиненные шарики.
16. Вертикальные направляющие.
17. Барашковые гайки крепления упоров механизма толкания на трети зуба.
18. Вал механизма толкания на три зуба.
19. Держатель вала механизма толкания.
20. Места смазывания эксцентриков рычага.
Для выставления необходимой величины развода необходимо отвернуть фиксирующий болт толкателя, вставить ключ в толкатель и повернуть его по часовой стрелке для увеличения развода, или против часовой стрелки для уменьшения. Затем снова зафиксируйте толкатель. Проверьте получаемую величину развода и, если она Вас не устраивает, повторите процедуру снова.
Примечание1: Если вы передвинете толкатель на слишком большую величину, Вы передавите зуб, что может привести к его поломке.
Примечание2: Чтобы зубья не ломались при случайных сильных нажатиях, в станке предусмотрен ограничитель хода рычага на развод 0.55мм. Для изменения величины ограничения нужно отвернуть два фиксирующих болта, передвинуть фиксатор на необходимую величину и закрепить его снова. Эту настройку лучше не менять, а выставлять необходимую величину развода регулировкой длины толкателя.
Примечание3: Станок для разводки ленточных пил настроен на развод пилы толщиной 1мм. Если необходима разводка ленточных пил другой толщины, требуется ослабить четыре болта крепления рычага, вставить пилу, поставить ручку рычага в вертикальное положение. Далее вставьте шестигранный ключ в эксцентрик и, поворачивая его по часовой стрелке, подвиньте рычаг, чтобы подвижная пластина зажала тело пилы. Удерживая положение эксцентрика, закрутите крепежные болты рычага. Если зажим пилы слабый, снова повторите процедуру, при этом ручку рычага ставьте не перпендикулярно столу, а на ~10º-15º вперед или назад.
Примечание4: Для исключения пиления рамщиками обратной стороной пилы, необходимо после развода второй стороны вывернуть пилу.
Ручной разводной станок для ленточных пил РС-30/60
Видео-обзоры “Ручной разводной станок для ленточных пил РС-30/60”
Назначение РС-30/60
Разводное устройство РС-30/60 предназначено для разводки зубьев ленточных пил шириной 30- 60 мм, используемых на горизонтальных и вертикальных ленточных пилорамах и ленточно-делительных станках.
Описание работы РС-30/60
Разводка зубьев ленточных пил осуществляется по повторяющейся схеме: разводка зуба влево, прямо (без разводки) и затем разводка зуба вправо. Зубья, разведённые влево и вправо служат для распиловки древесины, а прямой зуб без разводки служит для удаления опилок.
Величина развода составляет около 0,5 толщины пилы с отклонением от размера на 0,02 – 0,03 мм. Причём для мягкой древесины величина развода больше, чем для твёрдой.![]() Рекомендуется проверять величину разводки новых пил, а так же заточнных, т.к. после заточки величина разводки уменьшается.
Рекомендуется проверять величину разводки новых пил, а так же заточнных, т.к. после заточки величина разводки уменьшается.
- Около 90% волны в пропиле происходит изза неверного развода пилы!!!
- пила пилит хорошо при разнице развода зубьев ±2единици;
- пила чертит риски и быстро начинает волнить при разнице развода
- зубьев ±5единиц;
- пила может практически сразу заволнить при разнице развода зубьев ±10единиц, так как большое количество зубьев уже просто не будет пилить;
- разница развода зубьев всех, кроме Wood Mizer, автоматических разводных станков и станков, производящих развод 2х зубьев сразу всегда находится в пределах ±5-15 единиц индикатора.
Отличительные особенности разводного устройства РС-30/60
- Ручная подача ленточной пилы в зону разводки при помощи специального токателя;
- Проверка разводки по специальному индикатору часового типа;
- Возможность разводки ленточных пил любых марок, таких как Hakensson, Wood-Mizer, Uddeholm, Simonds, Pilana, Sandvik и др. ;
- Возможность разводки ленточных пил с любым шагом зуба;
- Простота и надёжность конструкции;
- Режущие кромки зубьев получаются строго на одной линии и максимальной разницей значения в 1 деление индикатора.
- Точность развода и соответственно качество распила получается благодаря применению системы зажатия тела пилы по типу пресса , полностью исключающей “эффект качелей”
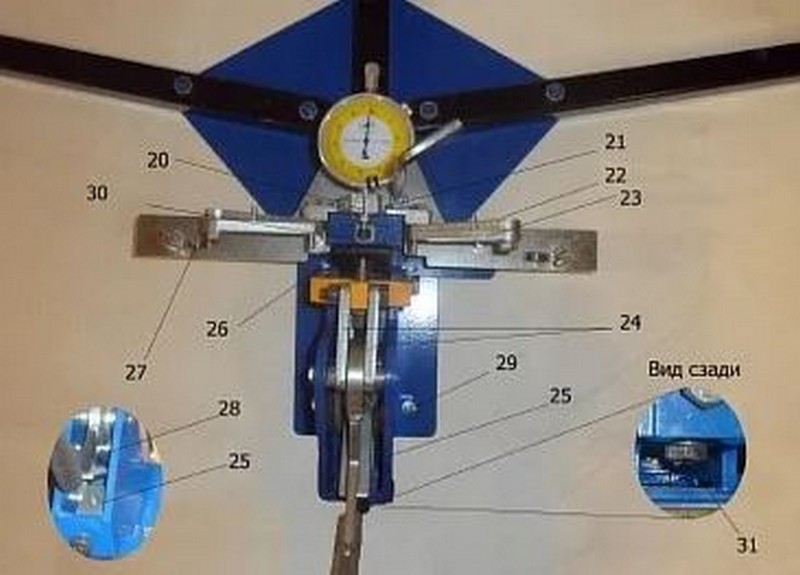 ;
;УСТРОЙСТВО СТАНКА ДЛЯ ЗАТОЧКИ И РАЗВОДКИ ЛЕНТОЧНЫХ ПИЛ
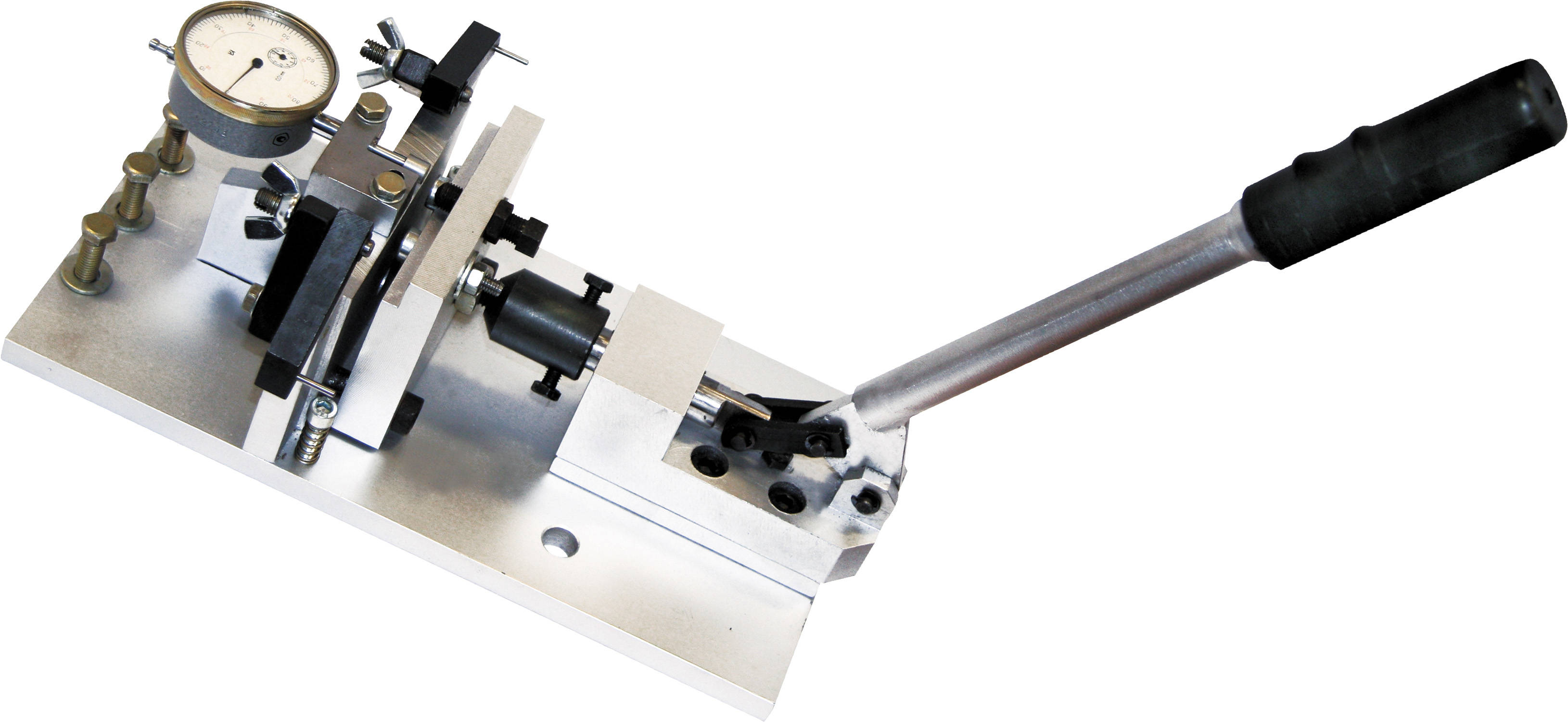
ПОЯСНЕНИЯ К ФОТО РАЗВОДНОГО СТАНКА
- Разводной станок
- Ручка станка
- Держатель лучей
- Несущие пружины
- Механизм толкания на три зуба
- Регулируемые упоры механизма толкания
- Крепление упоров
- Вал механизма толкания
- Массивная несущая плита
- Неподвижная опорная пластина
- Сменная каленая вставка
- Пластина прижимающая тело пилы
- Винт – регулятор высоты разводимой части зуба
- Индикатор
- Каленый, шлифованный с торца наконечник индикатора
- Толкатель зуба в виде усеченного конуса с шариком на конце
- Фиксирующий винт толкателя зуба
- Ограничитель хода рычага (нажима на зуб)
- Отталкивающие тело пилы подпружиненные шарики
- Места капания масла при начальной притирке
- Эксцентрик
- Болты крепления эксцентрикового механизма
- Вращающиеся опорные ролики
- Вертикальные направляющие
Стандартная комплектация разводного устройства РС-30/60 Разводное устройство РС-30/60 в сборе;
- Индикатор часового типа;
- Комплект штанг, поддерживающих пилу в процессе разводки;
- Инструкция по эксплуатации.

Порядок работы на Разводном устройстве РС-30/60
Сначала производится развод зубьев с одной стороны пилы. Затем пила выворачивается и производится развод зубьев с другой стороны пилы.
Чтобы начать разводить зубья необходимо только выставить необходимую высоту на 1-м зубе и установить упоры на шаг пилы.
Установка следующих разводимых зубьев пилы производится в полуавтоматическом режиме при движении толкателя на 3-ти зуба до упора, т.е. не надо ловить рукой место установки каждого зуба в отдельности.
Благодаря этому время развода одной пилы при максимально возможной точности величины и линии развода уменьшается в 2-3 раза и составляет, после приобретения небольшого навыка, ≈ 7-10мин.
Точность развода и соответственно качество распила получается благодаря применению системы зажатия тела пилы по типу пресса. Т.е. тело пилы во время развода каждого зуба зажимается не слабыми подпружиненными прижимными штырями, а центральной пластиной настолько гарантированно, что при неограниченных повторных нажатиях на рычаг разброс в показаниях индикатора всегда будет максимум 1-2 деления.
В итоге: при разводе пилы на РС30/60 Вы получаете быструю гарантированную точную разводку каждой пилы, у которой все режущие кромки зубьев находятся строго на одной линии и мах разницей в ±1 деление индикатора. С таким разводом пила будет работать только хорошо.
В обычных разводных станках практически всегда присутствует эффект качелей – когда во время надавливания толкателем на зуб вместо отгибания зуба начинает выгибаться тело пилы и, соответственно, даже при одинаковых показаниях индикатора истинный развод зуба остается неизвестным. При повторном нажатии разница обычно достигает 10 и более единиц. Поэтому, даже только разведенная пила может сразу начать волнить.
Особенности конструкции РС-30/60
- Вращающиеся опоры спинки пилы предотвращают образование риски.
- Чтобы не возникало перекоса при установке высоты индикаторной платформы (высоты разводимой части зуба), движение платформы производится всего одним винтом.
- Для обеспечения отгибания разводимой части зуба по ломаной линии, а не по радиусу как на обычных разводных станках, рабочая зона неподвижной опорной пластины имеет сменную каленую вставку.
- Для избежания образования выработки (ямки) и неизменности показаний индикатора в любой точке касания установлен каленый наконечник индикатора, имеющий шлифованный (с разницей толщины по всей поверхности 0.01мм), а не точеный (с разницей 0.1мм) торец.
- Чтобы во время движения зубья пилы не резали наконечник индикатора, в неподвижной опорной пластине установлены 2 отбойных шарика.
- Для обеспечения постоянства точки толкания толкатель сделан в виде усеченного конуса с вращающимся подшипниковым шариком на конце.
- Толкатель движется не прямо, а по радиусу. Это значительно уменьшает ломающие напряжения, что позволяет разводить без обламывания кончиков даже сильно каление зубья. Но при этом всегда надо помнить, что развод необходимо проводить не одним сильным, а 2-3мя слабыми движениями.
- Чтобы во время развода при слишком большом усилии не ломались зубья (особенно каленые) в станке предусмотрен ограничитель усилия.

Основные технические характеристики РС-30/60 | |
Длина разводимых ленточных пил , м | до 10 |
Ширина разводимых ленточных пил мин/макс, мм | 30-60 |
Шаг зуба, мм | до 30 |
Высота зуба, мм | до 10 |
Толщина ленточных пил, мм | 0,8 – 1,3 |
Привод | ручной |
Габаритные размеры (без штанг), м | 0,36 х 0,27 х 0,16 |
Масса РС-30/60 , кг | 10 |
Способы получения товара в г.
Ручной разводной станок для ленточных пил РС-30/60 с доставкой в г. подробные условия и стоимость
Разводной станок ленточных пил от завода ЭнергоТех
Разводной станок ленточных пил от завода ЭнергоТехФотографии:
Назначение:
Разводное устройство Алтай 3 предназначено для разводки зубьев ленточных пил. Перед началом работы, устройство жестко фиксируется на рабочем столе. Прижим и развод зуба пилы, производятся одновременно. При нажатии общей рукоятки оператором, усилие передается через систему рычагов на прижим к неподвижной опорной пластине. При дальнейшем толчке, винт толкателя продолжает движение и отгибает вершину зуба пилы. Данная кинематическая схема гарантирует надежную фиксацию пилы в рабочем положении независимо от величины изгиба зуба. Величина развода определяется по шкале индикатора. Устройство позволяет загибать зубья только в одну сторону. Чтобы загибать в противоположную сторону, пилу следует вывернуть «наизнанку». В рабочем положении ленточная пила опирается на опорные планки, закреплённые на станине. Регулировка высоты (по мере износа пилы) производится винтами расположенными по краям станины.
Гарантия:
Гарантийный срок на данное оборудование составляет 1 год.
Остались вопросы?
Закажите обратный звонок и менеджер свяжется с Вами и проконсультирует по всем вопросам.
Фотографии:
Назначение:
Двухстороннее разводное устройство АЛТАЙ 3 РПЛ 081 предназначено для одновременной двухсторонней разводки зубьев ленточных пил шириной до 60 мм, используемых на горизонтальных и вертикальных ленточных пилорамах и ленточно-делительных станках.
Разводка зубьев ленточных пил осуществляется по повторяющейся схеме: разводка зуба влево, прямо (без разводки) и затем разводка зуба вправо. Зубья, разведённые влево и вправо служат для распиловки древесины, а прямой зуб без разводки служит для удаления опилок.
В данном виде устройства предусмотрена одновременная разводка зубьев в обе стороны (влево и вправо) одним нажатием на рычаг. При этом центровой зуб, как и положено, остаётся прямым и не разведённым.
Величина развода составляет около 0,5 толщины пилы с отклонением от размера на 0,02 — 0,03 мм. Причём для мягкой древесины величина развода больше, чем для твёрдой. Рекомендуется проверять величину разводки новых пил, а так же заточнных, т.к. после заточки величина разводки уменьшается.
Преимущества:
- Ручная подача ленточной пилы в зону разводки при помощи специального токателя;
- Разводка зубьев
одновременно в обе стороны; - Проверка разводки по специальному индикатору часового типа;
- Возможность разводки ленточных пил с любым шагом зуба;
- Простота и надёжность конструкции;
- Всегда в наличии запасные части и комплектующие
- Имеет сертификат ЕврАзийского Союза
Видео:
Гарантия:
Гарантийный срок на данное оборудование составляет 1 год.
Остались вопросы?
Закажите обратный звонок и менеджер свяжется с Вами и проконсультирует по всем вопросам.
ТАБЛИЦА
ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
(*) Для просмотра технических характеристик нажмите на таблицу и двигайте влево.
| Параметры | ПРА-22 | РЛП 081 |
|---|---|---|
| Максимальная ширина пилы, мм | 50 | 60 |
| Высота зуба, мм | 10 | |
| Толщина ленточных пил, мм | 0,8 — 1,3 | |
| Привод | Ручной | |
| Габаритные размеры станка: | ||
| Длина, мм | 360 | 560 |
| Ширина, мм | 270 | 370 |
| Высота, мм | 160 | 260 |
| Масса, кг | 9 | 15 |
НАПИШИТЕ НАМ[email protected]
У вас остались вопросы?
мы ответим вам в течении 15 минут
ТЕЛЕФОН ДЛЯ СПРАВОК 8 800 551 95 34
Звонок бесплатный!
Задать вопрос
Ваша заявка отправлена!
Спасибо.
Разводной станок для ленточных пил: настройка, модификации
Как выбрать подходящую модель
Выбор подходящей модели заточного станка обусловлен параметрами имеющейся ленточной пилы. Необходимо рассматривать оборудование, способное обрабатывать такие ленты, обладающее соответствующими характеристиками (шаг зубьев, толщина ленты, длина петли и т.п.). Подобрать подходящий станок для одной ленточной пилы несложно.
Гораздо труднее задача, выбрать модель для обслуживания нескольких пил разной величины, имеющих собственный профиль зуба. В лесопильных или столярных мастерских часто используют по нескольку пил для экономного раскроя бревен ценных пород и для чистой резки тонких пластинок лентами с мелким зубом.
В таких случаях приходится выбирать оборудование универсального типа, способное работать с разными лентами и позволяющее быструю переналадку с одного размера на другой. Специалисты рекомендуют отдавать предпочтение отечественным производителям, которые используют более прочный металл и выпускают станки с увеличенным сроком службы.
Инструкция по работе на ленточнопильном станке в случае аварии
- Если вы заметите или почувствуете дым, возгорание, то следует сразу прекратить работу. Отключить станок от энергопитания. Затем: — вызвать пожарную службу; — сообщить начальству о возгорании; — эвакуироваться.
- Если вы получили какую-либо травму, то следует прекратить работу на станке, отключить его от питания. Затем: — оказать себе (если в состоянии) первую помощь; — сообщить руководству; — вызвать скорую медицинскую помощь.
- Если на станке есть ощущение электрического тока, (вибрации, гудение, нагревание), нужно сразу прекратить работу. Доложить о поломке начальству, и ждать дальнейших действий с его стороны. Без разрешения, к работе приступать запрещено.
- Если произошел ближнего работника контакт с током (поражение) то, надо помочь ему, выключить станок. При невозможности быстрого отключения оборудования от питания, следует, строго в диэлектрических перчатках, пытаться освободить человека. Аккуратно, при этом самому не попасть под электрическое напряжение. После того, как освободили человека, стоит немедленно вызвать скорую медицинскую помощь, и самому оказать первую помощь пострадавшему.
Как настроить разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов.
Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго.
Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным.
В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции
Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конструкция ленточной пилы
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Приспособление для быстрой и качественной заточки полотна ленточной пилы своими руками
Автор предлагает Вам один из простых и быстрых вариантов заточки лезвия ленточной пилы. Причём, лезвие даже не придётся снимать в этом случае! Мастер проделывает эту процедуру как бы невзначай, в перерыве между работой. Всего 10 минут времени ушло на заточку этого лезвия, которое, примерно, 120 дюймов в длину. На дюйм приходится где-то 3 зубца. Автор отмечает, что данный метод скорее всего не применим для лезвия с более мелкими зубцами, например, 10-12 на дюйм. То есть, заточить-то можно и такое лезвие, но это будет слишком утомительно.
Материалы. – Листовая фанера 12-14 мм в толщину– Доска– Деревянные бруски– Жестяная полоса– Саморезы по дереву– Дремель.
Инструменты, использованные автором.– Ленточная пила– Шуруповерт.
Процесс изготовления. Вот такое несложное приспособление поддерживает дремель как раз под нужным углом, угол можно настраивать/регулировать, ослабляя немного вот эти два шурупа и слегка проворачивая прибор, выставляя под нужный угол.
Упор выставляется вот таким образом и фиксируется на этом месте. А остальная конструкция устанавливается по упору, чётко посередине лезвия. Потом мастер подталкивает приспособление вперёд и направляет его так, чтобы оно постоянно находилось под прямым углом к лезвию.
Спасибо Джону за представленное заточное приспособление!
Всем удачи, хорошего настроения и острых инструментов!
Степени автоматизации
Ручные
В таких моделях пильная рама представляет собой консоль. Её опускание осуществляется либо весом самой конструкции, либо усилиями оператора. В первом случае, речь идёт о гравитационных рамах. Чтобы регулировать скорость подачи, подъём и фиксации в исходной точке применяется специальный гидроцилиндр с перепускным клапаном. Его принято называть гидроразгрузкой. Разметку и удерживание заготовки выполняет оператор. Также он задаёт скорость опускания пильной конструкции.
Ручные станки нашли своё применение на небольших производствах. Из ключевых достоинств подобных приборов:
- доступная стоимость и простота в эксплуатации и дальнейшем обслуживании;
- возможность точной резки под любым углом;
Из недостатков ручных конструкций следует выделить:
- Появление вибраций при обработке конструкций, что негативно сказывается на сроках эксплуатации оборудования;
- Отсутствие возможности визуального контроля за степенью натяжения полотна. Также в таких моделях не предусмотрено наличие механизмов для очистки;
- Необходимость проводить регулярную проверку и регулировку шкивов, которые приводят в движение режущий элемент;
- Отсутствие возможности контролировать и регулировать движение, которое оказывается режущим полотном на деталь. Гидроцилиндр в таком механизме обладает небольшим диапазоном изменения скорости опускания;
Ручные станки действительно незаменимы на небольших предприятиях, где иногда приходится проводить резку заготовок из инструментальных или нержавеющих сталей и цветных металлов с различным профилем сечения.
Полуавтоматические
Что касается полуавтоматических моделей, то они работают по совершенно другому принципу. Опускание и подъём пильной рамы обусловлен специальным устройством. В свою очередь, обслуживающему оператору необходимо лишь проводить укладку заготовки в зажимной механизм. Что касается особенностей резки, то они выглядят примерно таким образом:
- Автоматическая фиксация обеспечивается после запуска прибора
- Резка с заданной скоростью обеспечивается гидроцилиндром;
- Подъём пильной рамы и освобождение заготовки осуществляется в автоматическом режиме;
Автоматические
Они незаменимы на предприятиях, где приходится обрабатывать большое количество однотипных заготовок. Ленточнопильные станки по металлу с автоматическим приводом бывают одностоечными, двухстоечными, консольными, вертикальными или портальными. Они способны справляться со многими технологическими операциями, включая:
- фиксацию заготовки в тисках;
- опускание и подъём пильной рамы;
- изменение угла наклона;
- регулирование усилия резки;
Если возникает необходимость, то станок можно перевести в ручной режим управления.
Автоматические модели свободно работают в трёхсменном режиме и выполняют многие однотипные операции. Речь идёт о резке длинных заготовок на фрагменты определенной длины без прямого участия оператора. При необходимости решать большой объём работ такой тип станков просто незаменим.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Установка ленточной пилорамы.
Перед установкой ленточной пилорамы необходимо подготовить площадку. Площадку надо выбрать на твердом и горизонтальном месте с перепадами не более 3 см. Лучше всего пилораму устанавливать на бетонную подушку толщиной не менее 10см и по окончании установки закрепить станину пилорамы анкерными болтами диаметром 24мм и больше. Перед установкой ленточной пилорамы необходимо подготовить площадку. Площадку надо выбрать на твердом и горизонтальном месте с перепадами не более 3 см. Лучше всего пилораму устанавливать на бетонную подушку толщиной не менее 10см и по окончании установки закрепить станину пилорамы анкерными болтами диаметром 24мм и больше. Для выставления станины ленточной пилорамы по горизонтали предназначены регулировочные болты, которые расположены в углах половин станины. Остальные болты, которыми станина опирается на поверхность площадки, — опорные. Опорные болты выкручиваются по окончании установки и проверки уровня. Если поверхность площадки мягкая, надо подложить под регулировочные болты металлические пластины толщиной не меньше 10мм. Первый этап установки ленточной пилорамы достаточно простой. Станина пилорамы состоит из двух половин, которые надо стянуть между собой болтами. При стыковке и стягивании половин направляющие рельсы должны совпасть и между ними не должно быть зазоров! После чего отметьте места для сверления под анкерные болты. Сдвиньте станину ленточной пилорамы, просверлите отверстия и верните станину на место, совместив крепёжные отверстия на станине с отверстиями в бетоне. Если требуется, подложите под регулировочные болты металлические пластины. Можно приступать к следующему этапу установки ленточной пилорамы: выставлению станины по горизонтали. При установке станины ленточной пилорамы по горизонтали лучше всего использовать гидроуровень. Гидроуровень — это гибкий прозрачный шланг длиной на пару метров больше длины станины и диаметром от 15мм. Если не смогли найти прозрачный шланг, то концы шланга вставьте прозрачные гильзы с делениями, можно использовать медицинские шприцы подходящего диаметра. В шланге с водой не должно быть пузырьков воздуха, иначе трудно будет выравнивать, практически невозможно. При перемещении с гидроуровнем зажимайте/затыкайте торцы шланга пальцами, чтобы не проливать воду, но в момент измерения торцы должны быть открытыми. Сначала гидроуровнем определяем, какой из торцов станины ленточной пилорамы находиться выше, затем какой из краев торца выше. Относительно этого, самого высокого угла станины и будем выравнивать. Выравнивание надо делать только по верхнему краю направляющей. Для удобства, поперек станины, в месте стыка, можно положить ровный брусок или строительный уровень, по нижней грани которого и выставляем уровень. Итак, самый ответственный этап установки ленточной пилорамы пройден. Проверьте стыки направляющих. Выкручиванием опустите опорные болты до поверхности площадки, при необходимости подкладывая металлические пластины. Опорные болты лучше выкрутить рукой до упора, выкручивая ключом, есть опасность приподнять станину в месте опорного болта, и нарушить горизонтальный уровень. При выставлении уровней следите за тем, чтобы шланг гидроуровня не нахлестывался на станину. Например, если при диагональной проверке углов шланг положить по периметру, может не хватить длины шланга. В этом случае протащите шланг под станиной ленточной пилорамы, при выставлении уровней, шланг не должен лежать на станине. Устанавливаем на свои места упоры и зажимы бревна. Перед установкой пильной каретки необходимо очистить от консервации направляющие. Направляющие перед покраской смазываются литолом, и краску удалить будет не трудно. Если этого не сделать, то нанесенная поверх литола пленка краски, под давлением каретки разрушится, будет налипать на ролики каретки и мешать передвижению каретки по направляющим. Устанавливаем пильную каретку, роликами на направляющие и проверяем плавность хода по направляющим.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.
Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Можно ли обойтись без станка
Разводку ленточной пилы можно выполнить и проверенным «дедовским» методом, правда, это потребует от вас сноровки, навыков и терпения. Пила зажимается при этом в тиски между двух пластин прочного дубового дерева. В качестве инструмента для непосредственного разведения зубьев можно использовать металлическую пластину, на которой сделаны пропилы разной ширины. Эта ширина соответствует толщине полотна. Пропил следует одеть на зуб пилы и отвести его в нужную сторону. Надо позаботиться о том, чтобы каждый разводимый зуб имел одинаковый с иными угол отклонения от полотна.
Таким образом, разводить ленточные пилы можно различными способами в зависимости от ваших потребностей и возможностей, а также от тех требований, которым должны соответствовать распиленные элементы. Современный рынок предлагает множество вариантов ручных, автоматических и полуавтоматических агрегатов, на которых разводомер контролирует зазор. Каждый желающий может выбрать именно тот вариант, который ему наиболее подойдет.
Ленточнопильные станки | Яш-машина
Механизм в ленточнопильном оборудовании
Ленточная пила – это особый компонент мастерской, используемый для создания кривых, сферических форм и различных типов асимметричных форм. Заготовки от мелких до крупных деталей можно обрабатывать с помощью ленточнопильного станка; следовательно, он считается универсальным обрабатывающим устройством.
Возможные типы обработки ленточной пилой
Возможны варианты обработки с различными ленточными пилами и положениями резки, в которых установлено полотно.Например, вертикальная ленточная пила применяется для разрезания боковых сторон материалов, а горизонтальная ленточная пила разрезает по направлению вниз.
Почему полотно считается важным элементом ленточнопильного станка?
Ленточнопильный станок снабжен пильным полотном, которое выполняет операцию резки. Лезвия изготовлены из высококачественного металла, легированной стали или железа, а зубья лезвия обладают большей прочностью, чем лезвие.
Как выбрать ленточнопильный станок?
Лезвияиграют ключевую роль в ленточнопильном станке, поэтому перед покупкой ленточнопильного оборудования важно убедиться в шаге, ширине, направляющих вставках и т. Д.Это поможет вам найти ленточную пилу, которая может легко обрабатывать соответствующие рабочие материалы.
Получение наилучшего распила
Обработка ленточной пилой осуществляется пилой и типом режущих зубцов, врезанных в нее. Важно быть уверенным в качестве материала, из которого изготовлены зубья, так как наличие более крупных и сильных зубцов поможет обрабатывать более твердые материалы, а более мелкие останутся пригодными для обработки стружки из обрабатываемых материалов.
Преимущества ленточнопильного оборудования
Одним из привлекательных преимуществ ленточнопильного станка является то, что он контролирует возможность внесения изменений в материал после его резки. Например, металлические заготовки довольно сложно вырезать до нужного размера, но с ленточной пилой это сделать намного проще.
Двухколонный полуавтоматический ленточнопильный станок
Двухстоечное полуавтоматическое ленточнопильное оборудование было разработано для выполнения стандартных операций механической обработки с меньшими возможностями для обработки или неисправного механизма.Этот тип ленточнопильного оборудования – хороший вариант для резки прутка и различных профильных материалов.
Двухколонный полностью автоматический ленточнопильный станок
Двухколонный полностью автоматический ленточнопильный станок работает почти так же, как и полуавтоматический. Однако производительность и скорость резки у этого оборудования выше, чем у другой модели.
Ленточнопильные станки Yash Machine Tools
Yash Machine Tools предлагает как полуавтоматические, так и полностью автоматические двухстоечные ленточнопильные станки.Оборудование, поставляемое Yash Machines, отличается высоким качеством и долговечностью, и на него можно рассчитывать долгое время производства.
Ленточнопильный станок с ПЛК-управлением от станков Yash
Полностью автоматическая ленточная пила с двойной стойкой и ПЛК – очень хороший вариант, предлагаемый Yash Machines. Система управления гидравлическим давлением и полный автоматический процесс распиловки, а также изменение длины подачи являются одними из важных характеристик, которые позволяют машине оставаться пригодной для формовки различных форм.
Дополнительную информацию о ленточнопильном станке можно найти на сайте – http://www.yashmachine.com/
Заключение
Ленточная пила – это удобное оборудование для резки металлических заготовок сложной формы. Это также вариант обработки, который может быть предпочтительным для точной резки различных форм.
Статьи Академии пиления
Автор: Вилли Геллнер, председатель и основатель компании Advanced Machine & Engineering / AMSAW
Циркулярные и ленточнопильные станки имеют свое место в магазине.Выбор одного из них повлияет на вашу производительность и способность резать определенные материалы. Итак, какой из них является лучшим вложением?
Циркулярные пилы для высококачественной обработки
Циркулярные пилы или холодные пилы используют полотна, которые толще и жестче по сравнению с полотнами ленточных пил, чтобы уменьшить вибрацию и обеспечить лучшую отделку. Они требуют большего энергопотребления и жесткой конструкции станка, поскольку они прорезают более широкие пазы. Резка более широких прорезей приводит к потере большего количества материала на металлолом.
Циркулярные пилы с лезвиями с твердосплавными напайками быстрее режут материал, не создавая избыточного тепла, особенно при обработке высоколегированной или нержавеющей стали. Это обеспечивает точный рез и высококачественную отделку, не требующую дополнительных операций чистовой обработки.
Ленточнопильные станки для больших размеров заготовки
Если нет необходимости в повышении производительности, лучше подойдет ленточная пила. Ленточнопильные станки используют более тонкие полотна и режут меньше стружки. Энергопотребление ленточных пил значительно меньше, чем у циркулярной пилы, а потери на пропил (ширина паза) составляют около.08 дюймов (2 мм) по сравнению с 0,25 дюйма (6 мм) или более.
Ленточнопильные станки универсальны и режут большие поперечные сечения, чем циркулярные пилы, диаметр полотна которых ограничен 80 дюймами (2 м). Резка пучков также возможна для ленточных пил, но они, как правило, не работают, когда дело доходит до качественной отделки.
Если работа требует более тонких пропилов, потеря пропила поможет определить, является ли ленточнопильный станок лучшим вариантом; однако по сравнению со скоростью резания (скорости) твердосплавные дисковые пилы трудно превзойти.В то время как ленточные пилы более экономичны, циркулярные пилы обеспечивают более высокую производительность.
Что следует учитывать при выборе системы пиления
При попытке решить, какая система пиления лучше всего подходит для вашего применения, примите во внимание следующее:
- Требуемая скорость резания (квадратные дюймы реза в минуту с учетом линейной скорости и толщины металла)
- Стоимость
- Требуемое расстояние между этажами
- Резка СОЖ или сухая
- Точность длины
- Поверхность
- Рост производства в будущем
Каковы ваши потребности и общие цели? Обратитесь за помощью к одному из наших экспертов по пилению.После того как вы ответите на эти вопросы, вы сможете определить, какой станок лучше подходит для вашего магазина: ленточная пила или циркулярная пила.
Связаться со специалистом по пилению
Справедливо поделиться …
Различные типы ленточных пил
Различные области применения в пилении вызвали потребность в различных конструкциях пил.Из простой вертикальной ленточной пилы произошла горизонтальная ленточная пила. По мере того как материал увеличивался в размерах и весе, были добавлены системы обработки материалов, и тип пилы стал семейством пил. Независимо от того, используете ли вы пильный диск или структурную двутавровую балку, вам необходимы пилы определенного типа и конструкции.
Вертикальная ленточная пила: Вертикальная ленточная пила, вероятно, самая распространенная из ленточных пил. Вертикальная ленточная пила запускает полотно сверху вниз, вытягивая материал от заготовки к столу. Эти пилы подходят для изготовления более мелких деталей, которыми можно легко манипулировать вручную.Эти ручные станки, обычно называемые «Вертикальные контурные пилы », можно найти почти в каждом механическом цехе и инструментальном цехе в мире, и уступая только горизонтальным ленточным пилам, это одни из наиболее распространенных типов пил на рынке . С годами эти вертикальные ленточные пилы стали более автоматизированными, включая автоматическое сглаживание и перемещение материала, и обычно используются при пилении строительных конструкций.
Горизонтальные пилы общего назначения с шарнирным соединением
Пилы этих типов являются буквально наиболее распространенными в магазинах по всему миру.Горизонтальная ленточная пила , используемая для резки различных материалов, может быть оснащена множеством опций для повышения производительности, включая возможности дозирования, челночное перемещение материала и даже возможности зажима связок для максимального использования. Пила Pivot имеет менее дорогую конструкцию и обычно использует силу тяжести или гидравлическую силу для подачи головы. Из-за стиля движения Pivot (Scissor) пропускная способность может быть ограничена, особенно при сглаживании с полными возможностями 60 °. Эти стильные пилы идеально подходят для небольших магазинов и предприятий технического обслуживания, которые время от времени нуждаются в резке металла.
Двухстоечные пилы
Двухстоечные (и одинарные) пилы обеспечивают гораздо более прочную и дорогую конструкцию, чем поворотная (ножничная) пила. Эти пилы поднимают и опускают всю систему пиления вверх и вниз гидравлически на прецизионных колоннах, обеспечивая плавное движение на протяжении всего процесса пиления. Как правило, они оснащены более крупными полотнами в диапазоне 1,5 дюйма, и эти пилы являются предпочтительным выбором для тяжелых условий работы, когда жесткость и прочность окупаются точными резками и долговечностью.
Эти пилы также обладают множеством передовых функций, таких как автоматическое сглаживание, автоматическое перемещение, зажим / резка связки и т. Д. Они очень хорошо подходят для резки большого количества материалов, включая, но не ограничиваясь: Конструкционные твердые тела, трубы, нержавеющие и инструментальные стали.
Горизонтальные структурные пилы
Как и его близкий родственник, двухколонная пила, горизонтальная структурная пила имеет еще несколько функций, которые очень хорошо подходят для резки двутавровых балок, углов и труб.Такие особенности, как угловые головки, более высокие тиски и более широкие возможности, высоко ценятся производителями конструкций. Как правило, пилы этих типов имеют возможность автоматического перемещения с приводными конвейерными системами как на передней, так и на задней части системы пиления.
Производственная двухколонная пила
Производственная двухколонная пила очень часто встречается в механических цехах по всему миру. Эти пилы, как правило, управляются ЧПУ или ЧПУ и в основном используются для резки прутковой заготовки на нужную длину для токарной и механической обработки.Эти пилы являются высокоэффективными, автоматическими, с гидравлическим или сервоприводным управлением шарико-винтовой передачей, и являются очень быстрыми и точными системами пиления. Они могут быть запрограммированы на несколько подач материала и предназначены исключительно для вертикальной резки. Созданные в виде «коробок», эти машины идеально подходят для серийного производства в промышленных условиях, тогда как «коробчатая» конструкция обеспечивает очень безопасную, закрытую рабочую среду и, следовательно, очень прочную и жесткую машину с увеличенным сроком службы лезвий.
Настольные и портальные пилы
Эти двухстоечные пилы имеют больший формат и идеально подходят для резки очень тяжелых условий эксплуатации, таких как очень большие конструкции и трубы.Обычная производительность в этом диапазоне машин составляет 50 X 60 дюймов, и поэтому их можно найти в меньшем количестве магазинов, специализирующихся на этих более крупных компонентах. Эти системы пиления всегда будут сочетаться с системой подачи с приводом от роликов, чтобы перемещать эти более крупные компоненты в процесс распиловки и через него.
трубные пилы
Эти специальные трубчатые пилы идеально подходят для резки труб различного диаметра. Эти двухстоечные пилы, также называемые «отрезными пилами», обеспечивают полную автоматизацию сложных и точных разрезов труб и насосно-компрессорных труб.
Опции для повышения производительности
Опции, доступные для большинства систем пиления, могут повысить производительность и расширить возможности автономной стандартной системы пиления. Если вы думаете о покупке пилы, подумайте о дополнительной гибкости, добавив одну или несколько из этих замечательных дополнительных функций, таких как:
- Резка пучка
- Автоматическое сглаживание
- Роликовые столы
- Обнаружение поломки лезвия
- Опции охлаждающей жидкости для тумана и наводнения
- Конвейеры и системы удаления стружки
- Щетки с приводными лезвиями
- Лазерные локаторы….
… и многие другие
Вы хотите обсудить, как решение для резки ленточной пилой может работать в вашем приложении? Свяжитесь со специалистами по телефону Southern Fabricating Machinery Sales сегодня! Позвоните нам напрямую по телефону 813-444-4555 или посетите нас в Интернете по адресу WWW.SOUTHERNFABSALES.COM
Понравился этот пост? Вам также понравится:
4 простых шага в выборе правильной горизонтальной ленточной пилы
Горючие эффекты плазмы и кислорода / топлива
4 главных причины для финансирования следующей покупки производственного оборудования
деталей ленточной пилы | Йорк пила и нож
Поделитесь этой инфографикой на своем сайте, скопировав и вставив приведенный ниже код: 
Рама База Мотор Выключатель Порт для пыли Стол ленточнопильный Титр Рычаг наклона стола Ручка отслеживания Ручка натяжения Рычаг быстрого натяжения Ручка регулировки высоты Лезвие Колеса Шины для ленточных пил » } } } Детали ленточной пилы:
- Рама
- База
- Двигатель
- Выключатель питания
- Порт для пыли
- Стол ленточнопильный
- Титр
- Рычаг наклона стола
- Ручка слежения
- Ручка натяжения
- Рычаг быстрого натяжения
- Ручка регулировки высоты
- Лезвие
- Колеса
- Шины для ленточнопильных станков
Ленточная пила является незаменимым инструментом как для профессионалов, так и для любителей, для обработки дерева на заказ, например для создания небольшого предмета мебели.Эти пилы делают пропилы, которые не могут выполнять другие пилы, и идеально подходят для выполнения изогнутых и неровных рисунков. Ленточные пилы также идеально подходят для фрезерования пиломатериалов на более мелкие доски, а с установленным правильным лезвием их можно использовать даже для резки металла. Как и любой другой инструмент, ленточные пилы нуждаются во внимании, техническом обслуживании и уходе, а также требуют замены деталей по истечении срока службы.
Некоторые ленточнопильные станки обладают уникальными характеристиками, но большинство из них имеют одни и те же основные компоненты независимо от производителя.Всегда проверяйте руководство оператора перед первой работой с ленточной пилой, после замены полотна и перед выполнением каких-либо регулировок, поскольку конструкции ленточных пил различаются в зависимости от производителя. Сделав этот шаг, вы обезопасите себя, защитите людей и имущество вокруг вас и убедитесь, что ваша пила находится в отличном состоянии.
Объяснение деталей ленточной пилы
Каждая деталь ленточной пилы играет жизненно важную роль в поддержании работоспособности вашего оборудования. Некоторые из них прикреплены к машине, о других следует думать каждый раз, когда вы меняете лезвие, а некоторые требуют внимания каждый раз, когда вы режете новый кусок пиломатериала или металла.Вот обзор всех частей ленточной пилы, чтобы вы знали, что они делают, как работают и как использовать ленточную пилу с максимальной отдачей.
Рама и основание
Рама является самой большой частью вашей ленточной пилы и составляет всю прочную внешнюю часть. Современные настольные ленточнопильные станки изготавливаются с алюминиевой или стальной рамой, хотя пластиковые модели предлагают более легкий, более доступный, но менее прочный вариант. Рама ленточной пилы также включает в себя основание вашей пилы. Хотя ленточные пилы обеспечивают стабильную режущую платформу на плоской поверхности, вам следует подумать о закреплении основания на рабочем столе с помощью зажимов для дополнительной безопасности и простоты использования.
Мотор для ленточной пилы
Двигателидля ленточной пилы расположены рядом с базой, и их мощность и производительность зависят от размера пилы и производителя. Если вам нужно заменить мотор, обязательно найдите тот, который совместим с вашей пилой. Двигатели для ленточных пил могут работать с одной или двумя скоростями с помощью тумблера мощности, и мощность будет варьироваться. Для большинства 9-дюймовых вертикальных ленточнопильных станков сила тока (A) обычно находится в диапазоне от 2,5 А до 3 А, в то время как скорость резки может быть указана как об / мин (оборотов в минуту) или FPM (футов в минуту).
Порт для пыли
Отверстие для пыли находится рядом с основанием ленточной пилы. Эта функция отводит опилки от режущей платформы, облегчая просмотр и не позволяя опилкам влиять на производительность вашего лезвия. Само по себе порт для пыли сдувает опилки прямо с ленточной пилы. Если вы хотите получить преимущество, прикрепите насадку для пылесоса к отверстию для пыли и оставьте ее включенной во время резки, чтобы собирать опилки и поддерживать чистоту воздуха.
Стол для ленточной пилы
Стол для ленточной пилы – это ваша платформа для резки.Хотя размеры меняются, большинство из них прямоугольные, шириной около 12 дюймов и глубиной от 12 дюймов до более 14 дюймов. Большинство столов также включают измеритель угла под углом, который представляет собой приспособление, используемое для выполнения косых (угловых) пропилов под углом до 45 градусов в любом направлении. Измеритель угла наклона крепится к столу и направляет пиломатериал для точного распила. Некоторые столы можно наклонять в одном или обоих направлениях с помощью рычага наклона.
Ручки регулировки натяжения
Если вам нужно перейти от резки мягких пиломатериалов к резке твердых пород дерева и металла, вам нужно будет внести изменения, чтобы ваше лезвие оставалось в движении и ваши разрезы были ровными.Более мягкие материалы требуют меньшего натяжения лезвия. При резке более плотных материалов увеличьте натяжение лезвия, чтобы сохранить максимальную прочность луча. Это предотвратит зацепление или отклонение лезвия от вашей поверхности. Для большинства пил вы можете отрегулировать натяжение полотна с помощью прикрепленного колеса, регулировочной ручки или рычага.
Ручки регулировки лезвия
Для обеспечения жесткого контроля над ножом используйте ручку регулировки высоты ножа и расположите нож так, чтобы оставалось от 1/8 ″ до 1/4 ″ зазора между вашей машиной и поверхностью ваших материалов.Если вы установите слишком низкую высоту, вы можете создать трение и вызвать проблемы с перегревом. Если вы установите лезвие слишком высоко, вы рискуете отклониться от курса, пытаясь следовать за линией. Если во время работы пилы кажется, что лезвие качается, отрегулируйте ручку трекинга, пока она не стабилизируется.
Клинок
В то время как многие пилы имеют полотна для циркулярных пил, полотна ленточных пил представляют собой длинные непрерывные металлические ленты с различным рисунком зубьев. Полотна ленточной пилы длинные, и правильная длина полотна зависит от размера и производителя.Пильные полотна также доступны разной ширины, и вы хотите найти полотно с максимальной доступной шириной, при этом позволяя достаточно гибкости для выполнения уникальных разрезов. Число зубцов на дюйм (TPI) относится к числу зубьев на полотне, при этом более высокие числа подходят для резки более тонких материалов и выполнения более плавных резов.
Колеса (шкивы) для ленточной пилы
Если вы откроете раму и заглянете внутрь своей ленточной пилы, вы увидите колеса ленточной пилы. Колеса ленточной пилы приводятся в действие двигателем и вращаются для работы полотна ленточной пилы.Эти колеса движутся в одном направлении. При замене полотна ленточной пилы убедитесь, что ваши зубы направлены вниз. Возможно, вам придется перевернуть лезвие, чтобы зубы располагались в правильном направлении. Колеса для ленточной пилы могут изнашиваться, и если вам нужно заменить свои, есть много разных типов.
Шины для ленточнопильных станков
Между колесами и полотном находятся шины вашей ленточной пилы. Большинство ленточных пил имеют резиновые шины, и вы можете перейти на уретановые шины для повышения производительности.Шины для ленточной пилы создают сцепление с полотном и служат амортизирующим слоем, предотвращающим ненужный износ лезвия и колес. Если в ваших шинах отсутствует какой-либо материал, появляются признаки сухой гнили или начинают трескаться, вам следует заменить их на шины рекомендованного размера.
Обеспечьте бесперебойную работу вашей ленточной пилы с шинами от Luxite Saw
Если вы ищете замену или хотите установить обновления, чтобы улучшить производительность вашей ленточной пилы, обратитесь к Luxite Saw.Мы предлагаем резиновые и уретановые шины для ленточных пил различных размеров от 10 дюймов, шины для резиновых ленточных пил до 38 дюймов и уретановые шины до 20 дюймов в диаметре. Все наши шины для ленточных пил производятся в США с использованием самого высококачественного сырья для продукции, на которую вы можете положиться.
Чтобы найти новые шины для вашей ленточной пилы, просмотрите наш инвентарь. Если вам нужна помощь в выборе подходящих шин для вашей ленточной пилы, позвоните нам по телефону 1-800-233-1969 или свяжитесь с нами сегодня через Интернет.
Пильный станок
СТАНКИ ПИЛЬНЫЕ
ОБЩЕЕ
НАЗНАЧЕНИЕ
Пильный станок – это станок, предназначенный для резки материала по желаемой длине или контуру.Он работает, протягивая лезвие с режущими зубьями через заготовку. Пильный станок быстрее и проще, чем ручной пил, и используется в основном для получения точного квадратного или косого пропила на заготовке.
ТИПЫ
Механическая ножовка и ленточная пила – это два распространенных типа пильных станков, используемых для резки металла в механическом цехе. Механическая ножовка использует возвратно-поступательное движение (вперед и назад), подобное тому, которое используется в ручной ножовке. Ножовка по металлу используется для распила заготовки под прямым или угловым углом.В ленточной пиле используется полотно с непрерывной лентой. Ведущее колесо и промежуточное колесо поддерживают и приводят отвал.
СТАНКИ НОЖОВНЫЕ СИЛОВЫЕ
ОПИСАНИЕ
Все станки с механической пилой в основном похожи по конструкции. На Рис. 6-1 показана типичная электрическая ножовка и обозначены ее основные части, которые обсуждаются ниже.
База
В основании пилы обычно находится резервуар для охлаждающей жидкости и насос для подачи охлаждающей жидкости к работе.В резервуаре есть перегородки, которые заставляют стружку оседать на дно резервуара. Стол, на котором крепятся тиски и распиливаемый металл, расположен сверху основания и обычно называется частью основания.
Тиски
Тиски регулируются таким образом, чтобы можно было удерживать металл различных размеров и форм. На некоторых станках тиски могут поворачиваться, так что приклад может распиливаться под углом. Размер механической ножовки определяется по самому большому куску металла, который можно удерживать в тисках и распиливать.
Рама
Рама пилы поддерживает и несет полотно ножовки. Станок сконструирован таким образом, что пильный диск контактирует с заготовкой только на ходу резания. Это предотвращает ненужный износ пильного полотна. Режущий ход – это ход вытягивания или обратного хода.
Некоторые машины работают под действием силы тяжести, при этом пильная рама имеет веса, которые можно смещать, чтобы оказывать большее или меньшее давление на полотно. Другие машины получают питание с регулируемой подачей.На этих машинах подача обычно останавливается или уменьшается автоматически, когда в материале встречается твердое пятно, что позволяет лезвию прорезать твердое пятно без поломки.
МЕХАНИЗМ ИЗМЕНЕНИЯ СКОРОСТИ
Рычаг переключения передач позволяет изменять количество ходов в минуту, чтобы можно было распиливать различные металлы с нужной скоростью. У некоторых пил есть диаграмма, показывающая количество ходов в минуту, когда рычаг переключения передач находится в разных положениях; другие просто отмечены буквами «F», «M» и «S» (быстрый, средний и медленный).
РЕГУЛИРУЕМАЯ МУФТА ПОДАЧИ
Регулируемая муфта подачи представляет собой храповой механизм, соединенный с винтом подачи. Муфта подачи может быть установлена на желаемое количество подачи в тысячных долях дюйма. Благодаря храповому механизму подача происходит в начале рабочего хода. Муфта действует как предохранительное устройство и допускает проскальзывание, если на пильный диск оказывается слишком большое давление подачи. Он также может соскользнуть из-за затупившегося лезвия или при попытке резания слишком большого размера.Это проскальзывание помогает предотвратить чрезмерную поломку лезвия.
ЛЕНТОПИЛЬНЫЕ СТАНКИ
Ленточнопильные станки по металлу делятся на две основные категории: вертикальные станки (Рисунок 6-2) и горизонтальные станки (Рисунок 6-3). Ленточные пилы используют сплошное пильное полотно. Удаление стружки происходит быстро, потому что каждый зуб представляет собой прецизионный режущий инструмент, а точность может быть сохранена с жесткими допусками, что устраняет или сводит к минимуму многие операции вторичной обработки.
СТАНОК ЛЕНТОПИЛЬНЫЙ ВЕРТИКАЛЬНЫЙ
Вертикальный ленточнопильный станок для резки металла, также называемый контурным станком, выпускается несколькими производителями в различных размерах и моделях.Размер контурной машины определяется глубиной горловины, которая представляет собой расстояние от полотна пилы до колонны. На рис. 6-2 показан типичный контурный станок и обозначены его основные части, которые обсуждаются ниже.
- Головка – это большой блок в верхней части контурного станка, который содержит промежуточное колесо пильной ленты, переключатель приводного двигателя, маховик и механизм регулировки натяжения, гибкий воздуховод (направляет струю воздуха во время работы, чтобы удерживать линии разметки без стружки), а также регулируемую стойку, которая поддерживает верхнюю направляющую пилы.Диск выбора заданий также расположен на головке.
- Столбец содержит шкалу индикатора скорости, которая приводится в действие кабелем от коробки передач и указывает скорость в футах в минуту (FPM). На колонне также установлен сварочный аппарат для стыковой сварки.
- В основании находится ведущее колесо ленточной пилы, двигатель и трансмиссия. Коробка передач имеет два диапазона скоростей. Низкий диапазон обеспечивает скорость от 50 до 375 футов в минуту.Высокий диапазон обеспечивает скорость от 260 до 1500 футов в минуту. Рычаг переключения передач на задней части основания может быть установлен в высокое, низкое или нейтральное положение. Низкая рекомендуется для всех скоростей менее 275 кадров в минуту. Основание также поддерживает стол и содержит нижнюю направляющую ленточной пилы, которая устанавливается непосредственно под пазом стола. Механизм механической подачи расположен внутри основания, а ручка регулировки подачи и ножная педаль расположены на передней части основания.
БЛОК ПЕРЕМЕННОЙ СКОРОСТИ
Блок регулировки скорости расположен в основании машины.Этот блок состоит из двух шкивов V-образного типа, установленных на общей опорной трубе. Ремень на одном шкиве приводится в движение трансмиссией, а ремень на другом шкиве приводит в движение ведущее колесо ленточной пилы. Два внешних конуса шкивов зафиксированы, но средний конус смещается при повороте колеса переключения скорости. Смещение среднего конуса приводит к увеличению диаметра одного шкива и уменьшению диаметра другого шкива. Это медленно изменяет соотношение между двумя шкивами и позволяет постепенно увеличивать или уменьшать скорость машины.
ГОРИЗОНТАЛЬНЫЙ ЛЕНТОПИЛЬНЫЙ СТАНОК
Горизонтальный ленточнопильный станок выполняет ту же работу, что и механическая ножовка, но с большей эффективностью. Лезвие ленточной пилы на самом деле представляет собой непрерывную ленту, которая вращается вокруг ведущего колеса и промежуточного колеса в опорной раме ленты. Две направляющие ленты используют ролики для скручивания ленты, чтобы зубья находились в правильном положении для резки. Направляющие регулируются и должны быть отрегулированы так, чтобы расстояние между ними было немного больше ширины разрезаемого материала.Это обеспечит максимальную поддержку ленточной пилы и обеспечит прямой пропил.
Тиски на горизонтальной ленточной пиле очень похожи на тиски на бензопиле. Тем не менее, горизонтальная ленточная пила имеет гораздо большую производительность при больших запасах, чем механическая ножовка. Стационарную челюсть можно установить под несколькими углами. Подвижная губка автоматически регулируется в любое положение, в котором находится неподвижная губка, когда маховик тисков затягивается.
Горизонтальная ленточная пила управляется гидравлически с помощью органов управления на блоке управления, который расположен на передней стороне машины.Узел двигателя и насоса подает гидравлическую жидкость из резервуара в основании в цилиндр, который поднимает и опускает опорный рычаг, а также регулирует давление подачи и натяжение ленты. Иногда на станке имеется таблица скорости и подачи, но если ее нет, обратитесь к руководству оператора для правильных настроек пиления.
Насос охлаждающей жидкости расположен в одной из ножек основания, который служит резервуаром охлаждающей жидкости. Охлаждающая жидкость охлаждает ленточную пилу, а также смывает стружку с реза, прежде чем они засорят ленту.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Пильные машины имеют особые меры предосторожности, которые необходимо соблюдать. Они дополняют меры предосторожности, описанные в главе 1. Вот некоторые меры предосторожности, которые необходимо соблюдать:
- Держите руки подальше от пильного полотна ножовочного или ленточнопильного станка во время работы.
- Перед снятием или установкой пильных полотен убедитесь, что источник питания отключен.
- По возможности используйте направляющую для резки под углом, зажимное приспособление или деревянный брусок для проталкивания металлических заготовок в полотно ленточной пилы. Всегда держите пальцы подальше от лезвия.
- При снятии и установке полотна ленточной пилы обращайтесь с полотнами осторожно. Большое пружинящее лезвие может быть опасным, если оператор не соблюдает осторожность.
ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
НОЖОВАЯ ПИЛА
Полотна для механической ножовки отличаются от полотен для ручной ножовки тем, что они, как правило, тяжелее, имеют больший размер и меньшее количество зубьев на дюйм.Полотна для ножовки выбрасываются, когда они затупляются; заточка не практична.
Материалы, обычно используемые при производстве лезвий для механических ножовок, – это быстрорежущая вольфрамовая сталь и быстрорежущая молибденовая сталь. На некоторых лезвиях закалены только зубья, оставляя тело лезвия гибким. Остальные лезвия полностью закалены.
Набор – это величина изгиба зубов. Набор позволяет пиле прорезать пропил или прорезь шире, чем толщина задней части ленты (калибра), обеспечивая, таким образом, боковой зазор.
Это образец, по которому устанавливаются зубы. Есть три набора паттернов: рейкер, волна и стрит, как показано на Рисунке 6-4.
Шаг зубьев полотна ножовки (рис. 6-5) выражается как количество зубцов на линейный дюйм полотна. Например, говорят, что лезвие с 10 зубьями на дюйм имеет шаг 10.
Пилы для механической пилы имеют более крупный шаг (меньше зубьев на дюйм), чем полотна для ручной ножовки. Обычный шаг полотна механической пилы составляет от 4 до 14 зубьев на дюйм.
Ниже приведены рекомендации по выбору полотна для мотопил.
- Выберите полотна для пилы для резки материала.
- Для мягких материалов требуется более грубое лезвие, чтобы обеспечить достаточное пространство между зубьями для удаления стружки. Для твердого материала требуется более тонкое лезвие, чтобы распределять давление резания на большее количество зубьев, тем самым уменьшая износ лезвия.
- Как минимум три зубца должны постоянно контактировать с заготовкой, иначе лезвие зацепится за заготовку и сломает зубья на лезвии.Следовательно, необходимо выбирать лезвие с достаточным шагом, чтобы три или более зуба контактировали с заготовкой, независимо от того, какой тип материала разрезается.
Рисунок 6-5 предназначен для помощи в правильном выборе полотна для мотопилы. Обратите внимание, что листовой металл и трубы указаны отдельно от твердых материалов. Предполагается, что цельная заготовка будет достаточно толстой, чтобы три или более зубца постоянно контактировали с заготовкой.
ЛЕНТОЧНЫЕ ПИЛЫ
Общие
Полотна для ленточных пил изготавливаются двух видов. Они поставляются в рулонах от 50 до 500 футов для использования на машинах, оборудованных установками для стыковой сварки, для формирования собственных лент лезвий. Полотна ленточных пил также поставляются в виде непрерывных сварных лент для машин, не имеющих приспособлений для сварки.
Материалы
Полотна для ленточных пил изготавливаются из специальных легированных сталей. Лезвия становятся гибкими за счет отжига тела лезвия и закалки только зубьев.
Набор
Зубья ленточных пил по металлу погнуты (Рисунок 6-4). Этот изгиб дает пропил немного шире, чем толщина лезвия, что предотвращает защемление лезвия прикладом. Есть три набора паттернов: рейкер, волна и стрит, как показано на Рисунке 6-4.
Шаг
Шаг полотна ленточной пилы выражается числом зубьев на линейный дюйм полотна. Лезвия для резки металла имеют диапазон от 6 до 32 зубьев на дюйм, а лезвия с более крупными зубьями используются для пиления большого материала и мягких металлов.
Выбор ленточных пил
Выбирайте полотна ленточной пилы в соответствии с типом разрезаемого материала, толщиной разрезаемого материала и выполняемой распиловкой. Всегда используйте самую широкую и толстую ленту пилы. Однако следует учитывать кривизну пропила, поскольку широкие пильные полотна не могут резать острые изгибы. На Рис. 6-6 показан выбор ленточной пилы для различных радиусов.
Для обычного пиления используйте шаблон набора граблей. Шаблон набора волн используется там, где во время резки встречаются тонкие рабочие секции, такие как трубы, углы и каналы.
Три зубца полотна ленточной пилы должны постоянно контактировать с заготовкой, чтобы предотвратить стук и срезание зубьев. Поэтому для резки листового металла и труб используйте лезвия с мелкими зубьями. Если листовой металл слишком тонкий, чтобы соответствовать этому требованию с лезвиями с тончайшими зубьями, поместите металл между фанерой, ДВП или более толстым металлом. Рисунок 6-7 представляет собой руководство по выбору полотна ленточной пилы с правильным шагом для различных металлов и толщины металла.
Отделка во многом зависит от шага пилы.Чем выше скорость пилы и чем мельче пропил, тем мельче отделка. Смазка помогает улучшить отделку. Мелкий шаг пилы, высокая скорость и легкая подача обеспечивают наилучшее качество обработки.
Износ полотна ленточной пилы
Полотна ленточной пилы естественным образом затупляются в результате длительного использования, но при некоторых условиях износ лезвий превышает нормальный. Лезвия быстро затупляются при использовании на слишком высокой скорости для разрезаемого материала. Кроме того, если материал, который нужно разрезать, слишком твердый для шага лезвия, это приведет к ненормальному износу.Наиболее частая причина преждевременного затупления лезвия происходит из-за слишком малого шага лезвия и из-за слишком большой подачи.
Следующие симптомы указывают на затупление полотна ленточной пилы. При обнаружении этих симптомов лезвие следует заменить.
- Становится трудно следовать по линии, лезвие смещается в ту или иную сторону.
- Стружка гранулированная (кроме чугуна, который дает гранулированную стружку как с острыми, так и с тупыми лезвиями).
- Полотно ленточной пилы режет медленно или не режет совсем, когда заготовка подается вручную.
- При остановленном станке или снятом полотне ленточной пилы медленно проведите пальцем по зубьям в направлении резания. Если острые края не ощущаются, лезвие затупилось.
ФАЙЛОВЫЕ ПОЛОСА
Ленточнопильный станок адаптирован для опиловки с помощью насадки для ленточной пилки. Ленточный напильник устанавливается поверх ведущего и промежуточного колес, а также вместо полотна ленточной пилы.Лента состоит из нескольких частей или сегментов, которые одним концом (передним концом) приклепаны к ленте из пружинной стали. Задний конец каждого сегмента может свободно подниматься в то время, когда лента изгибается над ведущим и промежуточным колесами ленточной пилы. Когда ремешок выпрямляется, сегменты сцепляются вместе. На рис. 6-8 показана конструкция и терминология для частей ленты файлов.
Обратите внимание, что сегмент ворот (сегмент на одном конце ленты, специально разработанный для того, чтобы два конца ленты могли быть соединены вместе) имеет заклепку с буртиком и дюбель, выступающую из-под нее.Плечевая заклепка фиксируется на другом конце ленты напильника, а дюбельная заклепка выравнивает два концевых сегмента и предотвращает выскальзывание плечевой заклепки из заблокированного положения во время опиливания. Сегмент затвора полосы файла обозначен желтой краской.
Зубья надфиля
Полосы напильника бывают грубыми или нестандартными и обычно имеют шаг от 10 до 20 зубьев на дюйм. Грубые ленты с 10 шагами используются для опиловки более мягких металлов, таких как алюминий, латунь, медь и чугун.Полоса с 14-тонной резкой является хорошим выбором для обычной опиловки стали, в то время как полоса с шагом от 16 до 20 рекомендуется для опиливания инструментальной стали.
Выбор ленточных файлов
Выбирайте ленточные файлы в зависимости от толщины заготовки и типа обрабатываемого материала. В общем, чем толще заготовка, тем грубее должен быть напильник. Это связано с большим накоплением стружки с большей площади заготовки, что требует дополнительного пространства для стружки между зубьями.Для тонкого листового металла требуется файл с мелким шагом, чтобы предотвратить дребезг. Используйте напильники с мелким шагом для опиливания прочной углеродистой и легированной стали; Для опиливания более мягких металлов используйте файлы с более крупным шагом. Рисунок 6-9 предназначен для помощи в выборе подходящего файла для хранения определенных материалов.
Уход за напильниками и их очистка
Часто чистите файл жесткой щеткой или файловой картой. Перемещайте щетку в направлении каждого разреза файла, чтобы удалить все частицы, скрытые между зубами.
Полоса файла не должна скручиваться более чем на три петли. Лучшее средство для хранения файловых лент – это шкаф, закрепленный на опоре радиуса 16 дюймов со свободными концами.
Приложение для ремешка
Приставка для ленточных пил (рис. 6-10) поставляется с большинством ленточнопильных станков, что позволяет использовать ленточные пилки. Типичная насадка для ленточного файла состоит из направляющей для ленточного файла и верхней и нижней направляющих опор, которые крепятся к раме и части ленточной пилы.Для адаптации паза стола к дополнительной ширине и глубине, необходимой для файла ленты и направляющей ленты файла, предусмотрена специальная пластина-заполнитель.
ПОЛИРОВАЛЬНЫЕ ЛЕНТЫ
Полировку можно производить на ленточной пиле с помощью полировальной насадки и полировальной ленты. Полировальная лента обычно имеет ширину 1 дюйм и имеет прочную тканевую основу.
Типы полировальных лент
Полировальные ленты для ленточнопильных станков обычно поставляются с различным размером зерна абразива из оксида алюминия или карбида кремния: № 50 (крупное) для съема тяжелых материалов и мягких материалов, № 80 (средний) для общей обработки поверхности и № 120 или № 150 зерен (мелкое) для высокой полировки и легкого съема материала.
Выбор полировальных лент
Полировальные ленты следует выбирать в зависимости от выполняемой работы. Для удаления следов инструмента и удаления заусенцев с кромок используйте полировальную ленту № 50. Полировальные ленты с более мелким зерном не следует использовать для обработки мягких металлов, таких как алюминий или чугун, потому что полоса быстро заполняется металлическими частицами, снижая режущее действие
Полировальная насадка
Насадка для полировки (Рисунок 6-11), аналогичная насадке для ленточного файла, обеспечивает поддержку полировальной ленты.Пластина полировальной ленты действует как прочная основа для полировальной ленты, предотвращая растяжение и деформацию ленты, когда обрабатываемая деталь прижимается к ней. Используйте пластину-наполнитель для полировальной ленты, чтобы заполнить прорезь стола, чтобы заготовку можно было поддерживать рядом с полировальной лентой.
ПРИНАДЛЕЖНО ДЛЯ ДИСКОВОГО ОТДЕЛЕНИЯ
Используйте приспособление для резки дисков (Рисунок 6-12), чтобы распилить внутренние или внешние круги и диски. Диаметр круга, который можно разрезать, ограничен длиной цилиндрического стержня на насадке или глубиной горловины станка.Приставка дисково-отрезная состоит из трех основных частей: зажима и цилиндрической штанги, которая крепится к направляющему столбу пилы; регулируемый рычаг, скользящий по цилиндрической штанге; и шарнирный или центрирующий штифт. Диск должен быть разложен и просверлен по центру на глубину от 1/8 дюйма до 3/16 дюйма, чтобы обеспечить точку поворота для центрирующего штифта. Центральная линия центрирующего штифта должна находиться на одной линии с передним краем зубьев пилы и на желаемом расстоянии от полотна пилы.
НАПРАВЛЯЮЩАЯ УГЛОВАЯ ЛЕЗВИЯ
Эта насадка (Рисунок 6-13) поворачивает лезвие, чтобы можно было разрезать длинные заготовки, которые обычно не выходят из колонны станка.На большинстве машин лезвие повернуто на угол 30 градусов.
НАПРАВЛЯЮЩАЯ НАПРАВЛЯЮЩАЯ ПОД КОРПУС
Типичное крепление направляющей для угла скоса показано на Рис. 6-14. Заготовка опирается на угловую головку, которая прикрепляется к скользящему рычагу. Приставку можно установить под углом с помощью транспортира, используя прорезь стола в качестве ориентира. Измерительный стержень можно выдвинуть из насадки и использовать в качестве упора при распиливании одинаковой длины. Когда устройство не используется, поверните насадку на скользящей штанге так, чтобы она висела под столом.
РАЗМЕЩЕНИЕ И МОНТАЖ
МОЩНАЯ НОЖОВКА
Макет
Механические ножовочные станки в первую очередь предназначены для прямой резки заготовки определенной длины. Раскладка заготовки заключается в измерении длины разреза и указании положения разреза путем нанесения линии на заготовку.
Крепление
Перед установкой пила для резки необходимо проверить перпендикулярность тисков полотном ножовки.Приложите режущий инструмент к лезвию и неподвижной губке тисков. При необходимости отрегулируйте губку под углом 90 ° к лезвию. Если заготовку нужно разрезать под углом, отличным от 90 °, ослабьте тиски и поверните ее на нужный угол, тщательно измеряя угол транспортиром.
Ход
Переместите раму полотна и полотно ножовки вручную, сделав один ход вытяжки и один ход возврата. Обратите внимание на то, центрирован ли ход по заготовке, и будут ли держатели ножей вылетать из заготовки в конце хода.Отрегулируйте положение тисков, если ход не отцентрирован на заготовке. Уменьшите ход, если держатели ножей ударяют по заготовке в конце каждого хода.
Ограничитель
Используйте ограничитель для ускорения монтажного материала, когда нужно разрезать несколько частей одинаковой длины. Установите первую деталь в тиски и выровняйте ножовочное полотно, чтобы разрезать по линии разметки. Когда заготовка находится в правильном положении, переместите упор до конца заготовки и зафиксируйте его на месте.Отрежьте последующие детали, перемещая заготовку до упора и зажимая заготовку в тисках в этом положении.
Тиски
Тиски должны быть надежно закреплены на заготовке, чтобы предотвратить ослабление во время резки. Поломка лезвия может произойти из-за смещения деталей, не зажатых в тисках.
ГОРИЗОНТАЛЬНЫЕ ЛЕНТОПИЛЬНЫЕ СТАНКИ
Приклад должен быть измерен и положение квадрата резчика или транспортира напротив полотна ленточной пилы и неподвижной губки тисков.Поместите приклад в тиски так, чтобы пильный диск совпадал с линией разметки на прикладе. Если. необходимо обрезать более одной детали до одинакового размера, переместите рычаг упора приклада к концу ложи и зафиксируйте его на месте. Затем дополнительные детали могут быть перемещены вверх до упора, чтобы получить детали, равные по длине первой детали
.СТАНКИ ЛЕНТОПИЛЬНЫЕ ВЕРТИКАЛЬНЫЕ
При раскладке заготовок для вертикальной ленточной пилы учитывайте размер заготовки по отношению к зазору колонны ленточнопильного станка.При прямолинейной распиловке определить зазор легко, но при контурной распиловке заготовки большого размера необходимо тщательно продумать направления пропила, чтобы заготовка не ударилась о колонну. Если из большого листа металла нужно вырезать небольшой участок, его следует грубо вырезать из листа большего размера, а затем аккуратно вырезать по заданному контуру.
ЦИРКУЛЯРНАЯ ПИЛА
Если круг или диск нужно распилить с помощью дисковой режущей насадки, выложите круг на ложу следующим образом:
- Используя циркуль или пару разделителей, начертите круг в желаемом месте и желаемого диаметра на ложе.
- Центровочный кернер и просверлите центральное отверстие в диске, чтобы принять центральный штифт режущей насадки для диска. Сделайте отверстие ровно настолько глубоким и большим, насколько требуется для центрального штифта; слишком большое отверстие приведет к тому, что центральный штифт будет свободно входить, что приведет к неточному резу.
КОНТУРНАЯ ПИЛА
Если контур, который нужно вырезать, состоит из более чем двух пересекающихся линий, необходимо выполнить следующую процедуру.
- Нанесите на ложе точную форму, которая требуется. Воспользуйтесь преимуществами прямых чистых краев неразрезанной заготовки при раскладке заготовки, чтобы избежать ненужных порезов.
- Определите размер полотна ленточной пилы, необходимый для резки минимального радиуса, нанесенного на заготовку
- Выберите спиральное сверло, диаметр которого равен или больше ширины полотна ленточной пилы. Просверлите отверстие в каждом углу выкройки, убедившись, что отверстия попадают в участок материала, который будет удален.Угловые секции надрезаются после резки детали.
- Если внутренняя часть должна быть удалена из ложи, а кромка должна оставаться целой, разметьте и просверлите начальное отверстие (Рисунок 6-15), используя сверло большего диаметра, чем ширина полотна ленточной пилы. Лезвие ленточной пилы будет вставлено через это отверстие перед сваркой в ленту и установкой на ленточнопильный станок.
ОБЩАЯ ПИЛА
Для эффективного пиления на пильных станках требуются острые пильные полотна в хорошем состоянии.Чтобы предотвратить затупление и поломку пильных полотен, необходимо поддерживать правильную скорость и подачу. Скорость пильного полотна для любой конкретной операции зависит от характера разрезаемого материала.
МОЩНАЯ НОЖОВКА
Механические ножовочные станки режут, протягивая лезвие ножовки к двигателю. По завершении этого движения, называемого ходом протяжки, полотно ножовки слегка приподнимается, чтобы очистить разрезаемый материал, и перемещается на равное расстояние в противоположном направлении.
Монтажные детали
Заготовки для металлообрабатывающих станков не крепятся к станку, а поддерживаются столом станка и направляются одним из навесных приспособлений станка или вручную.
Скорости электропилы.
Поскольку скорость резки ножовочных станков измеряется в ударах за минуэт, длина хода является важным фактором. Более длинный ход на данной скорости будет резать быстрее, чем более короткий ход на той же скорости.Таким образом. для получения нужной скорости резания необходимо указать длину хода.
Длина хода большинства механических ножовок составляет от 4 до 10 дюймов в зависимости от размера станка. На машинах с регулируемым ходом, чем шире режется приклад, тем короче ход, чтобы держатели ножей не задели приклад.
У большинства механических ножовок длина хода регулируется в пределах 2 или 3 дюймов. а на некоторых машинах можно выбрать более одной скорости.На односкоростных ножовочных станках скорость необходимо регулировать изменением хода.
Если ход увеличен вдвое, машина будет резать вдвое быстрее, а если ход уменьшится вдвое, машина будет резать вдвое быстрее. Эта пропорция может применяться к любой фракции для увеличения или уменьшения скорости резания станка.
Скорости, приведенные в таблице, Рис. 6-16, ниже, приведены только для примера. Правильная скорость резки различных металлов будет зависеть от типа используемого вами станка.Обычно более высокие скорости используются для резки мягких материалов, а более низкие скорости используются для резки более твердых материалов. Если рекомендуемую скорость нельзя приблизить ни путем изменения хода, ни за счет изменения скорости, подачу можно уменьшить, чтобы предотвратить чрезмерный износ полотна ножовочной пилы.
Механические ножовочные станки с механической подачей обычно можно регулировать для подачи пилы вниз от 0,001 до 0,025 дюйма за ход, в зависимости от типа и размера разрезаемого материала.На этих машинах в конструкцию обычно встроено устройство, останавливающее подачу при обнаружении твердых участков.
Подача машин с гравитационной подачей регулируется весом рамы пилы и любыми дополнительными грузами или пружинами, которые могут быть присоединены или прикреплены к раме для увеличения или уменьшения направленной вниз силы полотна ножовочной пилы. Максимальное и минимальное достижимое давление полотна определяется производителем ножовочного станка и указывается как относительно легкое или тяжелое.
Для выбора подходящей подачи для ножовочных станков применяются следующие общие правила:
- Подача должна быть очень легкой в начале резки и может быть увеличена после хорошего начала резки.
- Твердые материалы требуют более легкой подачи, чем мягкие; уменьшите подачу при обнаружении сварных швов или твердых участков в материалах.
- Для широкого материала требуется более тяжелая подача, чем для узкого материала, поскольку давление распределяется по большей поверхности.
- Острые ножовочные полотна хорошо режут при более легких подачах. Для резки с затупившимися лезвиями необходима более тяжелая подача.
ЛЕНТОПИЛЬНАЯ
Скорость резания ленточнопильного станка – это скорость полотна ленты, проходящей через стол, измеряется в футах в минуту. Подача горизонтальной ленточной пилы осуществляется с помощью давления вниз, прикладываемого к разрезаемому материалу полотном ленты. Подача вертикальных ленточнопильных станков – это давление, прикладываемое к полотну ленты со стороны разрезаемого материала.
Скорость ленточной пилы
Правильная скорость ленточной пилы важна для сохранения ленточных полотен. Слишком высокая скорость разрезаемого материала вызовет чрезмерно быстрый износ лезвия, а слишком низкая скорость приведет к неэффективному производству. Таблица рекомендуемых скоростей (Рисунок 6-17) является только ориентировочной. Он показывает скорости для данного типа машины. Скорость резки всегда зависит от типа используемого вами станка и рекомендаций производителя.
Все ленточнопильные станки имеют несколько скоростей резания.Поскольку диаметр ведущего колеса ленточнопильного станка устанавливает фиксированное соотношение между скоростью двигателя или трансмиссии в оборотах в минуту и скоростью полотна в FPM, нет необходимости преобразовывать количество оборотов в минуту в FPM, как в случае с большинством других станков. Скорости указаны в FPM на переключателе скоростей пильного станка. Некоторые станки имеют индикатор скорости, поэтому можно внимательно проверить скорость пиления, когда машина работает с грузом или без него.
В целом, следующие принципы применимы к скорости вращения полотна ленточной пилы:
- Чем тверже материал, тем ниже скорость; и наоборот, чем мягче материал, тем выше скорость.
- Чем выше скорость, тем мельче будет обработанная поверхность. Этот принцип применяется к легкой подаче в сочетании с быстрой подачей.
Горизонтальный ленточнопильный станок подает
Подача горизонтальных ленточнопильных станков регулируется путем регулирования давления, прикладываемого полотном пилы к разрезаемому материалу, как в случае с ножовочными станками.
Горизонтальная пила имеет пружинный противовес и скользящий груз для регулировки давления полотна.Когда скользящий груз перемещается к точке поворота рамы пилы, давление полотна ленточной пилы уменьшается. Когда груз перемещается от точки поворота, давление увеличивается.
Следующие общие принципы применяются при регулировании подачи горизонтальных ленточнопильных станков.
- Подача в начале резки должна быть очень легкой. После начала резки увеличьте подачу.
- Для более широкого материала требуется более тяжелая подача, чем для узкого материала.
- Широкие лезвия выдерживают большее давление, чем узкие лезвия, и поэтому могут использоваться с более тяжелыми кормами.
- Для твердых материалов требуется более легкая подача; для мягких материалов можно использовать более тяжелый корм.
- Уменьшите подачу при обнаружении твердых участков в материале, например, закаленных участков в чугуне и сварных швов на соединенных участках.
Вертикальная подача машины
В вертикальных станках подача – это давление, прикладываемое к пильному диску со стороны разрезаемого материала.Заготовка может подаваться вручную или с подачей энергии в зависимости от выполняемой операции. Кривые резки или особые контуры требуют, чтобы заготовка направлялась и подавалась в пильный диск вручную.
Подача энергии на ленточнопильных станках приводится в действие регулируемыми грузами в основании станка. Грузы соединены тросами с одним из зажимных приспособлений пильного станка, чтобы притянуть заготовку к полотну ленточной пилы. Чтобы задействовать механическую подачу, грузы поднимают нажатием педали, а тросы затем прикрепляют к держателю.Когда педаль отпущена, грузы втягивают деталь в лезвие.
При подаче заготовок на ленточнопильных станках действуют следующие общие правила:
- Подача должна быть легкой в начале резки. Давление может быть увеличено после того, как разрез будет установлен.
- Для твердых материалов требуется более легкая подача, чем для более мягких материалов.
- Более широкие полотна для ленточных пил выдерживают большее давление, чем узкие полотна, и поэтому их можно использовать с более тяжелыми подачами.
- При обнаружении твердых участков в разрезаемом материале уменьшите подачу, пока они не прорежутся.
- Используйте легкую подачу при резке кривых; более тяжелая подача для прямой резки.
КУЛАНТЫ
Большинство пильных машин, используемых в военных операциях, представляют собой машины для сухой резки; то есть они не предназначены для использования с жидкими охлаждающими жидкостями. Однако некоторые механические ножовки и горизонтальные ленточные пилы оснащены насадкой для СОЖ.В этих машинах используются растворимые нефтепродукты при смешивании с водой с образованием эмульсий. Этот тип охлаждающей жидкости отлично зарекомендовал себя при пилении, когда охлаждение является важным фактором. Большинство производителей водомасляных охлаждающих жидкостей добавляют в раствор ингибитор ржавчины, чтобы предотвратить ржавление, вызванное водой в охлаждающей жидкости.
ПРЯМОПИЛЬНАЯ ПИЛА
Распиловка по прямой – наиболее распространенная операция машинной распиловки. Это можно сделать с помощью механической ножовки, горизонтальной или вертикальной ленточной пилы.
Ножовка по металлу
Механический ножовочный станок предназначен в первую очередь для прямолинейного пиления. Типичная операция распиловки описана ниже:
- Выберите ножовочное полотно подходящей длины для машины и правильного шага для разрезаемого материала. Установите ножовочное полотно зубьями вниз и по направлению к двигателю ножовочного станка.
- Проверьте совмещение тисков и полотна ножовки и установите заготовку в тиски.Убедитесь, что тиски надежно удерживают заготовку.
- Проверить ход ножовочного станка и при необходимости отрегулировать. После регулировки хода вручную переместите полотно ножовочной пилы и раму пильного станка в течение одного цикла (ход вытяжки и ход возврата) вручную, чтобы проверить зазор между полотном на каждом конце заготовки. При необходимости отрегулируйте положение тисков.
- Поместите ножовочное полотно примерно на 1/4 дюйма над заготовкой и установите регулятор подачи на минимальную настройку подачи.
- Установите желаемую скорость ножовочного станка.
- Запустите станок и дайте лезвию слегка войти в заготовку примерно на 1/4 дюйма. Отрегулируйте подачу в соответствии с материалом, который будет выдерживать нормальную резку.
- Дайте ножовке полностью прорезать заготовку. Рама лезвия активирует выключатель на станине пилы, чтобы остановить пилу.
Ленточнопильный станок горизонтальный
Как и ножовочные станки, горизонтальный ленточнопильный станок используется в основном для прямолинейного пиления.Далее описывается типичная последовательность действий для этой машины.
- Выберите и установите полотно ленточной пилы с шагом, соответствующим типу и размеру разрезаемого материала.
- Установите тиски на желаемый угол и проверьте угол, измерив его по линии полотна ленточной пилы.
- Установите заготовку в тиски. Убедитесь, что заготовка закреплена и не расшатывается во время резки.
- Проверьте выравнивание направляющих полотна по вертикали и при необходимости отрегулируйте.
- Расположите раму пилы так, чтобы полотно ленточной пилы находилось на 1/4 дюйма над заготовкой. Вес механической подачи должен быть установлен на минимальную настройку подачи.
- Установите желаемую скорость на горизонтальном ленточнопильном станке.
- Запустите станок и дайте полотну ленточной пилы врезаться в заготовку примерно на 1/4 дюйма. После того, как рез будет установлен, отрегулируйте вес подачи, чтобы оказать желаемое давление на заготовку.
- Станок остановится, когда полностью прорежет заготовку.
Вертикальная ленточная пила
Прямолинейное пиление выполняется на вертикальном ленточнопильном станке с использованием одного или комбинации нескольких механизмов или приспособлений: насадки направляющей под углом, с механической подачей или без нее, с устройством фиксации заготовки или без него. и устройство зажима заготовки с механической подачей и угловой направляющей лезвия.
- На некоторых машинах насадка-направляющая для резки под углом может быть подсоединена к механизму подачи, а на других должна подаваться вручную. Заготовка зажимается или удерживается рукой на насадке направляющей для резки под углом, и обрабатываемая деталь и насадка перемещаются по дорожке, параллельной лезвию, тем самым обеспечивая прямолинейный разрез.
- Устройство зажима заготовки на некоторых машинах может быть подключено к механической подаче для выполнения прямолинейных резов (Рисунок 6-18).
- Приставка угловой направляющей полотна используется для прямолинейного пиления, когда заготовку нельзя разрезать обычным способом, потому что она слишком велика или слишком длинна, чтобы очистить колонну пильного полотна от рамы пильного станка.
Типичный пример прямолинейного пиления представлен ниже:
- Выберите полотно ленточной пилы с желаемым шагом в зависимости от типа материала, который нужно разрезать. Лезвие должно быть максимально широким для прямой пилы.
- Установите желаемую скорость на ленточнопильном станке.
- Расположите заготовку под нужным углом в одном из приспособлений станка и подсоедините кабель к механизму подачи, если необходимо использовать механическую подачу.
- Запустите ленточнопильный станок и слегка вставьте заготовку в лезвие, чтобы начать рез. После начала резки подачу можно увеличить. Если подача осуществляется вручную, давление, прикладываемое оператором к заготовке, может быть изменено, чтобы найти наилучшие условия резания.
РАДИУСНАЯ ПИЛА
Радиус распиловки выполняется на ленточной пиле путем направления заготовки вручную или с помощью дисковой режущей насадки.
Выбор лезвия
Следует внимательно выбирать полотно ленточной пилы соответствующей ширины для разрезаемого радиуса или окружности. Если лезвие слишком велико для радиуса, пятка лезвия будет давить на внешний край пропила (Рисунок 6-19). Когда пятка соприкасается с этим краем, любое дальнейшее скручивание заготовки с целью резания большего радиуса приведет к скручиванию полотна ленточной пилы и может привести к поломке полотна.
Давление резания
При обрезке радиуса слегка надавите на внутреннюю режущую кромку полотна ленточной пилы (Рисунок 6-19). Это давление заставит лезвие создать дополнительный зазор.
КОНТУРНАЯ ПИЛА
Контурная резка – это процесс резки фигур, при котором направление реза должно меняться через определенные промежутки времени. Отверстия большего диаметра, чем ширина полотна пилы, должны быть просверлены в каждом углу, где произойдет изменение направления полотна пилы.На рис. 6-20 показаны способы изменения направления пропила в отверстии.
Распил в отверстие
Чтобы отпилить от отверстия по линии, касательной к отверстию, полотно пилы должно отрезать от центра отверстия, иначе полотно изогнется и вызовет в разрезе живот. Резку следует начинать, как показано на рисунке A, рис. 6-20, на котором из отверстия вырезается кривая, чтобы соответствовать линии разметки, оставляя кусок лишнего металла, который можно удалить позже путем опиливания.Альтернативный метод показан на B, рис. 6-20, в котором на участке металла надрезается пильным диском несколько коротких надрезов, чтобы получить зазор для лезвия для начала пропила вдоль линии разметки.
Пила по направлению к отверстию
На схемах C и D, рис. 6-20, показан правильный метод распиловки отверстия за два пропила. Излишки металла можно удалить позже опиливанием. После того, как форма будет вырезана, а остатки или отходы удалены, углы должны быть обработаны опиливанием или надрезом.Нельзя использовать полотно ленточной пилы для этих операций, потому что полотно будет изгибаться и резать неравномерно.
СПЕЦИАЛЬНЫЕ ОПЕРАЦИИ НА ПИЛЬНЫХ СТАНКАХ
ВНУТРЕННЯЯ ПИЛА
Внутреннее пиление выполняется так же, как и контурное пиление, за исключением того, что полотно ленточной пилы не может начинать резку с края заготовки, а должно начинать резку с просверленного отверстия в заготовке (Рисунок 6-20). С нанесенным на заготовку шаблоном и просверленным стартовым отверстием вставьте несваренное полотно ленточной пилы соответствующей длины через стартовое отверстие.Соедините два конца лезвия вместе в устройстве для стыковой сварки ленточнопильного станка и сварите лезвие в непрерывную ленту, как описано в соответствующем руководстве по эксплуатации для станка. Установите полотно ленточной пилы на пильный станок и отрегулируйте его. При разрезе, начинающемся из отверстия, как показано на A или B, Рисунок 6-20. Когда пиление будет завершено, отрежьте полотно ленточной пилы так, чтобы его можно было снять с заготовки.
ЗАПИСЬ ПОЛОСЫ
Опиловка выполняется на вертикальном ленточнопильном станке с использованием ленточного напильника и насадки для ленточного напильника.Как и при распиловке, качество опиливания и экономичный износ ленточного напильника зависят от правильного выбора напильника и скорости опиливания для различных материалов и условий.
Скорость подачи ленты
Ленточные напильники должны работать на относительно низких скоростях по сравнению со скоростями, используемыми для ленточной пилы. На рис. 6-21 перечислены рекомендуемые скорости для ленты. Обратите внимание, что, как правило, более низкие скорости используются для опиливания более твердых металлов, а более высокие скорости используются для опиливания более мягких металлов.
Лента подачи заявок
Рабочее давление на пилку не должно быть чрезмерным. При приложении среднего давления к ленточному напильнику, движущемуся с надлежащей скоростью, образуются скрученные стружки, которые не забивают файл. Сильное давление вызовет засорение и может привести к поломке файла или остановке машины. Для чистовой опиливания следует использовать легкое давление с медленными боковыми движениями, которые не оставляют вертикальных следов напильника на заготовке.
ПОЛИРОВКА
Полировальные ленты и насадка для полировки поставляются с вертикальным ленточнопильным станком, так что можно выполнять легкую полировку.Полировальные ленты предназначены в первую очередь для удаления следов пил на обрезных краях заготовок.
Скорость полировки
Перемещайте полировальные ленты со скоростью от 75 до 260 футов в минуту, причем более высокие скорости используются для более мягких материалов, а более низкие скорости – для более твердых.
Подачи для полировки
Корма должны быть легкими для полировки. Используйте медленное движение вбок s
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро.Добросовестное использование – это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование – это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Ленточнопильные станки по металлу, ленточнопильные станки, ленточнопильные станки, полотна ленточных пил, заточка лезвий
Компания PILOUS – единственная компания в мире, которая предлагает полную производственную программу, в которой вы можете найти широкий ассортимент ленточных пил, предназначенных для резки металла, а также ленточных пил для резки древесины.
Благодаря портфелю ленточных пил для резки металла, а также ленточных пил для резки древесины, компания PILOUS входит в число крупнейших производителей в мире не только по ассортименту продукции, но и по объему производства.Важнейшим условием успеха и быстрого развития компании PILOUS с самого начала был максимальный упор на современную конструкцию, качество и надежность машин. Использование новых технологий и методов, очень прочная конструкция станков, дизайн и гарантия качества гарантируют долгий срок службы станков и пильных полотен, а также максимальную точность резки.
ЛЕНТОЧНАЯ ПИЛА, ЛЕНТОЧНАЯ ПИЛА ПИЛОСНАЯ
Ленточные пилы для резки металла, а также пилы для распиловки бревен представляют собой передовой край в мире, а их конструкция во многом определяет дальнейшее развитие мировых тенденций.Производственная программа ленточных пил для резки металла предлагает более 40 типов станков – ручные ленточные пилы, гравитационные и полуавтоматические ленточные пилы, а также полностью автоматические станки с ЧПУ. В нашем портфолио вы можете найти типы станков с поворотным рычагом пильного полотна, а теперь еще и двухколонные ленточные пилы.
Ленточные пилы для распиловки древесины производятся более чем в 20 различных исполнениях. Наша обширная производственная программа предлагает комплексное решение для распиловки бревен, от фермеров до полностью профессиональных и крупных предприятий по переработке древесины.По ассортименту продукции, качеству производства и инновациям ленточные пилы PILOUS входят в число мировых лидеров в этой области.
Для ленточных пил по металлу, а также для пил, предназначенных для распиловки бревен, мы поставляем оригинальные профессиональные пилы: PILOUS MAXtech для резки металла и PILOUS MAXwood для распиловки дерева. Пильные полотна MAXtech для резки металла производятся по новейшим технологиям с использованием немецких материалов высочайшего качества, что гарантирует высокую производительность, точность резки и максимальный срок службы полотна.Оригинальные пильные полотна PILOUS MAXwood доступны в различных типах, что позволяет обрабатывать любые породы дерева. Широкий ассортимент продукции не только предлагает более доступные по цене пильные полотна для резки небольших объемов, но также включает пильные полотна для полностью профессиональной резки и максимальной производительности.
Широкий ассортимент роликовых конвейеров и других специальных принадлежностей, включая машины для снятия заусенцев, естественно, также входит в наш портфель. Помимо продаж на внутреннем рынке, около 80% продукции PILOUS экспортируется в более чем 60 стран мира.Мы надеемся, что вы выберете из широкого ассортимента нашей продукции и присоединитесь к десяткам тысяч наших довольных клиентов. Желаем вам ХОРОШЕЙ ВЫРЕЗЫ!
Больше о насПолуавтоматический роторный горизонтальный ленточнопильный станок 5HP
Человеко-машинный интерфейс заменяет традиционный пульт управления, можно настроить цифровой параметр резки пилы.
Программируемый контроллер PLC, гибкая настройка, смена режимов пиления.
Положение подачи можно контролировать с помощью шкалы решетки, погрешность положения составляет менее 1/64 дюйма.
Пила может располагаться в диапазоне от 90 ° до 45 °.
Ленточнопильные станки с числовыми номерами применяются для распиловки однородного материала. У них стабильная работа и высокий КПД.
Hujin Machine Tool производит станки с гидравлическим давлением и ленточнопильные станки. Они очень уважаемы и известны своим качественным оборудованием. Их фабрика уже много лет удостаивается наград «Предприятие, заслуживающее доверия к качеству продукции» и «Верное предприятие».
| Модель | NAX1515 | ||
| Макс.Режущая способность | 90 ° | Круглый: 400 | мм |
| 15-3 / 4 | дюймов | ||
| Прямоугольный: 400 × 450 | мм | ||
| 15-3 / 4 × 17-23 / 32 | дюймов | ||
| 45 ° | Круглый: 400 | мм | |
| 15-3 / 4 | дюймов | ||
| Прямоугольный: 250 × 400 | мм | ||
| 9-27 / 32 × 15-3 / 4 | дюймов | ||
| Скорость отвала | 39–197 | кадров в минуту | |
| Размер лезвия | 1.3 × 41 × 5200 | мм | |
| 3/64 × 1-39 / 64 × 204-23 / 32 | дюймов | ||
| Главный двигатель | 4 | кВт | |
| 5,36 | л.с. | ||
| Гидравлический двигатель | 0,75 | кВт | |
| 1,01 | л.с. | ||
| Двигатель охлаждающей жидкости | 0.08 | кВт | |
| 0,11 | л.с. | ||
| Высота стола | 630 | мм | |
| 24-51 / 64 | дюймов | ||
| Размер машины (Д × Ш × В) | 2650 × 1600 × 1800 | мм | |
| 104-21 / 64 × 62-63 / 64 × 70-55 / 64 | дюймов | ||
| Масса нетто / брутто | 2100/2300 | фунтов | |
| Тиски зажимные | Гидравлический | ||
| Форма натяжения полотна | Гидравлический | ||
| Регулировка обрезки подачи | Гидравлический | ||
| Подача | Руководство | ||
| Гидравлический путь охлаждения | Ветровое охлаждение | ||
| Транспортер стружки | Руководство | ||
| Напряжение | 230 В 3 фазы 60 Гц | ||
| Ток нагрузки | 9. | ||