виды, характеристики, критерии подбора, обзор 7 популярных моделей, их плюсы и минусы
Использование ленточной пилы становится обыденным явлением. Изначально такое оборудование применялось на крупных лесопильных предприятиях, но сегодня существует большое количество небольших моделей для домашних мастерских.
Ленточные пилы высоко ценятся пользователями за точность и чистоту реза, возможность аккуратно и экономно распилить заготовку по толщине. Однако, пилы нуждаются в заточке, для которой требуется специализированное оборудование. Заточной станок для ленточной пилы отличается точностью и сложностью конструкции, поэтому его следует рассмотреть со всех сторон.
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.
С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Принцип действия
Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Размер станка сравнительно невелик, чуть больше швейной машинки. Одна модель, в зависимости от своих параметров, может работать с лентами разной величины и практически любой длины. В комплект входит сам агрегат и дополнительная опорная конструкция, поддерживающая в нужном положении свободную часть ленты.

Заточной станок обеспечивает формирование профиля каждого зуба. Для этого требуется перемещение полотна на заданную величину, соответствующую расстоянию между зубьями (шагу). Кроме этого, надо изменять положение режущего органа, чтобы он повторял (или формировал) профиль зубьев.
Перемещение ленты на длину шага зуба обеспечивает специальный элемент — толкатель. Он представляет собой штангу, один конец которой свободно лежит на рабочей кромке ленты, а второй соединен с эксцентриком. Каждый его поворот вызывает одно движение толкателя на расстояние, равное шагу зубьев. Для изменения шага эксцентрик меняют, или настраивают (в зависимости от типа конструкции или модели станка).
Обработка зубьев производится с помощью подвижного шпинделя с установленным заточным кругом. Ось его вращения наклонена к горизонтали на угол, обеспечивающий формирование передней и тыльной сторон зуба. Профиль формируется с помощью специального сменного кулачка сложной формы. Каждый зуб обрабатывается за один оборот этого кулачка, приподнимающего и опускающего заточной диск на нужную величину.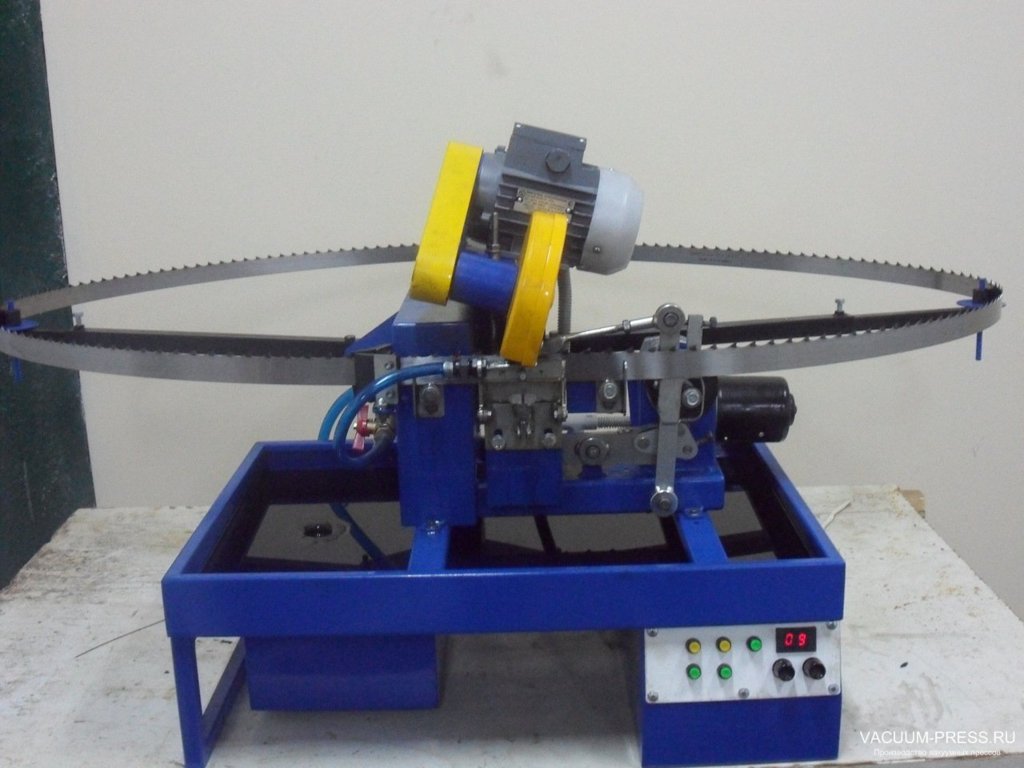 Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.
Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.
В распоряжении владельца имеется целый набор кулачков, предназначенных для обработки зубьев разной величин и формы. Каждый из них может создавать только один профиль, поэтому и приходится иметь большое количество кулачков для обработки разных видов лент. Есть кулачки для заточки лент с большими зубьями сложной формы (грубая резка), и для обработки полотен с мелким «мышиным» зубом для чистого и точного реза.
Мнение эксперта
Левин Дмитрий Константинович
Каждый станок универсален — он может работать с разными лентами, формировать зубья той или иной конфигурации. Есть модели для работы с широкими и длинными лентами, использующимися для пиления бревен на лесопилках. Существуют модели для заточки небольших лент от бытовых станков. Все они имеют примерно одинаковую конструкцию, разница лишь в небольших деталях.
Технические характеристики
Основные параметры станка:
- ширина ленты;
- длина петли;
- шаг зубьев;
- мощность двигателя.


Все остальные параметры можно отнести к дополнительным, индивидуальным свойствам той или иной модели (настольное исполнение или на собственной станине, конструкция опорного устройства, тип режущего органа и т.п.). Эти данные можно узнать из паспорта станка.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.

Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Как производится заточка
Заточка ленты происходит поэтапно:
- установка ленты в станок, настройка положения толкателя;
- установка соответствующего кулачка для получения нужной формы зубьев;
- запуск обработки, контроль за процессом;
- остановка и снятие подготовленной к работе ленты.
Вся сложность процедуры состоит в настройке, установке нужных параметров перемещения и глубины опускания режущего диска. Когда настройка выполнена должным образом, от мастера больше ничего не требуется и не зависит — только наблюдение и остановка процесса в нужное время.
Режимы работы
Во время заточки лент используют два основных режима:
- Формирование зубьев. Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.
- Заточка зубьев без изменения формы. Это достаточно быстрая процедура, во время которой обновляется лишь режущая кромка (острие) зуба. Опытные мастера называют этот процесс «заточка на две искры», так как режущий диск касается только самого кончика зуба, действительно высекая лишь пару искр.
 Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.
Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.Выбор режима производится исходя из необходимости, исходного состояния зубьев. Как правило, заточка происходит в легком, щадящем режиме. Смену ленты необходимо производить через каждые несколько часов работы, поэтому слишком глубокой обработки, как правило, не требуется.
Как выбрать подходящую модель
Выбор подходящей модели заточного станка обусловлен параметрами имеющейся ленточной пилы.
 Необходимо рассматривать оборудование, способное обрабатывать такие ленты, обладающее соответствующими характеристиками (шаг зубьев, толщина ленты, длина петли и т.п.). Подобрать подходящий станок для одной ленточной пилы несложно.
Необходимо рассматривать оборудование, способное обрабатывать такие ленты, обладающее соответствующими характеристиками (шаг зубьев, толщина ленты, длина петли и т.п.). Подобрать подходящий станок для одной ленточной пилы несложно.Гораздо труднее задача, выбрать модель для обслуживания нескольких пил разной величины, имеющих собственный профиль зуба. В лесопильных или столярных мастерских часто используют по нескольку пил для экономного раскроя бревен ценных пород и для чистой резки тонких пластинок лентами с мелким зубом.
В таких случаях приходится выбирать оборудование универсального типа, способное работать с разными лентами и позволяющее быструю переналадку с одного размера на другой. Специалисты рекомендуют отдавать предпочтение отечественным производителям, которые используют более прочный металл и выпускают станки с увеличенным сроком службы.
Полезные советы
Заточка ленточных пил — процедура опасная. Необходимо учитывать специфику ленты, которая представляет собой замкнутое кольцо. Запрещено находиться внутри него, установку полотна производят таким образом, чтобы вся петля находилась на опоре позади станка, а мастер был перед ним.
Запрещено находиться внутри него, установку полотна производят таким образом, чтобы вся петля находилась на опоре позади станка, а мастер был перед ним.
Вам требуется заточка ленточных пил?
Постоянно!Редко, но бывает
Кроме этого, необходимо соблюдать следующие требования:
- одежда должна быть свободной, но без свисающих концов или лент;
- работу надо производить в защитных очках и перчатках;
- во время настройки станка не следует сразу запускать его на всю глубину обработки, надо увеличивать ее постепенно;
- рекомендуется обрабатывать сразу все ленты с одинаковым профилем зуба, чтобы уменьшить длительность переналадки и повысить производительность.
Для начинающих мастеров полезно будет проконсультироваться с опытными специалистами, понаблюдать за их работой. Некоторые тонкости сложно описать, надо увидеть их воочию. Опыт приходит со временем, несмотря на автоматический режим заточки, от мастера зависит качество результатов.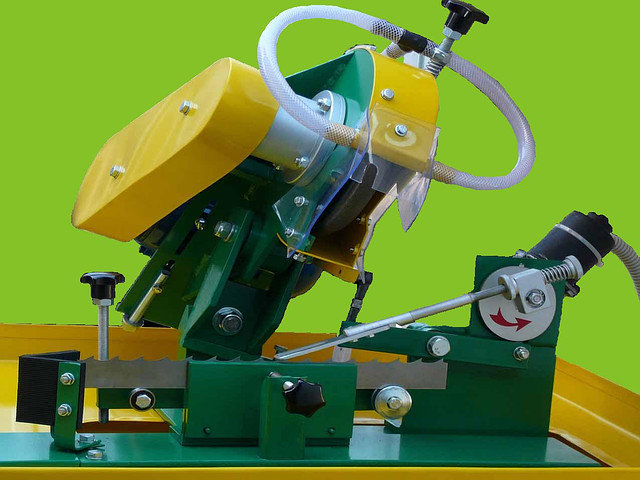
Все о заточных станках для ленточных пил
Распиливание и обтачивание древесины, а также других пиломатериалов, происходит циркулярной или ленточными пилами. Однако использование ленточной пилы намного технологичней. Такие разновидности позволяют в несколько раз ускорять рабочий процесс, а также оставлять намного меньше отходов после рабочей деятельности.
Ленточная пила – это рабочий инструмент для специальных станков, который позволяет разрезать многие материалы. Но, как и другие режущие инструменты, такая пила имеет свойство затупляться, а значит, для дальнейшего нормального использования необходимо произвести заточку лезвий.
Заточной станок АЗУ-02 для заточки ленточных пил по дереву
Пермь
| Компании: | 39 583 (+1) |
| Товары и услуги: | 8 392 (+1) |
| Статьи и публикации: | 617 |
| Тендеры и вакансии: | 155 |
Вход в личный кабинет
А ваша компания есть в справочнике?
- Компании
- Товары и услуги
- Тендеры
- Вакансии
- Статьи и публикации
24 500 р.
Купить
Заточной станок для заточки ленточных пил по дереву АЗУ-02 (Воронеж) в наличии. Отгрузка в любые регионы. тел.8902-47-34-316
Заточной станок для заточки ленточных пил по дереву АЗУ-02 (Воронеж),новый,в наличии
Все вопросы по тел.8902-47-34-316
посмотреть все (26)
Другие товары и услуги компании:
Заточной станок с профильным(боразоновым) диском для заточки ленточных пил по дереву
Заточной станок с профильным (боразоновым) диском для заточки ленточных пил по дереву в масляной среде. Полный комплект. Отправка в любые регионы. тел.8902-47-34-316
45 000 р.
Заточной станок для заточки ленточных пил по дереву ЗУ-02, новый
Заточной станок ЗУ-02 (Н. Новгород) для заточки ленточных пил по дереву в наличии. Полный комплект
Отгрузка в любые регионы. Вся доп. информация по тел.8902-47-34-316
Новгород) для заточки ленточных пил по дереву в наличии. Полный комплект
Отгрузка в любые регионы. Вся доп. информация по тел.8902-47-34-316
29 000 р.
Профильные эльборовые (боразоновые) круги для заточки ленточных пил по дереву
Профильные эльборовые (боразоновые) круги для заточки ленточных пил по дереву след. исполнений: – 10/30 – 9/29 – 13/29 и любых других тел.8902-47-34-316
4 900 р.
Заточной станок ПЗСЛ30/60 с профильным(боразоновым)диском для заточки ленточных пил по дереву
Заточной станок ПЗСЛ30/60 с профильным(боразоновым) диском в маляной среде для заточки ленточных пил по дереву в наличии на складе Отгрузка в любые регионы. тел.8902-47-34-316
84 000 р.
Заточной станок Оптима с профильным кругом для заточки лент, новый
Заточной станок “Оптима” с профильным (боразоновым) эльборовым диском.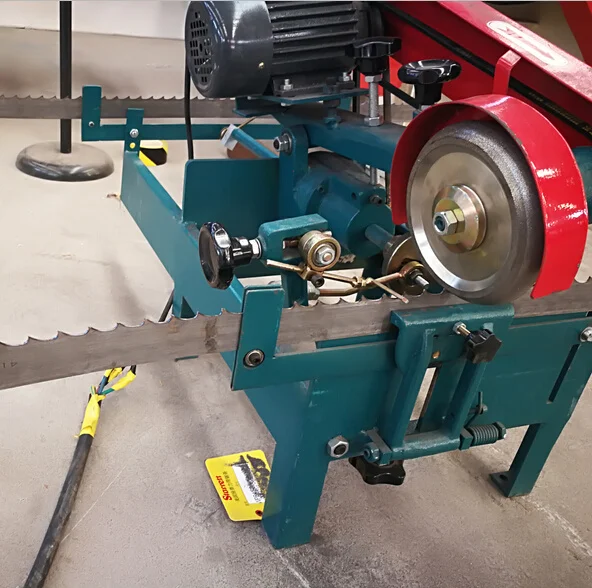 Охлаждение-масло. Заточной диск в комплекте. Отгрузка в любые регионы
тел.8902-47-34-316
Охлаждение-масло. Заточной диск в комплекте. Отгрузка в любые регионы
тел.8902-47-34-316
49 000 р.
Разводной станок для ленточных пил по дереву, новый
Разводной станок для развода зуба ленточной пилы. Новый. В наличии. Отгрузка в любые регионы. Тел.8902-47-34-316
8 000 р.
Товары и услуги других компаний:
Калибровально-Станок шлифовальный Griggio GC 110/2RRT
Калибровально-Станок шлифовальный Griggio GC 110/2RRT Калибровально-Станок шлифовальный предназначен для обработки массива древесины различных пород, плитных материалов с различными свойствами (МД…
490 000 р.
Станок оцилиндровочный универсальный Форсаж
Станок оцилиндровочный универсальный Форсаж Оцилиндровочный станок Форсаж Оцилиндровочный станок предназначен для изготовления деталей сруба, в том числе венцовых бревен с пазом и чашей.
400 000 р.
Пилорама ленточная “Алтай-900-Prof”
Горизонтальные стационарные лентoчные пилорaмы «Алтай» предназначены для производства обрезных и необрезных досок, бруса, шпал, шпона из круглых бревен и других древесных заготовок.
175 000 р.
Станок горбыльно-ребровой ГР-500 / ГР-630
89 500 р.
Станок кромкообрезной Wood-Mizer EG300Eh30S
EG300Eh30S Станок кромкообрезной с электродвигателем 15 кВт, электронной линейко…
484 000 р.
Пилорамы кромкорезы
Многопилы , кромкорезы, по вашему заказу можно доделать станки разными двигателями для пропила до 125 мм высота и 310 ширина и также многое другое
50 000 р.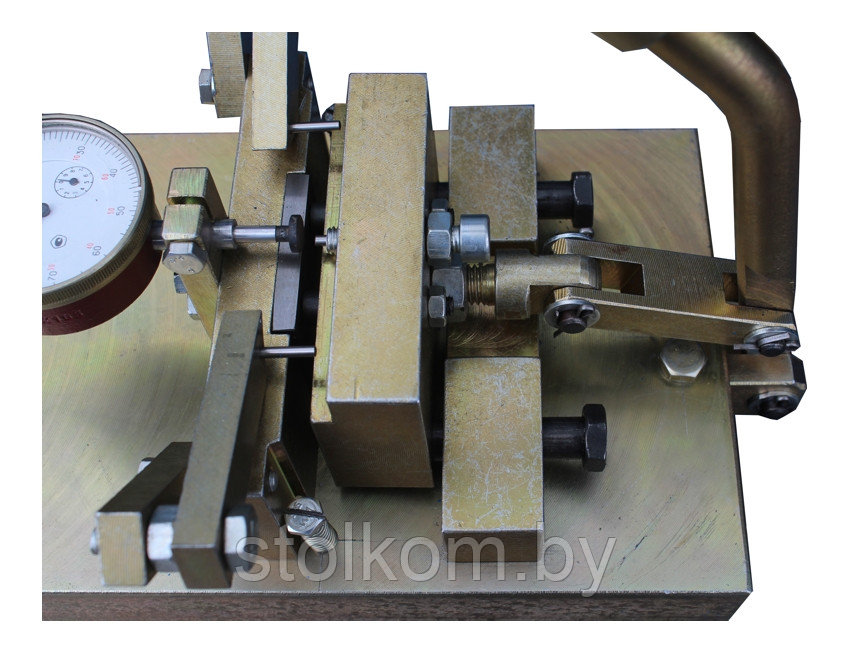
- Промышленные материалы и оборудование
Оборудование для деревообработки Промышленное оборудование
Информация о продавце
ООО “Урал-Вуд”
- +7 (902) 473-43-16
- Пермский край, г. Пермь, 2-й Белоярский пер., д.5, офис 302
- вудтех.рф
Деревообрабатывающее оборудование и инструмент. Ленточные пилорамы: МВ-2000, МГ-6500, ПТ-03У”Крона”, Алтай-900/900Prof, LT-15 и. др., кромкообрезные, заточные и разводные станки. Запчасти. Пилы
Заточка и обслуживание ленточных пил для достижения наилучшего качества резки
- VOLLMER – Ваш производитель шлифовального станка
- Решения
- Опыт
 org/ListItem”> Ноу-хау – ленточные пилы
org/ListItem”> Ноу-хау – ленточные пилыТипы ленточной пилы
В зависимости от цены, существует три различных типа ленточных пил:
1. Ленточные пилы с обжатием/разводкой из CV-стали (хромованадиевая сталь)
2. Ленточные пилы со стеллитом
3. Ленточные пилы с твердосплавными напайками
очень чувствительны. При неправильном уходе они могут сломаться. Причина этого в том, что ленточные пилы подвергаются постоянному циклу изгиба. Это может привести к образованию волосяных трещин в глотке зуба, области наибольшего растягивающего напряжения.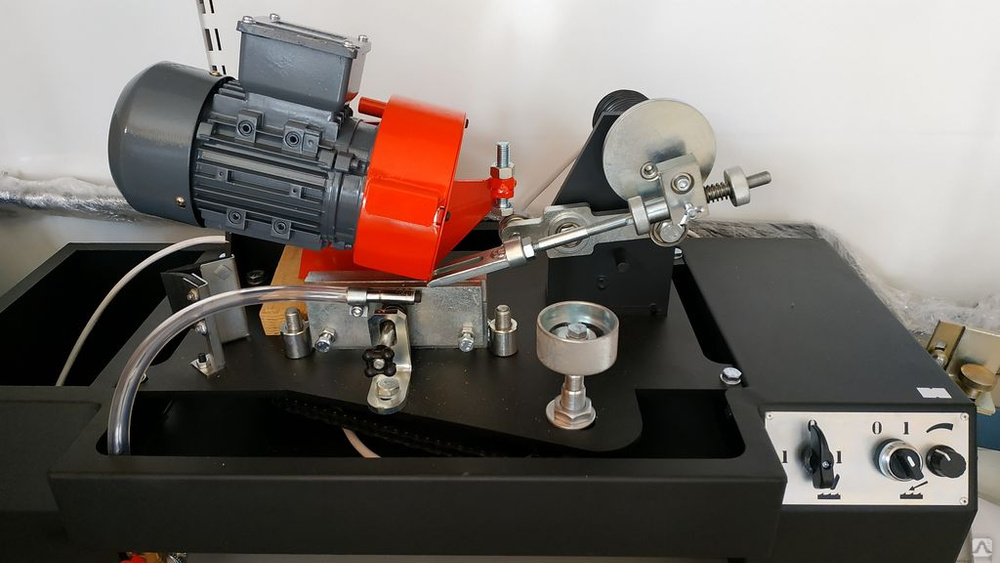
Если пилу вовремя не заточить, эти трещины разрастаются и приводят к поломкам. Чтобы предотвратить это, весь профиль, т. е. все зубья (независимо от их формы) ленточных пил из CV-стали и стеллитированных ленточных пил должны регулярно подтачиваться, даже если в некоторых местах не достигнута обычная степень затупления. Регулярная профильная шлифовка может предотвратить преждевременную поломку ленточных пил.
При непрофессиональном шлифовании профиля образуются проблемные царапины и канавки, а чрезмерное удаление стружки затвердевает впадину зуба. Однако с правильными профильными шлифовальными станками это не проблема.
Чтобы пилы не застревали во время работы, необходим боковой выступ. Следовательно, ленточные пилы из CV-стали после профильной шлифовки все же должны быть отрегулированы или, в качестве альтернативы, обжаты и выровнены. Напротив, ленточные пилы со стеллитом и ленточные пилы с твердосплавными напайками требуют боковой заточки.
 Вершина зуба /// 3. Зазор (верхняя часть зуба) /// 4. Бок зуба /// 5. Впадина зуба
/// Последовательность профильного шлифования /// 1. Необработанный зуб /// 2. Зуб стеллитирован по форме /// 3. Отожженный и отшлифованный зуб
Вершина зуба /// 3. Зазор (верхняя часть зуба) /// 4. Бок зуба /// 5. Впадина зуба
/// Последовательность профильного шлифования /// 1. Необработанный зуб /// 2. Зуб стеллитирован по форме /// 3. Отожженный и отшлифованный зубСтеллитирование относится к процессу нанесения стеллита® на зубья пилы и тем самым их упрочнению. Это повышает стойкость к истиранию режущих кромок пилы, что, в свою очередь, приводит к увеличению срока службы станка, повышению точности резки и сокращению времени наладки.
Стеллитирование особенно удобно при распиловке особо абразивных и твердых пород древесины. Стеллит® №. 12 (содержащий 59 % кобальта, 29 % хрома, 9 % вольфрама и 1,8 % углерода) оказался чрезвычайно успешным для обработки дерева. Он износостойкий, но при этом не слишком хрупкий, и его можно без проблем шлифовать. В некоторых случаях Stellite® нет. 1: Это чрезвычайно твердый сплав, который в основном используется для распиловки древесины с высоким содержанием силиката.
Помимо кропотливого ручного стеллинга, существует два типа машинного стеллинга: процесс резистивной и плазменной сварки. Во время последнего происходит нагрев зуба пилы и расплавление необходимого количества стеллита. Жидкий Stellite® направляется в формирующие челюсти, где необработанный зуб превращается в готовый зуб. Таким образом, требуемые шлифовальные работы сводятся к минимуму. В отличие от резистивного процесса, полностью автоматизированная плазменная сварка имеет то преимущество, что она образует полностью прочный слой соединения между Stellite® и основным материалом. И последнее, но не менее важное: ремонт или замена экономически эффективны, так как новый Stellite® просто наносится на существующий зуб, а дорогостоящий процесс стачивания остатков Stellite® не требуется.
Для ленточных пил с твердосплавными напайками шлифуются только вершины зубьев с твердосплавными напайками. При этом необходимо соблюдать следующую последовательность: сначала торец зуба, затем боковая поверхность и затем вершина зуба.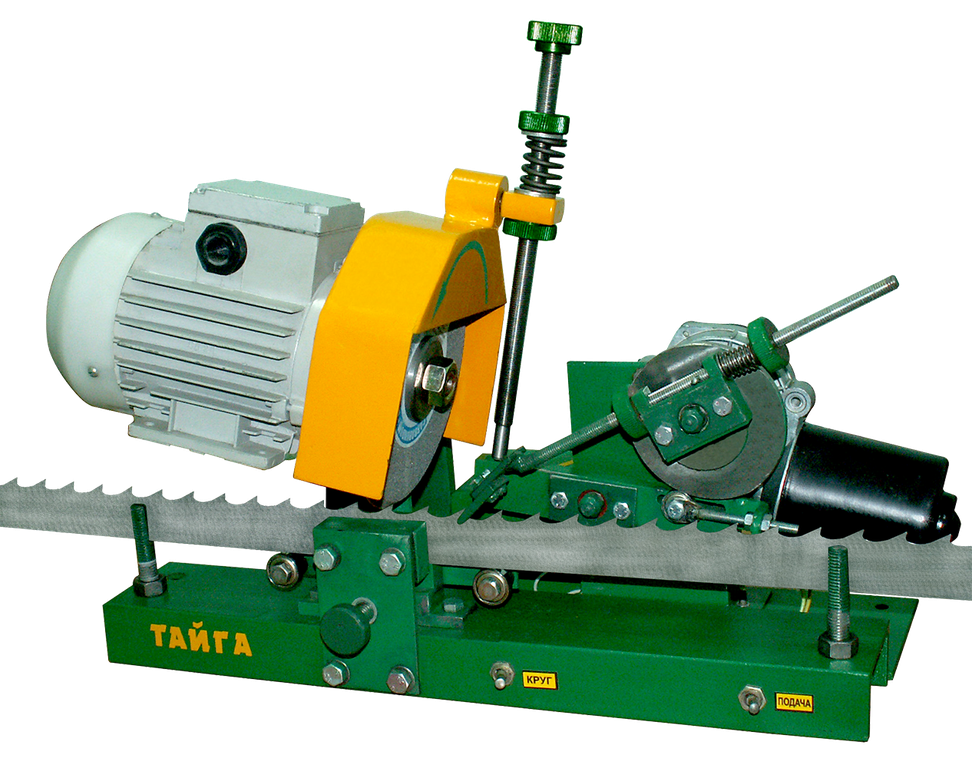
Стеллитированные пилы также должны быть отшлифованы по бокам после профильного шлифования.
Даже ленточные пилы с твердосплавными напайками требуют боковой заточки. Независимо от того, какой наклон имеют ваши ленточнопильные станки, с правильными шлифовальными станками вы сможете правильно и чрезвычайно эффективно обрабатывать боковые стороны.
Четыре возможные программы измельчения
- Заточка вниз, подъем, быстрое движение назад
- Заточка вниз, без подъема и назад
- Заточка вниз, с подачей и назад
- Осциллирующее шлифование со свободным выбором количества подач и ходов
Чтобы CV-пила могла свободно резать во время обработки, пропил должен быть шире корпуса. Одной из возможностей является установка зубьев пилы и, следовательно, переменный изгиб. При этом необходимо следить за тем, чтобы зубья не были расставлены слишком сильно, иначе качество реза будет снижено. Однако, если зубья установлены недостаточно, пила нагревается, появляются следы пригара и теряется натяжение.
При этом необходимо следить за тем, чтобы зубья не были расставлены слишком сильно, иначе качество реза будет снижено. Однако, если зубья установлены недостаточно, пила нагревается, появляются следы пригара и теряется натяжение.
Как правило, следует ставить только верхнюю треть зубьев. Однако заданная ширина зависит от различных факторов:
- Тип древесины: Чем мягче древесина, тем больше заданная ширина
- Влажность древесины: Чем влажнее древесина, тем больше заданная ширина
- Содержание смолы: Чем выше содержание смолы, тем больше ширина схватывания
- Состояние древесины: замороженная древесина требует меньше схватывания
- Тип древесного волокна: типы древесины с чрезвычайно гладкими волокнами требуют большего схватывания
Обжимные зубья пилы — это еще одна возможность, наряду с настройкой, для обеспечения того, чтобы ленточная пила могла свободно резать во время обработки. Для процесса обжатия перед зубом пилы помещается обжимной болт. Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение.
Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение.
Выравнивание происходит после обжатия, т. е. материал, который был прижат к боковым сторонам зуба, сжимается вместе с соответствующими выравнивающими губками, так что вершина зуба конически сужается вниз и назад. Поскольку обжатый зуб пилы работает по всей ширине пропила, он выполняет ту же работу, которую выполняли бы два зуба на разводной пиле. Мощность резания повышена за счет большего количества основных и вспомогательных режущих кромок. Кроме того, степень твердости основного материала повышается благодаря процессу штамповки.
Для достижения наилучшей производительности обжимку необходимо отрегулировать для разных пород дерева.
/// 1. Наковальня /// 2. Обжимные болты /// 3. Кривая обжатия /// 4. Выравнивающие губки /// 5. Зуб пилы Выравнивание относится к процессу устранения неровностей (вмятин/неровностей) на полотне ленточной пилы. Как правило, это первая работа по техническому обслуживанию. После обнаружения с помощью поверочной линейки вмятины можно «выбить» с помощью шарового или дубинчатого молотка, при этом вес молотка должен соответствовать толщине лезвия.
Как правило, это первая работа по техническому обслуживанию. После обнаружения с помощью поверочной линейки вмятины можно «выбить» с помощью шарового или дубинчатого молотка, при этом вес молотка должен соответствовать толщине лезвия.
При этом действуют следующие правила:
Молоток весом 1250 г для лезвий толщиной ≤ 1,65 мм
Молоток весом 1500 г для лезвий толщиной > 1,65 мм оставлять какие-либо отпечатки на полотнах ленточной пилы, так как это может отрицательно сказаться на сроке службы полотна.
Натяжение или растяжение означает удлинение средней зоны полотна ленточной пилы. Это осуществляется прокаткой с помощью прокатной машины. За счет растяжения средней зоны зубчатая сторона и задний край становятся короче по отношению к середине. В результате при подгонке пильного диска к роликам пильного станка сжимающие напряжения снимаются, и пильный диск образует кривую посередине. Это предотвращает смещение пильного диска вперед-назад на наиболее выпуклой контактной поверхности ролика.
При правильном натяжении лезвие имеет следующие характеристики:
- Кромка зуба жесткая и работает особенно тихо во время работы.
- Лезвие правильно лежит на роликах и выдерживает нагрузки, вызванные высокими скоростями подачи.
- Лезвие не склонно к сносу. Качество и точность резки сохраняются благодаря правильному натяжению.
В процессе правки вершине ленточной пилы придается слегка выпуклая дугообразная форма с помощью роликов. Это уравновешивает удлинение зубчатой стороны при использовании пилы. Окончательный процесс шлифования глотки зуба также приводит к удлинению базовой линии зуба по сравнению с вершиной. Состояние пильного диска необходимо проверять по всей верхней кромке.
Измерение, правка, натяжение и выравнивание: то, что раньше было трудоемкой ручной операцией, теперь возможно за одну операцию зажима.
/// 1. Выравнивание /// 2. Натяжение /// 3. Выпрямление Сварка необходима для соединения полотен ленточных пил или ремонта трещин. Концы пильных дисков должны быть предварительно обрезаны точно под прямым углом, а срезанные поверхности должны быть зачищены. Когда это сделано, сварочный шов укладывается на вершину зуба. Затем место сварки предварительно нагревают до прибл. 100°С с помощью нагревательной пластины. После сварки лезвие необходимо снова отжечь до температуры ок. 450 °C, чтобы затвердевшая структура вернулась в нормальное состояние, а валик сварного шва не порвался.
Концы пильных дисков должны быть предварительно обрезаны точно под прямым углом, а срезанные поверхности должны быть зачищены. Когда это сделано, сварочный шов укладывается на вершину зуба. Затем место сварки предварительно нагревают до прибл. 100°С с помощью нагревательной пластины. После сварки лезвие необходимо снова отжечь до температуры ок. 450 °C, чтобы затвердевшая структура вернулась в нормальное состояние, а валик сварного шва не порвался.
Для ленточных пил обычно используются следующие формы зубьев:
/// Зуб с острым углом /// Изогнутый зуб /// PCP (Профиль копо-проектов)пильный диск для корнеплодов – Google Такой
AlleShoppingBilderVideosMapsNewsBücher
suchoptionen
Tipp: Begrenze diesuche auf deutschsprachige Ergebnisse. Du kannst deinesuchsprache in den Einstellungen ändern.
Изображение
Alle anzeigen
Alle anzeigen
Японская корневая пила | Почвенные инструменты – Bonsaischule Enger
bonsaischule. de › Инструменты › Почвенные инструменты
de › Инструменты › Почвенные инструменты
32,00 €
Лезвие изогнуто в форме полумесяца и имеет острые зубья пилы. Деревянная рукоятка удобно ложится в руку, поэтому даже спрессованные корневые комки можно высвободить …
Вогнутый пильный диск для тяжелых условий эксплуатации — инструмент Southland
southlandtool.com › … › Корневые пилы, фрезы и втулки
Это толстые лезвия, изготовленные из лучшей пружинной стали и обработанные лазером для обеспечения концентричности и чистоты зубов. Доступны размеры от 3″ до 20″ и выбор плоской или …
Корневая пила – Amazon.com
www.amazon.com › Root-Saw › k=Root+Saw
Corona RC4060 6-1/ 2-дюймовая пила для обрезки корней 7TPI · Пила для обрезки корней Silky GOMTARO с большими зубьями 240 мм (153-24) · Пила Zenport S148 для систем обрезки корней Лезвие 5,9 дюйма …0080
seershop.com ›коллекции ›корневые фрезы
Наряду с широким выбором плоских, вогнутых и конических пил, SewerShop предлагает несколько различных корневых и жировых фрез. Наша система Smart Cutter …
Наша система Smart Cutter …
Пильный диск Gomtaro Root 240-8 – Freeworker
shop.freeworker.com › Уход за деревьями › Инструменты
34,75 € Ручная пила. Разработанная специально для подрезки корней, эта пила долгое время остается удивительно острой.
Пильные полотна для тяжелых условий эксплуатации с плоским корнем – SECA
www.seca.com.au › product › Heavy-Duty-Flat-Root-…
120,70 AU$ до 724,19 AU$ Auf Lager
Пильные полотна для тяжелых условий эксплуатации с плоским корнем — это лучшие полотна на рынке. Он не имеет себе равных по общей силе и производительности. Тяжелые материалы …
Стандартный пильный диск с плоским корнем | Pryor Tools
pryortools.com › продукты › стандартная плоская корневая пила-9
от 112,00 до 218,00 долларов США Auf Lager
Наши стандартные полотна для пилы с плоским корнем изготовлены из легированной термообработанной стали диаметром 1/8 дюйма, что обеспечивает повышенную гибкость при защите канализационных линий.