виды, обзор лучших, устройство, а также как сделать своими руками для правки пильных дисков
Весь режущий инструмент во время обработки древесины затупляется, в том числе дисковые пилы. Поэтому их требуется периодически затачивать. Примитивным способом затачивания диска пилы является обработка зубьев напильником, так как на это требуется много времени и сил, да и выполнить качественно такую работу может только опытный специалист. Гораздо проще затачивать диски пил на специальных станках, которые можно приобрести на рынке специализированного оборудования или сделать собственноручно.
Содержание
- Устройство и принцип работы заточного приспособления для циркулярных дисков
- Виды
- Основные характеристики
- Как сделать заточное устройство своими руками для правки дисков с твердосплавными напайками
- Вариант №1— сборка на базе точила
- Второй вариант — из обычной болгарки
- Техника и правила точения пильных дисков по дереву
- Заточка прямого зуба по передней плоскости
- Заточка скошенного спереди зуба
- Заточка зубьев по задней плоскости
- Обзор самых популярных устройств
- JMY8-70
- КРАТОН SBS-600
- Калибр ЭЗС-65МФ 11512
- КАЛИБР ЭЗС — 110Дм
- Сейчас читают
Устройство и принцип работы заточного приспособления для циркулярных дисков
Станки для точения пильных дисков состоят из таких элементов:
- станина.
 На нее устанавливаются все детали и рабочие узлы;
На нее устанавливаются все детали и рабочие узлы; - держатель дисков. На него устанавливаются абразивные круги;
- электромотор. Приводит в действие точильный круг. Оснащается креплением для фиксации на станине;
- органы управления. Позволяют контролировать рабочий процесс;
- регуляторы углового положения и специальные линейки для контроля прижима. Позволяют регулировать положение рабочего органа.
 На нее устанавливаются все детали и рабочие узлы;
На нее устанавливаются все детали и рабочие узлы;Важно! Во время работы станка затачиваемые диски с абразивным кругом перемещаются, при этом электродвигатель должен быть зафиксирован в одном положении. Поэтому в процессе монтажа важно надежно установить оборудование, чтобы оно не двигалось от вибрации и нагрузок.
Работает точильный станок следующим образом:
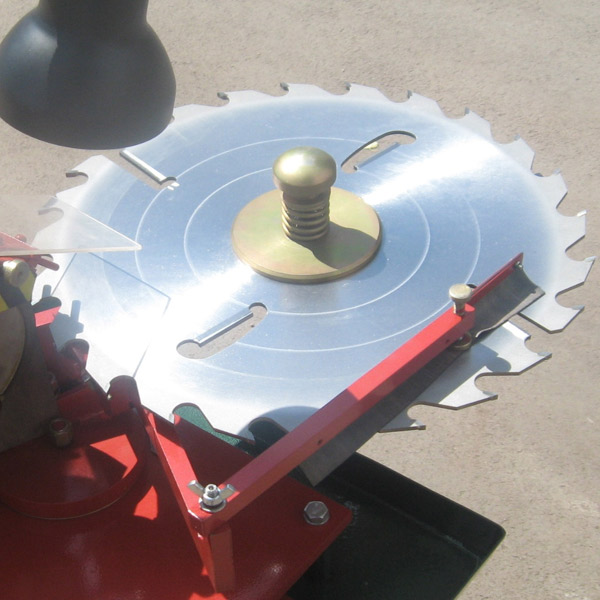
- Диск устанавливается на конусный зажим станка.
- Выставляется по угломеру положение диска относительно горизонтальной плоскости под необходимый скос зубьев.
- Первый зуб отмечается маркером.
- Запускается станок.
- После чего последовательно точатся все зубья режущего диска.
- После заточки диска проверяется качество выполненной работы. Для этого делают несколько пробных резов древесины.

Виды
Станки для точения дисковых пил по способу управления бывают двух типов:
- ручные;
- автоматические.
По конструкции первые модели проще автоматических, но зато для точения пильных дисков циркулярок требуется большой опыт. Причем сначала необходимо оценить состояние зубьев и составить схему их обработки.
В процессе последующей заточки профиль нужного зуба смещается в нужную сторону и точится вращающимся абразивом. Это часто приводит к неравномерной обработке диска и появлению внутренних напряжений. Чтобы этого не происходило, затачивать пильные диски лучше всего автоматическими станками, которые обладают такими достоинствами:
- высокая точность точения дисков. Достигается за счет использования системы автоматического позиционирования точильного круга;
- меньше времени уходит на данную процедуру. Это особенно актуально для больших предприятий, потому что диски промышленных пил часто тупятся и это приводит к временной остановке производственного процесса;
- применение системы охлаждения. Позволяет минимизировать вероятность нагрева поверхности затачиваемого инструмента, поэтому свойства материала не меняются.
 Достигается за счет использования системы автоматического позиционирования точильного круга;
Достигается за счет использования системы автоматического позиционирования точильного круга;По виду рабочего инструмента они разделяются:
- со шлифовальной лентой. Это оборудование позволяет непрерывно точить диски пил на протяжении рабочего дня (8 ч). Предназначено для промышленности;
- с абразивными кругами. Такие станки рассчитаны на нечастое точение пильных дисков.
На заметку! Автоматические станки позволяют в кратчайшие сроки восстанавливать работу дисковых пил, поэтому будет меньше простоя на производстве.

Основные характеристики
Станки для затачивания дисков пил могут обладать следующими параметрами:
- диаметры абразивных кругов —100 — 480 мм;
- мощность электромотора — до 380 Вт;
- диаметр затачиваемых пильных дисков — 65 — 630 мм;
- посадочный диаметр затачиваемых дисков — 12,7 — 32 мм;
- толщина снимаемого металла для 1-го зуба — до 0,2 мм за 1 проход;
- тип сети электропитания — однофазная или трёхфазная;
- тип передачи вращения от электромотора к абразивному кругу — ременная или шестерная;
- угол заточки — 0 — 300°;
- скорость вращения мотора — до 2900 об/мин;
- виды профилей затачиваемых зубьев — прямой, скошенный, трапециевидный и конический.
В паспорте данного точильного оборудования указаны точные характеристики.
Как сделать заточное устройство своими руками для правки дисков с твердосплавными напайками
Разберем 2 варианта сборки самодельного точильного станка для дисковых пил.
Вариант №1— сборка на базе точила
Для сборки станка на базе точила потребуются следующие материалы и инструменты:
- ДСП или фанера;
- деревянные бруски;
- фиксаторы для крепления диска;
- точильный станок.
Собирается точильный станок из точила следующим образом:
- На верстак устанавливают наждачный станок, на который устанавливается диск с алмазным напылением.
- Из ДСП делают неподвижное основание, которое будет также выступать направляющим для подвижной рамки.
- Затем из ДСП или фанеры изготавливают саму подвижную рамку, стенки которой делают из деревянных брусков. Они должны быть направлены вниз для нормального перемещения рамки.
- Сверху подвижной рамки устанавливают фиксаторы для дисков необходимого диаметра и делают паз с торца рамки под абразивный диск.
- В результате получится неплохой самодельный станок для точения пильных дисков.
На сборку такого устройства понадобится немного свободного времени и денег, поэтому в целях экономии семейного бюджета можно собрать такой самодельный станок.
Второй вариант — из обычной болгарки
Собственноручно изготовить точильный станок для дисковых пил можно также с помощью болгарки. На этот электроинструмент устанавливается точильный диск с алмазным напылением, после чего болгарка надежно фиксируется к основанию.
Также, рекомендуем почитать интересную статью о том, как с использованием болгарки сделать циркулярную пилу.
Для сборки станка для затачивания дисков, на базе обычной болгарки нужны такие материалы и инструменты:
- ДСП или фанера;
- стальные обжимные хомуты;
- мебельные салазки;
- болгарка.
Принцип сборки станка на базе болгарки:
- Из ДСП или ДВП изготавливается опорная часть, которую крепят к ровному основанию (например, к верстаку).
- Далее к ней крепят хомутами болгарку.
- Потом собирают подвижную рамку для крепления и точения пильных дисков. Для ее перемещения используют мебельные салазки.
- После чего делают кронштейн для крепления затачиваемого инструмента.
- Затем шпиндель электроинструмента размещают под углом 90°к рамке.

Техника и правила точения пильных дисков по дереву
Для восстановления состояния зубьев пилы требуется качественно заточить их грани. При этом нужно учесть их неравномерный износ. В основном тупится передняя часть, потому что на нее ложится большая нагрузка.
Перед заточкой режущего диска нужно очистить его поверхность от пыли и грязи. Затем требуется проверить на нем наличие сколов и трещин. При выявлении данных дефектов дальше использовать поврежденный режущий инструмент запрещается.
Потом нужно детально изучить инструкцию производителя по эксплуатации станка. Важно необходимо сначала его подготовить (установить на ровную поверхность, правильно подключить и настроить). Затем можно переходить к точению дисков, причем технология будет зависеть от типа зубьев и затачиваемой зоны.
Заточка прямого зуба по передней плоскости
Затачивается передняя часть зубьев дисков пил таким образом:
- Затачиваемый диск ставится на оправку, после чего зажимается конусной втулкой и гайкой.
- Потом выставляется по горизонтали с помощью маятникового угломера. При этом угол скоса передней плоскости должен быть равен 0°.
- С помощью вращения винта оправка с кругом двигается по горизонтали для точной регулировки переднего угла заточки, в результате передняя часть зуба должна плотно прижаться к точильному кругу.
- Маркером отмечается первый затачиваемый зуб.
- Включается электродвигатель, после чего затачивается передняя часть зуба — для этого его несколько раз поступательными движениями прижимают к абразивному кругу и отпускают. Причем за счет силы прижима регулируют толщину снимаемого с зуба металла.
- После затачивания одного зуба пильный диск отводится от точильного круга, затем он поворачивается по оси на один зуб для дальнейшей заточки.
- Данная процедура повторяется до тех пор, пока затачиваемый диск не прокрутится до отмеченного ранее маркером места.

Заточка скошенного спереди зуба
Для этого диск требуется установить под наклоном — под углом скоса передней части зубьев. Чаще всего он составляет +8°. Затем также помечают маркером 1-ый зуб и последовательно затачивают каждый 2-ой зуб. Далее положение диска меняют и устанавливают отрицательный угол заточки -8°. После чего снова затачивают каждый 2-ой зуб диска.
Чаще всего он составляет +8°. Затем также помечают маркером 1-ый зуб и последовательно затачивают каждый 2-ой зуб. Далее положение диска меняют и устанавливают отрицательный угол заточки -8°. После чего снова затачивают каждый 2-ой зуб диска.
В ходе точения требуется отслеживать равномерный скос для каждого режущего сегмента. При большой погрешности требуется переустановить затачиваемый диск, чтобы зубья на нем были одинаковой формы. При этом требуется периодически делать контрольные замеры.
Заточка зубьев по задней плоскости
Одним из важных этапов точения дисков циркулярных пил является обработка задней части зубьев. Для этого их устанавливают так, чтобы задняя часть зубьев располагалась в одной плоскости с рабочей поверхностью точильного круга и нормально контактировала с ним.
Требуется также учитывать скорость вращения рабочего инструмента. На оборудовании с ручной регулировкой требуется устранить вероятный перегрев кромок затачиваемых зубьев. Кроме того, нужно следить, чтобы круг не снял с зубьев много металла. Изменение формы одного или нескольких режущих элементов негативно отразится на качестве обработки древесины.
Изменение формы одного или нескольких режущих элементов негативно отразится на качестве обработки древесины.
Важно! Независимости от затачиваемой части зубьев, необходимо соблюдать технологию правки, чтобы пила быстро и качественно распиливала древесину.
Обзор самых популярных устройств
Моделей станков для точения дисковых пил очень много, поэтому имеет смысл рассмотреть самые популярные модели.
JMY8-70
Предназначен для деревообрабатывающих компаний, где детали и заготовки выпиливают дисковыми пилами. Благодаря этому станку можно поддерживать в идеальном состоянии диск пилы, что повысит производительность и качество обработки древесины.
Основные характеристики:
- напряжение питающей сети – 220 V;
- мощность электродвигателя – 250 Вт;
- скорость вращения точильного круга – 2850 об/мин;
- тип электромотора – асинхронный;
- диаметр шлифовального круга – 125 мм;
- диаметр затачиваемых дисков пил – 80-700 мм;
- угол поворота заточного диска (вправо-влево) – 45/30°;
- масса – 30 кг.

Преимущества:
- использование алмазного диска позволяет длительно эксплуатировать станок без техобслуживания;
- довольно прочное литое основание позволяет добиться высокой точности заточки;
- за счет резиновых вставок под основанием, эффективно гасится вибрация и шум;
- легко регулируется.
Недостатки:
- ручная настройка;
- отсутствует система охлаждения.
КРАТОН SBS-600
Подходит для деревообрабатывающих предприятий, так как позволяет затачивать пильные диски диаметром 160-600 мм. Оснащен удобным поворотным механизмом и специальной шкалой.
Благодаря использованию асинхронного электромотора и ременной передачи, станок меньше шумит.
Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 370 Вт;
- скорость вращения абразивного круга – 2800 об/мин;
- тип электромотора – асинхронный;
- диаметр абразивного круга – 100 мм;
- диаметры затачиваемых дисков – 160 — 600 мм;
- посадочный диаметр диска – 20 мм;
- передний угол заточки – 0-30°;
- задний угол заточки – 0-30°;
- размеры без упаковки – 480х900х205 мм;
- масса – 45 кг.

Преимущества:
- ременная передача. Благодаря ей удается защитить электродвигатель от перегрузок и уменьшить шумность станка;
- жесткая и прочная конструкция;
- предусмотрена регулировка под требуемые углы заточки;
- имеет защиту от травм;
- небольшие размеры. Благодаря компактным размерам станок удобно монтировать и обслуживать в процессе эксплуатации.
Недостатки:
- большой вес.
Калибр ЭЗС-65МФ 11512
Это многофункциональный точильный станок рассчитан на бытовое использование, так как предназначен для точения лезвий ножей, пил и сверл.
За счет прочного износостойкого корпуса и надежного соединения узлов станок обладает большим эксплуатационным сроком.
Большая скорость вращения рабочего органа позволяет быстро и качественно заточить любой режущий инструмент.
Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 65 Вт;
- скорость вращения абразивного круга – 6000 об/мин;
- диаметр абразивного круга – 49. 3 мм;
- посадочный диаметр пильного диска – 7.5 мм;
- размеры в упаковке (ДхШхВ) – 218х200х172 мм;
- масса – 1,6 кг.
 3 мм;
3 мм;Преимущества:
- предусмотрен прозрачный экран для защиты работника от пыли, искр, металлической и абразивной крошки;
- в станине станка имеются отверстия для надежного крепления двигателя и других узлов;
- не требуется сервисное техобслуживание;
- небольшая цена.
Недостатки:
- не предусмотрена регулировка угла заточки.
КАЛИБР ЭЗС — 110Дм
Профессиональный электрический заточной станок, позволяющий быстро и качественно точить зубья пильных дисков диаметром 90 — 400 мм. Электромотор станка закрыт кожухом, что защищает его от пыли, грязи и механических повреждений.
Основные характеристики:
- потребляемая мощность – 110 Вт;
- скорость вращения точильного диска – 5300 об/мин;
- размеры точильного круга – алмазный:100х2,5х20мм; керамический: 100х6,0х10 мм;
- допустимый диаметр пильного диска – 90-400 мм;
- угол поворота заточного блока (влево/вправо) – 25/25°;
- напряжение сети – 220 V;
- тип электромотора – однофазный коллекторный;
- размеры в упаковке (ДхШхВ) – 365х275х295 мм;
- масса – 2,4 кг.
Преимущества:
- низкая цена;
- просто настраивается;
- имеет простое управление;
- не требует сервисного обслуживания;
- большой срок эксплуатации.
Недостатки:
- большие зазоры в сопряженных соединениях.
Все эти модели можно использовать в быту и на небольших предприятиях.
В общем, затачивать дисковые пилы несложно, нужно только знать, как это правильно делается и с помощью какого оборудования. Для затачивания в домашних условиях можно изготовить небольшой станок из болгарки или точильного станка, это позволит сэкономить семейный бюджет. Для небольших предприятий имеет смысл купить рассмотренные в статье популярные модели.
Сейчас читают
- Все про карбюратор мотоблока, от регулировки до ремонта
- Основные причины, почему мотоблок глохнет при нагрузке в работе, наклоне, открытии воздушной заслонке и других случаях
- 3 лучших мотоблока Нева серии МБ, их плюсы и минусы, а также история компании
- Основные отличия мотоблока от культиватора и что лучше для участка 10 соток, дома и дачи
- 7 популярных способов изготовления культиватора своими руками
Станок для заточки дисковых пил и дисков
Содержание статьи:
- Общий принцип конструкции станка
- Виды оборудования для заточки дисковых пил
- Технические характеристики станков
- Описание конфигурации зубьев пил
- Правила заточки
Дисковые пилы применяются для реза заготовок различного вида. Чаще всего их используют для распиловки древесных материалов. В процессе эксплуатации зубья теряют свою первоначальную конфигурацию, в результате чего ухудшается качество обработки. В этом случае необходимо сделать их заточку.
Чаще всего их используют для распиловки древесных материалов. В процессе эксплуатации зубья теряют свою первоначальную конфигурацию, в результате чего ухудшается качество обработки. В этом случае необходимо сделать их заточку.
Общий принцип конструкции станка
Схем станка для заточки
Дисковая пила состоит из стальной основы (круга), на торцах которого расположены пильные зубья. Во время вращения инструмента происходит разрезание материала. После длительной эксплуатации неизбежно возникает необходимость восстановления режущей части пилы. Для этого следует использовать станок для заточки дисковых пил.
Проблема выполнения этой работы заключается в сложной конфигурации зубьев. Они имеют несколько режущих кромок, благодаря которым формируется ровный рез. Поэтому для их восстановления недостаточно выполнить обработку с помощью точильного круга с одной стороны.
Для восстановления режущей кромки заточной станок для дисковых пил должен иметь следующие компоненты:
- корпус. Предназначен для установки остальных компонентов станка;
- шпиндельная головка для монтажа абразивного круга;
- механизм регулировки положения абразива относительно дисковой пилы. Он должен смещаться не только в вертикальной плоскости, но и иметь функцию наклона к зубу;
- механизм фиксации дисковой пилы;
- устройства регулировки положения компонентов станка. Они необходимы для точной настройки заточки.
 Предназначен для установки остальных компонентов станка;
Предназначен для установки остальных компонентов станка;Это общая концепция конструкции станка для заточки дисковых пил. Но помимо этих компонентов в составе устройства могут присутствовать дополнительные: электронный блок управления, механизмы для доводки лезвий и т.д.
Важным моментом является выбор абразивного круга. Материал его изготовления и толщина зависят от типа зуба дисковой пилы, а также ее конфигурации и наличия твердосплавных напаек.
Виды оборудования для заточки дисковых пил
Автоматический комплекс по заточке пил
Оборудование для заточки дисковых пил условно разделяется на две категории – с ручным и автоматическим управлением. В первом случае конструкция станка максимально проста. Для максимальной автоматизации процесса заточные комплексы имеют ряд отличий от ручных.
В первом случае конструкция станка максимально проста. Для максимальной автоматизации процесса заточные комплексы имеют ряд отличий от ручных.
Заточка дисковых пил на ручных станках может осуществляться только при наличии большой практики в выполнении этой процедуры. Перед этим анализируется фактическое состояние зубьев, составляется схема их обработки. Дальнейшая заточка выполняется методом смещения нужного профиля зуба к вращающемуся абразиву. На практике это может привести к неравномерной обработке и возникновению внутренних напряжений.
Во избежание этого для заточки дисковых пил рекомендуется использовать автоматические комплексы, которые обладают следующими преимуществами:
- высокая точность обработки. Она достигается системой автоматического позиционирования абразива. Отсутствие человеческого фактора исключает возможность ошибки;
- расчет времени на выполнение процедуры. В особенности это актуально для больших производственных линий, где из-за затопления пильного диска может остановиться процесс обработки заготовок;
- применение охлаждающей жидкости. Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.
 Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.
Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.Главным недостатком автоматических линий является их высокая стоимость. Поэтому их приобретают для дальнейшего предоставления услуги по заточке дисковых пил. Альтернативным способом применения автоматических станков является обслуживание собственного большого производства.
Программный комплекс подобного оборудования рассчитан для заточки всех типов дисковых пил. Достаточно выбрать нужную модель на графическом дисплее и установить инструмент в рабочую зону.
Технические характеристики станков
Полуавтоматический станок по заточке
Следующим этапом является анализ параметров оборудования. В дальнейшем они повлияют на возможность обработки той или иной модели пильного диска, а также заранее укажут на трудоемкость процесса. Для этого следует внимательно ознакомиться с паспортом станка.
Главным критерием выбора является производительность оборудования.
В случае необходимости приобретения заточного оборудования необходимо обращать внимание на следующие характеристики:
- параметры электродвигателя привода вала с абразивом – номинальная мощность и характеристики электросети, к которой необходимо выполнить подключение;
- тип передачи вращающего момента от электродвигателя к валу с абразивом — ременная или шестеренчатая;
- максимальный и минимальный размер заточного круга, его посадочный диаметр;
- допустимые диаметры пильных дисков для заточки;
- значение переднего угла заточки. Обычно этот параметр варьируется от 0° до 30°;
- задний угол заточки. Может составлять от 0° до 30°;
- исполнение станка – настольный или напольный;
- габариты и вес оборудования.

Для автоматических моделей учитывается емкость бака с СОЖ и скорость подачи охлаждающей жидкости. В некоторых автоматических линиях может установиться два или три абразива для одновременной обработки всех сторон зубьев.
Дополнительно оборудование должно быть оснащено механизмами для выключения электродвигателя в случае его перегрузки. Это же должно случиться при поломке диска.
Описание конфигурации зубьев пил
Конфигурация пильного зуба
После приобретения станка с ручной подачей пильного диска в зону обработки необходимо ознакомиться с конфигурацией режущих зубьев. Их конструкция напрямую повлияет на технологию заточки.
Заточка дисковых пил с твердосплавными напайками является наиболее сложным процессов. Это обусловлено их конфигурацией. Зуб состоит из четырех кромок – передней, задней и двух боковых, которые выполняют вспомогательные функции. Места их пересечения образуют режущие кромки. Поэтому для восстановления изначальных параметров диска необходимо правильно выполнить заточку всех частей.
Кроме этого учитывается конфигурация режущих кромок, которые могут быть следующих видов:
- прямой. Он характерен для пильных дисков, предназначенных для быстрой обработки материалов. При этом качество реза будет невысоким;
- скошенный. На торце диска зубья имеют левый и правый скос, чередующиеся между собой. Величина скоса определяет качество реза, возможность обработки различных материалов: ДСП, дерева или полимеров. Такая конфигурация минимизирует появление сколов по краям пропила, что улучшает внешний вид заготовки;
- трапециевидный. Характеризуются медленным процессом затопления, так как режущие кромки идут поочередно. Чаще всего зубья этого типа идут в сочетании с прямыми;
- конический. Пилы этого типа применяются для выполнения операции подрезки. После их обработки остается чистая кромка. Заточка этих дисковых пил наиболее трудоемка.
Для длительного сохранения первоначальной формы и остроты режущих кромок рекомендуется применять пилы только по назначению.
Формирование чернового реза необходимо делать инструментом с прямым зубом. Чистовую обработку осуществляют с помощью дисков с коническими режущими элементами.
Правила заточки
Схемы заточки дисковых пил
Для восстановления исходного состояния диска необходимо выполнить заточку всех рабочих граней. При этом учитывается их неравномерный износ. Больше всего «страдает» передняя часть, так как она подвергается максимальным нагрузкам.
Перед началом работы необходимо очистить поверхность дисковой пилы от загрязнения. Затем проверить ее плоскость на наличие сколов и трещин. В случае обнаружения подобных дефектов дальнейшая эксплуатация режущего инструмента недопустима.
Следующим этапом является детальное ознакомление с инструкцией по эксплуатации станка. Важно правильно подготовить оборудование, выполнить его монтаж на рабочую поверхность и настроить. После этого можно устанавливать абразив и пильный диск. Они должны быть надежно зафиксированы в валах. Причем диск не должен проворачиваться на монтажной платформе. Эту функцию выполняет другой механизм.
Причем диск не должен проворачиваться на монтажной платформе. Эту функцию выполняет другой механизм.
Затем можно приступать непосредственно к заточке. Ее технология зависит от типа кромки, которая будет повергаться обработке.
По передней плоскости
После установки пилы на оправку с помощью механизмов она устанавливается в горизонтальном положении. Плоскость абразива при этом перпендикулярна плоскости диска. Это обеспечивает нулевой угол скоса. Если в станке не предусмотрен механизм точной установки – необходимо применять угломер.
После этого подводим первый зуб к абразивному кругу. Последний должен вращаться. Для равномерной заточки необходим полный контакт всей режущей кромки с абразивом. Для предотвращения повторной обработки рекомендуется с помощью маркера сделать отметку, откуда начался процесс.
Заточка зуба скошенного в передней части
Разница между вышеописанной технологией заключается в установке пилы не строго горизонтально, а под наклоном относительно абразива. Обычно он составляет +8°. После пометки маркером необходимо выполнять заточку каждого второго зуба. Затем положение диска меняется – выставляется отрицательный угол.
Обычно он составляет +8°. После пометки маркером необходимо выполнять заточку каждого второго зуба. Затем положение диска меняется – выставляется отрицательный угол.
Для этого типа заточки важно отслеживать равномерный скос для каждого режущего элемента. В случае большой погрешности следует переустановить диск, чтобы все зубья имели одинаковую конфигурацию. Обязательно периодически выполняться контрольные замеры.
Заточка задней плоскости
Одним из ответственных этапов обработки диска является заточка задней кромки зуба. Для выполнения этой операции инструмент устанавливают в горизонтальное положение. При этом задняя кромка зуба должна иметь полный контакт с абразивным диском.
Дополнительно необходимо учитывать скорость вращения абразива. Для моделей с ручной регулировкой важно устранить вероятность перегрева режущей кромки. Также нужно следить, чтобы диск не убрал лишний материал с поверхности зуба. Изменение конфигурации одного или нескольких элементов негативно отразится на эксплуатационных качествах диска.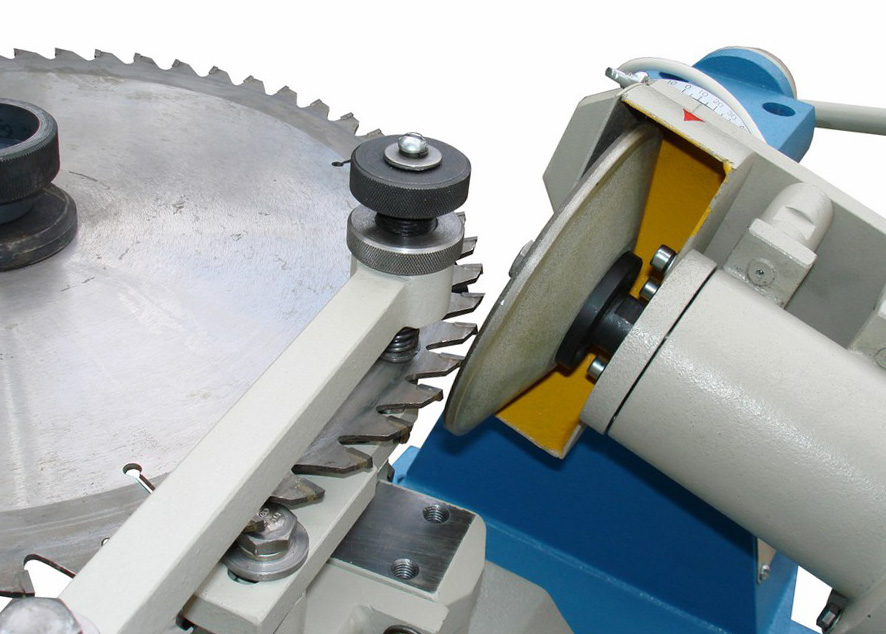
В видеоматериале можно ознакомиться с примером обзора станка для заточки дисковых пил:
Почему я не затачиваю свои собственные полотна для настольных пил
В деревообработке есть много вещей, с которыми я экспериментировал или пробовал, некоторые из них сработали, а некоторые нет. Мне всегда нравится узнавать что-то новое и, возможно, даже придумывать новые процессы и способы работы, но есть одна вещь, на которую мне неинтересно тратить свое время, а именно попытка заточить собственную настольную или торцовочную пилу. лезвия.
Смотрите на Youtube: https://youtu.be/TQmEBsTatNY
Я покупаю пильные полотна хорошего качества по определенной причине, а именно для получения качественных резов по дереву, потому что когда я это делаю, мне не нужно тратить свое время на исправление, ремонт и шлифование дефектов, которые менее качественные пилы лезвия могут создавать . ..
..
Конечно, время от времени я использую недорогие или, как я их называю, «одноразовые» пилы, но только для резки древесины, в которую могут быть вставлены гвозди, шурупы или гравий, особенно таких, как паллетная древесина, или некоторые формы переработанной древесины. Я не хочу рисковать повреждением одного из моих дорогих пильных полотен из-за гвоздя или шурупа, которые мой металлоискатель не уловил.
Как определить, что лезвие затупилось
Пильные полотна, купленные новыми, очень острые, но при грубой резке древесины твердосплавные наконечники изнашиваются, особенно их кромки. Карбид
имеет консистенцию, аналогичную бетону. Происходящий износ представляет собой мельчайшие кусочки карбида, которые отслаиваются, и чем больше их отслаивается, тем тупее становится лезвие.
Как и следовало ожидать, лезвие, которое используется все больше и больше, становится все более и более тупым, поэтому существуют разные степени остроты.
Некоторые признаки затупившегося лезвия могут быть.
– древесину труднее протолкнуть через настольную пилу, чем когда диск был новым
– древесина имеет тенденцию “гореть” быстрее
– древесина имеет тенденцию “дымить”, когда ее проталкивают через пилу
– Резы пилы стали более грубыми, чем когда пилы были новыми
Лучший способ проверить, насколько острым является лезвие, осторожно зажать твердосплавные кончики между большим и указательным пальцами, а затем отвести назад. Новое лезвие будет стремиться «схватить» кожу на ваших пальцах. Лезвие, которое затупляется, будет легче скользить и не хотеть цепляться за кожу, и чем тупее и тупее оно будет, тем легче оно будет скользить.
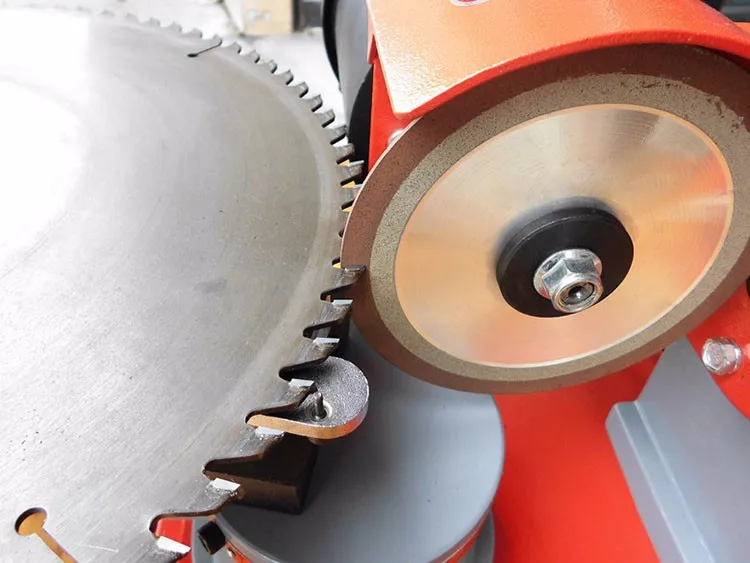
Как затачивают карбид
Твердый сплав можно затачивать только с помощью инкрустированного алмазом абразивного инструмента, такого как крошечная фреза или какой-либо алмазный диск.
Как правило, мастерская по качественной заточке, которая может заточить ваши пилы в соответствии с первоначальными заводскими спецификациями для этого полотна, будет использовать что-то вроде шлифовальной насадки с зернистостью 5000, которая поместится в специализированный цифровой точильный станок с ЧПУ, который также имеет охлаждающая жидкость бежит по процессу шлифования во время заточки.
В условиях самодельной мастерской альтернативой алмазному шлифовальному кругу является диск для резки плитки с алмазным напылением, который можно купить в большинстве хозяйственных магазинов примерно за 25 долл. США и который будет иметь зернистость от 180 до 220 зернистости. – что имеет смысл, потому что эти полотна используются для резки плитки, а не для заточки пильных полотен.
Так выглядит алмазный диск на большой пиле
Какие части каждого твердосплавного зуба затачиваются
В мастерской качественной заточки, опять же, с помощью ЧПУ – Цифрового точильного станка, все координаты зуба вводятся во встроенный компьютер точильного станка. Эти координаты идентичны заводским настройкам заточки, так что каждый зуб можно заточить в соответствии с точными характеристиками, как это было сделано на заводе.
При подаче этих показаний в точильный станок, как правило, заточной насадкой «шлифуются» все стороны каждого зуба, включая лицевую сторону зуба, «щечки» зуба и вершину зуба. Как и во многих других вещах, могут быть исключения из того, какие части затачиваются в зависимости от спецификаций и того, что необходимо сделать.
Как и во многих других вещах, могут быть исключения из того, какие части затачиваются в зависимости от спецификаций и того, что необходимо сделать.
В домашней мастерской с использованием кустарного шаблона, как правило, единственная часть твердого сплава, которая может быть заточена, – это торец, и точность того, сколько «полировки» или шлифовки необходимо снять каждый зуб зависит от оператора и от того, сколько времени и давления затрачивается на процесс шлифования каждого зуба. Обычно к каждому зубу применяется разная степень «шлифовки». Это изменение может привести к разнице в длине зуба, потому что шлифуется только поверхность карбида. В крайних случаях можно показать, что некоторые лезвия будут иметь один или небольшое количество зубьев, которые длиннее других зубьев, поэтому более короткие зубья даже не будут резать древесину, поскольку всю работу будут выполнять более длинные зубья.
Углы зубьев могут быть очень сложными, и во многих случаях все стороны должны быть отшлифованы или «полированы» .
Пилы бывают разных форм. Тонкий пропил и Полный пропил, они бывают от 24 до 120 зубьев (+/-). делать … другие пилы как можно дешевле и только для того, чтобы занять место на рынке для людей, которым нужны дешевые пилы.
Недорогие и часто безымянные лезвия, я называю эти лезвия одноразовыми, потому что их редко стоит затачивать… но в магазине хорошего качества вам смогут очень быстро сказать, стоит лезвие затачивать или нет.
Очень часто для коммерческих пил с полным пропилом, таких как те, которые используются в коммерческих деревообрабатывающих и столярных мастерских или у серьезных столяров, производящих качественную продукцию, требуется заточка лезвий. Что многие из них делают, так это имеют небольшой набор лезвий, некоторые из которых затачиваются, а другие используются в мастерской … таким образом, они никогда не снимаются с производства.
Если вы потратили хорошие деньги или лезвия хорошего качества, и вы хотите сэкономить несколько долларов и вернуть им то, что они были как новые, то хороший магазин заточки может сделать это . .. и, кстати, они могут также затачивайте лезвия для вашего фуганка, рубанка, фрез и, возможно, даже для вашего осциллирующего инструмента, но сделайте себе одолжение и обратитесь в местную фирму по заточке, чтобы узнать, могут ли они выполнить необходимую вам работу … и если вы склонны, и вы просто хотите посмотреть, как работает этот процесс, сделайте свой собственный набор для заточки и одно из ваших одноразовых лезвий и повеселитесь, работая над своими собственными лезвиями …
.. и, кстати, они могут также затачивайте лезвия для вашего фуганка, рубанка, фрез и, возможно, даже для вашего осциллирующего инструмента, но сделайте себе одолжение и обратитесь в местную фирму по заточке, чтобы узнать, могут ли они выполнить необходимую вам работу … и если вы склонны, и вы просто хотите посмотреть, как работает этот процесс, сделайте свой собственный набор для заточки и одно из ваших одноразовых лезвий и повеселитесь, работая над своими собственными лезвиями …
Copyright Colin Knecht
woodworkweb.com
Точилка для дисковых пил Baileigh — GS-450
Марка: Baileigh
19 359,00 долларов США
Добавление в корзину… Товар добавлен
Baileigh Точилка для дисковых пил – GS-450
Точилка для дисковых пил HSS Прецизионная заточка для дисковых пил. GS-450 — это идеальное устройство для заточки дисковых пил, позволяющее вам экономично и быстро выполнять промышленную заточку лезвий прямо в собственной мастерской. Это повышает эффективность, так как полотна для холодной пилы можно затачивать в соответствии с точными характеристиками без промедления.
GS-450 — это идеальное устройство для заточки дисковых пил, позволяющее вам экономично и быстро выполнять промышленную заточку лезвий прямо в собственной мастерской. Это повышает эффективность, так как полотна для холодной пилы можно затачивать в соответствии с точными характеристиками без промедления.
Характеристики:
- Все литые детали изготовлены из ковкого чугуна. Упрощенная конструкция, простота в эксплуатации и точность изготовления позволяют годами выполнять точную заточку.
- Переменные высокие/низкие зубья можно затачивать за один проход. Разница высоты зубьев варьируется и отображается на индикаторе для идеальной заточки диска циркулярной пилы.
- Быстрая настройка угла резания экономит драгоценное время на настройку, поэтому заточка выполняется быстро. Толщина лезвия быстро регулируется и может быть прочитана на индикаторе.
- Снятие фаски с зуба легко выполняется без замены шлифовального круга.
- Экономичная, эффективная и простая конструкция.
