Самодельный станок для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 — польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах.
 Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
 Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.
Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
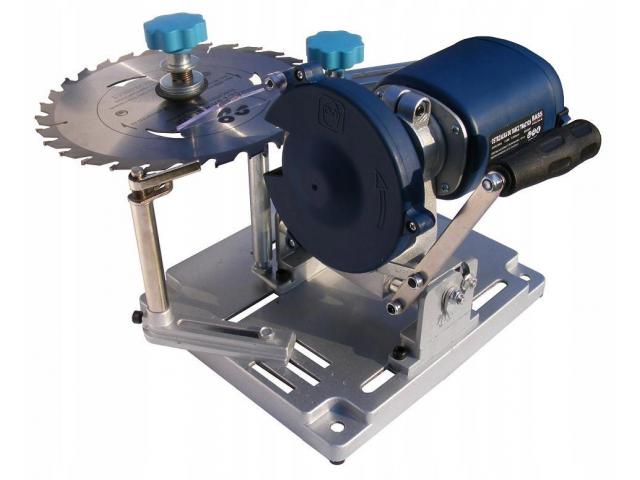
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.

Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 — польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.

При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.

Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
 youtube.com/embed/Z4pivLmhAkY” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/Z4pivLmhAkY” frameborder=”0″ allowfullscreen=”allowfullscreen”> Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Republished by Blog Post Promoter
СТАНОК ДЛЯ ЗАТОЧКИ ПИЛЬНЫХ ДИСКОВ И ЦЕПЕЙ [своими руками]
Кроме дисковой пилы или бензопилы, в хозяйстве обязательно пригодится [станок для заточки пильного диска].
Просто однажды инструмент для распила потребует заточки, а цена на такого рода услуги немаленькая.
Зубья пора точить, если диск пилы стал медленно вгрызаться в материал и при работе отклоняется в стороны.
От того, насколько остер диск пилы, зависит производительность ее работы.
Когда заточка зубьев и цепей пилы проводится вовремя – иногда это приходится делать несколько раз в день – с пильных дисков стачивается гораздо меньше материала.
В итоге увеличивается срок службы самой цепи и дисков.
Содержание:
- Цепи бензопилы и оборудование для их заточки
- Заточка бензопилы поэтапно
- Дисковая пила и средства ее заточки
- Процесс заточки пилы с дисками
Цепи бензопилы и оборудование для их заточки
Зону цепей не всегда хорошо подтачивает обычный напильник. Он не выручит, если бензопила сильно затупилась, пропахав землю с песком или гравием.
Искать приспособление лучше напильника придется и тогда, когда режущие элементы переточили так, что они совершенно потеряли свою форму.
Здесь никак не обойтись без специального оборудования – станка для пильных дисков.
Данное приспособление для заточки цепей может быть как ручным, так электрическим, оснащенным заточными кругами.
Станок почти ничем не отличается от лучковой пилы, только в качестве рабочей части используется не полотно пилы, а напильник в форме круга большой длины.
С помощью станка подтачивают и направляют цепь таким образом, чтобы внешние края ее зубьев были одинаковы по размеру.
Зуб, на который нужно ориентироваться в процессе заточки, – самый маленький. Чтобы станок корректировал вид зубьев правильно, его можно настроить на нужные для этого параметры.
Видео по заточке дисков:
Просто и удобно пользоваться электрическим инструментом, чтобы точить цепь пилы.
Он имеет панель настроек, где можно менять функциональные режимы, то есть располагать цепь под определенным углом и чтобы диск равномерно касался краев всех зубьев.
Есть даже станок, имеющий автоматический механизм, зажимающий цепь как тиски.
Станок действует по той же схеме, что и круг для заточки цепей и калибр. Только он совершает более точные затачивающие движения.
Механизм нужно подносить к каждому зубу цепи два или три раза.
Переходя к заточке очередного элемента, нельзя сбрасывать настройки или переустанавливать режим заточки. Оставшийся ряд зубьев необходимо точить таким же образом, как самый первый контрольный зуб.
Оставшийся ряд зубьев необходимо точить таким же образом, как самый первый контрольный зуб.
При таком подходе все заостренные выступы на цепи не будут разниться в размерах. Когда дело дойдет до стачивания ограничителя, вместо напильника в виде круга надо будет взять плоский инструмент.
Заточка бензопилы поэтапно
Решая произвести заточку дисков цепей своими руками, знакомятся с рядом правил.
Вначале чуть-чуть ослабляют винт, корректирующий силу зажима цепи. Затем эту цепь устанавливают в специальном пазу так, чтобы ее режущие элементы были направлены к заточному камню.
После этого необходимо поставить работу станка на нужный режим угла заточки. Чаще всего заточка цепей осуществляется под углом 300 градусов.
Видео:
Но этот показатель всего лишь привычный для всех, при необходимости его можно изменить.
Угол заточки зависит от области применения бензопилы. А коэффициент полярности определяется по тому, какой резец – с правой или левой стороны – подвергается заточке.
А коэффициент полярности определяется по тому, какой резец – с правой или левой стороны – подвергается заточке.
Далее можно приступать непосредственно к заточке цепей. Произвести это действие можно двумя путями. Один способ – поочередная заточка отдельных зубьев.
Здесь будет некоторая сложность – придется постоянно изменять значение полярности.
Второй вариант предполагает, что сначала будут обработаны все резцы с левой стороны, а затем с правой, либо наоборот.
Поскольку операции сокращены до минимума, так как каждый раз не меняется показатель полярности, заточка совершается быстро.
Проводя своими руками заточку цепей, надо учитывать некоторые нюансы этого процесса. Не стоит забывать, что глубина заточки отмеряется по самому затупившемуся зубцу.
Видео:
Старайтесь не переусердствовать с заострением кромок резцов, иначе они могут стать слабыми и тонкими. Подточив цепь, ее продувают с помощью сжатого воздуха и погружают ненадолго в масло.
Подточив цепь, ее продувают с помощью сжатого воздуха и погружают ненадолго в масло.
Становится ясно, что заточка бензопилы не такая уж сложная операция. И цена на станок для заточки вполне приемлемая для такого вспомогательного приспособления.
Данный вид работы требует каких-то навыков, но разобраться в особенностях заточки реально и дома. Главное, определиться с видом инструмента – станок или ручной напильник.
Дисковая пила и средства ее заточки
Подточить дисковую пилу можно кругом из кремния, эльбора или алмаза. Выбор материала круга зависит от того, из чего сделаны зубья пилы.
Если режущий диск пилы стальной, то его хорошо точить с помощью эльборовых кругов. Но когда ряд зубьев создан из твердого сплава, его лучше подтачивает кремниевый или алмазный круг.
Твердосплавные резцы точатся со скоростью круга порядка 18 метров в секунду.
Значит, если применяется алмазный круг диаметром 12,5 см, двигатель должен совершать более 1500 оборотов в минуту. Менее твердые сплавы подтачиваются медленнее.
Менее твердые сплавы подтачиваются медленнее.
Подтачивая диск пилы на станке, можно изменять положение дисков пилы относительно заточного круга несколькими методами.
Иногда достаточно перемещать только диск пилы, порой – лишь двигатель с кругом. Но в некоторых случаях нужно синхронно перемещать и пилу, и алмазный круг.
Заточных станков большое разнообразие, они имеют различные функции. Станки по высокой цене оснащены специальной программой, руководящей автоматическим режимом работы без контроля персонала.
Простые модели стоят дешевле. Они требуют участия рабочего, который должен зафиксировать пилу так, чтобы она была под нужным углом заточки.
Видео:
Все дальнейшие операции также проводятся своими руками. Надо будет поворачивать пилу вокруг своей оси, подавать ее на шлифование и наблюдать за тем, сколько металла убирается с каждого зубца.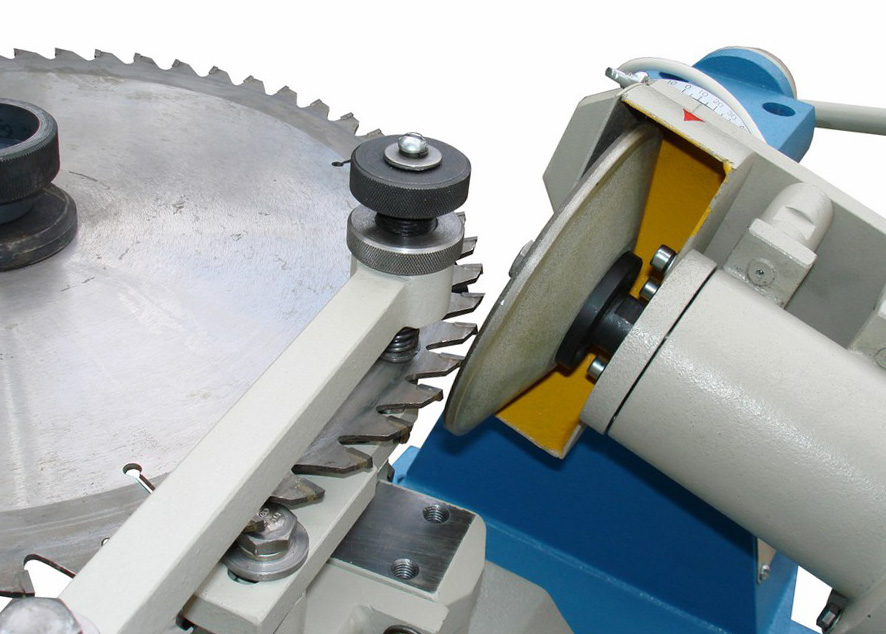
Оттого работать на простом станке лучше дома, когда нужно время от времени подтачивать затупившиеся резцы пилы.
Самое элементарное приспособление для заточки дисков пилы включает в свою систему два главных узла. Эти узлы – двигатель, оснащенный кругом, и суппорт, куда помещается сама пила.
Кроме этого, станок имеет поворотный механизм, который меняет угол наклона пилящего полотна. Винт данной системы обеспечивает смещение пилы вдоль оси точащего круга.
Эта операция устанавливает нужное значение для угла заточки спереди.
Еще винт помогает установить в требуемом положении ограничитель, не позволяя кругу слишком глубоко входить в пространство между зубьями.
Процесс заточки пилы с дисками
Затачивать прямой зуб из твердого сплава по передней плоскости необходимо в строгой последовательности.
Пилу ставят на оправку, фиксируют на месте посредством гайки и втулки в виде конуса, а потом устанавливают точно горизонтально с помощью поворотного механизма.
Так угол скоса плоскости впереди получается равным нулю градусов.
Если вдруг станок не оснащен механизмом наклона со встроенной угловой шкалой, то нужный угол скоса передней плоскости выставляется стандартным маятниковым угломером.
При этом стоит проверить, горизонтально ли расположен станок.
Следующее важное действие – выравнивание дисковой пилы. Вращая винт станка, нужно обеспечить передвижение оправки и круга в горизонтальном направлении.
Затем надо установить требуемый передний угол для заточки.
С помощью проделанных действий пила должна оказаться в таком положении, когда площадь зуба впереди располагается вплотную к затачивающей плоскости круга.
Будет неправильным положение зуба слева. Единственно верный вариант – положение зуба с правой стороны.
Резец, с которого начался процесс заточки, можно отметить маркером, чтобы было проще ориентироваться.
Затем надо включить сам двигатель и приступить к заточке плоскости впереди. Это происходит путем соприкосновения зуба с кругом в несколько движений пилы вперед и обратно назад.
Это происходит путем соприкосновения зуба с кругом в несколько движений пилы вперед и обратно назад.
Видео:
Сколько будет совершено таких движений, зависит от того, как много нужно снять металла. Если его нужно сточить больше, то и прижатие зуба на диск должно осуществляться с большей силой.
Когда своими руками уже подточен первый зубец диска, необходимо остановить прикасание резцов к кругу. Пилу нужно провернуть вперед на один зубец и снова приступить к той же операции.
Схема действий повторяется до того момента, как сделает полной круг зубец, отмеченный маркером.
А заточка дисков с кривыми зубцами выполняется по-особенному. Если нужно подточить зубья, скошенные по передней плоскости, то действуют несколько иначе, нежели при затачивании прямых элементов.
Кривые резцы в отличие от прямых, надо затачивать так, чтобы пила при этом располагалась не по горизонтали, а с определенным уклоном.
 Этот угол должен соответствовать углу скоса плоскости спереди.
Этот угол должен соответствовать углу скоса плоскости спереди.При определении угла наклона пилы с косыми зубьями, действуют посредством маятникового угломера.
Предварительно выставляют угол с положительным значением, например, +8 градусов. Только после этого можно затачивать каждый второй зубец.
Когда половину резцов подточили, меняют угол наклона на отрицательный, то есть устанавливают значение -8 градусов. И опять таким же образом проводят заточку каждого второго зубца.
Почему я не затачиваю свои собственные полотна для настольных пил
В деревообработке есть много вещей, с которыми я экспериментировал или пробовал, некоторые из них сработали, а некоторые нет. Мне всегда нравится узнавать что-то новое и, возможно, даже придумывать новые процессы и способы работы, но есть одна вещь, на которую мне неинтересно тратить свое время, а именно попытка заточить собственную настольную или торцовочную пилу. лезвия.
Смотрите на Youtube: https://youtu.be/TQmEBsTatNY
Я покупаю пильные полотна хорошего качества по определенной причине, а именно для получения качественных резов по дереву, потому что когда я это делаю, мне не нужно тратить свое время на исправление, ремонт и шлифование дефектов, которые менее качественные пилы лезвия могут создавать …
Конечно, время от времени я использую недорогие или, как я их называю, «одноразовые» пилы, но только для резки древесины, в которую могут быть вставлены гвозди, шурупы или гравий, особенно таких, как паллетная древесина, или некоторые формы переработанной древесины. Я не хочу рисковать повреждением одного из моих дорогих пильных полотен из-за гвоздя или шурупа, которые мой металлоискатель не уловил.
Как определить, что лезвие затупилось
Пильные полотна, купленные новыми, очень острые, но при грубой резке древесины твердосплавные наконечники изнашиваются, особенно их кромки.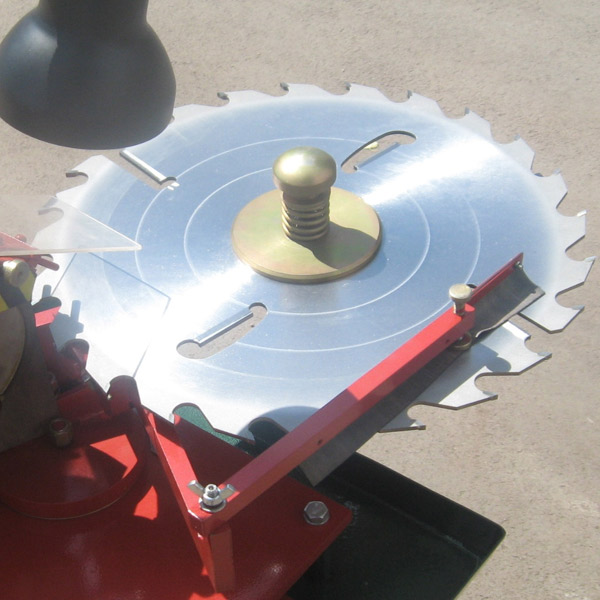 Карбид
Карбид
имеет консистенцию, аналогичную бетону. Происходящий износ представляет собой мельчайшие кусочки карбида, которые отслаиваются, и чем больше их отслаивается, тем тупее становится лезвие.
Как и следовало ожидать, лезвие, которое используется все больше и больше, становится все более и более тупым, поэтому существуют разные степени остроты.
Некоторые признаки затупившегося лезвия могут быть.
– древесину труднее протолкнуть через настольную пилу, чем когда диск был новым
– древесина имеет тенденцию “гореть” быстрее
– древесина имеет тенденцию “дымить”, когда ее проталкивают через пилу
– Резы пилы стали более грубыми, чем когда пилы были новыми
Лучший способ проверить, насколько острым является лезвие, осторожно зажать твердосплавные кончики между большим и указательным пальцами, а затем отвести назад. Новое лезвие будет стремиться «схватить» кожу на ваших пальцах. Лезвие, которое затупляется, будет легче скользить и не хотеть цепляться за кожу, и чем тупее и тупее оно будет, тем легче оно будет скользить.
Как затачивают карбид
Твердый сплав можно затачивать только с помощью инкрустированного алмазом абразивного инструмента, такого как крошечная фреза или какой-либо алмазный диск.
Как правило, мастерская по качественной заточке, которая может заточить ваши пилы в соответствии с первоначальными заводскими спецификациями для этого полотна, будет использовать что-то вроде шлифовальной насадки с зернистостью 5000, которая поместится в специализированный цифровой точильный станок с ЧПУ, который также имеет охлаждающая жидкость бежит по процессу шлифования во время заточки.
В условиях самодельной мастерской альтернативой алмазному шлифовальному кругу является диск для резки плитки с алмазным напылением, который можно купить в большинстве хозяйственных магазинов примерно за 25 долл. США и который будет иметь зернистость от 180 до 220 зернистости. – что имеет смысл, потому что эти полотна используются для резки плитки, а не для заточки пильных полотен.
Так выглядит алмазный диск на большой пиле
Какие части каждого твердосплавного зуба затачиваются
В мастерской качественной заточки, опять же, с помощью ЧПУ – Цифрового точильного станка, все координаты зуба вводятся во встроенный компьютер точильного станка. Эти координаты идентичны заводским настройкам заточки, так что каждый зуб можно заточить в соответствии с точными характеристиками, как это было сделано на заводе.
При подаче этих показаний в точильный станок, как правило, заточной насадкой «шлифуются» все стороны каждого зуба, включая лицевую сторону зуба, «щечки» зуба и вершину зуба. Как и во многих других вещах, могут быть исключения из того, какие части затачиваются в зависимости от спецификаций и того, что необходимо сделать.
В домашней мастерской с использованием кустарного шаблона, как правило, единственная часть твердого сплава, которая может быть заточена, – это торец, и точность того, сколько «полировки» или шлифовки необходимо снять каждый зуб зависит от оператора и от того, сколько времени и давления затрачивается на процесс шлифования каждого зуба. Обычно к каждому зубу применяется разная степень «шлифовки». Это изменение может привести к разнице в длине зуба, потому что шлифуется только поверхность карбида. В крайних случаях можно показать, что некоторые лезвия будут иметь один или небольшое количество зубьев, которые длиннее других зубьев, поэтому более короткие зубья даже не будут резать древесину, поскольку всю работу будут выполнять более длинные зубья.
Обычно к каждому зубу применяется разная степень «шлифовки». Это изменение может привести к разнице в длине зуба, потому что шлифуется только поверхность карбида. В крайних случаях можно показать, что некоторые лезвия будут иметь один или небольшое количество зубьев, которые длиннее других зубьев, поэтому более короткие зубья даже не будут резать древесину, поскольку всю работу будут выполнять более длинные зубья.
Углы зубьев могут быть очень сложными, и во многих случаях все стороны должны быть отшлифованы или «полированы» .
Пилы бывают разных форм. Тонкий пропил и Полный пропил, они бывают от 24 до 120 зубьев (+/-). делать … другие пилы как можно дешевле и только для того, чтобы занять место на рынке для людей, которым нужны дешевые пилы.
Недорогие и часто безымянные лезвия, я называю эти лезвия одноразовыми, потому что их редко стоит затачивать… но в магазине хорошего качества вам смогут очень быстро сказать, стоит лезвие затачивать или нет.
Очень часто для коммерческих пил с полным пропилом, таких как те, которые используются в коммерческих деревообрабатывающих и столярных мастерских или у серьезных столяров, производящих качественную продукцию, требуется заточка лезвий. Что многие из них делают, так это имеют небольшой набор лезвий, некоторые из которых затачиваются, а другие используются в мастерской … таким образом, они никогда не снимаются с производства.
Если вы потратили хорошие деньги или лезвия хорошего качества, и вы хотите сэкономить несколько долларов и вернуть им то, что они были как новые, то хороший магазин заточки может сделать это … и, кстати, они могут также затачивайте лезвия для вашего фуганка, рубанка, фрез и, возможно, даже для вашего осциллирующего инструмента, но сделайте себе одолжение и обратитесь в местную фирму по заточке, чтобы узнать, могут ли они выполнить необходимую вам работу … и если вы склонны, и вы просто хотите посмотреть, как работает этот процесс, сделайте свой собственный набор для заточки и одно из ваших одноразовых лезвий и повеселитесь, работая над своими собственными лезвиями . ..
..
Copyright Colin Knecht
woodworkweb.com
Точилка для дисковых пил Baileigh — GS-450
Марка: Baileigh
19 359,00 долларов США
Добавление в корзину… Товар добавлен
Baileigh Точилка для дисковых пил – GS-450
Точилка для дисковых пил HSS Прецизионная заточка для дисковых пил. GS-450 — это идеальное устройство для заточки дисковых пил, позволяющее вам экономично и быстро выполнять промышленную заточку лезвий прямо в собственной мастерской. Это повышает эффективность, так как полотна для холодной пилы можно затачивать в соответствии с точными характеристиками без промедления.
GS-450 — это идеальное устройство для заточки дисковых пил, позволяющее вам экономично и быстро выполнять промышленную заточку лезвий прямо в собственной мастерской. Это повышает эффективность, так как полотна для холодной пилы можно затачивать в соответствии с точными характеристиками без промедления.
Характеристики:
- Все литые детали изготовлены из ковкого чугуна. Упрощенная конструкция, простота в эксплуатации и точность изготовления позволяют годами выполнять точную заточку.
- Переменные высокие/низкие зубья можно затачивать за один проход. Разница высоты зубьев варьируется и отображается на индикаторе для идеальной заточки диска циркулярной пилы.
- Быстрая настройка угла резания экономит драгоценное время на настройку, поэтому заточка выполняется быстро. Толщина лезвия быстро регулируется и может быть прочитана на индикаторе.
- Снятие фаски с зуба легко выполняется без замены шлифовального круга.
- Экономичная, эффективная и простая конструкция.
