Долбежный станок 7а420
Долбежный станок 7а420 представляет собой высокопроизводительную машину, предназначенную для применения в цехах мелкосерийного, а также единичного производства. Высокая эффективность обработки деталей достигается за счет большого числа двойных ходов в минуту долбяка, а в частности:
- 40;
- 64;
- 102;
- 163.
Тяговое усилие долбяка в данной модели станка достигает значения в 1840 кг.
Отличительные характеристики модели
Долбежный станок 7а420 отличается высокой степенью жесткости станины, что позволяет в полной мере использовать режущие свойства инструмента. Компактные размеры станка, а также его безопасность обусловлены конструктивными особенностями оборудования: основные узлы смонтированы в разных корпусах.
Эксплуатационные свойства
Запуск и выключение станка осуществляется путем нажатия кнопок, а рукоятки и органы управления технического устройства имеют удобное расположение. Все это делает долбежный станок 7а420 одним из наиболее востребованных на современном рынке оборудования для долбления.
Приобрести станок 7а420 по оптимальной цене можно в компании «Русстанко».
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДОЛБЕЖНОГО СТАНКА 7А420
| Характеристика | 7А420 |
|---|---|
| Рабочий ход долбяка, мм | 20…200 |
| Расстояние от плоскости стола до нижней поверхности направляющих долбяка, мм | 320 |
| Расстояние от наружной поверхности резцовой головки до внутренней поверхности станины, мм | 450 |
| 300 | |
| Высота обрабатываемого изделия при обработке внутренней поверхности, мм | 100 |
| Усилие резания, кН | 15 |
| Скорость долбяка под нагрузкой, двойных ходов в минуту | 32,49,66,101 |
| Диаметр стола, мм | 500 |
| Продольный ход стола, мм | 500 |
| Поперечный ход стола, мм | 400 |
Круговой ход стола, град. | 360 |
| Диапазон продольных подач стола на один двойной ход долбяка, мм | 0,1…1,2 |
| Диапазон поперечных подач стола на один двойной ход долбяка, мм | 0,1…1,2 |
| Диапазон круговых подач стола на один двойной ход долбяка, град. | 0,07…0,8 |
| Количество фиксированных положений стола | 12 |
| Мощность привода главного движения, кВт | 3,6 |
| Габаритные размеры, мм | 1900х1270х2175 |
| Масса, кг | 2000 |
7А420 Долбежный станок с механическим приводом.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе долбежного станка станка 7А420
Разработчиком и изготовителем долбежного станка 7А420 является Саракташский станкостроительный завод “Коммунар”, г. Саракташ, Оренбургская обл.
Саракташский станкостроительный завод основан в 1941 году. С 70-х годов специализируется на разработке, производстве и поставках широкого спектра гидроприводов для промышленного оборудования, насосов, клапанной аппаратуры, питателей, гидрораспределителей.
Станки, выпускаемые Саракташским станкостроительным заводом “Коммунар”
- 7А412 станок долбежный с механическим приводом Ø 360
- 7А420 станок долбежный с механическим приводом Ø 500
7А420 долбежный станок с механическим приводом. Назначение и область применения
Разработчик — Гомельский станкостроительный завод им. С. М. Кирова.
Начало серийного производства долбежного станка 7А420 – 1968 год.
Долбежный станок 7А420 с механическим приводом предназначен для изготовления шпоночных пазов, шлицев и канавок на фасонных и плоских поверхностях в мелкосерийном и единичном производстве, а также в ремонтных мастерских.
Станок 7А420 предназначен для обработки долблением плоских и фасонных поверхностей, пазов и канавок в разнообразных деталях, а также различных видов штампов, устанавливаемых непосредственно на столе или в приспособлениях. Возможность поворота рамы с долбяком позволяет обрабатывать наклонные плоскости, не меняя позиции детали.
Стол перемещается как вручную, так и механически. Круговая подача стола дает возможность обрабатывать на станке круглые детали и зубчатые колеса.
Особенности долбежного станка
7А420Станок 7А420 оснащен:
- поворотной резцевой головкой для долбления под углом 90° в обе стороны,
- устройством наклона салазок долбяка на угол до 5° к вертикальной плоскости для изготовления шпоночных пазов в конических отверстиях, а также
- долбяком вертикально переустанавливаемым в диапазоне до 265 мм
Станок является одной из моделей гаммы долбежных станков. Он характеризуется высокой производительностью, удобством управления и обслуживания, надежностью и безопасностью в работе. В автоматическую линию станок не встраивается.
Он характеризуется высокой производительностью, удобством управления и обслуживания, надежностью и безопасностью в работе. В автоматическую линию станок не встраивается.
Шероховатость обработанной поверхности не менее V 6
Класс точности станка Н
Основные технические данные долбежного станка 7А420:
Изготовитель – Саракташский станкостроительный завод “Коммунар”.
- Длина хода долбяка – 20..200 мм
- Диаметр рабочей поверхности стола – Ø 500 мм
- Число двойных ходов долбяка в минуту – 40..163
- Мощность привода – 3 кВт
- Вес станка полный – 2,0 т
Габаритные размеры рабочего пространства долбежного станка 7а420
Габарит рабочего пространства долбежного станка 7а420
Посадочные и присоединительные базы долбежного станка 7А420. Резцовая головка
Резцовая головка долбежного станка 7а420
Размеры рабочего стола станка 7А420
Рабочий стол долбежного станка 7а420
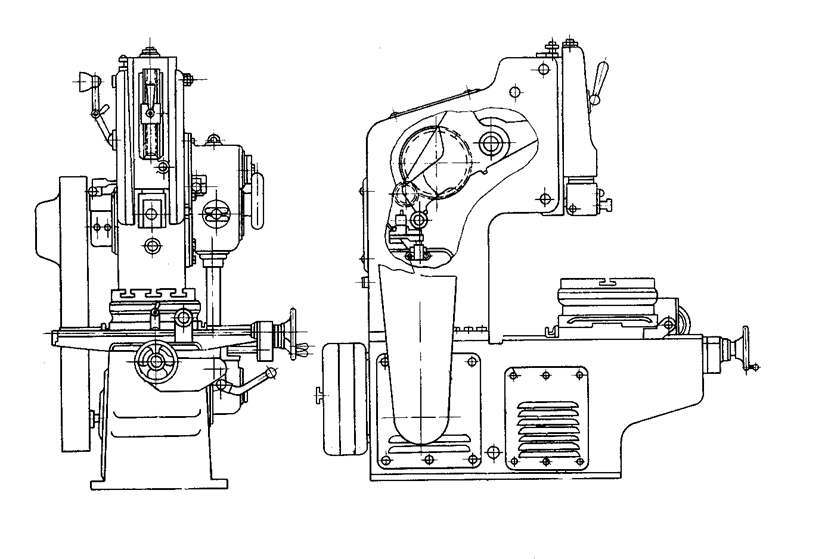
Общий вид долбежного станка 7А420
Фото долбежного станка 7а420
3-D модель долбежного станка 7А420 с сайта asmcg-studio. ru
ru
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru
3-D модель долбежного станка 7А420 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
Расположение составных частей долбежного станка 7А420
Расположение составных частей долбежного станка 7а420
Перечень групп составных частей долбежного станка 7А420
- группа № 10 — станина
- группа № 20 — коробка скоростей
- группа № 21 — привод
- группа № 22 — насосно-лубрикаторная
- группа № 30 — долбяк
- группа № 40 — кулисный механизм
- группа № 50 — коробка подач
- группа № 60 — стол
- группа № 80 — электрооборудование
- группа № 90 – принадлежности
Все группы станка выполнены в отдельных корпусах и установлены на станке, что облегчает их сборку при изготовлении и ремонте, Насоснолубрикаторная группа находится внутри верхней станины и установлена на коробке скоростей.
Расположение органов управления долбежным станком 7А420
Расположение органов управления долбежным станком 7а420
Спецификация органов управления долбежного станка 7А420
- Маховик для ручного перемещения долбяка
- Рычаги для включения и выключения фрикциона
- Кнопка включения ускоренного перемещения стола
- Кнопка «Пуск»
- Кнопка «Стоп»
- Квадрат для установки длины хода долбяка
- Рукоятка установки числа двойных ходов долбяка
- Рукоятка зажима долбяка
- Квадрат для изменения развода долбяка
- Маховик для ручной продольной подачи стола
- Маховик для ручной круговой подачи стола
- Маховик для ручной поперечной подачи стола
- Рукоятка включения круговой подачи стола
- Гайка регулировки наклона долбяка
- Кнопка включения местного освещения
- Барабан переключения подачи стола
- Барабан отключения подачи стола
- Рукоятка фиксации стола
- Рукоятка реверсирования подачи стола
- Кнопка ускоренной подачи масла к направляющим долбяка
Кинематическая схема долбежного станка 7А420
Кинематическая схема долбежного станка 7а420
Схема кинематическая долбежного станка 7А420. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Конструкция станка 7а420
Долбежный станок модели 7А420 состоит из следующих групп (рис, 5): группа № 10 — станина; группа № 20 — коробка скоростей; группа № 21 —привод; группа № 22 — насосно-лубрикаторная; группа № 30 — долбяк; группа № 40 — кулисный механизм; группа № 50 — коробка подач; группа № 60 — стол; группа № 80 — электрооборудование; группа № 90 – принадлежности (на рисунке не показана)-
Все группы станка выполнены в отдельных корпусах и установлены на станке, что облегчает их сборку при изготовлении и ремонте, Насоснолубрикаторная группа находится внутри верхней станины и установлена на коробке скоростей.
Станина (группа 10)
Станина состоит из двух частей: верхней и нижней. Между двумя щеками верхней станины установлена рама с долбяком. На боковых сторонах станины имеются платики, на которых установлены привод и коробка скоростей.
Внутренняя часть станины служит и масляной ванной. Верхняя часть станины устанавливается на нижней и закрепляется болтами. В нижней части станины установлены два электродвигателя, а с наружной задней стороны прикреплен электрошкаф. На призматических направляющих смонтирован стол с салазками. С правой стороны нижней части станины установлена коробка подач.
В нижней части станины установлены два электродвигателя, а с наружной задней стороны прикреплен электрошкаф. На призматических направляющих смонтирован стол с салазками. С правой стороны нижней части станины установлена коробка подач.
Коробка скоростей (группа 20)
Коробка скоростей долбежного станка 7а420
Чертеж коробки скоростей долбежного станка 7А420. Смотреть в увеличенном масштабе
Коробка скоростей имеет четыре вала, смонтированных на подшипниках качения в отдельном корпусе (рис. 6). На вал 1, соединенный с валом привода эксцентриковой муфтой 11, посажен подвижной блок шестерен 10—9 и неподвижные шестерни 7 и 8.
Вал II несет на себе подвижный блок шестерен 5—4 и неподвижные шестерни 3 и 2.
Переключением блок-шестерни через шестерню 1, соединенную с кулисной шестерней, последней сообщаются четыре различные скорости вращения.
На валике III посажена шестерня 15, соединенная с кулисной шестерней, и шестерня 16, которая через шестерню 17 передает движение на вал IV и далее на коробку подач.
Все скорости переключаются одной рукояткой 12 через переводки 13 и 14.
Продольный люфт валов регулируется компенсаторными кольцами и поджимными гайками.
Маховик 6 служит для приведения во вращение вала II. Когда есть необходимость ручного перемещения долбяка. Для этого необходимо маховик потянуть на себя и ввести в зацепление шлицы маховика и вала.
Привод (группа 21)
Привод долбежного станка 7а420
Привод долбежного станка 7А420. Смотреть в увеличенном масштабе
От индивидуального электродвигателя через клиновые ремни вращение передается шкиву привода 2 (рис. 7), который посажен на двух конических шарикоподшипниках, запрессованных на втулку корпуса.
На наружном шлицевом конце полого вала V смонтирован дисковый фрикцион 1. Внутри полого вала проходит тяга 8, резьбовой конец которой соединен с муфтой фрикциона 7, а другой конец — с конусной тормозной муфтой 6.
Тормозное устройство позволяет быстро останавливать привод. Вилка 9, сидящая на тяге 4, сообщает движение тормозной муфте, а, следовательно, и механизму фрикциона.
Включают и выключают привод сблокированными рукоятками 3 и 5, что облегчает управление станком.
Насосно-лубрикаторная группа (группа 22)
Насосно-лубрикаторная группа долбежного станка 7а420
Насосно-лубрикаторная группа долбежного станка 7А420. Смотреть в увеличенном масштабе
Эксцентриковая муфта 4 (рис. 8) служит приводом плунжерного насоса.
Механизм смазки монтируется на корпусе коробки скоростей и помещается внутри верхней части станины. Плунжерный насос 1 через фильтр 5 подает масло в маслораспределитель 3 и обильно смазываются коробка скоростей и кулисный механизм.
Через лубрикатор 2 осуществляется дозирующая смазка гайки, серьги кулисного механизма и направляющих долбяка. Регулируют систему смазки через заднее окно верхней части станины.
Долбяк (группа 30)
Долбяк долбежного станка 7а420
Долбяк долбежного станка 7А420. Смотреть в увеличенном масштабе
Долбяк 6 (рис. 9) представляет собой корпус коробчатой формы, который скользит по направляющим рамы 5. На нижней части долбяка устанавливают резцовую головку 1, которая поворачивается на 90° в обе стороны. Отсчет градусов ведется по нониусу на шейке долбяка. Резцовая головка закрепляется конусом 2, который затягивается болтом 3. Для установки места долбления необходимо, ослабив затяжку рукоятки 4 рукояткой, надетой на квадрат 13, через зубчатые колеса 12 и 9 вращать винт VI. После установки долбяка на требуемую высоту относительно стола рукоятку 4 вновь затягивают.
На нижней части долбяка устанавливают резцовую головку 1, которая поворачивается на 90° в обе стороны. Отсчет градусов ведется по нониусу на шейке долбяка. Резцовая головка закрепляется конусом 2, который затягивается болтом 3. Для установки места долбления необходимо, ослабив затяжку рукоятки 4 рукояткой, надетой на квадрат 13, через зубчатые колеса 12 и 9 вращать винт VI. После установки долбяка на требуемую высоту относительно стола рукоятку 4 вновь затягивают.
На винте VI сидит гайка 7, которая соединена через серьгу 8 с кулисным механизмом. На станке можно обрабатывать наклонные плоскости до 5° путем установки рамы долбяка, для чего необходимо ослабить упор 10 и вращать гайку телескопического винта 11.
Отсчет ведется по шкале на раме. После установки угла наклона долбяка упор 10 вновь затягивают.
Кулисный механизм (группа 40)
Кулисный механизм долбежного станка 7а420
Кулисный механизм долбежного станка 7А420. Смотреть в увеличенном масштабе
Кулисный механизм предназначен для преобразования вращательного движения кулисной шестерни в возвратно-поступательное движение долбяка (рис. 10). Корпус 5, смонтированный в коробке скоростей, вращаясь на двух конических роликовых подшипниках, несет на себе шестерню 11.
10). Корпус 5, смонтированный в коробке скоростей, вращаясь на двух конических роликовых подшипниках, несет на себе шестерню 11.
На направляющих корпуса 5 находится палец 4, на который нaдет камень 3. Кулиса 2 смонтирована в верхней части станины на оси 1 и одним концом соединена с серьгой 8 (см. рис. 9).
При вращении кулисной шестерни палец камня 4 совершает вращательное движение вокруг оси корпуса 5. Камень 3, вращаясь вместе с пальцем, скользит по направляющим в пазу кулисы и заставляет ее совершать качание на оси, так происходит возвратно-поступательное движение долбяка.
Длину хода долбяка устанавливают вращением вала VIII кривошипной рукояткой, надетой на квадрат. Через шестерни 10, 9, 8 и 7 вращение передается винту VII.
Палец передвигается с помощью винта, и по мере изменения расстояния между осями пальца 4 и корпуса 5 будет изменяться длина хода долбяка. Отсчет ведется по нониусу 6.
Коробка подач (группа 50)
Коробка подач долбежного станка 7а420
Коробка подач долбежного станка 7А420. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач (рис. 11) осуществляет продольные, поперечные и круговые подачи стола и его ускоренное перемещение. Валик IX через шарнирные муфты соединен с коробкой скоростей и через шестерни 5 и 15 сообщает вращательное движение валу X с набором эксцентричных кулачков, позволяющих осуществлять двенадцать различных подач. Ролик рычага 14 в контакте с кулачками совершает колебательное движение, а, следовательно, и зубчатый сектор 16, сидящий неподвижно на другом конце вала XI, также совершает колебание, находясь в зацеплении с шестерней 17. На шестерню 17 насажен рычаг 4, несущий на себе собачку 3, что позволяет через храповое колесо 18 осуществлять прерывистую подачу. Далее через реверсивный механизм (зубчатые колеса 9, 10, 7, 8) движение передается на шестерню 1 и через предохранительную муфту 2 — на вал подач XVIII.
Рычаг 14 передвигается вдоль оси вала XI с помощью переводки 20, закрепленной на валу 19, на котором сидит барабан переключения подач. Величина подачи устанавливается по нониусу барабана 16 (см. рис. 27). Эксцентрик 6 служит для выключения подачи.
Величина подачи устанавливается по нониусу барабана 16 (см. рис. 27). Эксцентрик 6 служит для выключения подачи.
Ускоренное перемещение осуществляется от индивидуального электродвигателя через шкив 12 и обгонную муфту 11. Реверсирование производится включением кулачковой муфты 13 на валу XII с шестернями 10, 9.
При перегрузках для предотвращения поломок в коробке имеется муфта срабатывания 2, которая отжимает пружину и выходит из кулачкового зацепления с шестерней 1. В этих случаях необходимо, выключив станок, снять нагрузку, а затем вновь продолжать работу.
Стол (группа 60)
Стол долбежного станка 7а420
Стол долбежного станка 7А420. Смотреть в увеличенном масштабе
Стол станка смонтирован на нижней части станины и состоит из нижних салазок 2 (рис. 12), верхних салазок и поворотного круглого стола 5, Стол станка имеет продольные, поперечные и круговые подачи как ручные, так и механические, включают которые соответственно маховичками 1, 6 и 7.
Для включения механической подачи маховички толчком подаются от себя до сцепления кулачковых муфт, для ручной подачи маховички подаются на себя. Все движения от коробки подач до стола сообщаются через вал XVIII.
Все движения от коробки подач до стола сообщаются через вал XVIII.
Круговые и поперечные движения сообщаются через фартук с шестернями 14, 13, 19, 18, 17, 16 и 15. продольные — через фартук с шестернями 23, 22, 21 и 20. От вала XVII через шестерни 8,9,12, 10 и откидной червяк 11, который входит в зацепление с шестерней 4, столу сообщается круговое движение. Все три движения стола имеют по двенадцать подач и ускоренное перемещение. На круговом столе 5 имеется фиксирующее устройство на двенадцать точек.
Включают ускоренное перемещение кнопкой, реверсирование — рукояткой реверса подач (см. рис. 27).
Подготовка станка к первоначальному пуску. Первоначальный пуск
Антикоррозийные покрытия, нанесенные перед упаковкой станка на обработанные неокрашенные поверхности, удаляются авиационным бензином или керосином.
Перед пуском станка необходимо:
1. Залить масляную ванну верхней части станины маслом машинным Л, 40 л, ГОСТ 1707—51 до уровня рисок маслоуказателя.
Наполнить маслом масляную ванну коробки подач.
2. Смазать шприцмасленкой все точки, указанные в схеме.
3. Смазать направляющие станины и салазок поливкой из масленок, а также сверху скосы рамы, клина, долбяка. Для смазки механизма круглого стола необходимо установить стол на 270 деление, отвернуть пробку на поверхности стола и залить масло. В этом случае смазывается только часть механизма. Для смазки остальной части механизма необходимо стол установить на деление 250 и залить масло.
После пуска станка при нейтральном положении рукоятки скоростей и при включенном приводе необходимо следить за появлением пульсации масла на направляющих долбяка.
Нажатие кнопки 20 рис. 27 ускоряет подачу масла к направляющим.
Перед пуском станка необходимо усвоить назначение и действие органов управления (см. раздел «Паспорт станка»), обкатать станок на холостом ходу, опробовать переключение скоростей, подач стола, а также проверить работу смазочной системы-
При переключении скоростей может быть препятствие перемещению рукоятки, это значит, что шестерни неправильно зацепляются.
В этом случае необходимо маховиком 6 провернуть шестерни, одновременно с небольшим усилием переключить передвижную рукоятку 12 (см. рис. 6).
ВНИМАНИЕ: Не допускается переключение скоростей на ходу, так как это может повести к поломке зубьев шестерен (см. предупредительный знак на станке).
Для переключения подачи необходимо кривошипной рукояткой, надетой на квадрат оси эксцентрика, путем поворачивания эксцентрика 6 (см. рис, 11) вывести из контакта ролик рычага 14, т. е. выключить подачу, после чего установить требуемую подачу.
Включить ускоренное перемещение можно в любой момент работы станка. Для включения необходимо нажать кнопку 2КУ.
Настройка и наладка станка
Число двойных ходов долбяка устанавливается рукояткой коробки скоростей 12 (см. рис. 6) в соответствии с таблицей скоростей. Длину хода долбяка устанавливают путем изменения эксцентриситета кулисного пальца, вращая квадрат вала VIII. Отсчет ведется по лимбу.
Работа долбяка на требуемом расстоянии от стола устанавливается путем вращения кривошипной рукояткой квадрата 13 (см рис. 9), при этом рукоятка 4 должна быть отпущена.
9), при этом рукоятка 4 должна быть отпущена.
После установки долбяка рукоятка 4 вновь затягивается.
Величины подач устанавливаются барабаном переключения, отсчет ведется по лимбу.
Режущий инструмент устанавливается на резцовой головке 1 (рис. 9) и закрепляется винтом.
Обрабатываемое изделие крепится непосредственно на столе станка или на приспособлении, установленном на столе.
Регулировка станка
В процессе эксплуатации станка в результате износа возникает необходимость в регулировании отдельных узлов и элементов.
Натяжение ремней привода и ускоренного хода регулируется опусканием подмоторных плит, находящихся внутри нижней части станины, в результате подвинчивания регулировочных гаек.
Износ направляющих верхних и нижних салазок и долбяка регулируется клиньями посредством регулирующих винтов.
Износ подшипников на всех узлах регулируется компенсаторными кольцами и подтягиванием регулирующих гаек.
При регулировке путем подтягивания клиньев зазор в направляющих должен быть не более 0,03 мм, при этом должно быть свободное перемещение движущихся частей.
При регулировке зазора в подшипниках необходимо обеспечить легкое вращение валов без люфта.
Особенности разборки и сборки станка при ремонте
Прежде чем приступить к разборке станка, обязательно отключить станок от электросети вводным выключателем.
Перед снятием коробки скоростей необходимо отсоединить трубку от маслораспределителя 3 (рис. 8) лубрикатора 2 и, отвернув болты, снять маслогруппу, укрепленную на стенке коробки скоростей. Эту работу необходимо выполнять через окно верхней станины. Затем разъединить коробку скоростей с коробкой подач и снять рукоятку привода с корпуса.
До снятия коробки подач необходимо через окно станины снять ремни со шкива, отвернуть крышку коробки и отвинтить с конца вала гайки; при этом необходимо пользоваться струбциной для сжатия и плавного ослабления пружины. Затем, сняв маховичок и кожух гитары продольного хода стола, вывести вал XVIII из коробки подач. Только после этого отвернуть болты и снять коробку.
Разборка и монтаж остальных узлов прост и не требует описания.
Читайте также: Заводы – производители металлорежущих станков
7А420 Долбежный станок с механическим приводом. Видеоролик.
Технические характеристики долбежного станка 7А420
| Наименование параметра | 7А420 | 7402 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Наибольший ход долбяка, мм | 20..200 | 20..200 |
| Пределы двойных ходов в минуту (число скоростей) | 40..163 (4) | 32..202 (6) |
| Диаметр стола, мм | 500 | 500 |
| Расстояние от плоскости стола до направляющих долбяка, мм | 320 | 320 |
| Расстояние от долбяка до станины (вылет), мм | 480 | 450 |
| Установочное регулирование хода долбяка, мм | 264 | 265 |
| Наибольшее усилие резания, кН (кгс) | 15,0 (1500) | 15,0 (1500) |
| Наибольшие перемещения стола продольные, мм | 500 | 500 |
| Наибольшие перемещения стола поперечные, мм | 400 | 400 |
| Наибольшие перемещения стола круговые, град | 360° | 360° |
| Цена деления лимба продольного перемещения, мм | 0,05 | 0,05 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Цена деления лимба кругового перемещения, мин | 2′ | 2′ |
| Продольное перемещение за один оборот маховика, мм | 6 | 6 |
| Поперечное перемещение за один оборот маховика, мм | 6 | 6 |
| Круговое перемещение за один оборот маховика, град | 4° | 4° |
| Пределы подач за один двойной ход продольные, мм (число ступеней) | 0,1. .1,2 (12) .1,2 (12) | 0,1..1,2 (12) |
| Пределы подач за один двойной ход поперечные, (число ступеней) мм | 0,1..1,2 (12) | 0,1..1,2 (12) |
| Пределы подач за один двойной ход круговые, (число ступеней) град | 0,064..0,81 (12) | 0,066..0,799 (12) |
| Скорость быстрого перемещения стола продольная, мм/мин | 1,8 | |
| Скорость быстрого перемещения стола поперечная, мм/мин | 1,8 | |
| Скорость быстрого перемещения стола круговая, град/сек | 3,4 | |
| Наибольший угол наклона долбяка, град | 5° от станины | 5° от станины |
| Наибольший угол поворота головки резцедержателя, град | ±90° | ±90° |
| Наибольшее сечение резца (высота х ширина), мм | 32 х 20 | 32 х 20 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,8 | 1,8; 3,0; 3,6 (710, 1460, 2920) |
| Электродвигатель ускоренного перемещения стола, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) |
| Суммарная мощность всех электродвигателей, кВт | 4,7 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2300 х 1270 х 2175 | 1900 х 1270 х 2175 |
| Масса станка, кг | 2000 | 2000 |
- Долбежный станок 7А420.
 Руководство, 1968
Руководство, 1968 - Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
- Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Список литературы:
 Руководство, 1968
Руководство, 1968Связанные ссылки. Дополнительная информация
Какой вертикальный долбежный станок нужно купить
Как вы, наверное, знаете, вертикальный долбежный станок предназначен для прорезывания каналов различной формы на плоских и фигурных поверхностях. Применяется в производстве чугуна, стали и цветных металлов. Его также можно использовать на сталепрокатных заводах, электростанциях, кораблестроении, текстильных фабриках, в инструментальных цехах и ремонтных мастерских. Это оборудование используется в основном для мелкосерийного производства, но может использоваться и в серийном производстве. Существует широкий спектр вертикальных долбежных станков, которые различаются по своим техническим параметрам или размерам. Но какая машина будет лучшим выбором для вас?
Но какая машина будет лучшим выбором для вас?
В этой статье мы сравним три вертикальных игровых автомата и примем решение, какой из них лучше купить среди других. Наше первое устройство – вертикально-долбежный станок итальянского производителя CABE 200 ST (Фото 1). Эта компания производит точные и надежные машины высокого качества, и наша машина не является исключением. Что касается еще двух вертикально-долбежных станков, то их выпускал известный в СССР (теперь российский) производитель СТАНКОИМПОРТ. Модель первого 7 M 450 и модель второго 7 A 420 (Фото 2). Рассмотрим технические параметры этих устройств. Прежде всего, мы собираемся сравнить максимальную длину хода ползунка. CABE 200 ST имеет максимальную длину хода ползуна 7,9 дюйма, величины этих технических параметров СТАНКОИМПОРТ 7 М 450 и 7 А 420 равны 19,7 дюйма и 7,8 дюйма соответственно. Все эти станки оснащены круглыми поворотными столами. Диаметр стола станка итальянского производителя равен 9. .8 дюйма, станки производства СССР имеют диаметр стола 31,5 дюйма у модели 7М450 и 19,7 дюйма у модели 7А 420. Еще одним важным моментом является количество ходов, которые выполняет ползунок. Этот параметр также отличается в трех наших устройствах. CABE 200 ST может выполнять от 30 до 90 ходов в минуту. Минимальное количество ходов ползунка в минуту у 7М450 равно 5, а максимальное количество ходов ползуна в минуту равно 34. У 7А420 диапазон ходов ползуна в минуту варьируется от 40 до 163. Размеры и вес машины разные, итальянская машина имеет немного меньшие габариты и вес по сравнению с машинами производства СССР, которые имеют довольно схожие габариты и как следствие такой же вес. Все представленные вертикальные игровые автоматы находятся в хорошем состоянии, но имеют разный возраст. CABE 200 ST является самым новым среди них и был произведен в 1997. СТАНКОИМПОРТ 7М450 выпускался в 1987 году, а СТАНКОИМПОРТ 7А420 , который является самым старым из трех наших приборов и ему уже 40 лет, был разработан в 1975 году.
.8 дюйма, станки производства СССР имеют диаметр стола 31,5 дюйма у модели 7М450 и 19,7 дюйма у модели 7А 420. Еще одним важным моментом является количество ходов, которые выполняет ползунок. Этот параметр также отличается в трех наших устройствах. CABE 200 ST может выполнять от 30 до 90 ходов в минуту. Минимальное количество ходов ползунка в минуту у 7М450 равно 5, а максимальное количество ходов ползуна в минуту равно 34. У 7А420 диапазон ходов ползуна в минуту варьируется от 40 до 163. Размеры и вес машины разные, итальянская машина имеет немного меньшие габариты и вес по сравнению с машинами производства СССР, которые имеют довольно схожие габариты и как следствие такой же вес. Все представленные вертикальные игровые автоматы находятся в хорошем состоянии, но имеют разный возраст. CABE 200 ST является самым новым среди них и был произведен в 1997. СТАНКОИМПОРТ 7М450 выпускался в 1987 году, а СТАНКОИМПОРТ 7А420 , который является самым старым из трех наших приборов и ему уже 40 лет, был разработан в 1975 году. Итак, подводя итог всей вышеизложенной информации, можно сказать, что если вам нравятся машины СССР, которые довольно старые, особенно вторая, но изготовленные из качественных материалов, вы можете выбрать один из аппаратов СТАНКОИМПОРТ с моделью 7 М 450 или 7 А 420. Однако 7 А 420 оснащен подсветкой что может сделать дело с этим 9Вертикальный долбежный станок 0003 удобнее, особенно в плохо освещенных помещениях. Основными преимуществами купить вертикально-долбежный станок CABE 200 ST является его довольно небольшой возраст, а также их оснащение, которое представлено центральной смазкой, системой жидкостного охлаждения, а также освещением.
Итак, подводя итог всей вышеизложенной информации, можно сказать, что если вам нравятся машины СССР, которые довольно старые, особенно вторая, но изготовленные из качественных материалов, вы можете выбрать один из аппаратов СТАНКОИМПОРТ с моделью 7 М 450 или 7 А 420. Однако 7 А 420 оснащен подсветкой что может сделать дело с этим 9Вертикальный долбежный станок 0003 удобнее, особенно в плохо освещенных помещениях. Основными преимуществами купить вертикально-долбежный станок CABE 200 ST является его довольно небольшой возраст, а также их оснащение, которое представлено центральной смазкой, системой жидкостного охлаждения, а также освещением.
Фото 1. Вертикально-долбежный станок Cabe 200 st.
92
0005
Фото 2. Вертикально-долбежный станок Tos Celakovice 7a420
Руководства по техническому обслуживанию и обслуживанию – прочие станки
- <
- Дом \
- Руководства \
- ДРУГОЙ
ДРУГОЙ
Резьбонакатные станки UPW-12. 5.1 и UPW-25.1 – WMW (DDR) – Руководство
5.1 и UPW-25.1 – WMW (DDR) – Руководство
⟶
Станки протяжные гидравлические горизонтальные: 7523, 7533, 7524, 7534, 7545 – СТАНКО (СССР) – Инструкции по эксплуатации
⟶
Сверлильные и резьбонарезные станки MFIV и MFIV — INFRATIREA ORADEA (RO) — Руководство
⟶
Strugarka poprzeczna PAC 20 (200) / M7a – Min.Oświaty – PL
⟶
Поперечные строгальные станки / поперечные строгальные станки GH-400, -560, -710 – STRIGON (HU)
⟶
Рейсмусовые станки / поперечные фрезы 7307D – СТАНКО (СССР)
⟶
Вертикальные гидравлические долбежные станки 7Д430, 7Д450 – СТАНКО (СССР)
⟶
Вертикальные гидравлические долбежные станки 7403, 7405 – СТАНКО (СССР)
⟶
Долбильная головка / насадка FCj-1 с конусом для инструментов ISO, от фрезерных инструментов JAFO -Jarocin (PL)
⟶
Стол делительно-поворотный универсальный 7400.