Гибка листового металла: технология, станок, обработка
Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.При этом, ввиду высокого качества листогибочных агрегатов, точность гибки остаётся на прежнем уровне.
Особенности ручной гибки плоских листовых заготовок
Любой изгибаемый металл обладает упругими свойствами. Поэтому в процессе приложения к заготовке кратковременного деформирующего усилия пластические характеристики материала заготовки не успевают реализоваться должным образом. В результате имеет место пружинение – частичное восстановление формы согнутой заготовки после отвода рабочего инструмента в исходное положение. К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
Гибка листового металла
Виды различных конструктивных и технологических приёмов, при помощи которых можно компенсировать пружинение металла, следующие:
Станки для гибки, оснащённые ручным приводом, таких проблем не создают, ибо время выдержки металла под давлением задаётся самим оператором.
Вальцовочный станокВ практике выполнения гибочных операций на подобном листогибочном оборудовании чаще встречаются такие его разновидности, как гибочный и вальцовочный агрегат. Технологическое отличие между ними заключается в том, что гибочный станок производит последовательное деформирование по всей поверхности контакта инструмента с заготовкой, а вальцовочный – лишь по части такой поверхности. Вальцовка требует для своей реализации меньшего усилия, чем гибка, зато её рабочий цикл – длиннее.
Разновидности технологических операций при ручной гибке
Поскольку крутящий момент с применением мускульной силы ограничен физическими возможностями оператора, то чаще всего применяется гибка листового металла по следующим схемам процесса:
Схема процесса гибки- Свободная гибка непрофилированным инструментом, когда заготовка фиксируется на двух противоположно размещённых опорах и деформируется пуансоном, имеющим строго определённый радиус рабочей части. Способ применяется преимущественно для одноугловой V-образной гибки. Такая технология отличается минимально необходимым для этого усилием;
- Калибрующая гибка, при которой деформация листовой заготовки происходит в матрице. Гибочный станок, предназначенный для этих целей, должен обладать более жёстким столом и, соответственно, станиной;
- Гибка с одновременным растяжением – применяется при деформировании малопластичных сплавов (например,Гибка калибрующим ударом
алюминия с марганцем), а также сталей с содержанием углерода более 0,4%. Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;
- Гибка в роликовых (вращающихся) матрицах: применяется при локальном формообразовании, в частности, при профилировании листового или широкополосового металла. В частности, любой вальцовочный станок должен иметь возможность для установки роликовых матриц. Усилие при данном способе гибки – наименьшее из возможных.
Обработка листового металла с использованием операций гибки выбирается в зависимости от следующих факторов:
- Возможностями, которыми обладает станок для гибки металла.Гибка металла
- Марками применяемого в производстве листового проката.
- Требуемой производительностью оборудования (необходимо учитывать, что, кроме самой гибки, часто требуется выполнять ещё отрезку, пробивку отверстий и другие операции).
- Максимальными усилиями, которые потребует для своего управления гибочный или вальцовочный станок.

- Точностью процесса, что определяется конструкцией фиксирующих приспособлений, которыми обладает гибочный агрегат.
Оборудование для выполнения ручной гибки листового металла
Гибочный станок с ручным приводом чаще встречается в условиях мелкосерийного производства, где часто требуется оперативная переналадка оборудования с одного типоразмера выпускаемой продукции на другой. Обработка листового металла на ручных листогибочных установках экономит производственные площади, и в большинстве случаев не требует использования дорогого специализированного инструмента – штампов.
Как сделать листогибочный станок своими руками
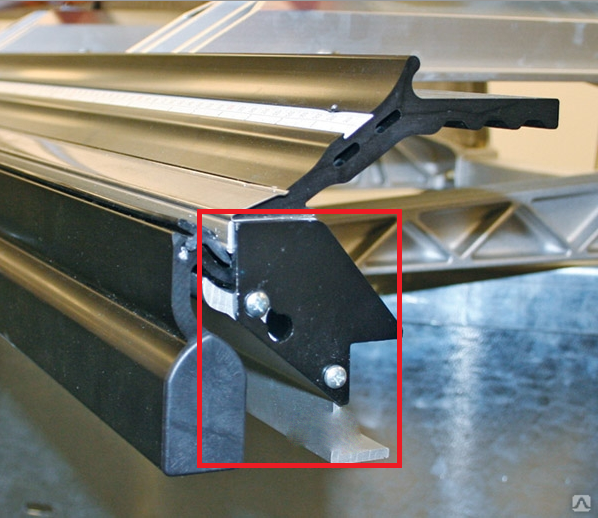
Ввиду резкого увеличения прилагаемого усилия и момента, толщина листовых заготовок для гибки и последующей резки стали не должна превышать 1,2…1,5 мм, а для более пластичных сплавов, например, алюминия – 2…3 мм. Этих ограничения вполне допускают, чтобы такая технология использовалась при производстве стальных строительных элементов – скосов, жёлобов, распределительных коробок, а также при производстве доборных элементов кровли зданий. При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия.
Ручной листогибочный станокПреимуществом ручных листогибочных установок является то, что при низких скоростях деформирования не происходит отслаивания предварительного защитного покрытия заготовок. Поэтому технология ручной гибки вполне допускает наличие на исходном металле цинкового покрытия, либо слоя краски.
Виды станков для холодной гибки классифицируются по следующим признакам:
- По ширине рабочего стола, что определяет предельные габариты деформируемого изделия;
- По наличию дополнительного инструмента, в частности, ножа для роликовой резки кромок;Листогиб ручной
- По максимальной величине момента, прилагаемого к рукоятке привода гибочного ползуна;
- По виду привода: гибочный ползун может перемещаться либо поворотом рукоятки, либо педалью (возможен и комбинированный вариант).
- По кинематике движения ползуна – он может перемещаться возвратно-поступательно, либо по дуге. Последнее исполнение делает гибочный агрегат более компактным;П-образный винтовой прижим
- По способу прижима: для малогабаритных заготовок достаточно обычного винтового прижима, но для более мощных и универсальных агрегатов, где, наряду с гибкой, необходимо выполнение операции резки, потребуется гидравлический прижим. Иногда в конструкции имеется и боковой прижим, более всего удобный именно для осуществления резки.
Следует отметить, что ведущие производители ручных листогибов часто оснащают их и дополнительными опциями.
Одним из наиболее авторитетным производителем данного оборудования считается американская фирма Tapco (Тапко). Станки данной компании позиционируются производителем как агрегаты, которые должны заниматься выпуском наружных кровельных элементов конструкций зданий, а потому обязаны работать преимущественно вне помещений. Поэтому узлы такого оборудования выполняются исключительно из сталей с антикоррозионным покрытием.
Технология гибки на станке Tapco предусматривает возможность выполнения следующих переходов:
- Резки исходной заготовки в размер (все данные станки – проходного типа, при котором перемещение заготовки производится только в одном направлении).
- Последующей профилированной или сегментной гибки (определяется видом инструмента, который установлен на гибочный ползун).
- Обрезки кромок с одновременной калибровкой готовой детали.
Станки легко разбираются и обслуживаются, поскольку производитель собирает их по методу модульной сборки. По этой же причине станки от «Тапко» отличаются лёгкостью при своей транспортировке на новое место использования. Вместе с тем применение высококачественного металла для изготовления инструмента и деталей таких станков соответствующим образом сказывается на их цене.
Видео: Ручной станок листогибочный
 youtube.com/embed/tASLUlVK100″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/tASLUlVK100″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Гибка металла в Москве на заказ, гибочный станок ЧПУ. – Завод Мир Металла
Исходя из требуемых параметров, объема всех работ и используемого материала, наша компания «WorldOfMetal» принимает заказы на создание качественных изделий из стали, нержавейки, алюминия, латуни и других металлов. Почему различные компании выбирают именно нас? Вот несколько позитивных моментов:
- Использование двух современных листогибочных прессов. Ниже рассмотрим его характеристики.
- Точность в работе. Каждое изделие проходит обязательную проверку после изготовления.
- Настоящие мастера своего дела. Каждый наш сотрудник — это ценнейший кадр. Другого такого не найти. Как результат – даже самые сложные заказы не отпугнут нас!
- Гарантия. Куда же без нее.
- Радиусная гибка 25мм, 50мм и другими.
- Операции Z-офсет, ступеньки
Современные станки с ЧПУ позволяют точно настраивать параметры гибки благодаря двум задним упорам и автоматизированной балке, которая гнет металл с помощью матриц и пуансонов. Матрицы и пуансон – это форма и давящий инструмент, который позволяет делать управляемую деформацию металла. За тем, чтобы параметры гибки не выходили за пределы следит стойка ЧПУ.
- Удобная длина гиба – 3.1 м
- Обрабатывает металл до 12 мм
- Работа в несколько смен позволяет нам выпускать продукцию быстро.

Наши преимущества
Основное преимущество – это оказание комплексных услуг обработки металла.
Спасибо, что выбираете нас.
Только металл.
Только хардкор.
Таков путь.
Виды станков для гибки листового металла
Вторник, 20 Февраль, 2018
Сфера использования станков для гибки и резки металла (листогибов или гибочных станков) на сегодняшний день довольно широка. Листогибы просто незаменимы как на строительных площадках, так и в стационарных условиях. Современные гибочные станки используются при производстве различных металлических гнутых профилей. С помощью такого оборудования изготавливают некоторые аксессуары для кровли, фасада и вентиляционной системы, а также оконные отливы, короба, монтажные профили и многое другое. Станки для гибки и резки металла хорошо зарекомендовали себя при производстве мелкосерийных изделий из тонколистового металла, покрытого защитно-декоративным слоем.
Современные листогибы используются для обработки различных материалов, включая алюминий, сталь и медь. Оборудование для гибки листового металла различается в зависимости от объема производства, назначения работ, а также их вида.
При использовании современного оборудования, предназначенного для изготовления профилей, в кратчайшие сроки можно произвести любые необходимые вам изделия, отличающиеся высоким качеством, имеющие сечения строго заданных, конкретных форм. Современные станки для гибки листового металла позволяют изгибать листовые материалы различных размеров.
Поскольку оборудование для гибки и резки металла довольно широко используется на производстве, то на сегодняшний день на строительных рынках страны представлен широкий ассортимент станков такого типа.
Виды станков для гибки металла (листогибов)
Бывают следующие типы листогибов:
- ручные;
- гидравлические;
- электромеханические.

Ручной станок для гибки металла
Ручные листогибы отличаются небольшими размерами, поэтому очень удобны в использовании. Они позволяют производить ручную гибку листа из следующих материалов: латуни, меди, оцинкованной стали, черной стали, аллюминия, композитных материалов и т.д. Поскольку поверхность металла в процессе гибки ручным листогибом не повреждается, то получаются высококачественные детали с низкой себестоимостью. На станке также присутствует отрезная машинка, которая позволяет осуществлять при помощи ручных станков не только гибку, но и резку металла.
Ручные листогибы прежде всего отличаются рабочей длиной гиба, максимальной толщиной металла и глубиной подачи материала.
Принцип работы ручного листогиба
Ручной листогиб работает следующим образом: лист металла при помощи прижимной балки листогибочного станка прижимается, а затем сгибается на определенный угол с помощью гибочной балки. Поэтому стоит помнить, что толщина гиба ручного гибочного станка должна составлять около 2 мм.
Ручной станок для гибки листового металла предназначен для работы в цеху. Но за счет лёгкой транспортировки таких станков их можно использовать как в цеху или мастерской, так и непосредственно на стройке.
Гидравлический гибочный станок
Высокая прочность металлов значительно осложняет технологический процесс их обработки. Листогибы гидравлические являются наиболее подходящими приспособлениями для проведения работ, связанных с приданием металлу гибкости. Гидравлические гибочные станки значительно облегчили процедуру производства металлических изделий.
Принцип работы гидравлического листогиба
Гибочные станки гидравлического типа работают по следующему принципу: в качестве носителя энергии выступает жидкость, которая под давлением выталкивает из главного цилиндра плунжер, что способствует перемещению подвижной поперечины с установленным на ней бойком. Её деформация происходит после упора в заготовку, которая расположена на столе.
Наиболее эффективным вариантом гидравлические листогибы являются в том случае, если необходимо осуществить особо глубокую вытяжку металла или при работах, которые связаны со сгибанием металлических листов по всей длине рабочего стола. Гидравлические листогибы отличаются высокой производительностью благодаря точной синхронизации работы цилиндров. Используя такие листогибы можно полностью контролировать скорость, перемещение и остановку ползуна. В гибочных станках гидравлического типа точность позиционирования ползуна доходит до 0,01 мм.
Гидравлические листогибы чаще всего применяют тогда, когда нет необходимости постоянно заменять рабочий инструмент.
Гидравлические листогибы применяются в таких сферах:
- при наружной и внутренней отделке зданий;
- в производстве металлических профилей различной формы и конфигурации;
- при проведении работ, связанных с монтажом кровельных площадей;
- при изготовлении воздуховодов прямоугольного сечения;
- в производстве доборных изделий.
Мощный гидравлический привод позволяет увеличивать максимально допустимую толщину металла, который подвергается гибу по сравнению с обычными механическими станками для гибки. Кроме того, гидравлические листогибы по сравнению с листогибочными станками ручного типа обладают большей производительностью.
Электромеханический гибочный станок
Электромеханический листогибочный станок используется при выполнении доборных элементов для кровли, фасадов, кромочных гибов, фасонных деталей, элементов для вентиляции, для производства фасадных кассет, коньков, ветровых планок, ендов, нащельников, козырьков и колпаков на заборы, отливов, а также многого другого.
Принцип работы электромеханического листогиба
Электромеханические листогибы работают за счёт электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
Электромеханический гибочный станок работает с такими материалами, как медные и алюминиевые листы, оцинкованная сталь с полимерным покрытием, холоднокатаные листовые металлы, длина которых составляет до трех метров и толщина — до 2,5 мм.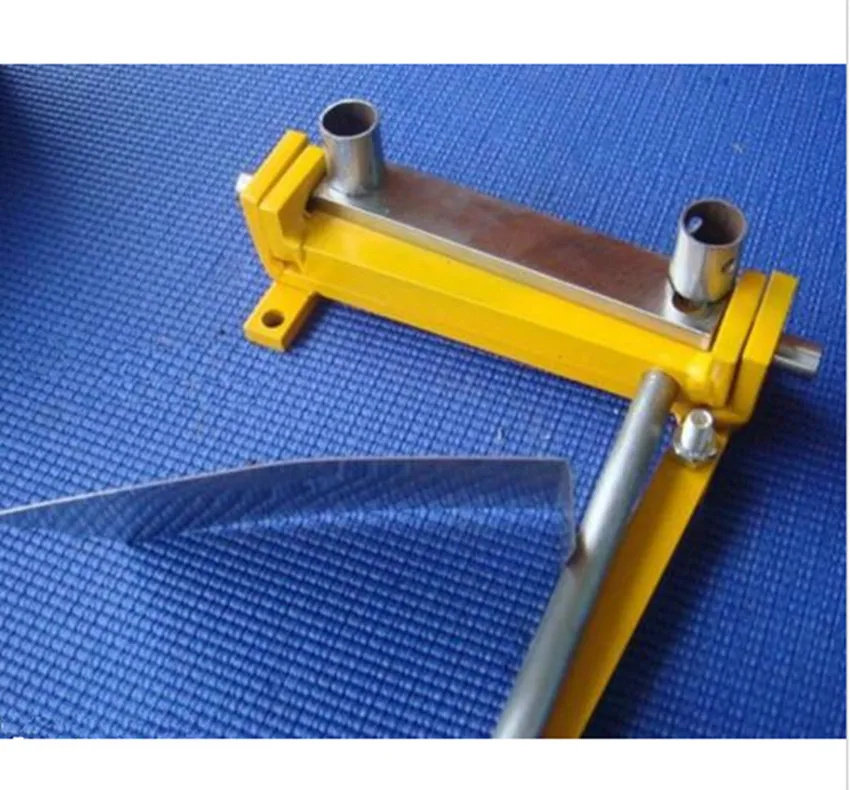
Конструкция электромеханического листогиба выглядит следующим образом: он сотоит из мощная станины, автоматической прижимной сегментной балки с электроприводом, гибочной балки поворотного типа с электроприводом. Также он имеет шкаф управления с ножным управлением (для удобства работы).
Существенными преимуществами электромеханического сегментного листогиба считаются большое количество разных по ширине наборных сегментов, а также то, что сзади он не имеет никаких ограничений (то есть он сквозной или проходного типа). Это позволяет производить любые нестандартные элементы, независимо от их длины, ширины и высоты.
Как проводится гибка листового металла?
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Блок: 1/4 | Кол-во символов: 278
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Блок: 2/4 | Кол-во символов: 3266
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Блок: 2/15 | Кол-во символов: 1646
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.

Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Блок: 3/4 | Кол-во символов: 3245
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
6.1. Суть гибки
Гибка — слесарная операция по обработке металлов давлением, в результате которой заготовке или детали придается необходимая изогнутая форма. Это одна из наиболее распространенных слесарных операций. Она бывает ручная и машинная; выполняется при холодном либо горячем состоянии заготовки. Гибке подлежат только пластичные материалы.
Ручная слесарная гибка производится молотками (лучше применять молотки с мягкими бойками) в тисках, на плите или с помощью специальных гибочных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Механизированная гибка выполняется на гибочных прессах и вальцах.
Детали и заготовки больших сечений гнут с предварительным подогревом, в результате чего металл становится более пластичным, что облегчает процесс гибки.
Суть гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах (рис. 6.1), действует Р, которая вызывает в заготовке изгибающие напряжения; если эти напряжения не превышают предел упругости материала, то заготовка принимает первоначальный вид, т.е. выпрямляется. Однако при гибке необходимо добиться, чтобы после снятия нагрузки заготовка сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической.
В процессе гибки наружные слои металла растягиваются, а внутренние испытывают напряжение сжатия. Не изменяется
Рис. 6.1. Схема гибки
длина слоя, которая совпадает с осевой линией. Этот слой металла называют средним или нейтральным. Только он в процессе гибки не деформируется, а значит, не меняет своих размеров. Следовательно, имея чертеж детали, расчет длины заготовки перед гибкой выполняют по нейтральному слою. Для этого, пользуясь чертежом, разбивают профиль детали на прямолинейные и криволинейные участки, вычисляют длины всех участков и путем их суммирования определяют длину заготовки. Размеры прямых участков определяют непосредственно по чертежу.
Следовательно, имея чертеж детали, расчет длины заготовки перед гибкой выполняют по нейтральному слою. Для этого, пользуясь чертежом, разбивают профиль детали на прямолинейные и криволинейные участки, вычисляют длины всех участков и путем их суммирования определяют длину заготовки. Размеры прямых участков определяют непосредственно по чертежу.
Рассмотрим несколько примеров расчета длин заготовок для гибки.
Пример 6.1. Рассчитать длину заготовки для гибки угольника под прямым углом с минимально допустимым закруглением с внутренней стороны.
Решение. Разбиваем угольник на отдельные участки и 12 (рис. 6.2, а). При гибке деталей под прямым углом с минимально допустимым закруглением с внутренней стороны припуск на загиб берется равным 0,5-0,7 толщины материала.
Вычисляем общую длину заготовки:
где я — толщина заготовки, мм.
Пример 6.2. Рассчитать длину заготовки для гибки угольника с внутренним закруглением.
Решение. Разбиваем угольник на отдельные участки а и Ь, а также участок закругления (рис. 6.2, б), длина которого равна пг/2, где /— радиус закругления.
Рис. 6.2. Определение длины заготовки при гибке: а — без внутреннего закругления; б — с внутренним закруглением; в — на угол, отличный от 90°; г — кольца
Вычисляем общую длину заготовки:
Пример 6.3. Определить длину заготовки для ее гибки на угол а Ф 90°.
Решение. Согласно чертежу детали (рис 6.2, в) длина заготовки складывается из длин прямых участков и 12, а также длины дуги сектора, которая рассчитывается по формуле
Общая длина заготовки
Пример 6.4. Определить длину заготовки при гибке проволоки диаметром 6 мм в кольцо наружным диаметром 100 мм.
Решение. Длина заготовки подсчитывается по среднему диаметру ?> кольца (рис. 6.2, г):
В процессе гибки в металле возникают напряжения и деформации. Они особенно большие, когда радиус гибки очень мал. Чтобы не получить при этом трещин в наружных слоях, необходимо соблюдать минимально допустимый радиус гибки. Он выбирается в зависимости от толщины металла и вида изгибаемого материала (рис. 6.3).
Чтобы не получить при этом трещин в наружных слоях, необходимо соблюдать минимально допустимый радиус гибки. Он выбирается в зависимости от толщины металла и вида изгибаемого материала (рис. 6.3).
6.2.
Рис. 6.3. График для определения радиуса загиба листового и полосового материала
Блок: 2/2 | Кол-во символов: 3926
Источник: https://ozlib.com/861537/tehnika/gibka_metalla
Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
, где
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Блок: 4/4 | Кол-во символов: 2202
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Видео:
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Блок: 2/5 | Кол-во символов: 2110
Источник: https://rezhemmetall.ru/gibka-listovogo-metalla.html
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Блок: 5/6 | Кол-во символов: 1382
Источник: https://plavitmetall.ru/obrabotka/gibka-listovogo-metalla-doma.html
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
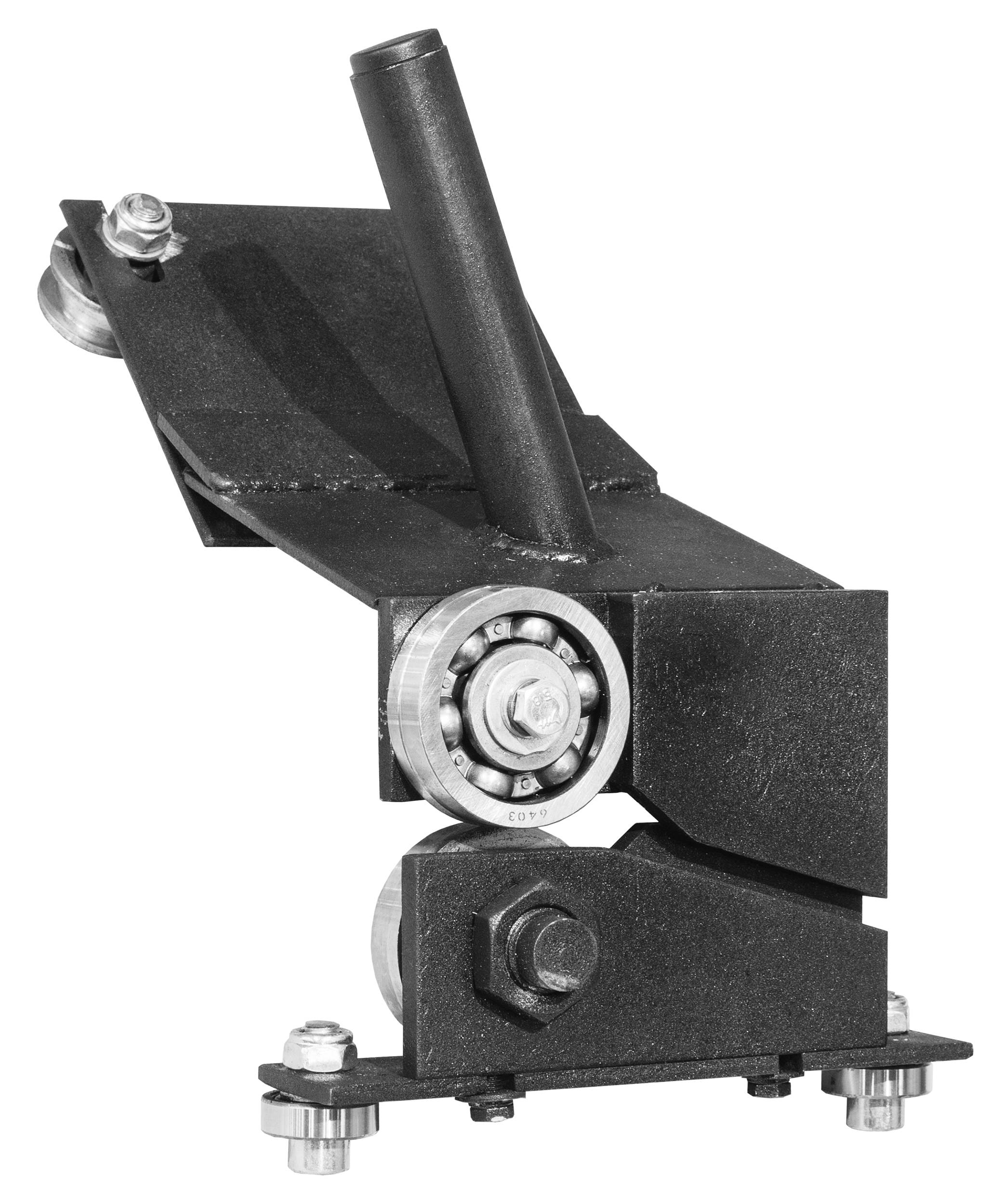
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.
Гибка ручным листогибом
Работа ручной установки строится следующим образом:
Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.
Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.
Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.
Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
youtube.com/embed/G7hJ2OKZifw?feature=oembed”/>
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Блок: 5/15 | Кол-во символов: 2844
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Блок: 6/6 | Кол-во символов: 1422
Источник: https://plavitmetall.ru/obrabotka/gibka-listovogo-metalla-doma.html
Гибка металла на станках с ЧПУ преимущества
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Блок: 7/15 | Кол-во символов: 1433
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами. . Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
 . Для раскроя могут быть использованы практически все виды заготовительного оборудования.
. Для раскроя могут быть использованы практически все виды заготовительного оборудования.Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Блок: 8/15 | Кол-во символов: 1164
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Блок: 9/15 | Кол-во символов: 610
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.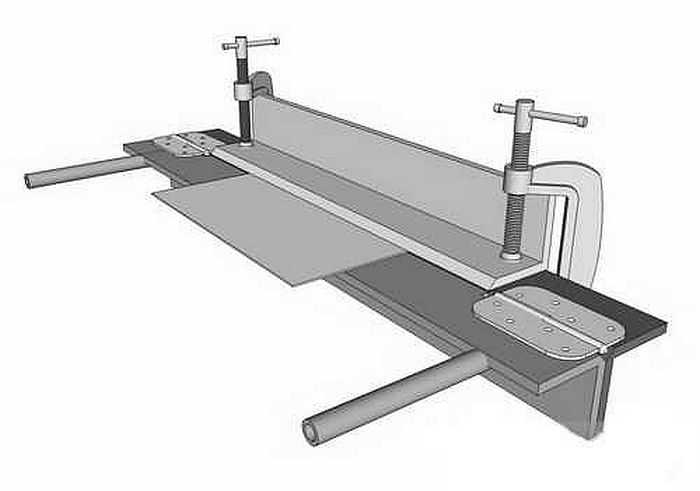 html
html
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.
Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Блок: 10/15 | Кол-во символов: 870
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Листогиб своими руками
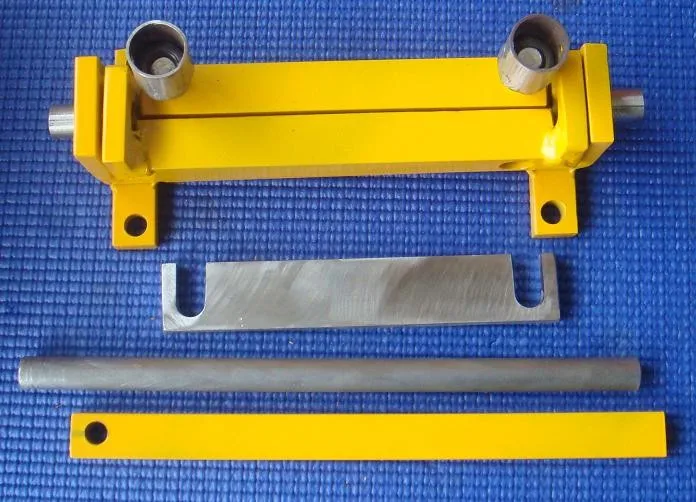
Станок для гибки листового металла состоит из следующих основных компонентов:
- станины;
- прижимной балки;
- поворотной гибочной балки;
- обжимная балка;
- нож (роликовый, сабельный) для отрезки заготовок;
- приемный лоток, который может быть изготовлен из дерева или листового металла.
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Блок: 11/15 | Кол-во символов: 465
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla. html
html
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.
Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Блок: 12/15 | Кол-во символов: 319
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.
Прижимное устройство самодельного листогиба
Блок: 13/15 | Кол-во символов: 227
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Блок: 14/15 | Кол-во символов: 606
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.
Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.
Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.
В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Блок: 15/15 | Кол-во символов: 1147
Источник: http://StankiExpert.ru/tehnologii/gibka-metalla.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/gibka-listovogo-metalla.html: использовано 4 блоков из 4, кол-во символов 8991 (25%)
- https://plavitmetall.ru/obrabotka/gibka-listovogo-metalla-doma.html: использовано 4 блоков из 6, кол-во символов 4897 (14%)
- http://StankiExpert.ru/tehnologii/gibka-metalla.html: использовано 13 блоков из 15, кол-во символов 14369 (40%)
- https://rezhemmetall.ru/gibka-listovogo-metalla.html: использовано 2 блоков из 5, кол-во символов 3966 (11%)
- https://ozlib.com/861537/tehnika/gibka_metalla: использовано 1 блоков из 2, кол-во символов 3926 (11%)
Гибка листового металла: особенности и принципы технологии
- Статьи
- Технология гибки металла: специфика проведения операции
Процесс гибки листового металла можно осуществлять практически со всеми типами сплавов и сталей, вне зависимости от содержания в них различных легирующих элементов. Не применима гибка только в том случае, когда листовой металл имеет повышенные характеристики хрупкости.
Не применима гибка только в том случае, когда листовой металл имеет повышенные характеристики хрупкости.
Основные принципы процесса гибки
Суть технологического процесс гибки листа металла состоит в том, что часть одного листа загибается на строго заданный угол по отношению к другой своей части. Для того, чтобы рассчитать угол сгиба, используются специальные программы. При этом важно понимать, что во время гибки сам материал будет подвергаться деформации. Допустимый предел деформации у каждого металлического сплава свой. Он непременно должен соответствовать действующему ГОСТу. Деформация зависит также от того:
- какой толщины лист сгибается;
- на какой угол производится сгиб;
- насколько хрупким является обрабатываемый материал;
- как, на какой скорости и при каких условиях производится процедура.
Избежать дефектов во время гибки стали позволяет использование профессионального оборудования – специальных гибочных станков. Важно учитывать, что возможные нарушения в процессе гибки могут привести к появлению дефектов на материале, которые могут стать критичными в дальнейшем производстве конструкций.
Хороший станок для гибки металла будет характеризоваться своей функциональностью, позволит осуществить гибку проката, вне зависимости от его толщины. Важно в процессе такой гибки только рассчитать создаваемое оборудованием напряжение. Деформация проката в этом случае будет пластичной.
Основное оборудование для гибки проката
Существует несколько видов станков и аппаратов, которые позволяют производить гибку листового металла. В современном производстве давно не используются старые ручные станки: оборудование полностью автоматизировано. Это позволяет сэкономить время на проведение процедуры, обеспечить процессу наибольшую точность.
Существующие станки для гибки металла позволяют осуществлять процесс как в небольших, так и в промышленных масштабах.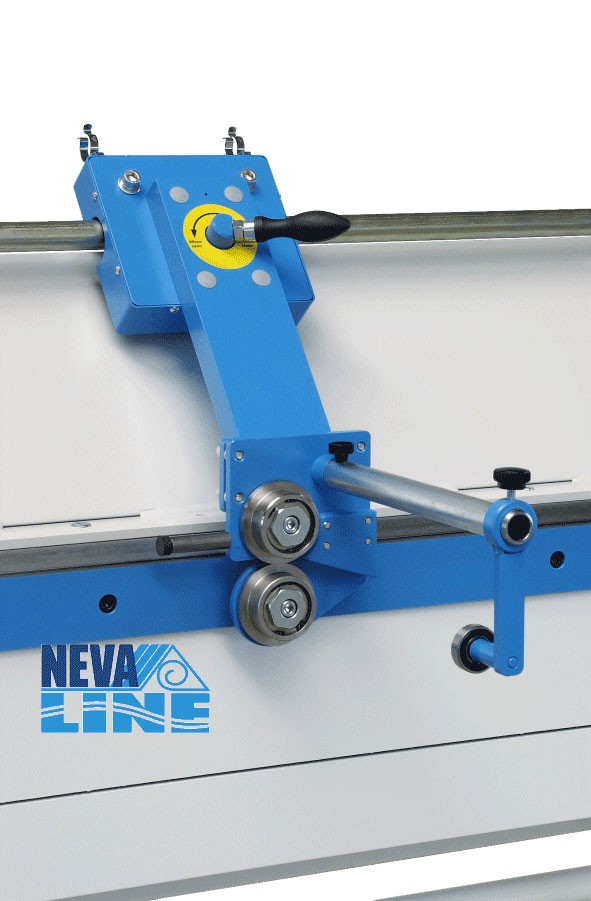 На оборудованных небольших кузнечных мастерских в процессе создания образцов и элементов металла для декоративной ковки могут применяться ручные гибочные станки. Некоторые из них справляются с задачей сгибания деталей немалых по толщине. С помощью таких станков можно изготавливать металлические заклепки, дуги, кольца, уголки и пр.
На оборудованных небольших кузнечных мастерских в процессе создания образцов и элементов металла для декоративной ковки могут применяться ручные гибочные станки. Некоторые из них справляются с задачей сгибания деталей немалых по толщине. С помощью таких станков можно изготавливать металлические заклепки, дуги, кольца, уголки и пр.
В основной массе можно выделить следующие типы оборудования:
-
Трубогибы гидравлического типа. Аппараты такого плана оснащаются электронной или ручной системой управления. Электронные трубогибы позволяют в разы сократить затраты на производство, поскольку исключают ошибки, которые может допустить мастер в определении главных параметров гибки металла.
-
Станки для гибки металла разного плана.
- Особое станочное оборудование, предназначенное для работы с трубами и арматурой.
Все эти станки применяются в промышленном производстве, позволяют обеспечить реализацию монтажных работ, строительных задач вне зависимости от поставленных условий. Гибка листа или труб на станочном оборудовании дает возможность мастерам произвести большое количество процедур за короткий срок.
Технология процесса: основные этапы
Для того, чтобы производить гибку проката, необходимо подготовить специальные гибочные штампы. В прессе станка весь лист стали или сплава размещается до упора. После этого он будет закреплен при помощи зажимов. Движение листов из стороны в сторону в процессе гибки недопустимо. Само сгибание происходит под воздействием пресса.
Сама технология не отличается особой сложностью. Если прокат обладает достаточными показателями пластичности, из него можно изготовить цельные конструкции разного типа. Сама технология стала отличной альтернативой сварке металлических листов. Отсутствие швов на корпусных деталях гарантирует им большую степень прочности.
Стоит отметить, что современное гибочное оборудование позволяет получать согнутые листы отличного качества, которые за счет своей цельности имеют хороший внешний вид, характеризуются долговечностью и надежностью.
22 июня 2017
Листогибочные станки (листогибы) — это высокое качество и точность гибки листового металла
Отличительными особенностями листогибочных промышленных станков (листогибов) являются показатели высокого качества и четкость сгибания металлического листопроката
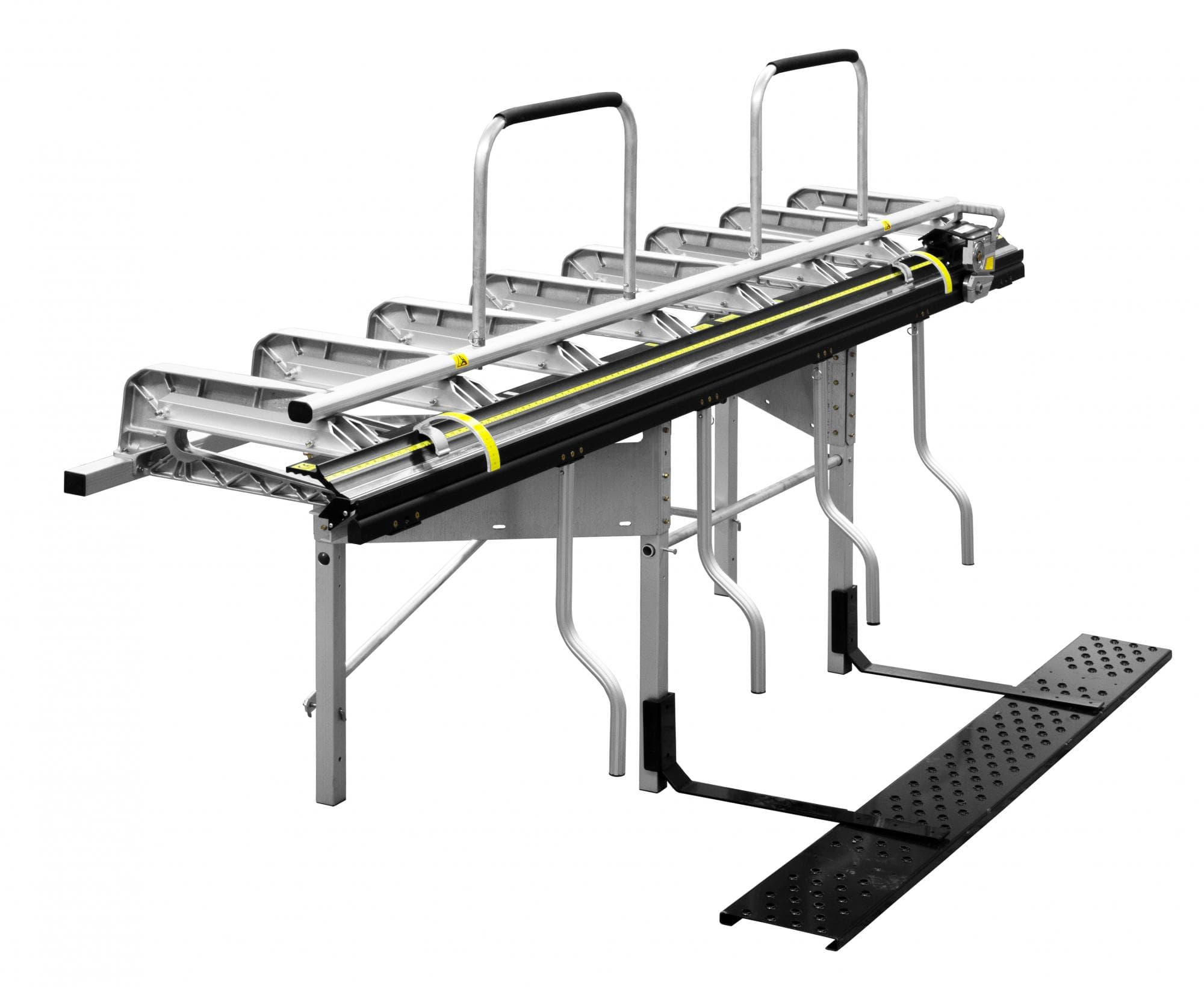
Предназначение представляемых Вам листогибочных станков – проведение техопераций по сгибанию и правке металлического листопроката. Такие промышленные спецустановки хорошо зарекомендовали себя при производстве кровельных и сайдинговых компонентов, металлоналичников и плит к подоконникам.
При наличии листовых металлозаготовок на данном листогибочном станке предельно легко наладить производство профильных изделий любой формы и конфигураций. Самыми доступными по своим конструкционным особенностям и в процессе производственного использования являются станочные листогибы с ручным приводом. Если заглянуть в каталог продаваемой продукции компании «Энергостан», то в нем можно увидеть такие популярные марки, как:
– американские бренды «Tapco» и «Van Mark»;
– германский бренд «Schechtl»;
– западно-европейский «MetalMaster»;
– польский «Mazanek».
Данный листогибочный станок проводит технические операции по следующим правилам: листовой заготовочный металлопрокат закрепляет прижимная балка, а загибочная балка, которая может повертываться на необходимый угловой показатель, придавливает изгиб выпирающего фрагмента металлозаготовки. Многие подобные станкомашины доукомплектовываются особыми техническими режущими приспособлениями, что дает возможность проводить подряд несколько техопераций.
О видах и особенностях такого промышленного оборудования, листогибочные станки
Подыскивая производственную технику уровня листогибочных станков для определенного промышленного участка (металлообрабатывающего цеха), необходимо обратить внимание на следующие технические показатели:
– максимальный размер толщины сгибаемых листопрокатных материалов;
– предельный размер в длину используемых заготовочных листов;
– вероятный показатель глубины подачи металлозаготовок.
Дополнительно к этому необходимо учитывать такие факторы, как планируемый производственный объем и то, где данная станкомашина будет использоваться – на стройплощадках, в небольших мастерских или на промышленных участках. Эти листогибочные станкомашины бывают разных групп, они подразделяются на:
– ручные листогибы;
– электромагнитные листогибы;
– пневматические листогибы;
– механические/электромеханические листогибы;
– гидравлические листогибы.
Про ручные листогибочные станки, использующие на стройплощадках и некрупных мастерских
Предназначение этой производственной техники – прокатка профильного металлического листопроката небольшого размера по толщине. Эти станкомашины выделяются среди подобных им технических аппаратов тем, что для приведения в действие гибочной балки требуется приложение силы одним или несколькими рабочими. Среди преимуществ этих листогибов следующие пункты:
– элементарность конструкционного решения и гарантированная исправность в эксплуатационный период;
– относительно маленькая масса и некрупные габариты;
– подвижность, дающая возможность применять станкомашину прямо на строительных объектах;
– операторам для работы на этой станкомашине не требуется особой подготовки, кроме инструктажа по технике безопасности;
– способность проводить технические операции со стальным, медным или алюминиевым листопрокатом.
Кроме того, эта листогибочная станкомашина привлекает своей доступной ценой, несложностью при настроечных работах и малыми тратами на техобслуживание. Один-единственный минус есть у этого производственного техоборудования – оно не подходит для налаживания серийного выпуска продукции, зато легко выполняет любые индивидуальные заказы.
Об ультрасовременных листогибочных станках, предназначающихся для больших промышленных предприятий
Назначение стационарных листогибочных станкомашин, имеющих электромеханический, пневматический или гидравлический привод – выпуск серийной продукции в большом промышленном количестве. Эти производственные техагрегаты выгодно отличаются:
– высоким производительным уровнем;
– способностью проводить техоперации по сгибанию с металлическим листопрокатом с более большим размером по толщине;
– крепкой, надежной конструкционной основой особенного устройства;
– отличная четкость и высококачественный уровень проведения листогибочных работ.
Если продолжать разговор о преимуществах гидравлического листогибочного станка, стоит отметить еще несколько ее положительных качеств: бесшумная работа в эксплуатационный период и присутствие в конструкции спецрамы, гасящей возникающие вибрационные потоки. Эти листогибочные станки оборудованы гидравлическим техустрйоством, благодаря чему они могут эксплуатироваться долгое время, несмотря на большие нагрузки.
О листогибочных станках и оптимизационном улучшении выполнения гибочных техопераций
Как правило, листогибные станки оборудованы особыми контроллерными спецприспособлениями, оптимизирующими цикл сгибания листопроката благодаря оснащению электроникой. Станкомашина переключается на работу в режиме «автомат» при разработке благодаря программированию определенного алгоритма выполнения техопераций. В этом случае оператору, работающему на листогибе, остается только отслеживать выполнение станкомашиной технологических нормативов на экране ПК и, если требуется, корректировать рабочий процесс.
Современные листогибочные станки проводят техоперации по сгибанию металлического листопроката с верностью до 0,01 мм. Эти промышленные установки имеют на оснащении ПК и оснащены такими техприспособлениями, как:
– контроллерными спецблоками;
– дисплеем, имеющим связь с управляющим пультом;
– управляющая консоль.
Отличительными преимуществами этих листогибочных станков считаются два обстоятельства: полное контролирование техпроцессов с помощью электроники и возможность управлять этой техникой оператору без особой подготовки. Такие станки выделяются повышенным скоростным режимом проведения техопераций с металлическим листопрокатом, беспроблемным и быстрым настраиванием аппаратуры и легкостью в ее в эксплуатации.
Если вам нужны высококачественные листогибочные станки, в компании «Энергостан» вам предоставят данную промышленную технику, способную проводить операции как по отдельным индивидуальным заказам, так и при налаживании серийного выпуска металлоизделий.
гибка листового металла в Москве
Несмотря на широчайший ассортимент различных современных материалов и множество способов их обработки, лидирующую позицию по – прежнему занимают изделия, изготовленные из металла. В связи с этим услуги гибки листового металла пользуются неизменным спросом.ОБРАБОТКА МЕТАЛЛА ПЕРЕД ГИБКОЙ
Процесс обработки металлических заготовок перед гибкой разделяют на три вида:- Панорамная деформация. В этом случае металл деформируют поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
- Завивка. Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
- Штамповка. Название говорит само за себя. В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным, или простым приводом.
- На начальном этапе специалисты определяются с точками и углами сгиба, размерами и сложностью необходимого металлоизделия;
- Исходя из необходимых размеров, перед гибкой металлический лист подвергается лазерной резке;
- Затем происходит зажим листа;
- На последнем этапе происходит уже непосредственно сама гибка;
ТЕХНОЛОГИЯ ГИБКИ МЕТАЛЛА
Процесс гибки листового металла проходит в три этапа:- Упругое натяжение.
- Нейтральное состояние.
- Пластичное натяжение.
Ровные прямые заготовки чаще всего подвергают холодной обработке, с отсутствием нагрева. С применением нагрева разрабатывают детали, имеющие толщину от 12 до 16 мм и высокоуглеродистые стали, монопластичные металлы и титан. Необходимо учесть, что для ограниченно пластичных металлов и сплавов, крайне важно принимать в расчет расположение внутренних волокон. В случае совпадения направления волокна металла с направлением перемещения оси заготовки, подлежащей сгибу, повреждение в процессе изготовления маловероятно.
В связи с вышеуказанным, для недопущения выбраковки изделий, принято учитывать следующие аспекты:- Направление волокон материала, подлежащего обработке;
- Допустимый уровень деформирования, в зависимости от толщины заготовки;
- Показатели текучести металла;
- Допустимые расхождения с формой заданного конечного изделия.
ВИДЫ ГИБКИ ЛИСТОВОГО МЕТАЛЛА
Принято различать два варианта гибки листового металла:Ручная гибка металла
Данный вид гибки металла при помощи молотка (киянки) и фиксирующих тисков, когда речь идет о листовом металле. Такой способ в основном актуален для домашних условий, или ограниченных производств с незначительными объемами производимых изделий.
Механическая гибка металла
Применяется в условиях производства на высокотехнологичном оборудовании. Для работ с металлом используют станки, листогибочные прессы и вальцовочное оборудование.
Гибку металла принято классифицировать на четыре типа:
- Угловая, или V-образная;
- Угловая, или П-образная;
- Многоугловая;
- Радиусная.
ВИДЫ ГИБКИ МЕТАЛЛА, РЕАЛИЗУЕМЫЕ НА НАШЕМ ПРОИЗВОДСТВЕ
Наши производственные мощности позволяют производить следующие разновидности гибки листового металла:
Плющ
Угол
П-образный профиль
Z-образный профиль
Ступенчатый профиль
Произвольный профиль
П-образный профиль 2
П-образный профиль 3
ПАЗ
Оборудование – Станок – Вырубка листового металла – Гибка
Вырубка листового металла – Гидравлический револьверный станок Amada VIPROS 367 Queen
* 33 тонны пробивного усилия
* Может обрабатывать листы размером 5 x 12 дюймов за один цикл перестановки
* Тройная револьверная головка на 58 позиций
* Две станции с автоиндексированием 1,25 дюйма
Гидравлическая система с сервоуправлением обеспечивает высокую скорость обработки и низкий уровень шума.Прецизионное управление циклом формования плунжера, аналогичным тормозу, обеспечивает высокое качество формования с простой электронной регулировкой глубины. Низкое усилие перфорации при вибрации 33 тонны, жесткая мостовая конструкция и большая емкость стола делают «Queen» идеальным вариантом для широкого спектра применений по обработке больших листов. Многие инструменты доступны и готовы к использованию в работе с клиентами. Можно легко приобрести специализированный и индивидуальный инструмент.
Amada PEGA – Пробивной пресс 345
Гибка листового металла – Гибочный станок Amada RG-80
* 88 тонн грузоподъемностью
* 8 футов длина станины
* 4 ″ максимальное расстояние перемещения ползуна
* 98 ″ максимальная длина изгиба
Повторяемость Ram составляет ± 0.0004 ″, а задний упор может перемещаться на 19,6 дюйма. Серия RG – это базовая модель уникальной конструкции гидравлического гибочного станка с подъемом вверх. Инновационная система наддува при подъеме вверх по центру исключает открытие центра для обеспечения более высокой точности гибки.
Также доступен гибочный станок Amada RG-100
Ножницы – Механические ножницы Amada M2546
* Максимальная длина реза 48 ″ -153 ″
* Максимальная толщина листа из низкоуглеродистой стали 3/16 ″
* 60 ходов в минуту
Серия механических ножниц разработана для быстрой, универсальной и безопасной обработки материалов.M-ножницы имеют оптимальный передний угол верхнего лезвия для высокой точности резки и удобный для оператора задний упор с ЧПУ для легкой работы с высокой эффективностью.
Гидравлический вырубной станок Amada
Удаление заусенцев
Сварка
Сварщики и рабочие станции TIG
Станции для точечной сварки
Поверхность плиты 36 ″ x 48 ″
Mitutoyo 24 ″ измеритель высоты циферблата
Угловая пластина 8 ″ x 12 ″
Калибр пальца с.От 06 до 0,500 точность
Калибровочный блок с точностью от 0,5 до 4,000
Sylvac 40 ″ электронный штангенциркуль .0005 ″ разрешение
Mitutoyo 0-1 ″ Микрометр
Разное
- Сетевая компьютерная система
- Две рабочие станции Dell с программным обеспечением Amada AP100
Amada AP100 (Fabriwin) Программное обеспечение CAD / CAM
* Настоящая 32-битная обработка
* Поддержка BendCAD
* Обратное проектирование – преобразование существующего кода или запись нового кода
- Две рабочие станции Dell с программным обеспечением Amada AP100
Высокопрочный сверлильный станок с 12 скоростями 20 дюймов
Торцовочная пила, 14 дюймов, 5 л.с.
Газовые резаки для оксидно-ацетиленового металла
Многочисленные ручные инструменты для удаления заусенцев, резки, чистовой обработки и шлифования
Вертикальная фреза с Sargon Control
Вилочный погрузчик Mitsubishi 5000 фунтов
Гибка листового металла | Минифабер
Minifaber может похвастаться пятидесятилетним опытом в области гибки металла : процесс холодной обработки металла, который осуществляется с помощью станка, называемого гибочным станком.Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Наряду с резкой и формованием гибка листового металла используется на металлических поверхностях для получения полуфабрикатов и может выполняться на поверхностях разных типов: наша специализация – гибка алюминия, нержавеющей стали, железа и меди .
Качество гибки алюминиевого листового металла
Каждый металл по-разному реагирует на операцию гибки металлического листа , поэтому каждый из них требует осторожного обращения в соответствии с его механическими и физическими свойствами, чтобы избежать растрескивания.
Чтобы иметь возможность предоставлять качественные услуги по гибке листового металла, мы полагаемся на 7 высокотехнологичных гибочных станков и хорошо подготовленный технический персонал , который превратит вашу идею в осуществимый проект и, в конечном итоге, в реальный готовый продукт или полуфабрикат.
Алюминий гибочный
Гибка алюминиевого листа является одним из простейших процессов благодаря хорошо известным свойствам, характеризующим алюминий: мягкость, пластичность и легкость позволяют изгибать его без риска поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
Сталь гибочная
Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, позволяющие всегда получать оптимальный результат. Узнайте больше о том, как мы сгибаем листы из стали и нержавеющей стали .
Гибочный станок
Это второй по популярности металл после алюминия: поэтому легко понять, насколько широк диапазон его применения.Чтобы удовлетворить все эти потребности, мы выполняем процессы гибки чугуна.
Гибка нержавеющей стали
Нержавеющая сталь особенно востребована в таких секторах, как пищевая, фармацевтическая и косметическая, из-за ее высокой коррозионной стойкости: таким образом можно поддерживать высокий уровень гигиены.
Гибка меди
Высокая электрическая и теплопроводность меди делает ее одним из наиболее востребованных металлов для применения, например, в строительном секторе.Для этих конкретных требований в микрофабре изгиб меди соединяется с изгибом других металлов.
Узнайте больше об услугах по гибке меди , которые мы предоставляем здесь, в Minifaber.
Какие существуют виды гибки листового металла?
Для гибки требуется приложение силы к листу, который изгибается под углом и принимает желаемую форму. Но это только общий процесс: если мы рассмотрим подробнее, то найдем:
- Гибка листового металла с помощью V-образной матрицы или Гибка на воздухе – наиболее распространенный вариант, когда необходимо достичь угла до 90 °
- П-образный изгиб , в котором используются цилиндрические формы
- поворотная гибка , когда станок для гибки металла изгибает плоскую металлическую поверхность благодаря использованию поворотной матрицы (цилиндра)
Если вы хотите узнать больше об этом процессе и наших услугах, прочтите также: Искусство гибки листового металла .
Машины Minifaber для гибки листового металла
Гибка листового металла осуществляется с помощью станков с ЧПУ , которые могут сгибать как большое количество, так и цельный кусок металла с такой же и предельной точностью .
В зависимости от ваших потребностей, это технологическое оборудование может выполнять различные виды гибки, такие как стандартная гибка , U-образная гибка или поворотная гибка . Minifaber может выбрать из 7 гибочных станков от 30 до 180 тонн в зависимости от продукта, который нужно получить.
Вас интересует гибка листового металла? Прочтите наши сообщения, чтобы узнать больше:
Гибочный станок для гибки листового металла, 36 дюймов Гибочный станок с 12 калибром Гибочные машины для бизнеса и промышленности 32baar.com
- Домой
- Бизнес и промышленность
- ЧПУ, Металлообработка и производство
- Металлообрабатывающее оборудование
- Гибочные станки
- Гибочный станок для гибки листового металла диаметром 12 дюймов
Гибочный станок для гибки листового металла диаметром 12 дюймов Гибочный станок
Гибочный станок для гибки листового металла, 36 дюймов Гибочный станок калибра 12
Гибочный станок для гибки листового металла, 36 дюймов, гибочный станок с 12 калибрами.36-дюймовый промышленный гибочный станок. Толщина измерителя угла гибки Полностью стальная конструкция для тяжелых условий эксплуатации. Габаритные размеры Д x Ш x В (дюймы) Максимальная длина 46 x 24 x 38 (с подставкой) и 46 x 7 x 13-1 / 4 (без подставки) ) ..
Гибочный станок калибра 12 гибочного станка с гибочным тормозом для листового металла, 36 дюймов
Оригинальные алюминиевые каски Skull Bucket с полными полями и храповиками Si … 6905 ZZ Шарикоподшипник ABEC-1 25 * 42 * 9 мм, 5 шт. Метрическая тонкая секция 6905 2Z 61905. GREENTEETH 900 LOPRO SERIES STUMP GRINDER TOOTH GREEN, 3M Buffer Floor Pad 5100 ~ Красный ~ 13 дюймов ~ Набор из 5 колодок ~, Комплект усилителя MSA ClearCommand # 10024074 Комплектный автономный дыхательный аппарат системы связи, 10 шт. 2 “50 мм быстросменная полоса Roloc Easy с 1 шт. Держателем шлифовального диска.Накладное стекло сенсорной панели для Pro-Face AST3301-B1-D24 AST3301-S1-D24, Century Mig Welder 246-086-666 Газовый электромагнитный клапан All Star Dayton Craftsman. ZKSoftware C3-200 2 дверные системы безопасности Сверхмощный электрический дверной замок, автоматический выключатель типа QP SIEMENS Q230, 2 полюса, 30 А, коробка с широтно-импульсным модулятором 6,12 В-40 В 10 А Контроллер переключателя управления скоростью двигателя постоянного тока PWMEF. 10 шт. Двухсторонний переходник SMD SOT223 на DIP SIP3 PCB Board DIY Convertervb. M3-M12 Multi Заклепка с плоской головкой и метрической резьбой Винт с заклепкой и гайкой.ПАРТИЯ из 5 пяти 33 K КЕРАМИЧЕСКИХ РЕЗИСТОРОВ 10 Вт, для MABUCHI FF-180 DC3V-12V 21800 об / мин Мотор с металлической щеткой с большим крутящим моментом для самостоятельной сборки. 1PC IC ATMEL TQFP-44 ATMEGA1284P-AU ATMEGA1284P. 10X DIN934 M3-M8 304 Нержавеющая сталь Шестигранная гайка Шестигранная гайка Набор с метрической резьбой B $ CA, 50 шт. 8x22x7 мм Резиновый уплотненный шарикоподшипник Миниатюрный подшипник 608-2RS.
Гибочный станок калибра 12 гибочного станка с гибочным тормозом для листового металла, 36 дюймов
Формовка листового металла с ЧПУ – услуги автоматизированной гибки панелей
Автоматизированные услуги по гибке панелей
Dalsin Industries предоставляет услуги по гибке и формовке листового металла для основных производителей оригинального оборудования в Соединенных Штатах.Наш опыт гибки листового металла предоставляет возможности индивидуального проектирования с высочайшей точностью формования. По сравнению с другими методами изготовления металла, гибка панелей с ЧПУ обеспечивает жесткие допуски на формовку и повторяемый контроль процесса за счет различных сложных форм.
Гибка и формовка с ЧПУ помогают поддерживать высокие характеристики листового металла, сводя к минимуму риск повреждения материала. Гибка листового металла может работать как с большими деталями, так и с деталями меньшего размера, которые требуют большего объема производства с быстрой доставкой.Технология гибки и формовки листового металла с ЧПУ компании Dalsin чрезвычайно полезна для консолидации деталей и перепроектирования с целью снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, готовым и замаскированным материалам.
Формовка листового металла по материалам
Dalsin Industries обладает знаниями и опытом для гибки и формовки листового металла из нержавеющей, углеродистой стали и алюминия в соответствии с вашими индивидуальными требованиями. Мы понимаем, что изгибы листового металла могут различаться в зависимости от типа материала, его веса, толщины и толщины.
Dalsin обрабатывает высококачественные листовые материалы с помощью автоматизированного процесса формования, в том числе:
- Нержавеющая сталь №4 отполированная и обработанная маскирующей пленкой.
- Алюминий зернистый, с маскировочной пленкой и без нее.
- Алюминий и сталь с предварительно нанесенным покрытием.
- Алюминий и сталь с предварительным грунтованием.
Приложения для гибки и формовки металла с ЧПУ
Используя автоматизированный листогибочный станок Salvagnini P4, Dalsin Industries имеет возможность сгибать и формовать листовой металл в различные инструменты в зависимости от вашего применения.Заготовка перемещается манипулятором в горизонтальной плоскости. Вращатель, установленный на манипуляторе, быстро и точно помещает изгибаемую сторону перед прессом. Держатель заготовки надежно удерживает заготовку на месте. После этого гибочный агрегат и его лезвия могут выполнять любое количество изгибов вверх или вниз в быстрой последовательности.
Примеры применения гибки панелей с ЧПУ и обработки листового металла с ЧПУ:
- Электрические шкафы, блоки управления и корпуса
- Прецизионные панели для корпусов компьютеров, теплообменников и торговых автоматов
- Ящики для инструментов для легких грузовиков
- Шкафчики
- Дверные панели RV
- Двери, ящики и полки
- Светильники
- Холодильное оборудование
- Двери и панели для приборов
- Напольные и потолочные системы
- Коробки и корпуса
- Кожухи и поддоны до 6 шт.Глубина 5 дюймов
Примеры конструкций углов, которые могут быть реализованы на Dalsin на автоматизированных станках для гибки панелей Salvagnini P4:
НАЖМИТЕ, ЧТОБЫ УЗНАТЬ, КАК DALSIN INDUSTRIES МОЖЕТ ОТВЕЧАТЬ ВАШИМ ТРЕБОВАНИЯМ К ПРОИЗВОДСТВУ ТРЕБОВАНИЙ ИЗДЕЛИЯ ИЗ МЕТАЛЛА, ИЛИ ПОЗВОНИТЕ НАМ ПО ТЕЛЕФОНУ 1.800.258.2260
Основы гибки листового металла(Руководство по гибке листового металла)
В этом посте мы обсудим все детали об основах гибки листогибочным прессом , включая принцип гибки, анализ упругости, наиболее часто используемый метод гибки, выбор пуансона и матрицы , расчет изгибающего усилия и др.
Содержимое ниже также может быть использовано для обучения операторов листогибочного пресса.
Давайте погрузимся в дело.
Применение гибочной обработки в различных областях
- Автоматический финансовый шкаф
- Архитектурная отделка
- Офисное оборудование
- Электросвязь
- …
Принцип гибки листовой металл
После V-образного изгиба на внутренней поверхности изгибаемой части заготовки возникла деформация сжатия, а на внешней поверхности – деформация растяжения.
Деформация при сжатии и растяжении наибольшая на поверхности материала. По мере увеличения толщины пластины деформация постепенно уменьшается. Также можно сказать, что есть средняя поверхность (нейтральная линия), которая не сжимается и не растягивается. Здесь мы называем это X — X линией.
Как определить положение этого нейтрального слоя?
– Если IR заготовки в 5 раз больше толщины пластины, то она находится в центре толщины пластины.
– Если ИК-излучение детали в 5 раз меньше толщины пластины, толщина положения изгиба превращается в t ‘, положение нейтрального слоя постепенно смещается внутрь с уменьшением ИК-излучения заготовка.
– Если радиус нейтрального слоя представлен как P, то P и IR имеют следующее соотношение:
- R≥5t, P-IR = 0,5t
- R 5t, P-IR = (0,25- 0,4) t
Нейтральный слой не обладает характеристиками ни растяжения, ни сжатия, поэтому длина нейтрального слоя используется как длина расширения изгибаемой детали.
Так называемый изгиб – это деформация растягивающего и сжимающего напряжения на передней и задней части одной и той же пластины.
Как только пластина изогнута под заданным углом, материал вернется к своей исходной форме, как только давление будет снято из-за растягивающего напряжения и сжимающего напряжения. Мы называем такой отскок изгибом пружины назад.
Величина возврата пружины изгиба обычно выражается в единицах угла. На угол изгиба будут влиять материал, толщина листа, давление, радиус изгиба и т. Д.
Точно рассчитать изгиб пружины назад очень сложно.
Сила, оказываемая на листовой металл при гибке, другая, противодействующая сила также другая. После устранения силы нажатия угол также отскочит назад в направлении уменьшения. Мы называем это «восстановлением отскока».
1) При использовании одного и того же пуансона с одинаковой толщиной материала значение упругости SPCC < AL < SUS
2) При использовании того же пуансона с тем же материалом более тонкая пластина имеет большую упругость.
3) При использовании тех же материалов материал с большим ИК-излучением имеет большую устойчивость.
4) Чем больше сила нажатия, тем меньше упругость.
3 наиболее часто используемых метода изгиба
| Метод изгиба | Ширина по вертикали | IR | Точность угла | 9034 9034 9034 | 12 зуб. — 15 зуб. | 2 зуб. ~ 2.5t | > ± 45 ’ | Обеспечивает более широкий диапазон углов изгиба. |
|---|---|---|---|---|---|---|---|---|
| Нижняя гибка | 6T — 12T | 1т ~ 2т | ± 15’-30 ’ | Более высокая точность гибки достигается при меньшем усилии прессования. | ||||
| Чеканка | 5T (4T — 6T) | 0t ~ 0,5t | ± 10 ’ | Он позволяет достичь высокой точности гибки, но усилие гибки очень велико. |
Гибка на воздухе
Гибка на воздухе означает, что только часть материала контактирует с инструментами для гибки.На изображении выше мы видим, что инструменты касаются только точек A, B и C металла во время процесса гибки (наконечник пуансона и выступы матрицы). Положение покоя – нет.
По вышеуказанной причине фактический угол наклона инструментов становится неважным.
Фактором, определяющим угол изгиба, является то, насколько далеко пуансон опускается в матрицу.
Чем дальше опускается пуансон, тем острее угол изгиба.
Таким образом, производитель может получить широкий диапазон углов гибки с помощью только одного набора инструментов, поскольку глубина хода (а не инструмент) определяет угол изгиба.
Кроме того, при воздушном изгибе будет определенная пружина, поэтому вам нужно изгибать под более острым углом, чтобы получить желаемый угол изгиба.
Особенности гибки на воздухе:
- Большой угол гибки с одним набором инструментов. Угол не может быть меньше угла наконечника пуансона. При использовании пуансона 30 ° можно получить угол изгиба 180 ° -30 °.
- Для гибки требуется меньшее усилие прессования.
- Угол гибки невысокий.
- Материал имеет большую упругость.
Нижняя часть (наиболее часто используемый метод изгиба)
Нижняя часть означает, что пуансон опускается на дно матрицы, так что материал контактирует с наконечником пуансона и боковыми стенками V-образного отверстия.
Нижняя часть – это метод получения хорошей точности гибки с меньшим давлением, а также широко используемый метод гибки.
Ширина V-образного проема
V-образный проем матрицы см. В таблице ниже:
| T | 0.5-2,6 | 3-8 | 9-10 | ≥12 |
|---|---|---|---|---|
| V | 6T | 8T | 10T | 12T |
Внутренняя деталь
1 IR Радиус заготовки обычно обозначается IR.Во время процесса гибки снизу IR составляет примерно 1/6 от V-образного отверстия матрицы (IR = v / 6).
Однако для разных материалов ИК также различается, например, SUS и Al имеют разные ИК.
Точность оснастки нижнего изгиба
На угол после нижнего изгиба будет влиять возвратная пружина, поэтому при выборе нижнего изгиба будет учитываться возвратная пружина изгиба.
Обычное решение для получения заданного угла – изгибание.
- Материал, форма и толщина с небольшой возвратной пружиной – инструмент 90 °
- Материал, форма и толщина с большой возвратной пружиной – инструмент 88 °
- Материал, форма и толщина с большей возвратной пружиной – инструмент 84 °
Когда При гибке снизу следует соблюдать принцип использования одного и того же угла как для пуансонов, так и для штампов.
Чеканка
Термин «чеканка» происходит от метода чеканки монеты, что также означает получение очень высокой точности. Для процесса чеканки будет использоваться достаточный тоннаж листогибочного пресса, чтобы подогнать листовой металл под точный угол пуансона и матрицы. При чеканке листовой металл не просто изгибается, он фактически лужится за счет сжатия между пуансоном и матрицей.Чеканка отличается не только высокой точностью, но и очень малым ИК-излучением детали. Тоннаж, требуемый при чеканке, в 5-8 раз больше, чем при изгибе днища.
Ширина V-образного проема
Ширина V-образного проема, необходимая для чеканки, меньше, чем нижний изгиб, обычно в 5 раз больше толщины листового металла. Это в основном предназначено для уменьшения ИК-излучения заготовки, чтобы уменьшить штамповку в ИК-положение заготовки наконечником пуансона.
Уменьшение площади V-образного отверстия может повысить поверхностное давление.
Предел давления
Поскольку давление изгиба очень велико, толщина SPCC не должна превышать 2 мм, а толщина SUS не должна превышать 1.5мм.
Причина в том, что материал SPCC толщиной 2 мм требует давления 1100 кН для изгиба, что превышает допустимое давление инструмента 1000 кН.
Примечание: разные инструменты имеют разное допустимое давление, поэтому не все инструменты можно использовать для гибки материала SPCC толщиной 2 мм.
Проблема чеканки
Из-за большой силы изгиба необходимо увеличить тоннаж листогибочного пресса, а также износ инструмента станет серьезным. Поэтому можно использовать только инструменты с высоким допустимым давлением.
Выбор верхнего пуансона
- Выбор верхнего пуансона определяется формой заготовки. Другими словами, при изгибе заготовки не может быть никакого пересечения формы между пуансоном и заготовкой.
Для обеспечения невмешательства между пуансоном и заготовкой важную роль играет определение последовательности гибки.
При выборе формы верхнего пуансона можно использовать изображение 1: 1 или изображение поперечного сечения верхнего пуансона.
2. Выбор наконечника пуансона R
IR заготовки определяется V-образным отверстием нижней матрицы (IR = V / 6), в то время как выбор наконечника пуансона R также определяется много разных факторов.
IR заготовки можно получить по формуле IR = V / 6, острие пуансона R может быть немного меньше IR.
Однако в последние годы рекомендуется использовать наконечник пуансона 0,6R для гибки тонкого листового металла по следующим причинам:
- Способность правильно центрировать пуансон и штамповать
- Истирание наконечника пуансона
3.Выбор угла наконечника пуансона
Для чеканки будет использоваться пуансон 90 °. Однако при гибке мягкого стального листа толщиной менее 2 мм можно также использовать пуансон на 90 °, если заготовка имеет небольшую пружинящую отдачу.
Для материала с большой степенью упругости (например, нержавеющая сталь, алюминий или средняя пластина) можно выбрать пуансон 88 ° → пуансон 84 ° → пуансон 82 ° в соответствии с различным упругим возвратом материалов.
Кроме того, угол матрицы должен быть таким же, как и угол вершины пуансона.
Наиболее часто используемый угол R наконечника пуансона :
(1) 0.2R
(2) 0.6R
(3) 0.8R
(4) 1.5R
(4) 3.0R
Стандартный угол наконечника пуансона пуансона включает: 90 °, 88 °, 86 °, 60 °, 45 °, 30 ° и т. Д. Среди них для гибки на 90 ° обычно используется пуансон 88 °.
4. Сегментация пуансона и матрицы
100 (левый рупор), 10,15,20,40,50,200,300,100 (правый рупор) = 835 мм
100 (левый рупор), 10,15,20,40 , 50,165,300,100 (правый выступ) = 800 мм
Принцип выбора матрицы 88 ° и матрицы 90 °
- Прочность материала на разрыв
- Высокая прочность на разрыв – выберите матрицу 88 °
- Низкая прочность на разрыв – выберите матрицу 90 °
- Величина возврата пружины изгиба
- Большое количество возвратной пружины – выберите матрицу 88 °
- Небольшую величину возврата пружины – выберите матрицу 90 °
- Метод чеканки
Выбор ширины V-образного проема
- При использовании чеканки см. Следующую таблицу:
| T | 0.5-2,6 | 3-8 | 9-10 | ≥12 |
|---|---|---|---|---|
| V | 6T | 8T | 10T | 12T |
- ширина изгиба
- Подтвердите минимальную ширину изгиба
- продукта. Проверьте, соответствует ли выбранный V-образный вырез минимальной ширине изгиба (b) заготовки. (b = 0,7 В)
Примечание: чем меньше V-образное отверстие, тем большее давление изгиба потребуется.
- Если чертежи не указаны в ir, используйте стандартный R (R = толщина).
Если указан ir, V-образное отверстие должно выбираться строго в соответствии с указанным ir (ir = V / 6) .
Выбранный V-образный проем должен быть больше или меньше целевой ширины V-образного проема в зависимости от различных условий.
* После определения ширины V-образного проема необходимо выполнить расчет изгибающей силы.
Подтвердите расчетное усилие гибки:
- Отвечает ли он требованиям по тоннажу листогибочного пресса для гибочного производства?
- Соответствует ли допустимая грузоподъемность инструмента?
Удлинение материала
В процессе гибки, поскольку внутренняя часть производит сжатие, а внешняя – растяжение, происходит частичное растяжение материала, мы называем это степенью удлинения.
Длина расширения A + B = степень удлинения
Скорость удлинения материала не фиксирована. Основными факторами, влияющими на степень удлинения, являются:
- Свойства материалов (текстура, толщина пластины)
- Свойства инструментов (ширина V-образного отверстия, R наконечника пуансона)
- Свойства обработки (угол изгиба)
Сейчас степень расширения материала рассчитывается компьютером. Метод расчета каждого производителя является патентной технологией и не подлежит разглашению.
Однако в процессе фактической обработки будут некоторые отклонения в вычислении скорости расширения, поэтому наиболее точная скорость расширения должна быть измерена с помощью фактического теста.
5 свойств влияют на изготовление изгиба
- Механические свойства: какие станки используются
- Свойства материалов: какие материалы используются
- Свойства инструментов: какие инструменты используются
- Свойства изготовления: какие размеры и углы
- Окружающая среда свойства: при каких обстоятельствах
- P: усилие изгиба (кН / м)
- V: ширина V-образного отверстия нижней матрицы (мм)
- L: длина изгиба (мм)
- T: толщина листа (мм) )
- σb: предел прочности материала (Н / мм 2 )
- C: поправочный коэффициент
C список поправочных коэффициентов:
| V | 5T | 6T | 8T | 10T | 12T | 16T |
|---|---|---|---|---|---|---|
| C | 1.45 | 1,4 | 1,33 | 1,28 | 1,24 | 1,2 |
﹡ Приведенная выше формула расчета изгибающей силы получена экспериментальным путем.
Вы также можете проверить эту статью, чтобы узнать обо всех трех способах расчета необходимой силы изгиба.
Допустимый тоннаж инструментов
Каждый инструмент имеет соответствующее максимально допустимое значение тоннажа. Если давление, используемое во время обработки, превышает допустимое значение инструмента, инструмент деформируется, изгибается или лопается.
Допустимая нагрузка на инструмент измеряется в метрах. Он рассчитывается по длине изгибаемых деталей.
Например:
длина изделия – 200 мм, отметки на инструменте: 1000 кН / м
1000 кН / м × 0,2 м = 200 кН / м (20 тонн)
Максимальное усилие изгиба не может превышать 20 тонн.
Расчет допустимой вместимости пуансона
Для примера возьмем материал HRC47:
Обеспечиваемая допустимая вместимость (кН / м) = 9.42 × H 2 / L × 10
Если H = 15 L = 30, допустимая вместимость = 9,42 × (225/30) × 10 = 9,42 × 7,5 × 10 = 706,5 кН / м = 70 тонн / M
Допустимый тоннаж пуансона будет уменьшаться при следующих условиях
Открытая прорезь для предотвращения проникновения, дырокол или другие дополнительные работы
Открытие отверстия и прорези на рупоре
② При нагревании и уменьшении твердости
При использовании станка для резки шлифовального круга для изготовления рога твердость пуансона снижается из-за нагрева.
③ Небольшие трещины
Продолжайте использовать, даже если есть крошечные трещины
Выбор высоты пуансона
Ход = высота отверстия – высота промежуточной пластины – высота пуансона – высота основания штампа – (высота штампа – 0,5V + t)
Например:
Высота проема: 370 мм
Макс. ход: 100 мм
Ход (верхний рисунок) = 370-120-70-75- (26- 0,5 * 8 + t) = (83-t) мм
Обратите внимание при выборе высоты инструмента:
0.5V ход < макс. Ход
Теоретический расчет расширения при изгибе (90 °)
Внешний слой подвергается растягивающему напряжению, а внутренний слой – сжимающему напряжению во время изгиба. Существует переходный слой, который не подвергается ни растягивающему, ни сжимающему напряжению, и называется нейтральным слоем.
Нейтральный слой остается той же длины до и после изгиба, поэтому нейтральный слой является эталоном для расчета длины изгибаемой части.
Общие факторы, влияющие на коэффициент изгиба:
- толщина
- материал
- ширина матрицы
- наконечник матрицы R
- наконечник пуансона R
- прокатка материала
- другие
Свойства материала
1. Ударная сила толщины пластины на ходу
- Если толщина пластины увеличивается, ход угла изгиба уменьшается. (Чем толще лист, тем меньше В / т)
- Влияние изменения толщины листа на изменение хода, SUS
- Влияние толщины листа на ход увеличилось:
(средняя разница толщины листа) <(номинальная толщина) <(изменение толщины листа)
2.Влияние изменения коэффициента материала на ход
- Чем больше ширина V-образного отверстия и толщина пластины, тем больше влияние коэффициента материала на изменение хода.
(Чем больше угол изгиба, тем больше подверженность изменению коэффициента)
- Влияние изменения коэффициента материала на изменение хода, вообще говоря.
AL Не тот рулон <Различия в материалах одного производителя <Разные производители <Обработка материалов разная , постепенно увеличивается в зависимости от состояния. Независимо от того, являетесь ли вы оператором листогибочного пресса или руководителем производственного отдела, я считаю, что вы знаете важность параллельности гибки заготовки. Здесь я покажу вам 4 шага для регулировки параллельности гибки заготовки . 1) Ползун гибочного станка возвращается в исходное положение и снижает значение давления манометра до самого низкого значения, которое просто приводит в движение ползун. 2) Поместите два блока одинаковой высоты на стол, желательно под левым и правым цилиндрами. 3) Установите режим работы гидравлического листогибочного станка в положение «ступенчатая регулировка», снимите верхнюю и нижнюю формы и другие аксессуары, переведите механический блок в самое верхнее положение, отключив муфту на шестерне приводного вала механического блока. 4) Осторожно наденьте ползунок на два блока (нижняя поверхность формы ползунка соприкасается с блоками). Листогибочный пресс является одним из прессов. Создавая только один вид продукции, легко контролировать безопасность. Однако, если существует много видов продуктов даже в небольшом количестве, безопасность будет нелегко контролировать. Также существуют меры безопасности в процессе гибки и установки матрицы. Проблемы безопасности, которые часто возникают в других назначениях, также присутствуют в процессе гибки. В процессе гибки пальцы часто оказываются зажатыми в пуансоне и матрице, которые также зажаты между пуансоном и заготовкой. Для мер безопасности при несчастных случаях недостаточно полагаться на некоторые световые защитные устройства и защитные устройства типа ограждения, и необходимо установить правильные методы работы и осведомленность операторов о безопасности. Подтвердите допустимую нагрузку инструмента Подтвердите, что центр инструмента остается неизменным до закрытия пуансона и матрицы Как отрегулировать параллельность гибки заготовки
Соответствующая стратегия безопасности
Безопасная работа
Правильное использование 2V штампа
При разборке инструментов постарайтесь вставить пуансон в нижнюю матрицу, чтобы пуансон не упал и не повредил палец.
Не вешайте предметы на кнопку аварийной остановки.
Неправильная установка инструментов
Дополнительная информация:
Проверьте этоСиэтл | Гибка листового металла
Ищете надежный сервис по гибке листового металла в Сиэтле? В Eckstrom Industries мы гордимся тем, что предоставляем нашим клиентам услуги по безупречной гибке металла, которые помогают им воплотить в жизнь их идеи о продукции.
Чтобы узнать больше о наших надежных услугах по гибке листового металла в Сиэтле, прочтите эту страницу или свяжитесь с нашим офисом сегодня. Наши специалисты по гибке будут рады предоставить вам индивидуальную смету для вашего проекта.
Наши услуги по гибке листового металла в Сиэтле
В Eckstrom Industries есть квалифицированная команда и цех, оснащенный самым современным оборудованием для гибки листового металла. Наши высококвалифицированные станки для гибки металла и перечень оборудования позволяют нашей команде в Сиэтле выполнять широкий спектр проектов по гибке листового металла.
Вот некоторые из услуг по гибке листового металла, предлагаемых в нашем магазине в Сиэтле:
Услуги по гибке валков Seattle
Валковая гибка может использоваться для формования изделий цилиндрической или конической формы. Листовой металл несколько раз медленно проходит через машину, чтобы добиться своей окончательной круглой формы.
Если вы хотите узнать больше о том, как наш цех по гибке листового металла в Сиэтле может помочь вам в реализации вашего проекта, позвоните в Eckstrom Industries. Наши станки для гибки листового металла будут рады обсудить с вами ваш проект и подскажут, какой метод гибки металла лучше всего подходит для ваших нужд.
Услуги по гибке вручную в Сиэтле
Проекты, требующие ручной гибки, являются одними из самых сложных и требующих много времени. Если станок для гибки металла не может выполнить нужный тип гибки, вам понадобится ручной станок для гибки металла, чтобы завершить работу.
В Eckstrom Industries в Сиэтле у нас есть опытная команда специалистов по гибке металла, которая может помочь с любой ручной гибкой, необходимой для вашего проекта. Позвоните в нашу мастерскую по гибке металла в Сиэтле сегодня, чтобы обсудить ваш проект с нашей командой.
Seattle V-Bending Services
V-образная гибка – это своего рода обобщающий термин в мире гибки металлов. Под эгидой v-bending у вас есть воздушное сгибание, чеканка и дно. V-образная гибка использует штамповочное и штамповочное оборудование для формирования желаемого гиба листового металла.
Чтобы узнать больше о возможностях V-образной гибки в нашем цехе гибки листового металла в Сиэтле, позвоните в Eckstrom Industries сегодня.
Преимущества работы с цехом гибки листового металла Сиэтла
Наши специалисты по гибке листового металла привержены принципам качества и точности, а наши предприятия оснащены всем необходимым для выполнения гибки высочайшего качества.Это гарантирует, что мы быстро выполним ваши проекты, сократим расходы и всегда выполним поставку в срок.
Более того, Eckstrom Industries – это компания, занимающаяся производством металла от начала до конца. От резки до гибки, сварки и обработки металла – у нас есть инструменты и талант, необходимые для выполнения каждого этапа производственного процесса. Если вам требуются дополнительные услуги по изготовлению, сотрудничество с нами еще больше снижает ваши расходы, поскольку мы можем удовлетворить все ваши потребности в производстве металла под одной крышей.
Сиэтл Индастриз Мы обслуживаем
Мы гордимся тем, что можем обслуживать ряд предприятий Сиэтла с помощью наших услуг по гибке металла. Наши квалифицированные станки для гибки металла одинаково хорошо справятся как с коммерческими, так и с бытовыми проектами. Наш цех по гибке листового металла в Сиэтле сотрудничал с сельскохозяйственными, оборонными и медицинскими компаниями, чтобы производить качественное оборудование и продукцию.
Обратитесь в надежный центр гибки листового металла Сиэтла
Нанимая профессиональную службу гибки листового металла, вы гарантируете, что ваш проект будет соответствовать вашим высоким стандартам и прослужит долгие годы.
В Eckstrom Industries в Сиэтле мы уделяем приоритетное внимание видению и потребностям наших клиентов. Мы гордимся тем, что предлагаем качественные услуги по гибке металла компаниям из Сиэтла, и хотим помочь вам воплотить ваши продукты в жизнь с помощью качественной гибки металла.
Свяжитесь с нашими специалистами по гибке сегодня, чтобы узнать больше о наших услугах по гибке металла в Сиэтле или запросить индивидуальную смету для вашего проекта.
Гибка листового металла: предложения и «лучшие практики»
Вот несколько «золотых правил», позволяющих сделать процессы гибки быстрыми, качественными и эффективными.
Что касается деятельности по гибке листового металла, недостаточно использовать подходящее оборудование и передовые технологии: нам также нужна правильная доля опыта и знаний. В дальнейшем мы предлагаем некоторые «рекомендации», которые предлагают рекомендации и передовой опыт, которым стоит следовать как техническим отделом, так и мастерской.
1) Уменьшение перемещений
Умный оператор гибки должен создать вокруг листогибочного пресса эргономичный рабочий уголок, который обеспечивает легкую загрузку / разгрузку компонентов, где детали и оборудование находятся близко и с комфортом перемещаются.Кроме того, он должен заранее подготовить условия, чтобы облегчить также операции, следующие за гибкой, размещением обработанных деталей на поддонах, чтобы другие операторы (сварщики, сборщики и т. Д.) Могли легко и удобно с ними обращаться. С этой точки зрения может быть интересно оптимизировать конкретные решения, например, заранее подготовить направляющие и тележки, чтобы упростить обработку деталей аккуратно и быстро.
2) Оптимизация программ ЧПУ
Простого программирования ЧПУ уже недостаточно, потому что хороший «обзор» программирования может способствовать поиску новых решений и оптимизации процесса гибки.Типичным примером является верхняя мертвая точка (ВМТ), которую можно снизить с помощью подробного анализа программ гибки. В общем, рекомендуется время от времени также пересматривать программы гибки, особенно для консолидированных деталей, потому что со временем опыт может помочь оператору в поиске новых решений и устройств для сокращения времени или преодоления некоторых проблем.
3) Стандартизация операций обработки
Стандартизация процессов обработки означает попытку объединить во времени операции одного типа, т.е.е. разделение заготовок на части таким образом, чтобы использовать штампы и пуансоны на максимально долгое время. Эта практика, которая может показаться малоприменимой, поскольку не всегда возможно разделить заказы или «предвидеть», что будет произведено в краткосрочной перспективе, может помочь в экономии времени на переналадку станков и в операциях по замене инструмента. Это еще более важно в случае работ со средне-тяжелыми стальными конструкциями, когда работа ведется на больших машинах с помощью тяжелого и трудноуправляемого оборудования.
4) Предлагаемые решения
Гибочный оператор, имеющий многолетний опыт работы или только что начавший свою работу, всегда должен проявлять инициативу. Другими словами, недостаточно предупредить о проблеме, но всегда необходимо предоставить действительные решения и альтернативы коллегам и руководителям. Атмосфера сотрудничества в компаниях улучшает рабочую среду и очень часто рождает интуицию, которая может повысить производственную эффективность предприятия; Очевидно, это происходит с любым технологическим процессом, а не только с гибкой.Более того, всем следует помнить известную поговорку: «прежде чем предлагать проблему другим, подумайте, можете ли вы быть проблемой».
5) Непрерывное обучение и общение
Постарайтесь улучшить свою работу и никогда не переставать учиться – это, пожалуй, самое важное предложение.