Р-105 Станок токарный настольный. Паспорт, схемы, описание, характеристики
Сведения о производителе настольного токарного станка модели Р-105
Производитель настольного токарного станка модели Р-105 – Чистопольский завод Автоспецоборудование.
Станки, выпускаемые Чистопольским заводом Автоспецоборудование
- Р-105 станок токарный настольный Ø 140
- Р-175, Р-175м – станок сверлильный настольный Ø 16
Р-105 Станок настольный токарно – фрезерный специальный. Назначение, область применения
Настольный токарно-фрезерный станок Р105 предназначен для проточки коллекторов и фрезерования пазов между ламелями. Станок производился в 70-х годах прошлого века.
Станок Р105 производился для механизации ремонта электрогенераторов в автомастерских. Коллектор протачивается на токарном станке, а затем проререзаются пазы между ламелями.
В связи с узкой специализацией станка Р105 на нем не предусмотрена механическая подача суппорта и нарезание резьбы.
В настоящее время используется как настольный токарный станок в небольших домашних мастерских.
Общий вид токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Фото токарного станка Р-105
Расположение составных частей токарного станка Р-105
Расположение основных узлов токарного станка Р-105
Фото токарного станка Р-105. Смотреть в увеличенном масштабе
Перечень составных частей токарного станка Р-105
- Крышка (кожух шкивов)
- Ремень приводной
- Гайка разрезная для регулировки натяга подшипника шпинделя
- Станина
- Шпиндельная бабка
- Винты крепления патрона
- Шпиндель
- Центр
- Патрон
- Электродвигатель
- Электроблок
- Пульт управления
- Ключ токарного патрона
- Суппорт
- Рукоятка фрезерной головки
- Щиток
- Рукоятка зажима резцедержателя
- Резцедержатель
- Маховичок поперечной подачи суппорта
- Штурвал продольной подачи суппорта
- Рукоятка зажима на станине задней бабки
- Задняя бабка
- Болт заземления
- Шкив электродвигателя
- Винт крепления кожуха
Устройство и принцип работы токарно-фрезерного станка Р105
Станок состоит из станины 4 (рис. 1), задней бабки 22, суппорта 14, шпиндельной группы 5, фрезерной головки 15, привода 10, электроблока 11 и патрона 9.
1), задней бабки 22, суппорта 14, шпиндельной группы 5, фрезерной головки 15, привода 10, электроблока 11 и патрона 9.
Станина — литая, в верхней левой части имеет выступ, являющийся корпусом передней бабки.
Направляющие станины типа «ласточкин хвост». Станина имеет три люка: торцовый, обеспечивающий доступ к ременной передаче 2 и два задних, через один из которых вставляется привод шпинделя, а через второй – электроблок, смонтированный на крышке люка. Торцовый люк закрывается крышкой 1, имеющей специальные вентиляционные окна. На передней стенке станины расположен пульт управления станком 12, на котором смонтированы кнопки «пуск» и «стоп».
Задняя бабка – установлена в направляющем пазе и может по нему передвигаться в зависимости от длины устанавливаемого якоря. Фиксация бабки в определенном положении на станине осуществляется с помощью рукоятки 21, приводящей в действие эксцентриковый зажим. Пиноль задней бабки имеет конус Морзе № 2.
Суппорт перемещается по направляющим станины в продольном направлении посредством реечной передачи с ручным приводом от штурвала фартука 20, закрепленного на нижней стороне передней балки плота. Поперечная подача осуществляется с помощью маховичка 19. Цена деления гайки указателя поперечной подачи 0,05 мм На поперечном суппорте установлен резцедержатель 18, в котором с помощью винтов крепится режущий инструмент. На задней стенке плота предусмотрено место крепления кронштейна фрезерной головки 15.
Шпиндельная группа — состоит из стакана 5, в котором на двух шарикоподшипниках установлен шпиндель 7 с отверстием конус Морзе № 4.
Регулировка натяга в подшипниках шпинделя осуществляется с помощью разрезной гайки 3, путем поджима наружного кольца подшипника. Шпиндельная группа с помощью винтов прифланцовывается к корпусу передней бабки. Привод шпинделя осуществляется клиноременной передачей 2 непосредственно со шкива электродвигателя 24 на шкив шпинделя.
Фрезерная головка — устанавливается на задней стенке суппорта. Головка представляет собой поворотный кронштейн с закрепленным на нем электродвигателем и микропереключателем.
Положение головки по высоте регулируется с помощью винта, имеющего на своей поверхности накатку. Фреза крепится непосредственно на валике, установленном на валу электродвигателя.
Привод шпинделя — смонтирован на задней крышке и состоит из электродвигателя мощностью 400 Вт и натяжного устройства.
Электроблок — устанавливается через задний люк станины и крепится к ней четырьмя винтами. На блоке смонтированы два магнитных пускателя, набор зажимов, предохранитель, штепсельное соединение и провода. Электроблок смонтирован таким образом, что его можно целиком вынуть через люк станины при наладке или ремонте.
Электрооборудование токарно-фрезерного станка Р105
Электрооборудование станка рассчитано на питание от сети переменного трехфазного тока напряжением 380/220 в, частотой 50 Гц.
Пусковая и защитная аппаратура смонтированы на крышке электроблока и пульте управления.
Электрическая схема токарного станка Р-105
Схема электрическая токарного станка Р-105. Смотреть в увеличенном масштабе
Привод. Для привода шпинделя используется электродвигатель М1 (Рис. 2) переменного тока АОЛ-22-4 (M361) мощностью 0,4 кВт, с числом оборотов 1400 об/мин. Для привода фрезерной головки используется электродвигатель М2 переменного тока АОЛ-011-2 (M361) мощностью 80 Вт, числом оборотов 2760 об/мин.
Двигатель шпинделя управляется кнопками КН1 и КН2.
Включение и отключение двигателя фрезерной головки осуществляется микропереключателем В2.
Блокировка. При установке фрезерной головки в рабочее положение, контакты микропереключателя, установленного на кронштейне фрезерной головки переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включении двигателя шпинделя.
Такая блокировка исключает возможность включении двигателя шпинделя.
Защита. Электрооборудование станка защищено от коротких замыканий и перегрузок плавким предохранителем ПP1. Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей P1 и Р2.
Порядок работы на станке Р-105
Для проточки коллекторов необходимо установить заднюю бабку 22 в положение, соответствующее длине вала якоря и надежно ее закрепить с помощью рукоятки эксцентрикового жение и настраивается посредством винта на соответствующую глубину резания после чего фиксируется контргайкой. Перед фрезерованием вал якоря должен быть установлен в центрах, для чего необходимо развести кулачки патрона 9.
При установке фрезерной головки в рабочее положение контакты микропереключателя, установленного на кронштейне фрезерной головки, переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включения шпинделя.
Такая блокировка исключает возможность включения шпинделя.
Подача фрезы производится вращением того же штурвала продольной подачи 20, что при проточке коллектора, но с подачей, соответствующей 75 мм на один оборот.
Поворот и установка якоря при фрезеровании производится вручную. По окончании фрезерования зачистить коллектор мелкой наждачной шкуркой.
Станок укомплектован специальным ключом 13, который служит для крепления фланца патрона в конусное отверстие шпинделя 7, его выпрессовки из конусного отверстия и управления кулачками патрона.
Р-105 Станок токарный настольный. Видеоролик.
Основные технические характеристики станка Р-105
| Наименование параметра | Р-105 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | Н | |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 140 | |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | ||
| Высота центров над плоскими направляющими станины, мм | 70 | |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 550 | |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | нет | |
| Число ступеней частот вращения шпинделя | 2 | |
| Частота вращения шпинделя, об/мин | 1400; 2000 | |
| Торможение шпинделя | нет | |
| Суппорт | ||
| Привод подачи суппорта | ручной | |
| Наибольшее продольное перемещение суппорта, мм | 500 | |
| Продольное перемещение суппорта за один оборот штурвала, мм | 29; 75 | |
| Наибольшее поперечное перемещение суппорта, мм | 70 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | |
| Перемещение суппорта поперечное на один оборот лимба, мм | 3 | |
| Фрезерная головка | ||
| Привод подачи фрезы | ручной | |
| Частота вращения фрезерной головки, об/мин | 2760 | |
| Наибольший вертикальный ход фрезы, мм | 40 | |
| Вертикальная подача фрезы за один оборот маховичка, мм | 6 | |
| Наибольший продольный ход фрезы, мм | 500 | |
| Продольная подача фрезы за один оборот маховичка, мм | 29; 7 | |
Электрооборудование. Привод Привод | ||
| Параметры питающей сети | 220/380 В, 50 Гц | |
| Электродвигатель привода шпинделя, кВт (об/мин) | 0,4 (1400) | |
| Электродвигатель привода фрезерной головки, кВт (об/мин) | 0,08 (2760) | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1100 х 480 х 400 | |
| Масса станка, кг | 110 |
- Станок для проточки коллекторов и фрезерования пазов между ламелями ЦКБ Р105. Паспорт Р105-00000ПС, 1975
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972.
 (1к62)
(1к62) - Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н.
Список литературы:
 (1к62)
(1к62)Полезные ссылки по теме. Дополнительная информация
Паспорта к настольным токарным станкам и оборудованию
Каталог справочник настольных токарных станков
Токарный станок Р105: описание, технические характеристики, видео
С целью обработки резцами небольших заготовок применяют токарно-фрезерный станок Р105. Часто его приобретают для домашнего пользования либо в мелкие мастерские (стационарные и мобильные) для оказания оперативных работ по ремонту. Кроме токарных работ в устройстве имеется блок для фрезерования с горизонтальным положением пальчиковой фрезы. Станок выполняет такие операции как точение пазов, канавок, отверстий; обработку цилиндрических и сложных поверхностей заготовок, а также отдельные виды фрезерования пальчиковым лезвием.
Кроме токарных работ в устройстве имеется блок для фрезерования с горизонтальным положением пальчиковой фрезы. Станок выполняет такие операции как точение пазов, канавок, отверстий; обработку цилиндрических и сложных поверхностей заготовок, а также отдельные виды фрезерования пальчиковым лезвием.
Оглавление:
- Технические параметры
- Недостатки модели
- Модификация
Р-105 – это достаточно простая конструкция из монолитной станины закрытого типа, на которую поставлены три основных элемента: обе бабки передняя и задняя, электродвижок. Вращение от двигателя к шпинделю с резцом осуществляется через клиноременную передачу. Шпиндель оснащен конусом Морзе №4, в который закрепляется трехкулачковый патрон. Для удержания длинных болванок монтируется задняя бабка с пинолью, расточенной под конус Морзе №2.
Базовые теххарактеристики включают:
- Р-105 может обрабатывать заготовку по максимальным размерам: длина 550 мм, диаметр изделия 140 мм.
- Область продольного точения болванки ограничена движением суппорта до 500 мм.
- Мощность электромотора фрезерной головки – 80 Вт.
- Расстояние от поверхности станины до центральной оси держателей достигает 70 мм.
- Фрезерная головка может передвигаться в диапазоне 0-50 мм.
- Значение максимального вертикального перемещения фрезы – 4 мм.
- Фреза двигается ручным приводом, максимальная продольная подача не превышает величины 29,7 мм/оборот. Шкала деления гайки указателя – 0,05.
- Мощность трехфазного асинхронного мотора токарного привода Р 105 – 400 Вт
- Количество оборотов: паспортное – 1 400, 2 000 об/мин, максимально развивает скорость до 2760 об/мин.
- Имеется предохранитель, обеспечивающий длительную работу электрической оснастки токарного станка, защита от короткого замыкания и перегрузки сети.
- После подсоединения в электросеть, двигатель устройства Р-105 самостоятельно не заработает, пока не запустить магнитные пускатели.
- Работа от сети на 220 или 380 В, зависит от модификации оборудования.
- Габариты 1100х480х400 мм (ДхШхВ).
- Вес 110 кг.


Недостатки модели Р105.
- Настройка суппорта для закрепления резца производится вручную.
- Не предусмотрена нарезка резьбы станком.
- Вследствие небольших размеров оборудования Р105 его необходимо крепко закреплять на рабочем столе либо верстаке с целью гашения вибраций. Поверхность стола – прямая, без перепадов уровня. Уменьшение величины вибраций способствует высокой точности токарной обработки.
- Установлены две скорости 1400 и 2000 об/мин, их переключение выполняется передвижением ремня по валам шкивов.
- Конструкция резцедержателя создает токарю много проблем, поэтому мастера стараются устанавливать самодельные усовершенствованные устройства.
- Для безопасного подключения оборудования Р105 к электросети необходимо организовать заземление.
- Низкая мощность двигателя не дает выполнить многие специфичные операции.
- Нет возможности зафиксировать прутки через зажимы, по причине отсутствия сквозного отверстия на шпинделе.
- Фрезерная головка препятствует выполнению пазов на цилиндрических болванках из стали, получается только на заготовках из мягкого материала. Это обстоятельство касается и полновесной фрезеровки.

Технические характеристики токарного станка с ограниченной заводской функциональностью повлияли на то, что изначально его производство было связано только с проточкой коллекторов и различных видов пазов. Поэтому от фабричного Р105 никто не ожидает особенных результатов, но долговечность и высокая прочность механизма снискали определенную славу среди специалистов. Умельцы, купив б/у станок и изменив некоторые технические параметры, могут превратить его в более совершенную модель.
Основное слабое звено – это невысокая мощность двигателя станка, которая не позволяет производить:
- снятие толстого слоя материала по диаметру в одном проходе;
- точение конусов;
- обработку крупных болванок;
- нарезание резьбы.

Смена двигателя на более мощный вариант позволит исправить этот недочет. Но произвести замену без модификации базовой конструкции не получится. Мотор устанавливается вне станины и корпуса станка на другой платформе.
Электроинструменты производятся по способам питания от электросети: одна фаза 220В и три фазы 380В. Использование частотного преобразователя с однофазным питанием позволит подсоединять двигатель к бытовой электросети и изменит диапазон настройки количества оборотов.
Способы улучшения токарного станка
Для улучшения механических характеристик специалисты заменяют или преобразовывают отдельные узлы конструкции в электроинстумент Р 105.
1. Вносят изменения в консольную схему крепления шпинделя, отдельно сверху добавляют блок вращения. Этот способ позволяет добиться увеличения максимального радиуса заготовок.
2. Модификация направляющих: минимальное вмешательство – их доработка шлифовкой, влияет на точность обработки. Кардинальное изменение – смена на рельсовый набор, способствует превращению в модель с ЧПУ.
3. Манипуляции с резцедержателем, имеется два варианта: первый – усовершенствовать имеющийся, выбрав одну из многочисленных схем в интернете. Второй – это купить и установить устройство в собранном виде, можно найти изделие промышленного производства. Улучшенный или новый инструмент сможет лучше закрепить фрез, к тому же вместо одного резца можно поставить два.
4. Самый кардинальный вариант изменения станка – это приобщение нескольких моторов привода подачи. Обычный станок превращается в инструмент с ЧПУ. Схемы монтажа применяются разные, каждый мастер использует различный исходный материал (новые движки или б/у) у каждого умельца свой подход к сборке – универсальных способов нет.
5. Дополнительно собирают фрезерную приставку, в которой удобно зажимаются детали для обработки или модернизируют имеющуюся.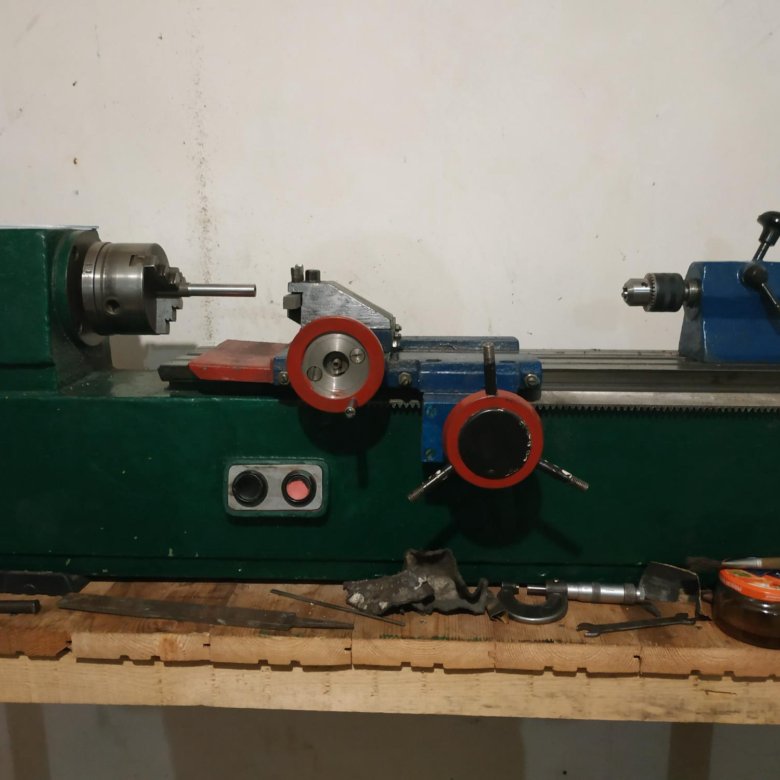
2021 Cervélo P 105 – Рок-н-роуд
Перейти к информации о продукте1 / из 5
Мы создали готовую к гонкам серию P для спортсменов, которые ищут скорость, вместительность, экономичность и комфорт. Это наша серьезная машина, разработанная для того, чтобы доставить вас из пункта А в пункт Б быстрее. Серия P отличается лучшей экономией воздуха, повышенной жесткостью и комфортом. Он был разработан с дисциплиной, вниманием, стилем и чванством. Каждое нажатие педали с легкостью продвигает человека и машину по воздуху, превращая ватты в победы.
Это наша серьезная машина, разработанная для того, чтобы доставить вас из пункта А в пункт Б быстрее. Серия P отличается лучшей экономией воздуха, повышенной жесткостью и комфортом. Он был разработан с дисциплиной, вниманием, стилем и чванством. Каждое нажатие педали с легкостью продвигает человека и машину по воздуху, превращая ватты в победы.
Cervelo P 105 – Теперь велосипеды
- Дом
- Каталог велосипедов
- Велосипеды
- Дорога
- Триатлон
- Сервело
- стр. 105
В данный момент этот товар недоступен.
Детали
ПРОСТО БЫСТРЕЕ
Серия P предназначена для спортсменов, которым нужны скорость, вместительность, ценность и комфорт. Это наша серьезная машина, разработанная для того, чтобы как можно быстрее доставить вас из точки А в точку Б. Это машина без отговорок и ваш идеальный пиарщик. Он легче и аэродинамичнее своего предшественника P3, что делает его быстрее на всех трассах. Естественно, аэродинамика и вес являются лишь частью уравнения – серия P поставляется с аэродинамическим баллоном на 500 мл, 400 мл верхней трубкой для хранения и встроенным задним креплением для гидратора. Настройте кабину и хранилище в соответствии с вашими потребностями и вашей гонкой.
Естественно, аэродинамика и вес являются лишь частью уравнения – серия P поставляется с аэродинамическим баллоном на 500 мл, 400 мл верхней трубкой для хранения и встроенным задним креплением для гидратора. Настройте кабину и хранилище в соответствии с вашими потребностями и вашей гонкой.
Отбросив представление о том, что узкий — это аэродинамика, новая серия P использует все, чему мы научились при разработке легендарного P5, чтобы создать платформу, которая не только жестче и легче, чем ее предшественник, но и имеет меньшее лобовое сопротивление. Он лучше поднимается, естественно проходит повороты и работает быстрее в каждом приложении.
Геометрия
| 48 | 51 | 54 | 56 | 58 | 61 | |
|---|---|---|---|---|---|---|
| СТЕПКА | 485 мм | 506ММ | 522ММ | 540 мм | 559ММ | 587ММ |
| ДОСТУП | 381ММ | 398 мм | 412 мм | 425 мм | 437ММ | 443ММ |
| ЭФФЕКТИВНАЯ ВЕРХНЯЯ ТРУБА @75&ГРАДУСОВАЯ ТРУБА СЕДЛА | 511ММ | 533ММ | 551ММ | 570 мм | 587 мм | 600 мм |
| ЭФФЕКТИВНАЯ ВЕРХНЯЯ ТРУБА @79&ГРАДУСОВАЯ ТРУБА СЕДЛА | 475 мм | 496ММ | 513ММ | 530 мм | 546ММ | 567ММ |
| РАЗМЕР КОЛЕС | 700С | 700С | 700С | 700С | 700С | 700С |
| УГЛОВАЯ ТРУБА | 71° | 72,5° | 72,5° | 72,5° | 72,5° | 72,5° |
| ТРЕЙЛ * | 62,4 мм | 62,4 мм | 62,4 мм | 62,4 мм | 62,4 мм | 62,4 мм |
| ВИЛКА СМЕЩЕНИЕ | 52 мм | 43 мм | 43 мм | 43 мм | 43 мм | 43 мм |
| ДЛИНА ГОЛОВНОЙ ТРУБЫ | 87,5 мм | 101ММ | 118 мм | 137 мм | 157 мм | 187 мм |
| НИЖНЯЯ КРОНШТЕЙН | 75 мм | 75 мм | 75 мм | 75 мм | 75 мм | 75 мм |
| ПЕРЕДНИЙ ЦЕНТР | 582ММ | 583ММ | 602ММ | 622ММ | 640 мм | 654ММ |
| КОЛЕСНАЯ БАЗА | 975ММ | 976ММ | 995ММ | 1015ММ | 1033ММ | 1047ММ |
| ВЫСОТА ОСТАНОВКИ | 732ММ | 758ММ | 773ММ | 790ММ | 808ММ | 836ММ |
| ДЛИНА ЦЕПИ | 405 мм | 405 мм | 405 мм | 405 мм | 405 мм | 405 мм |
Характеристики
| Рамка | Cervélo All-Carbon, коническая вилка P |
|---|---|
| Колеса | Alexrims Boondocks-5D, 28 ч (F), 28 ч (R), 21 мм IW, 6 болтов, бескамерная готовность |
| Оси | Индексированные сквозные оси Cervelo с рычагом, сквозные оси Cervelo Aero, 12×100/142 |
| Шины | Vittoria Zaffiro Pro V складной G2. |