Горизонтально-расточные станки по выгодной цене
Станок имеет неподвижную переднюю стойку, закрепленную на неподвижном основании. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка. По направляющим основания двигается стол, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя, а также совершать круговое движение. Управление станком осуществляется с пульта.
Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств.
При выборе расточного оборудование следует обращать внимание на следующие его характеристики:
| Характеристика | Значение | |
|---|---|---|
| Размеры рабочего стола | мм | |
| Грузоподъемность рабочего стола | кг | |
| Параметры перемещения рабочих органов (стол, шпиндельная бабка) | мм | |
| Мощность главного привода | кВт | |
| Питаемое напряжение | В | |
| Выбор дополнительной оснастки | да/нет | |
| Размеры станка | мм | |
| Вес | кг | |
| Цена станка | руб |
Стоимость и заказ станка
Компания «РуСтан» предлагает к продаже станки по металлу по выгодной цене. Также мы рекомендуем заказать дополнительное оборудование. Напоминаем, при покупке действует гибкая система скидок!
Также мы рекомендуем заказать дополнительное оборудование. Напоминаем, при покупке действует гибкая система скидок!
Доставка в Москве и по России, возможен самовывоз. Звоните по телефону +7 (495) 249-49-90!
Горизонтально-расточной станок – обработка крупных заготовок + Видео
Для обработки металлических заготовок используют различное оборудование. Горизонтально-расточной станок является универсальным, обеспечивающим выполнение разнообразных операций с помощью разных инструментов.
1 Горизонтально-расточное оборудование – назначение и особенности
Горизонтально-расточное станочное оборудование является подвидом группы металлорежущих многофункциональных устройств, предназначенных для обработки различным инструментом заготовок больших размеров. В эту категорию оборудования входят еще 2 типа станков – координатно-расточные, а также алмазно-расточные.
Всем этим металлорежущим промышленным оснащением можно выполнять растачивание, сверление, зенкерование, подрезку торцов, обтачивание цилиндрических заготовок, нарезание резьб (наружной, внутренней), фрезерование (торцевое и цилиндрическое).
- сверло;
- развертку;
- зенкер;
- фрезу;
- борштангу (приспособление для крепления инструмента) с резцами;
- другой.
Шпиндель совершает перемещение инструмента в заданное положение. Эти движения в расточном оборудовании обеспечиваются работой различных узлов, состав и функционирование которых зависят от назначения, размеров, компоновки станка, а также от количества, характера производимых операций. Горизонтально-расточное станочное оборудование получило наибольшее распространение, оно универсально и применяется для обработки изделий в условиях промышленного как серийного, так и единичного производства.
Именно шпиндельный узел обеспечивает широкую универсальность оборудования. Он состоит из следующих узлов:
- полого шпинделя, оснащенного планшайбой (шайбовый механизм, преобразующий движение вращение в возвратно-поступательное), обеспечивающей позиционирование закрепленного инструмента;
- расточного внутреннего шпинделя, перемещающегося горизонтально в осевом направлении, выполняя движение подачи.
У внутреннего шпинделя и планшайбы, имеющей радиальный суппорт, приводы раздельные. Эта конструктивная особенность и применение различных приспособлений существенно расширяют функционально-технологические возможности горизонтально-расточного оборудования (совмещение переходов, например). В оборудовании малых размеров стол имеет салазки и сани, обеспечивающие перемещения в поперечном и продольном направлениях. Механизмы, обеспечивающие смену положения стола, позволяют сообщать ему как медленное (со скоростью подачи при обработке) движение, так и установочное быстрое, а также ручное перемещение.
Для поворотного стола есть 4 фиксированные позиции, расположенные через 90°. Устройство вращения предусматривает ручной, а также механический разворот стола с последующей фиксацией и закреплением его. Промежуточные нефиксированные положения выставляются по круговой шкале. В тяжелых станках столы перемещаются в 1 направлении по направляющим непосредственно самой станины посредством червячно-реечных передач. Привод передвижения столов приводится в действие регулируемыми электрическими двигателями постоянного тока.
Задняя стойка станков литая, имеет коробчатую форму. По вертикальным направляющим, расположенным на ней, может передвигаться люнет, который поддерживает борштангу с инструментами.
2 Основные виды универсальных станков
Существует три основных типа горизонтально-расточного универсального оборудования:
- Для обработки средних и мелких заготовок – имеют шпиндель, диаметр которого до 125 мм.
 Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.
Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях. - Для крупных и средних изделий – шпиндель 100–200 мм. Основные узлы такие же, как у оборудования малых размеров. Стойки и стол перемещаются в 1 направлении взаимно перпендикулярно (поперечно или продольно).
- Для особо крупных заготовок – шпиндель 125–320 мм. Колонка (передняя стойка) передвигается в 1 или 2 направлениях. Тяжелые станки не имеют стола. Крепление заготовки осуществляют непосредственно на станине.
 Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.
Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.Главное движение универсального станка малого размера – вращение шпинделя. Перемещение подачи передается либо заготовке, либо инструменту, что зависит от вида обработки изделия. Первый вариант подачи осуществляется благодаря движению стола в одном из направлений. Второй – за счет вертикального перемещения бабки или осевого движения шпинделя, либо радиального смещения резца по планшайбе.
Вспомогательные движения малых станков – установочная смена положения стола по 2 координатам, шпиндельной бабки вверх или вниз, задней стойки или люнета на ней, переключение скоростей осуществления подач и так далее. В средней и тяжелой серии станков движения и перемещения исполнительных механизмов такие же, как и у оборудования малых размеров, и определяются их компоновкой.
В наиболее универсальных тяжелых станках передняя стойка передвигается поперечно по направляющим станины, а продольно – по промежуточным саням с направляющими. Перемещение стойки производится со скоростью установочных движений, а также рабочих подач (как при фрезеровании). Задняя стойка меняет положение только в поперечном направлении.
В приводах подачи и шпинделя используются электродвигатели постоянного или переменного тока, установленные на шпиндельной бабке. В оборудовании малых размеров для смены положения шпиндельной бабки, стола, задней стойки предусмотрены отдельные электродвигатель и коробка передач.
3 Горизонтально-расточное оборудование с ЧПУ
Горизонтально-расточной станок с ЧПУ, в отличие от обычного универсального такого же оборудования, оснащен позиционной замкнутой системой программируемого управления, которая обеспечивает точность и последовательность всех необходимых операций по обработке заготовки. Значения задаваемых и текущих перемещений по осям отображаются с помощью цифровой индикации. В качестве датчиков, осуществляющих обратную связь между исполнительными узлами и устройством ЧПУ, применены сельсины.
Количество управляемых координатных осей равно 5/2 (всего/одновременно). Дискретность (точность) отсчета (перемещения) по осям – 0,01 мм. Помимо этого, возможно введение корректировки положения и длины инструмента. Станок с ЧПУ имеет выдвижной шпиндель, поворотный поперечно-подвижный стол, продольно-подвижную переднюю стойку. Шпиндель осуществляет вращательное (главное) движение и перемещение по оси (подача).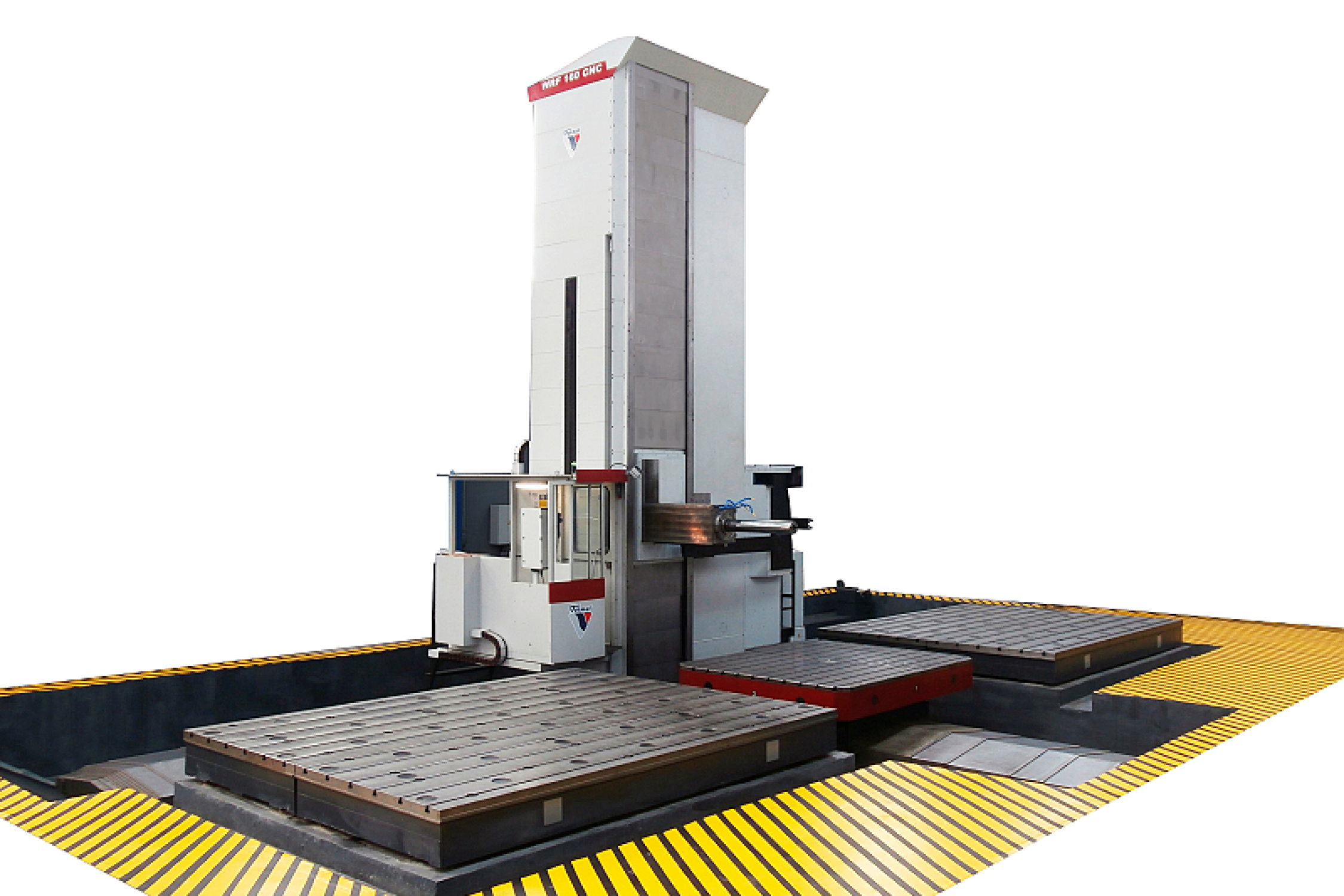
Салазки перемещаются редуктором подачи по направляющим станины, расположенным горизонтально. Стол перемещается в поперечном направлении посредством редуктора подачи и имеет запрограммированный поворот. Шпиндельная бабка меняет положение, передвигаясь по направляющим вертикальной стойки. Шпиндель получает главное движение от электрического двигателя постоянного тока, передаваемое через модули зубчатых колес и передачу. Блоки и муфта переключаются электрогидравлическим устройством. При механическом переключении ступеней подача выключается, а при электрическом управлении не отключается.
Поворот стола производится от вала двигателя через червячную или иную передачу. Чтобы поворотный стол устанавливался через 90°, на его салазках смонтирован индуктивный датчик, а сам стол оснащен 4 магнитоприводами, имеющими конструкцию, позволяющую регулировать в небольших пределах угол поворота. При подходе магнитопровода к датчику стол перемещается на заданной маленькой скорости.
Подвижные механизмы расточного станка зажимаются индивидуальными наборами тарельчатых пружин, а разжимаются гидравликой. Станочная гидросистема осуществляет отжим подвижных устройств, инструмента, закрепленного в шпинделе, а также переключение ступеней основного привода.
Станочная гидросистема осуществляет отжим подвижных устройств, инструмента, закрепленного в шпинделе, а также переключение ступеней основного привода.
4 Горизонтальный координатно-расточной станок – высокая точность обработки
Такой станок – оборудование, предназначенное для обработки различных пазов, отверстий, плоскостей, взаимное расположение которых относительно базовых точек, поверхностей детали должно иметь особо высокую точность. На таких станках выполняют почти все операции, предусмотренные для расточного оборудования. Помимо этого, на них можно производить разметочные работы.
Для обеспечения точности координатных передвижений узлов станки оснащены различными механическими, индуктивными, электронными и оптико-механическими устройствами отсчета, позволяющими измерять перемещения всех подвижных модулей с очень высокой точностью. Поворотные столы на таком оборудовании установлены универсальные, обеспечивающие возможность обработки наклонных отверстий и выполнения операций в полярной системе координат.
Оборудование подразделяют на одностоечное и двухстоечное. Движения, производимые координатно-расточным оборудованием:
- главное – вращение шпинделя;
- подачи – вертикальное перемещение шпиндельного узла;
- установочные:
- в одностоечных станках – поперечное и продольное перемещение подвижного стола на заданные осевые координаты и вертикальное позиционирование шпиндельной бабки в соответствии с высотой детали;
- в двухстоечных – стол перемещается продольно, шпиндельная бабка поперечно позиционируется на траверсе, которая может передвигаться вертикально.
На данных станках режущий инструмент и изделие взаимно перемещаются (с линейной точностью до 2 мкм) по осям прямоугольных координат. Конструкция оборудования выполнена особо жесткой, с очень плавными передачами всех движений и тщательно сбалансированными быстровращающимися деталями (чтобы уменьшить вибрацию).
Сведения о производителе горизонтально-расточного станка 2620ВПроизводителем горизонтально-расточных станков моделей 2620В Ивановский завод тяжелого станкостроения, основанный в 1953 году. 21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ). Станки производства Ивановского завода тяжелого станкостроения ИЗТС2620В станок горизонтально-расточный универсальный. Назначение и область примененияНачало серийного производства станка 1973 год. Станок универсальный горизонтально-расточный 2620В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями. Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг. На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола. Особенности конструкции станка 2620ВСтанок модели 2620В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Управление станком осуществляется с центрального пульта, жестко закрепленного на станине, и вспомогательного переносного пульта управления. Центральный ручной привод используется для тонких установочных перемещений всех подвижных органов и быстрого осевого перемещения шпинделя. Привод подач широкого диапазона 1 :800 от электродвигателя постоянного тока позволяет изменять подачу во всем диапазоне без переключения каких-либо муфт или зубчатых колес. При работе на тяжелых обдирочных режимах стол и бабка, фиксируются однорукояточными зажимами. При чистовой обработке фиксация стола и бабки, а также точное их перемещение по направляющим осуществляется специальными упругими устройствами, исключающими необходимость применения зажимов. Координаты перемещений шпиндельной бабки, люнета, задней стойки и стола в поперечном направлении, а также при повороте стола на 90° отсчитываются при помощи навесных оптических устройств с ценой деления 0,01 мм и точностью установки координат. ±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время. За отдельную плату со станком потребителю поставляются: устройство для повторной установки по координатам, резьбонарезное приспособление и вращающаяся опора люнета. Точность обработки изделий на горизонтально-расточном станке 2620В:
Класс точности станка Н. Шероховатость обработанной поверхности V 6. Модификации горизонтально-расточного станка 2620В
Производители горизонтально-расточного станка 2620
Габарит рабочего пространства горизонтально-расточного станка 2620ВГабарит рабочего пространства станка 2620в Посадочные и присоединительные базы горизонтально-расточного станка 2620В. Поворотный стол Поворотный столПоворотный стол горизонтально-расточного станка 2620в Посадочные и присоединительные базы горизонтально-расточного станка 2620В. Конец шпинделяКонец шпинделя горизонтально-расточного станка 2620в Посадочные и присоединительные базы горизонтально-расточного станка 2620В. Планшайба радиальная встроеннаяПланшайба радиальная встроенная расточного станка 2620в Фото горизонтально-расточного станка 2620ВФото горизонтально-расточного станка 2620в Фото горизонтально-расточного станка 2620в Фото горизонтально-расточного станка 2620в Фото горизонтально-расточного станка 2620В. Смотреть в увеличенном масштабе Расположение составных частей горизонтально-расточного станка 2620ВРасположение составных частей расточного станка 2620в Перечень составных частей горизонтально-расточного станка 2620В
Кинематическая схема горизонтально-расточного станка 2620ВКинематическая схема расточного станка 2620в Кинематическая схема горизонтально-расточного станка 2620в. Установочный чертеж горизонтально-расточного станка 2620ВУстановочный чертеж расточного станка 2620в Читайте также: Электросхема горизонтально расточного станка 2620В, 2622В 2620В горизонтально расточной станок. Видеоролик.Технические характеристики горизонтально-расточных станков 2620В
Список литературы:Связанные ссылки Паспорта горизонтально-расточных станков Каталог горизонтально-расточных станков Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описание В настоящее время станок не производится.
В настоящее время станок не производится. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения.
Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения. Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт.
Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт.

 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Шпиндельная бабка
Шпиндельная бабка Руководство по эксплуатации 2620В.00.000 РЭ
Руководство по эксплуатации 2620В.00.000 РЭ Ф. Справочник токаря-расточника,1969
Ф. Справочник токаря-расточника,1969Горизонтально-расточной станок Skoda W200Ф1
Цель проекта
- Замена устаревшего и неисправного электрооборудования и пневматического оборудования для обеспечения безаварийной работы станка;
- достижение заводских параметров скоростей и точности работы станка;
- создание системы контроля состояний для ускорения технического обслуживания и уменьшения времени простоя станка.

Результат
- Достигнуты заводские характеристики по скоростям подачи суппортов и скорости вращения планшайбы.
- Точность измерительной системы превысила данные завода-изготовителя (см. прилагаемое письмо).
- Преобразователи частоты объединены общим звеном постоянного тока, что позволяет использовать один комплект из блока торможения и тормозных резисторов для повышения быстродействия системы.
- Новая система смазки направляющих позволяет поддерживать большее давление при неизменном расходе.
- Все механические концевые выключатели, установленные на станке, заменены на бесконтактные индуктивные датчики с индикацией срабатывания.
- На сенсорном экране пульта управления индицируется состояние узлов станка, и выводится диагностическая информация об ошибках при работе станка с указанием на источник ошибки.
Дата выполнения проекта: 2013 г.
Характеристика объекта
Горизонтально-расточные станки типа W200 предназначены для обработки тяжелых механических деталей. Применяются для фрезеровки, сверления, нарезания резьбы. Заготовки устанавливаются или на зажимные плиты, или на поворотные столы, которые поставляются в качестве отдельной установки.
Колонна горизонтально-расточного станка перемещается по станине вдоль заготовки (ось X), закрепленной на зажимных плитах или на поворотном столе. По колонне перемещается в вертикальном направлении головка шпинделя (ось Y) с выдвижной четырехбоковой пинолью, в оси которой концентрически находится шпиндель для сверления и фрезеровки.
Сверлильный шпиндель выдвигается в направлении, перпендикулярном к перемещению колонны по станине, вместе с пинолью (ось W), или без неё (ось Z). Пиноль предназначена для подпорки выдвижного сверлильного шпинделя. На ее конце прикрепляются различные дополнительные устройства, как напр. фрезерное устройство, расточное устройство и подобные.
фрезерное устройство, расточное устройство и подобные.
Объем выполненных работ
- Разработана проектная документация, включая конструкторские чертежей;
- Разработаны новые инструкций для операторов и обслуживающего персонала;
- Разработано программное обеспечение;
- Изготовлено электрооборудования в шкафном исполнении;
- Изготовлены деталей для установки оборудования на станке: переходные фланцы, опоры и муфты для присоединения электродвигателей, установочные детали для датчиков, разъёмы и шланги для подключения гидравлического и пневматического оборудования.
- Выполнен демонтаж старого электрооборудования, в т.ч. старых шкафов управления, двигателей, кабельной продукции;
- Выполнены: монтаж новых шкафов управления, нового оборудования на станке, прокладка кабелей, прокладка шлангов гидравлики и пневматики, ремонт пневматических зажимов осей станка, монтаж новой линейной измерительной системы;
- Выполнены пуско-наладочные работы, в т. ч. опытно-промышленная эксплуатация и обучение персонала.
 ч. опытно-промышленная эксплуатация и обучение персонала.
ч. опытно-промышленная эксплуатация и обучение персонала.Примененное оборудование
Система управления
- контроллер Mitsubishi серии L – L02CPU-P;
- сенсорный дисплей оператора GT1575-VNBD;
- удаленные станции ввода-вывода AJ65SBTB1-32D
Привод вращения шпинделя
- Асинхронный двигатель OMT1-VP-315S4 110кВт;
- Преобразователь частоты FR-A740-03250 110кВт;
Электропривода подачи осей X и Y
- серводвигатели Fukuta SF- SF-112 11Вт;
- Преобразователь частоты FR-А740-00126 EС 5,5кВт.
Линейная измерительная система
- Магнитная лента Balluff BML-M02, ось X – 8м, ось Y – 4,2м.
- Круговой оптический датчик RHI 503 56 пр-ва Line&Linde,
- Контроллер FX3U для обработки данных с измерительных линеек и датчиков
- Панель оператора GOT для индикации положений и реферирования значения положений.

Система пневматики
- Клапаны, фильтры, соединения производства SMC.
Горизонтально-расточной станок 2625 | Расточные станки
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производств. Это – широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развертывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимых на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения.
Особенности
Характерной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент – борштанга с резцами, сверло, зенкер, фреза, метчик и др. В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки.
В шпинделе крепится режущий инструмент – борштанга с резцами, сверло, зенкер, фреза, метчик и др. В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки.
Рис. 91 Кинематическая схема станка мод. 2625
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки можно подразделить на универсальные и специализированные. В свою очередь, универсальные станки разделяются на горизонтально-расточные, координатно-расточные и алмазно-расточные (отделочно-расточные). Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя.
Формообразующие движения
Формообразующими движениями в расточных станках являются: вращение шпинделя и движение подачи. Подача сообщается либо инструменту, либо заготовке, в зависимости от условий обработки. Вспомогательными движениями являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола в продольном и поперечном направлениях, установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т. д.
Вспомогательными движениями являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола в продольном и поперечном направлениях, установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т. д.
На рис. 91 показана кинематическая схема универсального горизонтально-расточного станка 2625. На станине / справа установлена передняя неподвижная стойка 2, по вертикальным направляющим которой перемещается шпиндельная бабка 3. С левой стороны станины установлена задняя стойка 4, которую можно перемещать по направляющим станины. Между стойками на направляющих станины расположен поворотный стол 5, который может совершать движения подачи в продольном и поперечном направлениях. В шпиндельной бабке, расположенной на передней стойке станка, помещается механизм главного движения и механизм подачи расточного шпинделя. Бабка может перемещаться вручную по направляющим стойки 2.
Кинематические цепи станка
Рассмотрим основные кинематические цепи станка.
Главное движение
Главное движение – вращение расточного шпинделя и шпинделя планшайбы. Вращение шпинделям передается от двухскоростного электродвигателя 30, через ременную передачу 6-7, зубчатые передачи коробки скоростей 8-9, 10-11, 12-13, 14-15, 16-17, 18-19. При включении муфты 31 движение с вала коробки скоростей через колеса 20-21 будет передаваться на планшайбу. Коробка скоростей обеспечивает 18 различных значений частот вращения шпинделей.
Расточной шпиндель, помимо вращательного движения, может совершать также поступательное движение подачи в осевом направлении. Коробка подач позволяет получить 16 подач. Наличие ходового винта подачи шпинделя позволяет нарезать наружные и внутренние резьбы. Эта цепь настраивается при помощи гитары а – b, с-d.
Шпиндель планшайбы имеет суппорт, служащий для подачи инструмента в радиальном (поперечном) направлении при помощи планетарной передачи. Движение от шпинделя планшайбы к суппорту передается по двум кинематическим цепям. С одной стороны движение передается непосредственно от шпинделя через зубчатые колеса 21–22 с постоянным передаточным отношением 58 : 22 на водило. В этом случае колеса 23 и 24 совершают планетарное движение, вращая колесо 25. С другой стороны на это колесо передается движение от шпинделя через коробку подач станка. Движение, передаваемое по обеим кинематическим цепям, суммируется зубчатым колесом 25 и передается через колеса 26–27, червячную и реечную передачи суппорту планшайбы. Суппорт планшайбы имеет 16 подач, предельные значения которых будут smin = 0,05 мм/об, smax – 8,1 мм/об.
С одной стороны движение передается непосредственно от шпинделя через зубчатые колеса 21–22 с постоянным передаточным отношением 58 : 22 на водило. В этом случае колеса 23 и 24 совершают планетарное движение, вращая колесо 25. С другой стороны на это колесо передается движение от шпинделя через коробку подач станка. Движение, передаваемое по обеим кинематическим цепям, суммируется зубчатым колесом 25 и передается через колеса 26–27, червячную и реечную передачи суппорту планшайбы. Суппорт планшайбы имеет 16 подач, предельные значения которых будут smin = 0,05 мм/об, smax – 8,1 мм/об.
Шпиндельная бабка также имеет 16 ступеней вертикальной подачи по направляющим передней стойки в пределах от 0,1 до 16 мм/об планшайбы.
Движение подачи
Стол станка совершает продольную подачу. Начальным звеном этой цепи является расточной шпиндель, конечным звеном – реечное колесо 28. Стол имеет 16 подач в пределах от 0,05 до 8,1 мм/об расточного шпинделя и от 0,1 до 16 мм/об шпинделя планшайбы. Ускоренное перемещение стола производится электродвигателем 29 быстрых перемещений.
Ускоренное перемещение стола производится электродвигателем 29 быстрых перемещений.
Похожие материалы
Алмазно-расточные станки: принцип работы и виды
Алмазно-расточные станки используются в сфере шлифования конической формы фасонных вращающихся поверхностей, специальных канав и торцов, подходят при тонком растачивании цилиндрических плоскостей. Такие агрегаты используются при последней стадии шлифовки отверстий. Тонкое растачивание гарантирует гладкость металлической поверхности и 100%-ную точность различной формы углублений.
Алмазно-расточные станкиОборудование такого типа укомплектовано двумя разновидностями механизма:
- твердосплавный – используется для резки стальных и чугунных материалов;
- алмазные – обработка пластмассовых, вулканизованных видов каучуков, прочих синтетических материалов.
Почти все модели алмазно-расточных станков с числовым программным обеспечением используются не только для создания запчастей к автомобильным двигателям, но и для создания точных деталей для двигателей различных других станков или иного оборудования. Это программное обеспечение создано на базе компьютеризированной системы управления, работающей с приводами технологического оборудования.
Это программное обеспечение создано на базе компьютеризированной системы управления, работающей с приводами технологического оборудования.
Чтобы понять, как работает станок, создана специальная кинематическая схема, на которой изображена последовательность передачи движения от двигателя станка к остальным его рабочим органам, а также их взаимосвязь.
Растачивание тонкого типа
Это заключительный этап шлифования отверстий, которое выполняется высокопрочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначен для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и иных синтоматериалов. К числу таких деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое подобное. Такое растачивание осуществляется при небольших углублениях, высокоскоростным процессом резания, что обеспечивает наименьшую шероховатость отполированных деталей.
Тонкое растачивание
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т. е. абразивные частицы осуществляют мягкую обработку поверхностного слоя заготовок). Этот эффект появляется в процессе хонингования, шлифовке и доводке будущей запчасти. Он уменьшает износоустойчивость запчастей.
е. абразивные частицы осуществляют мягкую обработку поверхностного слоя заготовок). Этот эффект появляется в процессе хонингования, шлифовке и доводке будущей запчасти. Он уменьшает износоустойчивость запчастей.
Виды станков
Все модели алмазно-расточных станков представлены четырьмя видами: вертикально и горизонтально направленные, а по количеству шпинделей – много- и одношпиндельные. Вертикальные одношпиндельные ставки наделены раздельным приводом с главным движением, а именно круговое движение шпинделя производится благодаря, ременной передаче. Горизонтальные виды предназначаются для проведения работ наивысшей точности, поэтому у них двигатель располагается за пределами станка, не предусмотрена коробка передач, а вращение шпинделям придается на основе тех же ременных передач. Чтобы настроить интенсивность вращения используются сменные и ступенчатые шкивы.
Общий вид алмазно-расточного станка
Вертикальные модели с одним шпинделем передают движение подачи по специальному шпинделю, а вот в горизонтальных двух или односторонних станках по специальной поверхности при помощи приспособления, которое будет надежно закреплять будущее готовое изделие. Стол осуществляет целый комплекс из заумных рабочих перенесений, путем подач детали различным головкам шпинделя, которые фиксируют на специальных мостиках. Специализированный алмазно-расточной станок работает немного по другому принципу: перемещение происходит благодаря шпиндельным головкам, а сама заготовка фиксируется в недвижимом положении.
Полуавтомат отделочно-расточной 2705
Алмазно-расточной станок 2705 с функцией автопрограммирования цикла, который предназначен для шлифовок цилиндрических, точных конических или фигурных поверхностей, чтобы вырезать канавки, подрезания внутренних или наружных торцов. Возможности этой машины помогают обрабатывать сразу пару небольших отверстий в мелкокалиберных элементах всего лишь за несколько подходов.
Алмазно-расточной станок 2705
Устройство станка позволяет фиксировать детали специальным приспособлением на рабочей поверхности, который производит рабочую передачу с быстрой конвенцией и бесступенчатым контролем скорости. Механизм 2705 позволяется использовать на предприятиях и фабриках, осуществляющих масштабное и массовое изготовление металлических составляющих.
Характеристики алмазно-расточного станка 2705:
- калибр отверстия в виду расточки – 8-200 мм;
- габариты плоскости стола – 320х500 мм;
- напряжение составляет 220/380 В;
- количество головок шпинделя, закреплённых на мостике – 3221.
Более подробный обзор станка показывает вес и многие другие характеристики изделия. Также вы можете посмотреть фото алмазно-расточного станка.
Односторонний алмазно-расточной станок 2706
Алмазно-расточной станок 2706 создан для растачивания цилиндрических отверстий. Он состоит из станины, сверху которой установлены два специализированных мостика, и между них на направляющих станины движется стол. Инструкция по эксплуатации станка 2706 говорит о том, что станок работает на основе электродвигателя, который установлен в станине и закрыт специализированным кожухом от попадания стружки.
Инструкция по эксплуатации станка 2706 говорит о том, что станок работает на основе электродвигателя, который установлен в станине и закрыт специализированным кожухом от попадания стружки.
Алмазно-расточной станок 2706
Для того, чтобы рассмотреть то, как он работает, вам понадобится электросхема. На станине также имеется гидростанция, которая осуществляет подачу масла в цилиндры, движущие механизмы станка. Схема работы показывает, что она управляется при помощи пульта и гидропанели. Если изучить паспорт изделия и его характеристики, то можно заметь, что все электрооборудование находится в специальном шкафу.
При выборе алмазно-расточного станка, обязательно просматривайте схему работы и паспорт устройства, потому как не все изделия работают по одинаковой схеме. Некоторые из них предусмотрены для того, чтобы более качественно обрабатывать детали различных двигателей. К тому же каждая модель алмазно-расточного станка рассчитана на создание определенных запчастей и приспособлений и иные детали невозможно будет обработать.
Электроник – Сверлильно-расточные станки
Сверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертакми, метчиками и другими инструментами.
Основными параметрами сверлильного станка являются наибольший условный диаметр сверления отвертсия (по стали), вылет и максимальный ход шпинделя и т.д.
В зависимости от области применения различают следующие сверлильные станки:
1. Вертикально- сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера (рис.С1, а). Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение стола станка вместе с заготовкой относительно инструмента.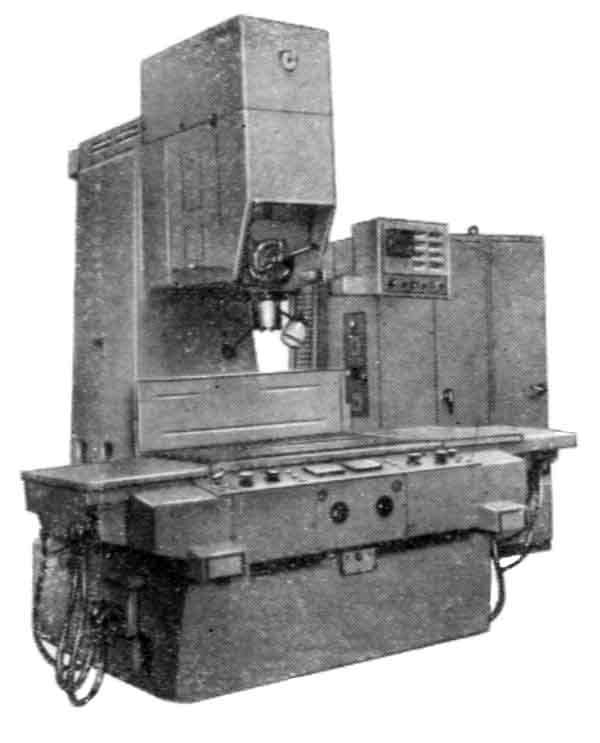
2. Радиально- сверлильные станки (рис.С1, б) используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и оси шпинделя с инструментом достигается перемещением шпиндельной бабки по направляющим поворотной траверсы относительно неподвижной детали.
Вертикально- сверлильный станок 2Н1353. Горизонтально-расточной станок (рис.С1, в) предназначен для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных плоских поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке заготовок корпусных деталей в мелкосерийном и серийном производстве.
4. Координатно-расточные станки предназначены для обработки отверстий (рис.С1, г) с высокой точностью и их взаимным расположением относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве.
Расточные станки предназначены для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке корпусных деталей в мелкосерийном и серийном производстве. В зависимости от характера операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специальные. Универсальные станки делят на горизонтально-расточные и алмазно-расточные (отделочно-расточные) и координатно-расточные. Для расточных станков наиболее существенными параметрами, определяющими основные данные станка, являются диаметр расточного шпинделя и размеры поворотного стола.
Выпускают горизонтально-расточные станки с диаметром шпинделя 80-32 мм и с рабочим размером поворотных столов от 800-900 до 1600-1800 мм.
Универсальный горизонтально-расточной станок 2620В (рис.Р1).
Рис. Р1. Универсальный горизонтальный расточной станок 2620ВКоординатно-расточные станки. На координатно-расточных станках можно размечать и центровать, сверлить, развертывать, окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяются для обработки точных отверстий в тех случаях, когда расстояние между осями или расстояние их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью. Точные расстояния между осями обработанных отверстий и принятыми, базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики. При этом применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
При этом применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированных помещениях, где поддерживается температура 20°C.
Координаты рассчитывают с помощью точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из коррозионно-стойкой стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валика доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдении через специальные микроскопы. Зеркальный валик размещают на столе и перемещают вместе с ним.
Станки сверлильно-расточной группы с ЧПУ
Эти станки предназначены для обработки отверстий сверлами, зенкерами, развертками, расточным и другим инструментом, во фланцах, плоскостных и корпусных деталях. На этих станках возможна комплексная сверлильно-фрезерно-расточная обработка деталей различной конфигурации и степени точности.
На этих станках возможна комплексная сверлильно-фрезерно-расточная обработка деталей различной конфигурации и степени точности.
Внедрение сверлильно-расточных станков с ЧПУ позволяет повысить производительность труда в 1.5-2.0 раза, а станков с автоматической сменой инструмента и инструментальным магазином в 3-4 раза.
Вертикально-сверлильный станок 2Р135Ф2 с ЧПУ.
Горизонтально-расточной станок с ЧПУ мод.2611Ф2.
Радиально-сверлильный станок с ЧПУ мод.2М55Ф2.
Непростая сторона станочного растачивания
Хотя слово «растачивание» чаще всего используется для описания унылой, монотонной или иным образом неинтересной задачи, оно также относится к процессу обработки, в котором существующее отверстие в заготовке расширяется с помощью расточного станка. Растачивание станком существует с середины до конца 1700-х годов, когда американский предприниматель Джон Уилкинсон изобрел первый в мире расточный станок. С тех пор этот процесс используют производственные компании.Итак, как именно работает машинное растачивание?
С тех пор этот процесс используют производственные компании.Итак, как именно работает машинное растачивание?
Объяснение растачивания станка
Некоторые люди предполагают, что машинное растачивание – это то же самое, что и сверление, но это не всегда так. Целью растачивания является расширение или увеличение отверстия в заготовке. При машинном растачивании начальное пилотное отверстие не создается. Скорее, он расширяет пилотное отверстие, делая его шире с исключительной точностью.
Если производственной компании необходимо создать отверстие определенного диаметра в заготовке, она может использовать машинное растачивание.Во-первых, компания-производитель должна создать начальное пилотное отверстие, которое обычно делается путем сверления. После создания пилотного отверстия на заготовке можно использовать сверлильный станок. Режущая кромка станка врезается в пилотную скважину, заставляя ее расширяться до желаемого размера производственной компании.
Растачивание по прямой и обратное растачивание: в чем разница?
Существует два типа машинного растачивания: расточка и расточка. При растачивании расточная оправка полностью поддерживается на обоих концах заготовки.При обратном растачивании он опирается только на один конец заготовки.
При растачивании расточная оправка полностью поддерживается на обоих концах заготовки.При обратном растачивании он опирается только на один конец заготовки.
Сверлильные станки
Сверлильные станки – это, конечно, сверхмощные станки, используемые для сверления отверстий в заготовке. Обычно они содержат острый инструмент, который вдавливается в отверстие в заготовке.
Как и процессы растачивания на расточных станках, существуют два типа расточных станков: универсальные и специальные. Сверлильные станки общего назначения состоят из токарных и фрезерных станков.Хотя они могут выполнять процессы растачивания, они также могут выполнять другие процессы обработки, поэтому их называют «универсальными». С другой стороны, специальные расточные станки разработаны специально для процессов растачивания. Общие примеры расточных станков включают горизонтально-расточные станки и вертикально-расточные станки.
Независимо от того, является ли это общим назначением для специальных расточных станков, большинство расточных станков оснащены алмазными, стальными или твердосплавными коронками.После позиционирования и фиксации заготовки на месте сверлильный станок включается. Чтобы расширить отверстие в заготовке, сверлильный станок вдавливает вращающуюся головку инструмента в отверстие.
Как работает туннельно-расточной станок (TBM)?
Один из самых уникальных проектов Welty – предоставление услуг по управлению строительством на перехватчике канала Огайо (OCIT). Туннель будет служить новой канализационной системой для города Акрон, собирая до 25 вод.6 миллионов галлонов сточных вод и ливневых вод во время сильных дождей. OCIT – крупнейший муниципальный строительный проект в истории города Акрон. Туннель, протяженностью 6240 футов, будет вырыт 325-футовой туннельной машиной по прозвищу Рози. OCIT поможет улучшить и поддерживать качество воды в реке Кайахога.
Как создается туннель такого размера? В статье из Tunnel Insider подробно рассказывается, как это делается:
Широко известно, что строительство тоннелей – дело сложное.Хотя туннели становятся все более распространенным явлением на транспорте, большинство из нас подрывает конструкцию, стоящую за ними, и затрудняет их планирование и рытье. Благодаря достижениям в технологии туннелирования, туннелирование сильно изменилось за последнее столетие, при этом технология совершенствуется каждый день. Сегодня массивные туннелепроходческие машины, также известные как TBM, представляют собой сложную строительную технику, которая отвечает за строительство одних из самых современных и длинных туннелей в мире.
TBD позволяют эффективно и эффективно планировать, проектировать, рыть и строить туннели – движение, которое еще не так давно было всего лишь желанием инженеров. Итак, как именно работают эти TBM, вы можете задаться вопросом? Что ж, давайте посмотрим поближе! Чтобы упростить задачу, мы будем думать, что TBM состоит из трех частей; режущая головка (передняя), туннельный щит (посередине) и ведомая шестерня (задняя).
Хотя каждая из этих трех секций состоит из более мелких секций и частей, это служит хорошим способом изобразить эту сложную машину в целом, такую как Роббинс ниже:
Состоит из десятков стальных лезвий, которые отколачивают почву впереди при вращении, режущая головка, в которой используются дисковые фрезы, расположена в самой передней части ТБМ, выполняет большую часть тяжелой работы, вращаясь и копая землю. чтобы позволить машине двигаться вперед.Лезвия (дисковые фрезы) заменяются по мере необходимости для поддержания постоянной скорости ТБМ. Далее идет туннельный щит (кровельный щит) и бетонные панели, также называемые средней частью. По мере того, как TBM прогрессирует, ему нужен внешний щит, чтобы защитить себя и рабочих внутри от окружающей земли.
Бетонные панели устанавливаются прямо за щитом, становясь внешним слоем туннеля. По мере продвижения режущей головки панели поднимаются и устанавливаются на место с помощью вращающегося подъемника с вакуумным приводом.Пока TBM строит туннель, его продольная шестерня (задняя), в некоторых случаях состоящая из более чем 300 футов шестерни, которая поддерживает TBM, одновременно выезжает из грунта и камней, что делает его невероятно эффективным. Приводная передача включает в себя конвейерную ленту, которая удаляет всю почву, извлеченную режущей головкой из туннеля, который становится все длиннее и длиннее по мере продвижения TBM.
Задняя шестерня также удерживает припасы, необходимые рабочей бригаде для обеспечения движения машины вперед. Иногда для работы ТБМ может потребоваться до 25 членов экипажа одновременно.Важно отметить, что это невероятно сложные машины, и вышесказанное представляет собой простой обзор анатомии и основных функций TBM.
Прочтите статью о Tunnel Insider, нажав здесь
Сверлильный станок [SHIBAURA MACHINE]
ДОМА
- ДОМА
- Информация о товаре
- Станки
- Линейка продуктов
- Сверлильный станок
Новый
Добавляет спецификации широкоформатного стола 1000 мм x 1200 мм к машине BTD100.
Усовершенствованная машина компактной конструкции, но по жесткости подходит для замены небольшого существующего объекта
Эта новая модель была модернизирована с точки зрения производительности и дизайна, чтобы удовлетворить потребности рынка в более высокой скорости и точности.
Высоко предпочтительный FLEXMACHINE.Поддерживается многими пользователями из поколения в поколение Простота в использовании и оснащена новыми функциями, поддерживающими более сложные операции обработки
Разработан и изготовлен с функциями для повышения производительности резки
Недавно разработанный шпиндель для оптимально высоких скоростей, обеспечения высокой точности и тяжелой обработки
Опыт работы с более чем 8000 станками с постоянными техническими улучшениями, «BTH-130.R24, H-Cube »был разработан для обеспечения возможности горизонтального растачивания с производительностью и гибкостью обрабатывающего центра
Благодаря опыту работы с более чем 8000 станков с постоянными техническими улучшениями, станок «BTH-110.R18, H-Cube» был разработан для обеспечения возможности горизонтального растачивания с производительностью и гибкостью обрабатывающего центра.
Горизонтально-расточной станок напольного типа с пинольчатой шпиндельной головкой, обновленный дизайн и производительность, отвечающие требованиям пользователей к высокой скорости и точности
Разработан и изготовлен с функциями для повышения производительности резки
Новый станок отличается высокоскоростной, высокоточной и тяжелой обработкой
Универсальный обрабатывающий центр с поворотным шпинделем для штампов / форм и деталей авиакосмической и авиационной промышленности с высокой точностью и высокой производительностью
СТРАНИЦА ВЕРХНЯЯ
© 2020 Компания Shibaura Machine CO., LTD Все права защищены
Глобальный рынок туннельных бурильных машин для хард-рока достигнет 3 342,0 млн долларов США к 2026 году: Факты и факторы
Нью-Йорк, Нью-Йорк, 27 октября 2020 г. (GLOBE NEWSWIRE) – Факты и факторы опубликовали новый исследовательский отчет под названием «Hard Рынок туннельных бурильных машин по типу (отрицательный уклон, положительный уклон) и применению (городская железнодорожная система, железная дорога и шоссе, муниципальное строительство, прочие (электроэнергетика, подземные хранилища, включая хранилища нефтяных и ядерных отходов)): Мировая промышленность Перспективы, размер рынка, бизнес-аналитика, предпочтения потребителей, статистические исследования, всесторонний анализ, исторические события, текущие тенденции и прогнозы, 2020–2026 гг. ».
Согласно исследованию, глобальный рынок туннельных бурильных машин вырастет с 2805,3 млн долларов США в 2019 году до 3342,0 млн долларов США к 2026 году при среднегодовом темпе роста 2,9% в течение прогнозируемого периода.
Проходческие машины для туннелей – это машины специального назначения, используемые в основном при строительстве туннелей для трубопроводов, автомобильных и железных дорог. Эти длинные устройства с круглым поперечным сечением помогают просверливать круглые отверстия в любых породах. Эти машины могут прорезать скалы, часто со строительством бетонных экранов вокруг буровых туннелей.Машины для проходки туннелей представляют собой сложные конструкции, в которых множество устройств работают вместе друг с другом. Диаметр тоннелепроходческих машин варьируется от 1 метра до 20 метров.
Просмотрите 47 таблиц и 113 рисунков на 180+ страницах и подробное оглавление по «Глобальному анализу размеров и доли рынка бурильных машин для хард-рока в 2020 году по приложениям и типам, а также прогноз до 2026 года».
Запросите бесплатный образец отчета на мировом рынке бурильных машин для туннелей Hard Rock @ https: // www.fnfresearch.com/sample/hard-rock-tunnel-boring-machine-market
(образец этого отчета доступен по запросу).
Образец отчета «БЕСПЛАТНЫЙ PDF» включает:
- Влияние COVID-19 специально включено в исследование: текущие и будущие бизнес-прогнозы
- Введение, обзор и углубленный анализ отрасли
- Отчет охватывает более 190 страниц
- Руководство по главам
- Графическое представление, а также региональный анализ
- Список таблиц и цифр
- Ведущие участники рынка аквакультуры
- Оценка текущего размера рынка, прогноз рынка , а также анализ доли рынка ведущих поставщиков отрасли
- Методология исследования фактов и факторов
(Примечание: образец этого отчета обновлен с помощью анализа воздействия COVID-19 перед доставкой)
Увеличение расходов на автодорожная и железнодорожная инфраструктура может способствовать росту рынка бурильных машин для проходки туннелей в твердых породах.Растущая инфраструктурная деятельность в странах с развивающейся экономикой, таких как Япония, Китай, Италия, Южная Корея, Германия и Норвегия, имеют обширные сети туннелей. Станки для проходки туннелей (TBM) могут использоваться в метро, туннелях, проектах водного хозяйства, шахтах и т. Д. Кроме того, ожидается, что рост урбанизации и технологические инновации в станках для проходки туннелей с защитным экраном будут стимулировать рынок в ближайшие годы. Более того, правительства развивающихся и развитых стран тратят огромные средства на улучшение транспортной инфраструктуры.Предполагается, что увеличение строительства новых туннелей или подземных переходов приведет к увеличению использования машин для проходки туннелей с защитным экраном в будущем.
Однако производство тоннелепроходческих машин требует больших затрат, а также затрудняет транспортировку. Кроме того, для работы с этими машинами требуется высококвалифицированная и опытная команда; эти факторы могут сдерживать рост рынка. Тем не менее ожидается, что инновации в передовых технологиях, таких как алмазный канат в качестве технологии резки горных пород, и высокая производительность станка создадут прибыльные возможности на рынке.
Узнайте больше об этом отчете перед покупкой @ https://www.fnfresearch.com/inquiry/hard-rock-tunnel-boring-machine-market
(Вы можете запросить цитату отчета ИЛИ доступна перед покупкой мы предлагаем скидки нашему отделу продаж.)
По типу сегмента рынок делится на отрицательный и положительный наклон. Среди них сегмент с отрицательным наклоном возглавил рынок с более чем 1500 млн долларов США в 2019 году, и ожидается, что он будет расти в течение прогнозируемого периода.
По прикладному сегменту рынок подразделяется на городскую железнодорожную систему, железную дорогу и шоссе, городское строительство и другие. В них муниципальное строительство лидировало на рынке с 1189 миллионами долларов США в 2019 году, и ожидается, что в ближайшие годы он будет расти. Кроме того, ожидается, что в ближайшие годы рынок железных дорог и автомагистралей будет стимулировать рост рынка в связи с ростом урбанизации.
В отчете используются известные инструменты и модели отраслевого анализа, такие как концепция пяти сил Портера, для анализа и распознавания важнейших бизнес-стратегий, принятых различными заинтересованными сторонами, участвующими во всей цепочке создания стоимости в отрасли машин для проходки туннелей в твердых породах.В отчете о рынке туннельных бурильных машин для твердых пород дополнительно используются модели SWOT-анализа и PESTLE-анализа для дальнейшего углубленного анализа.
Запрос на загрузку бесплатного образца отчета: https://www.fnfresearch.com/sample/hard-rock-tunnel-boring-machine-market
Исследование отчета также включает углубленный анализ рыночные доли отраслевых игроков и обзор позиций ведущих игроков на рынке туннельных бурильных машин для твердых пород.Ключевые стратегические события в конкурентной среде рынка туннельных бурильных машин для твердых пород, такие как приобретения и слияния, инаугурации различных продуктов и услуг, партнерства и совместные предприятия, соглашения о взаимопонимании, венчурные инвестиции и финансирование, научно-исследовательская деятельность и географическое расширение среди других заслуживающих внимания мероприятий В отчете надлежащим образом выделены ключевые игроки рынка туннельных машин для бурения твердых пород.
Проходческие машины используются для изготовления туннелей, таких как железные дороги, дороги и т. Д.Эти машины еще называют кротами. Эти машины используются для разработки туннелей круглого сечения. Машины для проходки туннелей могут пробивать песок, твердые породы и почти все, что между ними. В горных породах эти машины используются как альтернатива методу взрывных работ и бурения. Эти машины снижают стоимость футеровки туннелей и подходят для использования в сильно урбанизированных районах.
Просмотрите полный “Рынок туннельных бурильных машин для хард-рока по типу (отрицательный уклон, положительный уклон) и по применению (городская железнодорожная система, железная дорога и шоссе, муниципальное строительство, другие объекты (электроэнергетика, подземные хранилища, включая нефтяные и Хранилища ядерных отходов)): глобальный обзор отрасли, размер рынка, бизнес-аналитика, предпочтения потребителей, статистические исследования, всесторонний анализ, исторические события, текущие тенденции и прогнозы, 2020–2026 гг. »Отчет на https: // www.fnfresearch.com/hard-rock-tunnel-boring-machine-market
По географическому признаку, Северная Америка испытывает огромный спрос на туннельные бурильные машины из-за значительного объема работ по строительству туннелей. Правительство Северной Америки в основном сосредоточено на загрязнении воды, санитарии и улучшении водоснабжения. Ожидается, что европейский регион будет стимулировать рынок благодаря огромным инвестициям в транспортные проекты в этих регионах. Более того, ожидается, что в течение прогнозируемого периода в Азиатско-Тихоокеанском регионе произойдет бум рынка, связанный с растущим развитием инфраструктуры в странах с развивающейся экономикой этого региона, таких как Китай, Япония, Индия и т. Д.
Ведущие игроки рынка
Ключевыми игроками на рынке туннельных бурильных машин для Hard Rock являются Jim Technology Corporation, S.E.L.I. SPA, Qinhuangdao Tianye Tolian Heavy Industry Co., Ltd., Hitachi Zosen Corporation, Shanghai Tunnel Engineering Co., Ltd., Kawasaki Heavy Industries, Ltd., Herrenknecht AG, China Railway Engineering Equipment Group Co., Ltd., Tianhe Mechanical Equipment Manufacturing Co., Ltd., Lovsuns Tunneling Canada Ltd., Komatsu Ltd., Northern Heavy Industries Group Co., Ltd. и другие.
Запросите индивидуальную копию отчета @ https://www.fnfresearch.com/customization/hard-rock-tunnel-boring-machine-market
(Мы адаптируем ваш отчет в соответствии с вашими исследовательскими потребностями. Спросите наш отдел продаж для настройки отчетов.)
Этот отчет сегментирует рынок туннельных бурильных машин для твердых пород следующим образом:
Глобальный рынок бурильных машин для твердых пород: анализ сегментации по типам
· Отрицательный наклон
· Положительный уклон
Мировой рынок бурильных машин для туннелей в твердых породах: по анализу сегментации приложений
- Городская железнодорожная система
- Железная дорога и шоссе
- Муниципальное строительство
- Прочее (электроэнергетика, подземные хранилища, включая нефть и хранилищ ядерных отходов)
Gl obal Проходческий станок для туннелей в твердых породах Рынок: Анализ региональной сегментации
- Северная Америка
- Европа
- Германия
- Великобритания
- Франция
- Испания
- Италия
- Остальная Европа
- Азиатско-Тихоокеанский регион
- Китай
- Япония
- Индия
- Южная Корея
- Юго-Восточная Азия
- Остальная часть Азиатско-Тихоокеанского региона
- Латинская Америка
- Бразилия
- Мексика
- Остальная часть Латинской Америки
- Ближний Восток и Африка
- GCC
- Южная Африка
- Остальной Ближний Восток и Африка
Просмотрите другие актуальные отчеты по теме:
Рынок вольфрамовых лент, 2020-2026 гг .: https: // www.fnfresearch.com/tungsten-ribbons-market
Рынок сельскохозяйственной вентиляции, 2020-2026 гг .: https://www.fnfresearch.com/agricultural-ventilation-market-by-type-ceiling-fans-circulation-1297
Рынок авиастроения, 2020-2026: https://www.fnfresearch.com/global-aircraft-manufacturing-market-by-type-gliders-helicopters-1123
Рынок сельскохозяйственных роботов и дронов , 2020-2026: https: // www.fnfresearch.com/agricultural-robots-and-drones-market-by-equipment-type-1121
4PL Logistics Market, 2020-2026: https://www.fnfresearch.com/4pl-logistics-market -by-type-synergy-plus-operating-1117
Рынок металлорежущих станков (MCM), 2020-2026: https://www.fnfresearch.com/metal-cutting-machine-mcm-market- by-type-laser-1079
О нас:
Facts & Factors – ведущая исследовательская организация рынка, предлагающая клиентам отраслевой опыт и скрупулезные консультационные услуги для развития их бизнеса.Отчеты и услуги, предлагаемые Facts and Factors, используются престижными академическими учреждениями, стартапами и компаниями по всему миру для измерения и понимания меняющейся международной и региональной деловой среды. Убежденность нашего клиента / клиента в наших решениях и услугах подтолкнула нас к тому, чтобы всегда предлагать лучшее. Наши передовые исследовательские решения помогли им в принятии соответствующих решений и составили рекомендации по стратегиям расширения их бизнеса.
Следуйте за нами LinkedIn https: // www.linkedin.com/company/fnfresearch
Следуйте за нами Twitter: https://twitter.com/fnfresearch
Свяжитесь с нами:
Факты и факторы
A 2108, Sargam0002,
City ,
Sinhagad Road,
Пуна 411041, Индия
США: + 1-347-989-3985
Электронная почта: [email protected]
Интернет: https: // www.fnfresearch.com
Блог: http://fnfnewsblog.com
В Далласе
дебютирует крупнейшая в мире машина для бурения туннелей на воде в твердых породахГород Даллас представил проходческую машину Big Tex (TBM) в туннеле для сброса дренажа Mill Creek. Эта машина размером 38 футов на 230 футов является крупнейшим в мире проходческим туннелем для воды в твердых породах на момент начала прокладки тоннеля. Big Tex будет использоваться для рытья туннеля, предназначенного для защиты от наводнений на востоке и юго-востоке Далласа.
«Завершение сборки ТБМ знаменует собой важную веху в проекте туннеля Милл-Крик», – сказал член Совета Ли Клейнман, председатель комитета по транспорту и инфраструктуре. «Я очень рад видеть это чудо инженерной мысли прямо здесь, в Далласе».
Аспект двойного диаметра TBM будет первым в своем роде процессом преобразования. Big Tex проложит туннель на первых 9000 футов проекта, затем наша команда будет полностью работать в туннеле, чтобы удалить внешние части режущей головки, чтобы преобразовать общий диаметр из 37.Диаметр от 7 футов до 32,6 футов. После завершения преобразования Big Tex продолжит прокладку туннелей на оставшихся 17 000 футов трассы проекта.
«Я с гордостью могу сказать, что проект принимает меры по минимизации воздействия на местных жителей и коммерческую недвижимость, одновременно повышая экономическую ценность и обеспечивая помощь от наводнений и защиту от наводнений для значительной части нашего сообщества», – сказал Маджед Аль-Гафри, помощник городского совета. менеджер, город Даллас.
Southland Holdings и ее дочерние компании Southland Contracting и MOLE Constructors работают над этим проектом и будут нанимать более 300 сотрудников для работы над туннелем в Милл-Крик.
«Big Tex будет работать 24 часа в сутки, чтобы рыть туннель с бригадами, размер которых зависит от вида деятельности», – сказала Рэйчел Сакетт, директор по маркетингу и коммуникациям Southland Holdings. «В рамках проекта такого размера мы всегда нанимаем тех, кто хочет продвинуться по карьерной лестнице или освоить новую квалифицированную профессию. Мы призываем тех, кто ищет работу, посетить наш веб-сайт ».
Получение названия для ТБМ считается удачей. С разрешения Ярмарки штата Техас, TBM получил название Big Tex из-за своего размера (в Техасе все больше), близости к Ярмарке штата и легендарного имени, известного во всем мире.
Срок сдачи – 2023 год.
Написано Нишель Салливан
Сиэтлу нужна помощь в названии еще одной гигантской туннельной машины – сможете ли вы ее выкопать, или это скучно?
Компания Seattle Public Utilities хочет, чтобы общественность помогла назвать новую бурильную машину для туннелей, предназначенную для работы над проектом по обеспечению качества воды на судовом канале. (Скриншот Seattle Public Utilities через YouTube)Любовь Сиэтла к бурильным машинам для туннелей, вероятно, не так уж глубока.Эмоциональные зигзаги и издержки, связанные с эксплуатацией одного из домов под центром города в течение нескольких лет, вроде как позаботились об этом.
Но через четыре года после того, как Берта, самая большая в мире такая машина, окончательно высунула голову из грязи и завершила почти двухмильный путь, чтобы пробить туннель SR-99, Сиэтл снова погружается в захватывающие подвиги скучной инженерии. .
Коммунальные предприятия Сиэтла и Подразделение по очистке сточных вод округа Кинг этим летом начнут строительство туннеля-хранилища длиной 2,7 мили, 18 футов и диаметром 10 дюймов в рамках проекта по обеспечению качества воды в судовом канале.Конечная цель к 2025 году – не допустить попадания более 75 миллионов галлонов сточных вод и загрязненных ливневых вод в среднем каждый год в Шип-канал озера Вашингтон, залив Салмон и озеро Юнион.
И теперь им нужна помощь, чтобы назвать вещь.
Прежде чем вы нажмете кнопку, чтобы ввести «Boring McBoreface» и сделать это перед компьютером, уделите время тому, чтобы рассмотреть уникальный аспект работы и проявить немного больше творчества. В конце концов, это был сильный дождь, несколько кварталов, высокотехнологичное оборудование.И какать!
GeekWire особенно инвестирует в проект, потому что работы, проводимые вдоль канала и Северной 36-й улицы в районе Фремонта, находятся прямо рядом с нашей штаб-квартирой, и парковка поблизости стала хуже, чем гигантский туннель, полный… ну, вы понимаете.
Со своей стороны, Берта получила свое имя от первой женщины-мэра Сиэтла, Берты Найт Лэндс, и была выбрана в декабре 2012 года комиссией, в которую входили губернатор и министр транспорта. Википедия сообщает, что было подано 150 заявок от детского сада до 12-х классов, которых попросили указать женские имена, принадлежащие к наследию штата Вашингтон. Победившая работа была подана двумя начальными школами в Пулсбо и Хоквиаме.
СлужбаSeattle Public Utilities уже подготовила видеоролик с предложениями названия компании. Вы, вероятно, сможете лучше, чем Drill Gates, хотя Drill Nye the Boring Guy довольно хорош.
GeekWire предлагает таких победителей, как… The Full Fremonty… Randy Runoff… Susie the Sewage Saver… и Bore. Джеймс Бор.
Напишите свои предложения с помощью #NameThatTBM или отправьте идеи здесь.И посмотрите на рисунок ниже, иллюстрирующий проект, поскольку Сиэтл погружается в еще одно инженерное чудо:
(Графика коммунальных предприятий Сиэтла) Системы управляемого расточного станка(GBM) | Расточка с направляющей трубкой | Сверлильный шнек с направляющими
Системы управляемого расточного станка(GBM) являются ведущим решением для точного и увеличенного хода в геологии от мягких грунтов до горных пород от 4 до 48 дюймов. Труба с наружным диаметром и большим диаметром с методом направленного шнекового растачивания.Наши системы GBM являются комплексными и отличаются прочным и интеллектуальным дизайном, адаптируемой функциональностью и ощутимой простотой использования. Подъемные рамы GBM соединяются с множеством инструментов для увеличения трубы, удлинителями салазок и адаптерами валов, что обеспечивает универсальность при выполнении множества проектов с пилотными трубами. Система наведения GBM обеспечивает точность линии и уклона с оптической способностью до 600 лф.
Многопроходная установка, начиная с пилотных трубок
4-48 дюймовНаружный диаметр трубы и больше для некоторых методов
Подходит для мягких грунтов и камней
- Методы
: метод управляемого растачивания, трехступенчатый / проходной метод, направляемый стальной корпус, направляемое растачивание шнеков, направляемая трамбовка труб, обратный ход трубопровода, кровля труб
Большой потенциал привода в идеальных грунтовых условиях
Быстрая установка
Компактность – 8 футов.минимальный вал с домкратом GBM 308A
Общие типы труб: VCP, RCP, CCFRPM, PCP, стальной кожух, ПВХ
Активная теодолитовая система наведения
Шнек-ковш для транспортировки почвы
НАПРАВЛЯЮЩИЙ ШНЕК
Шнековое бурение с направленным бурением стало одним из наиболее распространенных применений систем управляемого бурения в Северной Америке, и его использование положительно повлияло на рынок шнекового бурения.