Устройство токарного станка для точения древесины
Урок по технологии на тему: «Устройство токарного станка для точения древесины»
Предмет: технология.
Составитель: учитель технологии Васильев М.Н..
Класс: 6.
Цель: ознакомиться с устройством токарного станка для точения древесины.
I. Повторение пройденного материала.
Беседа по вопросам:
Для чего служат двигатель, передаточный и исполнительный механизмы в машине?
Из каких звеньев состоит зубчатая передача?
Из каких звеньев состоит цепная передача?
Какие звенья называют ведущими и ведомыми?
Что такое передаточное отношение?
Какую деталь называют шпонкой?
2. Сообщение темы и цели урока.
Сообщение темы и цели урока.
II. Изложение программного материала.
Рассказ с элементами беседы.
Изготовление вручную цилиндрической детали хорошего качества является сложной задачей. Гораздо быстрее и точнее можно сделать такую деталь на токарном станке.
Токарные станки предназначены для изготовления (точения) деревянных изделий, имеющих в поперечном сечении форму круга.
Токарные станки различных конструкций с ножным и ручным приводом применяли ещё в далёкие времена (рис. 29). На них вытачивали из древесины детали прялок, столов и стульев, посуду и многие другие изделия.
В России один только механик А. К. Нартов разработал и изготовил около 40 конструкций различных токарных станков. Один из них приведён на
рис. 30. На современных промышленных предприятиях применяют токарные станки различных конструкций и назначения, в том числе станки-автоматы и станки с числовым программным управлением.
В школьных мастерских применяют токарные станки моделей ТД-120 (рис. 31) и СТД-120 М (рис. 32).
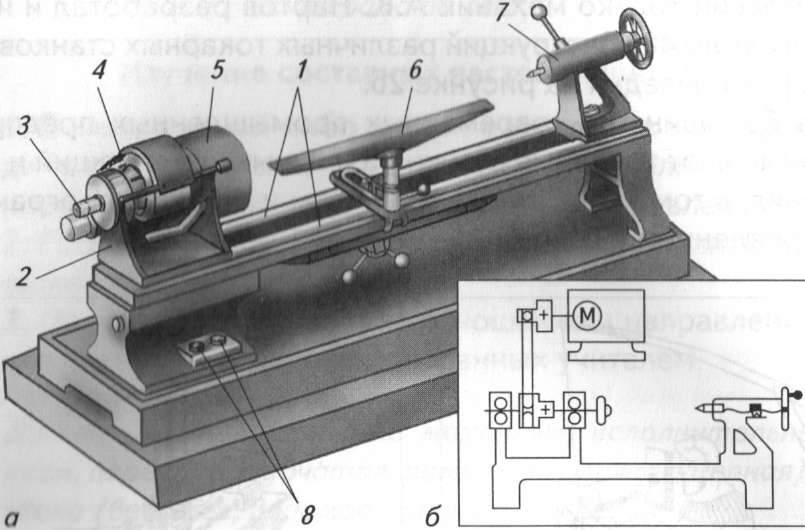
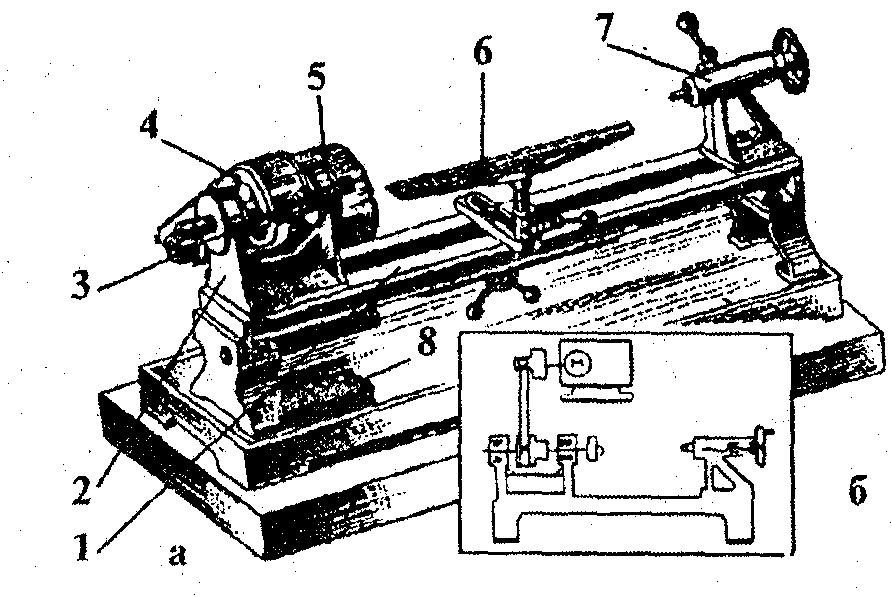
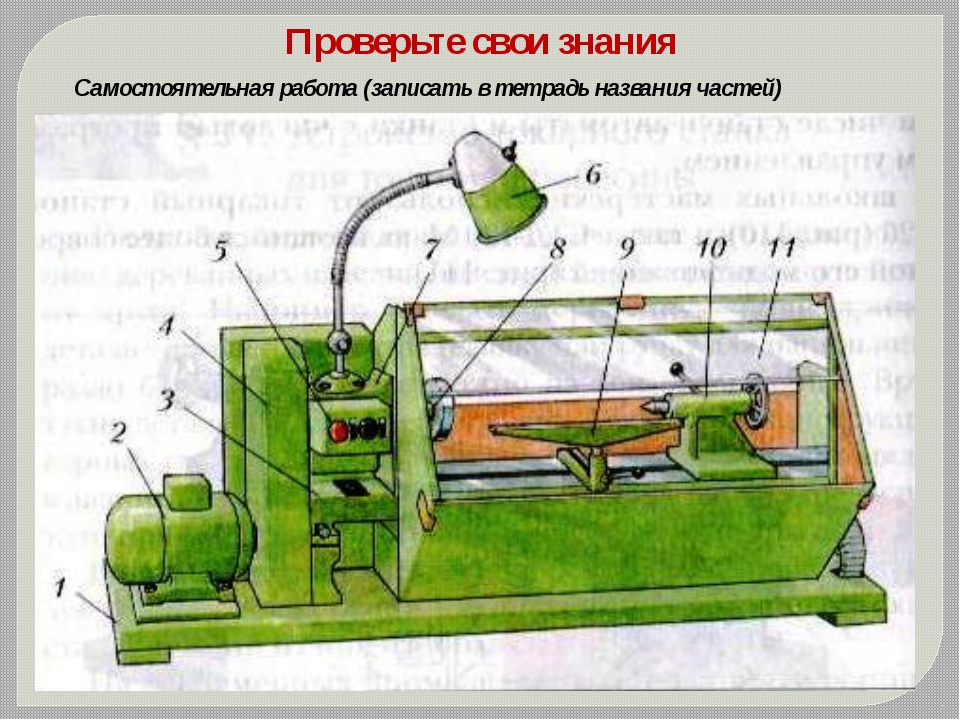
Станок ТД-120 имеет станину с направляющими 1 (рис. 31). На направляющих станины размещена передняя бабка 2, в которой установлен шпиндель 3, соединённый клиноременной передачей 4 с электродвигателем 5.
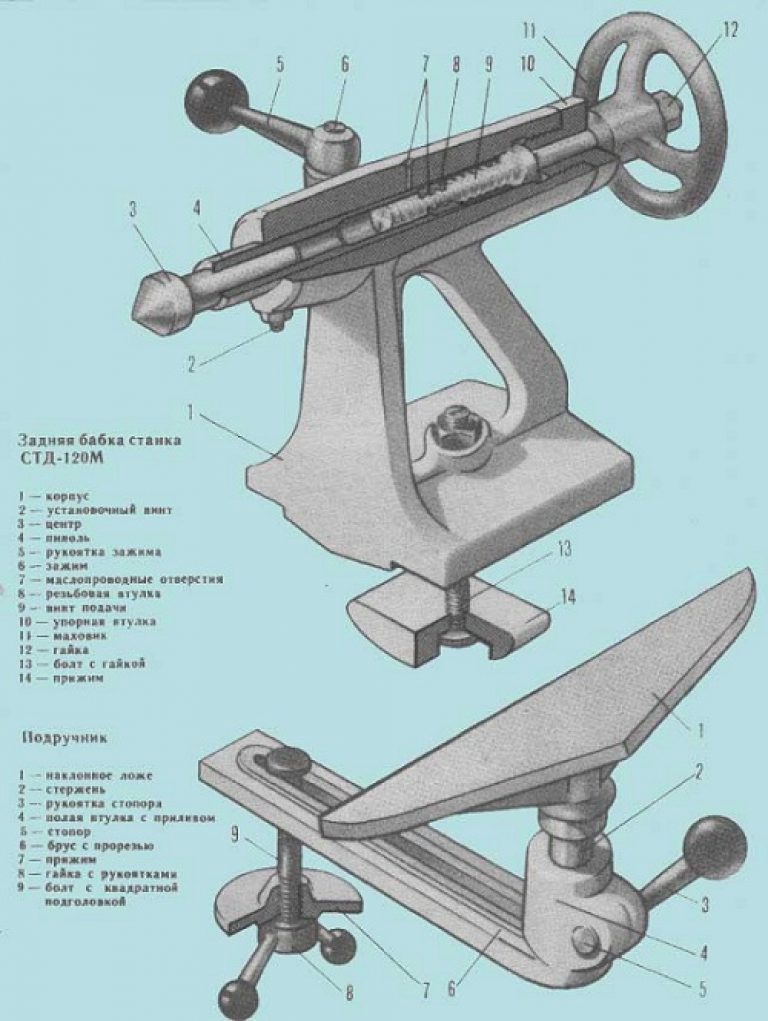
На направляющих станины установлена каретка с подручником 6 и задняя бабка 7. Задняя бабка состоит из выдвижной втулки (пиноли), винтовой передачи, маховика и центра задней бабки.
Шпиндель станка установлен в передней бабке на шарикоподшипниковых опорах.
Включают и выключают станок кнопками 8 «пуск» и «стоп».
На рис. 32 изображено устройство станка СТД-12М.
На шпиндели станков навинчивают патрон (рис. 33, а), планшайбу (рис. 33, б) или трезубец (рис. 33, в), в которых крепят обрабатываемые заготовки.
Патрон применяют для крепления коротких и небольшого диаметра заготовок. Заготовку крепят в патроне винтом (рис. 34, а).
Заготовку крепят в патроне винтом (рис. 34, а).
Трезубец применяют для крепления длинных заготовок с поджатием их центром задней бабки (рис. 34, б). Поджатие осуществляют вращением маховика задней бабки, который перемещает пиноль с центром при помощи винтовой передачи.
Закреплённые в патроне и трезубце заготовки точат путём перемещения стамески вдоль оси вращения заготовки. Такое точение называют продольным.
Если необходимо точить заготовку небольшой длины и большого диаметра, например, для изготовления тарелок, шкатулок, дисков, то её крепят шурупами к планшайбе (рис. 35, а). («Планшайба» в переводе с немецкого означает «плоский диск».) Под шурупы вначале размечают, а затем прокалывают шилом или просверливают глухие (несквозные) отверстия на длину ввинчиваемой части шурупа.
Для разметки положения шурупов заготовку прикладывают к планшайбе и через отверстия на её обратной стороне очерчивают места расположения шурупов (рис.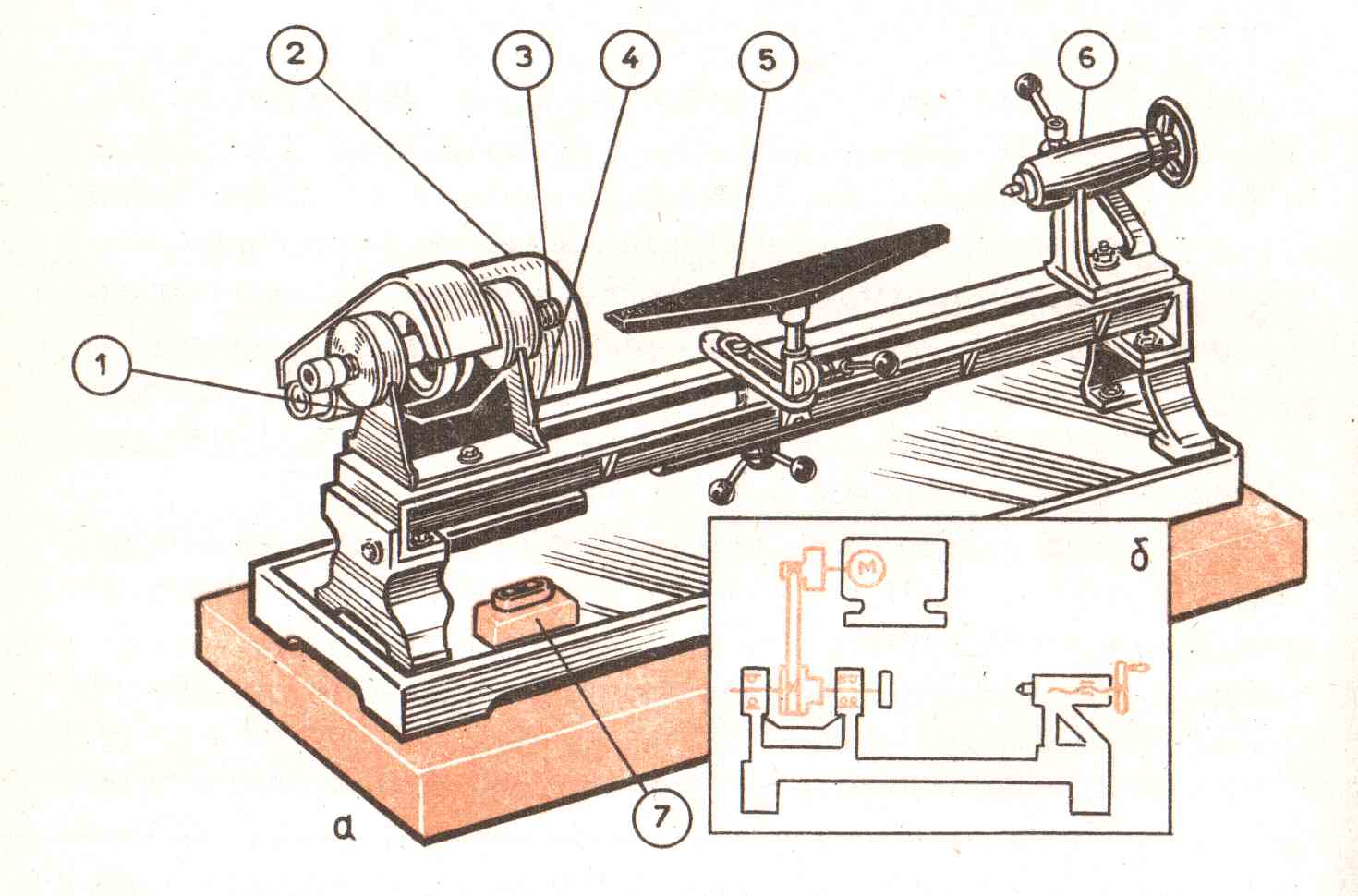 35, а).
35, а).
Шурупы не должны входить в обрабатываемую часть заготовки, для чего на заготовке очерчивают, а затем стамеской надрезают линию глубины расположения шурупов (рис. 35, б).
Плоские заготовки на планшайбе обрабатывают перемещением стамески перпендикулярно оси вращения заготовки. Такое точение называют поперечным (торцовым, лобовым), так как заготовку обрабатывают с торца.
Детали конической формы точат при одновременном перемещении стамески вдоль и перпендикулярно оси вращения заготовки. Такое точение называют продольно-поперечным.
Вращательное движение заготовки при точении называют главным движением резания, так как без него вообще невозможно точение. Поступательное движение стамески называют вспомогательным движением, т. е. движением подачи. Главное движение резания на кинематических схемах обозначают V, вспомогательное – Vs.
Вначале заготовку обтачивают на малой частоте вращения (n = 710 для ТД-120 и n = 770 для СТД-120М), пока не уменьшится её биение. При небольшой частоте вращения шпинделя обрабатывают также заготовки большого диаметра.
При небольшой частоте вращения шпинделя обрабатывают также заготовки большого диаметра.
Окончательно и начисто обработку заготовок проводят на большой частоте вращения (n = 1000 для ТД-120 и n = 1450 для СТД-120М). Необходимую частоту вращения шпинделя получают, устанавливая ремень ременной передачи на шкивы различных диаметров.
На кинематической схеме токарного станка (рис. 31, б) изображены электродвигатель «М», клиноременная передача, ведущий шкив, находящийся на шпинделе. Как видно из схемы, шпиндель приводится во вращение от электродвигателя через клиноременную передачу.
Винтовой механизм задней бабки, изображённый на кинематической схеме, преобразует вращение ручки маховика в поступательное движение центра задней бабки.
Правила безопасности
Не включать станок без разрешения учителя.
Не включать станок без ограждённой ременной передачи.

Не опираться на части токарного станка.
Не класть инструменты и другие предметы на станок.
Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Практическая работа
Изучение устройства токарного станка для точения древесины
Изучите вначале устройство токарного станка по учебнику или плакату. Найдите электродвигатель, клиноременную передачу, шпиндель, переднюю бабку, подручник с кареткой, заднюю бабку, кнопки «пуск» и «стоп».
Изучите кинематическую схему станка. Расскажите, как передаётся вращение на шпиндель? Как перемещается центр задней бабки?
С разрешения учителя, убедившись, что станок отключен, снимите защитный кожух с клиноременной передачи и посмотрите, как можно изменять частоту вращения шпинделя, переставляя ремень на шкивы разных диаметров.
Потренируйтесь в перестановке ремня.Переместите заднюю бабку в крайнее правое положение и измерьте линейкой расстояние между центрами трезубца и задней бабки. Это расстояние равно наибольшей длине заготовки, которую можно точить на данном станке.
Замерьте линейкой расстояние в мм от линии центров до направляющих станины. Это и есть наибольший радиус обрабатываемой заготовки.
Измерьте вылет (выдвижение) пиноли задней бабки относительно торца корпуса задней бабки, вывинтив и ввинтив задний центр до упора. Вычислите разность этих расстояний в мм. Это есть наибольшая величина вылета пиноли задней бабки.
Выпишите в таблицу основные характеристики токарного станка.
Частота вращения шпинделя, об/мин | Расстояние между центрами, мм | Расстояние от линии центров до станины, мм | Величина вылета пиноли, мм |
Поупражняйтесь в креплении заготовок на станке (в патроне, в центрах, на планшайбе).

III. Итог урока.
Вопросы самоконтроля:
Назовите основные части токарного станка.
Каково назначение передней бабки, задней бабки и подручника токарного станка?
Для чего служат патрон, планшайба, трезубец и станина токарного станка?
Какое движение в станке называют главным, а какое – вспомогательным?
Что изображает кинематическая схема токарного станка?
Оценивание ответов учащихся.
Домашнее задание. Подготовить (выбрать) материал для изготовления картофелемялки на токарном станке.
Токарный станок по дереву своими руками: фото, чертежи
Наша статья посвящена ностальгии по школьным мастерским трудового обучения. Многие умеют вести токарные работы по дереву, но не каждому по карману покупать и содержать оборудование для этого. Можно ли своими руками собрать станок, отвечающий технологии и требованиям безопасности — разберёмся вместе.
Можно ли своими руками собрать станок, отвечающий технологии и требованиям безопасности — разберёмся вместе.
Что говорит ГОСТ
Приятная новость в том, что велосипед изобретать не придётся. Весь процесс сборки и чертежи каждого модуля станка описаны в ТУ3872–477–02077099–2002, и, хотя в открытом доступе этого документа нет, его вполне можно получить по индивидуальному запросу. Хотя и это вряд ли понадобится: устройство станка настолько примитивное, что вы легко сориентируетесь в тонкостях его изготовления даже по изображениям из школьных учебников.
СТД-120М
Другой положительный факт — СТД-120М, по всей видимости, проектировался с расчётом на изготовление «по месту», поэтому практически все компоненты для сборки вы сможете либо найти в продаже, либо самостоятельно изготовить и доработать. Естественно, если появится возможность недорого приобрести комплектующие для этого станка или его младшего собрата ТД-120 — так и поступайте. Детали фабричного производства надёжнее, легче юстируются, к тому же унифицированная конструкция рамы позволяет собрать один станок из множества доноров.
Обратите также внимание, что стандартизация модулей во многом определяет безопасность эксплуатации оборудования. Основные принципы производственной безопасности оглашены в ГОСТ 12.2.026.0–93, а правила электрозащиты изложены в ГОСТ Р МЭК 60204–1. Согласуйте с этими нормативами любую изготавливаемую вами деталь или модуль станка.
Изготовление станины
Взамен литой чугунной станины мы предлагаем более лёгкую сварную конструкцию. Она состоит из двух отрезков 72-й угловой стали длиной по 1250 мм. Велик соблазн сделать станину покрупнее для обработки более массивных изделий, но помните, что подобные изменения требуют вмешательства и в прочие узлы станка. Возможно, вам следует взять за образец ТТ-10460 под заготовку метровой длины.
Уголки располагаем на ровной горизонтальной плоскости полками друг к другу. Между ними вставляем калиброванные вкладыши, чтобы направляющие станины располагались строго параллельно с дистанцией 45 мм. Для скрепления направляющих используем два уголка, таких же, как на станине, по 190 мм, которые подкладываем с переднего и заднего краёв. Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Направляющие скрепляются ещё одной 190 мм перемычкой, в нижней полке которой есть вырезы под каждый уголок. Устанавливается эта деталь с образованием ячейки, размерами в точности соответствующими посадочному шипу передней бабки, в стандартном варианте это 45х165 мм.
Такая станина может крепиться каким угодно образом к верстаку или колоде, но все элементы крепления рекомендуется наваривать, не нарушая при этом целостность основания. Если для станка выделяется отдельный угол, приварите перпендикулярно уголкам станины ножки из трубы и, для большей устойчивости, сделайте им небольшой «раскос» кувалдой. В конечном итоге вес станины, скреплённой с верстаком, не должен быть меньше 60–70 кг.
Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.
Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.
Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.
Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.
Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.
Привод и трансмиссия
Стандартный вариант привода — асинхронный трёхфазный двигатель мощностью до 2 кВт (обычно 1,2 кВт), соединённый с валом передней бабки клиноременной передачей на двухручьевых шкивах. Постель для крепления движка может располагаться между ногами станины, либо на дополнительной подмости за передней бабкой, что усложнит сборку, но сделает более удобным переброс ремня.
Далеко не всегда есть возможность использовать двигатель с нужной частотой вращения вала, поэтому выход на итоговые обороты осуществляется регулировкой диаметра шкивов. Например, если в вашем распоряжении АД на 1480 об/мин, то чтобы выйти на заветные 1100 и 2150 об/мин, диаметры ведущих и ведомых ручьёв должны соотноситься как 1:1,5 и 1,3:1.
Например, если в вашем распоряжении АД на 1480 об/мин, то чтобы выйти на заветные 1100 и 2150 об/мин, диаметры ведущих и ведомых ручьёв должны соотноситься как 1:1,5 и 1,3:1.
При размещении двигателя полезно снабдить станину пластиной, закреплённой на воротных навесах. Двигатель, установленный по такой системе, будет всё время находиться в подвешенном состоянии и обеспечит плотное прижатие ремня собственным весом. А если оснастить площадку педалью, скорость можно будет менять даже на ходу.
По электрической части сложностей тоже нет. Коммутация выполняется стандартной пусковой трёхфазной кнопкой с реверсом, для такого маломощного двигателя нет нужды устанавливать пускатель. Единственный момент — включение торможения постоянным током при удержании стоповой кнопки, для чего понадобится мощный диодный мост (на КД203Д) согласно типовой схеме включения.
Частотно-управляемый двигатель может использоваться в качестве прямого привода, что избавит от необходимости конструировать переднюю бабку. Для этого нужно закрепить двигатель на переходной площадке, в нижней части которой есть продольный установочный шип шириной в 45 мм как штатное средство юстировки для станины СТД120.
Для этого нужно закрепить двигатель на переходной площадке, в нижней части которой есть продольный установочный шип шириной в 45 мм как штатное средство юстировки для станины СТД120.
Передняя бабка
Забегая вперёд, отметим, что и передняя, и задняя бабка включают детали, изготовить которые можно, только имея доступ к токарному станку по металлу. Иначе есть смысл задуматься о приобретении готовых модулей или, по крайней мере, их литых консолей.
В основании передней бабки лежит два подшипниковых корпуса типов S, V или U, стационарно закреплённых на раме из угловой стали. К сожалению, невозможно предугадать, какие типоразмеры будут доступны, однако в общем итоге высота оси шпинделя над станиной должна быть не менее 120 мм. При том, что диаметр шпиндельного вала составляет около 25 мм, будет наиболее интересен типоразмер подшипникового узла с общим габаритом высоты около 70 мм.
Вал вытачивается из кругляка углеродистой стали диаметром 40 мм с допуском не более 0,05 мм.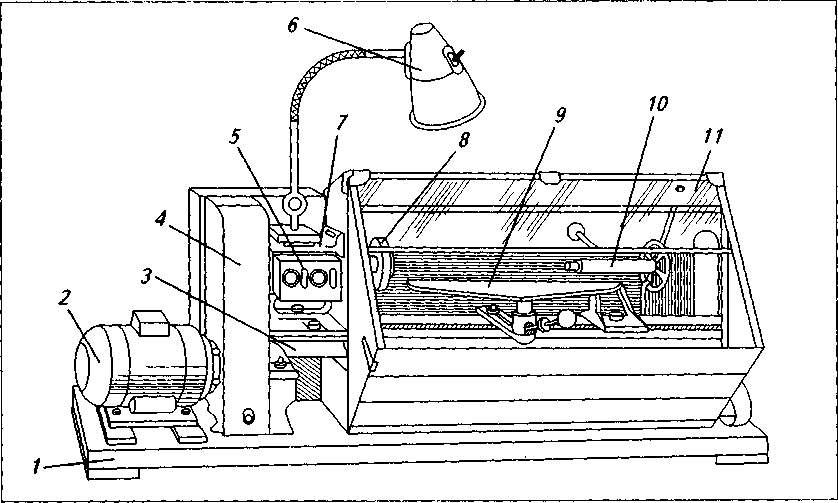 Основных вариаций вала две. Первая — самая простая: в центре остается целик вала, затем выполняются спуски до посадочного диаметра подшипниковых узлов, далее на концах нарезается резьба. Для осевой фиксации на валу протачивают четыре канавки под стопорные кольца.
Основных вариаций вала две. Первая — самая простая: в центре остается целик вала, затем выполняются спуски до посадочного диаметра подшипниковых узлов, далее на концах нарезается резьба. Для осевой фиксации на валу протачивают четыре канавки под стопорные кольца.
1 — посадочные места для подшипников; 2 — канавки под стопорные кольца
Вторая вариация имеет расширение в виде юбки сразу за резьбой патрона. Оно предназначено для установки фланцевого упорного подшипника, закреплённого на выступе основания передней бабки. Такой подход позволяет сократить износ подшипников, если на станке обрабатываются массивные детали.
Основание бабки — две пары уголков или два швеллера, развёрнутых навстречу друг другу. Сведением-разведением вертикальных полок можно регулировать высоту основы под осевую высоту имеющихся подшипниковых узлов. Снизу к основанию приварена 45 мм полоса, которая выполняет роль юстировочного паза. Важен порядок сборки: сперва на шпиндель напрессовываются подшипники, затем вал крепится на станине с подложкой регулировочных стальных пластин.
Задняя бабка
Изготовить заднюю бабку не в пример проще. Состоит она из четырёх деталей:
- Основание из угловой стали высотой 100 мм по тому же принципу, что и для передней бабки. Сверху поперёк прикручены на болтах два 50 мм уголка, в их полках по центру вырезы квадраты 40 мм шириной.
- Направляющая (внешняя) толстостенная квадратная трубка шириной 40 мм, длиной 150 мм и внутренним просветом 20х20 мм. В задней части нужно установить пробку толщиной 6–8 мм и с отверстием в центре на 8 мм, крепится она на двух винтах через стенки трубки.
- Внутренняя трубка, она же пиноль, изготавливается из 20 мм профильной трубки, желательно толстостенной и фрезерованной точно под просвет направляющей. В задней части пиноли заварена гайка М14, в переднюю вставлен и заварен металлический прут, уширенный до 5 мм для посадки двухрядного подшипника.
- Приводной винт имеет резьбу под гайку в пиноли (желательно сделать трапециевидную), в задней части выполнен переход на 8 мм резьбу для крепления маховика.

Принцип работы и схема сборки пиноли вполне очевидны, но особое внимание нужно уделить юстировке осей. Направляющая трубка, закреплённая сваркой в вырезах уголков, может подниматься выше или ниже за счёт подкладок из трансформаторной стали. Передняя и задняя бабка должны быть абсолютно соосны, допуск составляет всего пару десятых.
Что касается способа крепления к станине, он одинаков и для бабок, и для подручника. Шпильки М14 или М16 привариваются ко дну бабок, а в прорезь подручника вставляется крупный лемешный болт. Снизу модули подтягиваются гайками с приваренными к ним прутьями наподобие рычагов. Для равномерного плотного прижатия снизу в качестве ответной планки подкладывается 50 мм швеллер.
Станок заточной 120Вт. 125мм диск
Описание
НАЗНАЧЕНИЕ: Электрическая переносная настольная заточная машина артикул 80432 (в дальнейшем – машина) в основном предназначена для сухой заточки и/или правки ножей, стамесок и другого режущего инструмента в бытовых условиях с помощью двух закрепленных на валу двигателя машины вращающихся заточных кругов.
В наличии 3295 ₽
В наличии 3569 ₽
Под заказ: до 14 рабочих дней 3569 ₽
Под заказ: до 14 рабочих дней 3295 ₽
Характеристики
- Размеры
Диаметр диска:
125 мм
Длина:
295 мм
Посадочный диаметр, мм:
12.
7 ммВысота:
215 мм
Ширина:
185 мм
- Вес, Объем
Вес:
4.45 кг
- Другие параметры
Гарантия:
12 месяцев
Источник питания:
сеть 220V
Кейс (да/нет):
нет
Материал корпуса:
металл
Мощность, Вт:
120
Производитель:
Работа от аккумулятора (да/нет):
нет
Страна происхож.:
Китай
Торговая марка:
Частота вращения, об/мин:
2950
Срок поставки в днях:
14
 7 мм
7 ммХарактеристики
Торговый дом “ВИМОС” осуществляет доставку строительных, отделочных материалов и
хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой
базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в
оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
учетом веса и габаритов груза, а также километража до места доставки.
Наш автопарк — это более 100 единиц транспортных стредств. На каждой
базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в
оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин
регулируются Пользовательским соглашением и законодательством РФ.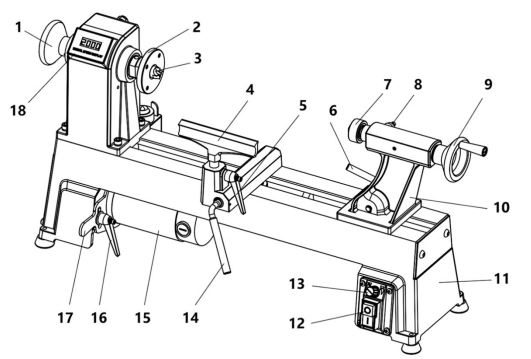
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к
товару Станок заточной 120Вт. 125мм диск на сайте носят информационный
характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского
кодекса Российской федерации. Они могут быть изменены производителем без предварительного
уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик
товара. Для получения подробной информации о характеристиках данного товара обращайтесь
к сотрудникам нашего отдела продаж или в Российское представительство данного
товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Станок заточной 120Вт. 125мм диск в магазине Санкт-Петербург вы можете в интернет-магазине “ВИМОС”.
Статьи по теме
| Версия 1500 мм (расстояние между зажимами 1500 мм) opt. 0855504 | |
| Поперечное копирующее устройство для фронтальной обработки opt. 0855510 | |
| Планшайба для шлифования с наклонным столом 0-45° для фронтальной обработки opt. 0855515 | |
| Цанга для сверел от 1 до 13 мм opt. 0855520 | |
| Подвижный люнет с инструментом (макс. диам. 70 мм) только для копирующего устройства opt. | |
| Фиксированный люнет (макс. диам. 125 мм) opt. 0855530 | |
| Самоцентрирующаяся унив. головка, 4 зажима, диам. 80 мм opt. 0855535 | |
| Самоцентрирующаяся унив. головка, 4 зажима, диам. 125 мм opt. 0855540 | |
| Планшайба диам. 220 мм opt. 0855545 | |
| Двойной суппорт для резцов, длина 800 мм opt. 0855550 | |
| Конусное подающее устройство диам. 40-50-60 мм opt. 0855555 | |
| Винтовое подающее устройство диам. 100 мм opt. 0855560 | |
| Набор из 6 резцов opt. 0855565 | |
| Дополнительный инструмент для копирующего устройства opt. 0855570 | |
| Одно-фазный мотор 2 лс opt. 0855573 | |
| Расстояние между центрами | 1200 мм |
| Частота вращения шпинделя | 900 – 1500 – 2100 – 2800 об/мин |
| Мощность электродвигателя | 2 кВт (3 л. с.) с.) |
| Высота центра над станиной | 240 мм |
| Высота центра над станиной с копиром | 200 мм |
| Конус бабки | MK 3 |
| Конус вращающегося центра | MK 3 |
| Длина упора для резцов | 350 мм |
| Максимальный диаметр обработки без копирования | 330 мм |
| Максимальный диаметр обработки с копированием | 200 мм |
| Вес нетто | 210 кг |
| Длина х ширина х высота станка | 2130 x 730 х 1230 мм |
 0855525
0855525Актуализация опорных знаний | – Чтобы узнать что-то новое необходимо повторить уже изученный материал (изготовление цилиндрических и конических деталей ручным инструментом)
| Организует повторение; обратную связь; убеждается в точности выполнения задания; создает ситуацию успеха | Учащиеся, используя знания из предыдущих уроков отвечают на вопросы | Основные свойства древесины, приемы и инструмент для разметки. | Личностные УУД формирование интереса к изучаемому материалу на уроке | Формулирование темы и целей урока | Посмотрите на заготовки и некоторые изделия. Что в них общего? Как изготовить такие изделия? С помощью чего можно решить эту проблему? – Попробуйте сформулировать тему урока – Запишите тему урока. -Тогда какова цель вашей деятельности? | Учитель помогает при необходимости сформулировать цель | Учащиеся называют проблему: « Как изготовить детали которые являются телами вращения», формулируют тему урока. Формулируют цели и задачи урока : – познакомиться с устройством токарного станка по обработке древесины, инструментами для работы на нем. Намечают пути выхода из проблемы | Анализ и осмысление полученной информации. | Регулятивные УУД уметь самостоятельно ставить цели и задачи; – постановка учебной задачи на основе соотнесения того, что уже известно и усвоено учащимся, и того, что еще неизвестно Личностные УУД развивать умения извлекать необходимую информацию Регулятивные УУД принимать и сохранять учебную задачу | Открытие новых знаний | Фронтальная работа. Как вы думаете что такое точение? – Точение – это механическая обработка резанием наружных и внутренних поверхностей вращения . Токарный станок предназначен для обработки заготовок из древесины и других материалов в виде тел вращения. На токарном станке производятся основные операции: точение поверхностей, нарезание резьбы, сверление. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) – режущим инструментом. Какие виды точения можно выделить? Черновое и чистовое точение,(черновик, чистовик), История токарных станков по дереву уходит в далекую древность. Они использовались для изготовления посуды, деталей столов, стульев и других предметов домашнего обихода. (демонстрация видеофрагментов) Наша школьная столярная мастерская оборудована токарным станком модели СТД-120 Работа с учебником – Что общего у сверлильного и токарного станков? -Сравните информацию на слайде и в учебнике. – Чем отличаются станки ТД 120 и СТД120М – Справились с затруднением? – Молодцы! Основные узлы станка: снование, станина, передняя бабка, задняя бабка, электродвигатель, подручник. Особенностью станка является шпиндель, на который могут навинчиваться следующие детали : – патрон – применяемый для крепления коротких заготовок; – трезубец – применяемый для крепления длинных заготовок с поджатием центром задней бабки – планшайба – применяемая для обработки заготовок небольшой длины и большого диаметра Крепление заготовки к планшайбе производится шурупами. Правила крепления: Рис. 3. Крепление детали: а – в патроне винтом; б – трезубцем с поджатием центром задней бабки Рис. 4. Крепление (а) и точение (6) заготовки на планшайбе Вращательное движение заготовки при точении называется главным. Поступательное движение заготовки при точении называется вспомогательным. Вначале заготовку обрабатывают на малой частоте вращения 710-770 об/мин, а уже чистовую обработку выполняют при частоте вращения 1000-1450 об/мин. Учащимся демонстрируются резцы для работы на токарном станке и ставится вопрос: Каким образом осуществляется процесс резания (обработки) заготовки? Регулировка частоты вращения осуществляется установкой ремней ременной передачи на шкивы разных диаметров Кинематическая схема станка Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах. На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей. Два вида обработки: черновое точение, чистовое точение | Помогает сформулировать новые понятия, назначение и основные части инструмента. Учитель контролирует предложения учащихся. Обращает внимание на оформление записей в тетради Организует целенаправленную деятельность Рассказывает об основных узлах станка СТД-120 1 Создает проблемную ситуацию Показывает приемы безопасной работы. | Пытаются сформулировать определение Записывают в тетрадь определение. Анализируя текст учебника и содержание презентации, отвечают на вопросы Учатся анализировать текстовую и графическую информацию В тетрадь заносят т информацию об основных частях станка. Заполняют таблицу в тетради Отвечают на вопрос, используя знания об устройстве велосипеда | Операция точение, оборудование, инструменты | Регулятивные УУД понимание смысла поставленной задачи Познавательные УУД осуществлять анализ объекта, делать выводы Личностные УУД формулировать выводы, обосновывать суждения Коммуникативные УУД -формирование умения ясно, точно, грамотно излагать свои мысли в устной речи -умение работать совместно в атмосфере сотрудничества | Первичное закрепление | Практическое задание: найдите основные части станка, Рассмотрите устройство основных узлов. | Организует работу в группах, Следит за выдвижением и проверкой предположений, создает ситуацию «разрыва» знаний Организует усвоение детьми новой информации | Работая в группах, дети включаются в поисковую, деятельность. Рассматривают узлы и детали станка СТД120. Включаются в активный диалог, выслушивают мнения одноклассников, учителя, формируют свою точку зрения, контролируют себя и товарищей, планируют дальнейшую работу, помогают друг другу, учатся договариваться и принимать мнение других, осознают нехватку знаний. | Устройство станка | Познавательные УУД выполнять учебные действия Личностные УУД Регулятивные УУД умение выполнять учебное действие в соответствии с целью КоммуникативныеУУД управление поведением партнера — контроль, коррекция, оценка действий партнера. | Домашнее задание | Три уровня домашнего задания: Стандартный. Ответить письменно в тетради на вопросы после параграфа. Повышенный. Найти в интернете или других источниках информации историю появления токарного станка. Творческий. Скопируйте изображения современных токарных станков для размещения в электронной библиотечке школьной учебной мастерской. Предложите свою идею модернизации станков токарной группы. п.8 учебника. | Информирует учащихся о домашнем задании, делая необходимые комментарии. | Принимают информацию о домашнем задании. | Познавательные УУД осуществлять поиск нужной информации Регулятивные УУД понимание смысла поставленной задачи | Рефлексия | – А сейчас поднимите сигнальные карточки красного цвета, кто ничего не понял на уроке; жёлтого цвета , кто имеет затруднения зелёного цвета, кто всё понял. | Инициирует рефлексию детей по поводу оценки своего вклад в достижение поставленных в начале урока целей, свою активность, эффективность работы класс | Демонстрируют умение ясно, точно, грамотно излагать свои мысли в устной речи, контролируют себя и планируют дальнейшую работу |
| Личностные УУД готовность и способность учащихся к саморазвитию Регулятивные УУД умение выполнять учебное действие в соответствии с целью |




 Подталкивает учащихся к планированию дальнейших действий, к активной мыслительной деятельности, принятию и удержанию учебной задачи.
Подталкивает учащихся к планированию дальнейших действий, к активной мыслительной деятельности, принятию и удержанию учебной задачи.


Токарный станок по дереву | Ремонтируем и строим
23.08.2018, Опубликовано в рубрике: Другие статьи
Приятная новость в том, что велосипед изобретать не придётся. Весь процесс сборки и чертежи каждого модуля станка описаны в ТУ3872–477–02077099–2002, и, хотя в открытом доступе этого документа нет, его вполне можно получить по индивидуальному запросу. Хотя и это вряд ли понадобится: устройство станка настолько примитивное, что вы легко сориентируетесь в тонкостях его изготовления даже по изображениям из школьных учебников.
Весь процесс сборки и чертежи каждого модуля станка описаны в ТУ3872–477–02077099–2002, и, хотя в открытом доступе этого документа нет, его вполне можно получить по индивидуальному запросу. Хотя и это вряд ли понадобится: устройство станка настолько примитивное, что вы легко сориентируетесь в тонкостях его изготовления даже по изображениям из школьных учебников.
Другой положительный факт — СТД-120М, по всей видимости, проектировался с расчётом на изготовление «по месту», поэтому практически все компоненты для сборки вы сможете либо найти в продаже, либо самостоятельно изготовить и доработать. Естественно, если появится возможность недорого приобрести комплектующие для этого станка или его младшего собрата ТД-120 — так и поступайте. Детали фабричного производства надёжнее, легче юстируются, к тому же унифицированная конструкция рамы позволяет собрать один станок из множества доноров.
Задняя бабка для токарного станка
Обратите также внимание, что стандартизация модулей во многом определяет безопасность эксплуатации оборудования. Основные принципы производственной безопасности оглашены в ГОСТ 12.2.026.0–93, а правила электрозащиты изложены в ГОСТ Р МЭК 60204–1. Согласуйте с этими нормативами любую изготавливаемую вами деталь или модуль станка.
Основные принципы производственной безопасности оглашены в ГОСТ 12.2.026.0–93, а правила электрозащиты изложены в ГОСТ Р МЭК 60204–1. Согласуйте с этими нормативами любую изготавливаемую вами деталь или модуль станка.
Изготовление станины
Взамен литой чугунной станины мы предлагаем более лёгкую сварную конструкцию. Она состоит из двух отрезков 72-й угловой стали длиной по 1250 мм. Велик соблазн сделать станину покрупнее для обработки более массивных изделий, но помните, что подобные изменения требуют вмешательства и в прочие узлы станка. Возможно, вам следует взять за образец ТТ-10460 под заготовку метровой длины.
Уголки станины
Уголки располагаем на ровной горизонтальной плоскости полками друг к другу. Между ними вставляем калиброванные вкладыши, чтобы направляющие станины располагались строго параллельно с дистанцией 45 мм. Для скрепления направляющих используем два уголка, таких же, как на станине, по 190 мм, которые подкладываем с переднего и заднего краёв. Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Направляющие скрепляются ещё одной 190 мм перемычкой, в нижней полке которой есть вырезы под каждый уголок. Устанавливается эта деталь с образованием ячейки, размерами в точности соответствующими посадочному шипу передней бабки, в стандартном варианте это 45х165 мм.
Такая станина может крепиться каким угодно образом к верстаку или колоде, но все элементы крепления рекомендуется наваривать, не нарушая при этом целостность основания. Если для станка выделяется отдельный угол, приварите перпендикулярно уголкам станины ножки из трубы и, для большей устойчивости, сделайте им небольшой «раскос» кувалдой. В конечном итоге вес станины, скреплённой с верстаком, не должен быть меньше 60–70 кг.
Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.
Подручник для токарного станка по дереву
Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.
Подручник для токарного станка по дереву
Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.
Подручник для токарного станка по дереву
Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
Направляющая для подручника
Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.
Привод и трансмиссия
Стандартный вариант привода — асинхронный трёхфазный двигатель мощностью до 2 кВт (обычно 1,2 кВт), соединённый с валом передней бабки клиноременной передачей на двухручьевых шкивах. Постель для крепления движка может располагаться между ногами станины, либо на дополнительной подмости за передней бабкой, что усложнит сборку, но сделает более удобным переброс ремня.
Асинхронный трехфазный двигатель для токарного станка
Далеко не всегда есть возможность использовать двигатель с нужной частотой вращения вала, поэтому выход на итоговые обороты осуществляется регулировкой диаметра шкивов. Например, если в вашем распоряжении АД на 1480 об/мин, то чтобы выйти на заветные 1100 и 2150 об/мин, диаметры ведущих и ведомых ручьёв должны соотноситься как 1:1,5 и 1,3:1.
При размещении двигателя полезно снабдить станину пластиной, закреплённой на воротных навесах. Двигатель, установленный по такой системе, будет всё время находиться в подвешенном состоянии и обеспечит плотное прижатие ремня собственным весом. А если оснастить площадку педалью, скорость можно будет менять даже на ходу.
Варианты размещения двигателя на станке
По электрической части сложностей тоже нет. Коммутация выполняется стандартной пусковой трёхфазной кнопкой с реверсом, для такого маломощного двигателя нет нужды устанавливать пускатель. Единственный момент — включение торможения постоянным током при удержании стоповой кнопки, для чего понадобится мощный диодный мост (на КД203Д) согласно типовой схеме включения.
Частотно-управляемый двигатель может использоваться в качестве прямого привода, что избавит от необходимости конструировать переднюю бабку. Для этого нужно закрепить двигатель на переходной площадке, в нижней части которой есть продольный установочный шип шириной в 45 мм как штатное средство юстировки для станины СТД120.
Передняя бабка
Забегая вперёд, отметим, что и передняя, и задняя бабка включают детали, изготовить которые можно, только имея доступ к токарному станку по металлу. Иначе есть смысл задуматься о приобретении готовых модулей или, по крайней мере, их литых консолей.
В основании передней бабки лежит два подшипниковых корпуса типов S, V или U, стационарно закреплённых на раме из угловой стали. К сожалению, невозможно предугадать, какие типоразмеры будут доступны, однако в общем итоге высота оси шпинделя над станиной должна быть не менее 120 мм. При том, что диаметр шпиндельного вала составляет около 25 мм, будет наиболее интересен типоразмер подшипникового узла с общим габаритом высоты около 70 мм.
Подшипники в корпусах
Вал вытачивается из кругляка углеродистой стали диаметром 40 мм с допуском не более 0,05 мм. Основных вариаций вала две. Первая — самая простая: в центре остается целик вала, затем выполняются спуски до посадочного диаметра подшипниковых узлов, далее на концах нарезается резьба. Для осевой фиксации на валу протачивают четыре канавки под стопорные кольца.
Вторая вариация имеет расширение в виде юбки сразу за резьбой патрона. Оно предназначено для установки фланцевого упорного подшипника, закреплённого на выступе основания передней бабки. Такой подход позволяет сократить износ подшипников, если на станке обрабатываются массивные детали.
Основание бабки — две пары уголков или два швеллера, развёрнутых навстречу друг другу. Сведением-разведением вертикальных полок можно регулировать высоту основы под осевую высоту имеющихся подшипниковых узлов. Снизу к основанию приварена 45 мм полоса, которая выполняет роль юстировочного паза. Важен порядок сборки: сперва на шпиндель напрессовываются подшипники, затем вал крепится на станине с подложкой регулировочных стальных пластин.
Задняя бабка
Изготовить заднюю бабку не в пример проще. Состоит она из четырёх деталей:
Основание из угловой стали высотой 100 мм по тому же принципу, что и для передней бабки. Сверху поперёк прикручены на болтах два 50 мм уголка, в их полках по центру вырезы квадраты 40 мм шириной.
Направляющая (внешняя) толстостенная квадратная трубка шириной 40 мм, длиной 150 мм и внутренним просветом 20х20 мм. В задней части нужно установить пробку толщиной 6–8 мм и с отверстием в центре на 8 мм, крепится она на двух винтах через стенки трубки.
Внутренняя трубка, она же пиноль, изготавливается из 20 мм профильной трубки, желательно толстостенной и фрезерованной точно под просвет направляющей. В задней части пиноли заварена гайка М14, в переднюю вставлен и заварен металлический прут, уширенный до 5 мм для посадки двухрядного подшипника.
Приводной винт имеет резьбу под гайку в пиноли (желательно сделать трапециевидную), в задней части выполнен переход на 8 мм резьбу для крепления маховика.
Устройство задней бабки
Принцип работы и схема сборки пиноли вполне очевидны, но особое внимание нужно уделить юстировке осей. Направляющая трубка, закреплённая сваркой в вырезах уголков, может подниматься выше или ниже за счёт подкладок из трансформаторной стали. Передняя и задняя бабка должны быть абсолютно соосны, допуск составляет всего пару десятых.
Самодельный токарный станок по дереву
Что касается способа крепления к станине, он одинаков и для бабок, и для подручника. Шпильки М14 или М16 привариваются ко дну бабок, а в прорезь подручника вставляется крупный лемешный болт. Снизу модули подтягиваются гайками с приваренными к ним прутьями наподобие рычагов. Для равномерного плотного прижатия снизу в качестве ответной планки подкладывается 50 мм швеллер.
Машина гибочная гидравлическая МГ-120 в Смоленске (Гидравлический листогибочный станок)
Машина гибочная универсальная предназначена для гибки труб, квадратных профилей, полосы, прутков, уголков, отрезки полосы, прутка, трубы, прошивки, скручивания, штамповки, вырубки различных материалов с усилием до 120кН(12т) в металлообработке. Наиболее эффективно применение машины при единичном и мелкосерийном производствах.
Наиболее эффективно применение машины при единичном и мелкосерийном производствах.
Характеристики:
Наименование параметров
Значения
Размеры рабочей поверхности стола, мм
– длина
– ширина
600
490
Наибольший ход базовой плиты силового гидроцилиндра, мм, не менее
170
Наибольшая скорость линейного перемещения
базовой плиты силового гидроцилиндра, м/мин
– вперед
– назад
0,6
1,0
Наибольшее усилие силового гидроцилиндра, кН (т)
120 (12)
Высота верхней плоскости стола над уровнем пола, мм
950
Мощность электродвигателя привода гидронасоса, кВт
2,2
Габаритные размеры гибочной машины
(без приспособлений), мм
– длина
– ширина
– высота
1000
760
1120
Масса машины без приспособлений, кг
530
Стандартный комплект поставки:
Машина гибочнаяМГ-120Устройство для базирования заготовокМГ-120.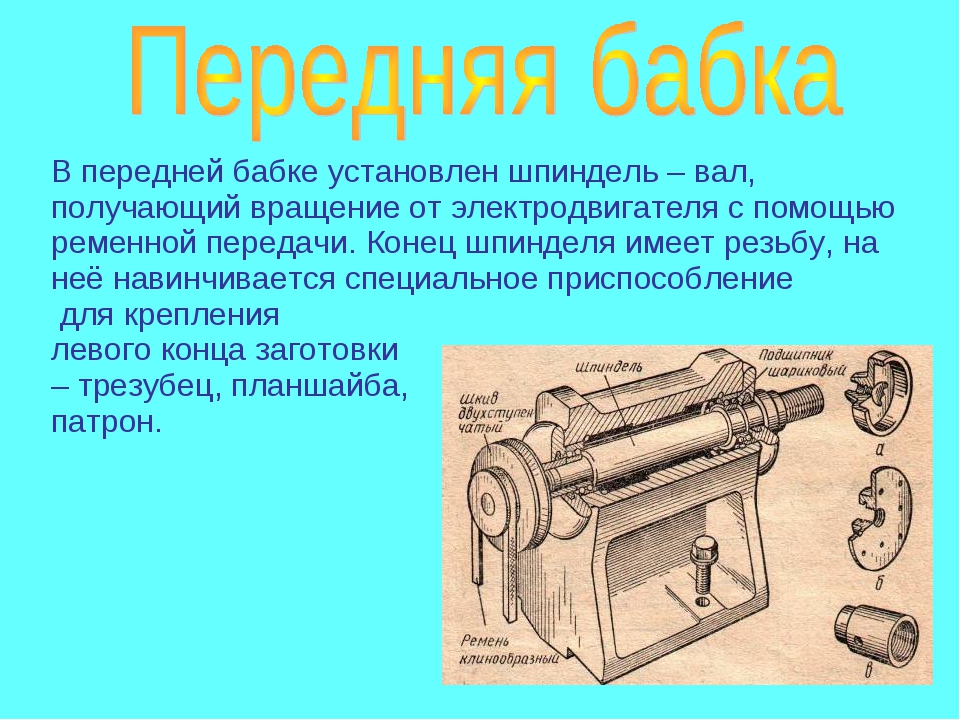 55.0.000.0.00 – 1 шт.Комплект инструмента и принадлежностейМГ-120.90.1.000.0.00 – 1 комплект
55.0.000.0.00 – 1 шт.Комплект инструмента и принадлежностейМГ-120.90.1.000.0.00 – 1 комплектКомплект поставки за отдельную плату:
№ наладки
Назначение
Размеры заготовки, мм
МГ-120.40.1
Приспособление для гибки полосы
Высота до 130, толщина до 6
42.2
Приспособление для гибки труб и проката
Смотри наладки для гибки труб
43.2
Приспособление для рубки
Полоса до 8, круг до 16, уголок до 32х4
47.1
Приспособление для рихтовки
Круг, квадрат, шестигранник до 30, прогиб до 15
50.1
Устройство для скручивания
Смотри наладки 51.1 и 52.1
51.1
Приспособление для гибки полосы по заданному профилю
Длинна до 400, ширина до 50, толщина до 3
52.1
Приспособление для скручивания оси
Длинна до 520, ширина до 30, толщина до 2
64.0-00
Накладки для гибки труб
dy x S=15×2,8
64.0-01
dy x S=20х2,8
64.0-02
dy x S=25х3,2
64. 0-03
0-03
dy x S=32х3,2
64.0-04
dy x S=40х3,5
64.0-05
dy x S=8х2,2
64.0-06
dy x S=10х2,2
65Н2
Накладка для гибки профильного проката
Кург, квадрат, шестигранник до 30
65Н1
Накладка для гибки полосы
Ширина до 60, толщина до 6
49.0
Штамп для вырубки уголка
Ширина полки до 32, толщина до 4
Устройство для снятия заусенцев TD-120 – Машина для снятия заусенцев с труб
Описание
Устройство для снятия заусенцев с труб TD-120 – это машина для снятия заусенцев с труб . Эта машина очищает и удаляет стружку, заусенцы и аналогичные острые кромки с профилей, образовавшиеся при распиловке . Благодаря способности снимать заусенцы с материала от 10 мм (0,4 ″) до 120 мм (4,7 ″) , у этой машины есть большой потенциал для использования во многих сферах. Однако одним из наиболее полезных применений этой машины является удаление заусенцев со сложных или детальных профилей. Например, гнутый или экструдированный рельс, на котором удаление заусенцев вручную было бы практически невозможно.
Например, гнутый или экструдированный рельс, на котором удаление заусенцев вручную было бы практически невозможно.
В машине используется щетка двойного вращения. Три стальные щетки вращаются индивидуально, а также как группа, чтобы обеспечить чистку поверхности материала под любым углом . По этой причине большинство операций по удалению заусенцев выполняется менее чем за несколько секунд. Для безопасной эксплуатации машины просто отрегулируйте отверстие для материала до нужного размера и зафиксируйте ручкой. Как только это будет сделано, медленно продвигайте материал до контакта с щетками.В результате вращающиеся щетки быстро снимают заусенцы с материала. В процессе обработки все края материала будут равномерно обработаны. TD-120 также позволяет одновременно снимать заусенцы снаружи и внутри.
Как всегда, Безопасность оператора имеет первостепенное значение при изготовлении. По этой причине машина оснащена системой аварийного останова, соответствующей требованиям CE, для обеспечения безопасности оператора первостепенной важности. Кроме того, крышки машины Tube Deburrer TD-120 оснащены датчиками, которые позволяют работать только тогда, когда все панели закрыты.
Кроме того, крышки машины Tube Deburrer TD-120 оснащены датчиками, которые позволяют работать только тогда, когда все панели закрыты.
Устройство для снятия заусенцев TD-120 оставит концы всего обрезанного материала свободными от заусенцев и безопасным в обращении всего за несколько секунд.
Для дополнительного удобства внутри машины в запираемом отсеке установлен контейнер для мусора и сбора пыли.
Для получения дополнительной информации звоните (+44) 02476 210 123 сегодня!
Устройство для снятия заусенцев TD-120 Характеристики:
- Диаметр от 10 до 120 мм
- Подходит для всех типов труб, труб, коробок и нестандартных профилей
- Три стальные щетки
- Аварийные упоры, соответствующие CE
- Регулируемые и блокировка отверстия для материала
- Адаптер коробчатого сечения
- Две скорости
- Датчики автоматического отключения
- Встроенный ковш для сбора мусора / пылеудаления
- Самостабилизирующиеся ножки
- ДОПОЛНИТЕЛЬНО: Автоподатчик
А также машины для снятия заусенцев , DIMAKIN продает станков для полировки труб , чтобы дополнить вашу мастерскую. Кроме того, для получения более качественной полировки, чем при ленточной шлифовке, вы также можете найти зеркальные полировальные машины здесь !
Кроме того, для получения более качественной полировки, чем при ленточной шлифовке, вы также можете найти зеркальные полировальные машины здесь !
Для получения дополнительной информации звоните (+44) 02476 210 123 сегодня!
120 – Контрольно-измерительные приборы и аналитические услуги
Описание
TD-120 Oil in Water Monitor – наш последний продукт, разработанный на основе более чем 20-летнего практического опыта работы с технологией УФ-флуоресценции, и включает в себя лучшие в отрасли функции. TD-120 Oil in Water Monitor устойчив к воздействиям грязной или мутной воды, которые обычно влияют на поглощение УФ-излучения или измерения светорассеяния, позволяя измерять углеводороды, топливо, смазочные масла, теплоносители и сырую нефть при низких ppm / ppb уровни.TD-120 Oil in Water Monitor также имеет значительно расширенный динамический диапазон по сравнению с большинством онлайн-мониторов Oil in Water Monitor (до 6000 ppm).
Датчик уровня масла в воде TD-120 идеально подходит для обнаружения утечек масла из теплообменников, защиты котлов, водозаборов и мембранных систем, а также для оптимизации систем очистки воды. Обладая низкими пределами обнаружения и расширенным диапазоном измерения, TD-120 предоставляет необходимые инструменты и простоту использования для удовлетворения современных сложных потребностей в измерении содержания нефти в воде.
Монитор масла в воде TD-120 снабжен смачиваемыми деталями из нержавеющей стали 316SS, корпусом и задней панелью, а также монитором состояния ячеек, сигнализацией высокой температуры и защитой. Монитор также включает в себя внутренний планшет для простой настройки и эксплуатации. Встроенный регистратор данных позволяет графически отображать значения концентрации масла в воде, прошлые события (сигналы тревоги, калибровки, изменения настроек и т. Д.) И диагностику. Эти данные могут быть переданы через встроенную карту microSD на любой ПК для анализа и архивирования.
Характеристики
- Новые возможности автоматического клапана: температурная защита, промывка пресной водой и изоляция процесса
- Реле с сухими контактами аналогового сигнала, аварийной сигнализации
- Дополнительные смачиваемые детали, совместимые с морской водой
- Минимальный уход
- Низкая стоимость владения – для работы не требуются реагенты или инструментальный воздух
- Внутренний интерфейс планшета для быстрой настройки и калибровки
- Возможности OEM
Приложения
- Конденсат пара
- Питательная вода котла
- Охлаждающая вода
- Защита всасывания
- отстойники плотины
- Оптимизация процесса
Технические данные
HAHN + KOLB »Ваш специалист по инструментам + оборудование для мастерских
ДАВАЕМСЯ РАБОТАТЬ ВМЕСТЕ.
Электронный бизнес
Системы электронного бизнеса, которые думают о будущем: HAHN + KOLB предлагает несколько возможностей для автоматизации вашего процесса закупок . Вы можете внедрить , эти по отдельности, или в комбинации , в процессе закупки.
Системы дозирования
Создайте децентрализацию на своем производстве и ускорьте производственный процесс: с помощью ориентированного на пользователя выбора товара и правильного HK-MAT вы сделаете наиболее важные производственные материалы доступными в нужном месте и всегда по адресу нужное время .
Новые продукты
Мы постоянно развиваем наш ассортимент, чтобы всегда предлагать вам лучшие продукты и решения для ваших нужд. Узнайте о впечатляющих новых брендах и инновационных продуктах , которые сделают вашу повседневную работу проще и эффективнее.
Раскладные каталоги
Воспользуйтесь бесплатными откидными каталогами сейчас, чтобы просмотреть и заказать все товары в Интернете. Воспользуйтесь широким спектром информации.Благодаря интеллектуальной ссылке в наш интернет-магазин, вы можете быстро и легко заказывать товары с помощью всего за несколько кликов .
Вставки из жесткого пенопласта
Организуйте на своем рабочем месте, создайте аккуратную среду и всегда отслеживайте вещей в ваших ящиках для инструментов и транспортных ящиках с нашими индивидуально разработанными вставками из твердого пенопласта . Теперь создайте вставку из жесткого пенопласта в соответствии с вашими потребностями.
Экспертиза
Компетентный технический совет от инструментов до обработка заказов от до особые требования . Мы предлагаем концепции для экономичного и эффективного производства. Воспользуйтесь преимуществами опыта и идей сотрудников HAHN + KOLB.
Заказ + Консультации
У вас есть вопросы по вашему заказу или индивидуальному запросу продукта? Телефон: +49 (0) 7141 498-4848
С понедельника по четверг с 07:30 до 18:00
Пятница с 07:30 до 17:00
Электронная почта: bestellung @ hahn-kolb.de
Интернет-магазин Поддержка
У вас есть вопросы об интернет-магазине?Телефон: +49 (0) 7141 498-5050
С понедельника по четверг с 07:30 до 17:00
Пятница с 07:30 до 15:30 Электронная почта: [email protected]
ДОПОЛНИТЕЛЬНАЯ КОНТАКТНАЯ ИНФОРМАЦИЯ
У вас есть вопросы о нашем сервисном обслуживании или вы хотите получить консультацию специалиста ?Здесь вы найдете подходящее контактное лицо.
Вы также можете использовать нашу контактную форму .
Термодинамический конденсатоотводчик Spirax (TD 120), – Femto Valve Industries, Мумбаи
Термодинамический конденсатоотводчик Spirax (TD 120), ट्रैप – Femto Valve Industries, Мумбаи | ID: 20281378333Технические характеристики изделия
| Марка | Spirax |
| Размер | 1/2 “-3/4” -1 ‘ |
| Материал | F 22 (WC9) |
| Название модели / Номер | TD 120 |
| Использование / применение | дренаж перегретой сети |
| Концы | SWE / SCE |
| Рабочая температура | 550 C | 9026 Тип упаковки | 9026 Диапазоны давления | 250 бар изб. |
| Минимальное количество заказа | 1 |
Описание продукта
TD120 – это ремонтопригодный термодинамический конденсатоотводчик высокого давления со встроенным сетчатым фильтром, который может поставляться в размерах ½ “, ¾” и 1 “с соединениями под приварку, стык или фланцевыми соединениями.Он имеет низкую пропускную способность, специально разработанную для систем дренажа перегретых сетей с давлением до 250 бар. Стандарты Этот продукт полностью соответствует требованиям Европейской директивы по оборудованию под давлением 97/23 / EC Сертификация Этот продукт доступен с сертификацией по EN 10204 3.2. Примечание: Все сертификаты / проверки требования должны быть указаны при размещении заказа
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2018
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот50 лакх – 1 крор
Участник IndiaMART с декабря 2014 г.
GST27ACZPh5623F1ZC
Основанная в году 2018 в Мумбаи, Махараштра , мы « Femto Valve Industries » – это компания, основанная в единоличном владении , являющаяся ведущим производителем и продавцом шаровых клапанов Audco , Audco Valves, KSB. Клапаны, ведущие клапаны и т. Д. Наша продукция пользуется большим спросом благодаря своему высочайшему качеству и доступной цене.Кроме того, мы гарантируем своевременную доставку этих продуктов нашим клиентам, благодаря чему мы приобрели огромную клиентскую базу на рынке. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Vermeer TD120 10 ‘Tedder BigIron Auctions
ВНИМАНИЕ!Информация на этой странице могла быть изменена.
Нажмите, чтобы обновить страницу. Щелкните для получения дополнительной информации о проблемах с Интернетом.
Описание предмета (последнее обновление: 8 марта 2021 г.)
Ворошилка Vermeer TD120 10 ‘, 3-х точечная, ВОМ 540, серийный номер: 1VRB0818583001053
Отказ от ответственности
Этот элемент не проходил функциональные испытания, и BigIron не дает никаких гарантий относительно его состояния или работоспособности.Участник торгов обязан осмотреть товар перед подачей заявки и самостоятельно оценить его состояние и пригодность для использования. Все продается «как есть и где есть». BigIron не несет ответственности за какие-либо заявления Продавца по поводу товара.Расположение
- Расположение
- Вайоминг
- Погрузочная площадка
- Есть
- Помощь при загрузке
- Да – звоните как минимум за 24 часа
- Зарядка
- 2 часа бесплатно, 35 долларов в час после; Фиксированная плата в размере 35 долларов США за упаковку и погрузку грузовых судов Fowarders
Шаг торгов
Для сумм до…
Инкремент
10 000 долларов США или больше
250 долларов США
Первые 8 позиций закрываются в 10:00 утра CDT, каждые 8 позиций после закрытия с интервалом в 1 минуту, если только время не истечет.Каждая ставка в течение периода продления продлевает аукцион на 2–5 минут. Это безоговорочный интернет-аукцион, который проводится только в режиме онлайн. Каждая часть будет безоговорочно продана тому, кто предложит самую высокую цену. Чтобы продать оборудование, недвижимость, домашний скот на нашем следующем аукционе, Позвоните торговому представителю сегодня по телефону 1-800-937-3558. Обратите внимание на Условия и положения BigIron, а также на увеличение ставок.
| Sraith | * |
| Pacáiste | Трубка |
| Stádas Cuid | Активный |
| Cineál Ceanglóra | – |
| Cineál Teagmhála | – |
| Páirc – Cúpláil | – |
| Líon na bPost | – |
| Líon na Sraitheanna | – |
| Spásáil Rae – Cúpláil | – |
| Líon na bPost a Luchtaíodh | – |
| Stíl | – |
| Кожух | – |
| Cineál Gléasta | – |
| Foirceannadh | – |
| Cineál Dúntála | – |
| Fad Teagmhála – Cúpláil | – |
| Fad Teagmhála – Пост | – |
| Fad Teagmhála Foriomlán | – |
| Airde Inslithe | – |
| Déan Teagmháil le Cruth | – |
| Críochnaigh Teagmhála – Cúpláil | – |
| Déan teagmháil le Críochnaigh Tiús – Cúpláil | – |
| Déan teagmháil le Críoch – Сообщение | – |
| Ábhar Teagmhála | – |
| Ábhar Inslithe | – |
| Gnéithe | – |
| Теохт Ойбриучайн | – |
| Cosaint Ionsaithe | – |
| Rátáil Inadhainteachta Ábhar | – |
| Dath Inslithe | – |
| Rátáil Reatha (Ампер) | – |
| Rátáil Voltais | – |
Системы осушения адсорбционных материалов Thoreson McCosh
Адсорбционные осушители (серия TD)
Сушилки Thermal-D для переработчиков пластмасс.
Thoreson McCosh с 1947 года является лидером в области производства систем погрузочно-разгрузочных работ, не требующих особого обслуживания. Наша опытная команда инженеров и техников стремится предоставить нашим клиентам самое лучшее оборудование для сушки, смешивания и транспортировки. Поскольку мы производим около сорока (40) эффективных и рентабельных сушилок различных типов и размеров, вы обязательно найдете систему, которая наилучшим образом соответствует вашим конкретным потребностям и требованиям.
Полностью замкнутая бесклапанная система сушки Thermal-D разработана для предотвращения попадания влаги, вредных веществ и других веществ в обрабатываемые материалы.Система сушки с микропроцессорным управлением Thermal-D Tech полностью автоматическая и самодиагностическая. Конструкция с индексируемым тройным слоем осушителя обеспечивает большую абсорбирующую способность и эффективную сушку при меньшем потреблении энергии и меньшем количестве осушителя. Эта конструкция также позволяет сушилке использовать остаточное тепло регенерации, рекуперированное при охлаждении, для предварительного нагрева потока технологического воздуха, что делает установку чрезвычайно энергоэффективной. Слои адсорбента имеют горизонтальный поток, что предотвращает псевдоожижение гранул и истирание адсорбента.Охлаждение происходит в технологическом потоке, что создает экономичный, чрезвычайно сухой адсорбент с повышенной способностью поглощать влагу. Благодаря этой революционной системе тепло, которое обычно терялось, теперь регенерируется и используется в процессе сушки.
Комплект для экономии энергии
Комплект сдвига точки росы для сушилок Tech II и Tech III
Комплект сдвига точки росы для стандартных контрольных осушителей
Комплект Delta T
Спросите о комплекте энергосбережения Thoreson Regen Power Saver (свяжитесь с нами для получения более подробной информации)
Технические характеристики и модели
| Модель | CFM * / CMH ** – Сушка Бункер | Скорость высыхания при наихудших условиях фунт-кг / час | Сушильная машина размеры дюймов / см Ш x Д x В | Рекомендуемая Емкость бункера фунтов / кг |
| ТД-12 | 12 куб. Футов в минуту 20 куб. Футов в минуту | 12 фунтов / час 5.4 кг / час | 16 x 22 x 51,5 40,6 x 55,9 x 120,6 | 48 фунтов 21,8 кг |
| ТД-24 | 24 куб. Фут / мин 40 CMHK | 24 фунта / час 10,8 кг / час | 16 x 22 x 51,5 40,6 x 55,9 x 130,8 | 100 фунтов 45,4 кг |
| ТД-40 | 40 куб. Футов в минуту 68 CMH | 40 фунтов / час 18,1 кг / час | 27 x 34 x 55 68,6 x 86,4 x 134,6 | 160 фунтов 72,6 кг |
| ТД-60 | 60 куб. Футов в минуту 102 CMH | 60 фунтов / час 27.2 кг / час | 27 x 34 x 55 68,6 x 86,4 x 139,7 | 240 фунтов 109 кг |
| ТД-90 | 90 куб. Футов в минуту 153 CMH | 90 фунтов / час 40,8 кг / час | 27 x 34 x 60 68,6 x 86,4 x 144,8 | 360 фунтов 163,3 кг |
| TD-120 | 120 куб. Футов в минуту 204 куб. Футов в минуту | 120 фунтов / час 54,4 кг / час | 27 x 34 x 60 68,6 x 86,4 x 152,4 | 480 фунтов 217,7 кг |
| ТД-150 | 150 куб. Футов в минуту 255 CMH | 150 фунтов / час 68 кг / час | 37 х 42 х 76 94 х 106.7 х 161,2 | 600 фунтов 273,3 кг |
| ТД-180 | 180 куб. Футов в минуту 306 CMH | 180 фунтов / час 81,6 кг / час | 37 x 42 x 76 94 x 106,7 x 170,2 | 720 фунтов 326,6 кг |
| ТД-240 | 240 куб. Фут / мин 408 CMH | 240 фунтов / час 109 кг / час | 37 x 42 x 76 94 x 106,7 x 188 | 960 фунтов 435,4 кг |
| TD-360 | 360 кубических футов в минуту 612 CMH | 360 фунтов / час 163.2 кг / час | 37 x 42 x 82 94 x 106,7 x 205,7 | 1440 фунтов 653 кг |
| TD-480 | 480 куб. Фут / мин 816 CMH | 480 фунтов / час 217,7 кг / час | 46 x 70 x 82 116,8 x 177,8 x 185,3 | 1920 фунтов 864 кг |
| TD-600 | 600 кубических футов в минуту 1020 кубических футов в минуту | 600 фунтов / час 272 кг / час | 46 x 70 x 82 116,8 x 177,8 x 208,2 | 2400 фунтов 1080 кг |
| TD-800 | 800 куб. Футов в минуту 1359 куб. Футов в минуту | 800 фунтов / час 363 кг / час | 46 х 70 х 82 116.8 х 177,8 х 208,2 | 3200 фунтов 1440 кг |
| TD-1000 | 1000 кубических футов в минуту 1699 кубических футов в час | 1000 фунтов / час 454 кг / час | 57 x 83 x 82 114,7 x 210,8 x 208,2 | 4000 фунтов 1800 кг |
| TD-1500 | 1,500 кубических футов в минуту 2,549 кубических футов в минуту | 1500 фунтов / час 680 кг / час | 57 x 83 x 92 114,7 x 210,8 x 233,6 | 6000 фунтов 2700 кг |
| ТД-2000 | 2,000 куб. |