Токарно-карусельный станок 1512 – Поставки станков
Среди общего числа оборудования часто встречаются агрегаты для обработки крупных деталей тел вращения. Токарно-карусельный станок 1512 достаточно распространенная модель на многих предприятиях, где требуется изготовление массивных заготовок из черного и цветного металла. На станке производят чистовую и черновую обработку конических и цилиндрических, торцовых поверхностей, как наружных, так и внутренних методом обточки, расточки, сверления и т.д.
Особенности конструкции
- Наличие двух суппортов: вертикального и горизонтального, значительно увеличивают функциональные возможности станка.
- Дополнительные устройства допускают производить нарезание резьбы, обточку фасонных поверхностей, обработку по упорам и другие работы.
- Жесткость станины и большая мощность двигателя главного движения позволяют вести производительную работу на высоких скоростях.
- Исполнение поверхности рабочего стола в горизонтальной плоскости упрощает крепление и выверку обрабатываемой детали.

- Вертикальный суппорт поворачивается на определенный угол, тем самым обеспечивается точение конусных плоскостей.
- Защитные кожуха предотвращают вылет стружки из зоны резания.
- Подвижный пульт управления смонтирован на гибком рукаве.
- Горизонтальная поперечина перемещается по вертикальным направляющим с четкой фиксацией требуемого положения.
- Класс точности нормальный по ГОСТ 8-77.
Виды производимых операций:
- наружное точение цилиндрических и конических плоскостей;
- внутренняя расточка цилиндрических и конусных поверхностей;
- обточка торцевых поверхностей;
- изготовление канавок на плоской и боковой части заготовки;
- обработка осевым инструментом методом сверления, нарезания резьбы, развертывания.
Варианты модификаций:
- 1512, 1512-2, 1512. 300 – станок универсальный с ручным управлением;
- 1512Ф1, 1512ПФ1, 1512Ф1.300 – с устройством цифровой индикации;
- 1512Ф3, 1512МФ4 – с числовым программным управлением.
 300 – станок универсальный с ручным управлением;
300 – станок универсальный с ручным управлением;Маркировка: 1 – вид станка (токарный), 5 – карусельная группа, 12 – указывает наибольший диаметр заготовки (1250 мм), Ф1 (Ф11) – с УЦИ, Ф3 (Ф4) – комплектуется системой числового программного управления.
Технические характеристики
| Наибольший диаметр обрабатываемого изделия, мм | 1250 |
| Высота изделия, мм | 1000 |
| Диаметр планшайбы, мм | 1120 |
| Максимальная масса изделия, кг | 3200 |
| Перемещение вертикального суппорта, мм: | |
| в горизонтальном направлении | 775 |
| в вертикальном направлении | 700 |
| Перемещение бокового суппорта, мм: | |
| вертикальное | 630 |
| горизонтальное | 1000 |
| Ход поперечины, мм | 660 |
| Угол поворота вертикального суппорта, град | |
| Количество оборотов планшайбы, мин-1 | 5-250 |
| Сечение державки резца, мм | 25х40 |
| Число скоростей планшайбы и подач суппортов | 18 |
| Подачи суппортов (вертикальные, горизонтальные), мм/об | 0,03-12,5 |
| Мощность двигателя, кВт | 30 |
| Габаритные размеры (длина/ширина/высота), мм | 2750/2975/4100 |
| Общая масса, кг | 16500 |
Состав 1512:
- Станина;
- Планшайба;
- Вертикальный суппорт;
- Ограждение планшайбы;
- Боковой суппорт;
- Поперечина;
- Коробка подач вертикального суппорта;
- Агрегат смазки;
- Коробка подач бокового суппорта;
- Пульт управления;
- Коробка скоростей.

Описание узлов станка
Обрабатываемая заготовка крепится зажимными кулачками на поверхности рабочего стола, который установлен на прецизионных подшипниках качения. Вращение шпинделю передается от электродвигателя мощностью 30кВт через коробку скоростей, которая обеспечивает 18 режимов оборотов планшайбы.
Инструментальная система представляет из себя револьверную поворотную головку с пятью гнездами, расположенную на вертикальном суппорте, и четырех позиционный держатель на горизонтальном суппорте. В каждую позицию устанавливается отдельный инструмент. Для точения плоской и боковой поверхности используют резцы, а для осевой обработки по центру применяются сверла, метчики, развертки.
Коробки подач обоих суппортов схожи по конструкции. Они передают каждому рабочему органу 18 режимов движения, при этом коробка вертикального суппорта расположена у торца траверсы, а горизонтального – около самого корпуса. Ускоренный ход осуществляется от отдельного привода.
Управление рабочими процессами осуществляется электрооборудованием, которое включает в себя двигатели, электрошкаф, аппаратуру, систему конечных выключателей, подвесной пульт.
Производство токарно-карусельных станков
При изготовлении карусельных станков используем современные комплектующие. По желанию заказчика, а так же для удобства управления и контроля за работой, станки 1512 выпускаются с устройством цифровой индикации (УЦИ). Такие модели получили обозначение 1512Ф1.
Все направляющие качественно отшлифованы, а при необходимости, шабрятся вручную. Механические узлы комплектуются современными подшипниками и ШВП, монтируются шестерни, валы, муфты и другие элементы. Устройство смазки и гидроаппаратуру устанавливаем по согласованию с заказчиком или по характеристикам, указанным в технической документации.
На станки с числовым программным управлением устанавливаются системы отечественных или импортных производителей: Балт-Систем, SIEMENS, FANUC, HEIDENHAIN и другие.
Обслуживание и сервис
При поставке станков карусельных проводим пусконаладочные работы и монтаж оборудования на территории покупателя. Во время запуска и испытаний, обучаем персонал заказчика по устройству и эксплуатации станка. Приемка включает в себя следующие мероприятия:
- внешний осмотр объекта;
- соответствие требованиям, указанным в техническом задании;
- проверка на комплектность;
- запуск в холостом режиме и проверка по геометрическим параметрам;
- изготовление тестовых деталей с замером на точность и качество полученной поверхности.
В случае обнаружения замечаний в работе станка в период гарантии, мы устраняем выявленные неполадки своими силами и за свой счет. Выезжает технический специалист для осмотра и определения характера повреждений. Меняются неисправные детали и запчасти по механике, электрике, гидравлике и т.д.
После гарантийного срока, по отдельному соглашению мы продолжим консультации, обслуживание и техническое сопровождение оборудования. Специалисты сервисной службы в кратчайшие сроки прибудут к заказчику и примут все меры для устранения неисправностей.
Специалисты сервисной службы в кратчайшие сроки прибудут к заказчику и примут все меры для устранения неисправностей.
Мы производим и предлагаем своим заказчикам токарно-карусельные станки следующих марок и исполнений:
- ручное управление: 1512, 1516, 15125, 1Л532, 1532;
- с устройством цифровой индикации: 1512Ф1, 1516Ф1, 1525Ф1;
- управление системой ЧПУ: 1512Ф3, 1516Ф3, 1525Ф3.
Кроме данных моделей, можем провести ремонт станков 1510, 1531, 1541, 1553, 1М557 и другие.
Стоимость и условия покупки
Чтобы купить токарно-карусельный станок 1512, позвоните нам по телефону +7(4852) 66-40-25, отправьте письмо на электронную почту: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или сделайте запрос на сайте. Цена и срок поставки зависят от комплектации и исполнения. Компания предоставляет гарантию 12 – 18 месяцев на новый станок и после ремонта. По отдельному соглашению производим монтаж и доставку оборудования до заказчика.
Токарно-карусельный станок 1512
Токарно-карусельные станки предназначены для обработки изделий большой массы с относительно небольшой длиной по сравнению с диаметром. Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, – поступательное движение подачи.
Шпиндель станка частично разгружен, т.к. массу изделия и силы резания воспринимают круговые направляющие планшайбы. Токарно-карусельные станки бывают одностоечные, двухстоечные или портальные.
Одностоечные
токарно-карусельные станки обычно имеют
вертикальный и боковой суппорты,
двухстоечные – 2 вертикальных и 1 или 2
боковых. На одном из вертикальных
суппортов часто устанавливают поворотную
револьверную головку. Привод механизмов
станка обычно осуществляется от
нескольких, а у тяжёлых – от многих
электродвигателей, которые во время
обработки передают движение шпинделю
с планшайбой, суппортам при их рабочих
и холостых (ускоренных) движениях, а
также служат для закрепления поперечины,
включения тормоза и т.д.
Привод механизмов
станка обычно осуществляется от
нескольких, а у тяжёлых – от многих
электродвигателей, которые во время
обработки передают движение шпинделю
с планшайбой, суппортам при их рабочих
и холостых (ускоренных) движениях, а
также служат для закрепления поперечины,
включения тормоза и т.д.
Рис. 1. Общий вид токарно-карусельного станка
На станках 1512 можно производить: обтачивание и растачивание цилиндрических и конических поверхностей, протачивание торцовых поверхностей, прорезку канавок и отрезку, сверление, зенкерование и развёртывание центральных отверстий.
Токарно-револьверный станок
Токарно-револьверный станок применяется для обработки штучных заготовок или деталей из калиброванного прутка.
На
станке производятся следующие виды
токарной обработки: обточка, расточка,
подрезка, проточка и расточка канавок,
сверление, зенкерование, развертывание,
фасонное точение, обработка резьбы
метчиками, плашками и резцами.
Название револьверный происходит от способа закрепления режущих инструментов в барабане. Токарно-револьверные станки применяют в серийном производстве для изготовления деталей сложной конфигурации из прутков или штучных заготовок. В зависимости от этого станки делятся на прутковые и патронные
Основной особенностью револьверных станков является наличие продольного суппорта, несущего многопозиционную револьверную головку, на которой закрепляют инструменты. Кроме продольного суппорта некоторые станки имеют и поперечный суппорт на котором закрепляют инструменты для обработки наружных поверхностей. Такие конструктивные особенности станков позволяют осуществлять обработку деталей различными режущими инструментами, вводимыми в действие последовательно, причем применение специальной технологической оснастки повышает производительность за счет параллельной обработки поверхностей несколькими инструментами.
Повышению
производительности и рентабельности
использования станков способствует
предварительная настройка станка на
обработку заданной детали и последующая
работа по упорам.
В зависимости от расположения оси поворота револьверной головки различают следующие основные виды компоновки револьверных станков: с горизонтальной осью и с вертикальной осью револьверной головки.
По форме револьверные головки могут быть цилиндрическими и призматическими, обычно с шестью гранями. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает следующий режущий инструмент или группа инструментов. Основными параметрами револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обработки штучной заготовки над станиной и над суппортом. К основным параметрам относятся такие габариты станка, определяющие наибольшую длину обрабатываемой детали.
Главным
движением в револьверном станке является
вращение шпинделя, несущего заготовку;
движениями подачи — продольное и
поперечное (в станках с горизонтальной
осью револьверной головки — круговое,
за счет вращения головки) перемещение
суппортов, несущих инструмент. Токарно-револьверные станки предназначены
для обработки деталей сложной конфигурации,
требующих последовательного применения
разнообразного инструмента.
Токарно-револьверные станки предназначены
для обработки деталей сложной конфигурации,
требующих последовательного применения
разнообразного инструмента.
На токарно-револьверных станках можно обтачивать наружные поверхности, сверлить, зенкеровать и развертывать отверстия, нарезать резьбу метчиками, плашками, резьбовыми головками и т.д. Токарно-револьверные станки наиболее производительны по сравнению с токарно-винторезными. Производительность увеличивается за счет применения многопозиционной револьверной головки и многоинструментальных державок, а также благодаря наличию систем упоров, которые позволяют автоматизировать процесс обработки. Револьверные головки классифицируют по типу револьверной головки и бывают с вертикальной осью вращения и с горизонтальной осью.
Многорезцовые токарные станки
Многорезцовые станки предназначены для различных токарных работ, выполняемых в центрах или патроне.
Обработка
производится по автоматическому циклу,
т. е. резцы, закончив обработку одной
детали, возвращаются в исходное положение
для обработки следующей. Наличие
нескольких суппортов (чаще двух) и
специальных резцедержателей позволяет
осуществлять многорезцовую обработку
деталей.
е. резцы, закончив обработку одной
детали, возвращаются в исходное положение
для обработки следующей. Наличие
нескольких суппортов (чаще двух) и
специальных резцедержателей позволяет
осуществлять многорезцовую обработку
деталей.
На рис. 2 показана многорезцовая наладка.
Рис. 2. Многорезцовая наладка
Резцы 1—5 установлены на переднем (продольном) суппорте, который вначале, наряду с продольным, имеет и поперечное перемещение верхних салазок для врезания инструмента на заданный размер, а затем только продольное движение подачи.
При этом каждый резец обрабатывает небольшой участок наружной цилиндрической поверхности детали.
Резцы 6—8 закреплены в резцедержателях заднего (поперечного) суппорта и перемещаются в направлении, перпендикулярном к оси детали. Резец 6 подрезает торец, резец 7 протачивает фасонную канавку, а резец 8 снимает фаску.
Токарные
автоматы и полуавтоматы.
Станки
токарной группы, работающие в автоматическом
и полуавтоматическом режимах,
предназначаются для обработки
разнообразных поверхностей тел вращения
из штучных или прутковых заготовок.
Здесь широко используются высокоэффективные
технологические способы обработки
элементарных поверхностей: обработка
широкими резцами с поперечной подачей,
обтачивание фасонными резцами наружных
и внутренних поверхностей, применение
резьбонарезных головок и т. д. Применяется
концентрация обработки заготовки
несколькими инструментами одновременно:
двумя и более резцами, резцами и сверлом
и т.п. Сочетание указанных и других
приемов позволяет быстро и точно вести
обработку, Вместе с тем все эти инструменты
должны вступать в работу в нужный момент,
а одновременно работающие инструменты
должны быть определенным образом
расположены. Для обеспечения этого
требуются дополнительные затраты
времени и материальных средств, что
делает рациональным использование
подобного оборудования лишь при
достаточно большой программе выпуска,
т.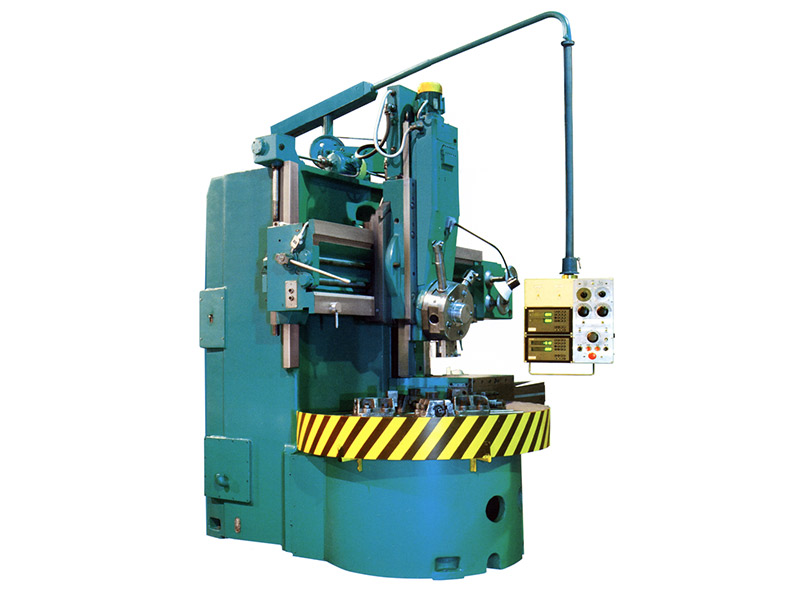 е. в условиях массового, крупносерийного
и серийного производства. В этих случаях
сокращение времени обработки заготовок
по сравнению со временем обработки на
универсальных станках вполне компенсирует
затраты на наладку автомата или
полуавтомата и сокращает трудовые
затраты на изготовление партии деталей.
е. в условиях массового, крупносерийного
и серийного производства. В этих случаях
сокращение времени обработки заготовок
по сравнению со временем обработки на
универсальных станках вполне компенсирует
затраты на наладку автомата или
полуавтомата и сокращает трудовые
затраты на изготовление партии деталей.
Автоматом называется самоуправляющаяся рабочая машина, которая самостоятельно, без вмешательства человека осуществляет все действия рабочего цикла и нуждается лишь в наладке для выполнения заданного технологического процесса и периодическом контроле. Если для повторения рабочего автоматического цикла требуется вмешательство рабочего (чаще всего для загрузки-выгрузки заготовок, деталей), то такой станок называется полуавтоматом.
Токарные автоматы и полуавтоматы классифицируют по ряду признаков:
степени универсальности,
расположению шпинделей и их числу,
виду
заготовки.
По виду заготовки разделяют станки, обрабатывающие отдельные заготовки или пруток:
патронные (штучная заготовка) и прутковые.
Различают одно- и многошпиндельные автоматы и полуавтоматы с горизонтальным и вертикальным расположением шпинделя (шпинделей). В ряде случаев используют автоматы или полуавтоматы узкого назначения, например, для обработки шеек коленчатых или распределительных кулачковых валов либо колец подшипников и других поверхностей или деталей. Другие автоматы и полуавтоматы позволяют обрабатывать широкую номенклатуру поверхностей и деталей — это станки-автоматы универсального вида.
По характеру выполняемой работы различают автоматы, выполняющие:
фасонно-отрезные,
фасонно-продольные,
токарно-револьверные работы.
В наименовании станка отражаются основные признаки классификации:
токарно-револьверный одношпиндельный прутковый автомат,
токарный одношпиндельный автомат продольного точения,
токарный шестишпиндельный горизонтальный прутковый автомат,
токарный восьмишпиндельный вертикальный полуавтомат,
токарно-копировальный
полуавтомат для обработки профиля
кулачков распределительного вала
специализированный.
Основные узлы и рабочие движения токарных одношпиндельных полуавтоматов и работы,
выполняемые на них.
Одношпиндельные токарные полуавтоматы выпускаются с горизонтальным или реже вертикальным расположением оси шпинделя. Часто они относятся в группе токарных станков к седьмому или восьмому типу (соответственно многорезцовые и специализированные станки), что отражается в обозначении модели станка: 1712, 1708, 1А720 и т. д. Все полуавтоматы являются многорезцовыми станками, и общее число инструментов может доходить в наладке до нескольких десятков.
Многорезцовые полуавтоматы (мод. 1А730 и 1А720) по компоновке соответствуют обычным токарным станкам, но отличаются наличием двух суппортов: переднего или продольного и заднего или поперечного.
Они
предназначены для токарных работ при
установке заготовки в центрах; или
патроне. На них обрабатываются
цилиндрические и торцовые поверхности
несколькими резцами в каждом суппорте. Их рационально используют в массовом
и крупносерийном производстве для
обработки многоступенчатых валов,
поршней, шкивов, блоков зубчатых колес
и других деталей.
Их рационально используют в массовом
и крупносерийном производстве для
обработки многоступенчатых валов,
поршней, шкивов, блоков зубчатых колес
и других деталей.
Копировальные полуавтоматы (мод. 1712, 1722) позволяют вести обработку при меньших мощностях привода, так как основной профиль обрабатывается всего одним-двумя резцами. Полуавтомат имеет гидравлический привод для перемещения суппортов и зажима заготовки, а также гидрокопировальное устройство для воспроизведения профиля детали по копиру. Кроме копировального верхнего суппорта, имеется один-два нижних поперечных суппорта для прорезания канавок и подрезки торцов (рис. снизу).
Рис.3. Одношпиндельный токарный копировальный полуавтомат
1 – передняя шпиндельная бабка; 2 – гидрокопировальный суппорт; 3 – направляющие; 4 – задняя бабка с гидрозажимом; 5 – поперечные суппорты; 6 – станина.
Имеются
одношпиндельные токарно-револьверные
автоматы для обработки заготовок из
прутка и штучных заготовок, с размером
прутка круглого 12, 18. 25, 36, 40 мм, шестигранного
10, 15. 20, 30, 34 мм и квадратного 8, 13, 17, 25, 27
мм. Размер круглого прутка отражен в
обозначении модели: 1Д118, 1Б125, 1Б140 и т. д.
Конструкции этих автоматов имеют
значительное подобие.
25, 36, 40 мм, шестигранного
10, 15. 20, 30, 34 мм и квадратного 8, 13, 17, 25, 27
мм. Размер круглого прутка отражен в
обозначении модели: 1Д118, 1Б125, 1Б140 и т. д.
Конструкции этих автоматов имеют
значительное подобие.
Рассмотрим автомат мод. 1Б140 (рис. 4), предназначенный для изготовления в массовом и крупносерийном производстве деталей, требующих обтачивания, подрезания торцов, сверления, зенкерования, нарезания резьбы и т.п. Загрузка нового прутка длиной до 3000 мм осуществляется вручную, а в процессе работы автомата подача и зажим прутка, как и другие холостые и рабочие ходы, осуществляются автоматически.
Рис.4. Токарно – револьверный одношпиндельный
автомат модели 1Б140
Револьверная
головка 5 с шестью гнездами для инструментов
имеет горизонтальную поперечную ось
поворота в револьверном суппорте 7.
Суппорт имеет продольную рабочую подачу
S и может быстро отводиться от заготовки
после завершения перехода обработки
для смены инструмента в гнезде путем
поворота головки на 1/6 часть оборота.
С четырех суппортов — двух горизонтальных 1 и двух вертикальных 4 – можно обрабатывать заготовки с поперечной подачей Snon. На переднем горизонтальном поперечном суппорте 1 расположен продольный суппорт, который может перемещаться под углом до 90 к направлению движения переднего суппорта. Вращательное движение резания получает заготовка 2, зажатая в цанговый патрон и проходящая внутри шпинделя. Привод шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей с электромагнитными муфтами. Автоматическое изменение частоты вращения шпинделя осуществляется командоаппаратом через электромуфту и муфту обгона в коробке скоростей. Точение и сверление на автомате производится при левом вращении шпинделя.
Все
целевые узлы и механизмы станка
управляются от вспомогательного вала
(с задней части станка) и распределительного
вала, приводимых во вращение от отдельного
электродвигателя через червячную пару.
При настройке вращение осуществляется
от маховика 8. Автомат оснащен системой
циклового программного управления,
позволяющей программировать частоту
вращения шпинделя, включение
электродвигателя привода приспособлений
и торможение шпинделя.
Автомат оснащен системой
циклового программного управления,
позволяющей программировать частоту
вращения шпинделя, включение
электродвигателя привода приспособлений
и торможение шпинделя.
Во всех токарных станках главным движением является вращение заготовки. Движением подачи является прямолинейное перемещение режущего инструмента вдоль или поперек оси обрабатываемой заготовки.
Страница не найдена 404
Что случилось?Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker – Приложение !
Приложение Machineseeker для iPhone и Android .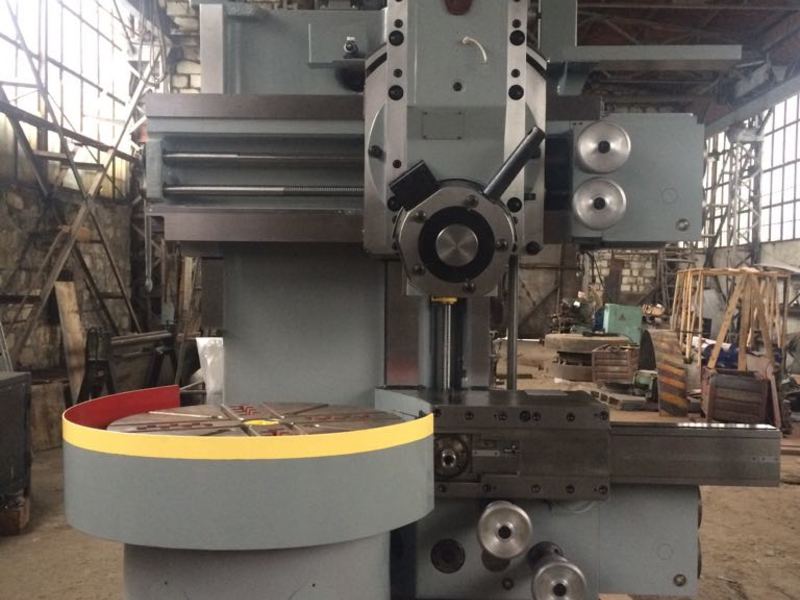
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины: Топ 200 -1к -2к -3k -4k -5к -6к -7к -8k -9к -10к -11к -12к -13к -14k -15к -16к -17к -18k -19к -20к -21k -22k -23k -24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
Указанные товарные знаки принадлежат их соответствующим владельцам.
Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
© 1999-2023 Machineseeker Group GmbH
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
Карусельный токарный станок Dik Torna 1512 Ikinci el makineler
- Ачиклама
- Подробная информация
- Бу сатичи хаккинда
Döner Torna Tezgahı 1512
Torna çapı 1250 мм
Alıcı Tarafında Demontaj, Nakliye ve Ilgili tüm Masraflar
Bu a -uklamalar otomatik olaralarkrililmirililimlirilirililirililirililirililirililirlim Daha fazla bilgi için bize ulaşın. Bu sınıflandırılmış reklamın bilgileri yalnızca gösterge niteliğindedir. Exapro, сатин almadan önce satıcıyla ayrıntıları контроль etmenizi önerir.
| Ø | 1250 мм |
| Ревизионлу | хайыр |
| ——————- | |
| Актив чалышма саати | |
| Рыба такылы чалишма саати | |
| Дуруму | ийи |
| Нормларда | ——— |
| Дуруму |
| Мюштери тюрю | Kullanıcı – küçük, orta ölçekli firmalar |
| Активите тарихи | 2021 |
| Онлайн теклифлер | 9 |
| Сын активасён | 10 очаков 2023 |
Açıklama
Döner torna tezgahı 1512
Torna çapı 1250 mm
Alıcı tarafında demontaj, nakliye ve ilgili tüm masraflar
Bu açıklamalar otomatik olarak çevrilmiştir lütfen dikkat ediniz.