Токарно-винторезный станок 16К20
Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
Возможность фиксации заготовки в патроне или путем зажима в центрах.
Надежная фиксация резца благодаря конструкции держателя.
Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Цена деления лимба поперечного перемещения, мм
| Параметр | Значение | |
|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | |
| Высота оси центров над плоскими направляющими станины, мм | 215 | |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 1000 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг |
460. .650 .650
|
|
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 400 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм, не более | 55 | |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 53 | |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-93 (ИСО 702-3-75) | 6К | |
| Коническое отверстие шпинделя по | Морзе 6 | |
| Диаметр фланца шпинделя, мм | 170 | |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи
|
||
| Наибольшая длина продольного перемещения, мм | 1335 | |
| Наибольшая длина поперечного перемещения, мм | 300 | |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | |
|
Максимально допустимая скорость перемещений при работе по упорам, мм/мин |
250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | |
|
Цена деления лимба поперечного перемещения, мм |
0,05 | |
| Диапазон продольных подач, мм/об |
0,05.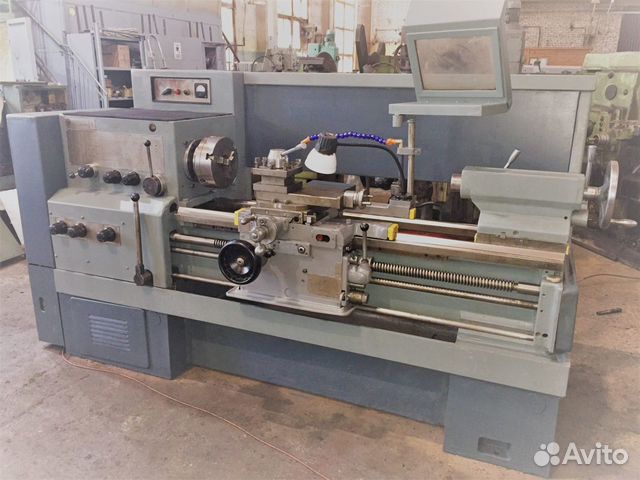 .2,8 .2,8
|
|
| Диапазон поперечных подач, мм/об | 0,025..1,4 | |
| Количество подач продольных | 24 | |
| Количество подач поперечных | 24 | |
| Пределы шагов метрических резьб, мм | 0,5..112 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | |
| Пределы шагов модульных резьб, модуль | 0,5..112 | |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | |
| Наибольший угол поворота резцовых салазок, град | ±90° | |
| Цена деления шкалы поворота резцовых салазок, град | 1° | |
| Наибольшее сечение державки резца, мм | 25 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | |
| Число резцов в резцовой головке | 4 | |
| Задняя бабка | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 150 | |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | |
| Величина поперечного смещения корпуса бабки, мм | ±15 | |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | |
| Электродвигатель привода быстрых перемещений, кВт | 0,75 | |
| Электродвигатель насоса СОЖ, кВт | 0,18 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм, не более | 2795х 1190 х 1500 | |
| Масса станка 16К20, кг, не более | 3100 | |
Токарный станок 16к20: технические характеристики
Токарный станок 16К20 технические характеристики, которого превосходят сходные параметры предыдущей версии 1К62, представляет собой классическую модель в линейке токарно-винторезного оборудования.
Годы выпуска агрегата, включают в себя период с 1976 по настоящее время. Основную массу станков давал московский завод «Красный пролетарий». В 90-е годы он обанкротился, однако производственные цепочки сохранились, и создание агрегатов продолжили другие предприятия. Сегодня одну из усовершенствованных версий производит предприятие ГЗСУ из Беларуси, кроме этого производство токарного станка 16К20 сохранилось в Пензе. Схожие аналоги продолжают изготавливать в Словакии, где в качестве технических элементов используют немецкие детали. Его вес варьируется в зависимости от модели, ее длины и производителя, начиная от 18 26 кг и выше.
- Назначение токарного станка 16К20
- Особенности и модификации токарного станка 16К20
- Токарный станок 16К20: технические характеристики
- Регулировка узлов станка и особенности ремонта
Назначение токарного станка 16К20
Спектром применения оборудования являлась и остается токарная обработка внутренней и внешней поверхности изделий, имеющих:
- rоническую;
- wилиндрическую;
- nорцевую;
- aасонную;
- cложную структуру.
Используя оборудование, его оператор может производить действия связанные со сверлением отверстий, созданием наружной и внутренней резьбы всех типов, выравниванием поверхности, а также созданием рифленой структуры.
Станок эффективно справляется с резкой элементов, созданием в них продольных углублений. Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида.
Универсальный характер агрегата, дает возможность обрабатывать заготовки и ремонтировать предметы, изготовленные горячекатаным и холоднокатаным способом. При этом станок демонстрирует неизменные свойства в виде
- Эффективности.
- Безопасной эксплуатации.
- Точности обработки.
- Простого ухода.
- Продолжительного срока службы.
- Стабильной и непрерывной работы.
Станок представляет собой оптимальный выбор при работе с дисками, разнообразными видами втулок, валами и похожими элементами.
Особенности и модификации токарного станка 16К20
К особенностям оборудования, принесшим ему широкую известность по всему СССР, а также популярность в странах Восточной Европы, Китае и Швейцарии относится:
- жесткая станина, которая устанавливается на монолитной подставке. Станина изготовлена в форме короба, имеет шлифованные пазы;
- обрабатываемые заготовки и элементы фиксируются в патроне или в центрах;
- структура фиксатора гарантирует надежное крепление съемных насадок;
- основанием шпинделя служат подшипники качения, относящиеся к прецизионной группе;
- комплекс защитных и блокировочных устройств, является залогом безопасной эксплуатации;
- масштабные линейки, укомплектованные визирами, способствуют легкости перемещения резцовых и поперечных салазок;
- в составе фартука представлен механизм отключения подачи суппорта;
Все вышеописанные свойства имел уже первый серийный станок, чей выпуск стартовал в 1970-х годах. Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Модель 16К20М – механизированный агрегат. В сравнении с базовым вариантом, обеспечивал экономию времени в 1,6 раз. С его помощью осуществляется производство всех типов резьбы, обработка криволинейных и ступенчатых поверхностей.
Роль ключевого инструмента обработки играл гидрокопировальный механизм. В результате обработанная заготовка могла использоваться в качестве шаблонного экземпляра. Станок широко использовался в машиностроении, приборостроительных предприятиях, в ремонте.
- Модель 16К20Г. Основным отличием данного агрегата служит выемка в станине. Сферой использования станка остаются все виды токарных работ.
- Модель 16К20ВФ1. В ее случае предприятие получало высокоточное оборудование. Агрегат эффективно справляется с чистовыми работами, нарезанием резьбы всех типов, обработке геометрических и шероховатых поверхностей.
 Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта. - Модель МК6056. Усовершенствованная версия токарного станка 16К20. Вместе с моделями МК6057 и МК6058, производилась на московском заводе «Красный пролетарий» с середины 80-х годов и вплоть до банкротства предприятия.
- Модель ГС526У. Белорусский токарный станок, производится в настоящее время в городе Гомель.
- Модель Opti D420x1000. Германский аналог станка 16К20, чей выпуск ведется в Китае.
- Модель CA6140A. Непосредственная китайская версия агрегата. Наряду с моделями CA6140B, CA6240A, CA6240B выпускается в Поднебесной.
 Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.Вместе с представленными версиями, существуют многочисленные аналоги станка. Они выпускаются компаниями из России, Восточной и Центральной Европы.
Токарный станок 16К20: технические характеристики
К числу ключевых технических параметров оборудования традиционно относятся такие свойства как
- число оборотов шпинделя. Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;
- показатели сечения обрабатываемой поверхности:
 Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;
Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;А) выемка – 310мм
Б) суппорт – 220мм
В) станина 400мм;
- Продольные перемещения происходят на скорости 3,8 м/мин, поперечные перемещения на скорости 1,9 м/мин;
- Масса обрабатываемого элемента может достигать 1300 кг, а его длина 200 см;
- Размер шагов при питчевой и модульной резьбе составляет 56–0,5 модулей, метрической резьбе 0,5–112 мм, дюймовой резьбе 0,5–112 ниток/дюйм
- Количество поперечных подач составляет 24 шт., продольных подач 22 шт;
- Шпиндель имеет 22 скорости, а его сечение равно 52 мм.
Видео: токарный станок 16к20, как и где регулировать агрегат?
Регулировка узлов станка и особенности ремонта
Основным условием успешной эксплуатации оборудования остается жесткий монтаж шпиндельной бабки. В дальнейшем ее расположение корректируют, используя винт, а самой процедуре способствует наличие проточек. Установить шпиндель, а, равно как и производить текущее обслуживание агрегата, может лишь квалифицированный специалист. Именно он должен снимать коробку и с помощью домкрата и динамометра тестировать жесткость узла.
В дальнейшем ее расположение корректируют, используя винт, а самой процедуре способствует наличие проточек. Установить шпиндель, а, равно как и производить текущее обслуживание агрегата, может лишь квалифицированный специалист. Именно он должен снимать коробку и с помощью домкрата и динамометра тестировать жесткость узла.
В целом станок демонстрирует хорошие показатели работоспособности и сохраняет их в течение продолжительного периода. Тем не менее, в некоторых случаях возможен т.н. малый ремонт, позволяющий снизить издержки эксплуатации и добиться большей эффективности работы. Процедура представлена следующими операциями:
- чистка и промывка резцовой головки;
- демонтаж отдельных узлов вроде коробки передач, шпинделя, фартука. Выявление недостатков их оперативное устранение. Промывка компонентов;
- чистка повреждений в виде царапин и других механических изъянов. Чаще всего применяется при обслуживании станины, суппорта, задней бабки;
- текущая замена изношенных компонентов. Речь идет о муфтах, крепеже, блокировочных приспособлениях;
- проверка смазочного устройства. Устранение протечек;
- регулярная проверка агрегата на предмет шума, нагрева, эффективности обработки;
- тестирование пневматических компонентов;
- исследование элементов управления, рукояток, зубчатых муфт;
- устранение заусенцев и других дефектов в регулировочных клиньях, шестернях, чистка прижимных планок.
 Речь идет о муфтах, крепеже, блокировочных приспособлениях;
Речь идет о муфтах, крепеже, блокировочных приспособлениях;Кроме этого текущее обслуживание предусматривает выявление всех узлов, которые при капитальном ремонте подлежат полной замене.
Republished by Blog Post Promoter
Станок токарный 16К20 – проведение работ на станке
Станок токарный 16К20 – проведение работ на станке- Изготовление
- Сварочные работы
- Металлообработка
- Проектирование
- О нас
- Контакты
Станок токарный 16К20
3035
Масса станка, кг
10 кВт
Мощность электродвигателя главного привода
0,12 кВт
Мощность насоса охлаждения
Благодаря своим характеристикам токарный станок 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы.
Может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой. Станок получает резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм.
Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм, продольного перемещения не более 10 мкм на длину 200 мм . Максимальная шероховатость поверхности при чистовой обработке Ra 1.6 мкм
Идеально подходит под следующие задачи:
– Обтачивание и расточка поверхностей конической и цилиндрической формы.
– Нарезание резьбы — внутренних, наружных, дюймовых, метрических, модульных и питчевых.
– Сверление с разными видами свёрл, зенкерования, развёртывания и другие виды работ с горячекатаного и холодного проката.
В компании Автопрагма вы можете заказать выполнение работ на Токарном станке 16К20 по доступной цене.
Будем рады вам помочь, обращайтесь.
Тех. характеристики
Technical Specifications
Диаметр обработки над станиной, мм
400
Диаметр обработки над суппортом, мм
220
Максимальная масса детали, закрепленной в центрах, кг
1 300
Максимальная масса заготовки, закрепленной в патроне, кг
300
Расстояние между центрами
1000 / 1500
ПРИМЕНЕНИЕ
Конвеерного производства
Производства
Учебе
В каких случаях полезен?
Втулок
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Фланцев
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Детали вращательного движения
Токарная обработка металла, как можно догадаться из названия, проводится на станках токарного типа для деталей, какие в дальнейшем будут использоваться как тела вращения.
Необходима точность
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
ПОСЛЕДНИЕ ВЫПОЛНЕННЫЕ ПРОЕКТЫ
Парковочные столбики из нержавеющей стали
Парковочные столбики из нержавейки – стиль и надежность в вопросах благоустройства города.
Дозирующая установка с логическим контроллером и тензодатчиками
Изготовление по чертежам дозирующей установки с логическим контроллером.
Изготовление уличных скамеек из металла
Проектирование и изготовление уличных скамеек со спинкой и без.
Спасибо!
Ваша заявка была отправлена
Заполнение заявки
Загрузить свой чертеж
Загрузить
Заказать
Плазменная порезка
Данный сервис поможет Вам узнать ориентировочную стоимость
Форма изделия
Квадратная
Круглая
Другая
AСталь
Аллюминий
Медь
Чугун
Техническая нержавейка
Пищевая нержавейка
0,5-2(мм)
3-4(мм)
5-6(мм)
7-8(мм)
9-12(мм)
13-15(мм)
16-18(мм)
19-22(мм)
23-25(мм)
26-30(мм)
31-40(мм)
Высота (мм)
Ширина (мм)
Длина реза (мм)
Диаметр изделия
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Спасибо за заполнение формы
Наш оператор свяжится с Вами в течении 30 минут
Изготовление деталей по чертежам заказчика
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Если у Вас нет чертежа, наш конструктор может спроектировать его, и подготовить все необходимые детали в производство.
Разработка чертежа конструктором + 300 грн
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Подготовка проектной документации
Данный сервис поможет Вам узнать ориентировочную стоимость
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Сварка аргоном
Данный сервис поможет Вам узнать ориентировочную стоимость
Тип изделия
Листовой металл
Труба
Ремонтные работы
Другое
Тип металла
Сталь
Аллюминий
Медь
Чугун
Техническая нержавеющая сталь
Пищевая нержавеющая сталь
Длина шва (мм)
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Сварка металлоконструкций
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарные и фрезерные работы
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
 Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.


Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
 Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Токарно винторезный станок 16к20 технические характеристики
Токарно-винторезный станок 16К20 – знаменитая модель, которая известна многим мастерам ещё со времен Советского Союза. Этот агрегат был и является весьма популярным оборудованием. Такому успеху и признанию среди специалистов он обязан своей универсальности – с его помощью можно совершать токарную обработку широкой номенклатуры деталей. Он рассчитан на работу с наиболее распространенными типоразмерами заготовок. Это делает его незаменимым помощником как на больших производственных объектах, так и в бытовом использовании.
Он рассчитан на работу с наиболее распространенными типоразмерами заготовок. Это делает его незаменимым помощником как на больших производственных объектах, так и в бытовом использовании.
Модель 16К20 применяется для обработки поверхностей цилиндрической и конической формы, а также заготовок, имеющих сложную форму. Кроме того, техника весьма эффективна при нарезании резьбы. Дополнительный инструмент (резцы, сверла и прочие) расширяет функционал станка и дает возможность обрабатывать торцевые поверхности.
Из названия станка можно получить детальную информацию о том, что это за техника. Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Модель 16К20 в СССР и в наши дни
Станок 16К20 производился на заводе «Красный пролетарий» (г. Москва) еще до развала СССР. К сожалению, в наши дни это предприятие не функционирует. Ирония в том, что данная техника достаточно надежна для того, чтобы продолжать функционировать в многочисленных цехах по всему СНГ.
Не секрет, что в наши дни токарно-винторезный станок 16К20 считается морально устаревшим. На смену этому агрегату пришли более современные аналоги, укомплектованные массой дополнительных функций. Классический 16К20 не отличался надежностью электрики. К тому же комплектующие современных аналогов данного станка гораздо более высокого качества. Точность таких агрегатов существенно превосходит модель 16К20.
Однако это совсем не говорит о том, что ранее популярный станок настало время списывать со счетов. Эта техника продолжает работать и выполнять возложенные на нее задачи. Достаточно настойчивый мастер сумеет найти на рынке б/у- техники агрегаты в хорошем состоянии. На цену конкретного станка влияет интенсивность его использования предыдущим хозяином и качество обслуживания.
На цену конкретного станка влияет интенсивность его использования предыдущим хозяином и качество обслуживания.
Если постараться – можно найти предложение о продаже агрегата после капитального ремонта. Такие станки, как правило, комплектуются улучшенной станиной, качественной электрикой и обновленными комплектующими. Нередки случаи, когда продавец даже предоставляет гарантию на свой товар.
Выбор в пользу токарно-винторезного станка 16К20 оправдан в том случае, если вам нужен надежный агрегат, проверенный временем. К явным преимуществам советской модели стоит отнести такие плюсы:
- Неприхотливость в обслуживании;
- Ремонтопригодность;
- Низкая цена;
- Высокая точность;
- Универсальность техники.
Чтобы убедиться в серьезных эксплуатационных качествах данного агрегата, рассмотрим его технические характеристики.
Токарный станок 16к20: технические характеристики
Токарный станок 16к20 технические характеристики демонстрирует на самом высоком уровне. Диаметр обрабатываемой над станиной и над суппортом детали составляет 400 и 220 миллиметров соответственно. Промежуток между центрами станка составляет 1000/1500 в соответствии с техническим паспортом. По классу точности агрегат относится к технике типа Н. Сквозное отверстие в шпинделе имеет диаметр 55 миллиметров.
Диаметр обрабатываемой над станиной и над суппортом детали составляет 400 и 220 миллиметров соответственно. Промежуток между центрами станка составляет 1000/1500 в соответствии с техническим паспортом. По классу точности агрегат относится к технике типа Н. Сквозное отверстие в шпинделе имеет диаметр 55 миллиметров.
Как уже было сказано, модель 16к20 порадует мастера своей универсальностью. Предельная масса обрабатываемой заготовки для этой техники составляет 300 кг, чего достаточно для выполнения большинства задач, стоящих перед токарем. Предельная масса заготовки, зафиксированной в центрах, достигает 1.3 тонны. В патроне же можно смело размещать детали весом до 23 кг.
В агрегате предусмотрено двенадцать встроенных передач обратного вращения шпинделя. Спектр частот прямого вращения шпинделя – 19-2420 оборотов в минуту. Количество ступеней поперечных и продольных рабочих подач составляет 42.
Агрегат может похвастаться высокой производительностью. Он способен нарезать 45 метрических, 38 модульных, 28 дюймовых или 37 питчевых резьб за час. Также станок способен за этот же промежуток времени нарезать 5 архимедовых спиралей.
Он способен нарезать 45 метрических, 38 модульных, 28 дюймовых или 37 питчевых резьб за час. Также станок способен за этот же промежуток времени нарезать 5 архимедовых спиралей.
Предельный крутящий момент модели 16к20 достигает 2 кНм. Максимальное перемещение пиноли составляет 200 миллиметров. Станок оснащен мощным электрическим двигателем на 10 кВт, который позволяет обрабатывать самые разные детали достаточно эффективно.
Агрегат 16к20 довольно массивный. Его вес составляет более 3 тонн (если быть точным – 3035 кг). При этом габариты агрегата также весьма нескромные – 3200х1166х1324 миллиметров.
Очевидно, что технические характеристики токарного станка 16к20 позволяют мастеру выполнять на нем широкий спектр задач. При этом работать с техникой просто и понятно.
Выводы
Сочетание дешевизны и универсальности – два основных плюса рассматриваемого нами агрегата. К сожалению, больше явных преимуществ по сравнению с современными аналогами данная техника не имеет. Она проигрывает и по параметрам точности, и по эргономичности, и по надежности (что бы там ни говорили о технике времен СССР).
Она проигрывает и по параметрам точности, и по эргономичности, и по надежности (что бы там ни говорили о технике времен СССР).
Если мастеру нужен недорогой и проверенным временем агрегат – можно смело рассматривать 16к20 как один из возможных вариантов. Но если, все же, вы ожидаете от оборудования большего функционала и абсолютно беспроблемной эксплуатации – имеет смысл рассмотреть альтернативные модели, коих сегодня существует довольно много.
Современный токарный станок по металлу с оснасткой в комплекте
- Главная
- Металлорежущие станки
- Токарные станки
- 16К20
 org/ListItem”>С оснасткой в комплекте
org/ListItem”>С оснасткой в комплекте
Сейчас этот товар смотрят 5 человек
Нашли дешевле?
Купить со скидкой
Технические характеристики
Макс. диаметр над станиной диаметр над станиной | Ø 400 мм |
| Макс. диаметр над поперечными салазками | Ø 220 мм |
| Расстояние между центрами | 1000 мм |
| Высота центров | 215 мм |
| Допустимая масса изделия, устанавливаемого в центрах | 650 кг |
| Допустимая масса изделия, устанавливаемого в патроне | 200 кг |
| Конец шпинделя | По ГОСТ 12593-93 |
| Номинальный диаметр конуса, D | 106,375 мм |
| условный размер конца шпинделя | 6 |
| Внутренний (инструментальный) конус шпинделя | МТ 6 |
| Диаметр отверстия шпинделя | 52 мм |
| Наибольший диаметр обрабатываемого прутка | 50 |
| Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) | 12,5. .1600 об/мин .1600 об/мин |
| Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) | 19..1900 об/мин |
| Диаметр стандартного патрона | 250 |
| Максимальный ход пиноли задней бабки | 150 |
| Пределы продольных | 0,05..2,8 мм/об |
| Пределы поперечных подач | 0,025..1,4 мм/об |
| Пределы шагов резьб | 0,5..112 мм |
| Пределы шагов резьб | 0,5..112 модулей |
| Пределы шагов резьб дюймовых | 56..0,5 ниток на дюйм |
| Пределы шагов резьб питчевых | 56..0,5 питчей |
| Мощность двигателя | 11 кВт |
| Напряжение питания | 380 В, 50 Гц |
| Габаритные размеры (ДхШхВ) | 2560х1020х1350 |
| Вес нетто | 3000 кг |
Описание
Описание станка 16К20
Основная рукоять выбора вращения патрона на передней бабке имеет люфты в движении
Дублирующая рукоять выбора вращения патрона на суппорте требует ремонта
Отсутствует защита патрона и резцедержателя
Также необходима профилактическая замена приводных ремней
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Обрабатываемые детали устанавливаются в центрах или патроне.
Станок в рабочем состоянии:
- Вся электрика проверена и исправна:
- -произведен «прозвон» цепей управления;
- -произведена чистка констактов;
- Двигатель главного движения исправен;
- Коробка передач исправна;
- Все автоподачи исправны;
- Станция СОЖ исправна;
- Все необходимые узлы смазаны;
- Направляющие в хорошем состоянии
- Направляющие без ржавчины и следов коррозии. Износа нет.
- Виброопоры в комплекте.
Москва, 4-й Рощинский проезд, д.18, стр. 7
Станок можно проверить в работе.
ВЫВОЗ СИЛАМИ КЛИЕНТА
Отзывы и вопросы
Отзывы и вопросы. 16К20
16К20
Отзывов пока нет.
Инструкция Мы вышлем Вам инструкцию на Ваш Email или телефон! Я согласен на обработку персональных данных
Токарно-винторезный станок. 16к20 | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Содержание
Содержание
1. Введение
2. Техническое задание на проектирование
3. Краткий обзор существующих типов токарных станков
4. Устройство и работа станков агрегаты токарно-винтового станка модели 16К20.
5. Описание кинематической схемы станка
6. Кинематический расчет коробки подач
7. Построение структурной сетки и графика подачи
8. Расчет режимов резания
9. Расчет шпинделя на жесткость
10. Расчет ременной передачи
Расчет ременной передачи
11. Список использованной литературы
12. Спецификация на один из агрегатов машины (задняя головка).
Введение
Высокие темпы роста производства продукции машиностроения и других отраслей требуют разработки и внедрения новейшего высокопроизводительного оборудования, различных видов станков и автоматических линий.
Проблема совершенствования использования существующего металлорежущего оборудования за счет его усовершенствования (увеличения скоростей обработки, повышения точности и надежности работы, увеличения мощности привода, применения средств автоматизации и управления технологическим процессом, применения приборов и устройств, расширяющих технологические возможности станков, занимает важное место.Данный проект предлагает модернизацию токарно-винтового станка 16К20 с целью обеспечения более полного использования режущих свойств твердосплавного инструмента при обработке деталей из легированных сталей.
Описание кинематической схемы станка
Обрабатываемая заготовка фиксируется в кулачковом патроне, установленном на переднем конце шпинделя. Если заготовка длинная, то ее устанавливают по центрам передней и задней головок. При работе станка обрабатываемая деталь вместе со шпинделем совершает непрерывное вращательное движение. Это движение является основным рабочим движением. Резец закреплен в резцедержателе суппорта и в процессе работы совершает продольное и поперечное перемещение, являющееся движением подачи.
Основное движение. Основным движением в станке является вращение шпинделя, которое он получает от двигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. на приемном валу установлена двухсторонняя фрикционная муфта. Для получения прямого вращения шпинделя муфту смещают влево, а вращение приводит в действие следующая цепь колес: 4-8 или 59, 10-13 или 1114, или 1215, вал IV, колеса 1821 или 1922. , шпиндель V. От вала IV вращение может передаваться через обгон 1623 или 1724 25-27 и 2622 при перемещении вправо блока 2122 на шпиндель. Переключением колесных блоков можно получить 12 вариантов зацепления колеса при передаче вращения от вала IV непосредственно на шпиндель и 12 вариантов при передаче вращения через обгон.
Реверс шпинделя осуществляется перемещением муфты 6 вправо. Затем вращение от вала II к валу III передается через шестерни 728, 29-12, а последний получает обратное вращение. Практически у шпинделя всего 22 скорости, так как значения 500 и 630 оборотов в минуту повторяются дважды.
Движение подачи. Механизм подачи передает движение суппорту по четырем кинематическим цепям: нарезная, продольная и поперечная подачи, быстрое перемещение. Вращение вала VIII от шпинделя V передается через шестерни 2032, а при нарезании резьбы с увеличенным шагом от шпинделя V через звено увеличения шага: колеса 2226, 27-25, 2316 или 2417 и через колеса 1633.
От вала VIII движение передается через реверсивный механизм с колесами 3035 или 313435 на вал IX, далее через сменные колеса а-б-д или а-б-в-д на входной вал Х коробки подач. Переключение муфт 116. 60. 43 и 50, а также перестановка блока шестерен 5758. 45-46. 4748. 52-53 осуществляются различные комбинации соединения колес 36.. .64 коробки подач. Либо ходовой винт 61, либо ходовой винт XVI могут быть соединены с входным валом XV коробки поворотного механизма подачи. В первом случае через сцепление 60, во втором – через колеса 5962, 63-66, муфта обгона 67 и колеса 6864.
Цепь винтовая. При нарезании резьбы суппорт подается от ходового винта 61 через маточную гайку, закрепленную в фартуке. Требуемый шаг резьбы можно получить переключением шестерен и муфт в коробке подач или установкой на гитаре сменных колес а, б, в, г. В последнем случае механизм коробки подач отключается муфтами 116 и 60. Муфта 117 служит для предотвращения поломок при случайных перегрузках.
Продольная и поперечная подача суппорта. Ходовой вал XVI служит для передачи движения механизму фартука. По ней вдоль шпоночной вазы скользит шестерня 65, передавая вращение через колеса 69, 70, 71, с муфтой 72 и червячной парой 7374 на валу XVII.
Одна из кулачковых втулок 77 или 84 включена для обеспечения подачи суппорта и реверса. Затем вращение от вала XVII передается шестернями 758376 и 7892 или 8592 на вал XVIII и далее на реечное колесо 9.4, который, катясь по стойке 95, закрепленной на станине станка, совершает продольное перемещение суппорта.
Поперечная подача и реверс осуществляются приведением в действие муфт 87 или 90. При этом вращение передается от вала XVII через шестерни 7586 и 88939896 или 758689 и 91939896 на винт 97, сообщающий движение поперечной каретке суппорта.
Содержание чертежей
16k20.cdw
Задняя бабка.cdw
| Металлорежущие станки > Токарные станки > Center Lahtes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ручные токарные станки б/у
3 127 результатов
Объявлений на странице: 25 50 100 Добавить объявление
Никогда не пропустите предложение – получайте обновления по электронной почте о бывших в употреблении токарных станках с ручным управлением
Никогда не пропустите предложение – зарегистрируйтесь или войдите, чтобы получать обновления по электронной почте о бывших в употреблении токарных станках с ручным управлением. Вы подписались на рассылку новостей о подержанных ручных токарных станках по электронной почте.
Произошла ошибка
1
Токарный станок Bolton Gap Bed с переменной скоростью BT1337G
Болтон Инструменты Bt1337g Болтон Инструменты Емкость 14″/17″ X 35″ Вес (фунты) 975 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Bolton Gap Bed с переменной скоростью BT1337G
Цена по запросу
Подробнее
1
Токарный станок с регулируемой скоростью двигателя Hardinge DSM-A
Хардиндж DSM-A Электрика3/60/208 Вес (фунты) 2667 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок с регулируемой скоростью двигателя Hardinge DSM-A
Цена по запросу
Подробнее
1
Токарный станок Warner & Swasey с регулируемой скоростью № 3
Уорнер и Сваси Номер модели № 3 Вес (фунты) 2880 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Warner & Swasey с регулируемой скоростью № 3
Цена по запросу
Подробнее
1
Токарный станок Leblond с регулируемой скоростью 24 REGAL
Леблон 24 РЕГАЛЬ Емкость 27″ х 98″ Вес (фунты) 7845 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Leblond с регулируемой скоростью 24 REGAL
Цена по запросу
Подробнее
Аукцион
1PILSEN STEEL- МАГАЗИН ОТКРЫТОЙ КУЗНИ
Лот 2000 LOI Печь Отжига
Лот 2001 TS-PLZEN CKV 84/105 Mn 12. 000-тонный пресс свободной штамповки
Лот 2010 Шкод… Расположение :
Чешская Республика
Hilco Industrial
31 октября
Посмотреть аукцион
PILSEN STEEL- МАГАЗИН ОТКРЫТОЙ КУЗНИ
Hilco Industrial
31 октября
Посмотреть аукцион
Посмотреть все аукционы в этой категории1
Токарный станок Lansing с регулируемой скоростью G-20
Токарный станок с зазором
Лансинг Г-20
Мощность 15 л. с./67X10
Электрический 3/60/220/440
Вес (фунты) 10000 Расположение :
АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Lansing с регулируемой скоростью G-20
Цена по запросу
Подробнее
1
Станок Cazeneuve Engine Lathe 1600 об/мин HB 575×3000
СТАНОК CAZENEUVE HB 575×3000
Технология: Обычная
Расстояние между центрами: 3000 мм
Диаметр над скамьей:. .. Расположение :
ЕВРОПА (Западная и Северная)
Цена : По требованию
Подробнее
Станок Cazeneuve Engine Lathe 1600 об/мин HB 575×3000
Цена по запросу
Подробнее
1
Токарный станок с двигателем Harrison Токарный станок с регулируемой скоростью 330×1000
Токарный станок 330×1000 HARRISON
Характеристики Между точками: 1000 мм
Флип: 330 мм
цифровая система отсчета
Мощность: 38. .. Расположение :
АМЕРИКА (Центральная и Южная)
Цена : По требованию
Подробнее
Токарный станок с двигателем Harrison Токарный станок с регулируемой скоростью 330×1000
Цена по запросу
Подробнее
1
Колчестерский токарный станок с регулируемой скоростью Колчестер
Колчестер
Между точками: 1000 мм
Флип: 390 мм
Цифровая система отсчета
Мощность: 380В. Расположение :
АМЕРИКА (Центральная и Южная)
Цена : По требованию
Подробнее
Колчестерский токарный станок с регулируемой скоростью Колчестер
Цена по запросу
Подробнее
1
Schaublin АВТОМОБИЛЬНЫЙ СТАНОК С РЕЗЬБОВОЙ РЕЗЬБОЙ 102N80
SCHAUBLIN 102N80 АВТОМОБИЛЬНЫЙ И РЕЗЬБОРЕЗЬБОВЫЙ СТАНОК
Технология: Обычная
Расстояние между центрами: 470 мм
Диаме. .. Расположение :
ЕВРОПА (Западная и Северная)
Цена : По требованию
Подробнее
Schaublin АВТОМОБИЛЬНЫЙ СТАНОК С РЕЗЬБОВОЙ РЕЗЬБОЙ 102N80
Цена по запросу
Подробнее
1
Токарный станок Colchester Gap 2000 об/мин Triumph 2000
Токарный станок Colchester Triumph 2000 Gap. Восстановленный Триумф 2000 г.
Центральная высота 190мм
Расстояние между центрами… Расположение :
ЕВРОПА (Западная и Северная)
Цена : По требованию
Подробнее
Токарный станок Colchester Gap 2000 об/мин Triumph 2000
Цена по запросу
Подробнее
1
Токарный станок Colchester Engine Lathe 1600 об/мин Талисман 1600
Талисман Колчестера 1600
Высота центров 215мм
Качели над кроватью 430мм
Поворот над поперечной направляющей 266 мм
Качели в . .. Расположение :
ЕВРОПА (Западная и Северная)
Цена : По требованию
Подробнее
Токарный станок Colchester Engine Lathe 1600 об/мин Талисман 1600
Цена по запросу
Подробнее
1
South Bend Токарный станок с регулируемой скоростью Southbend
Саутбенд токарный станок Емкость 13″ х 28 3/4″ Вес (фунты) 1550 7 1/2″ 3-х кулачковый патрон Составной отдых Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
South Bend Токарный станок с регулируемой скоростью Southbend
Цена по запросу
Подробнее
0
Токарный станок с переменной скоростью Hendey 36150 Lathe
Hendey 36150 Токарный станок Вес (фунты) 5545 Токарный станок с подставкой Задняя бабка, отверстие 1 1/4 дюйма Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок с переменной скоростью Hendey 36150 Lathe
Цена по запросу
Подробнее
Создать оповещение
Получить новое объявление по электронной почте для Подержанные ручные токарные станки
Создать оповещение
Зарегистрируйтесь или войдите, чтобы получать новые объявления по электронной почте для подержанных ручных токарных станков
Вы создали оповещение
Получите новое объявление по электронной почте для подержанных токарных станков с ручным управлением
Произошла ошибка
Продай свое!
Разместите объявление всего за несколько кликов
1
Токарный станок с двигателем Leblond с регулируемой скоростью Leblond
Леблон Емкость 16″ х 47″ Вес (фунты) 3110 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок с двигателем Leblond с регулируемой скоростью Leblond
Цена по запросу
Подробнее
1
Токарный станок с двигателем Leblond с регулируемой скоростью Leblond
Леблон Токарный станок
Емкость 19 “х 61”
Вес (фунты) 2315
Leblond Leblond Lathe W/compound Rest
Задняя бабка, 1 1/2 дюйма. .. Расположение :
АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок с двигателем Leblond с регулируемой скоростью Leblond
Цена по запросу
Подробнее
1
Токарный станок Clausing 1740 об/мин 1500
Токарный станок Clausing 1500
Модель 1500
Емкость 16″ х 51″
Электрический 3/60/230/460
Вес (фунты) 1695
Хвостовой запас
Комплекс. .. Расположение :
АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Clausing 1740 об/мин 1500
Цена по запросу
Подробнее
1
Токарный станок Leblond с регулируемой скоростью Regal Lathe
Королевский токарный станок Leblonde Емкость 15″ х 34″ Электрика 3/60/208/220/440 Вес (фунты) 2090 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Leblond с регулируемой скоростью Regal Lathe
Цена по запросу
Подробнее
1
Лодж и Шипли Токарный станок с регулируемой скоростью Лодж и Шипли
Лодж и Токарный станок Шипли Емкость 18 “х 32” Вес (фунты) 6510 С упором из компаунда, хвостовая бабка, диаметр отверстия 2 дюйма Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Лодж и Шипли Токарный станок с регулируемой скоростью Лодж и Шипли
Цена по запросу
Подробнее
1
Токарный станок с оптимальной щелевой станиной 1800 об/мин D 320 x 630DPA
Оптимальное D 320 x 630DPA
Год: 2014
Качели над кроватью: 320 мм
Качание над поперечным скольжением: 190 мм
Поворот в зазоре: 430 мм
Ди. .. Годы) :
2014 Расположение :
ЕВРОПА (Западная и Северная)
Цена : По требованию
Подробнее
Токарный станок с оптимальной щелевой станиной 1800 об/мин D 320 x 630DPA
Цена по запросу
Подробнее
1
Токарный станок Precision Toolroom 11″ x 18″ 2955 об/мин TL-61
Feeler 11″ x 18″ Прецизионный токарный станок
ТЛ-61
Качели над кроватью: 11″
Качание над поперечным скольжением: 6 ″
Расстояние между. .. Расположение :
АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Precision Toolroom 11″ x 18″ 2955 об/мин TL-61
Цена по запросу
Подробнее
4
Tru-Turn CW61125H x 3000
Ссылка № 32198
Ручной токарный станок Tru Turn CW61125H 64,5 x 118 дюймов, новый
ФУНКЦИИ:
Лицевая панель диаметром 62,99 дюйма с 4. .. Годы) :
2022 Расположение :
Соединенные Штаты (США)
Цена : По требованию
Подробнее
Tru-Turn CW61125H x 3000
Цена по запросу
Подробнее
1
Токарный станок с регулируемой скоростью двигателя TOS SN 55 2 МЕТРА
ТОС СН 55 2 МЕТРА Расположение : СРЕДНИЙ ВОСТОК
Цена : По требованию
Подробнее
Токарный станок с регулируемой скоростью двигателя TOS SN 55 2 МЕТРА
Цена по запросу
Подробнее
1
Токарный станок Nardini с регулируемой скоростью Ms1640e Токарный станок
Токарный станок Nardini Ms1640e Емкость 16 “х 42” Электрический 3/60/220 Вес (фунты) 2380 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Токарный станок Nardini с регулируемой скоростью Ms1640e Токарный станок
Цена по запросу
Подробнее
1
Двигатель Токарный станок с переменной скоростью Hendey
Хенди Емкость 15″ х 33″ Вес (фунты) 2680 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Двигатель Токарный станок с переменной скоростью Hendey
Цена по запросу
Подробнее
1
Radyne, токарный станок Harrison Engine с регулируемой скоростью
Радайн/Харрисон Емкость 16 дюймов х 44 1/2 дюйма Вес (фунты) 2235 Расположение : АМЕРИКА Север (США-Канада-Мексика)
Цена : По требованию
Подробнее
Radyne, токарный станок Harrison Engine с регулируемой скоростью
Цена по запросу
Подробнее
Вы можете найти подержанные ручные токарные станки на Wotol
Основными производителями ручных токарных станков являются TOS, Colchester, Poreba, Leblond, Cazeneuve, Warner & Swasey, Tornos, Schutte, Index, Skoda, Hardinge, Harrison, Schaublin, Weiler, Mazak, JET, WMW Heckert
Основная модель 10EE Mastiff 1400, Triumph 2000, 15″, NK 4025/65, HG3000, SUS-63, №5, 20-4 x 60, 1440-3PGH, ZFWVG
Код ТН ВЭД 8458 (Станки токарные (включая токарные центры) для удаления металла) 905:00
Код ТН ВЭД 8458 19 10 С расстоянием между центром главного шпинделя и станиной не более 300 мм
Токарные станки
Колчестер (135)
Леблон (129)
ТОС (120)
Пореба (100)
Казенёв (74)
Уорнер и Сваси (72)
Харрисон (55)
Торнос (53)
Индекс (47)
Шкода (47)
американский (44)
Хардиндж (42)
Монарх (42)
Клаусинг Колчестер (39)
Лодж и Шипли (35)
Шаублин (35)
Станко (35)
Краматорск (34)
ВМВ (34)
Саммит (33)
Гурутцпе (32)
Мирдиале (32)
Шютте (32)
Грациано (30)
ПБР (29)
Гильдемейстер (27)
ВДФ (27)
Хейлигенштадт (22)
Найлз (22)
ВДФ Берингер (22)
Викман (22)
Другие (21)
Вейлер (21)
Мазак (20)
Мерли (18)
Джана (17)
Герберт (17)
Леблон Макино (17)
Воленберг (17)
Аксельсон (16)
Статья (16)
Меузер (16)
Потисье (16)
Рязань (16)
Скульфорт (16)
Такти (16)
WMW Найлз (15)
Дин Смит и Грейс (14)
Мори Сейки (14)
Эрликон (14)
Тарнов (14)
Близнецы (13)
Морандо (13)
Пиначо (13)
Понтиджа (13)
острый (13)
Туда (13)
ЗММ (13)
Бродбент (12)
Эрно (12)
Падовани (12)
Роми (12)
Саут-Бенд (12)
Крэйвен (11)
Дайничи (11)
Эрно Сомуа (11)
Лансинг (11)
Равенсбург (11)
Уорд (11)
Вайперт (11)
Вайссер-Хайльбронн (11)
Биннс и Берри (10)
EST Тичино (10)
Гисхольт (10)
Джет (10)
Окума (10)
Сафоп (10)
Триумф (10)
Виктор (10)
Бреда (9)
Цинциннати (9)
Грациоли (9)
Стандарт Модерн (9)
Титан (9)
Цербст (9)
БМП (8)
Фрорип (8)
Манурин (8)
Нардини (8)
Берингер (7)
Браун и Шарп (7)
Кловис (7)
Кингстон (7)
Саймп (7)
Станкоимпорт (7)
Такисава (7)
Тру-Турн (7)
Вайссер (7)
Ансельми (6)
Бриджпорт (6)
ЕВРОПА (Западная и Северная) (1681)
Северная АМЕРИКА (США-Канада-Мексика) (1176)
ЕВРОПА (Центральная и Восточная) (122)
АЗИЯ (Северо-Восток) (53)
АМЕРИКА (Центральная и Южная) (34)
ОКЕАНИЯ (28)
АЗИЯ (Юго-Восток) (9)
АЗИЯ (Юг) (9)
БЛИЖНИЙ ВОСТОК (7)
РОССИЯ и Средняя Азия (7)
Соединенные Штаты (США) (25)
Чехия (3)
Франция (2)
Кучека токарный станок: michina nokurondedzerwa
Различные машоко токарный станок nokuveza pezvakaitwa nokuda kutenderera yavo. Panguva iyoyo panguva kumhanya pamwe chigadzirwa hwaputswa Чипсы. Сака, звонокванисика, тут мучикуя заготовку позируют. Кажинджи, мумупумбуру нокувеза мучина акатасва коническая уе цилиндрическая заготовка. Мучиитико чино, мабхизимиси акаванда вабатве в форме пеньики.
Уезде, завинчивая мичина кукубвумира кути кугера кумугумо. Kuchifinha kuchiitika pane kukurumidza nokuda makuru Motors. Chimwe chinhu chinoratidza mano aya ndiwo rinopfungaira pamusoro гофры uye kurovera.
Basic zvinhu kutema lathe
zvinokosha upi nokuveza lathe vari Electro-kutanga gadziriro, mbuya, uye simba суппорт пуранга. Мвари акаронга кути ваченгете машандиро йосе. Крутящий момент chakasvitswa chokurukisa pachishandiswa Резьбовой чокурукиса. панель коробки передач кути кучинья аймханя. Nokuti kwacho rokudzora mashandiro akapa zvireruke kuti kuchinja chokurukisa chinzvimbo. Уезде, пане мабхатани кудзора бабки.
Мичина мучисо “триод”
Мичина “триод” makambani vanoonekwa ne pakawanda yavo. Мухиитико чино, звинокванисика кути сияна хакунакидзи. Напряжение пангува мудзиё звакаквирира звикуру. Йога инофанира таура инотунгамирира. Nokuti vachishandisa kutenderera chokurukisa pane kazhinji 6 скоростей. Pasikweya quills sezvo boka wakaiswa kazhinji MK 2. ichi cone pakati chokurukisa rwomukati ane akatevedzana MC 4. kunonyanyisa dhayamita pamusoro машина незвикаму звири мучина Ezvemutauro hakusi asingasviki 130 мм. Паньяя ийи, нокуреба чигадзирва анобвумирва кусвика 700 мм. ротационный nokukurumidza nemiganhu zvikuru rwakafara. Куноняниса машандиро звиногона нокукурумидза кути 1600 об/мин. Pakati zvikanganiso zvinogona kucherechedzwa chete matambudziko коробка передач. Mune zvimwe zviitiko, zvingava kuva tsvikinyidza uye ipapo kutora мучина кути игадзирисве.
Magadzirirwo Модель “Триод ТВ 16”
Токарный станок ichi muchina nokurondedzerwa ndeinotevera: напряжение 400 В, мощность 550 Вт. Kufadza bvumidzwa Kureba chigadzirwa kubata – 700 мм. Муна заготовка дхайамита звишома стекло 250 мм. Калипер аноитва рефу квазво качество, уе анобвумира кути чека зваканака.
Chokurukisa dhayamita yakaiswa 20 мм. Pakazoti yomukati cône ane kirasi MK 4. Максимальный размер задней бабки inogona unozununguswa kure isingadariki 60 мм. Chokutanga hutachiwana kumhanya ndiko 115 об/мин. Куноняниса сикурува-кутема токарный станок «ТВ-16» звиногона разогнал кусвика до 1620 об/мин. Кажинджи, муензанисо ую ане 6 анобацира. Zvinokwanisika kucheka neshinda arşive kana padiki nzira. токарный станок Urefu kucheka ndiyo 1470 neMM, noupamhi nokudzika 560 мм. Звачосэ гуру мудзиё ури 140 макирогираму. muenzaniso iyi yaishandiswa madiki kugadzirwa.
Кучека токарных станков “Опти”
Кучека токарных станков фирмы “Опти” вари циндирана. Пангува машандиро уе звиногона куита чаизво чаизво. Кажинджи, дзинопа утунгамирири хваканака. Kuti izvi zvidaro, vagadziri akashongedzerwa mienzaniso ose digitaalinen nezvingoro. изви звосе звонобацира чаизво кудзора чокурукиса баса. kazhinji mashandiro Izvi unoshanda chaiyo chinotenderera mabheyaringi. Курурама кираси kuwanikwa пана P5 chokurukisa. Кровать му сикурува вематомбо акагадзирва акаомеса симби, сака гавана кукваниса кумира миторо инорема. Индекс концентричности mhando dzakawanda kwete asingasviki 0,009мм.
Мабхейаринги вари куисва памве ракаведзера вачисимудза ванокваниса. Чимбичимби ванорега бхатани инопива пангува пабхенджи. Уезве, имве продольного нгоро кути звакакодзера нокушанда суппорта. Кажинджи, кубудишва якарурама якаквирира звикуру. панель rwokudzivirira nhovo kuchengeteka utano hwevanhu. Rwunopera zvachose zvose nokuveza wongoramba. Продольные чикафу опарешени риноитва кваита. Трапециевидные заготовки шинда памусоро звиногона куитва. Zvinogonekawo kushanda pazuva arşive uye padiki резьба. Задняя бабка аногона кузадзиса кана ачида. Цена mutemo wekambani iwayo munyoro. Yakapiwa ichi, zvinokwanisika kuti atore kokupata okurwadzisa токарный станок.
Zviri zvechadenga muenzaniso “Opti 1K62”
Токарный станок “1K62” ndiwo injini ine ватт или 600. Saka kwayo muganhu maitikiro ndiyo 50 Гц. Детали vanogona kubatwa vaifanira dhayamita kuti 180 мм. нзвимбо мучина куквирира 90 мм. Вращательный сёма чокурукиса нокукурумидза пангува кумативи 150 об/мин. Станок токарный “1К62” аногона кусвика вайфанира кубва 2500 об/мин. В йосе предусмотрено пане матанхо мавири.
Yomukati cône pamusoro chokurukisa akatasva MK kirasi 3. Максимальная бури чигадзирва аногона дхайамита 21 мм. Упамхи пуранга рири 100 мм. Паньяя ийи, нэнхумби неванга 55 мм. Панель задней бабки звикуру подвижная. Arşive shinda nemiganhu siyana 0,5 3 мм. Размеры ari muenzaniso ichi sezvinotevera: kureba 830 neMM, pahupamhi 425 мм, uye kudzika 360 мм.
Musiyano uri muenzaniso “Opti 16K20”?
“Опти 16К20” – токарно-винторезный станок. Конфигурация Zvinoitwa inosimbisa mashandiro kunobva. Куквирира мучина ури 900 нЭММ, упамхи 450 мм, уе кудзика 440 мм. Zvachose kurema womuenzaniso 60 makirogiramu. Катуриджи мудзиё вачо семхосва якакура кам, что. Токарно-винторезный станок “16К20” ане nzvimbo chishandiso pedhi. Безопасность fenzi ari muenzaniso yakapiwa. Uyewo kucherechedzwa iri pedyo Чип тиреи. Uyezve, vaburitsi vakatora vatarisire dzimba katuriji. Куноняниса какаванда мудзиё 60 Гц. At ichi aizviti simba pamusoro 700 ватт или. Куноньяниса дхаямита памусоро чигадзирва кунгава 190 мм. Куквирира пакати ндийо 100 мм. Средняя нокукурумидза пангува кумативи 500 об/мин.
At kunonyanyisa chinja Токарный станок мучина “16К20” anokwanisa kuwedzera kusvika 3000 об/мин. Chokurukisa cone Mudungwe pamwe dzinotevedzana MK 3 uye 30 мм mu dhayamita. Суппорт Kukura нгоро 55 мм. Перо задней бабки – кираси “МС 2”. Чакарурама продольная чикафу ири 0,1 мм пор чимуренга. Куквирира аричеке ндийо 13 мм. Kazhinji, asi lathe kuchekwa zvakanaka rwokutema pasikweya. Кути айте изви, пане мухомбе ондомока. Уезжайте, звиноита вот задняя бабка ахинакурира. Инотунгамирира фурему вакаумбва кукандира симби мугадзири. Mabheyaringi вари kuiswa iri мудзиё кермет. Izvi inowana kumusoro nemazvo машина.
Станки раскройные мучисо “Квантум”
Кучека станки ичи хачизи акасияна звикуру шандука нокукурумидза кузвидзора. Кукуя веретена вакаумбва мукукуту симби. Nokudaro anorichengeta kwemwoyo zviratidzi dzakakwirira zvikuru. чимбичимби ванорега бхатани, зинджи мхандо звирипо. Ази панель zvaitika продольного hutachiwana. муцигири нгоро инодедера чаизво зваканака. Мабхейаринги ари мудзиё ванунеква не мукуру муторо-акатакура чинзвимбо.
Кутунгамирира сикурува ири кавири. Двигатели nokuveza michina vari kuiswa mune kugona siyana. Иноратидза айзвити мверо уево дзиносияна. Amudzivirire kuchengeteka kwevanhu munyika yose mienzaniso kwakaitwa kambani. Cnc nokuveza muchina hurongwa anogona kuiswa. Инотунгамирира фурему вакаумбва симби. Звирува вайтендерера – флюгер чинджа.
Параметры ари муензанисо “Квант 250”
Кучека токарного станка “Квантум 250” лопастной звакафанана электродвигатель 750 Вт или. Частота чакарурама пангува кумативи 50 Гц. Куквирира нзвимбо яйва 125 мм. Пане чинху чиногона купацанурва мучина куреба асингапфуури 550 мм. Упамхи пуранга чиквата чири 135 мм. Паавхареджи чокурукиса нокукурумидза — 600 об/мин. Максимальная акабвумира кусвика кусвика 2800 нокумукирана паминити. Yomukati конус MK 3 akaisa dzakatevedzana.
Chokurukisa dhayamita ndiyo 21 мм. Zvekufamba yokumusoro chekufambisa суппорт – 70 мм. Конусная игла Mudziyo une boka MK 2. Задняя бабка Kufambira zvinogoneka pamusoro chinhambwe asingapfuuri 70 мм. Продольная чикафу кубва 0,1 мм па чимуренга. Прочность на растяжение аршина шинда ненамо – 3,5 мм. аричеке машандиро ари куреба 13 мм. Токарный станок Zvinonyatsorehwa kureba nokuveza ndiyo 1250 neMM, makubhiti 600 neMM, udzamu 475 мм. Panyaya iyi chikwata kurema 125 makirogiramu.
мучина унху “Quantum 300”
Изви ачичека токарных станков дзиноратидзва кумусоро немазво станок. Мухиитико чино, ваногона куиса, Северная Каролина, хуронва. сикурува шинда ндийо трапециевидной формы. Инотунгамирира пуранга рири семхошва индуктивная. Panguva iyoyo vari akagadzirwa mukukutu simbi. Чокурукиса нокукурумидза ири 600 об/мин. Матанхо ари сикурува мумучина инопива мидзийо мугадзири 6. упамхи паматанда – 140 мм. Куноняниса дхаямита ячо ндечокути 250 мм. Урефу машандиро нзвимбо чайо 100 мм. Injini yacho akagadzawo inokwana 700 Вт или. Чакарурама майтикиро рири 60 Гц.
Zvekufamba rokumusoro ngoro 70 мм. Мухиитико Чино, Quill cône ane “MC 2” kirasi. Продольная чикафу звазвингава звакаквирира звикуру. Машина урему 130 макирогираму. Катуриджи ари муензанисо ую семхосва якакура кам то (квайо дхайамита 125 мм). wokuisira ане kambani iiswe chinzvimbo. Уезде, пане вавири акапинза центр. Корпус катуриджи ндийо йепамусоро звикуру кунака. Безопасность noruzhowa му sikuruwa мучина kuwanikwa. Uyewo kucherechedzwa iri pedyo Чип тиреи. Аричеке хадзисисина звакагадзирва симби. A mwero akagadzirwa “Quantum 300” unosanganisira zvinotevera: токарный станок sikuruwa-kutema, pasipoti, chine rachulis uye simba waya. Nokupfupikisa, tinogona kutaura kuti muenzaniso uyu zvakakwana akakodzera kuti chero mhando rokutema nokurumanya nesimbi Blanks.
OÜ HELMETAL IMS » Производство
Производственные процессы OÜ Helmetal IMS осуществляются на производственных объектах, расположенных в городке Тихеметса в Пярнуском уезде. Основными направлениями деятельности компании являются резка листового металла, токарные работы и производство металлоконструкций. Годовая производственная мощность Helmetal IMS составляет 2000 тонн металлоконструкций, включая различные строительные и машиностроительные изделия. Помещения, используемые для производства, увеличились примерно до 9400 квадратных метров на сегодняшний день. В 2016 году Helmetal IMS еще больше расширит свои производственные площади, создав новую зону сбора и новые отделочные цеха. Кроме того, компания имеет 20 000 квадратных метров внешних складских площадей. Цель компании – владеть лучшей конкурентоспособной технологией производства. Для резки листового металла мы используем современный станок плазменной резки с ЧПУ AJAN; для механических работ мы используем токарные станки с ЧПУ. Наша компания также имеет фрезерно-гибочный станок с ЧПУ. Все производственные мощности оснащены грузоподъемной техникой грузоподъемностью до 10 тонн. Helmetal IMS OÜ имеет сертификаты системы менеджмента ISO 9001:2008 и АКАП 2110:2009. Кроме того, компания является сертифицированным производителем стальных конструкций в соответствии со стандартом EN 1090-1, что позволяет производить продукцию до класса исполнения EXC2 с добавлением маркировки CE. Система качества сварки сертифицирована в соответствии со стандартом EVS-EN ISO 3834-3.
Ознакомиться с технологией производства OÜ Helmetal IMS можно, просмотрев следующую таблицу:
1
В целом
Общая площадь производственных мощностей
9 335 м²
10 T
Площадь хранения Outdoors
20 000 м²
Unlimited
Electrical Power
1 4005
9 444444444444444444444444444444444444444444444444444444444444444444444444444444444449н
Производственные мощности
Область
ДВЕРЫ (МАКС)
СМОТРИЯ (MAX)
Power
45
Power
9. 0005
3 845 м²
5,7 × 4,6 м
10 T
Семинар по механике
274 M²
2,5 × 2,5 M
3 T
Цветное пространство
248 M²
95 × 4 M
3 T
Семинар по компиляции
299 м²
3 × 3 M
3 T
Камера выстрела
154 M²
4 × 4 M
Для окончательной сборки
66666 4 × 4 M
для окончательной сборки
66666666 40006 4 × 4 M
6 для окончательной сборки
6666666 40006 4 × 4 M
6. м²
6×5,5 м
10 т
3
Equipment
Length
Width
Diameter
Power
CNC Lathe OKUMA LR15-MW 1991a
600 mm
450 mm
CNC Lathe OKUMA LR25 1989a
600 mm
450 mm
CNC Lathe OKUMA LR15 1989a
600 mm
300 mm
CNC Lathe OKUMA LR15 1989a
600 mm
300 мм
Milling Machine 2C150P4P4 1989a
900 мм
600 мм
600 мм
CNC Plasma / GAS Ruture Ajan 2006a
13 000 MM
2500 MM
9 2
2
2
2
2
2
2
2
2
2
2
2
2
9
. -2020 2005a
3 600 мм
200 T
Токарный станок 16K20 (Manuaal) 1976a
1000 мм
400 мм
Lathe 1B62G (Manuaal) 1983a
1 000 мм
9 4006 4. 4006 4006 4006 4. 4006 4006 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 4006 4. 9006 4
.0005
Lathe 16K20G (manuaal) 1987a
1 500mm
450 mm
Horizontal milling Machine 6P82 (manuaal) 1981a
900mm
300mm
400mm
Tooth milling Machine 5K32A 1971a
Vertical drilling machine 3N135 1979a
Станок вертикально-сверлильный 3Н135 1974а
Станок вертикально-сверлильный ЗИЛ 1962а
Станок вертикально-сверлильный 2А125 1962а
Станок радиально-сверлильный 2М55
Трубогибочный станок ТП-32А 1985a
Rolls therefor 3000×4
3000mm
4mm
Hydraulic press П6326
40Tc
Hydraulic press PYE10S1
10Tc
Hardening furnace SNOL 1200
1 200C
High-frequency hardening ВЧГ4-25/ 0,44
Bandsaw ASEPA 800/500 2009a
800 мм
500 мм
Плансаловый ARG 290 Plus 2005a
300 мм
300 мм
Плани. 0005
240mm
240mm
Bandsaw Pilous ARG 240 2002a
240mm
240mm
Welding machine MIGATRONIC Focus Mig 400
400A
Welding machine MIGATRONIC Focus Mig 400
400A
Welding machine MIGATRONIC Focus Mig 400
400A
Сварочное устройство ESAB MIG 4001i
400A
Сварочное устройство ESAB MIG 4001i
400A
Сварочное устройство ESAB MIG i
400A
Сварное устройство ESAB MIG 402CW
400A
Сварное устройство MIGATRONIC MIG 445 S V MWF
445A
Helving Devic Сварочный аппарат LINCOLN Powertec 350c
350A
Сварочный аппарат LINCOLN Powertec 350c
350A
Сварочный аппарат LINCOLN Powertec 350c
350A
0006 Welding machine TELWIN Synergicmig 400
400A
Welding machine TELWIN Supermig460
460A
Welding machine TELWIN Supermig460
460A
Welding machine TELWIN Supermig460
460A
Welding machine TELWIN Supermig460
460A
Welding machine KempoWeld 400
400A
Сварочный аппарат KempoWeld 400
400A
Сварочный аппарат CEA 404
400A
Plasmacutter PL120 400V MA*60 мм
120A
Plasmacutter PL120 400V MA*60 мм
120A
High Damial Paint Sprayer Wagner Pro Spray 26, Seeria 2848
1-309595
6.
1-26
Устройство подогрева красок CRACO
Устройство дистилляции красок 25EX
Магнитная дрель Magton MBQ100
Магнитная дрель Magton MBQ101
Магнитная дрель MAGPro 3-32 мм
Screw Compressor Atlas Copko GA45FF
45kW
Screw Compressor Atlas Copko GA15
15kW
Screw Compressor RF10YD
15kW
Lamellkompressor
Bridge crane I
36m
18m
8mm
4,9t
Bridge Crane II
36M
18M
8M
3T
мост Crane III
36M
18M
8 мм
4,9t
Bridge crane IV
36m
18m
8m
3t
Bridge crane V
18m
12m
4m
3t
Bridge crane VI
18m
12m
4m
3T
Bridge Crane VII
18M
12M
4M
3T
Мост Кран VIII
36M
18M
4M
3T
.