1к62 технические характеристики | Станок токарный винторезный универсальный
Токарно-винторезный станок модели 1к62 является универсальной единицей оборудования, позволяющей обрабатывать детали различной конфигурации, выполнять широкий ряд токарных операций.
Характеристики
Класс точности станка – Н (нормальной точности) согласно ГОСТ 440-81
Технологические возможности
- Максиальный диаметр обрабатываемой заготовки над станиной – 400 мм
- Максимальный диаметр обрабатываемой заготовки над суппортом – 220 мм
- Максимальная длинна обрабатываемой заготовки – 710, 1000, 1400 мм
- Максимальный ход каретки – 640, 930, 1330 мм
- Наибольшая масса обрабатываемого изделия:
- при закреплении в патроне – 0,5 т
- при закреплении в центарх – 1,5 т
Шпиндельный узел
- Диаметр отверстия в шпинделе – 47 мм
- Конец шпинделя – 6К согласно ГОСТ 12593-72
- Количество скоростей шпинделя:
- прямого вращения – 23
- реверсивного вращения – 12
- Частоты вращения:
- прямого вращения – 12,5.
 ..2000 об/мин
..2000 об/мин - реверсивного вращения – 12…2420 об/мин
- прямого вращения – 12,5.
- Торможение шпинделя – предусмотрено
 ..2000 об/мин
..2000 об/минКоробка подач
- Количество подач:
- продольных – 42
- поперечных – 42
- Пределы подач:
- продольных – 0,070…4,16 мм/об
- поперечных – 0,035…2,08 мм/об
Передняя бабка
- Центра в шпинделе передней бабки – конус Морзе 6
Инструмент и резцедержатель
- Высота резца – не менее 25 мм
- Наибольшее расстояние от оси центров до кромки резцедержателя – 240 мм
- Наибольшая длина перемещения:
- продольного – 640, 930, 1330 мм
- поперечного – 250 мм
Резцовые салазки
- Максимальное перемещение салазом – 140 мм
- Максимальный угол поворота – от -65 до +45 град
- Цена деления шкалы поворота 1 град
- Цена деления лимба – 0,05 мм
Суппорт
- Скорость быстрого перемещения суппорта:
- продольного – 3,4 м/мин
- поперечного – 1,7 м/мин
- Цена одного деления лимба:
- продольного перемещения – 1 мм
- поперечного перемещения – 0,05 мм
- Количество устанавливаемых в резцевую головку резцов – 4
Задняя бабка
- Центр в пиноли – конус Морзе 5
- Максимальное перемещение пиноли – 200 мм
- Поперечное смещение:
- в прямом направлении – 15 мм
- в обратном напралении – 15 мм
- Цена одного деления лимба – 0,05 мм
Нарезаемая резьба
- Количество нарезаемых резьб:
- метрических – 44
- модульных – 38
- дюймовых – 20
- питчевых – 37
- Шаги нарезаемых резьб:
- метрических – 0,87. ..192 мм
- модульных – 0,5…48 мм
- дюймовых – 24…2 ниток на дюйм
- питчевых – 96…1 питч
- архимедовой спирали – 3/8″, 7/16″, 8, 10, 12 мм
- метрических – 0,87.
 ..192 мм
..192 ммГабариты и масса
- Габаритные размеры:
- длина – 2522, 2812, 3212 мм
- ширина – 1166 мм
- высота – 1324 мм
- Масса 2080, 2200, 2300 кг
Токарно-винторезный станок 1К62 – характеристики, паспорт, видео, фото
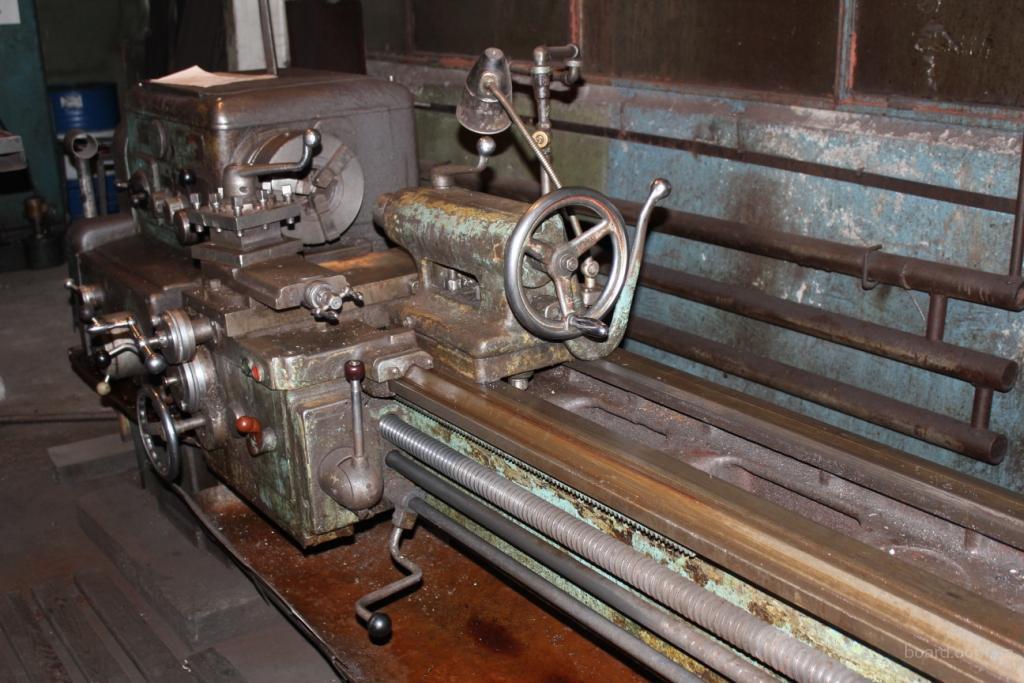
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62
Технические характеристики токарного станка 1К62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.

На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.

Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.

Электроник – Токарно-винторезный станок 1К62
Назначение, область применения и краткая характеристика токарного станка 1К62
Универсальный токарно-винторезный станок 1К62 предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. На станке 1К62 могут нарезаться резьбы: метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.
Рис.1 – Токарный станок 1К62Технические характеристики токарно-винторезного станка 1К62
| № п/п | Наименование параметра | Единица измерения | Величина параметра |
| 1 | Наибольший диаметр изделия, устанавливаемый над станиной | мм дюйм |
400 15,75 |
| 2 | Наибольший диаметр точения над нижней частью суппорта | мм дюйм |
220 8,66 |
| 3 | Диаметр отверстия в шпинделе | мм дюйм |
47 |
| 4 | Расстояние между центрами (РМЦ) | мм дюйм |
710; 1000; 1400 27,95; 39,44; 55,11 |
| 5 | Наибольшая длина обтачивания (соответственно РМЦ) | мм дюйм |
640; 930; 1330 25,2; 36,61; 52,36 |
| 6 | Пределы чисел оборотов шпинделя | об/мин | 12,5-2000 |
| 7 | Пределы продольных подач суппорта | мм/об дюйм/об |
0,07-4,16 0,0028-0,1638 |
| 8 | Пределы поперечных подач суппорта | мм/об дюйм/об |
0,035-2,08 0,0014-0,082 |
Перечень составных частей станка 1К62 (см.
 рис.4)
рис.4)
| Пазиция на рис.4 | Наименование | Обозначение |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
Бабка передняя Ограждение патрона Патрон поводковый Каретка Ограждение Суппорт Механизм отключения рукоятки Охлаждение Бабка задняя Электрооборудование Станина Фартук Переключение Моторная установка Коробка подач Шестерни сменные |
1К62.02.01 1К62.260.001 16БП.090.001 1К62.05.01 1К62.50.01 1К62.04.01 1К62.52.001 1К62.14.01 1К62.03.01 1К62.18.01 1К62.01.01 1К62.06.01 1К62.11.01 1К62.15.01 1К62.07.01 1К62.78.02 |
Рис.4 – Расположение составных частей станка 1К62
Перечень органов управления станка 1К62 (см.
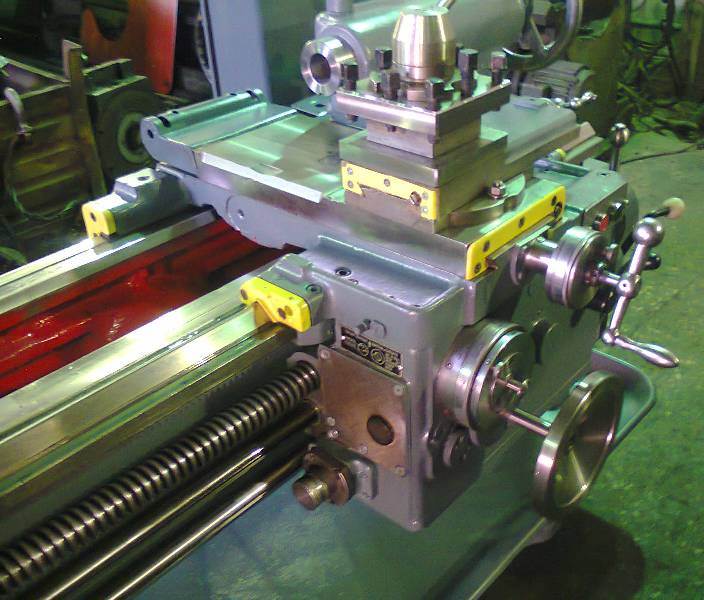 рис.5)
рис.5)
| Пазиция на рис.5 | Органы управления и их назначение |
| 2 5; 9 7 8 |
Рукоятка выбора типа резьбы и вида работ (резьбы ил подачи) Рукоятка установки чисел оборотов шпинделя Рукоятка установки нормального, увеличенного шага резьбы и положения при делении на многозаходные резьбы Рукоятка установки правой и левой резьбы и подачи Рукоятка ручной поперечной подачи суппорта Рукоятка поворота и крепления резцовой головки Выключатель местного освещения Винт крепления каретки для торцевых робот Рукоятка ручного перемещения верхней части суппорта Кнопка включения быстрых ходов каретки и суппорта Рукоятка управления ходами каретки и суппорта Рукоятка крепления пиноли задней бабки Выключатель насоса охлаждения Вводный выключатель Сигнальная лампа выключения электросети Рукоятка крепления задней бабки к станине Маховик перемещения пиноли задней бабки Гайка болта дополнительного крепления задней бабки Рукоятка управления фрикционом Рукоятка включения гайки ходового винте Кнопочная станция включения и выключения главного привода Маховик ручного перемещения каретки Кнопка выключения реечной шестерни при нарезании резьб Рукоятка установки величины подачи и шага резьб |
Рис.
 5 – Расположение органов управления и места табличек станка 1К62
5 – Расположение органов управления и места табличек станка 1К62
Конструкция станка 1К62
Универсальный токарно-винторезный станок 1К62 с высотой центров 215 мм выпускается с тремя различными расстояниями между центрами: 710 мм, 1000 мм и 1400 мм.
Станина станка 1К62 коробчатой формы с поперечными П-образными ребрами имеет две призматические и две плоские закаленные направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения каретки, передняя плоская и задняя призматическая – для перемещения задней бабки.
В нише правого торца станины размещен электродвигатель привода быстрых ходов суппорта.
Станина устанавливается на две пустотелые ноки. В левой ножке на плите, имеющей вертикальное перемещение для натяжения ремней, смонтирован электродвигатель главного движения.
Сзади станка на правой ножке установлен электронасос производительностью 22 л/мин, подающий охлаждающую жидкость из резервуара размещенного в правой ножке, к месту обработки изделий.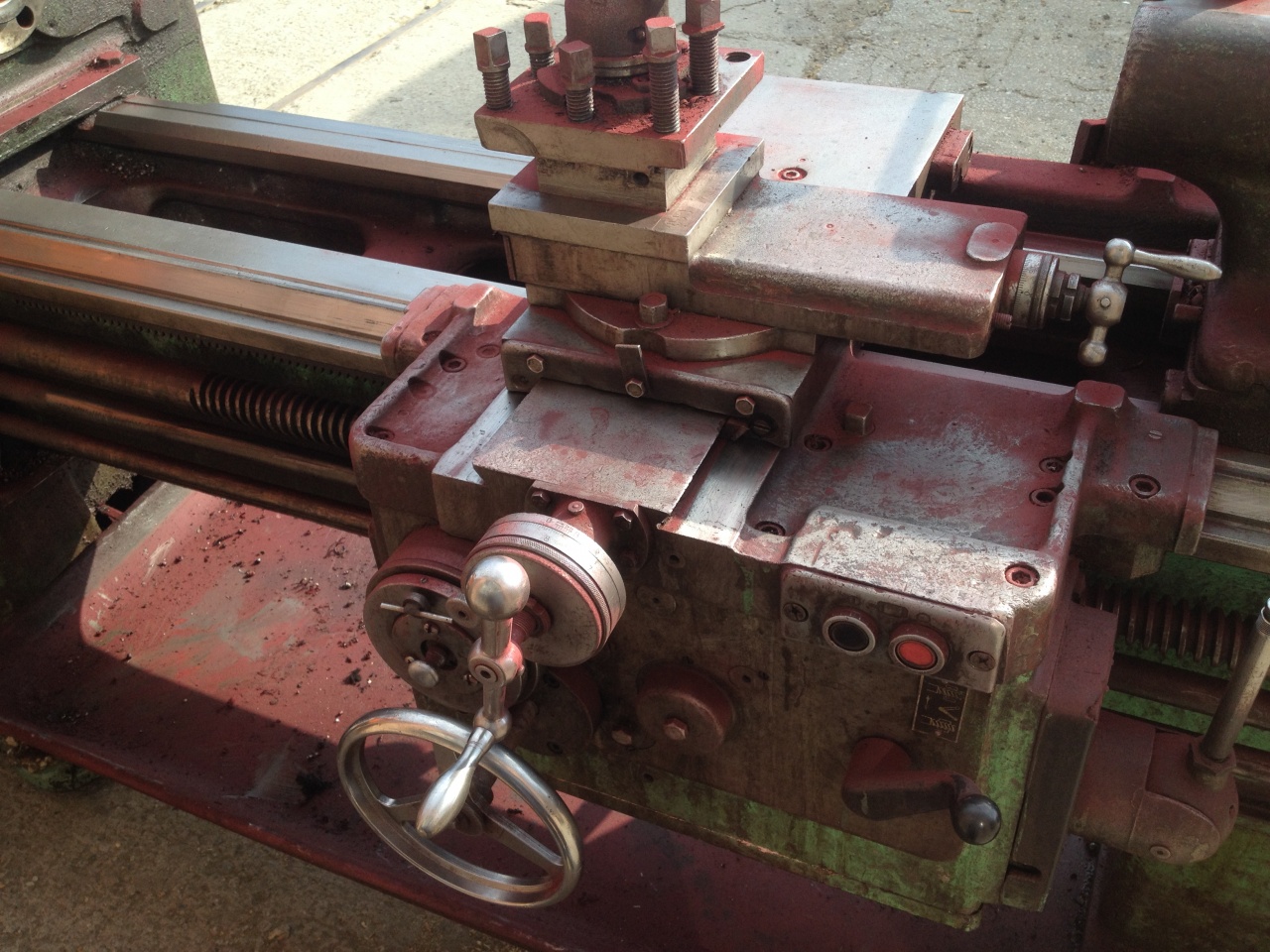
Передняя бабка станка 1К62 закреплена слева на станине. Установка ее по линии центров в горизонтальной плоскости производится двумя установочными и двумя контрвинтами.
Вращение фрикционному валу 1 (см. рис. 6) передается от электродвигателя главного привода через клиноременную передачу. От вала 1 движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
Рис.6 – Кинематическая схема станка 1К62Установка числа оборотов шпинделя осуществляется двумя рукоятками 2 и 5 (см. рис. 5). Поворотом рукоятки 5, которая осуществляет механизм с цевочным зацеплением и вилки переключения осуществляют перемещение блоков шестерен 17-18, 19-20 и 24-25 (см. рис. 6), выбирается требуемый ряд чисел оборотов по таблице, помещенной под рукояткой. Вращением рукоятки 3, которая при помощи плоского с замкнутой кривой копира, рычажного механизма и вилок переключения осуществляет перемещение блоков шестерен 9-10 и 11-12-13, устанавливается требуемое число оборотов шпинделя по кругоывой таблице из ряда, выбранного рукояткой 5.
Включение и выключение фрикционной муфты, а также ленточного тормоза главного привода осуществляется рукоятками 21 и 27 (см. рис. 5). При включении прямого вращения шпинделя любую из рукояток следует поднять вверх, при включении шпинделя любую из рукояток следует поднять вверх, при включении обратного – отпустить вниз. При возвращении рукояток 21 и 27 в среднее положение включается ленточный тормоз.
Механизм передней бабки станка 1К62 позволяет:
- а) производить нарезание резьб с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
- б) нарезать правые и левые резьбы;
- в) производить нарезание многозаходных резьб с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.

Коробка передач станка 1К62. Коробка передач получает движение от выходного вала передней бабки через сменные зубчатые колеса приклона.
Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
- а) метрические с шагом от 1 до 12 мм;
- б) дюймовые с 24 до 2 ниток на 1″;
- в) модульные от 0,5 до 3 модулей;
- г) питчевые с 96 до 1 питча.
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 – в раз в соответствии с данными таблицы на рукоятке 20 (см. рис. 5)
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 360 в минуту – продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке передач станка 1К62 предусмотрено положение рукоятки 19, при котором ходовой винт включается напрямую, минуя механизм коробки передач. При этом нужный шаг подбирается сменными шестернями специального набора.
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
Фартук станка 1К62 имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный зод каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осущесвляется мнемонической рукояткой 25. Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 12, встроенной в рукоятку 25. Этим нажатием включается электродвигатель быстрых ходов, который через клинноременную передачу сообщает движение ходовому валу.
Фартук имеет блакирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 24 вклячить маточную гайку и вывести из зацепления реечную щестерню путем вытягивания на себя кнопки 6.
Суппорт станка 1К62 крестовой конструкции перемещается в продольном направлении по направляющим каретки.
Эти перемещения могут быть осуществлены от механического привода на рабочей подаче и быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольно перемещение по направляющим поворотной части суппорта и может быть повернута на угол -65° – +90°.
При повороте зажимной рукоятки 7 против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение.
Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения и может быть также закреплена в любом промежуточном положении.
В нижней части суппорта станка 1К62 может быть установлена дополнительно задняя резцедержка.
Задняя бабка станка 1К62 перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 15. Для более надежного крепления предусмотрена дополнительно гайка 26 с винтом.
Перемещение пиноли осуществляется вращением маховичка 18 через винтовую пару, а крепление пиноли – рукояткой 11.
При помощи поперечного смещения задней бабки, осуществляемого винтами 1 и 2 (рис. 9), можно обрабатывать пологие конуса.
Рис.9 – Устройство поперечного перемещения задней бабки станка 1К62В отдельных случаях при сверлении задней бабкой допускается использование механического перемещения ее от суппорта, для этого соеденяют заднюю бабку с нижней частью суппорта специальным замковым устройством (рис. 17).
Рис.17 – Устройство сцепления задней бабки с кареткой станка 1К62Патроны станка 1К62. Станок 1К62 оснащен самоцентрирующим трехкулачковым патроном диаметром 250 мм с планшайбой и поводковым патроном. Также может устанавливаться четырехкулачковый патрон диаметром 400 мм.
Также может устанавливаться четырехкулачковый патрон диаметром 400 мм.
Планшайбой 3 трехкулачкового патрона центрируется на наружном корпусе 2 (рис. 18) шпинделя и притягивается к торцу фланца четырьмя винтами 4 с гайками 5 посредством шайбового кольца 6.
Рис.18 – Опоры переднего и заднего концов шпинделя станка 1К62Патрон приворачивается к планшайбе и правильность посадки патрона проверяется по контрольному пояску, расположенному на наружном диаметре патрона при помощи индикатора. При этом радиальное биение не должно превышать 0,02 мм.
Детали закрепляются в патроне при помощи ключа без применения дополнительных рычагов.
При хранении патроны должны быть покрыты тонким слоем смазки, предохраняющим от коррозии.
Указания по использованию патронов станков 1К62С целью предохранения шпиндельных подшипников от повреждения и безопасности работы в 3-х и 4-х кулачковых патронах число оборотов при обработке в них ограничивается.
Наибольшие допустимые обороты шпинделя станка 1К62| Диаметр патрона в мм | Наибольшее число оборотов в минуту | Примечание |
| 250 320 400 |
630 500 400 |
Рекомендуемые по возможности динамически отбалансированные патроны и использовать их только для обработки легких и коротких деталей, при которых не возникает дисбаланса. |
Люнеты станка 1К62. На станок могут быть установлены люнеты: подвижный с диаметром установки 20-80 мм и неподвижный с диаметром установки 20-130 мм.
На станке 1К62 имеются сменные зубчатые колеса, которые служат для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Упор ограничения продольного перемещения каретки станка 1К62 устанавливается на передней полке станины. При работе с упором допускается скорость перемещения суппорта не более 250 мм/мин. Например, при числе оборотов шпинделя 2000 об/мин допускается подача 0,12 мм/об, а при числе оборотов шпинделя 500 об/мин.
Смазка станка 1К62
Перед пуском станка его следует тщательно протереть, после чего в соответствии с картой змазки наполняются резервуары до рисок “уровень масла” и специальным шприцем, приложенным к станку, заполняются все масленки согласно схеме смазки.
При работе станка все детали механизма передней бабки и подшипниковые опоры смазываются от автоматически действующей циркуляционной системы смазки.
Плунжерный насос, приводимый от эксцентрика, сидящего на фрикциоонном валу, засасывает масло из резервуара, расположенного в дне корпуса передней бабки, и подает его ререз пластинчатый фильтр к переднему шпиндеблному подшипнику и на латок, откуда оно растекается в нужные места.
Через минуту после первоначального включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла. Если струйка не появляется, требуется снять верхнюю крыжку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, установить оптимальное положение плунжера в корпусе насоса, обеспечивающее нормальную работу насоса.
Следует периодически через отверстие в крышке передней бабки повертывать 2-3 раза рукоятку пластинчатого фильтра для его очистки.
В новом станке целесообразно чистить фильтр ежедневно один раз, а в дальнейшем достаточно производить чистку еженедельно. Отстойник резервуара фильтра следует чистить при каждой смене масла.
Ежедневно перед началом работы станка 1К62 следует проверять уровень масла в резервуаре. Если при остановленном станке масло ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо дополнить масло в резервуар. Во включенном станке уровенб масла в резервуаре понижается, так как часть масла циркулирует в системе. Это явление не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка “слив масла”, находящаяся в маслоуказателе станка 1К62.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются из бабки вместе с отработанным маслом. Перед следующим заполнением корпуса маслом следует произвести очистку передней бабки: механизм коробки скоростей следует тщательно промыть чистым маслом, чтобы полность удалить отстаявшуюся грязь. Недопустимо для чистки применение протирочных материалов с отделяющиемися волокнами. Свежее масло следует заливать только после тщательной просушки узла.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач станка 1К62 осуществляется от плунжерного насоса, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Плунжерный насос в фартуке смонтирован в нижней крышке и приводится в действие от вала червячной шестерни. Он обеспечивает смазкой все приводные части станка 1К62, подшипниковые опоры и направляющие суппорта и каретки.
Смазка ходового винта станка 1К62 производится при помощи ручной масленки при включенной маточной гайке.
Включение подачи масла на направляющие суппорта и каретки производится краном 10 (рис. 10). Рекомендуется в начале смены поставить кран в положение “О” (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть п ложение “З” (закрыто).
Заливка масла производится через отверстие в левой стенке фратука, закрываемое пробкой. В левой части нижней крышки фартука расположена пробка для слива масла.
При эксплуатации станка 1К62 необходимо следить за работой маслянных насосов и за наличием масла в резервуарах.
Характеристики масел и сроки смазки станка 1К62 указаны в карте смазки.
Универсальный токарно-винторезный станок 1к62
1к62 — токарный винторезный станок, позволяющий осуществлять нарезку нескольких видов резьбы, в том числе метрическую и дюймовую, а также создавать архимедовы спирали при обработке металлических продуктов холодно- и горячекатаного проката.
Расшифровка наименования модели:
1 — токарный станок. К – поколение агрегата. 6 — токарно-винторезная подгруппа. 2 — высота над станиной (22 сантиметра).
Технические параметры
Станок 1К62 может успешно применяться при обработке заготовок из закаленного металла, так как его шпиндель установлен с помощью специальных подшипников, которые поддерживают необходимую жесткость. Токарная работа с заготовками производится с высокой нагрузкой при сохранении максимальной точности.
Преимуществами токарно-винторезного станка 1к62 являются: удобство обслуживания, длительный срок эксплуатации и высокая производительность, безопасность и надежность конструкции, хороший показатель виброустойчивости.
Универсальный токарно-винторезный станок 1к62 используется в производстве единичной продукции и малосерийном производстве, в сфере ремонтных и инструментальных работ.
Техническими параметрами, характеризующими работу станка, является частота вращения шпинделя (от 12,5 до 2000 об/мин) и скорость работы суппортов (при продольных перемещениях — 3,4; при поперечных — 1,7 метров в минуту). Кроме того, станок позволяет создавать отверстия с ручной или механической подачей без использования задней бабки.
Наибольший диаметр заготовки над станиной — 40 сантиметров. Масса 1к62 составляет 2140 килограмм, его габариты — 2812/1166/1324 миллиметров. Главный двигатель станка, который защищен от перегрузок тепловым реле, развивает мощность до 10кВт. Перемещение суппорта происходит за счет действия дополнительного асинхронного двигателя мощностью в 1 кВт.
1к62 работает как с подвижным, так и неподвижным люнетом, диаметром от 2 до 8 сантиметров в первом случае, и от 2 до 12 сантиметров во втором. Со станком поставляются сменные зубчатые колеса, роль которых заключается в передаче движения коробке передач. Конструкция включает в себя специальный упор, который монтируется на станине, созданный для осуществления продольного смещения каретки и ограничения скорости работы суппорта (максимальная скорость — 25 см/c).
Здесь вы можете заказать профессиональный ремонт станка 1К62
Ремонт станка 1К62
Универсальный винторезный станок 1К62 хоть и снят с производства, но всё ещё остаётся популярным на многих предприятиях. Он имеет хорошие эксплуатационные качества, такие как высокая надёжность и ремонтопригодность. Вовремя выполненный ремонт станка 1К62 позволяет восстановить работоспособность оборудования и продлить срок его службы. Компания «ПКФ РемСтан» поможет вам правильно диагностировать поломку и осуществить ремонт токарного станка 1К62.
Он имеет хорошие эксплуатационные качества, такие как высокая надёжность и ремонтопригодность. Вовремя выполненный ремонт станка 1К62 позволяет восстановить работоспособность оборудования и продлить срок его службы. Компания «ПКФ РемСтан» поможет вам правильно диагностировать поломку и осуществить ремонт токарного станка 1К62.
Почему стоит обратиться к нам
В первую очередь ремонт станка 1К62 значительно дешевле покупки нового оборудования. Помимо этого, вы получите следующие преимущества:
- Оперативность. Наши мастера быстро найдут проблему и исправят её в короткие сроки — вам не нужно будет останавливать производство.
- Гарантия. На все работы выдаётся гарантия, так как мы уверены в качестве проводимого ремонта.
- Прозрачные цены. Прайс указан на сайте — вам не нужно будет переплачивать. С каждым клиентом мы заключаем договор, на основе которого и действует гарантия.
- Возможность выезда мастера к вам. В случае если поломка незначительная, ремонт токарного станка 1К62 осуществляется на месте.

Всё это ждёт вас, если вы обратитесь в нашу компанию. Помимо этого, здесь вы можете также заказать и сервисное обслуживание оборудования. Рекомендуем вам заранее позаботиться о сохранности станков — так вы сможете избежать многих поломок.
Какие услуги мы предоставляем
Среди работ, которые осуществляет компания «ПКФ РемСтан», вы можете заказать:
- сервисное обслуживание;
- диагностику с обнаружением всех имеющихся неисправностей;
- ремонт станка 1К62;
- установку и демонтаж оборудования;
- пусконаладочные работы.
Доступна также очистка станка от загрязнений. Множество деталей имеются в наличии, вам не нужно будет заказывать их и ждать, пока они придут. После всех проведённых работ мастера вводят прибор в эксплуатацию.
Задать все необходимые вопросы и получить консультацию вы можете у нашего менеджера на сайте или позвонив по телефону. Мы подробно расскажем вам обо всех предоставляемых услугах.
Перечень работ при среднем ремонте станка 1К62:
- частичная разборка станка
- промывка, протирка
- осмотр деталей разобранных сборочных единиц и очистка о грязи не разобранных
- замена непригодных или восстановление изношенных сборочных единиц и деталей
- проверка и зачистка не изношенных деталей, оставляемых в механизме станка, ремонт насосов и систем смазки, охлаждения и гидравлики
- контрольное шабрение или шлифование нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый
- ремонт или замена оградительных устройств, для защиты отработанных поверхностей станка от стружки и абразивной пыли
- сборка отремонтированных сборочных единиц
- проверка правильности взаимодействия всех механизмов станка
- окраска наружных нерабочих поверхностей станка
- обкатка станка на всех скоростях и подачах
- проверка параметров станка на точность
- время и сроки ремонта определяются согласно укрупненных норм времени
- отгрузка станка производится без комплектации оснастки и инструмента
Стоимость ремонта токарного станка 1К62
Ремонт токарного оборудования — главное направление деятельности компании «ПКФ РемСтан». Наши специалисты осуществляют малый, средний и капитальный ремонт станка модель 1К62.
Наши специалисты осуществляют малый, средний и капитальный ремонт станка модель 1К62.
В случае среднего ремонта оборудование частично разбирается, промывается, осматривается. Изношенные детали меняются, неизношенные — зачищаются. Наружные нерабочие поверхности окрашиваются.
При капремонте станок 1К62 разбирается полностью. Это осуществляется на территории производственной базе нашей компании. Оборудование очищается, моется. Станина шлифуется. Ремонтируются салазки, суппорты, коробки скоростей и передач, фартук, меняются изношенные детали — клинья, винтовые пары, задняя бабка и т.д. Выполняется сборка, регулировка, проводятся пуско-наладочные работы.
Заказать ремонт токарного станка 1К62 в ООО «ПКФ РемСтан» — значит получить безукоризненно работающее оборудование, которое будет эффективно решать поставленные производственные задачи.
Токарно-винторезный станок 1К62 | Токарные металлорежущие станки
Назначение токарно-винторезного станка 1К62 – наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 – 4,16
- Поперечные 0,035 – 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1″) 2 – 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Рисунок 1 – Токарно-винторезный станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй – при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке
Рисунок 2 – Кинематическая схема токарно-винторезного станка 1К62
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 – 17 и 18 – 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 – 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта – при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 – 23, 24 – 12 и далее по предыдущей цепи.
На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 – 17 и 18 – 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 – 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта – при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 – 23, 24 – 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 – 26, а при нарезании резьбы с увеличенным шагом – от вала VI через звено увеличения шага и далее через зубчатые колеса 27 – 28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 – 20, 29 – 19, 17 – 27 – 28, вал VIII
- шпиндель V, колеса 21 – 20, 29 – 19, 16 – 30, 27 – 28, вал VIII
- шпиндель V, колеса 21 – 20, 31 – 18, 17 – 27 – 28, вал VIII
- шпиндель V, колеса 21 – 20, 31 – 18, 16 – 30, 27 – 28, вал VIII.
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 – 33 или 34 – 35, или через реверсивный механизм с колесами 36 – 37 – 38, сменные колеса 39 – 40 или 41 – 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 – 45 – 46 на вал XI, затем через колеса 47 – 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 – 56) и далее по цепи зубчатых передач 57 – 58, 59 – 60, 61 – 62 или 63 – 64 через колеса 65 – 66 или 64 – 67 – валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае – через муфту 101, во втором – через пару 69 – 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 – 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 – 48 – 47 валу XI и далее, через муфту 100 – валу XIII, а от последнего далее по цепи первого варианта.
Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 – 45 – 46 на вал XI, затем через колеса 47 – 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 – 56) и далее по цепи зубчатых передач 57 – 58, 59 – 60, 61 – 62 или 63 – 64 через колеса 65 – 66 или 64 – 67 – валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае – через муфту 101, во втором – через пару 69 – 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 – 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 – 48 – 47 валу XI и далее, через муфту 100 – валу XIII, а от последнего далее по цепи первого варианта.
Продольная и поперечная подачи суппорта
Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 – 74 и червячную пару 75 – 76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт – 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 – 78 – 79 или 80 – 81 валу XVIII и далее парой 82 – 83 – реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 – 78 – 86 или 80 – 87
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт – 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 – 78 – 79 или 80 – 81 валу XVIII и далее парой 82 – 83 – реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 – 78 – 86 или 80 – 87
Рисунок 3 – Коробка скоростей станка 1К62
вращение передается валу XIX и далее через зубчатые колеса 88-89-90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93-94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
Передняя бабка
Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56- z = 51, или через колесо z = 50 и промежуточный блок z = 24 – z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47 – z = 55 – z = 38. В левом положении блока z = 43 – z = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 – z = 43, а в правом положении этого блока – через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно – с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Задняя бабка
Задняя бабка 1К62 имеет плиту 12 и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7-8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней
Рисунок 4 – Задняя бабка станка 1К62
и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может сме¬щаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка 1К62. Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др).
Коробка подач
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3, блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
Рисунок 5 – Коробка подач станка 1К62
Суппорт
Суппорт состоит из следующих основных частей: нижних салазок 1 для продольного перемещения суппорта токарно-винторезного станка 1К62 по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической
от зубчатого колеса 8.
Рисунок 6 – Суппорт станка 1К62
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
Механизм фартука
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала 1 передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное – винтом, вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал токарно-винторезного станка 1К62, чтобы нельзя было включить подачу суппорта от них одновременно.
Рисунок 7 – Механизм фартука станка 1К62
Похожие материалы
Запчасти для токарно-винторезного станка 1к62
Заказать
Выберите запчасть
Станина 1К62. 01.12
Рейка комплект 1К62.11.32/33
Рейка 705мм 1К62
Рейка 291мм 1К62
Винт ходовой РМЦ-0,7м 1К62.11.21
Винт ходовой РМЦ-1м 1К62.11.22
Винт ходовой РМЦ-1,4м 1К62.11.23
Вал ходовой РМЦ 0,7м 1К62.11.24
Вал ходовой РМЦ 1м 1К62.11.25
Вал ходовой РМЦ 1,4м 1К62.11.26
Кожух двигателя ускоренных перемещений 1К62
Шкив двигателя ускоренного хода ф102 мм 1К62
Шкив ходового вала ф128мм 1К62
Люнет подвижный 1К62-10-01
Люнет неподвижный 1К62-10-02
Коробка скоростей в сборе (новая) 1К62.
01.12
Рейка комплект 1К62.11.32/33
Рейка 705мм 1К62
Рейка 291мм 1К62
Винт ходовой РМЦ-0,7м 1К62.11.21
Винт ходовой РМЦ-1м 1К62.11.22
Винт ходовой РМЦ-1,4м 1К62.11.23
Вал ходовой РМЦ 0,7м 1К62.11.24
Вал ходовой РМЦ 1м 1К62.11.25
Вал ходовой РМЦ 1,4м 1К62.11.26
Кожух двигателя ускоренных перемещений 1К62
Шкив двигателя ускоренного хода ф102 мм 1К62
Шкив ходового вала ф128мм 1К62
Люнет подвижный 1К62-10-01
Люнет неподвижный 1К62-10-02
Коробка скоростей в сборе (новая) 1К62. 02.01
Коробка скоростей в сборе (восст.) 1К62.02.01
Вал фрикционный в сборе 1К62.02.310МСБ
Вал фрикционный голый 1К62
Диски фрикционные 1К62.02.205\206
Вилка включения фрикциона 1К62.02.128
Коромысло 1К62.02.200
Муфта включения фрикциона 1К62.02.64
Муфта-шестерня 1-ой оси 1К62.02.106 ( z-50, m 2,25)
Муфта-шестерня 1-ой оси 1К62.02.105 ( z-56,51, m 2,25)
Насос смазки коробки скоростей плунжерный 1К62.02.600СБ
Рычаг привода насоса коробки скоростей 1К62.02.77
Сектор 20 оси (карболитовый) 1К62.
02.01
Коробка скоростей в сборе (восст.) 1К62.02.01
Вал фрикционный в сборе 1К62.02.310МСБ
Вал фрикционный голый 1К62
Диски фрикционные 1К62.02.205\206
Вилка включения фрикциона 1К62.02.128
Коромысло 1К62.02.200
Муфта включения фрикциона 1К62.02.64
Муфта-шестерня 1-ой оси 1К62.02.106 ( z-50, m 2,25)
Муфта-шестерня 1-ой оси 1К62.02.105 ( z-56,51, m 2,25)
Насос смазки коробки скоростей плунжерный 1К62.02.600СБ
Рычаг привода насоса коробки скоростей 1К62.02.77
Сектор 20 оси (карболитовый) 1К62. 02.356
Шпиндель 1К62.02.501
Блок зубчатый шпиндельный 1К62.02.101(z-54,43)
Шкив главного привода ф255 1К62.02.101(z-54,43)
Шкив главного привода ф264 1К625.02.362
Шкив главного электродвигателя ф150 1К62.15.15
Вал 2-ой оси в сборе 1К62.02.132
Шестерня 2 оси 1К62.02.124 (z-21)
Шестерня 2 оси 1К62.02.123 (z-29)
Шестерня 2 оси 1К2.02. (z-38)
Блок-шестерня 2 оси 1К62.02.118 (z-34,39)
Блок-шестерня 4 оси 1К62.02.113 (z-22,45)
Вал 3-ей оси в сборе 1К62.02.133
Шестерня тормозная 3 оси 1К62.
02.356
Шпиндель 1К62.02.501
Блок зубчатый шпиндельный 1К62.02.101(z-54,43)
Шкив главного привода ф255 1К62.02.101(z-54,43)
Шкив главного привода ф264 1К625.02.362
Шкив главного электродвигателя ф150 1К62.15.15
Вал 2-ой оси в сборе 1К62.02.132
Шестерня 2 оси 1К62.02.124 (z-21)
Шестерня 2 оси 1К62.02.123 (z-29)
Шестерня 2 оси 1К2.02. (z-38)
Блок-шестерня 2 оси 1К62.02.118 (z-34,39)
Блок-шестерня 4 оси 1К62.02.113 (z-22,45)
Вал 3-ей оси в сборе 1К62.02.133
Шестерня тормозная 3 оси 1К62. 02.108 (z-65)
Блок-шестерня 3 оси 1К62.02.107 (z-47,55,38)
Вал 4-ой оси в сборе 1К62.02.134
Вал 5-ой оси в сборе 1К62.02.135
Сектор зубчатый 15-ой оси 1К62.02.128(z-35)
Крышка коробки скоростей верхняя 1К62
Прокладка крышки коробки скоростей 1К62
Лента тормозная (L-541мм) 1К62.02.213
Задняя бабка в сборе (новая) 1К62.03.01
Задняя бабка в сборе (восст.) 1К62.03.01
Пиноль 1К62.03.36
Винт с гайкой задней бабки 1К62.03.37\16
Рукоятка зажима пиноли задней бабки 1К62.
02.108 (z-65)
Блок-шестерня 3 оси 1К62.02.107 (z-47,55,38)
Вал 4-ой оси в сборе 1К62.02.134
Вал 5-ой оси в сборе 1К62.02.135
Сектор зубчатый 15-ой оси 1К62.02.128(z-35)
Крышка коробки скоростей верхняя 1К62
Прокладка крышки коробки скоростей 1К62
Лента тормозная (L-541мм) 1К62.02.213
Задняя бабка в сборе (новая) 1К62.03.01
Задняя бабка в сборе (восст.) 1К62.03.01
Пиноль 1К62.03.36
Винт с гайкой задней бабки 1К62.03.37\16
Рукоятка зажима пиноли задней бабки 1К62. 03.35
Прижим задней бабки 1К62
Суппорт в сборе СУТ 04,09 1К62.04.01
Резцедержатель в сборе 1К62.04.300СБ
Резцедержатель с верхней частью суппорта 1К62.04.21\11
Рукоятка резцедержателя 1К62.04.13
Болт резцедержателя 1К62.04.26
Фиксатор 1К62.04.28
Пружина 1К62.04.30
Втулка 1К62.04.27
Верхняя часть суппорта 1К62.04.11
Рукоятка перемещения суппорта 1К62
Нижняя часть суппорта (поперечные салазки) 1К62.04.10
Корпус резцедержателя 1К62.
03.35
Прижим задней бабки 1К62
Суппорт в сборе СУТ 04,09 1К62.04.01
Резцедержатель в сборе 1К62.04.300СБ
Резцедержатель с верхней частью суппорта 1К62.04.21\11
Рукоятка резцедержателя 1К62.04.13
Болт резцедержателя 1К62.04.26
Фиксатор 1К62.04.28
Пружина 1К62.04.30
Втулка 1К62.04.27
Верхняя часть суппорта 1К62.04.11
Рукоятка перемещения суппорта 1К62
Нижняя часть суппорта (поперечные салазки) 1К62.04.10
Корпус резцедержателя 1К62. 04.21
Средняя часть суппорта (поворотная плита) 1К62.04.12
Винт, гайка суппорта 1К62.04.22/16
Клин суппорта 1К62.04.23
Нижняя храповая шестерня резцедержателя 1К62.04.24
Верхняя храповая шестерня резцедержателя 1К62.04.25
Фланец 1К62.04.14
Арматура охлаждения 1К62.25.00
Экран защитный суппорта 1К62
Каретка 1К62.05.01
Поперечные салазки 1К62.04.13
Клин каретки 1К62.05.47
Винт поперечной подачи 1К62.05.50
Гайка поперечного винта 1К62.
04.21
Средняя часть суппорта (поворотная плита) 1К62.04.12
Винт, гайка суппорта 1К62.04.22/16
Клин суппорта 1К62.04.23
Нижняя храповая шестерня резцедержателя 1К62.04.24
Верхняя храповая шестерня резцедержателя 1К62.04.25
Фланец 1К62.04.14
Арматура охлаждения 1К62.25.00
Экран защитный суппорта 1К62
Каретка 1К62.05.01
Поперечные салазки 1К62.04.13
Клин каретки 1К62.05.47
Винт поперечной подачи 1К62.05.50
Гайка поперечного винта 1К62.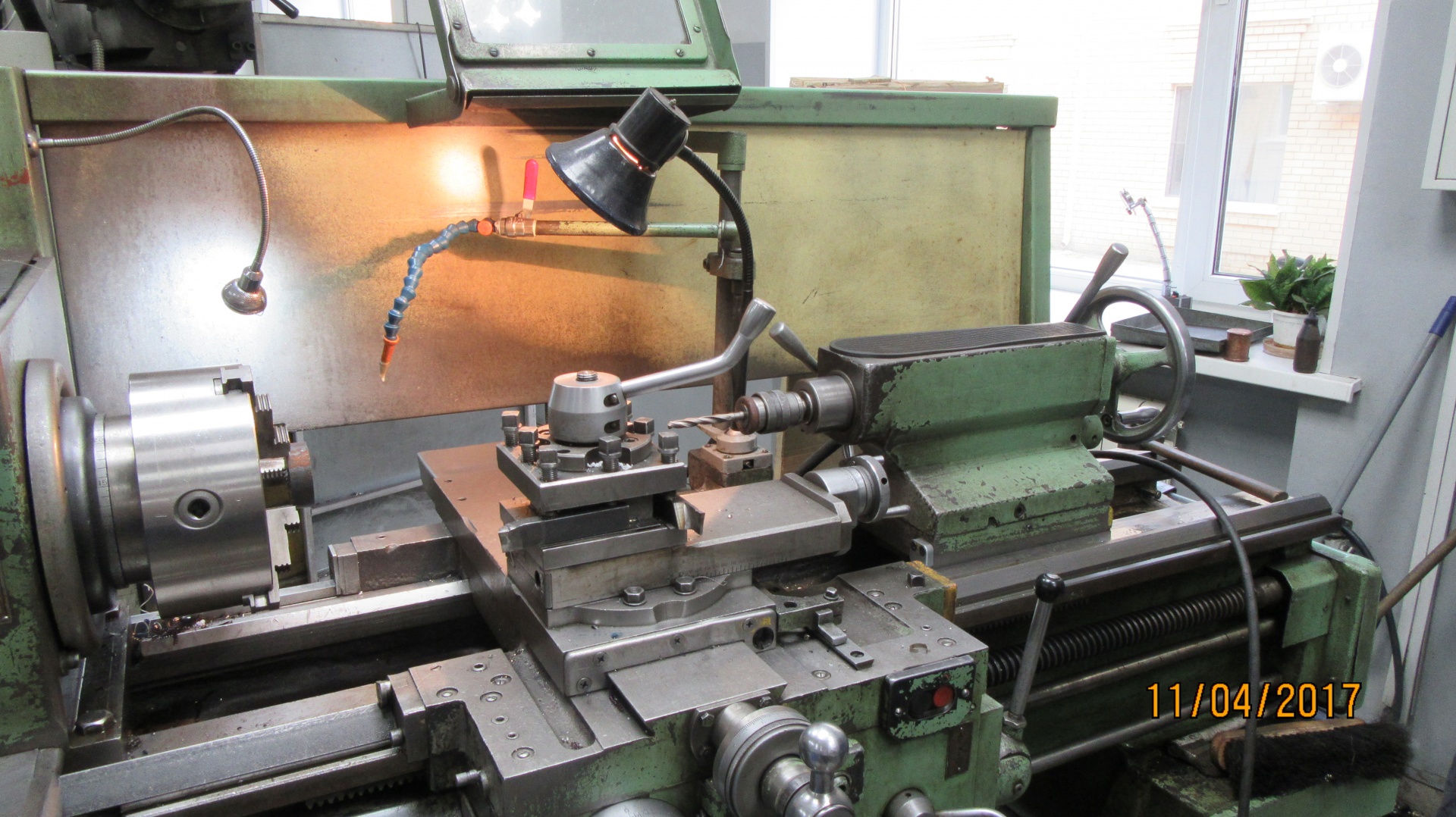 05.21/22
Шестерня привода поперечного винта 1К62.05.49 (z-20)
Винт в сборе с лимбом, нониусом, ручкой, гайкой 1К62.05.50СБ
Фланец 1К62
Маховик ручного передвижения каретки 1К62
Фартук в сборе (новый) 1К62.06.01
Фартук в сборе (восст.) 1К62.06.01
Маховик ручного продольного перемещения фартука 1К62.06.254
Маточная гайка (комплект) 1К62.06.63
Колесо червячное 1К62.06.35
Корпус маточной гайки (верхняя и нижняя половинки) 1К6
Нижняя крышка фартука 1К62.06.252
Реечный вал-шестерня 1К62.
05.21/22
Шестерня привода поперечного винта 1К62.05.49 (z-20)
Винт в сборе с лимбом, нониусом, ручкой, гайкой 1К62.05.50СБ
Фланец 1К62
Маховик ручного передвижения каретки 1К62
Фартук в сборе (новый) 1К62.06.01
Фартук в сборе (восст.) 1К62.06.01
Маховик ручного продольного перемещения фартука 1К62.06.254
Маточная гайка (комплект) 1К62.06.63
Колесо червячное 1К62.06.35
Корпус маточной гайки (верхняя и нижняя половинки) 1К6
Нижняя крышка фартука 1К62.06.252
Реечный вал-шестерня 1К62. 06.310(z-10)
Втулка-шестерня ходового вала 1К62.06.97
Червячный вал в сборе 1К62.06.97
Насос смазки фартука плунжерный 1К62.06.25
Коробка подач в сборе 1К62.07.01
Рукоятка установки величины подачи и шага резьбы 1К62
Корпус барабана коробки подач 1К62.07.17
Червячный вал в сборе 1К62.06.118
Конус Нортона 1К62
Муфта обгонная в сборе 1К62.07.77
06.310(z-10)
Втулка-шестерня ходового вала 1К62.06.97
Червячный вал в сборе 1К62.06.97
Насос смазки фартука плунжерный 1К62.06.25
Коробка подач в сборе 1К62.07.01
Рукоятка установки величины подачи и шага резьбы 1К62
Корпус барабана коробки подач 1К62.07.17
Червячный вал в сборе 1К62.06.118
Конус Нортона 1К62
Муфта обгонная в сборе 1К62.07.77
Согласие на обработку персональных данных
Станок универсальный. Он предназначен для выполнения различных токарных работ: для нарезания метрической, дюймовой, модульной, делительной, правой и левой, с нормальным и увеличенным шагом, простой и многозаходной резьбой, для нарезания торцевой канавки и для копировальных работ (путем средствами гидрокопировального устройства, применяемого на станке).Станок применяется в условиях индивидуального и мелкосерийного производства. Он предназначен для выполнения различных токарных работ: для нарезания метрической, дюймовой, модульной, делительной, правой и левой, с нормальным и увеличенным шагом, простой и многозаходной резьбой, для нарезания торцевой канавки и для копировальных работ (путем средствами гидрокопировального устройства, применяемого на станке).Станок применяется в условиях индивидуального и мелкосерийного производства.
Производитель: Россия, Челябинский станкостроительный завод |
Запчасти к токарному станку 1к62 – СпецСтанкоСервис, ООО Минске (Минске) | Купить Запчасти к токарному станку 1К62 Минск (Беларусь)
Предлагаем широкий ассортимент запчастей и комплектующих к токарному станку 1К62.
В данной таблице представлены наиболее часто заказываемые запчасти к токарному станку 1К62, но ассортимент поставляемых нами запчастей к оборудованию намного шире.
| Имя | Описание | Базовая цена с НДС |
| Люнет подвижный 1К62 | диаметр – 90 мм | 9 741 600 руб. / ПК |
| Люнет 1K62 | диаметр – 150 мм | 10 692 000 руб./ ПК |
| Винтовой ход 1K62 | RMC – 710 мм | 3801600 руб. / ПК |
| Винтовой ход 1K62 | RMC – 1000 мм | 7 365 600 руб. / ПК |
| Винтовой ход 1K62 | RMC – 1400 мм | 9 741 600 руб. / ПК |
| Вал ходовой 1K62 | RMC – 710 мм | 3088800 руб. / ПК |
| Вал ходовой 1K62 | RMC – 1000 мм | 4514400 руб. / ПК / ПК |
| Вал ходовой 1K62 | RMC – 1400 мм | 5 464 800 руб. / ПК |
| Винтовая подача 1K62 с гайками | диаметр резьбы 22 мм, 26 мм | 4 609 600 руб. / К – м |
| Суппорт винтовой пары 1K62 | – | 2138400 руб. / К т |
| шпиндель 1K62 | – | 9,504 млн руб. / К т |
| Коробки передач 1K62 | – | 59 875 200 руб./ ПК |
| Держатель инструмента в сборе 1К62 | межосевое расстояние 90 мм | 5,904 млн руб. / ПК |
| Держатель инструмента в сборе 1К62 | межосевое расстояние 110 мм | 7 840 800 руб. / ПК |
| Верхняя часть суппорта 1К62 | – | 6 890 400 руб. / ПК |
| Средняя часть опоры 1К62 | – | 7 365 600 руб./ ПК |
| Нижняя часть суппорта 1К62 | – | 8 078 400 руб. / ПК / ПК |
| Суппорт 1К62 (в сборе) | – | 19 958 400 руб. / ПК |
| Каретка 1К62 | – | 27 086 400 руб. / ПК |
| Гидроопор ГСП – 41 | – | 31 838 400 руб. / ПК |
| 1А62 вал фрикционный | – | 8 078 400 руб./ ПК |
| 1К62 Вал фрикционный | – | 10929600 руб. / ПК |
| 1К62 Диск фрикционный ведомый (внешний) | – | 332 800 руб. / Шт |
| Диск фрикционный 1К62 ведущий (внутренний) | – | 332 800 руб. / Шт |
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ПРОГРАММНОГО ПРОДУКТА «1K62 СИМУЛЯТОР ТОКАРНОГО СТАНКА» Краткое описание программного продукта. Элементы главного экрана
Управление FAGOR CNC 8055 ia-mc
Управление FAGOR CNC 8055 ia-mc Система управления Fagor 8055 i / a-mc с ЧПУ сочетает в себе ценность и надежность с функциональной модульной системой управления. Этот элемент управления был создан для работы в магазине с прочной клавиатурой
Этот элемент управления был создан для работы в магазине с прочной клавиатурой
3D-просмотрщик. инструкция по эксплуатации 10017352_2
RU Руководство пользователя 3D Viewer 10017352_2 СОДЕРЖАНИЕ 1 СИСТЕМНЫЕ ТРЕБОВАНИЯ … 1 2 ЗАПУСК PLANMECA 3D VIEWER … 2 3 ВВЕДЕНИЕ В PLANMECA 3D VIEWER … 3 3.1 Панель инструментов меню … 4 4 EXPLORER … 6 4.1 Объем 3D
ПодробнееПомощь.Содержание Назад >>
Содержание Назад >> Настройка Открытие панели управления Функции панели управления Вкладки Списки панели управления Кнопки панели управления Настройка инструментов Вкладки «Перо» и «Аэрограф» Вкладки «2D-мышь» и «4D-мышь» Настройка
ПодробнееРуководство по быстрому запуску Windows 8
Руководство по быстрому запуску Windows 8 Содержание Что это за начальный экран и куда делся рабочий стол ?. .. 2 Как попасть на рабочий стол с начального экрана Windows 8 …. 2 Как вернуться к начальному экрану из
.. 2 Как попасть на рабочий стол с начального экрана Windows 8 …. 2 Как вернуться к начальному экрану из
4D интерактивная анимация модели
Анимация с использованием интерактивных 4D-моделей MVS и EVS-PRO имеют две совершенно разные концепции анимации. Наши традиционные анимации состоят из последовательности растровых изображений, которые были закодированы в анимацию
ПодробнееЗнакомство с вашим компьютером
Знакомство с вашим компьютером Введение Это очень простое введение в персональные компьютеры (ПК), которое позволит вам: включать и выключать их понимать, что отображается на
ПодробнееЗнакомство с TI-Nspire CX
Введение в TI-Nspire CX Обзор упражнения: В этом упражнении вы познакомитесь с компоновкой TI-Nspire CX. Шаг 1. Найдите сенсорную панель. Тачпад используется для перемещения курсора
Шаг 1. Найдите сенсорную панель. Тачпад используется для перемещения курсора
SARNET Дополнительные функции
Дополнительные функции SARNET Информация, содержащаяся в этом документе, предназначена для улучшения вашего опыта в конференц-зале, помогая вам использовать некоторые из дополнительных функций, представленных в
ПодробнееСвязь 3.2. Руководство пользователя
Руководство пользователя Linkage 3.2 Дэвид Ректор Среда, 6 апреля 2016 г. Содержание Оглавление … 2 Установка … 3 Запуск программы Linkage … 3 Учебное пособие по простому механизму … 5 Операции с мышью …
ПодробнееНачало работы с Zoom
Вход в Zoom Примечание: для присоединения к собраниям это необязательно. Начало работы с Zoom 1.Перейдите на https://trentu. zoom.us. 2. Щелкните Войти. 3. Войдите, используя свое имя пользователя и пароль Трента. Скачать
zoom.us. 2. Щелкните Войти. 3. Войдите, используя свое имя пользователя и пароль Трента. Скачать
5. Учебник. Запуск FlashCut CNC
FlashCut CNC Раздел 5 Учебное пособие 259 5. Учебное пособие Запуск FlashCut CNC Чтобы запустить FlashCut CNC, нажмите кнопку «Пуск», выберите «Программы», выберите FlashCut CNC 4, затем выберите значок FlashCut CNC 4. Диалог
ПодробнееПротокол калибровки микроскопа
Протокол калибровки микроскопа Правильно откалиброванная система необходима для успешного и эффективного использования программного обеспечения.Ниже приведены пошаговые инструкции по калибровке оборудования с помощью
. ПодробнееРуководство пользователя Ortelia Space Builder
Руководство пользователя Ortelia Space Builder http://ortelia. com 1 Содержание Введение в Ortelia Space Builder … 2 Системные требования … 3 1. Операционная система: … 3 2. Аппаратное обеспечение: … 3 Минимальная видеокарта
com 1 Содержание Введение в Ortelia Space Builder … 2 Системные требования … 3 1. Операционная система: … 3 2. Аппаратное обеспечение: … 3 Минимальная видеокарта
Документация по приложению TakeMySelfie для ios
Документация к приложению TakeMySelfie ios Что такое приложение TakeMySelfie ios? Приложение TakeMySelfie позволяет пользователю делать собственные снимки с фронтальной камеры.Пользователь может применять к фронтальной камере различные фотоэффекты. Программисты
ПодробнееСОЗДАТЬ 3D ФИЛЬМ В РЕЖИМЕ РЕЖИМА
СОЗДАЙТЕ 3D-ФИЛЬМ В DIRECTOR 2 Создание вашего первого 3D-фильма в Director Добро пожаловать в учебное пособие по 3D для Adobe Director. Director включает возможность создания трехмерных (3D) изображений, текста и анимации.
ПодробнееКомната 337 Технологическая документация
Комната 337 Технологическая документация Содержание Введение. .. 2 Smart Podium … 2 Компьютер … 3 Подключение ноутбука … 3 Сенсорная панель … 3 Система аннотаций Pointmaker … 4 Приложение для ipad Pointmaker
.. 2 Smart Podium … 2 Компьютер … 3 Подключение ноутбука … 3 Сенсорная панель … 3 Система аннотаций Pointmaker … 4 Приложение для ipad Pointmaker
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ACS CLIENT
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ACS РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ 1 РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ACS 1.1 Системные требования Рекомендуемые системные требования ОС ЦП VGA RAM HDD WindowXP, Vista Pentium 4, 2 ГГц 1024 * 768, 64 МБ 24-битная цветная графическая карта 1 ГБ 20 МБ
ПодробнееWindows 8.1 Обновление 1 Дополнение
Иллюстрированное руководство по обновлению 1 для Windows 8.1 Изменения, июнь 2014 г. Содержание (CTRL + щелкните ссылку, чтобы перейти непосредственно к части 1, 2, 3 или 4.) Часть 1. Какую версию Windows я использую? Часть 2:
ПодробнееБазовое руководство по AutoSketch
Базовое руководство по AutoSketch Инструкция для студентов Skf-Manual. doc из 3 Содержание ОСНОВНОЕ РУКОВОДСТВО ПО АВТОСКЕТЧУ… ИНСТРУКЦИЯ ДЛЯ УЧАЩИХСЯ … ОСНОВНАЯ ИНСТРУКЦИЯ ПО АВТОСКЕТЧУ … 3 НАСТРОЙКА ЭКРАНА … 3 ПАНЕЛЬ МЕНЮ … 3 ФАЙЛ
doc из 3 Содержание ОСНОВНОЕ РУКОВОДСТВО ПО АВТОСКЕТЧУ… ИНСТРУКЦИЯ ДЛЯ УЧАЩИХСЯ … ОСНОВНАЯ ИНСТРУКЦИЯ ПО АВТОСКЕТЧУ … 3 НАСТРОЙКА ЭКРАНА … 3 ПАНЕЛЬ МЕНЮ … 3 ФАЙЛ
Файлы, используемые в этом руководстве
Учебное пособие по созданию облаков точек В этом уроке показано, как сгенерировать облака точек из спутниковых стереоизображений IKONOS. Вы будете просматривать облака точек в ENVI LiDAR Viewer. Расчетное время для завершения
ПодробнееСовместное использование программного обеспечения.Глава 14
Глава 14 14 Совместное использование программного обеспечения Совместное использование инструмента, например программного приложения, работает не так, как совместное использование документа или презентации. Когда вы делитесь программным обеспечением во время встречи, автоматически открывается окно обмена
ПодробнееПостроение: настройка графика
Построение: настройка графиков данных: общие советы Как сделать график данных активным Внутри графического слоя может быть активным только один график данных. График данных должен быть активным, прежде чем вы сможете использовать Data Selector
График данных должен быть активным, прежде чем вы сможете использовать Data Selector
Руководство пользователя Image Editing Helper
Помощник по редактированию изображений Руководство пользователя Manual-en-250-0842-E-Image Editing Helper-V100 Авторские права Copyright 2014 Avision Inc. Все права защищены. Информация в этом документе может быть изменена без предварительного уведомления.
ПодробнееПланшет Acellus Natural 3D
Планшет Acellus Natural 3D заблокирован и оптимизирован для использования с системой обучения Acellus 3D-планшет Acellus Natural заблокирован и оптимизирован для использования с системой обучения Acellus Содержание I.Быстрый старт
Подробнеероторная транспортная машина
OMNI-TURN-TRANSFER TRANSFER MACHINTS, ИНТЕГРАЦИЯ ТОКАРНЫХ ЦЕНТРОВ BUFFOLI NORTH AMERICA (Стенд № 5630) гордится тем, что представляет совершенно новый OMNI-TURN-TRANSFER, запатентованный токарно-фрезерный станок
ПодробнееMastercam X6 Базовый 3D-дизайн
Основы 3D-дизайна mastercam x Начало работы учебные пособия Mastercam X6 Basic 3D Design Декабрь 2011 г. Будьте уверены, что у вас есть самая свежая информация! Информация могла быть изменена или добавлена после этого документа
Будьте уверены, что у вас есть самая свежая информация! Информация могла быть изменена или добавлена после этого документа
ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ
ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ SYLVAC SCAN Наши новые SCAN-машины, предназначенные для быстрого и бесконтактного измерения цилиндрических деталей, основаны на принципе сканера.Этот прием позволяет воспроизвести
ПодробнееСервер удаленных приложений Parallels
Сервер удаленных приложений Parallels. Руководство пользователя клиента Parallels для Windows Phone, версия 15. Авторские права, 1999-2016 гг., Parallels IP Holdings GmbH и ее дочерние компании. Все права защищены. Parallels IP Holdings GmbH
ПодробнееВведение в CATIA V5
Введение в CATIA V5 Release 16 (практический учебный подход) Кирсти Плантенберг, Детройтский университет Милосердия, SDC ПУБЛИКАЦИИ Schroff Development Corporation www. schroff.com www.schroff-europe.com
schroff.com www.schroff-europe.com
CATIA черновик СОДЕРЖАНИЕ
СОДЕРЖАНИЕ Введение … 1 Чертеж … 2 Экран рисования … 3 Выпадающие меню … 4 Файл … 4 Редактировать … 5 Просмотр … 6 Вставить … 7 Инструменты .. .8 Инструментальные средства черчения … 9 Виды и листы … 9 Размеры и примечания … 10
ПодробнееКОМПЬЮТЕР – УСТРОЙСТВА ВВОДА
КОМПЬЮТЕР – УСТРОЙСТВА ВВОДА http: // www.tutorialspoint.com/computer_fundamentals/computer_input_devices.htm Авторские права tutorialspoint.com Ниже приведены некоторые из важных устройств ввода, которые используются в
ПодробнееУрок четвертый 3D-моделирование
Урок 4 3D-моделирование В этом уроке вы узнаете, как: Легко поворачивать ПСК для моделирования в разных плоскостях. Моделировать линии способом, аналогичным рисованию изометрии. Автоматически создавать линии 3D-маршрутизатора.
Автоматически создавать линии 3D-маршрутизатора.
ПОКАЗАТЕЛИ ТЕСТА БЫСТРОГО НАБОРА
ИНДИКАТОРЫ ИСПЫТАНИЯ БЫСТРОГО НАБОРА В Verdict Rapid циферблат наклонен к поверхности заготовки, что обеспечивает хорошую визуальную доступность и устраняет ошибку параллакса.Rapids включает задний поворотный патрубок
ПодробнееПрисоединяйтесь и покидайте встречи
Присоединение к собранию и выход из него. Есть несколько способов присоединиться к собранию в зависимости от того, как вы получили приглашение на собрание. Присоединение к встрече не требует регистрации, предварительной установки программного обеспечения или настройки.
ПодробнееМульти-клиент (интеграция)
Руководство по установке и эксплуатации нескольких клиентов (интеграция), версия 12. 10.x * Все содержание этого документа может быть изменено без предварительного уведомления. УКАЗАТЕЛЬ 1. Указатель 01 2. Введение 02 3. Установка 03 4. Использование Multi
10.x * Все содержание этого документа может быть изменено без предварительного уведомления. УКАЗАТЕЛЬ 1. Указатель 01 2. Введение 02 3. Установка 03 4. Использование Multi
Введение в Windows 8
Введение в Windows 8 Windows 8 – это полностью переработанная операционная система, разработанная с нуля с учетом использования сенсорного экрана, а также почти мгновенного включения, которое позволяет Windows 8
ПодробнееМобильное наблюдение.Руководство пользователя
Руководство пользователя мобильного видеонаблюдения Содержание 1 Конфигурация сети … 1 1.1 Доступ к устройству через WLAN … 1 1.2 Доступ к устройству через сеть 3G … 1 2 По телефонам с iphone OS … 2 2.1 Инструкция по установке …
ПодробнееРУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ HP WEBCAM 2100
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ HP WEBCAM 2100 Версия 1. 0 RU Copyright 2010 Hewlett-Packard Development Company, L.P. Информация, содержащаяся в данном документе, может быть изменена без предварительного уведомления. Единственные гарантии на продукцию HP
0 RU Copyright 2010 Hewlett-Packard Development Company, L.P. Информация, содержащаяся в данном документе, может быть изменена без предварительного уведомления. Единственные гарантии на продукцию HP
TOP 8 Запчасти для токарных станков Покупатели в 🇵🇹 Португалии
Показать все Торговля Производство
Товары Запчасти к токарным станкам оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, покупающих запчасти к токарному станку оптом
Gonges Investment Co.ООО
Револьверные токарные станки – токарно-револьверные станки с одной револьверной головкой E
Top Steel Nigeria Ltd.
- Токарный инструмент, диаметр 18, 4 кулачковый патрон, w (6)
- Токарный инструмент, редуктор, который мы собираемся использовать c (6)
- Горизонтальные токарные станки, токарный станок с ЧПУ модель cl
- Горизонтальный токарные станки, запасные части для токарных станков с ЧПУ для вышеуказанной модели станка cl мы намерены требовать награды
Onwuzurumba Interbenz Ltd.
Детали машин – планка
Lusavouga Maquinase Acessorios
4-кулачковый независимый токарный патрон 250 мм
Indorama Eleme Petrochemicals Ltd.
Электротехнические товары: -61-02-00-167 предохранитель 380 в 4 ампера размер: 30×5 мм для токарного станка с управлением matl: poreclein mfr: ferra z mrp
Askol Nigeria Ltd.
Сменная панель для токарного станка (gs t no: 27aagfk5999l1zf инв. 48-19-20 amt rs.28)
Everest Metal Nigeria Ltd.
Станок токарный
Femimat Concept Ltd.
Приборы и аппараты для лабораторных токарных станков по стеклу с регулятором скорости

менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие запасные части для производителей и экспортеров токарных станков
| # | Компания (размер) | Продукт | Страна | |
| 1 | Star Micronics Mfg. (15) (15) | АВТОМАТИЧЕСКИЙ ТОКАРНЫЙ СТАНОК с ЧПУ DA DA DA DA DA ПОЛНЫЙ АВТОМАТИЧЕСКИЙ СТАНОК С ЧПУ | испания | |
| 2 | Win Ho Technology Industries Co. | Star Micronics (10) | АВТОМАТИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | Нидерланды |
| 4 | Jtc Srl (9) | ТОКАРНЫЕ СТАНКИ, ВКЛЮЧАЯ ПОВОРОТНЫЕ ЦЕНТРЫ ДЛЯ ДЕМОНТАЖА ИСПОЛЬЗУЕМЫХ ПОВОРОТНЫХ ПЛИТКОВ CE NG W MW DP / S: ГОЛОВНЫЕ ТОКАРНЫЕ СТАНКИ, ВКЛЮЧАЯ ТОКАРНЫЕ ЦЕНТРЫ ДЛЯ REMOVI NG ME ИСПОЛЬЗУЕМЫЕ ТОКАРНЫЕ СТАНКИ WMW | италия | |
| 5 | Myday Machine Inc.(9) | ТОКАРНЫЙ СТАНОК И ДЕТАЛИ PKGS PLT PCS + PLT UNIT. ТОКАРНЫЙ СТАНОК И ДЕТАЛИ PKGS PLT UNIT + W / CASE | taiwanchina |
- Лиссабон
- Порту
- Брага
- Фуншал
- Сетубал
Образование: МГУ
Не говорите людям, как надо делать, говорите, что делать, и пусть они удивят вас своими результатами
Lathe Simulator Lite на ПК с Windows Скачать бесплатно – 1.
 0,3
0,3Разработано: VirtLabs
Лицензия: БЕСПЛАТНО
Рейтинг: 5/5 – 5 голосов
Последнее обновление: 16 апреля 2020 г.
Сведения о приложении
| Версия | 1.0.3 |
| Размер | 35M |
| Дата выпуска | 16 апреля 2020 |
| Категория | Образовательные приложения |
Описание: | |
Ищете способ загрузить Lathe Simulator Lite для Windows 10/8/7 PC ? Значит, вы находитесь в правильном месте. Продолжайте читать эту статью, чтобы узнать, как загрузить и установить одно из лучших образовательных приложений Lathe Simulator Lite для ПК.
Большинство приложений, доступных в магазине Google Play или iOS Appstore, созданы исключительно для мобильных платформ. Но знаете ли вы, что вы все еще можете использовать любое из ваших любимых приложений для Android или iOS на своем ноутбуке, даже если официальная версия для платформы ПК недоступна? Да, они выходят из нескольких простых приемов, которые вы можете использовать для установки приложений Android на машину Windows и использования их, как вы используете на смартфонах Android.
В этой статье мы перечислим различные способы Download Lathe Simulator Lite на ПК в виде пошагового руководства. Итак, прежде чем приступить к делу, давайте посмотрим на технические характеристики Lathe Simulator Lite.
Lathe Simulator Lite для ПК – Технические характеристики
| Имя | Lathe Simulator Lite |
| Установки | 100+ |
| Разработано | VirtLabs |
Lathe Simulator в топ-листе категории «Образование» в рейтинге Lite приложения в Google Playstore. У него действительно хорошие рейтинги и отзывы. В настоящее время Lathe Simulator Lite для Windows получил более более 100 установок приложений и 5 звезд средних пользовательских совокупных рейтинговых баллов.
У него действительно хорошие рейтинги и отзывы. В настоящее время Lathe Simulator Lite для Windows получил более более 100 установок приложений и 5 звезд средних пользовательских совокупных рейтинговых баллов.
Lathe Simulator Lite Скачать для ПК Windows 10/8/7 Ноутбук:
Большинство приложений в наши дни разрабатываются только для мобильной платформы. Игры и приложения, такие как PUBG, Subway surfers, Snapseed, Beauty Plus и т. Д., Доступны только для платформ Android и iOS.Но эмуляторы Android позволяют нам использовать все эти приложения и на ПК.
Таким образом, даже если официальная версия Lathe Simulator Lite для ПК недоступна, вы все равно можете использовать ее с помощью эмуляторов. В этой статье мы представим вам два популярных эмулятора Android для использования Lathe Simulator Lite на ПК .
Lathe Simulator Lite Скачать для ПК Windows 10/8/7 – Метод 1: Bluestacks – один из самых крутых и широко используемых эмуляторов для запуска приложений Android на вашем ПК с Windows. Программное обеспечение Bluestacks доступно даже для Mac OS. Мы собираемся использовать Bluestacks в этом методе для загрузки и установки Lathe Simulator Lite для ПК Windows 10/8/7 Laptop . Начнем с пошагового руководства по установке.
Программное обеспечение Bluestacks доступно даже для Mac OS. Мы собираемся использовать Bluestacks в этом методе для загрузки и установки Lathe Simulator Lite для ПК Windows 10/8/7 Laptop . Начнем с пошагового руководства по установке.
- Шаг 1 : Загрузите программное обеспечение Bluestacks по приведенной ниже ссылке, если вы не устанавливали его ранее – Загрузите Bluestacks для ПК
- Шаг 2 : Процедура установки довольно проста и понятна.После успешной установки откройте эмулятор Bluestacks.
- Шаг 3 : Первоначальная загрузка приложения Bluestacks может занять некоторое время. После его открытия вы должны увидеть главный экран Bluestacks.
- Шаг 4 : Магазин Google Play предустановлен в Bluestacks. На главном экране найдите Playstore и дважды щелкните значок, чтобы открыть его.
- Шаг 5 : Теперь найдите приложение, которое хотите установить на свой компьютер. В нашем случае найдите Lathe Simulator Lite для установки на ПК.
- Шаг 6 : Как только вы нажмете кнопку «Установить», Lathe Simulator Lite будет автоматически установлен на Bluestacks. Вы можете найти приложение в списке установленных приложений в Bluestacks.
 В нашем случае найдите Lathe Simulator Lite для установки на ПК.
В нашем случае найдите Lathe Simulator Lite для установки на ПК.Теперь вы можете просто дважды щелкнуть значок приложения в bluestacks и начать использовать приложение Lathe Simulator Lite на своем ноутбуке. Вы можете использовать приложение так же, как на смартфонах Android или iOS.
Если у вас есть файл APK, то в Bluestacks есть возможность импортировать файл APK.Вам не нужно заходить в магазин Google Play и устанавливать игру. Однако рекомендуется использовать стандартный метод для установки любых приложений Android.
Последняя версия Bluestacks обладает множеством потрясающих функций. Bluestacks4 буквально в 6 раз быстрее смартфона Samsung Galaxy J7. Поэтому рекомендуется использовать Bluestacks для установки Lathe Simulator Lite на ПК. Для использования Bluestacks у вас должен быть компьютер минимальной конфигурации. В противном случае вы можете столкнуться с проблемами загрузки при игре в высококлассные игры, такие как PUBG. Lathe Simulator Lite Скачать для ПК Windows 10/8/7 – Метод 2:
Для использования Bluestacks у вас должен быть компьютер минимальной конфигурации. В противном случае вы можете столкнуться с проблемами загрузки при игре в высококлассные игры, такие как PUBG. Lathe Simulator Lite Скачать для ПК Windows 10/8/7 – Метод 2:Еще один популярный эмулятор Android, который в последнее время привлекает много внимания, – это MEmu play.Он очень гибкий, быстрый и предназначен исключительно для игровых целей. Теперь мы увидим, как Скачать Lathe Simulator Lite для ПК с Windows 10 или 8 или 7 ноутбука с помощью MemuPlay.
- Шаг 1 : Загрузите и установите MemuPlay на свой компьютер. Вот ссылка для скачивания – веб-сайт Memu Play. Откройте официальный сайт и скачайте программу.
- Шаг 2 : После установки эмулятора просто откройте его и найдите значок приложения Google Playstore на главном экране Memuplay.Просто дважды нажмите на нее, чтобы открыть.
- Шаг 3 : Теперь найдите приложение Lathe Simulator Lite в магазине Google Play. Найдите официальное приложение от разработчика VirtLabs и нажмите кнопку «Установить».
- Шаг 4 : После успешной установки вы можете найти Lathe Simulator Lite на главном экране MEmu Play.

MemuPlay – это простое и удобное приложение. Он очень легкий по сравнению с Bluestacks. Поскольку он разработан для игровых целей, вы можете играть в высококлассные игры, такие как PUBG, Mini Militia, Temple Run и т. Д.
Lathe Simulator Lite для ПК – Вывод:
Модель Lathe Simulator Lite приобрела огромную популярность благодаря простому, но эффективному интерфейсу. Мы перечислили два лучших метода установки Lathe Simulator Lite на ПК с Windows, ноутбук . Оба упомянутых эмулятора популярны для использования приложений на ПК. Вы можете использовать любой из этих методов, чтобы получить Lathe Simulator Lite для ПК с Windows 10 .
Мы завершаем эту статью о Lathe Simulator Lite Download for PC этим.Если у вас есть какие-либо вопросы или проблемы при установке эмуляторов или Lathe Simulator Lite для Windows , сообщите нам об этом в комментариях. Будем рады Вам помочь!
3D имитатор классического токарно-винторезного станка мод. 1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции внешнего и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания внешней и внутренней резьбы.В полной версии приложения для работы доступно более 70 режущих инструментов. Графический интерфейс пользователя выполнен на русском и английском языках. Поддерживаются метрические и дюймовые системы измерения. Необходимый объем видеопамяти устройства – 350 МБ. Графическая система приложения использует компоненты OpenGL 3.0.
Lathe Simulator Lite для ПК Windows и MAC
Как установить приложение Lathe Simulator Lite на ПК с Windows и MacBook
Загрузите программное обеспечение Lathe Simulator Lite для ПК с самым мощным и самым надежным эмулятором Android, таким как NOX APK player или BlueStacks.Все эмуляторы Android подходят для использования Lathe Simulator Lite в Windows 10, 8, 7, компьютерах и Mac.
- Загрузите эмуляторы для ПК с Windows с официальных страниц ниже, чтобы установить их.
- Лучшие эмуляторы здесь: BlueStacks.com; Или в качестве альтернативы BigNox.com.
- Откройте эмулятор Android и войдите в систему с учетной записью Google.
- Приложение Lathe Simulator Lite доступно в Play Store. Так что ищи и найди.
- Выберите вариант установки под логотипом Lathe Simulator Lite и наслаждайтесь!
FAQ Of Lathe Simulator Lite – Возможности и руководство пользователя
Трехмерный симулятор классического токарно-винторезного станка мод.1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции внешнего и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания внешней и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов. Графический интерфейс пользователя выполнен на русском и английском языках. Поддерживаются метрические и дюймовые системы измерения. Необходимый объем видеопамяти устройства – 350 МБ.Графическая система приложения использует компоненты OpenGL 3.0.
Что нового в новой версии Lathe Simulator Lite
– Исправлены некоторые графические ошибки.– Добавлены функции открытия и сохранения файла.
– Оптимизированная производительность нарезания резьбы.
Заявление об ограничении ответственности
Это приложение является собственностью его разработчика / корпорации. Мы не являемся аффилированным партнером Lathe Simulator Lite. Каждый элемент приложений Lathe Simulator Lite, например изображения, товарные знаки и т. Д., Является собственностью соответствующего владельца Lathe Simulator Lite.
Кроме того, мы не используем наш сервер для загрузки приложений Lathe Simulator Lite. Загрузка начинается с авторизованного веб-сайта приложения Lathe Simulator Lite. Токарный станок
1к62 подвергая механической обработке закаленную охлажденную стальную стружку, искрящуюся как при сваривании
- Домашняя страница
- Все товары
- Новинки
- Популярные игры
- Последние видео
- Форма
- Прутки (5)
- Рор (2)
- Другое (1516)
- Размер
- 48 см * 26 см * 37 см (4)
- 4 мм (6)
- Другое (1513)
- Тип
- 3 оси (2)
- Расточная оправка (2)
- Ось вращения с ЧПУ (2)
- Только вышивка (2)
- Its200 (2)
- Столярные и токарные станки (2)
- Токарный станок (2)
- Ручной, вертикальный (4)
- Металлообработка (2)
- Миг / ММА / Тиг (2)
- Плазменный резак (2)
- Пайка (3)
- Другое (1496)
- Количество единиц
- 1 комплект (2)
- каждый (11)
- Блок (19)
- 123 (2)
- Другое (1489)
- Размер блока
- 3 мм (5)
- 4 мм (6)
- Другое (1512)
- Тип устройства
- Мини-токарный станок (2)
- Блок (71)
- Другое (1450)
- Домашняя страница
- Форма обратной связи
- Соглашение о политике конфиденциальности
- Условия эксплуатации
- EN FR