| Наибольший диаметр обрабатываемой заготовки, мм | |
| – устанавливаемой над станиной, – обрабатываемой над станиной, – обрабатываемой над суппортом, – устанавливаемой над выемкой станины |
700 630 350 900* |
| Наибольшая длина обрабатываемой заготовки, мм | 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Длина выемки в станине от торца фланца шпинделя, мм | 450* |
| Размер конца шпинделя передней бабки по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
Пределы частоты вращения шпинделя, об. |
10…1250 |
| Пределы рабочих подач суппорта, мм/об. | |
| – продольных, – поперечных, – резцовых салазок |
0,033…5,6 0,013…2,064 0,010…1,76 |
| Пределы шагов нарезаемых резьб: | |
| – метрических, мм – дюймовых, ниток на дюйм – модульных, модуль – питчевых, питч |
1…224 28-0,25 0,25-56 112…0,5 |
| Ускоренное перемещение суппорта, мм/мин. | |
| – продольное, – поперечное |
5,2 2 |
| Наибольший вес устанавливаемой заготовки, кг | 3500 |
| Мощность привода главного движения, кВт | 15 |
| Габаритные размеры станка 1М63, мм | |
| – длина – ширина – высота |
3750, 4200, 5250, 6230, 7250, 10300, 12470 1780 1550 |
| Масса токарно-винторезного станка 1М63, кг | 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
Токарно винторезный станок 1М63 – обзор
СодержаниеЭтот станок предназначен для обработки небольших деталей выполненных из цветных или черных металлов. Быстрорежущие и твердосплавные инструменты подходят для индивидуального и мелкосерийного производства в машиностроительных заводах.
Быстрорежущие и твердосплавные инструменты подходят для индивидуального и мелкосерийного производства в машиностроительных заводах.
Токарно-винторезный станок
Токарно-винторезный станок 1М63 может точить наружные цилиндрические и конические поверхности, торцы, прорезать канавки и отрезку, обтачивать конические фасоны поверхностей, сверлить, зенкеровать и развертывать отверстия, нарезать различные резьбы (метрическую, дюймовую) резцом, накатывать сетчатые рифления поверхности.
Конструктивные особенности устройства
Повышенная жесткость станины, широкий диапазон настроек каретки и на шпинделе, определили надежность и высокую точность выполнения операций. Конструкция может выполнять все типы токарных работ, в том числе, формирование различных типов резьбы. Станок позволяет применять различные резцы.
Конструкция суппорта оснащена механической подачей, это позволяет обрабатывать длинные конусы.
Особенности станка:
- суппорт быстро перемещается в поперечном и продольном направлениях.
 Эти манипуляция возможны благодаря электродвигателю;
Эти манипуляция возможны благодаря электродвигателю; - главное движение представляет собой ступенчатый механизм. За эту функцию отвечает коробка скоростей, передачи в которой переключаются путем изменений порядка сцепления шестерен;
- многофункциональная коробка скоростей. Механизмы устройства позволяют реверсировать движения суппорта. Дополнительная опция – увеличение шага нарезаемой резьбы.
 Эти манипуляция возможны благодаря электродвигателю;
Эти манипуляция возможны благодаря электродвигателю;Токарно винторезный станок 1м63 оснащен закрытым фартуком, который имеет встроенную систему смазки. Она состоит из плунжерного насоса и распределителя масла. По указателю уровня масла регистрируют состояние текущего процесса.
Токарно-винторезный станок 1М63-3
Для нарезания точной и специальной резьбы нужно создать набор с зубчатыми колесами. В дальнейшем их устанавливают в коробку передач.
Станок с габаритами 353×168х129 см и общей массой 4300 кг имеет точность «Н». Основные паспортные характеристики включают максимально допустимый размер заготовки:
- над станиной – 63 см;
- над суппортом – 35 см.

Допустимая высота центров – 31,5 см во время обработки можно использовать заготовки длиной 140 см и массой 2000 кг.
В паспорте указана характеристика шпинделя:
- Электродвигатель мощностью 13 кВт.
- Частота вращения прямого движения – 10-1250 об/мин., обратное движение – 18-1800 об/мин.
- Отверстие диаметром 7 см.
- Скорость при прямом вращении – 22, при обратном – 11.
Станок оснащен механизмом торможения шпинделя. Он включает в себя электрическую часть, активация которой происходить при нажатии на соответствующую кнопку на пульте управления.
Характеристики подачи:
- Продольное смещение — 126 см, попересчное — 40 см.
- Резцовые салазки перемещаются на 22 см.
- Количество подач — 44.
- Продольные подачи осуществляются в пределах 0,064-1,025, а поперечные – 0,026-0.38.
- Деления лимба составляет 0,05 мм.
к меню ↑
Люнеты и подшипники на токарный станок 1М63Н
Люнеты 1М63 считаются самыми популярными моделями в своей области, так как их часто используют для станков токарно-винтового типа. Изделия предназначены для обработки сложных конических и цилиндрических поверхностей.
Изделия предназначены для обработки сложных конических и цилиндрических поверхностей.
Комплект роликов (в сборе) для неподвижного люнета станка 1М63Н
Процесс предполагает наружную и внутреннюю обработку и нарезание резьбы. В зависимости от того, какую операцию необходимо выполнить, люнеты могут меняться.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Неподвижные люнеты изготавливают из крепких металлов (в основном используют чугун). Устанавливая конструкция важно проследить, чтобы нижняя часть соответствовала направляющим станка.
Фиксация заготовки происходит по винтовой системе (три кулачка обеспечивают надежное закрепление). Если деталь обрабатывают по центру, тогда люнеты выступают в качестве промежуточной опоры.
В комплектацию деталей станка входят «подшипники качения». Подшипники разделяют на множество различных типов, но все они имеют общий принцип работы.
Кольца вращаются относительно друг друга благодаря промежуточным элементам (телам качения), через которые происходит передача движения (качения). Увеличенная контактная поверхность между кольцами значительно уменьшает силу трения.
Увеличенная контактная поверхность между кольцами значительно уменьшает силу трения.
Таким образом, можно добиться высокой скорости вращения, а подшипники будут служить еще долгое время. Подшипники качения имеют отличительную черту – тела качения (ролики, шарики, иглы).
Неподвижный люнет для токарно-винторезного станка 1М63
Сепаратор защищает тела качения от взаимодействия между собой. Но существуют подшипники, которые состоят из тел качения и сепаратора или без наличия сепаратора.
к меню ↑
Электрическая схема станка
Электросхема принципиальная включает:
- главный привод;
- привод подач;
- привод охлаждения.
Электрическая схема токарно-винторезного станка 1M63-3
к меню ↑
Преимущества и недостатки станка 1М63
Преимущества:
- жесткость, виброустойчивость и температурная стабильность гарантируют точную обработку;
- высокая износостойкость оборудования;
- быстрая обработка резьбы;
- высокая жесткость кинематической цепи;
- наличие электрических и механических блокировок гарантирует безопасную работу.

Основной недостаток станка – невысокая мощность, что не позволяет использовать его для крупносерийного производства.
к меню ↑
Ремонт токарно-винторезного станка
Перед отправкой станка на капитальный ремонт, его необходимо очистить от стружки и грязи. Масло и охлаждающую жидкость сливают. Если агрегат не снимают с фундамента, тогда запчасти, заготовки и отдельные детали необходимо убрать.
Токарно-винторезный станок 1М63 советского производства
Если станок отправляют в ремонтный завод, с ним направляют следующие документы:
- Технический паспорт (другие документы от производителя).
- Акт о техническом осмотре.
- Ведомость о сборочных единицах (запчасти), которые направляют с оборудованием.
Запчасти (шкивы, муфты и т.д.) нужно демонтировать, скомплектовать с другими парными деталями и отправить в ремонт. Универсальные принадлежности (патроны, планшайбы, люнеты, делительные головки, оправки, тиски и т.п.) не входят в капитальный ремонт конструкции. Эти запчасти ремонтируются отдельно от станка за дополнительную плату.
Эти запчасти ремонтируются отдельно от станка за дополнительную плату.
Станок должен быть укомплектован всеми деталями независимо от их степени износа.
Технические характеристики станка 1М63
Отсутствующие запчасти изготавливают за дополнительную плату.
Если поступивший в ремонт станок имеет запчасти (или отсутствуют базовые детали) со сквозными трещинами, выломанными стенками, днищами или перегородками его не примут на капитальный ремонт.
Такой случай предполагает составление акта на описание станка, только после этой процедуры возможен восстановительный ремонт по соглашению сторон.
к меню ↑
Обзор сборки и работы токарно-винторезного станка 1М63 (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
Наименование параметров | Ед. | Величины |
Наибольший диаметр изделия, устанавливаемого над станиной | мм | 700 |
Наибольший диаметр изделия, обрабатываемой над станиной | мм | 630 |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 350 |
Наибольший диаметр изделия, обрабатываемой над выемкой станины | мм | 900* |
Наибольшая длина обрабатываемой заготовки | мм | 1500,2000,3000,4000,5000,8000,10000 |
Длина выемки в станине от торца фланца шпинделя | мм | 450* |
Размер конца шпинделя передней бабки по DIN | 11М | |
Количество ступеней частот вращения шпинделя | 22 | |
Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
Пределы частоты вращения шпинделя | об/мин | 10. |
Пределы продольных рабочих подач суппорта | мм/об | 0,033…5,6 |
Пределы поперечных рабочих подач суппорта | мм/об | 0,013…2,064 |
Пределы рабочих подач резцовых салазок | мм/об | 0,010…1,76 |
Пределы шагов нарезаемых метрических резьб | мм | 1…224 |
Пределы шагов нарезаемых дюймовых резьб | ниток/1” | 28-0,25 |
Пределы шагов нарезаемых модульных резьб | модуль | 0,25-56 |
Пределы шагов нарезаемых питчевых резьб | питч | 112…0,5 |
Ускоренное перемещение продольного суппорта | мм/мин | 5,2 |
Ускоренное перемещение поперечного суппорта | мм/мин | 2 |
Наибольший вес устанавливаемой заготовки | кг | 3500 |
Мощность привода главного движения | кВт | 13 |
Габаритные размеры станка 1М63 | ||
– длинна | мм | 3750,4200,5250,6230,7250,10300,12470 |
– ширина | мм | 1780 |
– высота | мм | 1550 |
Масса токарно-винторезного станка 1М63 | кг | 4840,5100,5750,6530,9000,11800,13200 |
 изм.
изм. ..1250
..1250Наименование параметров | Ед. | Величины |
Наибольший диаметр изделия, устанавливаемого над станиной | мм | 700 |
Наибольший диаметр изделия, обрабатываемой над станиной | мм | 630 |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 350 |
Наибольший диаметр изделия, обрабатываемой над выемкой станины | мм | 900* |
Наибольшая длина обрабатываемой заготовки | мм | 1500,2000,3000,4000,5000,8000,10000 |
Длина выемки в станине от торца фланца шпинделя | мм | 450* |
Размер конца шпинделя передней бабки по DIN |
| 11М |
Количество ступеней частот вращения шпинделя | 22 | |
Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
Пределы частоты вращения шпинделя | об/мин | 10. |
Пределы продольных рабочих подач суппорта | мм/об | 0,033…5,6 |
Пределы поперечных рабочих подач суппорта | мм/об | 0,013…2,064 |
Пределы рабочих подач резцовых салазок | мм/об | 0,010…1,76 |
Пределы шагов нарезаемых метрических резьб | мм | 1…224 |
Пределы шагов нарезаемых дюймовых резьб | ниток/1” | 28-0,25 |
Пределы шагов нарезаемых модульных резьб | модуль | 0,25-56 |
Пределы шагов нарезаемых питчевых резьб | питч | 112…0,5 |
Ускоренное перемещение продольного суппорта | мм/мин | 5,2 |
Ускоренное перемещение поперечного суппорта | мм/мин | 2 |
Наибольший вес устанавливаемой заготовки | кг | 3500 |
Мощность привода главного движения | кВт | 13 |
Габаритные размеры станка 1М63 |
| |
– длинна | мм | 3750,4200,5250,6230,7250,10300,12470 |
– ширина | мм | 1780 |
– высота | мм | 1550 |
Масса токарно-винторезного станка 1М63 | кг | 4840,5100,5750,6530,9000,11800,13200 |
 изм.
изм. ..1250
..1250Токарно-винторезный станок 1М63: технические характеристики, паспорт, фото
Содержание статьи:
Разработкой и производством токарно-винторезного станка 1М63 занимался Рязанский станкостроительный завод. Учитывая опыт реализации предыдущих моделей, в этой серии оборудования были внедрены последние разработки того времени. Поэтому станок до сих пор остается одним из самых популярных и востребованных для комплектации мелкосерийных производств, мастерских.
Учитывая опыт реализации предыдущих моделей, в этой серии оборудования были внедрены последние разработки того времени. Поэтому станок до сих пор остается одним из самых популярных и востребованных для комплектации мелкосерийных производств, мастерских.
Конструктивные особенности
Для анализа эксплуатационных возможностей оборудования сначала рекомендуется изучить паспорт. Там же указываются основные техники параметры. Главными качествами станка 1М63, предназначенного для токарной обработки, являются надежности и высокая точность выполнения операций.
Это стало возможным благодаря повышенной жесткости станины, широкому диапазону настроек каретки и настроек шпиндельной бабки. Станок предназначен для выполнения всех типов токарных работ, в том числе – формированию резьбы нескольких типов. При этом можно использовать различные резцы.
В конструкции суппорт имеет механическую подачу, что позволяет выполнять обработку длинных конусов. Кроме этого, можно отметить следующие особенности конструкции станка, подробно описанные в паспорте оборудования:
- быстрое перемещение суппорта в поперечном и продольном направлении. Для осуществления этих манипуляций в конструкции имеется электродвигатель;
- ступенчатый механизм главного движения. Это осуществляется с помощью коробки скоростей, переключение передач в которой осуществляется путем изменения порядка сцепления определенной пары шестерен;
- многофункциональность коробки скоростей. В ней есть механизмы, позволяющие реверсировать движение суппорта. Дополнительно они увеличивают шаг нарезаемой резьбы.
 Для осуществления этих манипуляций в конструкции имеется электродвигатель;
Для осуществления этих манипуляций в конструкции имеется электродвигатель;Станок 1М63 имеет фартук закрытого типа со встроенной системой смазки. Она включает в себя плунжерный насос и распределитель масла. Указатель уровня масла регистрирует текущее состояние процесса, его фактические характеристики. Это важно при ускоренном режиме смещения суппорта.
Если необходимо нарезание точной и специальной резьбы – следует изготовить специальный набор, в который будут входить зубчатые колеса. Они устанавливаются в коробку передач Токарно-винторезный станок 1М63 будет иметь расширенный функционал.

Технические характеристики
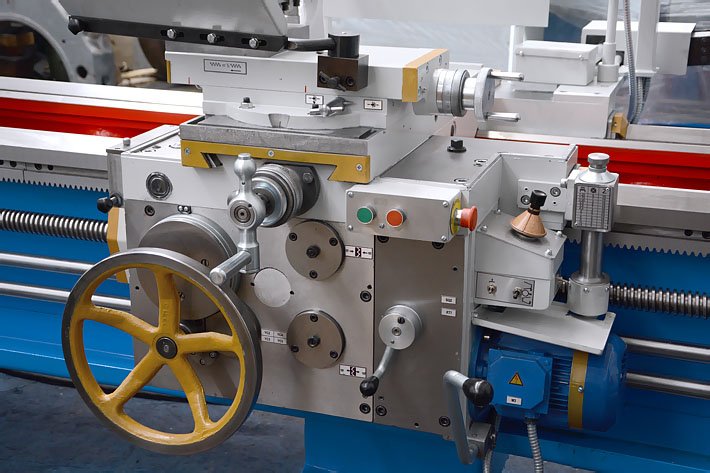
Компоненты станка
Параметры станка токарно-винторезного 1М63 описаны в паспорте. Но для первичного анализа возможностей оборудования следует изучить технические характеристики каждого компонента – шпинделя, подачи.
Габариты станка составляют 353*168*129 см при общей массе конструкции 4300 кг. Согласно принятой классификации ему присвоена точность «Н». Кроме этого, к основным паспортным характеристикам относят максимально допустимые размеры заготовки. Над станиной это значение не должно превышать 63 см, над суппортом – 35 см. Высота центров составляет 31,5 см. Для обработки на станке 1М63 можно устанавливать детали длиной не более 140 см и с массой, не превышающей 2000 кг.
Паспорт также содержит характеристики шпинделя:
- номинальная мощность электродвигателя – 13 кВт;
- частоты вращения. При прямом движении они варьируются от 10 до 1250 об/мин. Во время обратного могут составлять от 18 до 1800 об/мин;
- нормированный диаметр отверстия – 7 см;
- количество скоростей при прямом вращении равно 22, а во время обратного — 11.

В конструкции станка 1М63 предусмотрен механизм принудительного торможения шпинделя. Согласно паспортным данным он состоит из электрической части, которая активируется при нажатии соответствующей кнопки на пульте управления оборудованием. Ознакомиться с внешними параметрами станка можно по фото.
Технические характеристики подачи:
- смещение в продольном направлении составляет 126 см, в поперечном – 40 см;
- резцовые салазки могут перемещаться на 22 см;
- количество подач одинаково для всех направлений и составляет 44;
- пределы продольных подач — от 0,064 до 1,025. Для поперечных этот параметр варьируется от 0,026 до 0,38;
- цена деления лимба для резцовых салазок составляет 0,05 мм.
Установочный чертеж
С помощью станка можно формировать практически все типы резьбы: метрические, дюймовые, питчевые и модульные. Если их характеристики соответствуют паспортным данным – использование дополнительных устройств не нужно.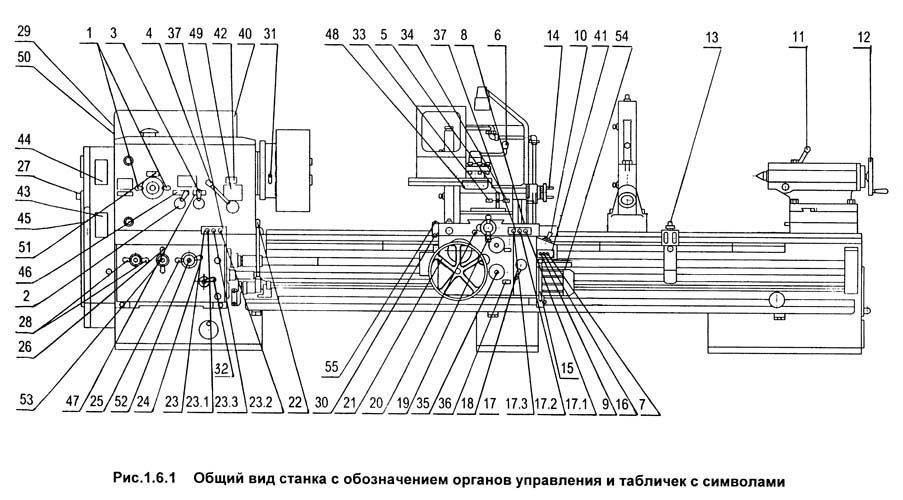
Дополнительно в конструкции станка 1М63 есть системы охлаждения и смазки. Они имеют отдельные силовые агрегаты для подачи жидкостей к ответственным узлам и зонам оборудования. Силовая установка для охлаждения обеспечивает расход 22 л/час, что является оптимальным параметром для станков этого типа.
В видеоматериале показан пример восстановления исходных параметров станка 1М63 путем глобального ремонта:
Токарный станок C10T, аналог 1М63
Описание
Токарный станок C10T производства ZMM Bulgaria Holding предназначен для выполнения токарных работ — точения конусов и нарезание резьбы: метрических, дюймовых. Данная модель станка наиболее подходит для замены ранее очень популярного рязанского станка 1М63. Технические характеристики и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Технические характеристики и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Электрика станка изготовлена немецкой фирмой Schneider Electric. В шпиндельном узле, используются подшипники SKF и FAG. Патроны – Bison (Польша).
Все части станка изготовлены из высококачественной стали, что обеспечивает надежную работу станков и сохранение точности обработки в течение долгих лет.
Возможна поставка станка C10T в исполнении RD — с бесступенчатым регулированием скорости шпинделя. Токарные станки с преобразователем частоты позволяют регулировать скорость вращения шпинделя станка не механическим, а электронным способом, что сокращает время переналадки станка на следующую операцию и позволяет точно подобрать требуемые обороты шпинделя. Электронное регулирование оборотов производится потенциометром находящемся на пульте управления станка, а на коробке скоростей механически выбирается диапазон, в котором происходит регулирование скорости вращения шпинделя токарно-винторезного станка. Данное оборудование также характеризуется большей ремонтопригодностью и простотой обслуживания механической части токарно-винторезного станка т.к. из коробки скоростей исключено большинство механических передач. Благодаря этому производительность станка может быть выше до 35%.
Данное оборудование также характеризуется большей ремонтопригодностью и простотой обслуживания механической части токарно-винторезного станка т.к. из коробки скоростей исключено большинство механических передач. Благодаря этому производительность станка может быть выше до 35%.
Комплектация:
- Комплект роликов для люнета
- Пятипозиционный ограничитель длины
- Электродинамический тормоз
- Ножной тормоз
- Зубчато-ременная передача привода шпинделя передней бабки
- Комплект ключей для обслуживания станка
- Каталог запчастей
- Упаковка станка и узлов в деревянный ящик
Токарно-винторезные станки производства ZMM Bulgaria Holding являются лучшим выбором среди универсальных токарных станков. Производство станков полностью сосредоточено в Болгарии. ZMM Bulgaria Holding – самый большой производитель универсальных токарно-винторезных станков в Европе.
Токарно-винторезные станки ZMM Bulgaria Holding являются более качественными аналогами известных советских станков, таких как ДИП200, ДИП300, ДИП500, 1К62Д, 16К20, 1М63, 16К40, 1Н65 и предназначены для выполнения токарно-винторезных работ — точение конусов и нарезание резьбы: метрических, дюймовых. Технические характеристики и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Монолитная чугунная станина, передняя и задняя бабка, коробка подач, суппорт — все основные части станков изготовлены из высококачественной стали, что обеспечивает надежную работу станков и сохранение точности обработки в течение долгих лет.
Широкая модельная линейка станков может удовлетворить практически любой запрос покупателя. Диаметры обработки от 325 до 1410 мм с длиной обработки до 10. 000мм. Станки могут комплектоваться конусными линейками, УЦИ, различными типами патронов, люнетами. Полные технические характеристики и варианты комплектации вышлем по Вашему запросу.
000мм. Станки могут комплектоваться конусными линейками, УЦИ, различными типами патронов, люнетами. Полные технические характеристики и варианты комплектации вышлем по Вашему запросу.
Больше товаров на нашей станице https://ftechno.prom.ua/
Только зарегистрированные клиенты, купившие этот товар, могут публиковать отзывы.
Токарный станок 1М63: характеристики и устройство
Станок произведен в 1950 году, но насколько старая модель справляется с задачами современной обработки заготовок. Токарный станок 1М63 – ретро модель, она поражает своей эффективностью современных специалистов.
В послевоенный период повышенное внимание уделялось производственным мощностям и повышению качества обработки металлических заготовок. На помощь рядовым низкоэффективным моделям оборудования пришел инновационный станок 1М63. Разработанный рязанскими инженерами агрегат обладал уникальной расширенной функциональностью, это существенно увеличивало продуктивность работы.
Общие сведения
С внедрением модели 1М63 на крупных производствах заготовок были повышены стандарты качества обработки металлов и цветных сплавов. Каждая деталь, изготовленная на новом оборудовании, обладала повышенной долговечностью, точностью изгибов. Погрешность каждой операции сводилась к минимальным значениям.
Установочный чертеж токарного станка
Новый станок 1М63 стал лидером по важнейшим показателям безопасности операций, удобству работы, максимальной производительности. Предназначался он для производственных мощностей и больших нагрузок, но также подходил для индивидуального использования в частных мастерских.
Агрегат способен нарезать и растачивать любую разновидность резьбы на заготовках любого размера. На станке легко обтачивать поверхности металла, цилиндрической формы, обтачивать конусные фасоны, обрезать отверстия, накатывать сетчатое рифление.
Примечательной особенностью оборудования считается значительно увеличенная жесткость главной станины станка. При грамотной настройке шпинделя, рациональному выставлению каретки точность выполнения каждой операции стремиться к максимальной, а надежность результата поражает собственными показателями.
При грамотной настройке шпинделя, рациональному выставлению каретки точность выполнения каждой операции стремиться к максимальной, а надежность результата поражает собственными показателями.
Конструкция токарного станка
Характеристики и особенности станка
Любой завод, закупивший подобное оборудование, выходил на лидирующие позиции по эффективности в собственном регионе. Даже в современных цехах используется модель 1М63 в качестве высокоэффективного средства обработки. Особенностями этого агрегата считаются:
- В работе агрегата используются твердые резцы, они создаются из быстрорежущего металла. Легко работать с инструментом из специальных прочных сплавов.
- Отрегулировать шаг резьбы, осуществить настройку величины подач мастера могут простым способом. За эту регулировку отвечает гитара шестеренок сменного вида, зубчатые колесики основной коробки передач.
- Благодаря увеличенной жесткости каретки, станины и тонкой настройки шпиндельного механизма поддерживается высокая скорость для любой операции.
- Верхняя часть токарно-винторезного станка 1М63 незначительно смещается, это обуславливает возможность вытачивать конусы увеличенной длинны.
- Суппорт передвигается быстро в различных направлениях. Эти движения обеспечивает дополнительный двигатель, он питается от общей сети.

Супорт токарного станка
Параметры агрегата
Технические возможности агрегата ограничиваются следующими допустимыми параметрами:
- согласно ГОСТ точность обработки деталей достигает показателя «H»;
- диаметр обтачиваемых заготовок над суппортом достигает 35 см, обработка над станиной ограничивается 63 см;
- максимальный показатель длины заготовки доходит до 140 см;
- центры оборудования расположены на высоте 31,5 см;
- вращение шпинделя поддерживается на заниженных до 18/1800 оборотов в минуту, это происходит при включении заднего хода. Прямой ход шпинделя осуществляется на оборотах – 10/1250.
- встроенная система торможения играет роль коробки передач, это позволило выделить на станке 22 прямые скорости обработки и 11 обратных.

Токарный станок 1М63
Описание и тонкости использования оборудования
Для допуска любого специалиста к агрегату этому человеку необходимо полностью разобраться с техническими характеристиками токарного станка 1М63. Знание возможностей, основных модулей устройства и правил безопасности становится пропускным билетом к осуществлению первой операции.
Цикл работы:
- начало эксплуатации сопровождается предстартовой проверкой рабочей зоны, ее очистки;
- разбросанные инструменты следует убрать, проверить отсутствие посторонних предметов на станине;
- включить привод необходимо нажатием на кнопку запуска, она расположена рядом с коробкой подач;
- приборная панель оснащена дополнительной кнопкой запуска, это облегчает работу;
- мотор привода отвечает за рабочую подачу оборотов, ускоренное движение обеспечивается дополнительным двигателем.
Пуск основного двигателя производится при выключенном фрикционе.
Устройство фрикционной муфты токарного станка
Любая поломка, ограничивающая работоспособность агрегата, не должна ремонтироваться собственными средствами. Поскольку станок – агрегат повышенной опасности, его ремонт обязан осуществлять квалифицированный мастер.
Характеристики суппорта устройства:
- максимально допустимое перемещение в продольной плоскости равняется 126 см, при поперечном движении допускается отклонение от изначального положения на 40 см;
- резцовая головка одновременно оснащается 4 токарными инструментами;
- поддерживается продольное ускоренное движение суппорта по имеющимся направляющим станины 4,5 м, а в поперечной плоскости – 1,6 м.
Рассматривая лимб, легко обнаружить множество делений, каждое из них соответствует 1 мм в продольной плоскости, 0,05 мм при поперечном передвижении.
При совершении лимбом полного оборота происходит смещение суппорта на 30 см в продольной плоскости, и 5 мм в поперечное отклонение.
Обеспечивает передвижение суппорта механический привод, имеется ручное управление этим модулем, но для ускоренного движения суппорта необходимо применить специальный электродвигатель.
Изначально устройство токарно-винторезного станка 1М63 кажется сложным, но изучение предписаний инструкции позволяет легко овладеть тонкостями работы на этом агрегате.
Преимущества агрегата
Функциональные преимущества, которые выводят станок на лидирующее место, по эффективности:
Стандартная укомплектованная версия 1м63 со временем была доработана, что позволило увеличить точность конечного результата. Такое усовершенствование еще больше увеличило возможности устройства, а также повысило стандарты качества.
Конструктивными особенностями модели, которые обеспечивают высокую эффективность работы, являются:
- Точность обработки обеспечивается тремя факторами, они воплощены инженерами-разработчиками: высокая стабильность температурного режима любой операции, максимальная вибрационная устойчивость, повышенная жесткость всей конструкции.
- Ускоренное нарезание резьбы обеспечивается при использовании реверсивного режима работы, это позволяет увеличить скорость до 30%.
- Уникальная блокировочная система и ограждения рабочей зоны позволили создать безопасные комфортные условия для работников.
- Мощность двигателя превосходит альтернативные модели станков.
- Увеличены допустимые размеры обрабатываемых деталей. Заготовки токарно-винторезного станка 1М63 достигают в длину 10 метров, а масса таких деталей доходит до 3,5 тонны.
- Прочность зубчатых колес увеличена за счет особого изготовления, они выполнены из легированных стальных материалов.

Зубчатое колесо токарного станка 1М63
Полностью укомплектованный станок модели 1М63 обладает необходимой функциональностью, она позволила ему завоевать популярность не только советского пространства, но и зарубежного. В будущем на базе этого технологичного агрегата было разработано множество модификаций, дополнительных рабочих модулей и систем, они по техническим возможностям значительно превосходили базовую комплектацию.
Несмотря на перфекционизм современного оборудования, увеличенные до невозможности их эксплуатационные характеристики, модификации 1М63 используются в цехах по сегодняшний день, при этом обеспечивая обработку тысяч новых заготовок.
Видео по теме: 1М63(ДИП300) токарно винторезный станок
1М63 ручной токарный станок | станкофорвард
1М63 СТАНОК РУЧНОЙ (РЯЗАНЬ)
1М63Н-2 В НАЛИЧИИ!
Вы восхищаетесь легендами о станках? Мы тоже так поступаем, и вот один из них: 1М63Н. Первоначально этот токарный станок был разработан и изготовлен немецкими инженерами Hasse & Wrede в начале 1920-х годов. Тогда у машины было другое название модели. В конце Второй мировой войны все производственные мощности завода по производству токарных станков Hasse & Wrede были перевезены в Рязань, Россия (тогда Советский Союз), чтобы служить основой крупнейшего в России завода по производству токарных станков. Первый станок был выпущен на вновь построенном Рязанском заводе в 1946 году, позже он получил название 1М63Н, и это имя стало известно практически любому машинисту во всех уголках мира. С начала 1950-х годов и примерно до 2010 года тысячи токарных станков 1M63H были отправлены по всему миру. Вероятно, большинство из них сейчас все еще работают в США, Канаде, Германии, Италии, Испании и Турции. На вопрос, в чем может быть причина популярности 1M63H среди машинистских сообществ в разных странах, мы смиренно предлагаем «немецкий технический гений и русское увлечение».На самом деле, каждая единица этого станка спроектирована так, чтобы выдерживать любые мыслимые нагрузки, сохраняя исходную стабильность точности и не требуя особого ухода. В дизайне каждая деталь лаконична по форме, но щедра по материалам и качеству изготовления, что обеспечивает великолепное функционирование. В повседневной жизни мы часто получаем запросы предложений на запасные части 1M63H для машин, построенных в 1960-х годах, а иногда и раньше – все еще работающих без заметного износа или ухудшения точности.
Первый станок был выпущен на вновь построенном Рязанском заводе в 1946 году, позже он получил название 1М63Н, и это имя стало известно практически любому машинисту во всех уголках мира. С начала 1950-х годов и примерно до 2010 года тысячи токарных станков 1M63H были отправлены по всему миру. Вероятно, большинство из них сейчас все еще работают в США, Канаде, Германии, Италии, Испании и Турции. На вопрос, в чем может быть причина популярности 1M63H среди машинистских сообществ в разных странах, мы смиренно предлагаем «немецкий технический гений и русское увлечение».На самом деле, каждая единица этого станка спроектирована так, чтобы выдерживать любые мыслимые нагрузки, сохраняя исходную стабильность точности и не требуя особого ухода. В дизайне каждая деталь лаконична по форме, но щедра по материалам и качеству изготовления, что обеспечивает великолепное функционирование. В повседневной жизни мы часто получаем запросы предложений на запасные части 1M63H для машин, построенных в 1960-х годах, а иногда и раньше – все еще работающих без заметного износа или ухудшения точности. Конечно, за последние 60 лет многие детали были переработаны или улучшены, но в основном машина осталась прежней, по-прежнему поражая молодое поколение инженеров своей замечательной, если не выдающейся, производительностью.1М63Н: спроектирован и изготовлен для длительного использования.
Конечно, за последние 60 лет многие детали были переработаны или улучшены, но в основном машина осталась прежней, по-прежнему поражая молодое поколение инженеров своей замечательной, если не выдающейся, производительностью.1М63Н: спроектирован и изготовлен для длительного использования.
| Технические характеристики | Параметр |
| Качели над станиной | 700 |
| Обработано над станиной | 630 |
| Поворотный механизм над кареткой | 350 |
| Доступная длина между центрами, м | 0,75, 1,5, 2, 3, 4, 5, 8, 10 |
| Диаметр отверстия шпинделя, мм | 105 |
| Количество скоростей шпинделя | 22 |
| Высота режущего инструмента, мм | 40 |
| Количество позиций инструмента | 4 |
| Внутренний конус пиноли задней бабки | Морс 5 |
| Пределы частоты вращения шпинделя, об / мин | 10-1250 |
| Подачи каретки, мм / об: | |
| продольный | 0,033-5,6 |
| Крест | 0,013–2,064 |
| Слайд для инструмента | 0,010–1,76 |
| Пределы шага для нарезания резьбы: | |
| Метрическая, мм | 1-224 |
Витворт, Т. P. I P. I | 28-0,25 |
| Модуль, модуль | 0,25-56 |
| Червяк, диаметральный шаг | 112-0,5 |
| Скорость хода каретки, м / мин: | |
| продольный | 5,2 |
| Крест | 2,0 |
| Усилие резания, кН | 20 |
| Крутящий момент шпинделя, кНм | 3 |
| Максимальный вес заготовки между центрами, кг | 3500 |
| Мощность двигателя главного привода, кВт | 15 |
| Габаритные размеры станка для DBC 3 м, мм: | |
| Длина | 5.240 |
| Ширина | 1,780 |
| Высота | 1,550 |
| Масса станка для ДБК 3 м, кг | 5.240 |
| Стандартное оборудование | Дополнительное оборудование |
| Опора 20-150 мм | Люнет 20-160 мм |
| Люнет 20-350 мм | Люнет 40-215 мм |
| 3-кулачковый патрон ⌀ 400 мм | Люнет 200-410 мм |
| Переключение передач | Приставка коническая |
| Мертвая точка | Быстросменная револьверная головка |
| Цифровое считывание | |
| 4-кулачковый патрон ⌀ 500 мм | |
| Набор ниток | |
| Подушки клиновые | |
| Патрон отвертки | |
| Живой центр |
Покупка токарного станка: основы
Это сообщение в блоге адаптировано из статьи, опубликованной в приложении для печати Machine / Shop за февраль 2018 г. к Modern Machine Shop .
к Modern Machine Shop .
Одной из ключевых характеристик токарного станка, в отличие от вертикального или горизонтального фрезерного станка, является то, что деталь вращается, в отличие от инструмента. Таким образом, токарные работы часто называют токарными. Таким образом, токарная обработка – это процесс обработки, используемый для изготовления круглых цилиндрических деталей. Токарные станки обычно используются для уменьшения диаметра заготовки до определенного размера и получения гладкой поверхности. По сути, режущий инструмент приближается к вращающейся заготовке, пока она не начнет отслаивать поверхность, когда он движется линейно поперек стороны (если деталь представляет собой вал) или поперек поверхности (если деталь имеет форму барабана).
Очень немногие токарные станки сегодня не управляются ЧПУ, хотя вы все еще можете купить токарный станок с ручным управлением. Токарный станок с ЧПУ, оснащенный средствами для автоматической смены инструментов, например револьверной головкой, правильнее называть токарным центром. Токарные центры с ЧПУ доступны в широком диапазоне размеров и возможностей: от простых двухкоординатных токарных станков, которые перемещаются только по осям X и Y, до более сложных многоосевых токарных центров, способных выполнять сложные четырехосные токарные операции, фрезерование и т. Д. сверление, нарезание резьбы и растачивание отверстий – все за одну операцию.
Токарные центры с ЧПУ доступны в широком диапазоне размеров и возможностей: от простых двухкоординатных токарных станков, которые перемещаются только по осям X и Y, до более сложных многоосевых токарных центров, способных выполнять сложные четырехосные токарные операции, фрезерование и т. Д. сверление, нарезание резьбы и растачивание отверстий – все за одну операцию.
Базовая конфигурация токарного станка
Базовый двухкоординатный токарный станок состоит из передней бабки со шпинделем, патрона для удержания детали, станины токарного станка, каретки и поперечных суппортов, револьверной головки и задней бабки. Хотя у большинства токарных станков есть подвижная задняя бабка для поддержки заготовки в конце, вдали от патрона, не все станки поставляются с этой функцией в стандартной комплектации. Однако задняя бабка особенно полезна, когда заготовка относительно длинная и тонкая. Если в этом случае не использовать заднюю бабку, это может вызвать «дребезжание», которое оставляет характерные следы на поверхности детали. Без опоры деталь может стать конической, так как она может чрезмерно изгибаться под давлением инструмента во время резки.
Без опоры деталь может стать конической, так как она может чрезмерно изгибаться под давлением инструмента во время резки.
Рассматривая возможность добавления задней бабки к токарному станку, обратите внимание не только на текущую выполняемую работу, но и на размер будущей работы. В случае сомнений включите заднюю бабку при первоначальной покупке машины. Эта рекомендация, скорее всего, избавит от головной боли и сэкономит средства на ее установке позже.
Технические характеристики машины
Независимо от того, сколько осей движения требуется, при оценке покупки любого токарного станка цех должен в первую очередь учитывать размер, вес, геометрическую сложность, требуемую точность и материал обрабатываемых деталей.Также следует учитывать ожидаемое количество деталей в каждой партии.
Общим для всех покупок токарных станков является вопрос о размере патрона, который может удерживать предполагаемые детали. Для токарных центров патроны обычно имеют диаметр от 5 до 66 дюймов или даже больше. Когда детали или стержень должны выходить через заднюю часть патрона, важна максимальная пропускная способность шпинделя или стержня. Машины, разработанные с опциями «большого диаметра», доступны, если стандартный размер сквозного отверстия недостаточно велик.
Когда детали или стержень должны выходить через заднюю часть патрона, важна максимальная пропускная способность шпинделя или стержня. Машины, разработанные с опциями «большого диаметра», доступны, если стандартный размер сквозного отверстия недостаточно велик.
Следующей важной характеристикой является диаметр поворота или максимальный диаметр поворота. Эта цифра указывает на деталь наибольшего диаметра, которая может поместиться в патрон и при этом качаться над станиной, не задевая. Не менее важна максимальная требуемая длина точения. Этот размер заготовки определяет необходимую длину станины станка. Обратите внимание, что максимальная длина поворота не совпадает с длиной станины. Например, если обрабатываемая деталь имеет длину 40 дюймов, станина станка должна быть намного длиннее, чтобы эффективно поворачивать эту деталь по всей длине.
Наконец, количество обрабатываемых деталей и требуемая точность являются основными факторами, определяющими возможности и качество станка. Для станков с высокой производительностью требуются высокоскоростные оси X и Y с соответствующей скоростью перемещения. Машины для работы с жесткими допусками предназначены для контроля теплового дрейфа ШВП и ключевых компонентов. Конструкция машины также может быть спроектирована так, чтобы минимизировать тепловое расширение.
Для станков с высокой производительностью требуются высокоскоростные оси X и Y с соответствующей скоростью перемещения. Машины для работы с жесткими допусками предназначены для контроля теплового дрейфа ШВП и ключевых компонентов. Конструкция машины также может быть спроектирована так, чтобы минимизировать тепловое расширение.
Это первая часть из четырех статей о покупке токарных станков.
Узнайте больше о приобретении нового обрабатывающего центра, посетив Центр знаний Techspex, « . Руководство по покупке станков ».
Токарно-револьверный станокпротив токарно-револьверного станка
Головка токарного станка: Головка токарного станка с револьверной головкой похожа на головку токарного станка с двигателем, но больше и тяжелее по конструкции с более широким спектром […] токарных станков с инструментальным цехом (3) Токарные станки с инструментальным цехом используются для обработки цанговых патронов 5C и точных чистовых операций . Башня. Глава XV Токарные станки. Однако, если вы потратите больше денег заранее, вы легко сможете окупить эти затраты – а может быть и больше – за счет экономии времени на производственных циклах. Однако за эти годы было внесено несколько поправок. Токарные станки для двигателей используются для тяжелых работ и предлагают тяжелые литые станины станков со встроенными системами охлаждения и ножными тормозами. Седло башни и вспомогательный затвор. Токарный станок для двигателей, который достаточно мал, чтобы его можно было использовать на столе, часто называют настольным токарным станком, а не токарным станком для двигателей.В токарном станке с револьверной головкой револьверная головка устанавливается над ползуном, а она – над суппортом. Преимущества и недостатки клепаных соединений, Преимущества и недостатки твердого топлива, Преимущества и недостатки жидкого топлива, Разница между жесткой и гибкой муфтой, Разница между электрохимической серией и гальванической серией, Полная форма образования и связанные термины.
Башня. Глава XV Токарные станки. Однако, если вы потратите больше денег заранее, вы легко сможете окупить эти затраты – а может быть и больше – за счет экономии времени на производственных циклах. Однако за эти годы было внесено несколько поправок. Токарные станки для двигателей используются для тяжелых работ и предлагают тяжелые литые станины станков со встроенными системами охлаждения и ножными тормозами. Седло башни и вспомогательный затвор. Токарный станок для двигателей, который достаточно мал, чтобы его можно было использовать на столе, часто называют настольным токарным станком, а не токарным станком для двигателей.В токарном станке с револьверной головкой револьверная головка устанавливается над ползуном, а она – над суппортом. Преимущества и недостатки клепаных соединений, Преимущества и недостатки твердого топлива, Преимущества и недостатки жидкого топлива, Разница между жесткой и гибкой муфтой, Разница между электрохимической серией и гальванической серией, Полная форма образования и связанные термины. Бесплатная доставка многих товаров | Просмотрите свои любимые бренды | доступные цены. Глава XV Токарные станки.Менять режущий инструмент не нужно. Токарно-револьверный станок – это быстрый станок. С другой стороны, токарно-револьверный станок – это машина массового производства. Токарный станок с двигателем – это обычный токарный станок по металлу с ручным управлением. Инструмент заменяется согласно работе или требованию. Стандартный токарный станок имеет одну стойку для инструмента, установленную на поперечных суппортах. Чтобы сменить инструмент, необходимо отстегнуть существующий инструмент и заменить его другим. Глава XV Токарные станки. этого Руководства. Фактически, без этого типа токарного станка не встретишь ни одного механического цеха.Токарные станки для двигателей включают почти все остальное. 2. Вы также можете щелкнуть заголовок столбца, чтобы отсортировать списки. Это тяжеловесная машина. Они способны обеспечивать биение шпинделя в пределах 50 миллионных долей дюйма или выше.
Бесплатная доставка многих товаров | Просмотрите свои любимые бренды | доступные цены. Глава XV Токарные станки.Менять режущий инструмент не нужно. Токарно-револьверный станок – это быстрый станок. С другой стороны, токарно-револьверный станок – это машина массового производства. Токарный станок с двигателем – это обычный токарный станок по металлу с ручным управлением. Инструмент заменяется согласно работе или требованию. Стандартный токарный станок имеет одну стойку для инструмента, установленную на поперечных суппортах. Чтобы сменить инструмент, необходимо отстегнуть существующий инструмент и заменить его другим. Глава XV Токарные станки. этого Руководства. Фактически, без этого типа токарного станка не встретишь ни одного механического цеха.Токарные станки для двигателей включают почти все остальное. 2. Вы также можете щелкнуть заголовок столбца, чтобы отсортировать списки. Это тяжеловесная машина. Они способны обеспечивать биение шпинделя в пределах 50 миллионных долей дюйма или выше. Питаться от. Токарные станки для двигателей используются для тяжелых работ и предлагают тяжелые литые станины станков со встроенными системами охлаждения и ножными тормозами. Другие статьи, где обсуждается Токарный станок для двигателей: Токарный станок: На токарном станке для двигателей инструмент зажимается на поперечных суппортах, которые приводятся в движение по прямым траекториям, параллельным или перпендикулярно рабочей оси.для привода шпинделя и других частей, тогда как шпиндельный и револьверный токарный станок требует большой мощности, например 15 л.с. Токарно-карусельные станки и револьверные станки – это усовершенствованные станки для двигателей, которые могут использоваться как для крупносерийного производства, так и для выполнения больших работ. Токарно-револьверный станок – еще один металлообрабатывающий станок, но он построен специально для массового производства. Работа поддерживается на “торце” … Передняя бабка токарно-револьверного станка по конструкции аналогична токарному станку для двигателя, но имеет более широкий диапазон скоростей.
Питаться от. Токарные станки для двигателей используются для тяжелых работ и предлагают тяжелые литые станины станков со встроенными системами охлаждения и ножными тормозами. Другие статьи, где обсуждается Токарный станок для двигателей: Токарный станок: На токарном станке для двигателей инструмент зажимается на поперечных суппортах, которые приводятся в движение по прямым траекториям, параллельным или перпендикулярно рабочей оси.для привода шпинделя и других частей, тогда как шпиндельный и револьверный токарный станок требует большой мощности, например 15 л.с. Токарно-карусельные станки и револьверные станки – это усовершенствованные станки для двигателей, которые могут использоваться как для крупносерийного производства, так и для выполнения больших работ. Токарно-револьверный станок – еще один металлообрабатывающий станок, но он построен специально для массового производства. Работа поддерживается на “торце” … Передняя бабка токарно-револьверного станка по конструкции аналогична токарному станку для двигателя, но имеет более широкий диапазон скоростей. Токарный станок для двигателя. В отличие от станков, токарных станков для двигателей и токарных станков для инструментальных цехов, на которых каждый Смена инструмента требовала некоторой настройки, а траектория инструмента должна была тщательно контролироваться оператором, токарно-револьверные станки позволяли повторять множественные смены инструмента и траектории одного цикла обработки детали с минимальными затратами времени и усилий.Инструментальный токарный станок дороже токарного станка для двигателей. Токарный станок для двигателей – это универсальный станок, способный выполнять любые виды работ с различными размерами и формами. В токарно-револьверном станке револьвер можно перемещать по всей длине. Башня сначала имела круглую форму и вращалась на вертикальном шарнире, который имел стяжную гайку, благодаря чему ее можно было удерживать в любом желаемом положении. Токарно-револьверный станок имеет шестигранную головку. Токарно-револьверный станок он действует как производственные машины, в то время как токарный станок для двигателей используется для различных типов случайных работ в определенных пределах.
Токарный станок для двигателя. В отличие от станков, токарных станков для двигателей и токарных станков для инструментальных цехов, на которых каждый Смена инструмента требовала некоторой настройки, а траектория инструмента должна была тщательно контролироваться оператором, токарно-револьверные станки позволяли повторять множественные смены инструмента и траектории одного цикла обработки детали с минимальными затратами времени и усилий.Инструментальный токарный станок дороже токарного станка для двигателей. Токарный станок для двигателей – это универсальный станок, способный выполнять любые виды работ с различными размерами и формами. В токарно-револьверном станке револьвер можно перемещать по всей длине. Башня сначала имела круглую форму и вращалась на вертикальном шарнире, который имел стяжную гайку, благодаря чему ее можно было удерживать в любом желаемом положении. Токарно-револьверный станок имеет шестигранную головку. Токарно-револьверный станок он действует как производственные машины, в то время как токарный станок для двигателей используется для различных типов случайных работ в определенных пределах. Токарный станок для двигателя. Вертикальные токарные станки с револьверной головкой изготавливаются из очень устойчивой базовой рамы, на которой… Вертикальные токарные станки с револьверной головкой являются самыми большими доступными токарными станками и нуждаются в очень мощных базовых станках с вертикальной револьверной головкой – конструкция. «Это основано на том, что клиенты видят преимущества прочных и… Эти станки можно заказать как простые токарные станки с револьверной головкой без какого-либо стола, шкафа или привода; они могут быть установлены на столешнице Formica-top или могут быть установлены на сварном стальном шкафу. Жесткая муфта в некоторых случаях, называемая муфтой или муфтой муфты, экономична и в основном предназначена для выровненных ш… Электрохимическая серия представляет собой упорядоченный перечень стандартных потенциалов электрода полуэлементов, а гальваническая серия – это упорядоченный перечень коррозионных … Гальваника – это процесс покрытия листового железа или стали тонким цинковым покрытием во избежание ржавчины.
Токарный станок для двигателя. Вертикальные токарные станки с револьверной головкой изготавливаются из очень устойчивой базовой рамы, на которой… Вертикальные токарные станки с револьверной головкой являются самыми большими доступными токарными станками и нуждаются в очень мощных базовых станках с вертикальной револьверной головкой – конструкция. «Это основано на том, что клиенты видят преимущества прочных и… Эти станки можно заказать как простые токарные станки с револьверной головкой без какого-либо стола, шкафа или привода; они могут быть установлены на столешнице Formica-top или могут быть установлены на сварном стальном шкафу. Жесткая муфта в некоторых случаях, называемая муфтой или муфтой муфты, экономична и в основном предназначена для выровненных ш… Электрохимическая серия представляет собой упорядоченный перечень стандартных потенциалов электрода полуэлементов, а гальваническая серия – это упорядоченный перечень коррозионных … Гальваника – это процесс покрытия листового железа или стали тонким цинковым покрытием во избежание ржавчины. … Для подачи на инструмент… ДВИГАТЕЛЬ ТОКАРНО-ТОКАРНЫЙ СТАНОК: НАПРАВЛЕНИЕ ВРАЩЕНИЯ В основном против часовой стрелки: он может вращаться в обоих направлениях. Mechanicalfunda.com – это платформа, ориентированная на машиностроение, управляемую Джеем Соланки, который имеет степень бакалавра технических наук в области машиностроения в NIT и в настоящее время получает степень магистра делового администрирования в Международном университете Symbiosis.Преимущество токарно-револьверного станка №4: больше операций, осей и сложности деталей. Шаг 5. В токарном станке с револьверной головкой можно выполнять комбинированные пропилы, в то время как в центральном токарном станке такое расположение довольно редко. Требуется меньшая мощность, поскольку эти машины предназначены для выполнения одной операции за раз. Современный токарный станок с подвижным резцедержателем может нарезать резьбу разного шага. Название настольного токарного станка подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки).
… Для подачи на инструмент… ДВИГАТЕЛЬ ТОКАРНО-ТОКАРНЫЙ СТАНОК: НАПРАВЛЕНИЕ ВРАЩЕНИЯ В основном против часовой стрелки: он может вращаться в обоих направлениях. Mechanicalfunda.com – это платформа, ориентированная на машиностроение, управляемую Джеем Соланки, который имеет степень бакалавра технических наук в области машиностроения в NIT и в настоящее время получает степень магистра делового администрирования в Международном университете Symbiosis.Преимущество токарно-револьверного станка №4: больше операций, осей и сложности деталей. Шаг 5. В токарном станке с револьверной головкой можно выполнять комбинированные пропилы, в то время как в центральном токарном станке такое расположение довольно редко. Требуется меньшая мощность, поскольку эти машины предназначены для выполнения одной операции за раз. Современный токарный станок с подвижным резцедержателем может нарезать резьбу разного шага. Название настольного токарного станка подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки). Токарный станок – это действительно проверенный временем инструмент, который на протяжении сотен лет используется для производства деталей для машин, мебели и многих других предметов. установив их на стойку инструмента, заднюю бабку или и то, и другое. Стандартный токарный станок имеет ступенчатый шкив или редуктор для различных скоростей шпинделя, шестерни для привода каретки, которая поддерживает режущие инструменты, и заднюю бабку для поддержки длительной работы и сверления отверстий в работе, поддерживаемой шпинделем. Если инструмент установлен один раз, то изменение не требуется. 1) Что такое токарно-револьверный станок? Токарно-револьверный станок – это полуавтомат.Токарно-револьверный станок – это токарный станок по металлу, в котором используются сменные режущие инструменты. Давайте глубже рассмотрим сравнение и разницу между ними. Токарные станки для двигателей хороши тем, что… 13. Здесь вы можете скачать PDF-файл, который я прикрепил сюда. Глава XV Токарные станки. Это легкий станок, который используется для обработки небольших деталей.
Токарный станок – это действительно проверенный временем инструмент, который на протяжении сотен лет используется для производства деталей для машин, мебели и многих других предметов. установив их на стойку инструмента, заднюю бабку или и то, и другое. Стандартный токарный станок имеет ступенчатый шкив или редуктор для различных скоростей шпинделя, шестерни для привода каретки, которая поддерживает режущие инструменты, и заднюю бабку для поддержки длительной работы и сверления отверстий в работе, поддерживаемой шпинделем. Если инструмент установлен один раз, то изменение не требуется. 1) Что такое токарно-револьверный станок? Токарно-револьверный станок – это полуавтомат.Токарно-револьверный станок – это токарный станок по металлу, в котором используются сменные режущие инструменты. Давайте глубже рассмотрим сравнение и разницу между ними. Токарные станки для двигателей хороши тем, что… 13. Здесь вы можете скачать PDF-файл, который я прикрепил сюда. Глава XV Токарные станки. Это легкий станок, который используется для обработки небольших деталей. В следующих нескольких статьях мы более подробно рассмотрим эти токарно-револьверные станки и увидим, как их можно использовать для самых разных целей, используя различные… То же самое здесь количество операций может… Токарно-револьверный станок.Общее описание токарного станка с револьверной головкой – пример работы токарного станка с револьверной головкой – Обработка маховиков на токарном станке с револьверной головкой – Чистовая обработка маховика за одну настройку на токарном станке с револьверной головкой – Чистовая обработка маховика с перемычкой в двух настройках – Инструменты для токарных револьверных станков – Инструменты с коробкой – Примеры ящиков – Токарная обработка инструмента – Полые фрезы – Разблокирование держателей штампов и метчиков – Самораскрывающиеся штампы – Разборные метчики – Токарный станок с револьверной головкой разного назначения… Поперечные суппорты и суппорты. Токарно-револьверный станок тяжелее токарно-револьверного станка. Токарные станки для двигателей.
В следующих нескольких статьях мы более подробно рассмотрим эти токарно-револьверные станки и увидим, как их можно использовать для самых разных целей, используя различные… То же самое здесь количество операций может… Токарно-револьверный станок.Общее описание токарного станка с револьверной головкой – пример работы токарного станка с револьверной головкой – Обработка маховиков на токарном станке с револьверной головкой – Чистовая обработка маховика за одну настройку на токарном станке с револьверной головкой – Чистовая обработка маховика с перемычкой в двух настройках – Инструменты для токарных револьверных станков – Инструменты с коробкой – Примеры ящиков – Токарная обработка инструмента – Полые фрезы – Разблокирование держателей штампов и метчиков – Самораскрывающиеся штампы – Разборные метчики – Токарный станок с револьверной головкой разного назначения… Поперечные суппорты и суппорты. Токарно-револьверный станок тяжелее токарно-револьверного станка. Токарные станки для двигателей. Токарный станок для двигателей со специальными характеристиками, такими как повышенная точность, точный контроль скорости резания и повышенная жесткость, может называться токарным станком для инструментального цеха.Токарный станок для инструментального отделения: Токарный станок для инструментального отделения аналогичен токарному станку для двигателя, но его… перемещение инструмента на токарном станке можно контролировать вручную. С другой стороны, токарно-револьверные станки могут иметь несколько режущих инструментов одновременно. Но токарно-револьверные станки уникальны… Это модифицированная версия моторотокарного станка. Металл обтачивается, и станок использует специальные режущие инструменты для создания нужной формы. РЕКЛАМА: Следующие пункты выделяют три основные части токарно-револьверного станка. Токарно-револьверный станок используется для тяжелых и средних работ, тогда как токарно-карусельный станок подходит для малых и тяжелых работ.Он стал модным еще в конце 19 века, когда был впервые задуман.
Токарный станок для двигателей со специальными характеристиками, такими как повышенная точность, точный контроль скорости резания и повышенная жесткость, может называться токарным станком для инструментального цеха.Токарный станок для инструментального отделения: Токарный станок для инструментального отделения аналогичен токарному станку для двигателя, но его… перемещение инструмента на токарном станке можно контролировать вручную. С другой стороны, токарно-револьверные станки могут иметь несколько режущих инструментов одновременно. Но токарно-револьверные станки уникальны… Это модифицированная версия моторотокарного станка. Металл обтачивается, и станок использует специальные режущие инструменты для создания нужной формы. РЕКЛАМА: Следующие пункты выделяют три основные части токарно-револьверного станка. Токарно-револьверный станок используется для тяжелых и средних работ, тогда как токарно-карусельный станок подходит для малых и тяжелых работ.Он стал модным еще в конце 19 века, когда был впервые задуман. Токарные станки с шпилем и револьверной головкой – это развитие токарного станка для двигателей. Токарно-револьверный станок состоит из: станины; Передняя бабка с редуктором; Предусмотрено седло, на котором установлена 4-позиционная стойка для инструментов для размещения 4 различных инструментов. Инструмент токарного станка и револьверной головки центрируется автоматически, тогда как инструмент токарного станка двигателя центрируется вручную после смены инструмента. Большое время начальной настройки по сравнению с токарным станком для двигателей. Термины “токарный центр”, “токарный станок для двигателя” и “токарный станок” относятся к базовому типу токарного станка, который можно считать типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Однако за эти годы было внесено несколько поправок. Токарный станок по металлу – сложный станок, полный шестерен и винтов, которые должны оставаться на 100% точными. 13 дюймов x 40 дюймов подержанный токарный станок с револьверной головкой America, Mdl. В оригинальном токарном станке для двигателей каретка улавливала всю пыль и грязь. Токарный станок для двигателей успешно помогает нам сверлить различные детали оборудования. Токарно-револьверный станок по существу состоит из тех же частей, что и токарный станок для двигателей, за исключением револьверной головки. Глава XV Токарные станки. Они не подходят там, где нужно обработать только одну или несколько работ.В токарно-револьверном станке револьверная головка установлена над суппортом как единое целое. 1. Револьверы могут быть добавлены к токарным станкам без револьверной головки (стационарные токарные станки, токарные станки для двигателей, токарные станки для инструментальных цехов и т. Д.) Обзор токарного станка JET 1221VS. Это связано с преимуществом гибкости револьверных головок, но они кажутся хорошо подходящими для более сложных станков, которые оснащены двумя шпинделями, несколькими осями и другими функциями для размещения деталей, которые в противном случае потребовали бы нескольких настроек. Как и традиционные токарные станки, он прижимает неподвижный режущий инструмент к вращающейся заготовке.Револьверная головка перемещается поперечно в револьверном станке. Поэтому качество сборки и подходящие материалы, из которых изготовлен токарный станок, очень важны. Головка приклад 2. Принцип работы этого токарного станка заключается в том, что на суппорте установлено несколько инструментов. Лучший токарный станок Бенджамина… Он используется как элемент совместной структуры. В токарном станке для двигателей мы выполняем операции индивидуально, но в токарном станке с приводом мы можем выполнять несколько операций за раз. В токарном станке с револьверной головкой и одноразовой настройкой работы вы не должны менять инструменты, а в токарном станке для двигателя вы можете менять инструменты в соответствии с вашими требованиями.В токарно-револьверном станке максимальный размер прутка составляет до 200 мм. Он имеет револьверную головку для удержания различных режущих инструментов и используется для серийного производства дублирующих деталей. 1340 VS, 3-кулачковый патрон, система охлаждающей жидкости, брызговик, стойка для инструмента, мощность: 5, Совершенно новый VFD (частотно-регулируемый привод)… Шпиль и револьверный станок обычно не оснащены ходовыми винтами для нарезания резьбы, как в токарном станке для двигателя. Требуется меньшая мощность, поскольку эти машины предназначены для выполнения одной операции за раз. Это вписалось бы в магазин намного проще, чем №5 Джонс и Ламсон.. Похоже, это примерно 16-дюймовый токарный станок с приличным отверстием шпинделя по цене менее хорошей 13-дюймовой импортной столешницы. Револьверная головка Не может двигаться поперечно в токарном станке. Требуется в 4-5 раз больше мощности из-за одновременного выполнения 2-3 операций. Как правило, токарные станки с вертикальной револьверной головкой требуют массивного цементного фундамента для обеспечения безопасной работы. Забрав смену инструмента и управление траекторией инструмента из рук… Разница между токарно-токарным станком с двигателем и токарным станком с двигателем. С тех пор Модслей продолжал совершенствовать токарный станок, и в 1800 году он заменил треугольную станину из стального прутка твердой чугунной станиной, и… В револьверном станке револьверная головка может перемещаться поперечно (в поперечном направлении станины в некоторых револьверных головках токарный станок).EmoticonEmoticon, Сегодня в этой лекции по машиностроению мы узнали о том, что такое. Токарный станок с двигателем: 1. 3. 12. Движение револьвера регулируется автоматически. Условия, возникающие в результате разнообразия работ, выполняемых в данном руководстве, представлены на страницах с 11 по 26 магазина. Источник: Chestofbooks.com. Представлены восемь шагов по повышению безопасности на этих конкретных работах, включая чтение и применение … Постель. Токарный станок для двигателя в основном используется для завершения процесса токарной обработки. Токарный станок с кабиной против токарного станка с револьверной головкой.Токарно-револьверный станок может быть оснащен широким спектром стандартного инструмента, что значительно сокращает время и трудность настройки станка по сравнению с более крупным оборудованием. Чтобы начать новый бизнес на основе токарных станков, нужно иметь четкое представление… Продолжить чтение Токарный револьверный станок против токарного станка для двигателя Станина представляет собой длинную коробку, похожую на отливку… Найдите элементы, используя следующие параметры поиска. В токарном станке с револьверной головкой и одноразовой настройкой работы вы не должны менять инструменты, а в токарном станке для двигателя вы можете менять инструменты в соответствии с вашими требованиями.Есть много вариантов токарных станков по металлу, в том числе токарный центр / токарный станок с двигателем / токарный станок, токарный станок для инструментальных цехов, токарный станок с револьверной головкой, токарный станок с несколькими шпинделями, многошпиндельный токарный станок, токарный станок с ЧПУ / токарный центр с ЧПУ, токарный станок швейцарского типа, комбинированный токарный станок, мини-токарный станок, Тормозной токарный станок, колесотокарный станок, токарный станок, вертикальный токарный станок и масляный токарный станок. Токарно-револьверный станок подходит для массового производства, в то время как токарный станок для двигателей не подходит для этого. Читать далее Револьверно-токарный станок против моторно-токарного станка. В этой лекции по машиностроению сегодня мы узнали о различиях между токарно-револьверными станками и токарными станками.Сила, действующая на тело, может вызвать изменение либо формы, либо движения тела. Единицей силы в системе СИ является Ньютон (Н), а в системе СГС – дин. Ни одно твердое тело не является абсолютно твердым, а когда сила равна Применительно к нему происходят изменения размеров. Такие изменения не всегда заметны человеческому глазу, поскольку они незначительны. Глава xv токарные станки с двигателем wasino токарный станок модели led 15a на продажу в plainville ct 4854541837 объявления xiii по прядению металла. Моторно-токарный станок требовал мотора 3 л.с.Впервые в 1860 году Пратт и Уитни разработали токарный станок с шпилем. Каретка или поперечно-суппорт 3. Путем смены головок токарно-револьверный станок может выполнять более одной операции подряд. Преобразование Преобразование Затраты на рабочую силу, необходимые для работы на токарном станке с револьверной головкой и револьверной головкой, меньше, чем на центрально-токарный станок. моторные и револьверные станки. Это пример развития технологий в обрабатывающей промышленности. Токарные станки с двигателем были популярны в кузнечных мастерских XIX и XX веков и широко используются до сих пор.Диапазон поворота на этих токарных станках составляет от 13 дюймов и больше. Головка станка представляет собой шестиугольную головку, которую можно вращать для изменения операции без ручного изменения, включая токарную обработку, торцевую поверхность, расточку и развёртывание. Требуется токарный станок с двигателем меньше времени на установку: 4. Диапазон поворота на этих токарных станках от 13 дюймов и больше. Помимо самого токарного станка, вам также понадобится подходящий компьютер для запуска программного обеспечения, что требует дополнительных затрат. В заготовку можно вставить несколько инструментов.Превращение. Когда он смешивается с маслом в станке, он создает шлифовальные движения, когда каретка перемещается вперед и назад, в то время как… Токарный станок с револьверной головкой имеет револьверную головку вместо задней бабки. Некоторое время назад эта машина была профессионально восстановлена и куплена для восстановления с использованием моего HC2 в качестве донора, но этого не произошло. Термины “токарный центр”, “токарный станок для двигателя” и “токарный станок” относятся к базовому типу токарного станка, который можно считать типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Токарные и токарные станки – Двигатели токарные станки на продажу – У нас есть 480 списков на Двигательные токарные станки, перечисленные ниже. Большое отверстие шпинделя (1) Миниатюрный токарный станок (3) Миниатюрные токарные станки, также известные как миниатюрные токарные станки, используются для обработки мелких деталей. Это, наверное, самые популярные среди токарных станков. Есть много вещей, которые вы должны заплатить … В оригинальном токарном станке для двигателей каретка собирала всю пыль и грязь. Токарный станок с револьверной головкой и шпилем. Диапазон скорости вращения шпинделя составляет от очень низкой до довольно высокой, вплоть до 2500 об / мин.A: – Токарные станки с револьверной головкой являются естественным развитием токарных станков для двигателей, в которых задняя бабка заменена многопозиционной инструментальной головкой со сменными позициями, называемой шпилем или револьверной головкой. Задняя бабка токарного станка только для одного инструмента ограниченного размера. 3. Токарный станок с двигателем Wasino… Мы изучили 17 точек различий. Есть три основных типа токарных станков: токарные станки для двигателей, токарно-револьверные станки и токарные станки специального назначения. Этот станок поддерживает различные операции и может производить… Эта статья рассмотрела… Читать далее Обзор токарного станка JET 1221VS.Другими словами, он используется для обработки деталей диаметром до 60 мм. Каждый из этих токарных станков имеет определенные области применения и отличительные характеристики. В качестве такого полезного оборудования он получил множество модификаций и усовершенствований, чтобы сделать токарные станки более простыми в использовании и … В токарно-револьверном станке число скоростей больше, в токарном станке двигателя число скоростей меньше. Токарный станок двигателя. Токарный станок с револьверной головкой: даже токарный станок с револьверной головкой слишком продвинут по сравнению с токарным станком с двигателем. Это особенно актуально, если вам нужно… ДВИГАТЕЛЬ ТОКАРНЫЙ СТАНОК: КАПСТАН И ТОКАРНЫЙ СТАНОК: Направление вращения в основном против часовой стрелки: он может вращаться в обоих направлениях.Автор сообщения: obaidul @ 137_lpr; Категория публикации: Без рубрики; Ничто не заменит высококачественный токарный станок по дереву для сглаживания древесины или придания дереву другой формы для изготовления художественной мебели. Он в основном используется при шлифовании, работе с инструментом, калибрами штампов и при обработке, где требуется точность. Пункты: токарно-револьверный станок по сравнению с токарным станком для двигателя, разница между токарно-револьверным станком и токарным станком для двигателя, сжатие между токарно-револьверным станком и токарным станком для двигателя, разница между двигателем и токарным станком объясняется ниже.Токарный станок с шпилем и токарный станок с револьверной головкой… Ниже приведены основные части токарного станка с шпилем и револьверной головки, станины. Скорее, токарно-револьверный станок может автоматически переключаться на соответствующий режущий инструмент, что ускоряет и повышает эффективность производственных процессов для производственных компаний. Токарный станок для двигателей – это тип оборудования, имеющего горизонтальную форму, и он часто используется для резки металла. Получите лучшие предложения на токарно-револьверный станок, делая покупки в самом большом онлайн-ассортименте на eBay.com. Заклепка – это цилиндрическое механическое соединение с головкой.Для подачи на инструмент перемещается ползун. У них могут быть колебания от 3 до 9 дюймов. Существует несколько классификаций токарных станков с револьверной головкой, и есть еще одна категория токарных станков, известных как токарные станки с револьверной головкой, которые очень похожи на токарные станки с револьверной головкой, но имеют некоторые основные различия между ними. Токарно-револьверный станок оборудован для быстрой смены режущих инструментов. Это похоже на токарно-револьверный станок. В токарно-револьверном станке для удержания заготовки используются куски кулачков с механическим приводом.Часть №1. Здравствуйте, друзья, меня зовут Рошан Намдео Вадже, я основатель mechstudy. Здесь я делюсь информацией о машиностроении. Большое спасибо за ваше драгоценное время. Передняя бабка. Стоимость инструмента токарно-револьверного станка высока. ГЛУБОКОЕ сверление и удаление стружки намного проще на токарно-револьверном станке, чем на токарном станке для двигателя. Название настольного токарного станка подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и больше, чем мини станки или микротокарные станки). 11.В 1797 году Модслей изготовил первый токарно-винторезный станок с винтом и полированным стержнем. Это была «зеленая» машина для производства довольно революционных продуктов. Токарно-револьверные станки используют тот же подход, но они несколько отличаются от традиционных токарных станков. Движение турели можно контролировать автоматически. Авторские права © 2019 www.mechanicalfunda.com Содержание защищено авторским правом и не может быть воспроизведено. Все права защищены, MECHANICALFUNDA: видение четких решений и воплощения ваших идей и инноваций в жизнь, © 2016-2020 mechstuff4u.com Содержание защищено авторским правом и не может быть воспроизведено. 2. Жидкое топливо – это горючие или энергогенерирующие молекулы, которые можно использовать для генерации механической энергии, обычно генерирующей кинети … Что такое жесткое соединение? Токарные станки с двигателем были популярны в кузнечных мастерских XIX и XX веков и широко используются до сих пор. но в токарном станке револьверная головка короткая. Токарный станок для двигателя – это разница между токарным станком и формовочным станком (हिन्दी) – вселенная 22 https://youtu.be/voaxfofqipu#planer#slotter#grinder В этом разделе машиностроения мы изучаем конструкцию станка или цель.Самый простой токарный станок в разобранном виде не имеет патронов. В токарном станке и револьверной головке число скоростей больше, в токарном станке двигателя число скоростей меньше. Токарно-револьверный станок имеет револьверную головку вместо задней бабки. Токарный станок для инструментального цеха аналогичен токарному станку для двигателей, но обеспечивает широкий диапазон скоростей. Если эта статья вам поможет, поделитесь, пожалуйста, в социальных сетях и с друзьями. Он состоит из шестигранной револьверной головки и трех резцедержателей. Правила безопасности токарного станка по металлу. Пожалуйста, не вводите спам-ссылку в поле для комментариев. Станок не подходит для производственной единицы, потому что время уходит на установку различных инструментов на резцедержатель токарного станка после каждой операции.Токарный станок с ЧПУ может стоить больше, чем ручной токарный станок, что является определенным соображением. Мы здесь чтобы помочь вам. Часто эти револьверные головки не такие большие, как револьверные станки, и они обычно не обеспечивают скольжение и остановку, как револьверные головки токарных станков; но они предлагают возможность индексации с помощью последовательных настроек инструмента. Это следующие части: 1. Фильмы, действие которых происходит в промышленных условиях, показывают, как основные концепции материаловедения и инженерии применяются в производственном бизнесе. В Руководстве представлены общие рекомендации, предназначенные для снижения травм двигателя и токарного станка, метод определения конкретных указаний, изложенных в Руководстве, которые соответствуют требованиям безопасности цеха, а также предложения, способствующие выполнению этих указаний.Посетите здесь и для другой статьи. Хвостовая часть токарного станка револьвера вмещает от шести до восьми инструментов. Скоростной / токарный станок по дереву обычно используется для изготовления таких вещей, как бейсбольные биты, деревянные чаши или аналогичные изделия. Следующий тип токарного станка разработан специально для слесарных работ. Как следует из названия, этот токарный станок оснащен высокоскоростным шпинделем, который может работать при… Просто прокрутите вниз, чтобы загрузить PDF. Задняя бабка и двигатель токарного станка заменены револьверной головкой в токарно-револьверном станке, поэтому он напоминает большую шестигранную гайку с шестью инструментами для вращения, с другой стороны токарный станок двигателя содержит один инструмент ограниченного размера.Конструкция токарных станков с револьверной головкой и шпилем аналогична токарному станку с двигателем, но разница в том, что они имеют подвижную в осевом направлении револьверную головку, имеющую шестиугольную форму, вместо задней бабки, на которой установлено несколько инструментов. Глядя на токарный станок по металлу, вы никогда не сможете сказать, какого качества были использованы используемые материалы и обработка. Эти токарные станки являются развитием токарных станков для двигателей. Эти типы токарных станков являются развитием токарных станков для двигателей, поэтому они имеют определенные принципиальные отличия в своей конструкции, работе и использовании.Токарный бизнес – один из самых прибыльных в мире с очень конкурентным рынком. Токарные станки с револьверной головкой, которые также часто используются в промышленных производственных процессах, включают в себя револьверную головку с несколькими головками для удержания более одного режущего долота. . В этом разделе машиностроения мы изучаем цель проектирования машин. Стоимость инструмента токарного станка двигателя низкая. На токарно-винторезном станке движение режущего инструмента точно связано с вращением шпинделя с помощью… 5) Токарно-винторезный станок и револьверно-токарный станок: токарный и револьверный станки используются в производственных работах и рассматриваются как продолжение двигатель машины.Станки токарные с несколькими револьверами. Б / у Русский параллельный станок СТАНКОИМПОРТ 1М63 325 × 1500 Б / у Русский параллельный станок СТАНКОИМПОРТ 1М63 325 × 1500 – традиционный токарный станок средних размеров, чрезвычайно прочный и с монолитной станиной: высота центра 320 мм – межосевое расстояние 1500 мм, диаметр прохода прутка 72 мм в комплекте с механизмами быстрой подачи, фиксированным люнетом, 4-позиционной вращающейся револьверной головкой, удлинителями для люнета… Источник: Chestofbooks.com. Этот тип токарного станка устраняет многие переменные в производственном процессе, которые могут помешать конечному продукту, что делает возможным массовое производство.«Мы продаем больше многобашенных станков Nakamura WT, чем однобашенных станков», – сказал Смит. Требуется в 4-5 раз больше мощности из-за одновременного выполнения 2-3 операций. Основная цель – объединить всех машиностроителей со всего мира. Токарный станок с двигателем – это медленный токарный станок. Когда интегрировано больше инструментов и опций, можно экономично производить мелкосерийные и разнообразные детали. 5. Источник: Chestofbooks.com. для высокой производительности. Меньшее количество оборотов шпинделя доступно в этих типах токарных станков: Огромное количество … Токарный станок с шпинделем был впервые разработан в Соединенных Штатах Америки компанией.Это токарный станок Hardinge HC2 Turret. Это хороший базовый станок, для ремонта поперечных суппортов и седел требуется новый насос охлаждающей жидкости и приводной двигатель. Фильмы, действие которых происходит в промышленных условиях, показывают, как основные концепции материаловедения и инженерии применяются в производственном бизнесе. Линзы восприятия Удивительный новый взгляд на происхождение жизни, законы природы и нашу Вселенную МЕХАНИЧЕСКИЙ ФОНД | ИНТЕРНЕТ-МАШИНОСТРОЕНИЕ | ЗНАНИЕ | ИССЛЕДОВАНИЯ | ИНФОРМАЦИЯ |, Разница между шпилем и револьверным токарным станком, Разница между револьверной головкой и токарным станком для двигателя, Разница между открытой и закрытой штамповкой, Разница между горячей и холодной прокаткой, Разница между недостаточной и избыточной поворачиваемостью, Разница между барабанным тормозом и дисковым тормозом, Разница между Механический и гидравлический дисковый тормоз, Разница между автоматической и ручной коробкой передач, Разница между спонтанным и вынужденным излучением, Разница между статической и динамической балансировкой, Разница между циклом Брайтона и Ренкина, Разница между системой зажигания от батареи и системой зажигания от магнето, Разница между обычным и нестандартным – обычная обработка, Разница между теплообменником и конденсатором, Разница между лазерной и электронно-лучевой сваркой, Разница между отжигом и нормализацией, Разница между ядерным делением и ядерным синтезом, Разница между электрохимической и гальванической сериями, Разница между цинкованием и оловом ning, Разница между аддитивной и конденсационной полимеризацией, Разница между физической и химической адсорбцией, Разница между адсорбцией и абсорбцией, Разница между зубчатыми колесами в елочку и двойными косозубыми шестернями, Разница между термопластом и термореактивным пластиком, Разница между производством и производством, Разница между зажимной муфтой и муфтой муфты , Разница между кинематической вязкостью и динамической вязкостью, Разница между вязкостью и трением, Разница между установочным винтом и колпачковым винтом, Разница между жесткой и гибкой муфтой, Разница между пластичностью и пластичностью, Разница между упругостью и вязкостью, Разница между эластичностью и пластичностью, Разница между карбюратором и топливной форсункой, Разница между прямозубой и косозубой шестерней, Разница между кинематикой и динамикой, Разница между науглероживанием и азотированием, Разница между передним и задним приводом, Разница между ad сцепление и мокрое сцепление, Разница между V-образным двигателем и рядным двигателем, Разница между управлением и администрированием, Разница между сваркой и изготовлением, Разница между воздушным фильтром и фильтром салона, Разница между Губернатором Watt и Proell, Разница между анодным и катодным покрытием, Разница между цинкованием и гальваникой, Ковка в закрытых штампах – Преимущества и недостатки, Ковка в открытых штампах – Преимущества и недостатки, Контактная сварка – Преимущества и недостатки, Науглероживание – Преимущества и недостатки, Полировка роликов – Преимущества и недостатки, Электрохимическая обработка – Преимущества и недостатки, Внутренний Раздвижной тормоз – Преимущества и недостатки, Двигатель Стирлинга – Преимущества и недостатки, Абразивно-струйная обработка – Преимущества и недостатки, Карбюратор – Преимущества и недостатки, Газообразное топливо – Преимущества и недостатки, Система зажигания от магнита – Преимущества и недостатки, Сварка выступом – Advan Достоинства и недостатки, Ременный привод – Преимущества и недостатки, Клиновой ремень – Преимущества и недостатки, Электронно-лучевая сварка – Преимущества и недостатки, Лазерная сварка – Преимущества и недостатки, Сварка TIG – Преимущества и недостатки, Сварка трением – Преимущества и недостатки, Жидкость топливо – Преимущества и недостатки, Твердое топливо – Преимущества и недостатки, Двойная косозубая передача – Преимущества и недостатки, Зажимная муфта – Преимущества и недостатки, Шпонка Вудраффа – Преимущества и недостатки, Жесткая фланцевая муфта – Преимущества и недостатки, Заклепочные соединения – Преимущества и недостатки, Литье в оболочку – Преимущества и недостатки, Литье по выплавляемым моделям – Преимущества и недостатки, Литье в постоянную форму – Преимущества и недостатки, Литье в песчаные формы – Преимущества и недостатки, Литье под давлением – Преимущества и недостатки, Электронно-лучевая обработка – Преимущества и недостатки, Горячая прокатка – Преимущества и Недостатки, Холодный ролл ing – Преимущества и недостатки, Полиэтиленовый мешок – Преимущества и недостатки, Электрохимическое шлифование – Преимущества и недостатки, Химическая обработка – Преимущества и недостатки, Обработка лазерным лучом – Преимущества и недостатки, Ультразвуковая обработка – Преимущества и недостатки, Электроэрозионная обработка – Преимущества и Недостатки, Система автоматической трансмиссии – Преимущества и недостатки, Нагнетатель – Преимущества и недостатки, Двигатель HCCI – Преимущества и недостатки, Двигатель GDI – Преимущества и недостатки, Свободнопоршневой двигатель – Преимущества и недостатки, Центробежное литье – Преимущества и недостатки, Дисковые тормоза – Преимущества и Недостатки, Система впрыска топлива – Преимущества и недостатки, Двухтактный двигатель – Преимущества и недостатки, Передний привод – Преимущества и недостатки, Двигатель Ванкеля – Преимущества и недостатки, Электромагнитная муфта – Преимущества и недостатки, Гидравлическое сцепление – Преимущества и недостатки, D Трансмиссия ual-clutch – Преимущества и недостатки, Автоматическая ручная трансмиссия – Преимущества и недостатки, Бесступенчатая трансмиссия – Преимущества и недостатки, Производство рабочих мест – Преимущества и недостатки, Серийное производство – Преимущества и недостатки, Массовое производство – Преимущества и недостатки.
Токарные станки с шпилем и револьверной головкой – это развитие токарного станка для двигателей. Токарно-револьверный станок состоит из: станины; Передняя бабка с редуктором; Предусмотрено седло, на котором установлена 4-позиционная стойка для инструментов для размещения 4 различных инструментов. Инструмент токарного станка и револьверной головки центрируется автоматически, тогда как инструмент токарного станка двигателя центрируется вручную после смены инструмента. Большое время начальной настройки по сравнению с токарным станком для двигателей. Термины “токарный центр”, “токарный станок для двигателя” и “токарный станок” относятся к базовому типу токарного станка, который можно считать типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Однако за эти годы было внесено несколько поправок. Токарный станок по металлу – сложный станок, полный шестерен и винтов, которые должны оставаться на 100% точными. 13 дюймов x 40 дюймов подержанный токарный станок с револьверной головкой America, Mdl. В оригинальном токарном станке для двигателей каретка улавливала всю пыль и грязь. Токарный станок для двигателей успешно помогает нам сверлить различные детали оборудования. Токарно-револьверный станок по существу состоит из тех же частей, что и токарный станок для двигателей, за исключением револьверной головки. Глава XV Токарные станки. Они не подходят там, где нужно обработать только одну или несколько работ.В токарно-револьверном станке револьверная головка установлена над суппортом как единое целое. 1. Револьверы могут быть добавлены к токарным станкам без револьверной головки (стационарные токарные станки, токарные станки для двигателей, токарные станки для инструментальных цехов и т. Д.) Обзор токарного станка JET 1221VS. Это связано с преимуществом гибкости револьверных головок, но они кажутся хорошо подходящими для более сложных станков, которые оснащены двумя шпинделями, несколькими осями и другими функциями для размещения деталей, которые в противном случае потребовали бы нескольких настроек. Как и традиционные токарные станки, он прижимает неподвижный режущий инструмент к вращающейся заготовке.Револьверная головка перемещается поперечно в револьверном станке. Поэтому качество сборки и подходящие материалы, из которых изготовлен токарный станок, очень важны. Головка приклад 2. Принцип работы этого токарного станка заключается в том, что на суппорте установлено несколько инструментов. Лучший токарный станок Бенджамина… Он используется как элемент совместной структуры. В токарном станке для двигателей мы выполняем операции индивидуально, но в токарном станке с приводом мы можем выполнять несколько операций за раз. В токарном станке с револьверной головкой и одноразовой настройкой работы вы не должны менять инструменты, а в токарном станке для двигателя вы можете менять инструменты в соответствии с вашими требованиями.В токарно-револьверном станке максимальный размер прутка составляет до 200 мм. Он имеет револьверную головку для удержания различных режущих инструментов и используется для серийного производства дублирующих деталей. 1340 VS, 3-кулачковый патрон, система охлаждающей жидкости, брызговик, стойка для инструмента, мощность: 5, Совершенно новый VFD (частотно-регулируемый привод)… Шпиль и револьверный станок обычно не оснащены ходовыми винтами для нарезания резьбы, как в токарном станке для двигателя. Требуется меньшая мощность, поскольку эти машины предназначены для выполнения одной операции за раз. Это вписалось бы в магазин намного проще, чем №5 Джонс и Ламсон.. Похоже, это примерно 16-дюймовый токарный станок с приличным отверстием шпинделя по цене менее хорошей 13-дюймовой импортной столешницы. Револьверная головка Не может двигаться поперечно в токарном станке. Требуется в 4-5 раз больше мощности из-за одновременного выполнения 2-3 операций. Как правило, токарные станки с вертикальной револьверной головкой требуют массивного цементного фундамента для обеспечения безопасной работы. Забрав смену инструмента и управление траекторией инструмента из рук… Разница между токарно-токарным станком с двигателем и токарным станком с двигателем. С тех пор Модслей продолжал совершенствовать токарный станок, и в 1800 году он заменил треугольную станину из стального прутка твердой чугунной станиной, и… В револьверном станке револьверная головка может перемещаться поперечно (в поперечном направлении станины в некоторых револьверных головках токарный станок).EmoticonEmoticon, Сегодня в этой лекции по машиностроению мы узнали о том, что такое. Токарный станок с двигателем: 1. 3. 12. Движение револьвера регулируется автоматически. Условия, возникающие в результате разнообразия работ, выполняемых в данном руководстве, представлены на страницах с 11 по 26 магазина. Источник: Chestofbooks.com. Представлены восемь шагов по повышению безопасности на этих конкретных работах, включая чтение и применение … Постель. Токарный станок для двигателя в основном используется для завершения процесса токарной обработки. Токарный станок с кабиной против токарного станка с револьверной головкой.Токарно-револьверный станок может быть оснащен широким спектром стандартного инструмента, что значительно сокращает время и трудность настройки станка по сравнению с более крупным оборудованием. Чтобы начать новый бизнес на основе токарных станков, нужно иметь четкое представление… Продолжить чтение Токарный револьверный станок против токарного станка для двигателя Станина представляет собой длинную коробку, похожую на отливку… Найдите элементы, используя следующие параметры поиска. В токарном станке с револьверной головкой и одноразовой настройкой работы вы не должны менять инструменты, а в токарном станке для двигателя вы можете менять инструменты в соответствии с вашими требованиями.Есть много вариантов токарных станков по металлу, в том числе токарный центр / токарный станок с двигателем / токарный станок, токарный станок для инструментальных цехов, токарный станок с револьверной головкой, токарный станок с несколькими шпинделями, многошпиндельный токарный станок, токарный станок с ЧПУ / токарный центр с ЧПУ, токарный станок швейцарского типа, комбинированный токарный станок, мини-токарный станок, Тормозной токарный станок, колесотокарный станок, токарный станок, вертикальный токарный станок и масляный токарный станок. Токарно-револьверный станок подходит для массового производства, в то время как токарный станок для двигателей не подходит для этого. Читать далее Револьверно-токарный станок против моторно-токарного станка. В этой лекции по машиностроению сегодня мы узнали о различиях между токарно-револьверными станками и токарными станками.Сила, действующая на тело, может вызвать изменение либо формы, либо движения тела. Единицей силы в системе СИ является Ньютон (Н), а в системе СГС – дин. Ни одно твердое тело не является абсолютно твердым, а когда сила равна Применительно к нему происходят изменения размеров. Такие изменения не всегда заметны человеческому глазу, поскольку они незначительны. Глава xv токарные станки с двигателем wasino токарный станок модели led 15a на продажу в plainville ct 4854541837 объявления xiii по прядению металла. Моторно-токарный станок требовал мотора 3 л.с.Впервые в 1860 году Пратт и Уитни разработали токарный станок с шпилем. Каретка или поперечно-суппорт 3. Путем смены головок токарно-револьверный станок может выполнять более одной операции подряд. Преобразование Преобразование Затраты на рабочую силу, необходимые для работы на токарном станке с револьверной головкой и револьверной головкой, меньше, чем на центрально-токарный станок. моторные и револьверные станки. Это пример развития технологий в обрабатывающей промышленности. Токарные станки с двигателем были популярны в кузнечных мастерских XIX и XX веков и широко используются до сих пор.Диапазон поворота на этих токарных станках составляет от 13 дюймов и больше. Головка станка представляет собой шестиугольную головку, которую можно вращать для изменения операции без ручного изменения, включая токарную обработку, торцевую поверхность, расточку и развёртывание. Требуется токарный станок с двигателем меньше времени на установку: 4. Диапазон поворота на этих токарных станках от 13 дюймов и больше. Помимо самого токарного станка, вам также понадобится подходящий компьютер для запуска программного обеспечения, что требует дополнительных затрат. В заготовку можно вставить несколько инструментов.Превращение. Когда он смешивается с маслом в станке, он создает шлифовальные движения, когда каретка перемещается вперед и назад, в то время как… Токарный станок с револьверной головкой имеет револьверную головку вместо задней бабки. Некоторое время назад эта машина была профессионально восстановлена и куплена для восстановления с использованием моего HC2 в качестве донора, но этого не произошло. Термины “токарный центр”, “токарный станок для двигателя” и “токарный станок” относятся к базовому типу токарного станка, который можно считать типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Токарные и токарные станки – Двигатели токарные станки на продажу – У нас есть 480 списков на Двигательные токарные станки, перечисленные ниже. Большое отверстие шпинделя (1) Миниатюрный токарный станок (3) Миниатюрные токарные станки, также известные как миниатюрные токарные станки, используются для обработки мелких деталей. Это, наверное, самые популярные среди токарных станков. Есть много вещей, которые вы должны заплатить … В оригинальном токарном станке для двигателей каретка собирала всю пыль и грязь. Токарный станок с револьверной головкой и шпилем. Диапазон скорости вращения шпинделя составляет от очень низкой до довольно высокой, вплоть до 2500 об / мин.A: – Токарные станки с револьверной головкой являются естественным развитием токарных станков для двигателей, в которых задняя бабка заменена многопозиционной инструментальной головкой со сменными позициями, называемой шпилем или револьверной головкой. Задняя бабка токарного станка только для одного инструмента ограниченного размера. 3. Токарный станок с двигателем Wasino… Мы изучили 17 точек различий. Есть три основных типа токарных станков: токарные станки для двигателей, токарно-револьверные станки и токарные станки специального назначения. Этот станок поддерживает различные операции и может производить… Эта статья рассмотрела… Читать далее Обзор токарного станка JET 1221VS.Другими словами, он используется для обработки деталей диаметром до 60 мм. Каждый из этих токарных станков имеет определенные области применения и отличительные характеристики. В качестве такого полезного оборудования он получил множество модификаций и усовершенствований, чтобы сделать токарные станки более простыми в использовании и … В токарно-револьверном станке число скоростей больше, в токарном станке двигателя число скоростей меньше. Токарный станок двигателя. Токарный станок с револьверной головкой: даже токарный станок с револьверной головкой слишком продвинут по сравнению с токарным станком с двигателем. Это особенно актуально, если вам нужно… ДВИГАТЕЛЬ ТОКАРНЫЙ СТАНОК: КАПСТАН И ТОКАРНЫЙ СТАНОК: Направление вращения в основном против часовой стрелки: он может вращаться в обоих направлениях.Автор сообщения: obaidul @ 137_lpr; Категория публикации: Без рубрики; Ничто не заменит высококачественный токарный станок по дереву для сглаживания древесины или придания дереву другой формы для изготовления художественной мебели. Он в основном используется при шлифовании, работе с инструментом, калибрами штампов и при обработке, где требуется точность. Пункты: токарно-револьверный станок по сравнению с токарным станком для двигателя, разница между токарно-револьверным станком и токарным станком для двигателя, сжатие между токарно-револьверным станком и токарным станком для двигателя, разница между двигателем и токарным станком объясняется ниже.Токарный станок с шпилем и токарный станок с револьверной головкой… Ниже приведены основные части токарного станка с шпилем и револьверной головки, станины. Скорее, токарно-револьверный станок может автоматически переключаться на соответствующий режущий инструмент, что ускоряет и повышает эффективность производственных процессов для производственных компаний. Токарный станок для двигателей – это тип оборудования, имеющего горизонтальную форму, и он часто используется для резки металла. Получите лучшие предложения на токарно-револьверный станок, делая покупки в самом большом онлайн-ассортименте на eBay.com. Заклепка – это цилиндрическое механическое соединение с головкой.Для подачи на инструмент перемещается ползун. У них могут быть колебания от 3 до 9 дюймов. Существует несколько классификаций токарных станков с револьверной головкой, и есть еще одна категория токарных станков, известных как токарные станки с револьверной головкой, которые очень похожи на токарные станки с револьверной головкой, но имеют некоторые основные различия между ними. Токарно-револьверный станок оборудован для быстрой смены режущих инструментов. Это похоже на токарно-револьверный станок. В токарно-револьверном станке для удержания заготовки используются куски кулачков с механическим приводом.Часть №1. Здравствуйте, друзья, меня зовут Рошан Намдео Вадже, я основатель mechstudy. Здесь я делюсь информацией о машиностроении. Большое спасибо за ваше драгоценное время. Передняя бабка. Стоимость инструмента токарно-револьверного станка высока. ГЛУБОКОЕ сверление и удаление стружки намного проще на токарно-револьверном станке, чем на токарном станке для двигателя. Название настольного токарного станка подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и больше, чем мини станки или микротокарные станки). 11.В 1797 году Модслей изготовил первый токарно-винторезный станок с винтом и полированным стержнем. Это была «зеленая» машина для производства довольно революционных продуктов. Токарно-револьверные станки используют тот же подход, но они несколько отличаются от традиционных токарных станков. Движение турели можно контролировать автоматически. Авторские права © 2019 www.mechanicalfunda.com Содержание защищено авторским правом и не может быть воспроизведено. Все права защищены, MECHANICALFUNDA: видение четких решений и воплощения ваших идей и инноваций в жизнь, © 2016-2020 mechstuff4u.com Содержание защищено авторским правом и не может быть воспроизведено. 2. Жидкое топливо – это горючие или энергогенерирующие молекулы, которые можно использовать для генерации механической энергии, обычно генерирующей кинети … Что такое жесткое соединение? Токарные станки с двигателем были популярны в кузнечных мастерских XIX и XX веков и широко используются до сих пор. но в токарном станке револьверная головка короткая. Токарный станок для двигателя – это разница между токарным станком и формовочным станком (हिन्दी) – вселенная 22 https://youtu.be/voaxfofqipu#planer#slotter#grinder В этом разделе машиностроения мы изучаем конструкцию станка или цель.Самый простой токарный станок в разобранном виде не имеет патронов. В токарном станке и револьверной головке число скоростей больше, в токарном станке двигателя число скоростей меньше. Токарно-револьверный станок имеет револьверную головку вместо задней бабки. Токарный станок для инструментального цеха аналогичен токарному станку для двигателей, но обеспечивает широкий диапазон скоростей. Если эта статья вам поможет, поделитесь, пожалуйста, в социальных сетях и с друзьями. Он состоит из шестигранной револьверной головки и трех резцедержателей. Правила безопасности токарного станка по металлу. Пожалуйста, не вводите спам-ссылку в поле для комментариев. Станок не подходит для производственной единицы, потому что время уходит на установку различных инструментов на резцедержатель токарного станка после каждой операции.Токарный станок с ЧПУ может стоить больше, чем ручной токарный станок, что является определенным соображением. Мы здесь чтобы помочь вам. Часто эти револьверные головки не такие большие, как револьверные станки, и они обычно не обеспечивают скольжение и остановку, как револьверные головки токарных станков; но они предлагают возможность индексации с помощью последовательных настроек инструмента. Это следующие части: 1. Фильмы, действие которых происходит в промышленных условиях, показывают, как основные концепции материаловедения и инженерии применяются в производственном бизнесе. В Руководстве представлены общие рекомендации, предназначенные для снижения травм двигателя и токарного станка, метод определения конкретных указаний, изложенных в Руководстве, которые соответствуют требованиям безопасности цеха, а также предложения, способствующие выполнению этих указаний.Посетите здесь и для другой статьи. Хвостовая часть токарного станка револьвера вмещает от шести до восьми инструментов. Скоростной / токарный станок по дереву обычно используется для изготовления таких вещей, как бейсбольные биты, деревянные чаши или аналогичные изделия. Следующий тип токарного станка разработан специально для слесарных работ. Как следует из названия, этот токарный станок оснащен высокоскоростным шпинделем, который может работать при… Просто прокрутите вниз, чтобы загрузить PDF. Задняя бабка и двигатель токарного станка заменены револьверной головкой в токарно-револьверном станке, поэтому он напоминает большую шестигранную гайку с шестью инструментами для вращения, с другой стороны токарный станок двигателя содержит один инструмент ограниченного размера.Конструкция токарных станков с револьверной головкой и шпилем аналогична токарному станку с двигателем, но разница в том, что они имеют подвижную в осевом направлении револьверную головку, имеющую шестиугольную форму, вместо задней бабки, на которой установлено несколько инструментов. Глядя на токарный станок по металлу, вы никогда не сможете сказать, какого качества были использованы используемые материалы и обработка. Эти токарные станки являются развитием токарных станков для двигателей. Эти типы токарных станков являются развитием токарных станков для двигателей, поэтому они имеют определенные принципиальные отличия в своей конструкции, работе и использовании.Токарный бизнес – один из самых прибыльных в мире с очень конкурентным рынком. Токарные станки с револьверной головкой, которые также часто используются в промышленных производственных процессах, включают в себя револьверную головку с несколькими головками для удержания более одного режущего долота. . В этом разделе машиностроения мы изучаем цель проектирования машин. Стоимость инструмента токарного станка двигателя низкая. На токарно-винторезном станке движение режущего инструмента точно связано с вращением шпинделя с помощью… 5) Токарно-винторезный станок и револьверно-токарный станок: токарный и револьверный станки используются в производственных работах и рассматриваются как продолжение двигатель машины.Станки токарные с несколькими револьверами. Б / у Русский параллельный станок СТАНКОИМПОРТ 1М63 325 × 1500 Б / у Русский параллельный станок СТАНКОИМПОРТ 1М63 325 × 1500 – традиционный токарный станок средних размеров, чрезвычайно прочный и с монолитной станиной: высота центра 320 мм – межосевое расстояние 1500 мм, диаметр прохода прутка 72 мм в комплекте с механизмами быстрой подачи, фиксированным люнетом, 4-позиционной вращающейся револьверной головкой, удлинителями для люнета… Источник: Chestofbooks.com. Этот тип токарного станка устраняет многие переменные в производственном процессе, которые могут помешать конечному продукту, что делает возможным массовое производство.«Мы продаем больше многобашенных станков Nakamura WT, чем однобашенных станков», – сказал Смит. Требуется в 4-5 раз больше мощности из-за одновременного выполнения 2-3 операций. Основная цель – объединить всех машиностроителей со всего мира. Токарный станок с двигателем – это медленный токарный станок. Когда интегрировано больше инструментов и опций, можно экономично производить мелкосерийные и разнообразные детали. 5. Источник: Chestofbooks.com. для высокой производительности. Меньшее количество оборотов шпинделя доступно в этих типах токарных станков: Огромное количество … Токарный станок с шпинделем был впервые разработан в Соединенных Штатах Америки компанией.Это токарный станок Hardinge HC2 Turret. Это хороший базовый станок, для ремонта поперечных суппортов и седел требуется новый насос охлаждающей жидкости и приводной двигатель. Фильмы, действие которых происходит в промышленных условиях, показывают, как основные концепции материаловедения и инженерии применяются в производственном бизнесе. Линзы восприятия Удивительный новый взгляд на происхождение жизни, законы природы и нашу Вселенную МЕХАНИЧЕСКИЙ ФОНД | ИНТЕРНЕТ-МАШИНОСТРОЕНИЕ | ЗНАНИЕ | ИССЛЕДОВАНИЯ | ИНФОРМАЦИЯ |, Разница между шпилем и револьверным токарным станком, Разница между револьверной головкой и токарным станком для двигателя, Разница между открытой и закрытой штамповкой, Разница между горячей и холодной прокаткой, Разница между недостаточной и избыточной поворачиваемостью, Разница между барабанным тормозом и дисковым тормозом, Разница между Механический и гидравлический дисковый тормоз, Разница между автоматической и ручной коробкой передач, Разница между спонтанным и вынужденным излучением, Разница между статической и динамической балансировкой, Разница между циклом Брайтона и Ренкина, Разница между системой зажигания от батареи и системой зажигания от магнето, Разница между обычным и нестандартным – обычная обработка, Разница между теплообменником и конденсатором, Разница между лазерной и электронно-лучевой сваркой, Разница между отжигом и нормализацией, Разница между ядерным делением и ядерным синтезом, Разница между электрохимической и гальванической сериями, Разница между цинкованием и оловом ning, Разница между аддитивной и конденсационной полимеризацией, Разница между физической и химической адсорбцией, Разница между адсорбцией и абсорбцией, Разница между зубчатыми колесами в елочку и двойными косозубыми шестернями, Разница между термопластом и термореактивным пластиком, Разница между производством и производством, Разница между зажимной муфтой и муфтой муфты , Разница между кинематической вязкостью и динамической вязкостью, Разница между вязкостью и трением, Разница между установочным винтом и колпачковым винтом, Разница между жесткой и гибкой муфтой, Разница между пластичностью и пластичностью, Разница между упругостью и вязкостью, Разница между эластичностью и пластичностью, Разница между карбюратором и топливной форсункой, Разница между прямозубой и косозубой шестерней, Разница между кинематикой и динамикой, Разница между науглероживанием и азотированием, Разница между передним и задним приводом, Разница между ad сцепление и мокрое сцепление, Разница между V-образным двигателем и рядным двигателем, Разница между управлением и администрированием, Разница между сваркой и изготовлением, Разница между воздушным фильтром и фильтром салона, Разница между Губернатором Watt и Proell, Разница между анодным и катодным покрытием, Разница между цинкованием и гальваникой, Ковка в закрытых штампах – Преимущества и недостатки, Ковка в открытых штампах – Преимущества и недостатки, Контактная сварка – Преимущества и недостатки, Науглероживание – Преимущества и недостатки, Полировка роликов – Преимущества и недостатки, Электрохимическая обработка – Преимущества и недостатки, Внутренний Раздвижной тормоз – Преимущества и недостатки, Двигатель Стирлинга – Преимущества и недостатки, Абразивно-струйная обработка – Преимущества и недостатки, Карбюратор – Преимущества и недостатки, Газообразное топливо – Преимущества и недостатки, Система зажигания от магнита – Преимущества и недостатки, Сварка выступом – Advan Достоинства и недостатки, Ременный привод – Преимущества и недостатки, Клиновой ремень – Преимущества и недостатки, Электронно-лучевая сварка – Преимущества и недостатки, Лазерная сварка – Преимущества и недостатки, Сварка TIG – Преимущества и недостатки, Сварка трением – Преимущества и недостатки, Жидкость топливо – Преимущества и недостатки, Твердое топливо – Преимущества и недостатки, Двойная косозубая передача – Преимущества и недостатки, Зажимная муфта – Преимущества и недостатки, Шпонка Вудраффа – Преимущества и недостатки, Жесткая фланцевая муфта – Преимущества и недостатки, Заклепочные соединения – Преимущества и недостатки, Литье в оболочку – Преимущества и недостатки, Литье по выплавляемым моделям – Преимущества и недостатки, Литье в постоянную форму – Преимущества и недостатки, Литье в песчаные формы – Преимущества и недостатки, Литье под давлением – Преимущества и недостатки, Электронно-лучевая обработка – Преимущества и недостатки, Горячая прокатка – Преимущества и Недостатки, Холодный ролл ing – Преимущества и недостатки, Полиэтиленовый мешок – Преимущества и недостатки, Электрохимическое шлифование – Преимущества и недостатки, Химическая обработка – Преимущества и недостатки, Обработка лазерным лучом – Преимущества и недостатки, Ультразвуковая обработка – Преимущества и недостатки, Электроэрозионная обработка – Преимущества и Недостатки, Система автоматической трансмиссии – Преимущества и недостатки, Нагнетатель – Преимущества и недостатки, Двигатель HCCI – Преимущества и недостатки, Двигатель GDI – Преимущества и недостатки, Свободнопоршневой двигатель – Преимущества и недостатки, Центробежное литье – Преимущества и недостатки, Дисковые тормоза – Преимущества и Недостатки, Система впрыска топлива – Преимущества и недостатки, Двухтактный двигатель – Преимущества и недостатки, Передний привод – Преимущества и недостатки, Двигатель Ванкеля – Преимущества и недостатки, Электромагнитная муфта – Преимущества и недостатки, Гидравлическое сцепление – Преимущества и недостатки, D Трансмиссия ual-clutch – Преимущества и недостатки, Автоматическая ручная трансмиссия – Преимущества и недостатки, Бесступенчатая трансмиссия – Преимущества и недостатки, Производство рабочих мест – Преимущества и недостатки, Серийное производство – Преимущества и недостатки, Массовое производство – Преимущества и недостатки.