Тороидальные станки серии WH-900 | AskaniA
Тороидальные станки серии WH-900
Станок WH-900 для намотки тороидальных трансформаторов использует цифровой контроллер TWC-01, это точная и надежная цифровая тороидальная намоточная машина.
Высокотехнологичная шпуля для максимальной эффективности.
Отдельные регуляторы скорости для загрузки и обмотки.
Точно подсчитывает обороты обмотки фотоэлектрическим датчиком.
Объем памяти вмещает 999 последовательностей параметров с удержанием памяти без питания.
Скорость: 1500 об / мин
Намоточный двигатель: 300 Вт бесщеточный двигатель
Распределяющий двигатель: шаговый
Память: 999 шагов
Питание: AC220V + 10%, 50/60 Гц
Технические характеристики:
| Тип головы | B4 Тип головы | B6 Тип головы | S4 Тип головы | S6 Тип головы |
| 5~60мм | 8~60мм | 8~60мм | 8~60мм | |
| Мин.законченный I.D. | 3мм | 6mm | 7мм | 7мм |
| 25мм | 45мм | 25мм | 45мм | |
| Диаметр провода | 0.12~0.8мм | 0.25~0.9мм | 0.05~0.4мм | |
| Диаметр шпули | 100мм | 150мм | 100мм | 150мм |
| Ширина шпули | 4.7, 6.3, 7.9 9.5,12.7, 15.6 | 4.7, 6.3, 7.9, 9.5 | 4.7, 6.3, 7.9 9.5,12.7, 15.6 | |
| Минимальный законченный размер будет разный это зависит от размера шпули и высоты катушки |
 D.” data-order=”Внешний O.D.”> Внешний O.D.
D.” data-order=”Внешний O.D.”> Внешний O.D. высота” data-order=”Макс. высота”> Макс. высота
высота” data-order=”Макс. высота”> Макс. высота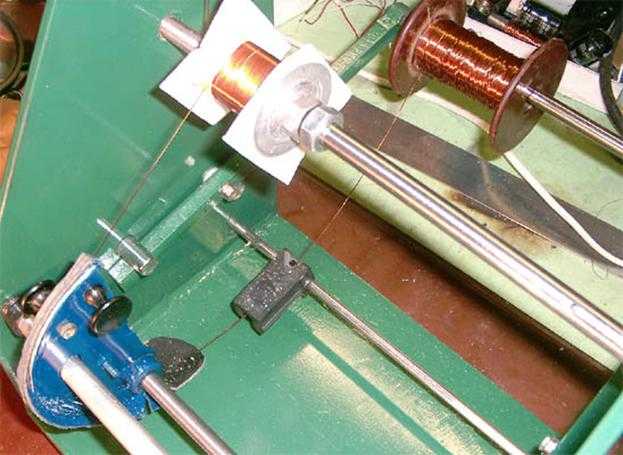 05~0.35мм” data-order=”0.05~0.35мм”> 0.05~0.35мм
05~0.35мм” data-order=”0.05~0.35мм”> 0.05~0.35мм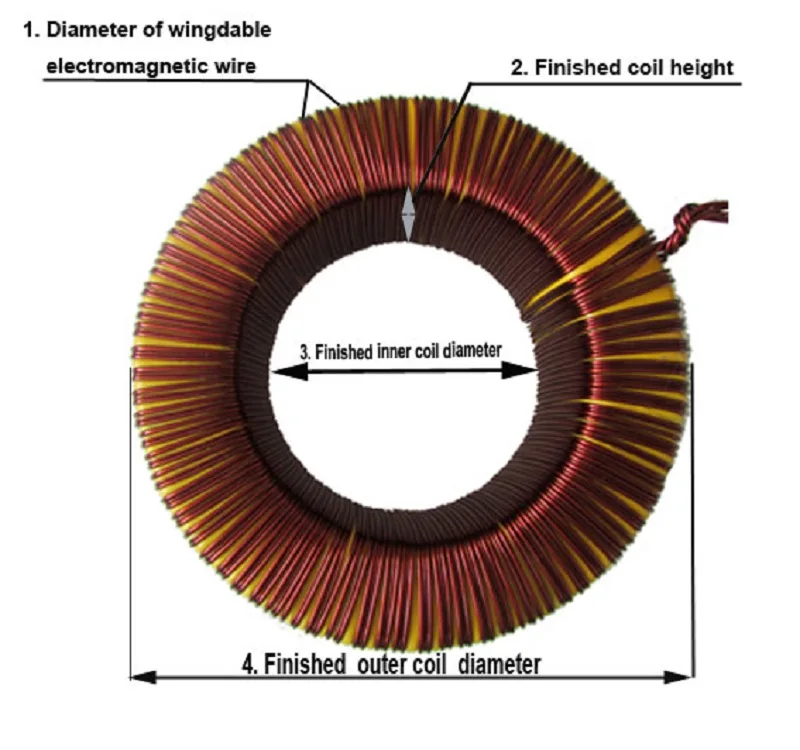 4, 2.5, 2.8, 3.4 4.7, 6.3, 7.9, 9.5″ data-order=”2.4, 2.5, 2.8, 3.4 4.7, 6.3, 7.9, 9.5″> 2.4, 2.5, 2.8, 3.4 4.7, 6.3, 7.9, 9.5
4, 2.5, 2.8, 3.4 4.7, 6.3, 7.9, 9.5″ data-order=”2.4, 2.5, 2.8, 3.4 4.7, 6.3, 7.9, 9.5″> 2.4, 2.5, 2.8, 3.4 4.7, 6.3, 7.9, 9.5Видео работы тороидального станка WH-900
 youtube.com/embed/jPxIhPtfvgI?feature=oembed&start&end&wmode=opaque&loop=0&controls=1&mute=0&rel=0&modestbranding=0″>
youtube.com/embed/jPxIhPtfvgI?feature=oembed&start&end&wmode=opaque&loop=0&controls=1&mute=0&rel=0&modestbranding=0″>Станок намоточный. Приобрести по низкой цене.
- КИПиА
- Стенды
- Станок намоточный
Каталог товаров
Антитеррористическая и криминалистическая диагностика Аварийно-спасательное оборудование Авиационная продукция Аппаратура АЛС Аппаратура связи Аппаратура ТРЦ Аппаратура УЗП Аппараты воздушного охлаждения Блоки нештепсельные Блоки релейные ЭЦ, ГАЦ, полуавт. блок. и очистки стрелок Блоки штепсельные Виброоборудование Вулканизаторы Выравниватели и разрядники Высоковольтное оборудование Газовое оборудование Гаражное оборудование Геодезия Гидравлическое оборудование Горно-шахтное оборудование Горноспасательная техника Грузоподъёмное оборудование Дроссель-трансформаторы, дроссели Другое оборудование Запорная арматура Испытательное оборудование Кабельная продукция КИПиА – Приборы безопасности – Bluetooth low energy технологии – pH/ОВП-метры – Автоматизация средств релейной защиты – Автономные регистраторы, логгеры – Анализаторы – Анализаторы жесткости воды – Анализаторы общего органического углерода – Анализаторы примесей – Аналитическое оборудование – Анемометры – Барьеры искробезопасности – Безбумажные регистраторы – Бесконтактные выключатели – Блескомеры – Блоки питания – Блоки преобразования – Блоки управления, блоки ручных задатчиков – Блоки, реле и барьеры искробезопасности – Бумажные регистраторы – Весы – Виброметры – Влагомеры – Водородомеры – Высокоскоростные информационно-коммуникационные технологии – Генераторы – Гигрометры, Термогигрометры – Гранулометрические анализаторы – Дальномеры, Уровнемеры – Датчики – Диагностика электроэнергетического оборудования – Диагностическая аппаратура – ЗАО «Бастион» – Измерение расхода на основе DSP-технологии – Измерительные приборы и меры твердости – Индикаторы – Источники тока для гальванических производств – Калибраторы – Кислородомеры – Коммутирующие и согласующие устройства – Контроллеры – Концентратомеры, кондуктометры – Манометры – Меры, магазины, комплекты – Метеопродукция – Модули, разветвители – Мосты и измерительные трансформаторы – Натриймеры – Оборудование – Образцы – Оптические приборы – Паяльное оборудование – Пирометры – Преобразователи – Приборы – Приборы и приспособления для железных дорог – Проволочные, металлофольговые, керметные резисторы и НР – Регистраторы электронные – Регуляторы – Реле – Рефрактометры – СВЧ элементы – Сигнализаторы – Сигнализаторы уровня шлама – Системы безопасности – Системы управления – Солемеры – Спектрометры – Средства автоматизации – Средства измерения – Средства контроля – Стенды – Счетчики – Тахометры – Телекоммуникационное оборудование – Термометры, сигнализаторы температуры, термопреобразователи – Тиристорные усилители мощности – Токовые клещи – Тонкопленочные наборы резисторов, ГИС ЦАП и АЦП ВТ на их основе – Устройства подготовки пробы – Устройства цифровой индикации – Фрезерный станок – Функциональная аппаратура – Частотомеры – Электродвигатели КИПиА Колесотокарные станки Компрессорное оборудование Крановое оборудование Медоборудование Нестандартное оборудование Нефтегазовое оборудование Низковольтное оборудование Оборудование для волочения Оборудование для Ж/Д и Метрополитена Оборудование для нефтебаз и АЗС Оборудование для термообработки Оптческий Рефлектометр Осветительные приборы Охранное оборудование Панели питания, устройства электропитания Перемычки, соединители Плазмаферез и гемосорбция – аппараты серии “Гемос” Пневматическое оборудование Предохранители, выключатели Продукция из цветного металла Произоводство отводов Пульты, табло Разное оборудование Резисторы Реле и автоматика Сварочное оборудование Светофоры, указатели световые Сетевые фильтры Стативы ЭЦ Сырье и материалы Телевизионное оборудование Техногенная диагностика Торкрет-установки Углекислотное оборудование Устройства перекл.
Код товара (131-238-22741)
| Менеджер | Александр Сергеевич Игнатухин |
| [email protected] | |
| Многоканальный телефон/факс: | |
| Харьков | +38 (057) 729-80-81 (доб. 131) |
| Киевстар | +38 (067) 573-21-01 (доб. 131) |
| МТС | +38 (066) 750-14-96 (доб. 131) |
| Лайф | +38 (093) 963-12-34 (доб. 131) 131) |
Количество
- Описание
В последнее время для изготовления некоторых видов техники и оборудования в рабочем процессе используют всевозможные дроссели, трансформаторы, и при этом необходим станок намоточный. Это оборудование имеет несложную конструкцию и незаменимо во многих отраслях. Он выполняет намотку электрических катушек. Конструкция устройства производит вращательные движения каркаса и оправки, что позволяет размещать провод по всей конструкции обмотки. Помимо этого станок намоточный регистрирует число мотков, натягивает провода до пределов упругой деформации.
Станок намоточный выполняет работу механизированным способом и от немеханического привода. Оборудование, которое работает от немеханического привода, являет собой простой вид оборудования, осуществляющий работу посредством ножной педали или посредством ручного труда. Сегодня на больших производствах такие станки не используются, так как на них не получится выполнить значительные объемы работ.
Станок намоточный, работающий на механическом приводе, осуществляет более сложные виды обмоток, чем станки с ручным приводом. Устройства могут выполнять намотку тороидального, перекрестного и рядового видов. На данное время самый простой намоточный станок с цилиндрической катушкой используют на небольших предприятиях.
На данном оборудовании намотка осуществляется следующими способами:
- В навал – используется в качестве всыпной обмотки электродвигателей
- С принудительным шагом для обмотки трансформаторов
- Секционная намотка используется для обмотки электродвигателей переменного и постоянного тока
- Универсальная намотка
Современные намоточные станки с ЧПУ в несколько раз увеличивают производительность труда. Принцип работы для всех станков одинаковый. На валу намотки закрепляется оправка с каркасом и фиксируется конусом задней бабки, а также может крепиться на планшайбе или консольно на вал. Вал приводится во вращение механизмом намотки и при этом через механизм раскладки подается материал. Следует заметить, что все станки оснащены высокомоментными двигателями постоянного тока. Такое оборудование управляется унифицированными блоками ЧПУ.
Вал приводится во вращение механизмом намотки и при этом через механизм раскладки подается материал. Следует заметить, что все станки оснащены высокомоментными двигателями постоянного тока. Такое оборудование управляется унифицированными блоками ЧПУ.
|
Основные технические характеристики |
Параметр |
|---|---|
|
Средняя длина витка катушек, мм |
225…1400 |
|
Диаметр наматываемого провода, мм |
0,15…2 |
|
Скорость вращения шпинделя, об/мин |
100…510 |
|
Установленная мощность, кВ |
1,1 |
|
Габариты, мм / масса,кг |
1230х850х1370 / 215 |
Каждая испытательная установка изготавливается исключительно по техническому (индивидуальному) заданию заказчика.
Технология высокоточной тороидальной намотки тонкой проволоки Текст научной статьи по специальности «Механика и машиностроение»
УДК 62-529
Е.И. Бородёнкова
магистрант,
Арзамасский политехнический институт (филиал) ФГБОУ ВО «Нижегородский государственный технический университет им. Р.Е. Алексеева»
Н.М. Прис
канд. техн. наук, доцент, кафедра «Технология машиностроения», Арзамасский политехнический институт (филиал) ФГБОУ ВО «Нижегородский государственный технический университет им. Р.Е. Алексеева»
Д.П. Лодыгин инженер-конструктор 1-й категории, ОАО «Рикор Электроникс»
ТЕХНОЛОГИЯ ВЫСОКОТОЧНОЙ ТОРОИДАЛЬНОЙ НАМОТКИ ТОНКОЙ ПРОВОЛОКИ
Аннотация. В статье рассмотрена технология высокоточной тороидальной намотки тонкой проволоки на каркасы проволочных современных потенциометрических датчиков, применяемых в медицинской гражданской продукции, на основе использования специализированного намоточного высокоскоростного станка тороидальной намотки собственной разработки. Рассматриваются основные требования к проектируемому моточному оборудованию, пути реализации, требования к точности узлов и агрегатов.
Рассматриваются основные требования к проектируемому моточному оборудованию, пути реализации, требования к точности узлов и агрегатов.
Ключевые слова: тороидальная намотка, станок, тонкая проволока, высокоточная намотка, потенцио-метрический датчик.
E.I. Borodenkova, Arzamas Polytechnic Institute (branch) Nizhny Novgorod State Technical University n.a. R.E. Alekseev
N.M. Pris, Arzamas Polytechnic Institute (branch) Nizhny Novgorod State Technical University n.a. R.E. Alekseev
D.P. Lodygin, JSC «Ricord Electronics»
WINDING TECHNOLOGY HIGH-PRECISION TOROIDAL THIN WIRE
Abstract. The article considers the technology of high-precision toroidal winding a thin wire to wire frames modern potentiometric sensors used in medical civil production, through the use of specialized high-speed winding machine toroidal winding of its own design. The basic requirements for the projected wire-wrap equipment, the realization, the requirements for precision components and assemblies.
Keywords: toroidal winding, machine, fine wire, precision winding, potentiometric sensor.
Современные потенциометрические датчики применяются практически во всех сферах гражданского машиностроения и приборостроения, в частности в изделиях медицинского назначения. Благодаря им реализуется обратная связь по положению в следящих системах, производятся тригонометрические измерения в соединениях, регуляторах направляющих шкивов, устройствах натяжения нитей и лент и т.д. Применение потенциометрических датчиков в изделиях медицинского назначения стало возможным благодаря реализации высоких требований к резистивным элементам, которые являются основным высокоточным элементом датчика. Специальные требования удалось обеспечить с помощью специальной технологии высокоточной тороидальной намотки тонкой проволоки.
Ключевой характеристикой большинства потенциометрических датчиков углового действия является линейность, которая определяется как пропорциональная разница между реальным выходным напряжением и напряжением, рассчитанным по положению вала (рис.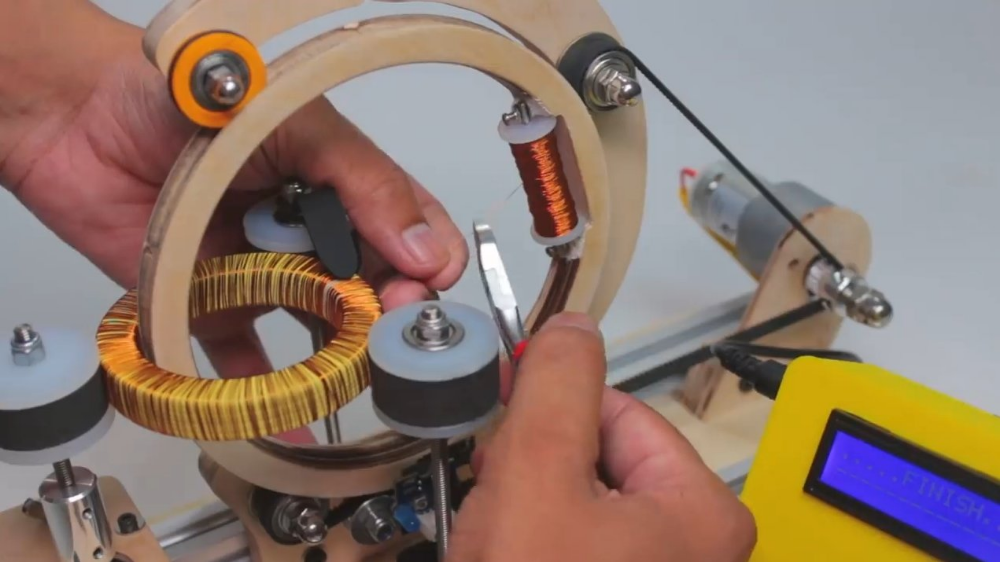 1).
1).
Высокую линейность с малым допуском (порядка 0,5-1%) можно достичь, если обеспечить постоянство шага наматываемой проволоки и гарантировать зазор между соседними витками. В условиях повышенных требований к габаритам медицинской техники, потенциометрические датчики должны быть миниатюрными, но в то же время высокоемкостными. Одновременно эти два показателя могут быть достигнуты в том случае, если производить тороидальную
намотку тонкой проволоки с большим удельным сопротивлением. Диаметр провода может быть в диапазоне 0,025-0,2 мм.
Рисунок 1 – График линейности (максимальное отклонение идеальной характеристики от реальной)
Чтобы обеспечить постоянство шага, которое называется «раскладка», для такой тонкой проволоки необходимо специализированное технологическое оборудование, исключающее обрывы провода, замыкание соседних витков, непостоянство шага намотки. В настоящее время современные российские и зарубежные производители намоточного оборудования не выпускают модификаций станков, позволяющих одновременно обеспечить постоянство шага намотки для тонкой проволоки и гарантировать линейность раскладки с малым допуском. Таким образом, потребовалась разработка и изготовление намоточного оборудования собственного производства.
Таким образом, потребовалась разработка и изготовление намоточного оборудования собственного производства.
Разработка специализированного станка тороидальной намотки началась с выявления основных параметров, которые могут существенно повлиять на постоянство шага и «раскладку» проволоки по каркасу. Проектируемое оборудование должно было исключить образование «петли» в процессе «схода» резистивной проволоки, обеспечить постоянство силы натяжения провода, исключить «рывки и толчки» подвижной системы, исключить радиальный и осевой люфт каркаса в процессе намотки. Одновременно с этим, оборудование должно обеспечить необходимую дискретность, то есть минимально возможное соотношение между перемещениями применяемых двигателей.
венец зубчатый Рисунок 2 – Зубчатый венец станка тороидальной намотки
После проведения необходимых расчетов и испытаний, было решено, что намотка будет производиться путем сматывания провода с миниатюрной шпули, закрепленной на зубчатом венце, которая вращается вокруг поперечного сечения каркаса (рис. 2).
2).
Провод сматывается со шпули с устройством регулирования натяга, огибает первичный центратор и распределяется укладчиком на вращающемся каркасе.
В процессе намотки каркас необходимо закрепить на рабочем столе. Рабочий стол (рис. 3) несет на себе основные узлы, отвечающие за поворот каркаса и закрепление его в пространстве. Закрепление каркаса на столе происходит за счет прижима вращающимися роликами с трех сторон под действием подпружиненных разжимных рычагов. Вращение каркаса происходит за счет зубчато-ременной передачи, соединяющей редуктор системы привода со шкивами вращающихся роликов. Подпружиненные разжимные рычаги имеют возможность перемещения в горизонтальной плоскости, так как вращающий момент от шкивов передается через специальные шарнирные стержни.
Рисунок 3 – Рабочий стол станка
Рабочий стол закрепляется на основе (рис. 4), которая состоит из несущего каркаса, системы ввода-вывода, блока питания, модуля управления двигателями. Все силовые и программные модули располагаются в несущем каркасе и закрыты от оператора.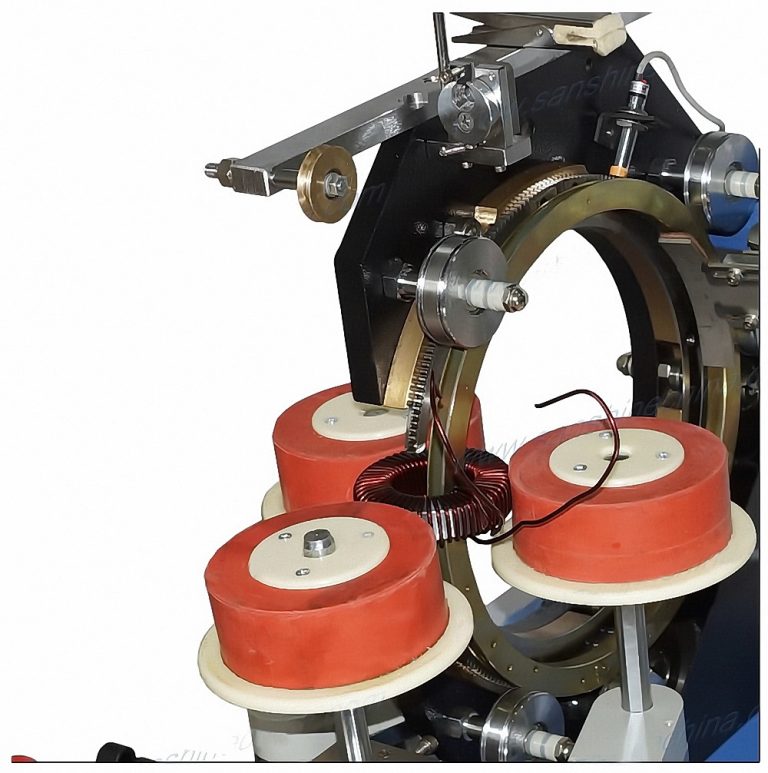
Рисунок 4 – Основа станка тороидальной намотки
Зубчатый венец с необходимыми узлами, предназначенными для раскладки и поддержания натяга провода, располагается на намоточной голове (рис. 5).
Рисунок 5 – Намоточная голова
Намоточная голова несет на себе основные узлы, предназначенные для реализации вращения и позиционирования зубчатого венца со шпулей вокруг каркаса. Вращение шпули происходит за счет системы зубчатых передач. На намоточной голове реализована система слежения за вращением двигателя с использованием оптического энкодера.
Скорость вращения зубчатого венца и вращения каркаса программно синхронизирована, что позволяет распределять по кольцу любое требуемое количество витков провода.
Спроектированное оборудование для высокоточной и высокоскоростной намотки успешно изготовлено, и в данный момент применяется для изготовления потенциометрических датчиков изделий медицинского назначения.
В рамках реализации проекта разработки данного оборудования были сформулированы основные аспекты тороидальной намотки тонкого провода:
1. Намотка должна производиться по «безпетельной технологии», то есть необходимо обеспечить постоянство натяга провода в любом из моментов огибания каркаса.
Намотка должна производиться по «безпетельной технологии», то есть необходимо обеспечить постоянство натяга провода в любом из моментов огибания каркаса.
2. Необходимо обеспечить постоянный момент поджатия шпули с резистивным проводом для реализации постоянного значения силы натяжения провода.
3. Необходимо обеспечить отсутствие люфтов в осевом и радиальном направлении каркаса в момент намотки провода.
4. Необходимо обеспечить такое вращение зубчатого венца, при котором будут отсутствовать рывки и заклинивания зубчатой передачи.
5. Необходимо обеспечить вариативность передаточных отношений двигателя, вращающего каркас и зубчатый венец.
Список литературы:
1. Четвертков, И.И. Потенциометры: производственно-практическое издание / И.И. Четвертков, Н.М. Коросько. – Москва: Советское радио, 1978. – 63 с.: ил. – (Элементы радиоэлектронной аппаратуры ; вып. 38).
Станки тороидальной намотки, современные решения и тенденции развития
Говоря о сегодняшнем рынке тороидальных намоточных станков можно выделить несколько категорий оборудования ряда производителей, среди которых Ruff GmbH занимает очень интересное положение. Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Одна из самых популярных в России серий станков тороидальной намотки – станки настольного исполнения Ruff Mini, Ruff RWE наиболее ярко отражает весь спектр технологических решений, применяемых компанией Ruff в станках тороидальной намотки. И во многом это неудивительно, поскольку именно станки Ruff имеют максимально широкий рабочий диапазон наматываемых изделий, оснастки и вариантов исполнения.
Основной концепцией любого станка Ruff является модульность конструкции, позволяющая варьировать оснасткой в зависимости от габарита наматываемого изделия и вида намотки. Для настольных моделей предлагается большая гамма оснастки: 24 намоточные головки, более 10 вариантов роликовых столов, 7 лентонамоточных головок для изолировки. В зависимости от серийности наматываемых изделий и сложности намотки Ruff предлагает варианты исполнения контроллеров от простогос двумя счетчиками для многосерийной намотки простых изделий до систем с ПЛК контроллером или промышленным ПК для выполнения сложных задач по намотке как серийных, так и единичных изделий.
Бесспорным преимуществом оборудования является взаимозаменяемость всех видов оснастки и их совместимость с любым типом базовой станины, что позволяет быстро переналаживать имеющееся на производстве оборудование под задачи настоящего времени с минимальными затратами. Проще говоря, производителю нет смысла покупать новый станок для решения той или иной появившейся задачи – достаточно просто установить один из имеющихся дополнительных элементов (намоточная головка, контроллер, роликовый стол, шпули и прочее). Что в свою очередь снижает конечную стоимость изделия.
Настольные станки тороидальной намотки Ruff можно разделить на два основных сегмента – станки для тороидальных изделий с конечным внешним диаметром до 51мм (серия Ruff Mini) и станки для тороидальных изделий с конечным внешним диаметром до 350мм.
Без преувеличения компания Ruff является единственным в мире производителем тороидальных намоточных станков, позволяющих наматывать тороидальные изделий с конечным внутренним диаметром 1 мм!
В большинстве случаев общепризнанные производители предлагают решения только от 3,0 мм внутреннего диаметра и выше.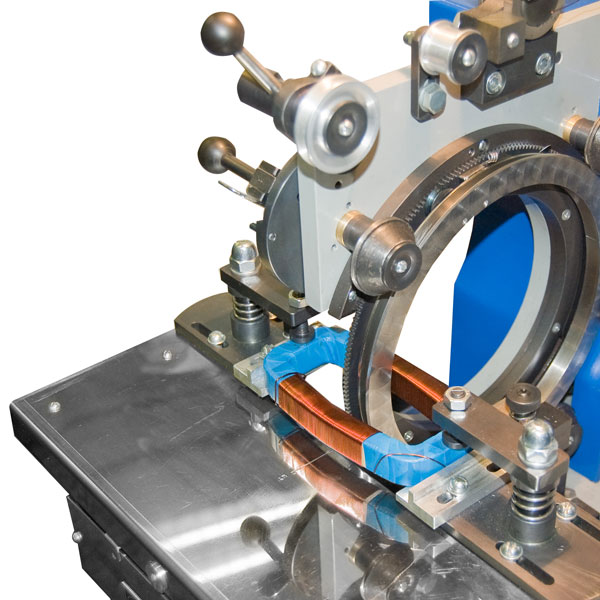 Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Наиболее популярны подобные станки среди отечественных предприятий военно-промышленного комплекса. Как известно, их многие изделия характеризуются своими нестандартными конструктивными решениями, в том числе и очень сложными, требования же к качеству намотки обычно очень высоки. Одним из первых станков, установленных на предприятии ВПК, был Ruff Mini Standard (вставить фото), который до сих пор эксплуатируется на ФГУП «Моринформасистема» (ФГУП НПО «Агат»). Внедрение 1 станка на производстве с двумя комплектами оснастки (2 намоточные головки, 1 роликовый стол) позволило значительно повысить скорость и качество намотки изделий.
По статистике ООО «Технический центр «Виндэк» можно сказать, что 60% продаваемых настольных тороидальных станков ориентированы на намотку именно нестандартных изделий, основными производителями которых являются предприятия ВПК России.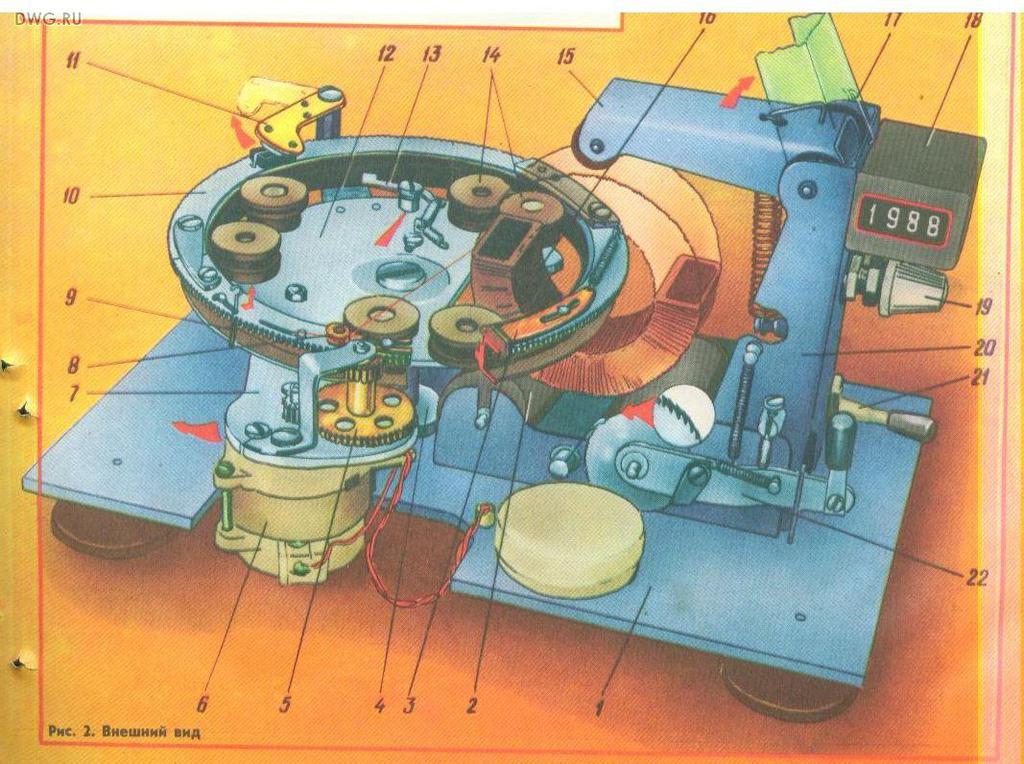 Среди клиентов ООО «ТЦ «Виндэк», относящихся к ВПК, можно выделить ФГУП НПО «Деталь» (Свердловская обл.), ФГУП «Уральский электрохимический комбинат» (Свердловская обл.), ОАО «Завод Радиоприбор» (Санкт-Петербург) и другие.
Среди клиентов ООО «ТЦ «Виндэк», относящихся к ВПК, можно выделить ФГУП НПО «Деталь» (Свердловская обл.), ФГУП «Уральский электрохимический комбинат» (Свердловская обл.), ОАО «Завод Радиоприбор» (Санкт-Петербург) и другие.
Отзывы клиентов и опыт специалистов ООО «Технический центр «Виндэк» показывают, что у потребителя никогда не возникают трудности в переналадке эксплуатируемого оборудования даже при невысокой квалификации обслуживающего персонала. В большинстве случаев переналадка даже при замене оснастки занимает не более 20 минут при условии написания новой программы и отладки.
На сегодняшний день в России эксплуатируется не менее 90 единиц тороидальных станков Ruff различных конфигураций.
К сожалению, в современной России наблюдаются невысокие темпы роста объемов производства при большой номенклатуре выпускаемой продукции, что требует гибкости производства. Именно в такой ситуации тороидальные станки Ruff являются лучшим решением! Гибкость и удобство эксплуатации оборудования для гибкого производства. Для подобных задач большинство клиентов используют станки серии Ruff RWE Standard, Ruff RWE Micro-PC с высокой степенью автоматизации и малым временем переналадки программ. Встроенная система самодиагностики оборудования позволяет значительно снизить время на настройку оборудования. Время, необходимое на написание даже сложной программы для нового изделия, не превысит 5 минут!
Для подобных задач большинство клиентов используют станки серии Ruff RWE Standard, Ruff RWE Micro-PC с высокой степенью автоматизации и малым временем переналадки программ. Встроенная система самодиагностики оборудования позволяет значительно снизить время на настройку оборудования. Время, необходимое на написание даже сложной программы для нового изделия, не превысит 5 минут!
Хотя и не все производители применяют станки Ruff для намотки только сложных изделий. Высокая надежность оборудования, высокая степень повторяемости ориентируют станки для намотки крупносерийных партий тороидальных изделий. Для подобных задач в большинстве случаев используют станки с простыми контроллерами, что позволяет значительно снизить затраты на приобретение оборудования.
В мае 2009 года на выставке CWIEME 2009 комания Ruff презентовала клиентам и посетителям совершенно новый контроллер для станков тороидальной намотки серий RWE и RWS. Контроллер имеет большой сенсорный дисплей, который позволяет оператору станка легко ориентироваться в программировании станка. Программное обеспечение выполнено на базе операционной системы Windows CE, которая не требует большое времени освоения. Внедрение нового контроллера позволило компании первой предложить на рынок тороидальный намоточный станок с полностью русифицированным программным обеспечением. Ввиду этого новая модификация станка получила символичное названия – Evolution (эволюция, развитие). Среди всех Российских клиентов посетивших стенд компании Ruff станок тороидальной намотки версии Evolution вызвал большой интерес.
Программное обеспечение выполнено на базе операционной системы Windows CE, которая не требует большое времени освоения. Внедрение нового контроллера позволило компании первой предложить на рынок тороидальный намоточный станок с полностью русифицированным программным обеспечением. Ввиду этого новая модификация станка получила символичное названия – Evolution (эволюция, развитие). Среди всех Российских клиентов посетивших стенд компании Ruff станок тороидальной намотки версии Evolution вызвал большой интерес.
Как отмечалось ранее, станки Ruff могут быть оснащены широким спектром оснастки, позволяющей перекрыть большой диапазон наматываемых изделий. Для решения задач по намотке могут быть использованы намоточные головки с зубчатым приводом, ременным (плоскоременный и круглый ремень), ползунком, лентонамоточные головки с зубчатым приводом. В каждом из типов намоточных голов имеется не менее трех различных конфигураций и исполнения. Комбинирование намоточных голов и роликовых столов позволяет решать даже самые нестандартные задачи.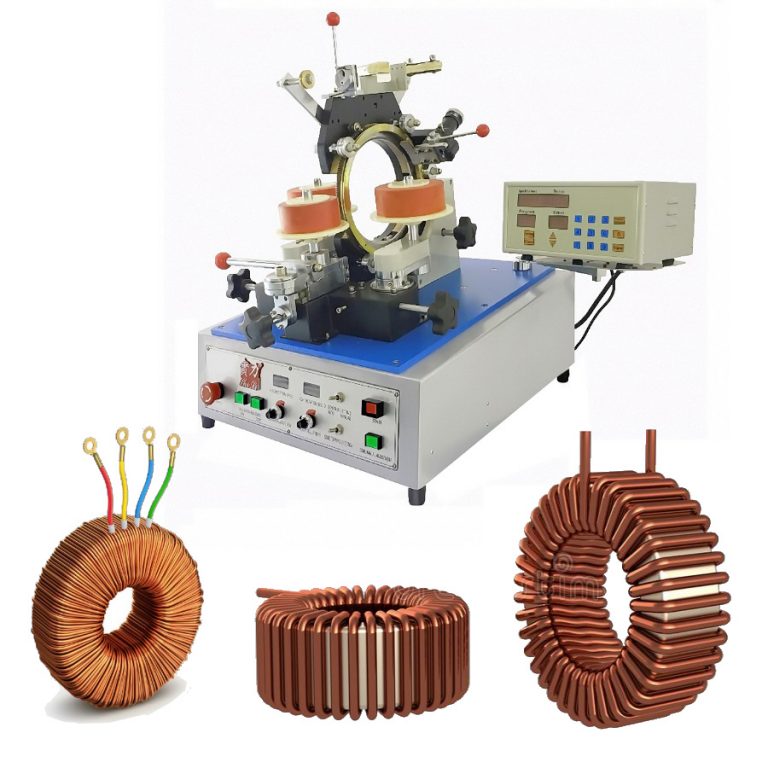 Компания Ruff GmbH обладает большим конструкторским отделом, проектирующим все узлы самостоятельно и довольно гибким производством, позволяющим быстро изготавливать нестандартные детали и узлы.
Компания Ruff GmbH обладает большим конструкторским отделом, проектирующим все узлы самостоятельно и довольно гибким производством, позволяющим быстро изготавливать нестандартные детали и узлы.
Хотелось бы отметить наиболее важный факт о компании Ruff GmbH. В отличие от многих других известных в мире производителей (в основном европейские и американские компании) некоторое время назад, переведших производство в Китай для снижения себестоимости, Ruff GmbH остается верен принципу «сделано в Германии» и производит все оборудование на своей производственной площадке в г.Графинг в пригородах Мюнхена (Grafing, Munich). К слову сказать, ни один из европейских либо американских производителей, имеющих основное производство в Китае, не разглашает эту информацию, а до сих пор позиционирует себя как европейский или американский производитель. Несмотря на все это компании Ruff GmbH удается удержать стоимость оборудования на адекватном уровне при высоком качестве оборудования за счет больших объемов производства по сравнению со своими основными конкурентами. Осуществление полного цикла самостоятельного проектирования и производства оборудования позволяет гарантировать качество оборудования на всех стадиях его производства.
Осуществление полного цикла самостоятельного проектирования и производства оборудования позволяет гарантировать качество оборудования на всех стадиях его производства.
Особой изюминкой оборудования является возможность использования нестандартной оснастки для станков, например, роликовых столов. Нередко возникают задачи по необходимости нестандартной фиксации наматываемого элемента и его точного перемещения. Для этого Ruff GmbH предлагает ряд нестандартных столов: с ременным приводом для перемещения овальных сердечников, вертикальные зажимы-струбцины для фиксации сердечника в одной точке, параллельные столы для перемещения вдоль оси х, у при прецизионной вмотке в тор, сегментные держатели, например для квадратной катушки и многое другое.
Стандартные роликовые столы также имеют различное исполнение – с плавающим зажимом быстрой настройки под используемый диаметр сердечника, с шарнирным роликовым зажимом и ручной регулировкой, откидная система и другие.
Неоднократно специалисты ООО «Технический центр «Виндэк» вводили в эксплуатацию нестандартные роликовые столы с пневматической системой прижима для сердечников со сложной конфигурацией (например, емкостные кольца с неравномерными бортами по окружности для перемещения которых необходим постоянный фиксированный прижим, который невозможно обеспечить с помощью стандартного роликового стола.
ТЦ «Виндэк» предлагает более 100 единиц различных шпуль (магазинов), приводных роликов, ползунков, приводных ремней и прочее. Например, шпули (магазины) могут иметь конфигурацию: разъемный вариант, сегментный, шарнирный. Применение каждого из типов позволяет подобрать наиболее удобный вариант для работы.
Совокупность всех указанных факторов вкупе с высокоточными контроллерами и сервоприводами (сервопривод намоточной головы, сервопривод механизма перемещения сердечника) гарантирует высокую степень качества и точности наматываемых изделий. Большинство станков оснащено системами хранения данных и программ, автоматического контроля положения сердечника и реверсивной намотки, ускорения и замедления намотки, остановки для отвода, контроля сектора обмотки и т.д. Хотим отметить, что инженеры ООО «Технический центр «Виндэк» неоднократно производили практические замеры по хронометражу времени наматываемого изделия на различных станках отечественного, импортного производства для сравнения с станками Ruff. В ряде случаев, полученные результаты демонстрировали, что скорость намотки на станках Ruff в 2. а в некоторых случаях в 3 раза выше по сравнению со станками конкурентами. Как известно, это один из самых ключевых факторов производства. Наш опыт показывает, что в России отмечается рост продаж намоточного оборудования Ruff для намотки больших тороидальных трансформаторов, что говорит о принципиальном изменении в построении производств клиентов: раньше основная масса клиентов была ориентирована либо на приобретение уже готовых изделий, либо на эксплуатацию дешевого, простого, преимущественно, отечественного оборудования, сейчас же многие компании осуществляют замену парка оборудования на более качественное для обеспечения бесперебойности работы, повышения качества продукции, а также повышение культуры производства.
В ряде случаев, полученные результаты демонстрировали, что скорость намотки на станках Ruff в 2. а в некоторых случаях в 3 раза выше по сравнению со станками конкурентами. Как известно, это один из самых ключевых факторов производства. Наш опыт показывает, что в России отмечается рост продаж намоточного оборудования Ruff для намотки больших тороидальных трансформаторов, что говорит о принципиальном изменении в построении производств клиентов: раньше основная масса клиентов была ориентирована либо на приобретение уже готовых изделий, либо на эксплуатацию дешевого, простого, преимущественно, отечественного оборудования, сейчас же многие компании осуществляют замену парка оборудования на более качественное для обеспечения бесперебойности работы, повышения качества продукции, а также повышение культуры производства.
Многие компании стремятся максимально автоматизировать производственный процесс для повышения производительности и снижения человеческого фактора ошибки. К примеру, производители трансформаторов тока внедряют предложенную Ruff систему одновременной намотки провода и изолировочной ленты Ruff RWS + RWS Tape, работающую в синхронизированном режиме. Указанная выше система относится к категории тяжелых напольных станков Ruff и супертяжелых напольных станков для намотки трансформаторов максимальным диаметром до 3000мм и массой до 800кг. Об этих сериях станков и их применении речь пойдет в следующей статье. Следите за нашими публикациями!
Указанная выше система относится к категории тяжелых напольных станков Ruff и супертяжелых напольных станков для намотки трансформаторов максимальным диаметром до 3000мм и массой до 800кг. Об этих сериях станков и их применении речь пойдет в следующей статье. Следите за нашими публикациями!
Демонстрация процесса намотки провода и изолировки:
Tags: ruff, rwe, намоточное оборудование, намоточные станки, намоточный станок, настольные станки, станок рядовой намотки, тороидальная намотка, тороидальные трансформаторы
Просто о сложном. Простые решения по намотке сложных изделий, статьи по электронике
Не так давно, когда все деревья для меня были большими, мой дедушка, Сергей Тимофеевич, подарил мне на день рождения набор для сборки транзисторного радиоприемника «Юность КП-101». Подарок привел меня в восторг, и, как только гости ушли, я с большим усердием приступил к сборке этого устройства. Необходимо было впаять на входящую в комплект текстолитовую плату с разведенными дорожками некоторое количество радиоэлементов. Особых затруднений у меня это не вызвало, но, кроме монтажа в отверстие, при сборке радиоприемника необходимо было решить еще две задачки. Первая — сборка антенны. Для этого необходимо было на ферритовом стержне прямоугольного сечения проводом ЛЭШО 8х0,07 мм (многожильный, эмалированный в шелковой изоляции) сформировать три обмотки L1 — 90 витков, L2 — два витка и катушка L3 — четыре 4 витка. Вторая задача — сборка трансформатора. Для этого, по задумке конструктора, было необходимо силами одного ребенка при помощи челнока намотать на ферритовое кольцо (далее «тор») первичную обмотку, состоящую из 40 витков провода ПЭЛШО 0,12 мм (одножильный, эмалированный в шелковой изоляции),и сформировать вторичную намотку, состоящую из 100 витков провода ПЭВ-2 0,12 мм (одножильный эмалированный). Тогда я очень хорошо осознал технологическую сложность этого процесса. Кроме необходимости считать количество витков, их нужно было укладывать по схеме «виток к витку». Но я боролся! Собрав волю в кулак, неоднократно переделывая, я справился со сборкой антенны и трансформатора. Можно сказать, это был мой первый успешный шаг в профессиональную тему намот
Рис. 1. Результат сборки трансформатора и антенны. Классические образцы тороидальной и линейной намотки.
Шло время. Копился опыт, усложнялись задачи. Мне приходилось сталкиваться с достаточно трудными технологическими вопросами по созданию моточных изделий: от изготовления каркасов, магнитопроводов, формирования непосредственно обмоток до пропитки и заливки моточных изделий.
Исследуя конструктив изделий и применяемые материалы, по тем или иным причинам не всегда можно рекомендовать использование полной автоматизации. Доля ручного труда в моточном производстве достаточна велика, следствием чего является высокий уровень брака и увеличение себестоимости изделий, но, тем не менее, пооперационная автоматизация часто возможна, и она дает высокий экономический эффект при внедрении на производстве. Используя современные технологические решения, производство неизбежно переходит на новый качественный уровень. Казавшиеся недостижимыми ранее параметры изделий с новыми технологиями становятся нормой.
Современное производство моточных изделий полного цикла состоит из нескольких этапов:
изготовление каркаса под намотку;
изготовление магнитопровода;
формирование обмотки проводом;
сборка изделия;
пропитка или заливка;
маркировка и упаковка.
Каждый из этапов имеет много особенностей и нюансов, определяющих возможность автоматизации.
Изготовление каркаса под намотку
Рис. 2. Каркас катушки
Каркас (рис. 2) — элемент конструкции катушки, который обеспечивает ее необходимую геометрию. Как правило, каркасы изготавливаются из диэлектрических материалов. При изготовлении каркасов применяют различные технологии, в зависимости от объемов производства и технических требований на изделие используется и литье пластика под давлением, и вырубка деталей каркасов из картона с последующей сборкой, и т. д. Критичным параметром при автоматизации для каркаса является его геометрия.
Изготовление магнитопровода
Магнитопровод — элемент конструкции моточного изделия, предназначенный для прохождения магнитного потока, возбуждаемого электрическим током, протекающим в обмотках устройств.
При изготовлении магнитопровода используют специальные сорта стали — трансформаторная или электротехническая. Поставляется электротехническая сталь в рулонах. Одним из первых этапов изготовления магнитопровода является продольная резка рулона стали (рис. 3).
Рис. 3. Установка продольной резки трансформаторной стали
Задача заключается в обеспечении размотки рулона стали и его равномерной подачи в машину продольной резки, где лист металла, проходя через валки с установленными ножами, разрезается на ленты необходимой ширины. После этой процедуры ленты сматываются в рулоны для дальнейшей обработки.
Следующим этапом изготовления магнитопровода является намотка ленты и формирование геометрии магнитопровода. Геометрия определяется оправками, которые используются при намотке магнитопровода (рис. 4).
Рис. 4. Машина для намотки магнитопровода
По окончании намотки мы получаем готовый магнитопровод, который, в зависимости от конструктива, передается либо на этап формирования обмотки (например, тороидальная намотка), либо на следующие этапы изготовления, такие как пропитка, сушка, распил. После этого магнитопровод считается готовым и передается на сборку конечного изделия (рис. 5).
Рис. 5. Готовые магнитопроводы
Автоматические машины выполняют цикл намотки: закрепляют провод на контактный вывод каркаса, заводят провод на катушку, осуществляют раскладку и намотку провода, закрепляют провод на второй контактный вывод катушки
Существуют также другие технологии изготовления магнитопровода.
Непосредственное формирование обмотки проводом
Сегодня на производствах используют два типа намотки: линейная или рядовая и тороидальная (рис. 6, 7).
Рис. 6. Рядовая намотка
Рис. 7. Тороидальная намотка
Рядовая или линейная намотка разделяется на два типа: каркасная (намотка осуществляется на каркас) и бескаркасная (намотка осуществляется на специальную оправку, которая формирует геометрию катушки и в последующем удаляется).
При тороидальной намотке провод наматывается на тор (тороид) — поверхность, которая получается вращением образующей окружности вокруг оси, лежащей в плоскости этой окружности, но не проходящей через ее центр.
При намотке провода необходимо решить несколько технологических задач и обеспечить:
подачу провода;
необходимое натяжение провода;
точное позиционирование провода при намотке;
раскладку провода при намотке;
контроль количества витков провода;
контроль скорости намотки.
Современные решения для намотки предлагают различную степень автоматизации: от ручных (рис. 8) до полностью автоматизированных высокопроизводительных машин (рис. 9).
Рис. 8. WH-737 — ручная машина для линейной намотки
Рис. 9. 12-шпиндельная автоматическая машина WH-2012
Полностью автоматические машины выполняют цикл намотки в автоматическом режиме: закрепляют провод на контактный вывод каркаса, заводят провод на катушку, осуществляют раскладку и намотку провода на достаточно высоких скоростях, закрепляют провод на второй контактный вывод катушки. При необходимости выполнить вторичную обмотку, автомат продолжает работу, формируя вторичную обмотку.
Кроме полных автоматов, ориентированных на выпуск ограниченной номенклатуры изделий, существуют полуавтоматическое оборудование, имеющее много большие возможности по намотке, но не очень высокую производительность. Например, машина рядовой намотки компании Erasan E-300 (рис. 10). Она с высокой точностью раскладывает провод на катушке до 350 мм и укладывает провод от 0,01 до 2,5 мм.
Рис. 10. Машина рядовой намотки Е-300
Находится применение и другим, более крупным машинам, которые мотают провод до 30 мм в диаметре и укладывают его на катушку до 2,5 м (рис. 11).
Рис. 11. Машины компании Erasan для работы с крупногабаритными рядовыми катушками
С намоткой тороидальных катушек ситуация обстоит сложней. Возможности автоматизации намотки тороидальной катушки определяют, в первую очередь, габариты катушки, а во вторую — количество провода, которое необходимо разложить на торе.
Очевидно, что чем меньше габариты тора и чем больше провода необходимо на нем разместить, тем сложней автоматизация процесса. На современном этапе развития технологии намотки тора существуют машины, позволяющие автоматизировать процесс с остаточным внутренним диаметром тора (внутренний диаметр после намотки) от 1,7 мм (рис. 12).
Рис. 12. Станок тороидальной намотки TU-150 для намотки миниатюрных торов
Автоматизация намотки более крупных торов — менее сложная задача. Для этого существуют машины со сменными моточными головами со шпулями диаметров от 4 до 13 дюймов (рис. 13).
После изготовления непосредственно катушки изделие передается на финальную сборку.
WH- 900 WH-300
Рис. 13. Машины тороидальной намотки со сменными моточными головами
Сборка изделия
На данном технологическом этапе происходит сборка конструктива конечного изделия: установка на магнитопровод или в специальный держатель (для торов) намотанных катушек, монтаж выводов катушек, а также фиксация всей конструкции.
Пропитка или заливка
По окончании сборки конечного изделия наступает не менее ответственный технологический этап пропитки или заливки. Исходя из формулировок отраслевого стандарта (ОСТ 180363-87), заливку и пропитку производят с целью увеличения надежности изделия, электрической изоляции, а также в целях придания залитым узлам вибро-, водо-, термо- и ударопрочности.
Пропитку моточных изделий осуществляют в специальных установках — автоклавах, обеспечивающих необходимые температуру, уровень вакуума и избыточного давления.
Как правило, технологический процесс пропитки проходит по следующей схеме. Изделие помещают в автоклав и нагревают до определенной техпроцессом температуры, и выдерживают при таком режиме нужное время, осуществляя «сушку изделия». Затем объем автоклава заполняется разогретым лаком, и происходит непосредственная пропитка изделия, при этом изменяется давление в автоклаве от вакуума до избыточного. Так происходит определенное количество циклов в соответствии с техпроцессом. По окончании пропитки с автоклава сливается лак, и происходит сушка изделия при температуре, определенной в технической документации.
Заливка изделия несколько отличается от пропитки лаком. Подготовленные моточные изделия устанавливают в специальные формы и заливают подготовленным материалом, при этом осуществляются важные этапы подготовки материала: разогрев, дозирование в определенных пропорциях, гомогенное смешивание и вакуумирование компонентов. После заливки изделие необходимо разместить в наиболее комфортные условия для полимеризации смеси. По окончании процесса заливки и пропитки изделие передается на окраску, маркировку и упаковку.
При описании изготовления моточных изделий я опустил или не полностью раскрыл многие нюансы технологии, но вернусь к ним в дальнейших статьях.
Официальный сайт Группы компаний “Диполь”: https://www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство кабелей, жгутов, моточных изделий Намотка Пропитка и заливка Система рядовой намотки Система тороидальной намотки Erasan Рядовая намотка Тороидальная намотка
Станок для намотки проволоки на замкнутые сердечники
Авторы патента:
Былеев А. М.
Узков А.И.
H01F41/08 – наматывание проводов на сердечники или каркасы, которые являются замкнутыми на себя, например тороиды, или пропускание через них (для соединения элементов цифровой памяти G11C 5/12)
Класс 2)g, )О
Л”а 110274
СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
А. И. Узков и А. М. Былеев
СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОКИ НА ЗАМКНУТЫЕ
СЕРДЕЧНИКИ
Заявлено 19 марта 1957 г. за М 569165 в Комитст ио лелам ивобретеиий и открытий ири Совете Министров СС(Р
Предмет изобретения
В известных станках для намотки проволок на замкнутые сердечники обматываемый сердечник устанавливается на стол станка и остается неподвижным, а провод наматывается на продетую сквозь сердечник вращающуюся шпулю. Такая конструкция усложняет устройство станка, так как шпуля должна иметь специальный привод, натяжное приспособление и т. д. Намотка каждого сердечника требует специальной подготовки станка и занимает много времени. . .)ля повьипения скорости намотки и упрощения конструкции станка предлагается, согласно изобретению, применить в нем электромагнит, удерживающий шпулю на месте, и вращающийся шпиндель, на конце которого укреплен держатель обматывасмого сердечника.
На фиг. 1 и 2 изображены две проекции намоточной головки предлагаемого станка.
В корпусе 1 головки, укрепленной на шпинделе 2 станка, установлены два сектора — большой 8 и малый 4, образующие дорожку для цилиндрической шпули с намотанным заранее проводом. Большой сектор 8 служит держателем обматываемого сердечника 5. Сверху сердечник прижимается пружиной 6, запираемой кольцом 7.
При вращении шпинделя намоточного станка сердечник 5 вращается относительно шпули 8, удерживаемой электромагнитом 9 в oil ределенном положении. Направление намотки на шпуле и направление вращения головки должны обеспечивать необходимый натяг провода.
Корпус 1 головки, секторы 8 и 4, пружина 6 и кольцо 7 должны изготовляться из немагнитного материала (например, латуни), а шпуля 8 — из любой мягкой стали.
Станок для намотки проволоки на замкнутые сердечники с применением цилиндрической шпули с за№ 110274
Фиг. 1
Фиг. 2
Отв. редактор И. В. Макаров
Стандартгиз. Подп. к печ. 17/IV 1958 г. Объем 0,125 и. л. Тираж 800. Цена 25 кои.
Типография Комитета по делам изобретений и открытий прн Совете Министров ССС(Москва, Неглинная, д. 23. Зак. 2081 пасом проволоки, о т л и ч а ю щ и йся тем, что, с целью повышения скорости намотки, в нем применены электромагнит, удерживающий шпулю на месте, и вращающийся шпиндель, на конце которого укреплен держатель обматывае»oro сердечника.
Похожие патенты:
Устройство для навивки магнитопроводов или иных изделий тороидальной формы из тонкой металлической ленты // 108334
Устройство для выполнения обмоток на: замкнутых тороидальных сердечниках // 108112
Станок для обмотки тороидов // 107929
Станок для намотки тороидальных катушек и линейных потенциометров // 100365
Станок для изолирования стержней обмоток электрических машин // 97504
Устройство для осуществления шаговой подачи кольцеобразных сердечников при их обмотке // 92131
Многошпиндельный полуавтоматический станок для намотки тороидальных катушек // 82857
Устройство для наложения ленточной изоляции на секции обмоток электрических машин // 79943
Устройство для намотки тороидов // 78950
Стол к станку для намотки кольцевых сопротивлений // 76672
Катушка индуктивности, способ ее изготовления и приспособление для его осуществления // 2120148
Изобретение относится к области радиотехники и может быть использовано в антенносогласующих устройствах и узлах настройки радиопередатчиков
Балластный резистор для газоразрядной лампы, способ и устройство для его изготовления // 2175459
Изобретение относится к электротехнике и может быть использовано при изготовлении балластных резисторов
Станок для обмотки тороидальных сердечников // 2205463
Изобретение относится к области электротехники, а именно к технологическому оборудованию для изготовления дросселей и трансформаторов путем обмотки тороидальных сердечников обмоточными проводами, и может быть использовано в радиотехнической и электронной промышленности
Способ изготовления волновой обмотки для электрических машин и устройство для его осуществления // 2233530
Изобретение относится к области электротехники, а именно к технологии изготовления обмоток электрических машин
Способ намотки тороидальных высокочастотных трансформаторов // 2351032
Изобретение относится к электротехнике
Трансформатор тока для источника электропитания и способ его изготовления // 2390865
Изобретение относится к электротехнике и может быть использовано в источниках электропитания
Станок скоростной намотки тороидальных магнитопроводов // 2416836
Изобретение относится к технологическому оборудованию в радиотехнической и электронной промышленности
Способ нанесения обмотки на тороидальный магнитопровод и устройство для его осуществления // 2083016
Изобретение относится к электротехнике и касается особенностей технологии нанесения обмоток на тороидальные магнитопроводы
Устройство для намотки проволоки на замкнутые кольцевые сердечники // 112237
Устройство для намотки проволоки на замкнутые кольцевые сердечники // 112332
Машина Гормана – Тороидальная намоточная машина Hustler
Машина Гормана – Тороидальная намоточная машина Hustler
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| © 1996-2022 Горман Машин Корп. | Работает на KWW |
Спецификация
| Нажмите, чтобы увеличить изображение | ||||||||||||||||||||||||||||||||||||||||||||||||||
| WH-900 представляет собой тороидальный намоточный станок с цифровым управлением, идеально подходящий для производства тороидальных силовых трансформаторов, разделительных трансформаторов, катушек индуктивности, дросселей и других тороидальных устройств с готовым наружным диаметром до 60 мм. Машина может быть оснащена 4- или 6-дюймовыми тороидальными намоточными головками, каждая из которых доступна в версиях с ремнем и боковым ползунком. Машина оснащена автоматическим контролем длины проволоки, рабочей скорости, ускорения и торможения и т. д., а программы для намотки даже самых сложных тороидов могут быть сохранены в памяти для последующего использования. Усовершенствованная система обнаружения волоконно-оптических проводов включает функцию «обучения» для точного и надежного подсчета витков даже с цветными проводами.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
TT-H06B тороидальная намоточная машина – Китай Тороидальная намоточная машина, тороидальная намоточная машина, машина для намотки катушек трансформатора от Wisdom Winding Machine (shanghai) Co., ltd
намоточная машина
Новый продукт
просмотреть всеСписок продуктов
Машина для намотки тороидальных катушек
Машина для намотки больших торсионов
Машина для намотки катушек статора двигателя
Машина для намотки катушек среднего размера
Машина для намотки звуковых катушек
8-09 Высокоскоростная машина для намотки 20082 Специальная намоточная машина для трансформаторовПоследние добавления
Свяжитесь с нами
Адрес компании № 1288, Zhennan Road, Shanghai, China
key контактное лицо Mr. David Guo
Тел. 86-21-61395047
Факс. 86-21-61395049
мобильный 86-18721328862
электронная почта [email protected]
Информация о продукте –
TT-H06B тороидальная намоточная машина2
Описание продукта
• это точный и надежный цифровой тороидальный намоточный станок
• СКОРОСТЬ: 1500 об/мин
• Мотор обмотки: мотор переменного тока 370 Вт, переменный частотный привод
• Распространенный двигатель: Stepping Motor
• Вместимость памяти: 999 Шаги
• Источник мощности: AC220V +10%, 50/60 HZ
Тип | 79|||||||||
. | TT-H04P Тип ремня | TT-H06P Тип ремня | TT-H04B тип SLIDE0004 Н. | 10 ~ 60 мм | 10 ~ 60 мм | 8 ~ 60 мм | 8 ~ 60 мм | ||
мин. ИДЕНТИФИКАТОР. | 4мм | 5мм | 5мм | 7мм | 9.00037 МАКС. ВЫСОТА25 мм | 45 мм | 25 мм | 45mm | |
WIRE SIZE | 0.15~0.6mm | 0.25~0.9mm | 0.05~0.25mm | 0.05~0.35mm | |||||
SHUTTLE DIAMETER | 98mm | 136mm | 98mm | 136mm | |||||
SHUTTLE WIDTH | 2. | 4,7, 6,3, 7,9 | 4,7, 6,3, 7,9, 9,5 | 4,7, 7,3, 7,9664 , , 9064, | 4,7, 7,9,964 | 4,7, 7,9, 9,5 | 4,7, 7,9, 9,5 | 4,7, 7,9, 9,5 | 4,7, 7,9, 9,5 . |
Мин. Законченный И.Д. Будет отличаться размером челнока и высотой катушки. |
• Колога0087
• Высокотехнологичный челнок для максимальной эффективности.
• Отдельные регуляторы скорости для загрузки и намотки.
• Точно рассчитайте длину загрузки с помощью фотоэлектрического датчика.
• Точный подсчет витков обмотки с помощью датчика OMRON
• Программируемое направление намотки, диапазон возврата намотки (обороты или угол) и сегментный угол намотки
• Точное расстояние между проводами с помощью программируемого контроллера
• Объем памяти вмещает 999 последовательностей параметров при отключении -Сохранение памяти на срок более десяти лет.
Сопутствующие товары
Тороидальная намоточная машина TT-H04B
Тороидальная намоточная машина ползункового типа. Это точный и надежный цифровой тороидальный намоточный станок. используется для тороидального индуктора, тороидального трансформатора, тороидального преобразователя тока …
Тороидальная намоточная машина TT-H04P
Тороидальная намоточная машина ленточного типа используется для намотки толстой медной проволоки. Это точный и надежный цифровой тороидальный намоточный станок. используется для тороидального индуктора, тор …
Тороидальная намоточная машина TT-H06P
Тороидальная намоточная машина ленточного типа используется для намотки толстой медной проволоки. Это точный и надежный цифровой тороидальный намоточный станок. используется для тороидального индуктора, тор …
Тороидальная намоточная машина TT-H09B
Тороидальная намоточная машина ползункового типа. Это точный и надежный цифровой тороидальный намоточный станок. используется для тороидального индуктора, тороидального трансформатора, тороидального преобразователя тока …
WH-900 ЦИФРОВАЯ МАШИНА ДЛЯ НАМОТКИ ТОРА Цифровая машина для намотки тороида WH-900 использует цифровой тор TWC-01
контроллер, это точная и надежная цифровая тороидальная обмотка
машина.
Спецификация:
WH-900-T6 6″ ЦИФРОВАЯ ТОРОИДНАЯ ЛЕНТА МАШИНА Спецификация:
Образец тороида: Спецификация:
WH-300 Зубчатая передача Цифровая тороидальная машина для намотки / обвязки ленты принимает
Цифровой тороидальный контроллер TWC-01, это точность и надежность.
цифровая машина для намотки / обвязки тороида. Спецификация:
Тороид Образец:
WH-300-G7 ТИП ПЕРЕДАЧИ ЦИФРОВОЙ ТОРОИДНАЯ НАМОТОЧНАЯ МАШИНА Тороидальная намоточная машина WH-300-G7 предназначена для
намотка небольшой катушки с точным требованием обмотки. Спецификация:
Образец катушки:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Авторские права: Wey Hwang Co., Ltd . | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изготовление машин с тороидальной намоткой | сделай самАудио
#1
- #1
Привет, ребята,
Я занимаюсь изготовлением тороидального намотчика, и подумал, что может быть интересно посмотреть на все мои ошибки. Кстати, для большей части этого я использую ненужные детали из своего мусорного ведра. Я буду управлять им с помощью ардуино.
Я вижу три типа.
Ременный, челночный и приводной с двумя зубчатыми венцами. Учитывая характер тороидов и необходимую нам точность, я решил сделать двухкольцевой тип.
Вот общая картина настоящего проекта.
Двигатели шаговые NEMA 17. Центральный вращает левое кольцо, левый вращает тороид.
На втором фото привод кольца крупным планом. Я решил сделать внутренний привод, зубья кольца на самом деле представляют собой ремень, отрезанный по длине, я превратил внутреннюю поверхность кольца в внутренний диаметр для определенной длины ремня.
На третьем фото показаны два кольца. Слева находится шкив, который будет направлять провод вниз к тороиду, справа будет намотан весь провод.
Четвертое – правое кольцо, работа над ним еще не завершена. винты 1-72, они будут удерживать шарнирную пластину, чтобы я мог разрезать кольцо, чтобы вставить тороид. Глубина паза 0,018 дюйма, толщина стали у меня есть.
На пятом рисунке показано, как поддерживается тороид. Синий — это липкая задняя пена, которая используется для детских наклеек. Он слишком мягкий, поэтому, когда направление тороида меняется на противоположное, тороид немного уходит вбок.
Цепной привод для вращения тороида мне не нравится, я переделываю его в прямой привод с двигателем под ним. Звездочки не имеют идеальных расстояний от корня до центра, и цепь то натянута, то нормально. Также цепь не любит расцепляться при вращении, вызывая легкое заедание.
Я хочу использовать микрошаг двигателя для более точного разрешения, прямо сейчас оно составляет около 400 импульсов на один оборот тороида.
Синяя пена, которую я заменю хирургической трубкой из латексной резины. Думаю одного слоя будет достаточно. Возможно, мне придется повернуть акриловый фланец вниз, так как он будет слишком глубоко входить в тор с тонкой поверхностью трубки.
Пена/резина должна создавать податливую поверхность, которая поворачивает тороид, но не мешает уже намотанному проводу.
июн
#2
- #2
Отличная работа! Я всегда хотел построить один из них, но никогда не было времени.
Не терпится увидеть это в действии
#3
- #3
Определенно интересно посмотреть на ваши ошибки @jneutron. Я уже довольно давно присматриваюсь к машинам на Taobao, но делать их своими руками гораздо интереснее!
#4
- г.
- #4
Утерян цепной привод, вместо латуни используется U-образная секция, теперь вместо латуни вал из закаленной стали. Это все еще немного связывает, но действительно намного лучше, чем цепь. Я повторно использовал алюминиевую двухопорную опору от старого проекта
. Завтра я закажу муфту Oldham от McMaster Carr. Нужен конец 5мм и 8мм. В итоге выйдет около 30 баксов. На сегодняшний день это будет самая дорогая часть сборки.
Сегодня вечером не устанавливал, завтра выложу фото сборки.
Не знаю как выложить видео, но когда заработает, выложу кадры всей операции. Интернет-видео вроде показывает, но в конечном итоге они идут слишком быстро. Мой план состоит в том, чтобы использовать Arduino и очень медленно снимать видео.
Ян
Пс. Я точу детали с допуском около 0,0005 дюйма (12,5 микрон), но эта чертова муфта все еще вызывает проблемы. Я подозреваю, что в муфте не идеально выровнены отверстия, и когда я затягиваю установочные винты, муфта слегка смещается. Дешево не обязательно лучше, пойди разберись.
Последнее редактирование:
#5
- #5
Как насчет резинового приводного ремня, используемого в основных 3D-принтерах? Я всегда удивляюсь, насколько он точен по оси Y (перемещение тяжелого лотка с распечаткой со скоростью 100 мм/с), учитывая, что он упругий.
У меня только плохой опыт с этими соединителями катушек. ИМО, загружая их радиально, заставляет их изгибаться при вращении. Также я не доверяю их точности, т.к. при начальном крутящем моменте они могут слегка раскручиваться, не правильно передавая угловой ход.
Что касается Arduino, то библиотека AccelStepper очень хороша для перемещения более тяжелых предметов, поскольку она прекрасно справляется с плавным ускорением/замедлением.
Я играл с очень дешевыми контроллерами шаговых двигателей на базе A4988, которые очень легко взаимодействовать с AccelStepper и управлять микрошагами внутри. Хотя в итоге я остановился на редукторных степперах вместо микрошагов.
#6
- г.
- #6
фофман сказал:
Как насчет резинового приводного ремня, используемого в основных 3D-принтерах? Я всегда удивляюсь, насколько он точен по оси Y (перемещение тяжелого лотка с распечаткой со скоростью 100 мм/с), учитывая, что он упругий.
У меня только плохой опыт с этими соединителями катушек. ИМО, загружая их радиально, заставляет их изгибаться при вращении. Также я не доверяю их точности, т.к. при начальном крутящем моменте они могут слегка раскручиваться, не правильно передавая угловой ход.
Что касается Arduino, то библиотека AccelStepper очень хороша для перемещения более тяжелых предметов, поскольку она прекрасно справляется с плавным ускорением/замедлением.
Я играл с очень дешевыми контроллерами шаговых двигателей на базе A4988, которые очень легко взаимодействовать с AccelStepper и управлять микрошагами внутри.
Хотя в итоге я остановился на редукторных степперах вместо микрошагов.
Нажмите, чтобы развернуть…
Я определенно думал и о резиновом ремне. Посмотрев видеоролики других намотчиков, я решил поставить прямой привод с двигателем, чтобы обеспечить более четкую рабочую зону, а также отсутствие цепи, которая могла бы защемить пальцы.
Спасибо за подсказку, я проверю библиотеку.
Мой план состоит в том, чтобы преобразовать приводы для последовательной укладки проволоки и установить либо 10-оборотный потенциометр, либо поворотный энкодер для управления скоростью.
Четыре программных режима.
1. Вращайте кольцо по часовой стрелке, тороид выключен, дисплей показывает длину намотки провода в футах. Кольца соединены.
2. Поверните кольцо против часовой стрелки, тороидальный ведомый и редукторный, кольца отсоединены. Дисплей показывает общее количество оборотов.
Если я сделаю оба микрошага на 32, разрешение для коэффициента будет отличным. Я не ожидаю, что движение тороида будет с точностью до 32 микрошагов, так как я использую открытый цикл.
3. Установите соотношение.
4. Поверните тор, не двигая обмотки двигателя.
Ps..только что понял 3 и 4 режимы полезны.
Я могу просто добавить переключатель в режим управления. Использование четырех цифровых входов
Jn
Последнее редактирование:
#7
- #7
Ничто не сравнится с прямым приводом, это точно
За исключением пропущенных шагов, шаговые двигатели очень надежны с точки зрения точного положения. Возможно, вам не нужна обратная связь (возможно, только некоторый сброс для исходного положения, не знаю)
Nema 17 довольно сильны и хорошо справляются с микрошагом. Они есть в моем 3D-принтере начального уровня (как и в большинстве других принтеров), и я не помню ни одного пропущенного шага, а печать занимает даже целый день.
#8
- #8
Ах да, забыл, что мне нужны кнопки сброса… ну…
Спасибо.
Ян
#9
- #9
Вот новый прямой привод для вращения тороида. Эта алюминиевая цилиндрическая деталь имеет два герметичных подшипника, по одному на каждом конце.
вал из закаленной стали. Понадобился отрезной круг, чтобы обрезать его по длине.
Завтра и на выходных собираю и работаю над отделкой колец.
июн
#10
- #10
Я пытался построить тороидальную намотку еще в 2013 году. Это был полурабочий прототип без роликового стола для тороидального сердечника (поэтому я использовал коробки и книги и вращал сердечник вручную, чтобы определить, работоспособна ли эта конструкция). Внешний диаметр катушки с проволокой и челнока составляет около 355 мм (~ 14 дюймов). Я отказался от этого проекта из-за слишком высокой стоимости.
Фотографии прилагаются. Так что вы можете извлечь некоторые уроки из моих достижений и ошибок.
#11
- #11
Как там будет контроль натяжения. Другими словами, какой тонкий провод вы можете использовать?
Ура
Алан
#12
- #12
Интересно. Я только начал с DIY несколько недель назад, понятия не имел, что люди на самом деле наматывают свои собственные тороиды! Ух ты.
№13
- №13
ЛинуксГуру сказал:
Я пытался построить тороидальную намотку еще в 2013 году.
Фотографии прилагаются. Так что вы можете извлечь некоторые уроки из моих достижений и ошибок.
Нажмите, чтобы развернуть…
Вау, очень хорошая работа. Я заметил, что вы также настраивали второе кольцо для управления.
Видео, которое я видел, имеет только один привод, поэтому я пошел по этому пути. Но, черт возьми, это был, безусловно, амбициозный проект, он выглядел довольно хорошо. Я рад, что ты сохранил фотографии.
Джон
Последнее редактирование:
№14
- №14
вальсирующий медведь сказал:
Как там будет контроль натяжения. Другими словами, какой тонкий провод вы можете использовать?
Ура
АланНажмите, чтобы развернуть…
Инженер, который будет его использовать, хотел от 28 до 30 awg.
В настоящее время я планирую изготовить войлочный тормоз, который касается внутренней поверхности кольца катушки проволоки, и отрегулировать его с помощью пружин.
Единственное, что мне неизвестно, так это то, что шкив первого кольца возвращается к тороиду, и я хочу убедиться, что натяжение провода остается прежним. Из видео, которое я изучил, нагруженное кольцо сильно замедляется во время этой части ветра, но я не думаю, что ему нужно будет отступать, чтобы поддерживать натяжение. На видео толстая проволока имеет тенденцию закручиваться непосредственно перед шкивом, но я подозреваю, что это из-за того, что проволока настолько толстая, а радиус шкива настолько мал, что проволока сопротивляется изгибу.
Если это произойдет, мне придется сделать плавающий тормоз с пружиной, чтобы, если ему нужно дать задний ход, пружина это сделает. Но пока я не увижу необходимости добавить эту сложность, я воздержусь (однако, помня об этом.)
john
№15
- №15
Вдохновение я черпаю из статьи, опубликованной в русском журнале «Радио» еще в 1987. Он включал в себя полный набор чертежей всех деталей, необходимых для сборки машин. Тем не менее, я выбрал более классическую конструкцию с вертикальной шпулькой и челноком.
№16
- №16
Кто-то построил настоящую машину (на фото неизвестного производства из России).
Кроме того, в GrabCad есть полная модель SolidWorks, так что вы можете взять все данные и построить.
Бесплатные проекты САПР, файлы и 3D-модели | Библиотека сообщества GrabCAD
# 17
- # 17
Первая фотка, вау, похоже, что она стояла на улице несколько лет.
Он показывает провод именно там, где меня беспокоит натяжение провода. Когда шкив движется к тороиду, он фактически катится по проводу к тороиду. Я полагаю, что катушка источника почти останавливается, но не должна возвращаться назад. Это вопрос на данный момент.
linuksguru, отличные посты и информация, спасибо.
Судя по журналу, кольца разделены пополам. Неплохая идея. Но так как мои ролики OD, я думаю, что я должен держать начальный сегмент от 60 до 9.0 градусов окружности кольца. Если я построю второй, возможно, будет лучше держать кольца в ID.
Кстати, хотя лично мне не нужны тороиды, это действительно забавный проект… и дает мне отличный повод купить больше инструментов.
ps.. Я могу вернуться к старой ветке паяльной лампы, чтобы найти основную информацию для радиочастотного моста, чтобы я мог его построить. Такой увлекательный аппарат.
июн
Последнее редактирование:
# 18
- # 18
jneutron сказал:
Он показывает провод именно там, где меня беспокоило натяжение провода. Когда шкив движется к тороиду, он фактически катится по проводу к тороиду. Я полагаю, что катушка источника почти останавливается, но не должна возвращаться назад. Это вопрос на данный момент.
linuksguru, отличные посты и информация, спасибо.
jnНажмите, чтобы развернуть…
Бобина катушки с проволокой вращается с переменной скоростью, но не назад.
# 19
- # 19
В прошлый раз, когда я смотрел фотографии самодельного тороидального намотчика, он был основан на велосипедном колесе со снятыми спицами и ступицей и обрезанным так, чтобы можно было удалить небольшую часть.
Съемная насадка также приводила в действие счетчик оборотов и вращатель керна с помощью какого-то выступа на одном из крепежных винтов.
Приводился в движение простым резиновым катком.
#20
- #20
Получил хирургические трубки от McMaster-Carr, доставка на следующий день просто потрясающая.
Я надел полудюймовую трубку внутреннего диаметра на две опорные части тороида. Эта голубая пена сводила меня с ума.
Думаю, эта трубка будет идеальной.
О, латунное кольцо по размеру соответствует высокому тороиду, который мы будем наматывать. Я не хотел ставить под угрозу одну из реальных частей.
июн
Показать скрытый контент низкого качества
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
Верх Низ
Автоматическая машина для намотки тороидальных катушек YH-2630
Мы производим ряд машин для намотки тороидальных катушек, которые используются для намотки различных типов катушек, таких как диммерные трансформаторы, трансформаторы тока, стабилизаторы, усилители звука и т. д. Эти машины производятся с использованием компонентов высшего качества с использованием передовых технологий. . Мы также строго проверяем эти машины, чтобы гарантировать, что они соответствуют международным промышленным нормам.
Модель: |
|
Марка: |
|
Запросить
Поделиться с:
Характеристики
Технические характеристики
Стабильное тяговое усилие, малый внутренний диаметр, высокая скорость намотки, отсутствие повреждений проволоки
Он подходит для намотки изделий с небольшим диаметром и большим количеством витков, таких как первичные и вторичные обмотки небольших тороидальных трансформаторов, первичные обмотки тороидальных трансформаторов большой мощности и катушки трансформаторов.
Кольцо для хранения проволоки разной ширины можно заменить на одну и ту же модель, чтобы соответствовать емкости для хранения проволоки и полному внутреннему диаметру изделий разных размеров, а диапазон применения шире.
Подходит для намотки эмалированной медной проволоки, эмалированной алюминиевой проволоки, стальной проволоки, нейлоновой проволоки и т. д., которые можно использовать для обработки рулонов продукции в различных отраслях промышленности.
| Model | YH-2610 | YH-2630 | YH-2631 | YH-2700 | YH-2800 |
| Winding method | side slip type | side slip type | боковое скольжение тип | Тип бокового скольжения | Тип бокового скольжения |
| Законченный внешний диаметр | 30/80 | 60/120 | 60/120 | 60/200 | 60/2008 | 60/200 | 60/2008 | . |