Трубогиб трубогибочный станок в категории “Инструмент”
Оптовая цена! Станок для ковки (улитка, торсион, шишки, трубогиб). Трубогибочный станок. Профилегиб.
Доставка из г. Чернигов
14 328 грн
Купить
Чернигов
СКИДКА! Станок для ковки, торсион, улитка, шишки, трубогиб. Станок трубогибочный.
Доставка из г. Чернигов
9 999 грн
Купить
Чернигов
Трубогибы, гидравлический трубогибочный станок PROMA HOT-150
Доставка по Украине
22 605 грн
Купить
Станок для ковки (трубогиб, улитка, торсион). Трубогибочный станок для холодной ковки, на ручном приводе
Доставка из г. Чернигов
13 301 грн
Купить
Чернигов
Распродажа! Трубогиб гидравлический, станок трубогибочный. Трубигиб под профильную трубу.
Доставка из г. Чернигов
6 397 грн
Купить
Чернигов
Акция! Профилегиб, трубогиб, станок трубогибочный. 0,75 кВт, 220 В
0,75 кВт, 220 В
Доставка из г. Чернигов
22 470 грн
Купить
Чернигов
Трубогиб трубогибочный станок ручной винтовой профилегиб до 50х50
Доставка из г. Днепр
4 050 грн
4 550 грн
Купить
Трубогиб ручной трубогибочный станок профилегиб гидравлический
Доставка из г. Днепр
4 150 грн
4 650 грн
Купить
Трубогиб трубогибочный станок ручной усиленный до 50х50
Доставка из г. Днепр
4 600 грн
5 100 грн
Купить
Трубогиб ручной трубогибочный станок усиленный профилегиб винтовой
Доставка из г. Днепр
4 600 грн
5 100 грн
Купить
Трубогиб ручной трубогибочный станок профилегиб винтовой до 80 на 80
Доставка из г. Днепр
5 600 грн
6 100 грн
Купить
ВМД 48 Дорновый трубогиб | трубогибочный станок электрический дорнового типа PsTech
Под заказ
Доставка по Украине
173 000 грн
Купить
ВМД 60 Дорновый трубогиб | трубогибочный станок электрический дорнового типа PsTech
Под заказ
Доставка по Украине
214 000 грн
Купить
Ручной трубогиб трубогибочный станок профилегиб винтовой 50х50х2мм
Доставка из г. Киев
Киев
4 050 грн
4 350 грн
Купить
Трубогиб ручной профилегиб трубогибочный станок усиленный 50х50
Доставка из г. Киев
4 610 грн
4 910 грн
Купить
Смотрите также
Профилегиб ручной трубогиб трубогибочный станок винтовой мах 80х80
Доставка из г. Киев
5 610 грн
5 910 грн
Купить
Трубогиб с выносными валами до 60х60 профилегиб трубогибочный станок
Доставка из г. Киев
8 010 грн
8 310 грн
Купить
Трубогиб профилегиб м1 трубогибочный станок с закалеными валами
Доставка из г. Киев
4 050 грн
4 350 грн
Купить
Профилегиб Трубогиб Dedal L40M Трубогибочный станок
На складе в г. Золотоноша
Доставка по Украине
по 50 000 грн
от 2 продавцов
50 000 грн
Купить
Золотоноша
Трубогиб ручной трубогибочный станок с выносными валами профелегиб до 60х60 мм
Доставка из г. Днепр
Днепр
7 999 грн
8 499 грн
Купить
Ручной трубогибочный станок 3 в 1 ППР 3 (торсион, улитка, профилегиб)
На складе в г. Золотоноша
Доставка по Украине
14 900 — 15 900 грн
от 2 продавцов
14 900 грн
Купить
Золотоноша
Трубогиб ручной трубогибочный станок профилегиб винтовой до 80х80 мм
Доставка из г. Днепр
5 600 грн
6 100 грн
Купить
Трубогиб трубогибочный станок с закалеными валами ручной винтовой профилегиб до 50х50
Доставка из г. Днепр
4 050 грн
4 550 грн
Купить
Трубогиб гидравлический 16т TRM03003-2 TORIN ТОП
На складе в г. Харьков
Доставка по Украине
28 644 грн
Купить
Харьков
Гидравлический трубогиб 10т TORIN TRA1001 ТОП
На складе в г. Харьков
Доставка по Украине
27 674 грн
Купить
Харьков
Трубогибочный станок Atlas1м Трубогиб Профилегиб
На складе в г. Золотоноша
Золотоноша
Доставка по Украине
59 000 грн
Купить
Золотоноша
РАСПРОДАЖА! Станок трубогибочный. Трубогиб профилегиб усиленный. Профилегиб с ручным приводом.
Доставка из г. Чернигов
4 829 грн
Купить
Чернигов
ТРУБОГИБОЧНЫЙ СТАНОК C.B.C. UNI 42 A D
На складе
Доставка по Украине
113 886.11 грн
126 540.12 грн
Купить
ТРУБОГИБОЧНЫЙ СТАНОК C.B.C. UNI 60 3PHASE
На складе
Доставка по Украине
190 582.01 грн
211 757.79 грн
Купить
ИВ3432П Трубогибочная машина ИВ 3432П с дорном
НАЗНАЧЕНИЕМашина трубогибочная с механическим приводом модели ИВ3432П предназначена для гибки металлических труб по ГОСТ 3262-75 и ГОСТ 10704-91 в холодном состоянии без наполнителя с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик.
Машина может быть использована в котлостроительной, судостроительной промышленности, в промышленном и гражданском строительстве при производстве санитарно-технических работ, на заводах монтажных заготовок, при монтаже водогазопроводов.
Точность выполнения угла гиба 0,3-0,5 градуса. Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» – по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. По ГОСТ 17380-2001 овальность не более 6%. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1. Внимание! При выставлении угла гиба необходимо учитывать пружинность труб (является следствием состава материала трубы и определяется опытным путем).
Трубогиб электромеханический модели ИВ3432П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
Преимущества:
- наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.
УСТРОЙСТВО, РАБОТА МАШИНЫ И ЕЁ СОСТАВНЫХ ЧАСТЕЙОбщий вид с обозначением составных частей машины представлен на рисунке:
Поз. Рис.1 | Наименование | Обозначение |
1. 2. 3. 4. 5. 6. 9. 10. 11. | Рама Редуктор Муфта Механизм зажима Механизм поджима Механизм выдергивания дорна Поддерживатель Ролик Пульт управления | ИВ3432. ИВ3432.02.00.000 ИВ3432.10.00.000 ИВ3432.03.00.000 ИВ3432.05.00.000 ИВ3432.06.00.000 ИВ3432.07.00.000 ИВ3432-95А-001 |
 01.00.000
01.00.000№ | Органы управления и их назначение |
1. 2. 3. 4. 5. 6. | Арматура сигнальная – сигнализирующая о включении в сеть Кнопка «Вперед» привода Кнопка «+» Кнопка «Стоп привода» Кнопка «Назад» привода Кнопка «-» |
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Для предотвращения образования эллипсности трубы внутри ее в зоне гибки помещается оправка (дорн).
Можно производить гибку без оправки, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки трубы к ее диаметру составляет более 0,1.
Перечень к кинематической схеме
Поз. | Наименование | Кол-во | Примечание |
1.* 2. 3. 4. 5. 6. 7. 11. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 47. 48. 50. | Электродвигатель Червяк Червячное колесо Шестерня Колесо Шестерня Шестерня Колесо храповое Муфта Муфта Кривошипно-шатунный механизм Ползун Шпонка Зажимной сухарь Винтовая пара Упоры Кривошипно-шатунный механизм Ползун Роликовая опора Желоб Предохранитель Пружина Ползушка Рычаг Рычаг Ползушка Хвостовик Упор Щека Пружина Ось Тяга Рычаг Ползушка-опора Пружина возврата Направляющая Штанга дорна Дорн Инструмент гибочный Шайба Корпус Подшипник №7522 Подшипник №7612 Подшипник №307 | 1 1 1 1 1 1 1 1 1 1 1 1 1 3 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 4 1 | 22 кВт, 750 об/мин m=10, z =1 m=10, z =42 m=10, z =14 x= +0,5 m=10, z =62, x= -0,5 m=16, z=17, x= +0,8 m=16, z=50, x= -0,8 m=8, z=23
ГОСТ 333-71 ГОСТ 333-71 ГОСТ 8338-71 |
Вращение гибочного сектора 43 осуществляется через электродвигатель 1 через муфту 13 на вал, вращающийся в подшипниках 48 и 50. Червяк 2 и червячное колесо 3 передает вращение на вал II, установленный на подшипниках 48, шестерню 4 и храповое колесо 11. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в подшипниках 47 и шестерню 6. Шестерня 6 передает движение шестерне 7 свободно сидящей на валу IV и кривошипно-шатунному механизму 15, который перемещает ползун 16 и зажимную губку 18, осуществляется зажим трубы. Шпонка 17 входит в паз, образованный планшайбой 44 и корпусом 45 и, замыкая их, образует жесткую систему, которая, вращаясь как одно целое, изгибает трубу.
Червяк 2 и червячное колесо 3 передает вращение на вал II, установленный на подшипниках 48, шестерню 4 и храповое колесо 11. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в подшипниках 47 и шестерню 6. Шестерня 6 передает движение шестерне 7 свободно сидящей на валу IV и кривошипно-шатунному механизму 15, который перемещает ползун 16 и зажимную губку 18, осуществляется зажим трубы. Шпонка 17 входит в паз, образованный планшайбой 44 и корпусом 45 и, замыкая их, образует жесткую систему, которая, вращаясь как одно целое, изгибает трубу.
Муфта 14, установленная на валу III редуктора, через кривошипно-шатунный механизм 21 перемещает ползун 22 в крайнее переднее положение. На ползуне установлена каретка желоба 23. На каретке по роликовой опоре перемещается желоб 24, который регулирует поджим трубы.
Возвращение механизмов в в исходное положение осуществляется обратным вращением вала электродвигателя, выдергивание дорна 42 осуществляется рычажной системой 33, 36, 37, 41 в начале обратного хода механизма зажима до момента разъединения храповика 31 с храповым колесом 11. Разъединение осуществляет упор 32 при взаимодействии с ним храповика 31.
Разъединение осуществляет упор 32 при взаимодействии с ним храповика 31.
После разъединения храповой передачи свободно сидящей на валу II пластина 33 удерживается в крайнем положении фиксатором 30
При этом вся система находится под действием пружины 39, стремящейся вернуть дорн вперед.
В конце возврата механизма зажима в исходное положение корпус 45 воздействует на толкатель 27, который через рычаги 28 и 29 утапливает фиксатор 30, освобождающий пластину 33.
Под действием пружины 39 через систему рычагов 33, 36, 37, 41 дорн возвращается в исходное положение – вперед.
Возврат в исходное положение толкателя 27 осуществляет пружина 26.
РамаРама представляет собой конструкцию, состоящую из фермы 1 стойки 2, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна. Рама крепится к корпусу редуктора болтами 3 и стяжками 4.
РедукторРедуктор машины представляет собой двухступенчатую червячно-цилиндрическую передачу. Крутящий момент от электродвигателя через предохранительную моментную муфту 1 передается начервяк 2, вращающийся в подшипниках качения 3, 4. Регулировка зазора в подшипниках 3 производится за счет кольца 5. На червяке 2 установлена крыльчатка 6, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 2 зацепляется с червячным колесом 7, расположенном на валу 8, вращающемся на конических роликоподшипниках 9. Регулировка зазоров в подшипниках обеспечивается набором прокладок 10,11. Шестерня 12 входит в зацепление с шестерней 13, расположенной на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках производится наборами прокладок 17. На валу 14 монтируется муфта, предназначенная для перемещения ползуна механизма поджима.
Крутящий момент от электродвигателя через предохранительную моментную муфту 1 передается начервяк 2, вращающийся в подшипниках качения 3, 4. Регулировка зазора в подшипниках 3 производится за счет кольца 5. На червяке 2 установлена крыльчатка 6, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 2 зацепляется с червячным колесом 7, расположенном на валу 8, вращающемся на конических роликоподшипниках 9. Регулировка зазоров в подшипниках обеспечивается набором прокладок 10,11. Шестерня 12 входит в зацепление с шестерней 13, расположенной на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках производится наборами прокладок 17. На валу 14 монтируется муфта, предназначенная для перемещения ползуна механизма поджима.
Механизм предназначен для зажима трубы.
В сварном корпусе 1 смонтирован вал 2, нижней конец которого вращается в бронзовой втулке 3, запрессованной в корпус редуктора. Верхний конец вала 2 запрессован в крышку 4, жестко соединенную с корпусом 1. В корпусе запрессована втулка 5, которая служит опорой корпуса. На валу 2 на бронзовых втулках 6 свободно вращается шестерня 7 с пальцем 8. Рычаг 9 через пальцы 8 и 10 связывает шестерню 7 с ползуном 11. На верхней поверхности ползуна 11 в Т-образных пазах устанавливается каретка 12, несущая зажимную губку, расположенною в пазу типа «ласточкин хвост». С помощью винта 13 и гайки 14 каретка может устанавливаться на поверхности ползуна, в зависимости от радиуса гибки. Для возможности всего диапазона радиусов гибки гайка с винтом могут переставляться по поперечным пазам, имеющимся на поверхности ползуна. Пружина 15 притормаживает вращение корпуса 1в его исходном положении, обеспечивая тем самым в начале движения ползуна 11 зажим трубы, а затем вращение корпуса и гибку трубы.
Верхний конец вала 2 запрессован в крышку 4, жестко соединенную с корпусом 1. В корпусе запрессована втулка 5, которая служит опорой корпуса. На валу 2 на бронзовых втулках 6 свободно вращается шестерня 7 с пальцем 8. Рычаг 9 через пальцы 8 и 10 связывает шестерню 7 с ползуном 11. На верхней поверхности ползуна 11 в Т-образных пазах устанавливается каретка 12, несущая зажимную губку, расположенною в пазу типа «ласточкин хвост». С помощью винта 13 и гайки 14 каретка может устанавливаться на поверхности ползуна, в зависимости от радиуса гибки. Для возможности всего диапазона радиусов гибки гайка с винтом могут переставляться по поперечным пазам, имеющимся на поверхности ползуна. Пружина 15 притормаживает вращение корпуса 1в его исходном положении, обеспечивая тем самым в начале движения ползуна 11 зажим трубы, а затем вращение корпуса и гибку трубы.
Механизм поджима служит противоупором при гибке трубы. В корпусе 1 смонтирован ползун 2 с тягой 3, которая соединяется с муфтой, расположенной на промежуточном валу редуктора. На ползуне 2 смонтирована каретка 4, несущая поджимной желоб. С помощью винта 5 и гайки 6 каретка может устанавливаться по поверхности ползуна, в зависимости от радиуса гибки.
На ползуне 2 смонтирована каретка 4, несущая поджимной желоб. С помощью винта 5 и гайки 6 каретка может устанавливаться по поверхности ползуна, в зависимости от радиуса гибки.
Муфта, установленная на промежуточном валу редуктора, служит для сообщения ползуну механизма поджима возвратно-поступательного движения.
Механизм поджима становится в рабочее (крайнее переднее) положение за ½ оборота ведомого диска 1 муфты. Для ограничения поворота на ведомом диске установлен упор 2, взаимодействующим с передним упором станины. При этом механизм поджима останавливается в крайнем переднем положении, а муфта пробуксовывает.
Аналогичным образом при возврате механизма поджима в исходное (крайнее переднее) положение муфта упирается в задний упор станины.
Механизм выдергивания дорнаМеханизм выдергивания дорна предназначен для выдергивания его из трубы после гибки.
Механизм состоит из рычага плечи которого 1 и 2 шарнирно связаны с одной стороны со штангой дорна 3, с другой – тягой 4, пластиной 5 и храповой передачей 6,7 с валом червяного колеса редуктора. Рычаг установлен на оси в ползушке 8, переставляемой на требуемый радиус гибки по направляющей рамы. Положение ползушки на направляющей фиксируется винтом 9. Плечо 1 рычага прижато к ползушке пружиной 10, которая осуществляет возврат штанги дорна в исходное положение, указанное на рис. 9.
Рычаг установлен на оси в ползушке 8, переставляемой на требуемый радиус гибки по направляющей рамы. Положение ползушки на направляющей фиксируется винтом 9. Плечо 1 рычага прижато к ползушке пружиной 10, которая осуществляет возврат штанги дорна в исходное положение, указанное на рис. 9.
Храповое колесо 6 жестко связано с валом редуктора, храповик 7 расположен на оси между свободно вращающимся относительно храпового колеса пластинами 5.
В исходном положении корпус 12 механизма зажима через подпружиненный толкатель 13, тягу 14 и рычаг 15 утапливает фиксатор 16.
При гибке корпус 12 освобождает толкатель и пружина 17 возвращает фиксатор вперед.
При обратном ходе механизма зажима храповик, введенный в зацепление с храповым колесом пружиной 20 и курковой пружиной 11, поворачивает пластины, которые приводят в действие рычажную систему и идет процесс выдергивания дорна.
При повороте на 600 упор 18, взаимодействуя с храповиком, размыкает храповую передачу, пружина 19 отводит храповик от храпового колеса и курковая пружина 11 предотвращает замыкание передачи при дальнейшем вращении храпового колеса. Выдергивание окончено.
Выдергивание окончено.
Повернутые на 600 пластины и весь механизм удерживаются на фиксаторе 16 до конца обратного хода механизма зажима.
В конце обратного хода, механизм зажима, переместив толкатель 13, утапливает фиксатор 16 и механизма под действием пружины 10 возвращает дорн вперед в исходное положение.
При этом пружины 20 и 11 вводят храповик в зацеплении с храповым колесом.
ПоддерживательПоддерживатель предназначен для поддержания трубы во время работы машины. Состоит из трубы смонтированной на шарикоподшипниках и двух опор, имеющих регулировку по высоте в зависимости от диаметра изгибаемой трубы.
РоликРолик установлен на каретке механизма зажима и предназначен для поддержания трубы при загрузке. Состоит из ролика 1, вращающегося на шарикоподшипниках 2, на оси 3, и рычаге 4 подвешенного на винте 5, и оси 6.
В зависимости от диаметра изгибаемой трубы ролик имеет регулировку по высоте.
Комплект состоит из гибочного сектора 1, губки 2, закрепляемой на секторе, зажимной губке 3, закрепляемой на каретке механизма зажима, опоры-желоба 4, перемещающейся на роликовой опоре 5 в каретке механизма поджима и дорна 6, со штангой 7, закрепляемой в рычаге механизма выдергивания дорна.
Гибка труб на углы до 900 при минимальных радиусах гибки (Rr≥1,5d) осуществляется с дорном на опоре-желобе 4.
Гибка трубы ф159мм осуществляется на роликовой опоре 5. При этом оси роликов 7 переставляются в передние гнезда каретки механизма поджима.
При гибке толстостенных труб на максимальные радиусы (Rr≤800мм) дорн может не использоваться (см. рис. ниже)
ЭЛЕКТРООБОРУДОВАНИЕ
Наименование параметра | Значение |
1. Род тока | Переменный |
2. | 380 В |
3. Частота | 50 Гц |
4. Напряжение цепи управления | 220, 18 В |
5. Электродвигатель главного привода: |
|
 Рабочее напряжение
Рабочее напряжениеЗащита электрооборудования машины от токов короткого замыкания осуществляется автоматом QF1
Лампа HL1 – сигнализирует о наличии напряжения в сети.
Обозн. на схеме | Назначение | Кол-во | |
QF1 | ВА 88-32 63А | Автоматический выключатель | 1 |
КМ1-КМ2 | ПМЛ-4100 63А АС-220V | Магнитный пускатель | 1 |
М1 | АИР 200 L8 | Электродвигатель главного привода | 1 |
М2 | ТКГ-200 | Электрогидравлический толкатель | 1 |
СИСТЕМА СМАЗКИ
Смазка механизмов машины индивидуальная ручная. Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 22дм 3. Уровень масла контролируется по маслоуказателю, встроенному в боковую крышку корпуса редуктора.
Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 22дм 3. Уровень масла контролируется по маслоуказателю, встроенному в боковую крышку корпуса редуктора.
Смену масло в редукторе производить один раз в шесть месяцев!
Смазка пар трения осуществляется смазкой ЦИАТИМ -203 ГОСТ 8773-73. Смазку машины производить согласно карте смазки.
Смену масла в толкателе рекомендуется производить не реже одного раза в 6 месяцев!
Обозн. точек смазки | Механизм подлежащий смазки | Место смазки | Кол-во точек | Смазывающий материал | Способ смазки | Перио-дичность смазки |
Ж1 | Механизм выдергивания дорна
| Втулки пластин | 2 | Масло И-30 ГОСТ 20799-88
| Залив масла масленкой в смазочное отверстие | Один раз в 2 смены |
Ж2 | Втулки серьги и храповика | 2 | ||||
Ж3 | Механизм зажима | Втулка шатуна | 1 | |||
Ж4 | Пята | 1 | ||||
Ж5 | Винтовая пара | 1 | ||||
Ж6 | Механизм поджима | Ось опорного ролика желоба | 4 | |||
Ж7 | Пята | 1 | ||||
Ж8 | Винтовая пара | 1 | ||||
Ж9 | Втулки шатуна | 2 | ||||
Ж10 | Механизм выдергивания дорна | Трос | 1 | Нанесение на поверхность | 1 раз в 3 месяца | |
Ж11 | Редуктор | Червячная передача, шестерни, подшипники | 1 | Заливка через окно корпуса. | 1 раз в 6 месяцев | |
Г1 | Механизм зажима | Опора вала гибочного инструмента | 1 | ЦИАТИМ-203 ГОСТ 8773-73 | Нагнетание смазки шприцем | 1 раз в 2 смены |
Г2 | Опора шестерни | 1 | ||||
Г3 | Опора корпуса | 2 | ||||
Г4 | Втулка шатена | 1 | ||||
Г5 | Направляющие ползуна | 8 | 1 раз в 3 месяца | |||
Г6 | Механизм поджима | Направляющие ползуна | 8 | |||
Г7 | Механизм выдергивания дорна | Вал рычагов | 1 | |||
Г8 | Механизм поджима
| Ось ролика желоба | 4 | Нанесение на поверхность | ||
Г9 | Опорные подшипники | 2 | Заполнение на 1/3 полости подшипника смазкой | |||
Г10 | Поддерживатель | То же | 4 |
 Контроль уровня по маслоуказателю
Контроль уровня по маслоуказателюПОРЯДОК УСТАНОВКИРаспаковка
При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Перед установкой машину тщательно очистить от антикоррозийных покрытий, нанесенных на открытых, а также закрытые кожухами обработанные поверхности деталей и во избежание коррозии покрыть их тонким слоем масла «Индустриальное-30» по ГОСТ 20799-88.
МонтажСхема установки приведена на рис. 15
Машина устанавливается на фундамент или бетонной подушке. Глубина залегания фундамента зависит от грунта, но должна быть не менее 600мм. Машина крепится к фундаменту шестью болтами М20.
При установке на фундамент машина выверяется в обоих плоскостях при помощи уровня. Отклонение не должно превышать 0,5/1000 в обоих плоскостях.
Подготовка к первоначальному пуску и первоначальный пуск
Подключить машину к электросети, проверив соответствие напряжения сети и электрооборудования машины. Подводку сети к шкафу выполнять в металлической трубе изолированным проводом сечением не менее 10 мм2.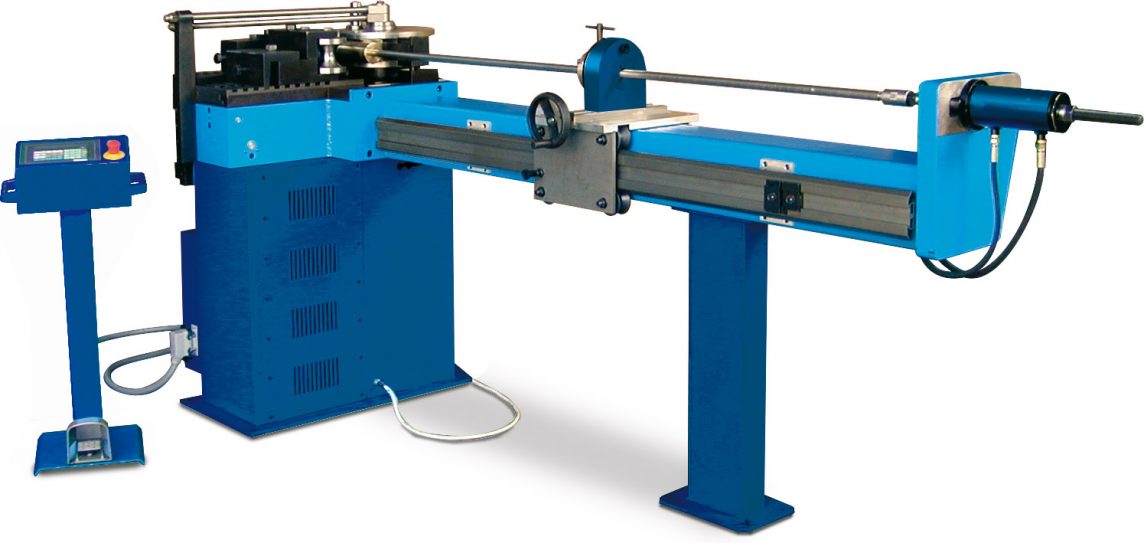
Электрооборудование машины должно быть надежно заземлено в соответствии с действующими “Правилами устройства электроустановок” путем присоединения станины и электрошкафа к цеховому контуру заземления. Обслуживание электрооборудования должно производиться в соответствии с действующими “Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей”.
Перед включением электросхемы в работу необходимо произвести внешний осмотр всего электрооборудования и заземления.
ПРИ ОСМОТРЕ И РЕМОНТЕ ЭЛЕКТРОАППАРАТУРЫ ВВОДНОЙ АВТОМАТ ДОЛЖЕН БЫТЬ ОТКЛЮЧЕН!
Обслуживание электрооборудования машины осуществляется в соответствии с правилами и заводскими графиками, производится:
– испытание изоляции электрооборудования и коммуникационной проводки
– испытание защитного заземления машины.
– осмотры, текущие и капитальные ремонты электрооборудования и защитного заземления.
Эксплуатационное обслуживание электрооборудования машины производится квалифицированным электротехническим персоналом предприятия. шины к сети опробовать на холостом ходу работу всех механизмов машины.
шины к сети опробовать на холостом ходу работу всех механизмов машины.
Убедившись в нормальной работе всех механизмов машины приступить к настройке машины для работы.
НАЛАДКА И РЕГУЛИРОВКАНастройка машины
Настройка машины производить в следующей последовательности
Контроль исходного положения механизма зажима. Контроль произвести проверкой норм точности, при этом установка механизма зажима в исходное положение производится вручную, проворачиванием вала электродвигателя за крыльчатку вентилятора.
Настройка инструментаУстановить соответствующий гибочный инструмент: сектор, зажимную губку, дорн и опору.
Выставить дорн так, чтобы начало радиуса или конуса на цилиндрической части дорна совпадало с осью гибочного сектора.
Отпустив гайки крепления кареток механизмов зажима и поджима, отодвинуть в крайнее заднее положение.
Включив рабочих ход, повернуть механизма зажима на 80. .. 900 от исходного положения.
.. 900 от исходного положения.
Одеть на дорн отрезок трубы соответствующего диаметра длиной 1300…1350мм, при этом труба должна выходить за ось гибочного инструмента на 150…200мм.
Вращая винт, установить каретку механизма поджима так, чтобы труба одновременно лежала в ручьях опоры и гибочного инструмента. При этом неприлегание трубы к опоре не должно превышать 1…2мм. Гайки крепления каретка и гайки затянуть.
Снять трубу с дорна и вращением винта, переместив каретку, зажать трубу между сектором и зажимной губкой каретки.
Зажимная губка регулируется по высоте относительно сектора винтом, расположенным на губке (см. п. Ролик). Гайки крепления каретки и гайки затянуть.
Усилие зажима должно обеспечивать надежное закрепление трубы в ручье.
Настройка механизма выдергивания дорнаВыставить ползушку 8 по заданному радиусу гиба и затянуть болт 9. (см. рис. п. Механизма выдергивания дорна)
Выставить пружину 20 таким образом, чтобы в исходном положении механизма она не довела храповик на 4. ..6мм до храпового колеса. Болты крепления пружины 20 затянуть.
..6мм до храпового колеса. Болты крепления пружины 20 затянуть.
В процессе эксплуатации машины возникает необходимость в регулирование отдельных ее узлов и устранения неисправностей в работе.
ВНИМАНИЕ! При холодной гибке труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб. в случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностю трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофр. Лучше всего, поэтому смазывать внутреннюю и наружную стенки трубы. для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту.
В качестве смазки применяют антикоррозийную мыльную эмульсию или машинное масло.
ПОРЯДОК РАБОТЫВключение
При включении станка на индикаторе появляется приглашение к работе в виде сменяющих друг друга через секунду сообщений «3432)» и «П4С». «3432)» указывает на тип станка, «П4С» указывают на номер версии программного обеспечения. Станок готов к работе.
«3432)» указывает на тип станка, «П4С» указывают на номер версии программного обеспечения. Станок готов к работе.
Станок имеет три режима работы: ручной, автоматический и режим программирования.
Ручной режим может использоваться при гибке по шаблону, в наладочном режиме, для вывода станка в «ИСХОДНОЕ» (в положение близкое к «ИСХОДНОМУ»).
Автоматический режим удобен при большом количестве одинаковых отработанных гибов (при отлаженных уставках). Автоматический режим использует датчик «ИСХОДНОГО» и датчик угла гибки. В ручном режиме эти датчики не используются.
Ручной режим:9.2.1. Ручной режим работы устанавливается после включения станка путем нажатия на кнопку «+» длительно (более 1с). На индикаторе появляется сообщение «РР» – ручной режим.
9.2.2. При нажатии на кнопку «вперед» поворотный диск вращается вперед, при отпускании кнопки «вперед» поворотный диск останавливается (практически без выбега).
9.2.3. При нажатии на кнопку «назад» поворотный диск вращается назад, при отпускании кнопки «назад» поворотный диск останавливается.
9.2.4. Для вывода в исходное необходимо кнопками «вперед» и «назад» установить такое положение поворотного диска, чтобы при движении «вперед» диск проходил через «ИСХОДНОЕ».
9.2.5. Процедуру 2.4. необходимо делать в том случае, если поворотный диск не находится в «ИСХОДНОМ» при включении станка.
9.2.6. Для перехода в автоматический режим работы необходимо выключить и снова включить станок по методике п.3., или нажать кнопку (-) – станок выйдет в режим приглашения.
Автоматический режим:Для вывода станка в автоматический режим нужно после включения станка коротко (не более 1с) нажать кнопку «+». На индикаторе появится сообщение «П1Г1», программа №1, число гибов-1 (редактируемый параметр мигает)
Автоматический режим имеет два подрежима:
а) режим одного гиба на программе №1 (или на программе, заданной оператором)
б) режим n-гибов на одной из 8-ми программ
Вариант первый самый простой, чтобы выйти на него достаточно после появления на индикаторе сообщения «П1Г1» (программа №1, число гибов 1) нажать на кнопку «вперед».
Далее в п.3.1. -п.3.6. изложена методика работы при режиме одного гиба.
9.3.1. В «РУЧНОМ РЕЖИМЕ» – РР установить поворотный диск в исходное положение.
На индикаторе у правой цифры внизу зажигается точка, которая является признаком того, что поворотный диск станка находится в «ИСХОДНОМ» положении. На двух (трех) цифрах индикатора при этом появляется «ЗАДАННОЕ ЗНАЧЕНИЕ» угла гибки (угла поворота диска) в градусах, которое можно корректировать (только в положении «Исходное»).
При новом включении станка -на индикаторе появляется последнее значение угла гибки, которое было перед выключением станка.
9.3.2. Для изменения «ЗАДАННОГО ЗНАЧЕНИЯ» предназначены кнопки «+» и «–». При кратковременном нажатии на кнопку происходит изменение «ЗАДАННОГО ЗНАЧЕНИЯ» на «1» градус, при длительном нажатии на – «10» градусов через каждую секунду. Эти кнопки работают только в «ИСХОДНОМ» положении поворотного диска (когда у правой цифры внизу горит точка).
Заданные значения сохраняются в энергонезависимой памяти только после отработки заданного угла.
9.3.3. Установку заготовки для гибки следует проводить только в «ИСХОДНОМ» положении поворотного диска.
9.3.4. Если поворотный диск находится в «ИСХОДНОМ», то при нажатии на кнопку «вперед» начинается гибка заготовки. При достижении заданного значения угла гибки поворотный диск откатывается на 5 градусов назад (эта уставка может корректироваться см. п.4.) и останавливается.
9.3.5. При нажатии на кнопку «назад» начинается вращение поворотного диска назад. При проходе «ИСХОДНОГО» положения поворотный диск останавливается, у правой цифры внизу зажигается точка.
9.3.6. При гибке на индикаторе высвечивается текущее значение угла поворота диска, при останове и возврате в «ИСХОДНОЕ» – отработанный угол поворота диска. При появлении точки на индикаторе появляется «ЗАДАННОЕ ЗНАЧЕНИЕ» угла гибки. Отработанный угол поворота диска всегда больше чем «ЗАДАННОЕ ЗНАЧЕНИЕ» на 1-3 градуса в зависимости от диаметра заготовки, это необходимо учитывать при задании уставки (заданного значения). Реальный угол гиба трубы отличается от «ЗАДАННОГО» и «ОТРАБОТАННОГО» по индикатору и зависит от выбора «ИСХОДНОГО» и установленной оснастки.
Реальный угол гиба трубы отличается от «ЗАДАННОГО» и «ОТРАБОТАННОГО» по индикатору и зависит от выбора «ИСХОДНОГО» и установленной оснастки.
Оптимальное значение заданного значения подбирается опытным путем.
9.3.7. АВТОМАТИЧЕСКИЙ РЕЖИМ n-гибов на одной из 8-ми программ.
9.3.7.1. После появления на индикаторе сообщения «П1Г1» (программа №1, число гибов 1) символ «П» мигает. Далее нажимая кнопки «+» и «-» можно выбрать необходимый номер программы. Для задания числа гибов следует длительно нажать кнопку (+), станет мигать символ «Г», далее нажимая кнопки «+» и «-» установить необходимое число гибов. Для изменения редактируемого параметра можно использовать кнопку «назад».
9.3.7.2. При нажатии на кнопку «вперед» станок по методике п. 3.1. выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла первого гиба выбранной программы.
На индикаторе в режиме разделения времени выводится номер гиба и заданное значение угла гиба. Номер гиба выводится на левой цифре индикатора в течение 0,3с, заданное значение угла гиба выводится на индикатор в течение 1,3с, номер программы на индикатор не выводится. Корректировка заданного значения проводится по изложенной выше методике (в режиме одного гиба).
Корректировка заданного значения проводится по изложенной выше методике (в режиме одного гиба).
9.3.7.3. При нажатии на кнопку «вперед» станок отработает первый гиб, при нажатии на кнопку «назад» выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла второго гиба.
9.3.7.4. При каждом последующем нажатии на кнопки «вперед» и «назад» станок отработает очередной гиб, выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла следующего гиба. После последнего гиба будет снова первый и т.д.
9.3.7.5. «ЗАДАННЫЕ ЗНАЧЕНИЯ» можно корректировать в «ИСХОДНОМ» на каждом гибе.
9.3.7.6. Для смены номера программы или числа гибов необходимо выключить и снова включить станок или по кнопке «назад» в исходном положении.
9.3.8. Для выхода из автоматического режима в режим приглашения следует в исходном состоянии нажать кнопку «назад».
9.3.9. При аварийной ситуации на индикаторе мигает номер аварии А01, А02, А03, А04, А05 (см. п.6). Необходимо устранить причину аварии и продолжить работу через выключение станка или по кнопке «назад».
(настройка Угла отката и – ГО (градус 0 положения))
9.4.1. Для перехода в режим программирования следует после включения станка нажать на кнопку (-), Станок переходит в режим задания уставки угла отката, на индикаторе появится сообщение «0_ х», где 0 – признак отката, х-мигающая редактируемая величина отката. Величина отката может быть задана в пределах от 0 до 9-ти градусов. Уставка отката должна быть меньше угла гибки, в противном случае гибка не производится и на дисплей выводится сигнал аварии – мигающее А05.
Кнопками (+) и (-) можно задать желаемое значение уставки отката. Для записи ее в энергонезависимую память следует нажать кнопку «назад»
Станок выходит в режим ввода уставки – ГО (градус 0 положения), на индикаторе появляется сообщение «ГО -Х» с мерцающими символами «ГО».
Уставка – ГО (градус 0 положения) позволяет корректировать значение по заданию угла гиба, т.е. вводить коррекцию неточного положения «Исходного» состояния станка.
Уставка ГО может быть задана в пределах 0…20 градусов.
Для выхода из режима задания уставки и записи в память — следует нажать кнопку Назад.
Станок выйдет в режим приглашения.
Выключение станкаВыключить автоматический выключатель.
Характерные неисправности
| Проявление неисправности | Возможная причина |
1 | При включении станка индикатор не светится | Отсутствует напряжение ~17B на выходе трансформатора, перегорел предохранитель FU1 на плате питания. |
2 | При нажатии на кнопку «вперед» на индикаторе появляется мигающее А01 | Отсутствуют сигналы от датчика угла гибки: – неисправен датчик угла гибки или велик зазор между датчиком и флажком, см. п.5 |
3 | На индикаторе появляется мигающее А02 | Отказ датчика исходного при поиске исходного: – проверить зазор между датчиком и шпеньком (см. |
4 | На индикаторе появляется мигающее А03 | -Отказ датчика исходного при гибке или – нарушена контрольная сумма программы, если АПС возникает при включении станка вместо приглашения 3428/П23 |
5 | На индикаторе появляется мигающее А04 | Превышено время гибки: -проскальзывают ремни на шкивах двигателя – большой зазор на датчике угла гибки |
6 | На индикаторе появляется мигающее А05 | Уставка отката больше или равна углу гибки, следует уменьшить уставку отката. |
 п.5)
п.5)
производитель ив-3432, трубогиб ИА 3432 цена Машины трубогибочные с механическим приводом ИВ 3432 Техническая характеристика ИВ3432. станки трубогибочные и3432 б/у, И 3432 Трубогиб И-3432 инструкции по работе на ив 3428. трубогиб ив3432 цена, трубогибочная с механическим приводом ИВ-3432 комплектация трубогиб ив3432 б/у иа3432 б/у трубогибочный станок ив 3432. трубогибочный станок ив 3432 фото, Трубогбочный станок И3432 цена И-3432 трубогиб И-3432. трубогиб ив 3432 кто изготовитель, трубогиб продам ив 3432 изготовитель станка ИВ 3430 ив 3432 завод-изготовитель. и-3432 технические характеристики станка, продам трубогиб и3432 б/у трубогиб ИВ3432 ив3432. трубогиб 3432 бу, трубогиб 3432 б/у цена ИВ3432. ИВ 3432 диаметр трубы 160 мм.. Трубогибочные станки И 3432, максимальный диаметр изгибаемой трубы ив3432 ИВ-3432 купить б у ИВ 3432. ИВ3432 Трубогибочный станок, трубогиб механический с дорном ИВ(3432), трубогиб ив3432 б у продам трубогибочный станок ИВ3432 цена ИВ3432 Трубогибочный станок. трубогиб 3432 б/у, и3432 тех хар-ки ИВ3432 ИВ3432 характеристики. Трубогиб ИА3432, ИВ 3432П станок трубогибочный ИВ 3432 ИВ-3432. Модели трубогибов для трубы Ф89,
трубогибочный станок ив 3432 фото, Трубогбочный станок И3432 цена И-3432 трубогиб И-3432. трубогиб ив 3432 кто изготовитель, трубогиб продам ив 3432 изготовитель станка ИВ 3430 ив 3432 завод-изготовитель. и-3432 технические характеристики станка, продам трубогиб и3432 б/у трубогиб ИВ3432 ив3432. трубогиб 3432 бу, трубогиб 3432 б/у цена ИВ3432. ИВ 3432 диаметр трубы 160 мм.. Трубогибочные станки И 3432, максимальный диаметр изгибаемой трубы ив3432 ИВ-3432 купить б у ИВ 3432. ИВ3432 Трубогибочный станок, трубогиб механический с дорном ИВ(3432), трубогиб ив3432 б у продам трубогибочный станок ИВ3432 цена ИВ3432 Трубогибочный станок. трубогиб 3432 б/у, и3432 тех хар-ки ИВ3432 ИВ3432 характеристики. Трубогиб ИА3432, ИВ 3432П станок трубогибочный ИВ 3432 ИВ-3432. Модели трубогибов для трубы Ф89,
Самый производительный дорновой автоматический трубогиб – – Статьи
На данный момент самым производительным станком для гибки пространственных деталей из тонкостенной трубы является дорновой трубогиб с ЧПУ с автоматической сменой оснастки. Главной отличительной особенностью данного станка является наличие набора гибочной оснастки, соответственно он способен очень быстро и исключительно точно изготавливать изделия сложной формы из трубы с различными радиусами гиба. Конечно такой станок лучше всего подходит для массового производства, причем количество номенклатуры может быть большим благодаря системе ЧПУ переналадка не занимает много времени.
Главной отличительной особенностью данного станка является наличие набора гибочной оснастки, соответственно он способен очень быстро и исключительно точно изготавливать изделия сложной формы из трубы с различными радиусами гиба. Конечно такой станок лучше всего подходит для массового производства, причем количество номенклатуры может быть большим благодаря системе ЧПУ переналадка не занимает много времени.
Прежде чем рассмотреть трубогибочный автомат с устройством автоматизированной смены инструмента ответим на несколько вводных вопросов, чтобы понять, что такое дорновой трубогиб и для чего он нужен.
Для чего нужен дорн трубогибу?
Давно уже стало понятно, что гнуть трубу не так просто как пруток, т.к. она ломается или деформируется профиль (например, из круглой становится овальной). Решением проблемы послужила специальная (фасонная) оснастка, где место куда помещается труба повторяет форму этой трубы. Но работа при помощи фасонной оснастки имела ограничения по радиусу гиба и толщине стенки. Если стенка было слишком тонкой или радиус гиба был слишком мал, то изделия выходили с дефектами (гофра по внутреннему радиусу, сильное утонение наружной стенки, замятие, разрыв и т.п.). И тогда появилась идея поместить в трубу специальное приспособление, которое будет поддерживать трубу изнутри прямо в месте гиба, это и есть дорн.
Если стенка было слишком тонкой или радиус гиба был слишком мал, то изделия выходили с дефектами (гофра по внутреннему радиусу, сильное утонение наружной стенки, замятие, разрыв и т.п.). И тогда появилась идея поместить в трубу специальное приспособление, которое будет поддерживать трубу изнутри прямо в месте гиба, это и есть дорн.
Как гнет дорновый трубогиб?
На рисунке слева изображена принципиальная схема гибки на трубогибе с дорном.
1 – изгибаемая труба
2 – оправка (колодка)
3 – дорн
4 – фиксирующий прижим
5 – сопровождающий прижим
Процесс гибки: труба 1 надевается на дорн 3, закрепленный на штанге. После этого труба прижимается к оправке 2 с помощью фиксирующего прижима 4, также к трубе подводится сопровождающий прижим 5. После фиксации заготовки оправка вращается вокруг своей оси, фиксирующий прижим движется вместе с оправкой, а сопровождающий прижим движется линейно вместе с трубой, исключая трение. При этом дорн остается неподвижным в месте деформации, поддерживая трубу изнутри. После гибки труба разжимается и снимается с дорна. Это упрощенное описание работы дорнового трубогиба.
При этом дорн остается неподвижным в месте деформации, поддерживая трубу изнутри. После гибки труба разжимается и снимается с дорна. Это упрощенное описание работы дорнового трубогиба.
Какие бывают дорновые трубогибы?
Существует несколько классификаций по разным признакам, мы рассмотрим самую основную по степени автоматизации:
Автоматические: при работе на таком трубогибе система ЧПУ контролирует все рабочие движения – гибка, поворот трубы по оси, линейное перемещение трубы, перемещение сопровождающего прижима, перемещение дорна, таким образом оператор только загружает заготовку и следит за ходом работы станка
Полуавтоматические: на данных станках в основном рабочие движения станка выполняются автоматически, оператор загружает заготовки и выполняет подачу трубы, если на детали несколько гибов.
Ручные: это самые простые станки, которые используются в единичном производстве, соответственно на них все рабочие движения выполняются в ручную: установка заготовки, зажим заготовки, гибка и т. д.
д.
Зачем нужен дорновый трубогиб с ЧПУ с автоматической сменой инструмента?
Обычные автоматические дорновые трубогибы предназначены для гибки сложных пространственных деталей, но на практике сложные пространственные детали из трубы как правило имеют несколько радиусов, и это сильно усложняло дело, потому что приходилось на каждый гиб переставлять оснастку, соответственно производительность уменьшалась и терялась точность. Чтобы решить эту проблему были разработаны дорновые трубогибы, где устанавливается несколько комплектов оснастки одновременно, и она меняется согласно программе.
Преимущества автоматического дорнового трубогиба с автоматизированной сменой оснастки в сравнении с обычным:
- увеличивается производительность: в связи с тем, что нет необходимости менять оснастку или выполнять отдельно операции на нескольких станках сокращается время следовательно производительность;
- повышается точность: точность увеличивается за счет того, что все гибы на детали выполняются за один установ;
- экономия рабочего пространства: чтобы увеличить производительность на обычных автоматических дорновых трубогибах, ставили целую линию станков, которые делали гибы каждый своего радиуса, а станок с автоматической сменой инструмента заменяет всю эту линию;
- меньше рабочих: это также связано с тем, что данный станок заменяет целую линию, следовательно и рабочих требуется меньше.


Опции дорнового трубогиба с ЧПУ с устройством автоматизированной смены инструмента
Для автоматического трубогибочного станка с автоматической сменой инструмента доступны те же опции, что и для обычных трубогибочных автоматов:
– комплекты оснастки для различного профиля: к станку можно заказать дополнительную оснастку под различные размеры и формы профиля
– лазерный измерительный прибор: позволяет быстро и точно контролировать изделия при настройке станка и впоследствии
– узел автоматической пробивки отверстия: в фиксирующий прижим встраивается пуансон, оправка выступает как матрица; пробивка бездорновая, поэтому первая стенка пробивается с небольшой деформацией; пробиваться может одна или обе стенки
– узел резки заготовок: в фиксирующий прижим встраивается нож, отрезающий трубу в нужном месте, соответственно можно из одной длиной заготовки получать сразу несколько деталей в непрерывном цикле (стрелка указывает на паз, где находится нож)
Видео работы дорнового станка с ЧПУ с автоматической сменой оснастки
 youtube.com/embed/uEMtcOj10iA” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/uEMtcOj10iA” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Подведем итог
На данный момент самым производительным дорновым трубогибом является станок с ЧПУ и оснащенный устройством автоматической смены инструмента, благодаря возможности, не прерываясь гнуть детали с разными радиусами. А при использовании таких опций как «узел автоматической пробивки отверстия» или «узел резки заготовок» станок способен выпускать готовые изделия, не требующие дальнейшей обработки.
Конечно оборудование такого уровня используется на крупных заводах, ориентированных на массовое производство одного изделия или однотипной продукции. Часто в условиях массового производства станки требуют некоторых спепциальных доработок, т.е. внесение конструктивных изменений, дополнения станка необходимыми узлами, внедрение станка в автоматическую линию и т.п., поэтому немаловажно, что производитель готов адаптировать станок под каждую конкретную задачу.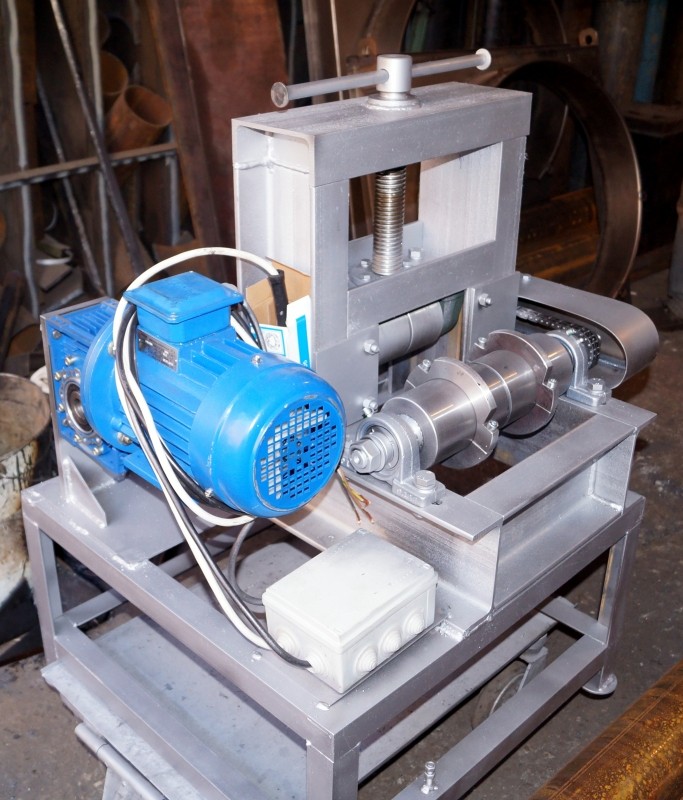
Если у Вас есть потребность в гибке труб наши специалисты готовы помочь с подбором оборудования, оснастки и опций, которые лучшим образом подходят для решения вашей производственной задачи, звоните по бесплатному номеру 8-800-100-42-28 и отправляйте заявки на электронную почту .
Примеры изделий изготовленных на дорновом трубогибе
Металлический трубогиб M600 + 1 матрица – сталь | Углерод | Алюминий | Chromoly
Rated 5.00 из 5 на основе 57 рейтингов клиентов
(57 отзывов клиентов)
$ 925,00 – $ 1 410,00
- M601 Metal Pipe Bender Bender Can Do Do 94 Degre On One Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot -Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot -Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot. ) и пройти 180 градусов
- Сгибает различные металлы — низкоуглеродистую/углеродистую сталь, хроммолибден, нержавеющую сталь, алюминий и другие!
- Чрезвычайно точный и простой в использовании
- Сделано в США
- Патент заявлен
| Размер матрицы | Выберите вариант5X Combo (выберите для подробностей) x 2,5 CLR5X Combo (выберите для подробностей) x 3,5 CLR. 50 Круглые/Квадратные x 2,5 CLR Набор матриц.50 Круглые/Квадратные x 3,5 CLR Набор матриц.625 Круглые/Квадратные x 2,5 CLR Матрицы Набор 625 (5/8″) круглых/квадратных x 3,5 набор матриц CLR. 2,50 Набор матриц CLR 1,00 x 3,5 Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3) /8″) x 4,5 CLR Набор матриц1,375 (1 3/8″) x 6,00 CLR Набор матриц1,50 x 4,5CLR Набор матриц1,50 x 6,00CLR Набор матриц1,625 (1 5/8″) x 4,5CLR Матрица Набор 1.625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR 50 Круглые/Квадратные x 2,5 CLR Набор матриц.50 Круглые/Квадратные x 3,5 CLR Набор матриц.625 Круглые/Квадратные x 2,5 CLR Матрицы Набор 625 (5/8″) круглых/квадратных x 3,5 набор матриц CLR. 2,50 Набор матриц CLR 1,00 x 3,5 Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3) /8″) x 4,5 CLR Набор матриц1,375 (1 3/8″) x 6,00 CLR Набор матриц1,50 x 4,5CLR Набор матриц1,50 x 6,00CLR Набор матриц1,625 (1 5/8″) x 4,5CLR Матрица Набор 1.625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR |
|---|---|
| Сборка | Выберите вариант Комплект для сварки сварных швов/порошковое покрытие |
| Роликовая матрица | Выберите вариантНет, используйте стандартные прижимные матрица(и)Да, обновите до прижимного ролика(ов)Очистить |
Артикул: Н/Д Категория: Трубогибы
- Описание
- Отзывы (57)
Трубогиб RogueFab модели 601 — лучшее предложение на рынке. По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности). Этот продукт защищен патентом США № 11529.663.
По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности). Этот продукт защищен патентом США № 11529.663.
Гидравлический цилиндр (или система, варианты ЗДЕСЬ) продаются отдельно (как написано на фото выше и далее в описании).
Не знаете, что такое прижимной ролик? Нужна помощь с вариантами? Узнайте все, что вам нужно, менее чем за 4 минуты:
Возможности металлического трубогиба M601
У нас самые доступные матрицы в отрасли, и все они изгибаются на 180+ градусов. Вы можете забыть о бендерах «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один раз (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают работу и проходят 180 градусов. Бендер был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении насадкой для оправки Rogue Fab.
Вы можете забыть о бендерах «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один раз (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают работу и проходят 180 градусов. Бендер был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении насадкой для оправки Rogue Fab.
Другие поддерживаемые материалы
Наш M601 также может выполнять S-образные изгибы, что показано в нашем разделе видео. Кроме того, он может гнуть:
- латунь
- медь
- алюминий (круглая/квадратная труба и труба)
- тонкостенный титан для работы с турбонаддувом и трубчатые титановые рамы (при обновлении до модели 605 и использовании нашей насадки для оправки)
Хотя этот металлический трубогиб может сгибать сверхтолстые трубы DOM, он также может сгибать тонкие хромомолибденовые трубы 4130 для каркасов безопасности и по-прежнему может легко выполнять точные трехмерные изгибы любого материала.
Вы все еще смотрите на ручные трубогибы?
Эта современная машина была разработана для работы с пневматическим/гидравлическим приводом (цилиндр продается отдельно, 99–249 долларов США). Перед покупкой сравните нашу максимальную вместимость с конкурентами, потому что ничто другое не может сравниться с ними.
Размеры машины:Трубогиб M6xx: (собран, готов к изгибу): площадь основания 12 x 30 дюймов. Габаритные размеры 12”x47”x32” (ДхШхВ). Вес 140-200 фунтов.
Гибочный станок M6xx на тележке: Площадь пола 22 x 34 дюйма. Габаритные размеры 22”x47”x68” (ДхШхВ). Вес 210+ фунтов (зависит от содержимого корзины).
Гибкая конструкция
Преимущество нашей линейки трубогибов в том, что они легко расширяются вместе с вашим цехом. Вы можете получить станок прямо сейчас как базовый M601 или сверхмощный M625, и приступить к работе, не тратя весь свой инструментальный бюджет.
В дальнейшем нет необходимости продавать этот станок для модернизации:
- Вы можете добавить оправку для гибки очень тонких трубок.
- Вы можете перейти на прижимные роликовые матрицы для более сложной геометрии гибки и гибки алюминия
- Вы можете модернизировать электрическую/гидравлическую силовую систему со скоростью 9,5 градусов в секунду с автоматическими остановками для повторяющихся деталей.
- Вы даже можете добавить ограничитель обратного хода и датчики поворота, чтобы отслеживать расстояние между изгибами и поворот между изгибами на 3D-деталях.

Нужно место для хранения? Мы продаем комплекты тележек и полные тележки для наших машин. Хотите стать продвинутым? Мы продаем лучшее в отрасли программное обеспечение для гибки, уже настроенное для наших станков.
Этот трубогиб не является ловушкой. В комплекте есть все, что на фото, кроме гидравлического цилиндра. Вы можете купить таран в Harbour Freight, чтобы сэкономить деньги на доставке, или получить его прямо на нашей веб-странице. Наша веб-страница является наиболее полным источником информации о гибке труб. Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
- Нужна помощь в выборе матрицы? – НАЖМИТЕ ЗДЕСЬ
- Хотите узнать емкость каждого кубика? – НАЖМИТЕ ЗДЕСЬ
Вы беспокоитесь о том, как научиться гнуть трубу? Или изучать новую машину? Наш самый простой в использовании и способный делать самые сложные изгибы. Позвольте нам показать вам менее чем за 7 минут:
Хотите увидеть весь проект от начала до конца и еще больше трюков с изгибом, которые на 100% уникальны для нашего дизайна? Посмотрите это видео:
 youtube.com/embed/pV5TcAQAc1s?feature=oembed” allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””/>
youtube.com/embed/pV5TcAQAc1s?feature=oembed” allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””/> Сколько работы нужно, чтобы сварить это вместе? Очень мало, это так легко может сделать начинающий сварщик:
Насколько сложно менять штампы? Супер легко! Вот видео смены набора штампов;
*при соответствующей комплектации. Полную информацию см. в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
Вам также может понравиться…
- Распродажа!
Трубогиб Tradesman Pkg. M605/625
Рейтинг 4,83 из 5
2 250,00 долларов США – 3 500,00 долларов США Выберите опцииПлатежи от
$59/мес
Нажмите, чтобы применить
Пакет Bender/Notcher ELITE – (время выполнения от 0 до 2 недель)**
Рейтинг 5,00 из 5
9 846,35 долл. США – 23 873,00 долл. США Выберите опцииПлатежи от
223 $/месяц
Нажмите, чтобы применить
Трубогибы и трубогибы с электроприводом — Pro-Tools
Перейти к содержимомуАксессуары для гибки труб и труб
Матрицы для трубогибов Pro-Tools
Посмотреть
Модернизация и компоненты гидравлики
Посмотреть
Программное обеспечение для производства металла
Посмотреть
Объяснение основ гибки труб
Посмотреть
Что я гну?
Посмотреть
ОТЗЫВ
Лучшая компания на свете
У вас плохой день? Посетите Pro-Tools, вы уйдете с улыбкой, лучшим доступным продуктом и обслуживанием клиентов, которое снесет вам крышу. Я упоминал, что они лучшие когда-либо?
Я упоминал, что они лучшие когда-либо?
Натаниэль С., изготовитель
ПОКУПАТЕЛИ
Ручные трубогибы и трубогибы | Pro-Tools
Перейти к содержимомуАксессуары для гибки труб и труб
Матрицы для трубогибов Pro-Tools
Посмотреть
Модернизация и компоненты гидравлики
Посмотреть
Программное обеспечение для производства металла
Посмотреть
Объяснение основ гибки труб
Посмотреть
Что я гну?
Посмотреть
ОТЗЫВ
Лучшая компания всех времен
У вас плохой день? Посетите Pro-Tools, вы уйдете с улыбкой, лучшим доступным продуктом и обслуживанием клиентов, которое снесет вам крышу.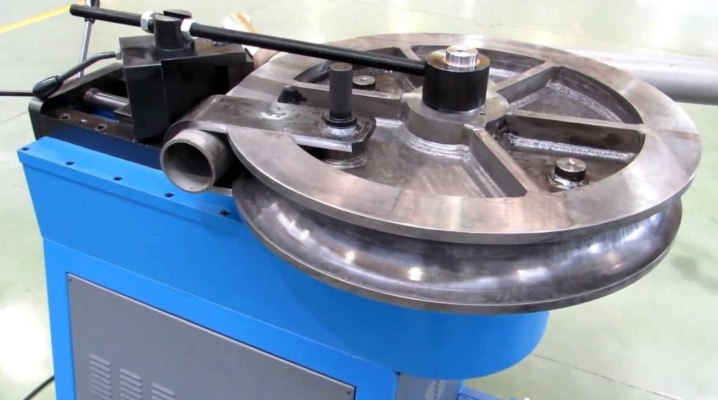 Я упоминал, что они лучшие когда-либо?
Я упоминал, что они лучшие когда-либо?
Натаниэль С., изготовитель
ПОКУПАТЕЛИ
Трубогибы и трубогибы – Трубогибы для выхлопных газов
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Вид сетки Посмотреть список
Хут Бен Пирсон 1605 Essentials Бендер
8 981,50 долларов США 8 560,15 долларов США
Хут Бен Пирсон 1605 Essentials Бендер Модель 1605 предназначена для того, чтобы познакомить вас с качеством Huth и показать невероятный потенциал прибыли, который вас ждет.
Модель 1605 включает активацию управления коленом, ручное управление глубиной изгиба и 58 000 фунтов…добавить в корзину
Huth Ben Pearson 1605 Essentials Package HB-05 Bender с 023 Die Package
10 916,50 долларов США 10 267,50 долларов США
Комплект Huth Essentials — HB 05 с комплектом штампов 023 Функции Цена на 1250 долларов ниже, чем у ведущего отечественного комплекта гибочного станка-обжимного штампа, позволяющего справиться с необходимостью гибки/расширения труб диаметром от 2 до 3 дюймов. Поставляется с набором инструментов и инструкцией…
добавить в корзину
Вертикальный гибочный станок Huth Ben Pearson 3006
17 324,50 долларов США 15 921,62 доллара США
Вертикальный гибочный станок Huth Ben Pearson 3006 Вертикальный гибочный станок Huth модели 3006 предлагает такое же автоматическое управление, как и горизонтальные модели 2008/2806, для быстрой и точной гибки.
Орган управления может располагаться с любой стороны гибочного станка. Автоматический режим…добавить в корзину
Huth Ben Pearson 2601Hd Сверхмощный трубогиб с коленным управлением без обжимки
14 531,50 долларов США 12 821,91 долларов США
Huth 2601HD Сверхмощный трубогиб с коленным управлением Модель 2601 предназначена для производственных работ и гибки более тяжелых материалов с внешним диаметром до 3 дюймов. Она соответствует стандартам, установленным другими нашими моделями для точной гибки и финишной обработки концов. 2601 обеспечивает 85 000…
Выберите параметры
Трубогиб Huth Ben Pearson 2600Hd для тяжелых условий эксплуатации с коленным управлением
15 555,00 долларов США 14 360,29 долларов США
Гибочный станок для выхлопных труб Huth 2600HD для тяжелых условий эксплуатации с коленным управлением Модель 2600 предназначена для производственных работ и гибки более тяжелых материалов с внешним диаметром до 3 дюймов.
Она соответствует стандартам, установленным другими нашими моделями для точной гибки и финишной обработки концов.
2600 обеспечивает 85 000…Выберите параметры
Huth Ben Pearson HB2806 Гибочный станок с управлением коленом и комплектом штампов 028
16 029,00 долларов США 14 778,53 долларов США
Huth Ben Pearson HB2806 Гибочный станок с управлением коленом и комплектом штампов 028 Модель 2806 предназначена для цехов с большим объемом производства, которым требуется быстрая, точная гибка и отделка торцов. 2806 предлагает удобство управления коленной педалью, а также ручное и автоматическое…
добавить в корзину
Ручной гибочный станок начального уровня Huth Ben Pearson Hb10 с комплектом штампов 028
12 505,50 долларов США 11 669,56 долларов США
Ручной гибочный станок Huth HB10 начального уровня с комплектом штампов 028 По одной низкой цене вы получаете все необходимое для гибки труб диаметром до 3 дюймов, включая инструменты и видеоинструкцию.
Полный комплект гибочного станка HB-10 от Huth включает в себя новейшее руководство Huth…Выберите параметры
Бендер Huth Ben Pearson 2806 Knee Control Bender
12 141,50 долларов США 11 348,38 долларов США
Huth 2806 Сгибатель коленного сустава Модель 2806 предназначена для цехов с большим объемом производства, которым требуется быстрая, точная гибка и отделка торцов. Модель 2806 предлагает удобство управления с помощью коленной педали, а также ручных и автоматических кнопок. Уменьшенный размер управления…
Выберите параметры
Хут Бен Пирсон, 2008 г., сгибание колена
13 128,50 долларов США 12 219,26 долларов США
Хут Бен Пирсон, 2008 г.
, сгибание колена
Модель 2008 предназначена для цехов с большим объемом производства, которым требуется быстрая, точная гибка и отделка торцов.
2008 предлагает удобство управления коленной педалью и панель управления уменьшенного размера. Это позволяет…Выберите параметры
Ручной трубогиб Huth Ben Pearson 1600
9 907,00 долларов США 9 376,76 долларов США
Ручной трубогиб Huth Ben Pearson 1600 Гибочный станок с управлением коленом модели 1600 — это трубогиб Huth начального уровня. Прочный универсальный гибочный станок 1600 — это тот же трубогиб, что и в пакете HB-10. Но он поставляется без инструментов, что делает его идеальным для тех, кто хочет…
Выберите параметры
Ben Pearson 3012 Трубогиб
13 100,00 долларов США 10 917,00 долларов США
Ben Pearson 3012 Трубогиб Модель 3012 разработана таким образом, чтобы вы могли полностью сгибать гибочные штампы по одной и той же центральной линии, создавая плавные и чистые изгибы.
3012 предлагает удобство управления коленной педалью, а также ручное и…Выберите параметры
Трубогиб Huth Ben Pearson Bp-08
10 509,50 долларов США 9 908,38 долларов США
Трубогиб Ben Pearson BP-08 Описание Бен Пирсон рад объявить о новом трубогибе BP-08, сочетающем сильные стороны Huth и Ben Pearson, качественный дизайн и функции в одном корпусе. BP-08 представляет собой трубогиб с ручным управлением, использующий коленный…
Выберите параметры
Трубогиб Huth Ben Pearson Bp-11
11 838,00 долларов США 11 080,59 долларов США
Ben Pearson BP-11Pipe Bender Описание Компания Huth / Ben Pearson рада объявить о новом трубогибе BP-11, сочетающем в себе сильные стороны Huth и Ben Pearson, качественный дизайн и функции в одном корпусе.
BP-11 управляется коленным рычагом или кнопкой для сгибания…Выберите параметры
Трубогиб Huth Ben Pearson Mc59
14 547,50 долларов США 13 471,32 доллара США
Ben Pearson MC59 Трубогиб Описание Трубогиб MC59 от Huth/Ben Pearson — это действительно совершенная технология гибки. Включая самые современные технологии, MC59лидирует в отрасли по удобству для оператора: изгиб на 180° на радиусе 5″, 3″…
Выберите параметры
Bendpak 1302BA-302 1302 Цифровой автомат с 302 штампами
12 846,00 долларов США 10 705,00 долларов США
BendPak 1302BA-302 1302 Цифровой автомат с 302 штампами BendPak 1302BA-302 — это мощный цифровой трубогиб с цифровым управлением, разработанный для ускорения любого процесса гибки и повышения точности в вашей мастерской.
Удобная экономия места,…Выберите параметры
Полуавтоматический трубогиб Bendpak 1302BAS-302 с комплектом матриц 302
12 036,00 долларов США 10 030,00 долларов США
BendPak 1302BAS-302 1302 Automatic с пакетом 302 штампов BendPak 1302BAS-302 — это мощный полуавтоматический трубогиб, предназначенный для ускорения любого процесса гибки и повышения точности в вашей мастерской. Удобная экономия места,…
Выберите параметры
Трубогиб Huth Ben Pearson Bpc-09 с комплектом штампов Super 110
13 410,50 долларов США 12 468,09 долларов США
Бен Пирсон Трубогиб BPC-09 с комплектом штампов Super 110 (ранее HB-09) Описание Бен Пирсон рад объявить о новом BPC-09, сочетающий в себе сильные стороны Huth и Ben Pearson, качественный дизайн и функции.
BPC-09 представляет собой ручной…Выберите параметры
Гибочный станок Bendpak BB-2 Blue-Bullet с комплектом штампов BB-2
11 226,00 долларов США 9 355,00 долларов США
Ручной трубогиб Blue-Bullet с комплектом матриц B-2 Познакомьтесь с мощным трубогибочным станком для выхлопных труб BendPak Blue-Bullet. Он взлетает как выстрел и помогает вам каждый раз достигать производственных целей. Включает набор кристаллов BB-2 и двухфункциональный…
Выберите параметры
Трубогиб Huth Ben Pearson Bp11 с комплектом штампов Super 110
15 672,50 долларов США 14 463,97 долларов США
Ben Pearson Трубогиб BPC-12 с комплектом штампов Super 110 (ранее HB-11) Описание Huth / Ben Pearson рад представить новый BPC-12, сочетающий в себе сильные стороны Huth и Ben Pearson, качественный дизайн и функции в одном корпусе.
БПК-12 – это…Выберите параметры
 Модель 1605 включает активацию управления коленом, ручное управление глубиной изгиба и 58 000 фунтов…
Модель 1605 включает активацию управления коленом, ручное управление глубиной изгиба и 58 000 фунтов… Орган управления может располагаться с любой стороны гибочного станка. Автоматический режим…
Орган управления может располагаться с любой стороны гибочного станка. Автоматический режим… Она соответствует стандартам, установленным другими нашими моделями для точной гибки и финишной обработки концов.
2600 обеспечивает 85 000…
Она соответствует стандартам, установленным другими нашими моделями для точной гибки и финишной обработки концов.
2600 обеспечивает 85 000… Полный комплект гибочного станка HB-10 от Huth включает в себя новейшее руководство Huth…
Полный комплект гибочного станка HB-10 от Huth включает в себя новейшее руководство Huth… , сгибание колена
Модель 2008 предназначена для цехов с большим объемом производства, которым требуется быстрая, точная гибка и отделка торцов.
2008 предлагает удобство управления коленной педалью и панель управления уменьшенного размера. Это позволяет…
, сгибание колена
Модель 2008 предназначена для цехов с большим объемом производства, которым требуется быстрая, точная гибка и отделка торцов.
2008 предлагает удобство управления коленной педалью и панель управления уменьшенного размера. Это позволяет… 3012 предлагает удобство управления коленной педалью, а также ручное и…
3012 предлагает удобство управления коленной педалью, а также ручное и… BP-11 управляется коленным рычагом или кнопкой для сгибания…
BP-11 управляется коленным рычагом или кнопкой для сгибания… Удобная экономия места,…
Удобная экономия места,… BPC-09 представляет собой ручной…
BPC-09 представляет собой ручной… БПК-12 – это…
БПК-12 – это…Трубогибочные станки | Carell Corporation
НАВЕРХ
ТРУБОГИБЫ
Нажмите на изображение или прокрутите вниз, чтобы увидеть описания,
стандартное оборудование, опции и технические характеристики Процедуры гибки труб и труб, такие как «гибка прессом» или «гибка вращающейся вытяжкой», используются для придания заготовке формы штампа. Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
– Подробнее о гибке труб и труб –
СЕРИЯ ETM
СЕРИЯ ETM
Серия ETM оснащена современными технологиями, предназначенными для гибки труб и профилей с оправкой или без нее, правое и левое направление. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов, и они могут изгибаться более чем на 180° с высочайшим качеством отделки при минимальном радиусе изгиба, равном 3-кратному диаметру трубы.
Благодаря нашему новому «цифровому сенсорному экрану программирования гибки» эти станки чрезвычайно просты в использовании: он позволяет выбрать до 99 программ, каждая из них с последовательностью 5 остановов в операции гибки с автоматической регулировкой упругости материала. Более того, он также может сохранять каждый проект как повторяемую программу.
ETM60HD
BACK TO TOP
ETM80HD
BACK TO TOP
ETM90HD
BACK TO TOP
ETM120
BACK TO TOP
ETM150
BACK TO TOP
PEDRICK
ROTARY COMPRESSION BENDERS
Запросить цену
НАВЕРХ
Корпорация Carell гордится тем, что является национальным дистрибьютором ротационных прессов Pedrick!
Компания Pedrick Tool & Machine Co., основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых передовых материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
Изгибы, выполненные по радиусу 3D-изгиба, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утончения стенки.
КОНЦЕПЦИЯ: Вращательный метод гибки сжатия использует стационарную формовочную матрицу и мощный рычаг, который вращается вокруг матрицы и тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю плиту из толстого нормализованного стального листа, установленного на прочной раме из литой или легированной стали. Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Особенности: (нажмите, чтобы открыть файл в формате pdf)
• Механический привод. (Гидравлика или
пневматика не используются для гибки труб или труб)
• Прочный чугунный или стальной корпус
• Редуктор с конической шестерней
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
5
25
2 Сферические роликоподшипники • Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и портативных устройств!
Опции:
• Инструменты являются дополнительными и рассчитываются в зависимости от
• Цифровые элементы управления не являются обязательными для замены
концевые выключатели с ручной регулировкой
• Напряжение машины может быть настроено для любой
электрической сети.
(щелкните таблицу, чтобы открыть файл в формате pdf)
Машины доставляются прямо с нашего предприятия к вам после обширных испытаний
нашими механиками, прошедшими обучение на заводе -42 UNI-60 UNI-63 UNI-70/C UNI-76 UNI-89
Ротационные гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для обеспечения точности повторяемость.
Request-A-Quote
BACK TO TOP
UNI-42 BENDER 3/4″
Трубогибочный станок без стержня
Цифровое сохранение 9 программ, до 9 изгибов в каждой
0 Односкоростная гибка 25 Поворотный привод с питанием, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба
UNI-60 BENDER 1-1/2″
Бездорновый поворотный трубогиб
Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только одна фаза
ОПЦИИ Гибка с объемной оправкой, гибка с малым радиусом Принадлежности
UNI60
UNI-60 Combi-Cal 1-1/2″
Ротационный гибочный станок без оправки
Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический вращающийся привод, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей гибки Трубогибочный станок
Цифровое хранение 50 программ, до 9 гибов в каждой
Двухскоростная гибка
Электрический вращающийся привод, 220/460 В, 3 фазы
ВАРИАНТЫ Позиционеры, набор оправок для гибки малых объемов оправок, аксессуары для узких радиусов
Uni-70/C Bender 2 “
Бесполосная ротационная труба и труба Bender
Хранители в цифровом виде 50 программ с до 9 изгибов каждые
Двойной скорость изгиб
Электрический ротационный диск
UNI-76 BENDER 2-1/2″
Вращающийся трубогиб без шпинделя
Цифровое хранение 50 программ, до 9 изгибов в каждой
Гибка на двух скоростях
Вращающийся привод с электроприводом
3 Приводные размеры беседки поставляются
Опции
Трубки и наборы и комплекты
Обжаренные аксессуары Radius
Uni-89 Бендер 3 “
Бендри. Каждый
Двухскоростной гибочный станок
Поворотный привод с электроприводом
3 размера приводной оправки в комплекте
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ0005
Uni Series-Mandrel
запрос A-Quote
Uni Mandrel Type Роторная трубка / Бендерс труб
Модели оправки: UNI-70 / HC Uni-80 Uni-90
Строители ротажных. из стали, но по экономичной цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
НАВЕРХ
UNI-70HC ГИБОЧНЫЙ МАШИН 1-1/2 ”
Вращающийся трубогиб с оправкой
в цифровом хранилище 50 программ с
9 изгибами каждые
Гидравлические зажимы, программируемые
Извлечение гидравлической мандрели, программируемое
Варианты
Мандрел. 11, 15 и 18 футов
UNI-80 BENDER 2 дюйма
Вращающийся трубогиб
Цифровое хранение 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Гидравлическое извлечение оправки, программируемое
Двухскоростная гибка, электрический привод вращения
ОПЦИИ
Инструменты и принадлежности для гибки оправки
UNI-90 BENDER 2-1/2 ”
Вращающийся трубогиб с дорном
Цифровое хранение 50 программ, до 9 гибов
Гидравлические зажимы, программируемые
Гидравлическое извлечение дорна, программируемое
Двойное скорость изгиба, электрический ротационный привод
Опции
Инструмент изгиба и аксессуары изгиба Mandrel НАВЕРХ
22 Схемы самодельных трубогибов, которые легко сделать своими руками
Хотя для тонкостенных труб подходит тот же процесс нагрева и гибки, изгиб не всегда получается гладким. А тратить сотни долларов на трубогиб тоже не хочется?
Что ж, трубогиб всегда можно сделать своими руками! Хотя мы не можем сказать, что это простая задача, которую можно выполнить за несколько минут, она, безусловно, выполнима, если у вас есть нужные материалы, самоотверженность и необходимые навыки.
Читайте дальше, чтобы узнать 22 урока по изготовлению трубогиба!
1. Подробное демонстрационное руководство по изготовлению трубогиба
В этом видео доктор Д.С., , использует штампы 160 мм и 100 мм для изготовления самодельного трубогиба. Хотя вам не будет предоставлен какой-либо план, видео довольно подробное, и все измерения отображаются на экране.
С другой стороны, один из зрителей заметил, что самодельный гибочный станок не дает плавных изгибов, учитывая, что он не оснащен регулируемым толкателем. Итак, если вы планируете воспроизвести этот урок, вам, возможно, придется внести некоторые коррективы в процессе.
2. Самодельный трубогиб – объяснение в 59 изображениях
Если вы не знакомы с различными типами трубогибов, их конструкциями и рабочим механизмом, обязательно прочитайте этот пост!
План и конструкция трубогиба своими руками представлены в этом блоге. Хотя вы не можете найти подробные инструкции по этому мастер-классу, множество демонстрационных изображений помогут вам следовать руководству.
С другой стороны, процесс сборки выглядит сложным. Итак, если вы новичок в металлообработке, этот урок может показаться вам ошеломляющим.
См. руководства
3. Самодельный трубогиб из стали и подшипников
Вот как можно сделать трубогиб диаметром ¾ дюйма! Этот самодельный гибочный станок изгибает металлическую трубу под углом до 90 градусов, и его относительно легко построить.
Видео очень подробное, и в самом видео даны краткие инструкции по каждому шагу. Финальный изгиб выглядит гладким, и изгиб кажется идеальным. Единственным недостатком является то, что вы не можете согнуть несколько диаметров труб, используя этот самодельный станок.
Посмотреть учебные пособия
4. Как сделать самодельный спиральный трубогиб?
Если это ваша первая попытка собрать самодельный трубогиб, вы можете начать с простого руководства. Этот трубогиб DIY от Pavan Fabrication можно воспроизвести, выполнив несколько операций по металлу.
Несмотря на то, что изгиб был изогнутым, вы все же могли бы получить достаточно хороший изгиб, заполнив трубу изнутри. Если вам нужен гибочный станок, чтобы согнуть несколько труб здесь и там в бытовых целях, этот гибочный станок своими руками отлично справится со своей задачей.
5. Подробное руководство по сборке трубогиба – проектирование и изготовление
Разработка механического проекта трубогибочного станка Sachin Thorat на LearnMech идеально подходит для вас, если вы смотрите вперед для обучения основам работы на трубогибочных станках.
В проекте проработаны различные типы трубогибочных станков, а затем детали конструкции гидравлического трубогиба. Хотя в этом посте не приводятся пошаговые инструкции, этот блог по-прежнему является отличным ресурсом по самодельным трубогибам.
Посмотреть руководства
6. Соберите большой трубогиб с нуля!
У вас есть дрель, углошлифовальная машина, сварочный аппарат и, конечно же, навыки работы с металлом и целеустремленность? Если да, то ты, мой друг, можешь построить мощный трубогиб с нуля, как это сделал Ютубер из ДОМАШНЕЕ БЕЗУМИЕ !
Зрители в восторге от того, насколько талантлив и опытен Ютубер. И мы разделяем их мнение! Ютубер создал такой функциональный и надежный дизайн с невероятно простыми инструментами. Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
7. Самодельный трубогиб — два разных диаметра
Вот руководство для начинающих по самодельному трубогибу от Mistry MakeTool. Все материалы и расходные материалы вместе с их размерами перечислены в блоге, а затем приведены пошаговые инструкции по проекту «Сделай сам».
Для вашего удобства к письменным инструкциям прилагаются демонстрационные изображения. Наконец, если какой-либо из шагов вас смущает, вы можете найти видеоурок по трубогибу своими руками в конце блога.
Ознакомьтесь с руководствами
8. Самодельный станок для гибки круглых труб от Mistry MakeTool повернуться на шарнир с регулируемым расстоянием, чтобы пользователи могли легко сгибать трубы различного диаметра. Но если вы не хотите сгибать трубы разного диаметра, этот мастер-класс по изготовлению своими руками просто фантастический. Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
9. Самодельный гидравлический станок для гибки труб диаметром 1 дюйм
Ютубер из Creative Etc. в этом руководстве собирает станок для гибки труб диаметром 1 дюйм. Однако в поле описания он упоминает, что вы можете легко настроить эту конструкцию для гибки разного диаметра с помощью разных штампов.
Гидравлический гибочный станок обеспечивает изгиб под углом около 45 градусов. Учебник подробный и простой в использовании. Тем не менее, списки расходных материалов и размеров не предоставляются зрителям. В учебнике используется простой и доступный метод изготовления штампа. Вы будете удивлены!
10. Трубогиб своими руками – план, инструкции и демонстрация
Компания Lecgo из Instructables изготовила простой и портативный трубогиб из фанеры и колес, взятых на свалку. По словам блогера, длина трубогиба не превышает 40 см ни с одной из сторон.
Кроме того, Lecgo также упоминает, что он использует этот трубогиб для гибки алюминиевых труб диаметром 20 мм. В комментарии он уточнил, что эта конструкция также может работать с трубами диаметром 22 или 16 мм. Тем не менее, дизайн должен быть соответствующим образом скорректирован.
Посмотреть учебные пособия
11. Как сделать роликовый гибочный станок?
Этот ручной вальцовый станок имеет 3 ролика, обеспечивающих безупречный изгиб. Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Металлический гибочный станок идеально подходит по размеру и относительно прост в сборке. В то время как DIY довольно хорош, зрители поделились несколькими конструктивными критическими замечаниями в комментариях. Убедитесь, что вы принимаете эти комментарии во внимание при выполнении этого руководства.
12. Учебное пособие по самодельному трубогибу круглого/квадратного сечения
Будь то круглая или квадратная труба, этот самодельный трубогиб отлично справится со своей задачей. В этом посте на HomeSteady Мишель Хикман делится со своими читателями пошаговыми инструкциями по изготовлению трубогиба.
Предметы, которые вам понадобятся, вместе с их размерами также опубликованы в блоге. HomeSteady содержит множество замечательных руководств по рукоделию для нас, фанатов рукоделия. Проверьте их!
Посмотреть учебные пособия
13.
Простой трубогиб под углом 45 градусов своими руками Если вы не хотите прилагать слишком много усилий и самоотверженности для сборки трубогиба своими руками, этот урок для вас! Следуйте вместе с ютубером из VIP создает , поскольку он строит фантастический сверхмощный металлический конструктор за несколько простых шагов.
Даже если вы новичок в металлообработке, вы сможете повторить это своими руками, если у вас есть подходящие инструменты. К сожалению, список расходных материалов и материалов в описании не указан.
14. Быстрый и простой трубогиб своими руками с использованием велосипедного обода
 youtube.com/embed/-QvfT6aV2sI?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/-QvfT6aV2sI?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Переработайте старый обод, чтобы сделать простой трубогиб своими руками, следуя этому простому руководству от Fab2Ku. Этот учебник не требует сложного процесса и состоит из нескольких простых шагов. Всего несколько компонентов, и ваш трубогиб своими руками готов. Отличный учебник для начинающих!
С другой стороны, кажется, что такая конструкция приводит к нескольким перегибам на изогнутой трубе. Однако предварительно заполните свои полые трубы песком, чтобы избавиться от такой проблемы.
15. Узнайте, как согнуть трубу без трубогиба!
Итак, вы хотите согнуть несколько труб, но не хотите вкладывать все усилия и деньги в сборку трубогиба своими руками? Что ж, у нас есть кое-что и для вас!
Пользователь Instructable , аясбек , использовал плантатор из винной бочки и закругленный блок, чтобы согнуть стальную трубу длиной 4 фута и диаметром ¾ дюйма.
Предварительно необходимо заполнить трубу песком, чтобы избежать перегибов. Но помните, что вы должны использовать полностью сухой песок, если хотите нагреть трубу для более плотного изгиба. Один читатель заметил, что нагревание влажного песка внутри трубы может привести к взрыву.
См. учебные пособия
16. Соберите мощный трубогиб со сменными роликами
Этот мощный трубогиб конструкции KEVNEN WELDER изгибает трубу на 90 градусов без каких-либо перегибов. Сменные ролики в конструкции позволяют легко получать изгибы разного диаметра.
К сожалению, сборка не проработана пошагово. Используемые продукты и их размеры также не указаны. Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
17. Как сделать гидравлический трубогиб из старого домкрата?
У вас в гараже лежит старый домкрат? Если да, то у нас есть для вас идеальный учебник по трубогибу своими руками!
Ютубер из Family DIY информирует своих зрителей о каждом следующем шаге проекта. Зрители аплодировали усилиям и мастерству в разделе комментариев.
В конце урока ютубер демонстрирует, как этот самодельный гидравлический трубогиб работает с дюймовой трубой, полудюймовой трубой и трубой ¾. Результаты были невероятными, так как загнутые края были ровными, а изгиб — чистым.
18.
Изгиб трубы без трубогиба – ответы на все вопросы на WikiHow идеальный ресурс для вас!
Можно ли согнуть трубу без трубогиба? Как согнуть трубу ПВХ? Как согнуть стальную трубу? Верь нам; вы получите ответы на все свои вопросы в этом единственном посте!
Проверить учебники
19. Простой и легкий ручной трубогиб
Если вам не нравятся сложные самодельные сборки, и вы просто хотите сделать простой самодельный трубогиб на выходных, вам может понравиться этот урок от . Гаражная секция.
Youtuber использует два небольших шкива 26 X 67 мм одинакового размера, чтобы построить трубогиб, который подходит для труб диаметром до 18 мм. Вы можете увидеть демонстрацию машины почти в конце видео.
Ознакомьтесь с руководствами
20. 7 советов по эффективному использованию трубогиба
Теперь, если у вас уже есть трубогиб или вы недавно сделали его своими руками, вы захотите узнать все хитрости , советы и наука за безупречным изгибом, не так ли?
В этом сообщении от WOODWARD FAB, вы найдете 7 замечательных советов о том, как повысить эффективность вашего трубогиба. От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!
Посмотреть учебные пособия
21. Уникальное руководство по трубогибу своими руками с использованием мотоциклетной звездочки
Творчество поистине безгранично! Присоединяйтесь к ютуберу из delson mix tutorials , пока он мастерит трубогиб с помощью мотоциклетной звездочки. Если у вас есть такой, этот урок может вас вдохновить.
На этом канале Youtube вы найдете множество товаров для дома и металлообработки. Посетите их канал, если вам нравится эта ниша учебных пособий!
22. Гениальный трюк для безукоризненной гибки круглых труб!
 youtube.com/embed/U5nFS5WzZFw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/U5nFS5WzZFw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Знаете ли вы, что гантели можно использовать в качестве штампов для самодельного трубогиба? Ну, теперь ты знаешь!
В этом видеоуроке ютубер из Sek Austria демонстрирует, как сделать гидравлический трубогиб с помощью гантелей.
Однако, по словам создателя, сделать эти штампы своими руками не так просто, как кажется. Итак, следуйте этому руководству только в том случае, если вы абсолютно счастливы потратить время и самоотверженность. В противном случае усилия действительно не стоят того.
Резюме
Сообщите нам, каким из этих 22 руководств вы будете следовать, чтобы спроектировать и собрать трубогиб своими руками.
Если вы являетесь экспертом по металлообработке, было бы полезно, если бы вы могли высказать свое мнение о том, какие из этих руководств действительно выполнимы, удобны для новичков и дают хороший изгиб.
Опции:
• Инструменты являются дополнительными и рассчитываются в зависимости от

нашими механиками, прошедшими обучение на заводе -42 UNI-60 UNI-63 UNI-70/C UNI-76 UNI-89
ОПЦИИ
ОПЦИИ Гибка с объемной оправкой, гибка с малым радиусом Принадлежности
ОПЦИИ
ВАРИАНТЫ Позиционеры, набор оправок для гибки малых объемов оправок, аксессуары для узких радиусов
Опции
 Каждый
КаждыйДОПОЛНИТЕЛЬНЫЕ ОПЦИИ0005
9 изгибами каждые
Варианты
9 изгибов в каждой
ОПЦИИ
Опции
 А тратить сотни долларов на трубогиб тоже не хочется?
А тратить сотни долларов на трубогиб тоже не хочется? Итак, если вы планируете воспроизвести этот урок, вам, возможно, придется внести некоторые коррективы в процессе.
Итак, если вы планируете воспроизвести этот урок, вам, возможно, придется внести некоторые коррективы в процессе.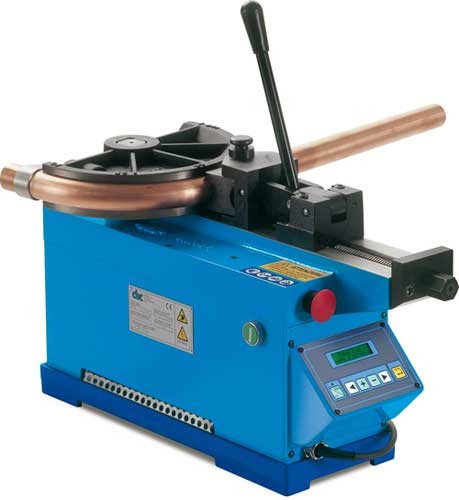
 Если вам нужен гибочный станок, чтобы согнуть несколько труб здесь и там в бытовых целях, этот гибочный станок своими руками отлично справится со своей задачей.
Если вам нужен гибочный станок, чтобы согнуть несколько труб здесь и там в бытовых целях, этот гибочный станок своими руками отлично справится со своей задачей.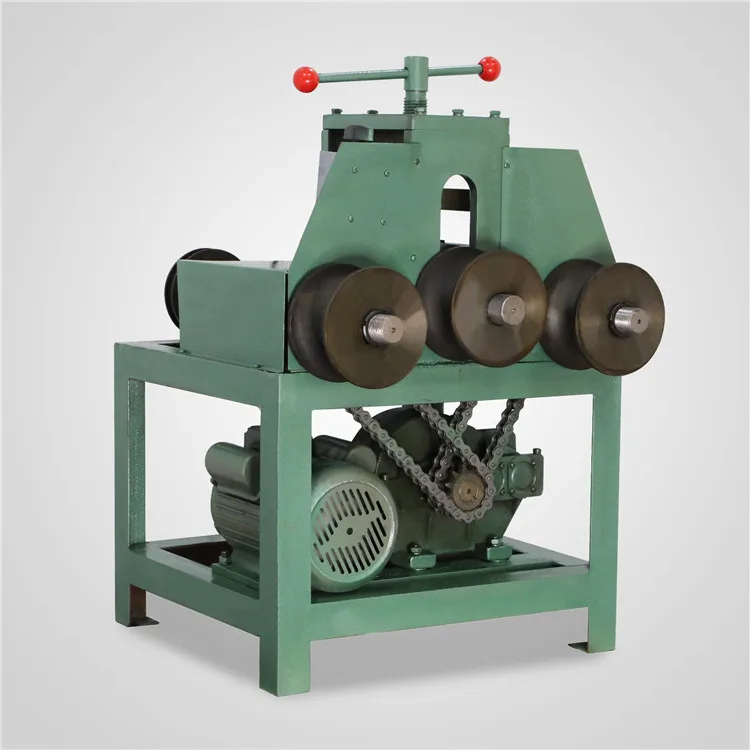 И мы разделяем их мнение! Ютубер создал такой функциональный и надежный дизайн с невероятно простыми инструментами. Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
И мы разделяем их мнение! Ютубер создал такой функциональный и надежный дизайн с невероятно простыми инструментами. Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово? Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным. Вы будете удивлены!
Вы будете удивлены! Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры. Простой трубогиб под углом 45 градусов своими руками
Простой трубогиб под углом 45 градусов своими руками 
 Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно. Изгиб трубы без трубогиба – ответы на все вопросы на WikiHow
Изгиб трубы без трубогиба – ответы на все вопросы на WikiHow От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!
От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!